

Бархатный напильник что это такое
Виды напильников. Назначение напильников.
В зависимости от величины зуба, насечки и числа зубьев, приходящихся на 1 см длины напильника, насечкам присвоены соответствующие номера:
№ 1-драчевые напильники, у которых на 1 см длины приходится 5-13 зубьев (крупная насечка);
№ 2- личные напильники, у которых на 1 см длины приходится 13-25 зубьев (средняя насечка);
№ 3, 4, 5 и 6 — бархатные напильники с числом зубьев на 1 см длины 25-80 (самая мелкая насечка).
Напильники могут иметь одинарную или двойную (перекрестную) насечку.
Применение напильников того или иного класса зависит от характера выполняемой работы, т. е. от толщины снимаемого слоя металла и от требуемой точности обработки.
Драчевые напильники №1 применяют при грубой обработке, когда требуется снять большой слой металла (не менее 0,25 мм). Припуск металла, подлежащего опиливанию драчевым напильником, 0,5-1 мм в зависимости от характера обрабатываемой поверхности.
Напильник с драчевой насечкой за один ход снимает слой металла толщиной 0,08-0,15 мм и дает точность обработки 0,1-0,15 мм.
Личные напильники №2 применяют после того, как основной слой металла, подлежащий опиливанию, уже снят с детали при помощи драчевого напильника. На долю обработки личным напильником обычно оставляется припуск не более 0,15-0,35 мм. Личный напильник снимает слой металла толщиной 0,02-0,08 мм, при этом достигается довольно высокая точность обработки 0,025-0,05 мм. После опиливания личным напильником на обработанной поверхности остаются настолько мелкие штрихи, что эта поверхность кажется шлифованной.
Бархатные напильники № 3, 4, 5 и 6 применяются только для самой точной отделки, подгонки, доводки деталей и шлифования поверхностей. Поверхность, обработанная этим напильником, не имеет никаких видимых глазом или ощутимых пальцами руки штрихов.
Напильники с бархатной насечкой снимают очень небольшой слой металла толщиной 0,025-0,05 мм и дают высокую точность обработки 0,01-0,005 мм.
Назначение напильников. Напильники различаются между собой не только видами насечек, но и формой поперечного сечения, т. е. профилем.
Необходимость применения различных профилей напильников вызвана большим разнообразием форм обрабатываемых деталей. Поэтому в зависимости от формы обрабатываемой детали применяются и разные профили напильников.
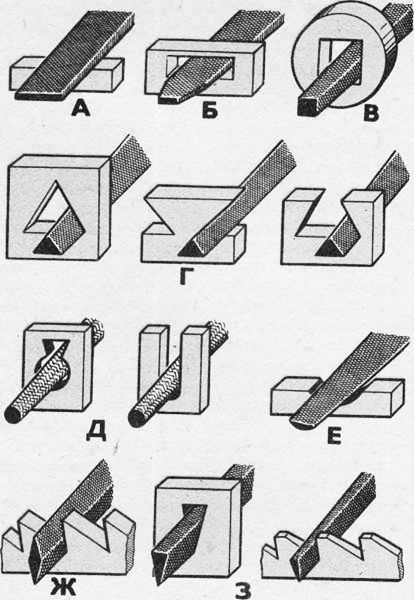
Плоские напильники используют для обработки плоских наружных и внутренних, а также наружных выпуклых поверхностей (рис. 106, а).
Квадратными напильниками (рис. 106, б) опиливают плоскости квадратных и прямоугольных отверстий и различных пазов. Квадратные напильники большой длины (350- 500 мм) называют брусовками и применяют при грубом (обдирочном) опиливании изделия, когда требуется снять слой металла не менее 1 мм.
Трехгранные напильники (рис. 106, в) служат главным образом для опиливания внутренних углов.
Круглые напильники (рис. 106, г) применяют для опиливания закругленных углублений и отверстий в изделиях.
Полукруглыми напильниками (рис. 106, д) опиливают вогнутые поверхности.
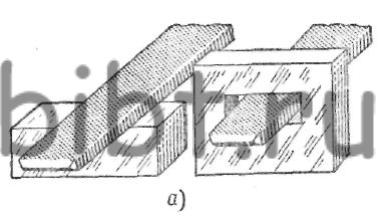
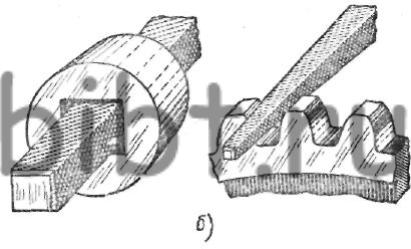
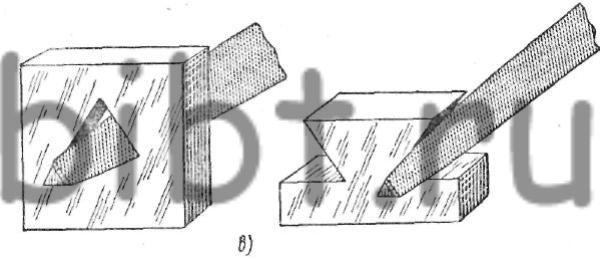
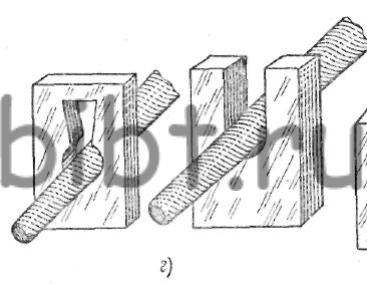
Рис 106 Формы сечения напильников:
а — плоские, б — квадратные, в — трехгранные г — круглые, д — полукруглые, е- ромбовидные, ж — ножевидные.
К специальной группе напильников относятся ножевидные (рис. 106, ж), ромбовидные (рис. 106, е), овальные напильники— диски с насечками, нанесенными по окружности и на боковых сторонах. Ими опиливают углы и наклонные плоскости.
Виды напильников: материалы, принцип действия, применение
Шлифовка изделий из металла не всегда производится с помощью электрических инструментов. Часто для такой работы мастерами используются различные виды напильников. Они, по сравнению с электрооборудованием, намного безопаснее. Работнику остается из большого разнообразия инструментов подобрать соответствующий обрабатываемому материалу. С этим справиться нетрудно, если знать тонкости работы, все виды напильников и их назначение.

