

Технический процесс полуосевой шестерни на чертеже
Чертежи зубчатого колеса
При создании технологического процесса производства и проведении других проектных работ зачастую создаются чертежи. Они отражают особенности геометрии изделия, а также его размеры и многие другие моменты. Чертежи зубчатого колеса или другого типа выполняются по упрощенной схеме с применением различных условных обозначений. Это связано с тем, что сложная форма изделия создает существенные трудности при ее полной детализации на момент создания чертежей. Оформить рассматриваемый документ с учетом всех требований достаточно сложно, для этого требуются определенные навыки и знания. Сегодня большинство чертежей создается в электронном виде при применении особых программ. Стоит учитывать, что они лишь частично упрощают процесс. Часто проектируется червячная зубчатая передача, чертежи которой можно встретить на самых различных сайтах.

Основные параметры зубчатого колеса
Создавать рассматриваемую конструкцию следует исключительно при заблаговременном создании чертежа, на котором отображаются основные параметры зубчатого колеса. Стоит отметить, что по создаваемой схеме некоторых механизмов также можно определить неправильный выбор основных параметров. В большинстве случае также делается упрощенный чертеж вала, за счет чего можно сразу определить принцип действия механизма.
Основными параметры, которые относятся к зубчатым колесам, являются:
- Делительная окружность пары зубчатых колес. Данный показатель применяется в случае проектирования зубчатой пары самого различного типа. Она определяется соприкасающимися окружностями, которые катаются одна по другой без скольжения. Применяется для обозначения момента зацепления и сопряжения. Для обозначения на чертеже применяется буква d. Стоит учитывать, что само обозначение зачастую не проставляется, а только указывается соответствующий размер.
- Окружный шаг зубьев. Этот параметр применяется для определения расстояния между отдельными профильными поверхностями соседних зубьев. Подобный показатель вычисляется путем разделения значения делительной окружности на число зубьев.
- Число зубьев. Достаточно важным моментом назовем то, что на чертеже не проводится отображение всех зубьев. В некоторых случаях проводится создание эскиза нескольких зубьев. За счет этого существенно упрощается поставленная задача по созданию рассматриваемого документа.
- В создаваемой таблице в обязательном порядке указывается число зубьев. Подобная информация позволяет проводить расчеты и определение других наиболее важных параметров.
- Длина делительной окружности.
- Основные геометрические параметры зуба. Основной частью зубчатых колес является именно зуб. Он применяется

Кроме этого, при создании технической документации уделяется внимание тому, в каких условиях происходит зацепление.
Если не учитывать