Что такое напильник?
Данный инструмент представляет собой изделие, состоящее из двух частей:
- Стальной брусок. На его поверхность по специальным шаблонам наносятся насечки. Они могут иметь несколько вариантов. Самые распространенные виды насечек напильников – прямоугольные, треугольные и круглые.
- Деревянная или пластмассовая рукоятка. С помощью стяжного кольца, предотвращающего ее от трещин, она насаживается на конусообразный хвостовик. Предназначена для удобства в эксплуатации напильника. При поломке рукоятки ее легко заменить. Для производства детали используется бук, береза и прессованная бумага. Длина ее обязательно должна быть в полтора раза больше, чем хвостовик напильника.
Инструмент может иметь разные размеры. Стандартная длина составляет 9, 10, 11, 12, 13 и 14 см. Диаметр: 12, 16, 20, 23, 25 и 28 мм.
Принцип действия
Все виды напильников принадлежат к режущим инструментам. Они используются для создания нужных размеров и форм в обрабатываемых изделиях. Напильники действуют методом послойного стачивания поверхностей.

Материалы
Для производства этого инструмента используется очень твердая, высококачественная инструментальная сталь:
- Марки ШХ15 или 13Х. Это легированная хромистая сталь.
- У10А или У13А. Данные марки являются улучшенными нелегированными.
Напильники обрабатываются путем закаливания, в результате чего их твердость составляет 54-58 HRC. Эти марки используются для производства напильников, предназначенных для работы с металлическими изделиями. Для деревянных и других материалов берутся инструменты, сталь которых является более мягкой.
Инструмент с одинарной насечкой
Данная насечка (ее еще называют простой) встречается в специальных напильниках. Назначением такого инструмента является снятие во время опиливания незначительного слоя металла. Специальные напильники применяются для обработки узких поверхностей. Ими удобно затачивать пилы по дереву. Данные изделия предназначены для работы с мягкими металлами, древесиной и пластмассой.

Изделия с перекрестным сечением
Напильники, имеющие двойную насечку, относятся к инструментам общего назначения. На поверхности этих изделий, кроме основного сечения, имеется дополнительное. Основное сечение предназначается для снятия частиц с обрабатываемого изделия, а вспомогательное – для перемалывания их в стружку. Напильники с двойной (вспомогательной) насечкой используются при работе с твердыми металлами и сплавами.
Напильники по металлу. Виды
ГОСТ 1465-59 — это стандарты, на которые опираются при производстве слесарных напильников. В зависимости от размеров насечек и их количества на 10 мм поверхности, различаются следующие инструменты:
- Драчевые. Инструменты с крупной насечкой. На 10 мм поверхности напильника их имеется до 5-12 штук. Чем меньше количество насечек, тем крупнее зубья. Следовательно, производится большее снятие частиц при опиливании изделия.
- Личные. Представлены изделиями со средней насечкой. Количество зубьев составляет до 25 штук.
- Бархатные. Это инструменты с самой мелкой насечкой. На 10 мм поверхности приходится 80 зубьев.
Для удобства при выборе необходимого инструмента виды напильников имеют свои номера: драчевые — №1, личные — №2, бархатные — №№3-6.

Классификация инструментов по форме
Обрабатываемые детали имеют различные формы. Для эффективной работы с такими изделиями предусмотрены соответствующие виды напильников. Они отличаются друг от друга формой профиля (поперечного сечения). Выделяют следующие разновидности напильников:
- плоский;
- квадратный;
- трехгранный;
- круглый;
- полукруглый;
- специальный;
- ножевидный или ножовочный;
- ромбовидный;
- овальный напильник.
Какие виды инструментов бывают, коротко изложено выше. Для чего они предназначены?
Назначение
Плоский напильник используется для работы с выпуклыми и плоскими наружными или внутренними поверхностями. Квадратный применяется для работы с квадратными и прямоугольными отверстиями и пазами. Такой инструмент еще называют брусовкой. Его длина составляет 35-50 см. Он эффективен в тех случаях, когда необходимо убрать слой металла, превышающий 1 мм. Трехгранный напильник используется при работе с внутренними углами, канавками, отверстиями и пазами. Круглый необходим для опиливания вогнутых поверхностей. Используется для работы с круглыми и овальными отверстиями.
Специальные напильники применяются для обработки углов, наклонных и зубчатых поверхностей. Этим видом инструментов производится выборка узких пазов и канавок. Драчевые инструменты оснащены самыми крупными зубьями и предназначены для начальной обработки поверхности, так как позволяют быстро с нее снять большой слой (0,05-0,1 мм). В то же время эти напильники обладают низкой точностью. В результате чего рабочая поверхность обрабатывается грубо. Личные напильники применяются при чистовом опиливании. При этом происходит снятие слоя толщиной 0,02-0,06 мм. Бархатные используются на завершающей фазе шлифования. С поверхности опиливаемого изделия снимается самый тонкий слой (0,01-0,03 мм). Эти напильники обладают высокой точностью обработки, которая составляет 0,01-0,005 мм.
Рашпиль
Кроме слесарных напильников, для обработки металлических и других поверхностей используются рашпили, которые отличаются своими насечками. Их зубья обладают большим размером и имеют форму пирамидок, позади которых располагаются специальные канавки. Сечение на этом инструменте размещено рядами, перпендикулярно к оси. Используются рашпили при обработке мягких материалов: алюминия и дюралюминия. Производятся из стали марок У7А, У10А. Их твердость составляет 35-40 HRC. Стандартная длина инструментов: от 25 до 35 см. Рашпили бывают четырех типов: тупоносые плоские, остроносые плоские, круглые, полукруглые. Сфера применения инструмента – медицина и производство жестяных изделий.
Надфили
Надфили являются самыми мелкими напильниками. Предназначаются для выполнения очень точных работ. Для производства данных инструментов используется сталь марок У12 и У12А с твердостью 54-60 HRC. В зависимости от формы поперечного сечения надфили бывают:
- плоские (тупоносые и остроносые);
- квадратные;
- трехгранные;
- круглые и полукруглые;
- овальные;
- в форме ромба;
- пазовые и ножовочные.

Домашнему мастеру необязательно иметь все виды напильников. Достаточно располагать тремя основными – плоским, треугольным и круглым. Желательно также иметь набор надфилей и несколько рашпилей. Обладая данными инструментами, можно легко справиться с любой задачей, связанной со шлифовкой металла.
Типы насечек для напильников
Насечка
Форма и размер насечки определяют применение напильника для воздействия для тех или иных материалов, эффективность снятия материала заготовки (скорость опиливания) и чистоту получаемой рабочей поверхности.
Одинарная насечка

Как правило, изготавливается под углом около 70 градусов к продольной оси инструмента, реже — под углом 45 градусов, например, в напильниках для снятия заусенцев при токарных работах. Позволяет снимать широкую стружку. По частоте применения располагается на втором месте. Одинарная насечка обычно производится под углом около 70 градусов к продольной оси инструмента, реже — под углом 45 градусов, например, в напильниках для снятия заусенцев при токарных работах. Снимает широкую стружку с обрабатываемого материала. По частоте применения занимает второе место после двойной насечки, так как уступает ей по скорости опиливания. Поскольку одинарная насечка оставляет существенно более гладкую поверхность, чем двойная, то, в первую очередь она применяется в тех случаях, когда важна чистота поверхности, например, при заточке режущих кромок. Также она применяется для работ, при которых высокая скорость опиливания не нужна или нежелательна, например, для снятия заусенцев при слесарных и токарных операций. При этом одинарная обычно производится и на боковые стороны плоских напильников с двойной насечкой. Там просто недостаточно места для качественной двойной насечки.
Двойная (перекрестная) насечка

Является главным видом, применяемым в данном инструменте. Она состоит из основной, глубокой насечки, нанесенной под углом около 70 градусов к продольной оси, и вспомогательной, мелкой насечки, нанесенной с увеличенным шагом поверх основной, под углом около 45 градусов к этой же оси инструмента. Поскольку при нанесении второй насечки режущие кромки, сформированные первой насечкой, разбиваются на отельные участки, шаг и наклон вторичной насечки подбираются таким образом, чтобы при прямом движении напильника эти небольшие режущие кромки перекрывали друг друга, не оставляя заметных бороздок. Тем не менее, качество поверхности, которое остается после напильника с двойной насечкой, гораздо хуже, чем после напильника с одинарной насечкой. Т.е. двойная насечка превосходит одинарную насечку по эффективности, но уступает по качеству поверхности.
Насечка «Oberg»

Это также двойная насечка, но с большим разбросом в 2 – 3 раз дополнительной насечкой. Она получает промежуточное место между одинарной и двойной насечками. Применяется в подобном инструменте, но сравнительно редко.
Диагональная насечка «Wasa»
Производится нанесение под углом в 45° к оси напильника. Применяется в некоторых заточных напильниках. Сформированная при поддержке подобного напильника режущая сторона обладает свойствами «микропилы» и воздействует по некоторые материалы более эффективно, чем обычная гладкая режущая кромка.
Полукруглая насечка
Применяется только в рихтовочных полотнах (см. ниже) и приняла от них название «Pansar».
Обдирочная насечка
Это глубокая прямая одинарная насечка, с наклоном к оси инструмента около 45°. Применяется в больших ( от 200 мм и выше) напильниках. Чаще ее делают волнообразной, с редкой поперечной насечкой, как у напильника. Иногда называется «диагональной» или «фрезерованной».
Обдирочная и полукруглая насечки имеют много общего, включая технологию изготовления (зубья в полотне выфрезеровываются). Для них характерна высокая и острая (т.н. «агрессивная») форма зуба, резко повышающая скорость опиливания. Но такая форма зуба не столь прочна, как у обычной одинарной или двойной насечки (хотя она и прочнее, чем у рашпильной насечки). Стойкость инструмента существенно зависит от точности соблюдения режимов термической обработки. Как следствие, нередко наблюдается брак — даже у достаточно «именитых» производителей. Многие производители ручного инструмента с такой насечкой рекомендуют их для опиливания практически всех материалов, включая и закаленную сталь. Однако при опиливании твердой стали и чугуна стойкость этих напильников низкая, даже при их правильной термической обработке.
Как и одинарная, и обдирочная, и полукруглая насечки оставляют за собой относительно качественную, гладкую рабочую поверхность.
Рашпильная насечка формируется острыми и высокими зубьями, расположенными на рабочей поверхности в шахматном порядке. С ними соседствуют впадины, в которые попадает снятая стружка. Инструмент с этой насечкой называются рашпилями. Они предназначены для опиливания поверхностей низкой прочности (дерево, пластмассы и отдельные цветные металлы).
Размер насечки измеряется для напильников числом режущих элементов (зубьев) на 1 сантиметр длины, для рашпилей — числом зубьев на 1 квадратный сантиметр. Для напильников с обдирочной насечкой и рихтовочных обычно указывается число целых зубьев на 1 дюйм длины.
Драчевая, личная и бархатная насечка
Во всем мире применяется качественная классификация напильников по числу зубьев на сантиметр с учетом длины полотна. Большинство производителей выпускает наиболее употребительные модели напильников одинаковые по форме и длине, но с насечкой разного размера. Обычно предлагаются три градации по размеру насечки, которые называют драчевая (самая грубая), личная (средняя) и бархатная (мелкая). Но, естественно, что напильник небольшой длины, например, 1 00 мм, применяется для более тонких работ, чем напильник длиной 300 мм. И для первого из них драчевой, личной и бархатной могут называться, например, насечки с шагом 17,22 и 28 зубьев на см, соответственно, а для второго это будет 8, 11 и 1 4 зубьев на см. Получается, что бархатная насечка напильника длиной 300 мм грубее, чем драчевая насечка напильника длиной 100мм.
В любом случае речь может идти только о приблизительном соответствии. В таблице 7-13 это соответствие показано для напильников длиной от 100 до 350мм.
Соотношение между числом зубьев на сантиметр, длиной напильников и их классификацией на драчевые, личные и бархатные.
Число зубьев на сантиметр для напильника длиной:
Pereosnastka.ru
Обработка дерева и металла
Напильники по назначению подразделяют на следующие группы: общего назначения, специального назначения, надфили, рашпили, машинные.
Напильники общего назначения предназначаются для общеслесарных работ. По числу насечек (нарезок) на 1 см длины делятся на следующие шесть номеров: 0, 1, 2, 3, 4 и 5.
Напильники с насечкой № о и 1 (драчевые) имеют наиболее крупные зубья и служат для грубого опиливания, когда требуется удалить большой слой металла — 0,05 — 0,10 мм. Точность обработки этим напильником не превышает 0,1 —0,2 мм.
Напильники с насечкой № 2 и 3 (личные) применяют для чистового опиливания изделий с точностью 0,02 — 0,05 мм. Снимаемый слой металла не превышает 0,02 — 0,06 мм.
Напильники с насечкой № 4 и 5 (бархатные) служат для окончательной отделки изделий. Они снимают слой не более 0,01 —0,03 мм при точности обработки от 0,01 до 0,005 мм.
Напильники делятся на следующие типы:
А — плоские, Б — плоские остроносые (рис. 137, А, Б) применяются для опиливания наружных или внутренних плоских поверхностей, а также пропиливания шлицев и канавок;
В — квадратные напильники (рис. 1, В) используются для распиливания квадратных, прямоугольных и многоугольных отверстий, а также для опиливания узких плоских поверхностей;
Г — трехгранные напильники (рис. 1, Г) служат для опиливания острых углов 60° и более как с внешней стороны детали, так и в пазах, отверстиях и канавках, для заточки пил по дереву;
Д — круглые напильники (рис. 1, Д) используют для распиливания круглых или овальных отверстий и вогнутых поверхностей небольшого радиуса;
Е — полукруглые напильники (рис. 1, Е) (сечение сегмент) применяют для обработки вогнутых криволинейных поверхностей значительного радиуса и больших отверстий (выпуклой стороной); плоскостей, выпуклых криволинейных поверхностей и углов более 30° (плоской стороной);
Ж — ромбические напильники (рис. 1, Н) применяют для опиливания зубьев зубчатых колес, дисков и звездочек, для снятия заусенцев с этих деталей после обработки их на станках, а также опиливания углов свыше 15° и пазов;
3 — ножовочные напильники (рис. 1, 3) служат для опиливания внутренних углов, клиновидных канавок, узких пазов, плоскостей в трехгранных, квадратных и прямоугольных отверстиях, а также при изготовлении режущих инструментов и штампов.
Плоские, квадратные, трехгранные, полукруглые, ромбические и ножовочные напильники изготовляют с насеченным и нарезанным зубом.
Ножовочные напильники изготовляют только по специальному заказу. Ромбические и ножовочные напильники изготовляют только с насечками № 2, 3, 4, 5 длиной: ромбические 100 — 250 мм и ножовочные — 100 — 315 мм.
Н апильники специального назначения изготовляют по ведомственным нормалям: для обработки цветных сплавов, изделий из легких сплавов и неметаллических материалов, а также тарированные.
Напильники для обработки цветных сплавов в отличие от слесарных напильников общего назначения имеют другие, более рациональные для данного конкретного сплава углы наклона насечек и более глубокую и острую насечку, что обеспечивает высокую производительность и стойкость напильников. Напильники выпускаются только плоскими и остроносыми с насечкой № 1 и предназначаются для обработки бронзы, латуни и дюралюминия.
Напильники для обработки бронзы имеют двойную насечку: верхняя под углом 45°, а нижняя под углом 60°, для латуни соответственно 30 и 85°; для дюралюминия 50 и 60° Маркируют буквами ЦМ на хвостовике.
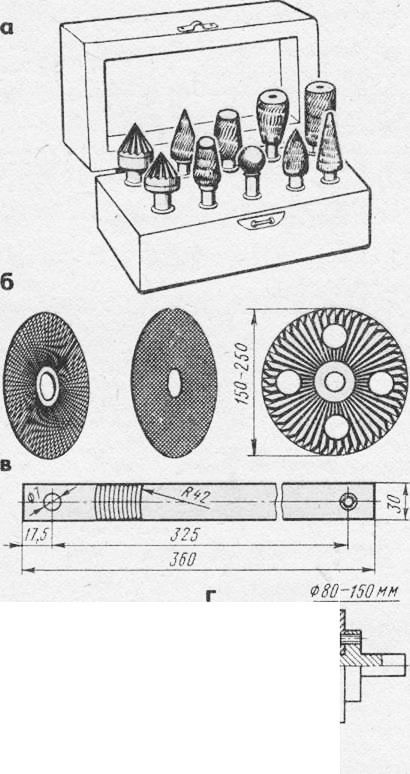
Напильники для обработки изделий из легких сплавов и неметаллических материалов. Напильники общего назначения, применяемые слесарями при обработке изделий из легких и мягких сплавов (алюминий, дюралюминий, медь, баббит, свинец) и неметаллических материалов (пластмасса, гетинакс, текстолит, оргстекло, дерево, резина и т. д.), имеют мелкую насечку, поэтому при работе быстро забиваются стружкой и выходят из строя. Применяют напильники со специальной державкой, позволяющие устранить указанные недостатки. Этот напильник имеет размеры 4 х 40 х 360 мм и насечку в виде дуговых канавок для выхода стружки при значительно увеличенном шаге по сравнению с драчевыми напильниками общего назначения. Производительность работы такими напильниками повышается в два-три раза.
Тарированные напильники применяют во всех случаях, когда требуется проверять твердость в малодоступных для алмазного наконечника прибора частях изделия (боковой профиль зуба зубчатого колеса, режущее лезвие фрезы и др.) и при контроле твердости непосредственно в цехе у рабочего места закальщика. Напильники тарируются на определенную твердость в зависимости от твердости изделий. Они отличаются от соответственно нормализованных напильников повышенным и стабильным качеством.
Алмазные напильники применяют для обработки и доводки твердосплавных частей инструмента и штампов. Алмазный напильник представляет собой металлический стержень с рабочей поверхностью и сечением нужного профиля, на которую нанесен очень тонкий алмазный слой. Алмазное покрытие на рабочей части изготовляют различной зернистости для предварительной и окончательной доводки.
Надсрили. Небольшие напильники называют надфилями, их поименяют для лекальных, граверных, ювелирных работ, для зачистки в труднодоступных местах (отверстий, углов, коротких участков профиля и др.).
Надфили имеют такую же форму, как и слесарные напильники. Изготовляют надфили из стали У13 или У13А, допускается У12 или У12А. Длина надфилей установлена равной 80, 120 и 160 мм. На рабочей части надфиля на длине 50, 60, 80 мм наносят насечки зубьев. Надфили имеют перекрестную (двойную) насечку: основную — под углом А. = 25° и вспомогательную со = 45°. Узкая сторона надфиля имеет одинарную насечку (основную).
В зависимости от количества насечек, приходящихся на каждые 10 мм длины, надфили разделяют на пять типов: № 1, 2, 3, 4 и 5. В зависимости от типа надфили имеют от 20 до 112 насечек. На рукоятке каждого надфиля наносится номер насечки: № 1 —20 — 40 насечек; № 2 – 28-56; № 3,4 и 5 – 40-112 насечек на 10 мм длины.
А лмазные надфили применяют для обработки твердосплавных материалов, различных видов керамики, стекла, а также для доводки режущего твердосплавного инструмента. Надфили изготовляют из природных и синтетических алмазных порошков различной зернистости с прямоугольной, квадратной, круглой, полукруглой, овальной, трехгранной, ромбической и другой формой поперечного сечения. При обработке надфилями получают поверхности 9 —10-го классов шероховатости.

Рашпили предназначены для обработки мягких металлов (свинец, олово, медь и др.) и неметаллических материалов (кожа, резина, дерево, пластические массы), когда обычные напильники непригодны из-за того, что насечка их быстро забивается стружкой и они перестают резать.
В зависимости от профиля рашпили общего назначения подразделяют на плоские (тупоносые и остроносые), круглые и полукруглые с насечкой №1—2 и длиной от 250 до 350 мм. Зубья рашпиля имеют большие размеры и вместительные канавки, расположенные впереди каждого зуба.
Машинные напильники (стержневые — для опиловочных станков с возвратно-поступательным движением) малых размеров закрепляют в специальных патрйнах, а напильники средних размеров имеют с обеих сторон хвостовики, которыми их закрепляют в центрах-держателях станков. Эти напильники изготовляют таких же профилей, как и слесарные напильники, с такими же видами насечек, как и напильники общего назначения.
Вращающиеся напильники (борнапильники, дисковые и пластинчатые) применяются для опиливания и зачистки поверхностей на специальных опиловочных станках.
Борнапильники — это фасонные головки с насеченными или фрезерованными зубьями. Изготовляют целыми (с хвостовиками) и насадными (навертывают на оправку).
Борнапильники имеют угловую, шаровидную, цилиндрическую, фасонную и другую форму. Ими обрабатывают фасонные поверхности.
Дисковые напильники применяют для зачистки отливок, поковок, снятия заусенцев на станках типа наждачных точил. Диск изготовляют диаметром 150 — 200 мм и толщиной 10 — 20 мм. Зубья фрезерованные или насеченные.
Диски закрепляют с помощью приспособления.
Пластинчатые напильники представляют собой бруски прямоугольного или круглого сечения с соответствующей насечкой.
Эти напильники не имеют хвостовиков, их крепят к гибкой, непрерывно движущейся ленте заклепками.
Виды и размеры напильников по металлу
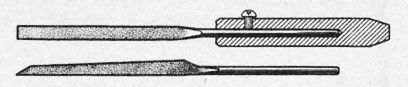
Каждому способу опиливания соответствует определенная геометрия зубьев напильника. Геометрия зуба насечных напильников характеризуется следующими углами (рис. 38 б): угол резания δα = 106°, задний угол α = 36°, угол заострения β = 70°, передний угол ƴ отрицательный до 12—15°. Величина переднего угла по ГОСТ 1465—59 установлена до —12° для напильников с насечкой № 0, 1 и 2 и до — 15° для напильников с насечкой № 3, 4 и 5.
Геометрия зубьев напильников, изготовляемых фрезерованием и шлифованием, характеризуется следующими углами: резания δ =80—88°, задним α =20—25°, заострения β=60—63°, передним γ от + 2 до —10°. По назначению напильники разделяются на две группы: слесарные общего назначения, предназначенные для выполнения различных слесарных работ по металлу; и специальные, предназначенные для выполнения различных работ по металлу и неметаллическим материалам. Специальные напильники подразделяются на ручные и машинные.
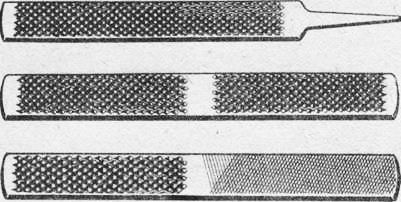
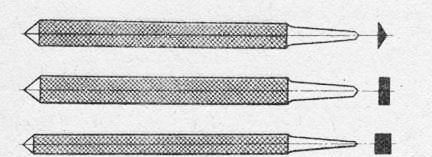
Напильники изготовляют с насечкой следующих типов: с простой, или одинарной (рис. 38,в); с перекрестной, или двойной (рис. 38,г); с точечной, или рашпильной (рис. 38, д); с дуговой (рис. 38, е). Каждый тип насечки имеет свои преимущества и применяется для напильников определенного назначения.

Рис. 38. Напильники:
а — элементы напильника, б — профиль зуба, полученного насечкой, в — простая насечка, г — перекрестная насечка, б — точечная насечка, е — дуговая насечка, ж —углы перекрестной насечки
Простая, или одинарная насечка применяется при изготовлении некоторых видов специальных напильников (например, для заточки пил по дереву). Напильники с простой насечкой целесообразно применять во всех случаях, когда требуется с узкой обрабатываемой поверхности удалить незначительный слой металла.
Перекрестная, или двойная, насечка применяется при изготовлении слесарных напильников общего назначения. В этих напильниках основная насечка выполняется под углом λ = 25°, а вспомогательная — под углом ω = 45° (рис. 38,ж).
Такие углы наклона насечки обеспечивают высокую производительность.
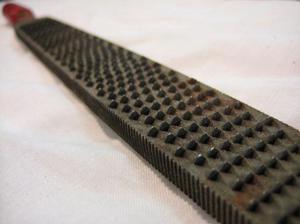
Точечная, или рашпильная, насечка применяется при изготовлении напильников-рашпилей. Рашпили с точечной насечкой имеют крупные зубья и вместительные канавки, что способствует лучшему отделению стружки при опиливании мягких металлов, резины, кожи, пластмасс и др.
Слесарные напильники различаются по двум основным признакам: по форме поперечного сечения и по числу насечек на один сантиметр длины напильника.
Слесарные напильники (ГОСТ 1465—59) изготовляют по форме поперечного сечения восьми типов: плоские (тип А), плоские остроносые (тип Б), квадратные (тип В), трехгранные (тип Г), круглые (тип Д), полукруглые (тип Е), ромбические (тип Ж), ножовочные (тип К).
Виды насечек напильников
По числу насечек слесарные напильники делятся на шесть номеров: 0, 1, 2, 3, 4, 5. Номер насечки является показателем эксплуатационного назначения размерного ряда напильников по величине шага основной насечки.
Напильники с насечкой № 0 и 1, так называемые драчевые, имеют наиболее крупные зубья и служат для опиливания с точностью 0,2—0,5 мм деталей, имеющих припуск на обработку от 0,5 до 1 мм.
Напильники с насечкой № 2, так называемые личные, применяют для чистового опиливания деталей с точностью 0,02—0,15 мм, при этом припуск на обработку составляет от 0,1 до 0,3 мм.
Напильники с насечкой № 3, 4, 5, так называемые бархатные, применяют для окончательной отделки деталей с точностью от 0,01 до 0,005 мм, при этом припуск на обработку колеблется от 0,025 до 0,05 мм.
Напильники изготовляют из инструментальной углеродистой стали У13 или У13А и закаливают на твердость не ниже HRC 54—58.
Рашпили отличаются от слесарных напильников насечкой, зубья у них большие короткие в виде пирамидок. Благодаря большим размерам зубьев и вместительным канавкам позади каждого зуба рашпили пригодны для опиливания мягких металлов. Зубья рашпиля расположены рядами, перпендикулярными его оси. Чтобы при опиливании не получалось канавок, ряды смещены друг относительно друга на половину шага между зубьями.
В медницком и жестяницком деле применяют рашпили общего назначения (ГОСТ 6876—54) для опиливания деталей из мягких металлов (алюминия, дюралюминия и др.). Рашпили общего назначения изготовляют четырех типов: плоские тупоносые, плоские остроносые, круглые и полукруглые. Рашпили всех четырех типов изготовляются длиной 250 и 350 мм.
Для изготовления рашпилей применяют инструментальную углеродистую сталь в основном марок У7А, У10А, закаливаемые до твердости HRC 35—40.
Самые мелкие напильники, так называемые надфили, предназначены для выполнения очень мелкой и точной работы. Они различаются по форме поперечного сечения и по числу насечек на один сантиметр длины напильника.
Надфили (ГОСТ 1513—67) изготовляют по форме поперечного сечения одиннадцати типов: плоские тупоносые, плоские остроносые, квадратные, трехгранные, трехгранные односторонние, круглые, полукруглые, овальные, ромбические, ножовочные и пазовые.
По числу насечек надфили делятся на шесть номеров: 1, 2, 3, 4, 5, 6.
Надфили плоские тупоносые, плоские остроносые, квадратные, трехгранные, круглые, полукруглые, ромбические, пазовые изготовляют двух размеров: по длине рабочей части 60 и 80 мм и длине хвостовика соответственно 60 и 80 мм.
Надфили трехгранные односторонние, овальные изготовляют трех размеров: по длине рабочей части 40, 60, 80 мм и длине хвостовика соответственно 80, 60, 80 мм.
Надфили ножовочные изготовляются трех размеров: по длине рабочей части 60, 80, 40 мм и длине хвостовика соответственно 60, 80, 80 мм.
Надфили изготовляют из инструментальной углеродистой стали У12 или У12А и закаливают до твердости HRC 54—60.
Напильник имеет деревянную ручку со стяжным кольцом, которое предохраняет ее от трещин при насаживании на хвостовик напильника. Ручка должна плотно насаживаться на хвостовик напильника, для чего в ней сверлят отверстие диаметром, соответствующим размеру средней части хвостовика, и глубиной, равной длине хвостовика. Затем нагретым докрасна хвостовиком старого напильника такого же размера выжигают отверстие точно по форме хвостовика на 2/3—3/4 его длины. При надевании ручки на хвостовик нельзя ударять молотком по напильнику, так как возможна поломка его режущей части. При правильном надевании ручкой ударяют о слесарный верстак до тех пор, пока она не сядет плотно на хвостовик. Насаживая ручку на хвостовик напильника, следят за тем, чтобы она была насажена без перекоса.
Ручки изготовляют из дерева (береза, бук) или прессованной бумаги. Деревянные ручки применяются чаще, так как они более практичны. Длина ручки должна быть в полтора раза длиннее хвостовика напильника.
Ручки для напильников общего назначения изготовляют длиной 90, 100, 110, 120, 130, 140 мм, диаметром ее на конце соответственно 12, 16, 20, 23, 25, 28 мм. Размер ручки выбирается соответственно величине напильника.
Виды и особенности напильников, рекомендации по выбору
 Выполнить шлифовку металлоизделий можно не только с использованием электрических видов инструмента. У многих домашних мастеров в арсенале можно обнаружить и различные виды напильников. Главное их преимущество по сравнению с электрическими инструментами для обработки грубых кромок — более высокая безопасность.Поэтому единственная задача, которую нужно решить мастеру — выбрать среди предлагаемого в магазинах ассортимента подходящий тип напильника. Решить эту задачу несложно. Достаточно ознакомиться с нюансами выполнения этой работы, предлагаемыми разновидностями инструмента и их назначением.
Выполнить шлифовку металлоизделий можно не только с использованием электрических видов инструмента. У многих домашних мастеров в арсенале можно обнаружить и различные виды напильников. Главное их преимущество по сравнению с электрическими инструментами для обработки грубых кромок — более высокая безопасность.Поэтому единственная задача, которую нужно решить мастеру — выбрать среди предлагаемого в магазинах ассортимента подходящий тип напильника. Решить эту задачу несложно. Достаточно ознакомиться с нюансами выполнения этой работы, предлагаемыми разновидностями инструмента и их назначением.
Общая информация
Напильником принято называть изделие, имеющее в составе два элемента:
- Стальной брусок. Его поверхность предназначена для насечек, наносимых на производстве при помощи специальных шаблонов. Насечки бывают нескольких видов, среди которых самыми распространенными являются прямоугольные, треугольные и круглые.
- Рукоятка. Закреплена на инструменте при помощи стяжного кольца и необходима для предотвращения трещин. Крепление ее выполняется на конусообразный хвостовик. С помощью рукоятки, которая бывает пластиковой и деревянной, обеспечиваются более удобные условия работы напильником. В случае поломки заменить ее не составит труда. Этот элемент чаще всего изготавливают из бука, березы и прессованной бумаги. Рукоятка должна иметь длину в полтора раза больше, чем хвостовик.
 Напильники могут отличаться друг от друга и своими размерами. Так, в продаже можно найти инструменты, имеющие длину 9, 10, 11, 12, 13 и 14 см. Также они могут отличаться и диаметром, который может составлять 12, 16, 20, 23, 25 и 28 мм.
Напильники могут отличаться друг от друга и своими размерами. Так, в продаже можно найти инструменты, имеющие длину 9, 10, 11, 12, 13 и 14 см. Также они могут отличаться и диаметром, который может составлять 12, 16, 20, 23, 25 и 28 мм.
Все напильники относятся к категории режущего инструмента. Основное их назначение — придание обрабатываемым изделиям определенных размеров и форм. В основе работы инструмента лежит принцип послойного стачивания поверхности.
Материалы
Эти устройства для шлифовки металлоизделий чаще всего изготавливаются из очень твёрдой инструментальной стали высокого качества:
- Марки ШХ15 или 13Х. Так обозначается легированная хромистая сталь.
- У10А или У13А. Маркировка указывает на использование улучшенной нелегированной стали.
В процессе изготовления напильники в обязательном порядке проходят процедуру закаливания, что позволяет обеспечить им уровень твердости 54−58 HRC. Из стали указанных марок изготавливается инструмент, предназначенный для обработки металлоизделий. Если нужна шлифовка деревянных и других материалов, то на этот случай используют инструменты, выполненные из более мягкой стали.
Инструмент с одинарной насечкой
Этот тип насечки имеют лишь некоторые виды инструмента. От остальных они отличаются тем, что во время обработки снимают незначительное количество металла. С помощью этого инструмента можно выполнять шлифовку узких поверхностей. Также они отлично подходят для затачивания пил по дереву. С помощью специальных напильников можно выполнять работы по обработке мягких металлов, древесины и пластмасс.
Изделия с перекрестным сечением
Наличие на инструменте двойной насечки указывает, что это напильник по металлу общего назначения. Если внимательно осмотреть поверхность, то можно обнаружить на ней не только основное, но и дополнительное сечение. Основное сечение позволяет снимать частицы материала, из которого выполнено обрабатываемое изделие, а вспомогательное — перемалывать их в стружку.
Основное назначение инструмента с двойной насечкой — обработка изделий, выполненных из твёрдых сплавов и металлов.
Виды инструмента по металлу
Компании, специализирующиеся на изготовлении слесарных напильников, опираются в своей производственной деятельности на ГОСТ 1465–59 . С учетом размеров насечек, а также их количества на 10 мм поверхности напильники можно классифицировать на несколько видов:
-
 Драчевые. Главной особенностью этого инструмента является наличие крупной насечки. На 10 мм поверхности содержится от 5 до 12 штук. Чем их меньше, тем более крупными являются зубы. Это позволяет за один проход инструментом снимать больше частиц обрабатываемого изделия.
Драчевые. Главной особенностью этого инструмента является наличие крупной насечки. На 10 мм поверхности содержится от 5 до 12 штук. Чем их меньше, тем более крупными являются зубы. Это позволяет за один проход инструментом снимать больше частиц обрабатываемого изделия. - Личные. Вид инструмента, имеющий среднюю насечку. Число зубьев может доходить до 25 штук.
- Бархатные. В них используется самая мелкая насечка. На 10 мм поверхности может располагаться не более 80 зубьев.
Чтобы специалистам и рядовым мастерам было проще различать эти виды напильников, за ними закреплены специальные номера: драчевые — № 1, личные — № 2, бархатные — №№ 3−6.
Виды инструментов по форме
Поскольку обрабатываемые изделия могут отличаться друг от друга формой, для наиболее эффективной их обработки производители выпускают соответствующие виды устройств для шлифовки. Наиболее качественно выполнять шлифовку деталей этому инструменту позволяет особая форма профиля. В зависимости от этого признака можно выделить несколько видов напильников:
-
 овальный;
овальный; - ромбовидный;
- ножовочный;
- специальный;
- полукруглый;
- круглый;
- трехгранный;
- квадратный;
- плоский.
Таким образом, инструментов для обработки изделий существует немало, и каждый из них отличается не только вариантом исполнения, но и назначением.
Назначение напильников
- Плоские напильники позволяют наиболее качественно обрабатывать внутренние и наружные поверхности плоской и выпуклой формы.
- Квадратные предназначены для шлифовки пазов и отверстий прямоугольной и квадратной формы. У этого инструмента имеется и другое название — брусовка. Его стандартная длина — 50 см. Использовать его наиболее целесообразно, когда требуется снять слой металла более 1 мм.
-
 Напильник трехгранного типа предназначен для шлифовки пазов и отверстий, канавок и внутренних углов.
Напильник трехгранного типа предназначен для шлифовки пазов и отверстий, канавок и внутренних углов. - С помощью круглого можно обрабатывать поверхности вогнутой формы. Его чаще всего применяют для шлифовки овальных и круглых отверстий.
- Основное назначение специальных напильников — шлифовка зубчатых и наклонных поверхностей, а также углов. Они позволяют делать выборку канавок и узких пазов.
- Самые крупные зубы имеют драчевые напильники, а используют их для предварительной обработки поверхности, поскольку они могут быстро снимать достаточно большой толщины слой — от 0,05 до 0,1 мм. Но имеется у этих напильников большой недостаток, о котором нужно упомянуть — низкая точность. Поэтому после обработки рабочая поверхность приобретает грубый вид.
- Личные напильники используются для выполнения чистовой шлифовки. Они позволяют снимать слой толщиной от 0,02 до 0,06 мм.
- При помощи бархатных инструментов выполняют завершающую шлифовку изделий. Они позволяют за один проход снимать слой толщиной от 0,01 до 0,03 мм. Достоинством этого инструмента является высокая точность обработки — 0,01 — 0,005 мм.
Специальные виды
Иногда перед мастером возникают задачи, которые сложно выполнить обычным инструментом. В этом случае ему приходится задумываться о покупке специальных видов напильников, которые помогут эффективнее и быстрее выполнить операции с металлом.
Рашпиль
 Наряду со слесарным инструментом выполнять шлифовку изделий из металла и других материалов можно с использованием рашпилей, которые имеют свою собственную насечку. Их поверхность содержит достаточно крупные зубья, выполненные в виде пирамиды, а сзади них находятся специальные канавки. Насечки располагаются на рашпиле в виде рядов под прямым углом к оси. С помощью рашпилей можно выполнять шлифовку мягких материалов — дюралюминия и алюминия.
Наряду со слесарным инструментом выполнять шлифовку изделий из металла и других материалов можно с использованием рашпилей, которые имеют свою собственную насечку. Их поверхность содержит достаточно крупные зубья, выполненные в виде пирамиды, а сзади них находятся специальные канавки. Насечки располагаются на рашпиле в виде рядов под прямым углом к оси. С помощью рашпилей можно выполнять шлифовку мягких материалов — дюралюминия и алюминия.
Для изготовления этого инструмента используются стали марок У7А, У10А. Они имеют уровень твердости, соответствующий 35−40 HRC. В длину рашпили достигают 25−35 см. Производители предлагают четыре типа рашпилей: круглые и полукруглые, а также остроносые плоские и тупоносые плоские. Их используют преимущественно при изготовлении жестяных изделий, а также в медицине.
Надфили
Среди всех выпускаемых видов инструмента для обработки изделий они являются самыми мелкими. Их используют для выполнения работ, где важно обеспечить высокую точность обработки. Этот тип инструмента изготавливается из стали марок У12 и У12А с твердостью 54−60 HRC. Если рассматривать надфили по форме поперечного сечения, то их можно разделить на следующие группы:
-
 пазовые и ножовочные;
пазовые и ножовочные; - в форме ромба;
- овальные;
- круглые и полукруглые;
- трехгранные;
- квадратные;
- плоские.
Приобретать все из выше перечисленных видов напильников домашнему мастеру нет никакой необходимости. Справиться со всеми возникающими в быту задачами он легко сможет, имея в своем арсенале плоский, треугольный и круглый напильник. Не помешает дополнительно приобрести и набор надфилей и несколько рашпилей. Весь этот комплект инструментов поможет быстро решить любую задачу, связанную со шлифовкой металла.
Тонкости выбора
Понять, какой тип устройства для шлифовки вам необходим, можно, зная о характере задач, которые вам нужно выполнить. В зависимости от этого и следует выбирать напильник определенного размера, формы и длины. К примеру, если вам предстоит работать с алюминием, латунью, медью или бронзой, то самым подходящим для вас инструментом будет напильник с одинарной насечкой. А вот покупать бархатные или личные напильники не стоит. Очень скоро их зубья забьются стружкой, и они уже не будут исправно выполнять свою основную функцию. Важной характеристикой является номер насечки. При выборе советуем обращать внимание на толщину снимаемого слоя и точность обработки.
 Напильники с номером насечки 0 или 1 следует выбирать мастерам, которым требуется опилить 5−10 мм толщины и обеспечить точность обработки в пределах от 0,01 до 0,2 мм. Имейте в виду, что за один проход инструмент снимает не более 0,1 мм. При его использовании вы получите довольно шероховатую поверхность, поэтому лучше всего использовать эти напильники для черновой обработки. Гораздо проще выбрать инструмент по длине. Ориентируйтесь на размер поверхности, которую вам нужно опилить: чем он больше, тем более крупным должен быть и сам напильник.
Напильники с номером насечки 0 или 1 следует выбирать мастерам, которым требуется опилить 5−10 мм толщины и обеспечить точность обработки в пределах от 0,01 до 0,2 мм. Имейте в виду, что за один проход инструмент снимает не более 0,1 мм. При его использовании вы получите довольно шероховатую поверхность, поэтому лучше всего использовать эти напильники для черновой обработки. Гораздо проще выбрать инструмент по длине. Ориентируйтесь на размер поверхности, которую вам нужно опилить: чем он больше, тем более крупным должен быть и сам напильник.
Для более точного расчёта предлагаем специальную формулу: к длине поверхности изделия прибавьте 15 см. Полученное значение и будет длиной рабочей поверхности напильника, который вам нужен. Однако не забывайте, что во время обработки желательно проходить инструментом по всей площади рабочей поверхности.
Напильник для дома
Какой бы тип инструмента вы ни искали для обработки металлоизделий, советуем вам выбирать его, ориентируясь на стоящие перед вами задачи. Если вам нужен инструмент для будущего ремонта, то советуем приобрести хороший набор напильников, а не покупать их поодиночке в разных местах.
Мечтаете о том, чтобы создать своими руками для ребёнка экологически чистый конструктор, и уже присмотрели для этого подходящее дерево? Тогда вам стоит обратить внимание на рашпили по дереву и плоские напильники. Сперва пройдитесь по дереву рашпилем, с этим вы легко справитесь, он меньше других забивается. После уже можно использовать и напильник. В завершение обработки тщательно отшлифуйте детали наждачкой, чтобы ваш малыш не поранился во время игры.
Если вы хотите, чтобы ваш самодельный конструктор включал разнообразные арки, цилиндры и окошки, то советуем приобрести круглый напильник по дереву и рашпиль такой же конфигурации.
Выполнить обработку металлических и изделий из других материалов надлежащим образом невозможно, не имея под рукой специального инструмента. Поэтому в арсенале каждого домашнего мастера должен присутствовать напильник. Выбрать наиболее подходящий вид инструмента несложно, если знать, какие операции вы собираетесь выполнять.
Но ни в коем случае не экономьте, покупая из набора только один или два вида инструмента. Если вам предстоит выполнять большой объем работ или же решать однотипные задачи достаточно регулярно, то лучшим для вас решением будет приобрести набор напильников. Они станут для вас незаменимыми помощниками и помогут гораздо быстрее и качественнее обработать детали.
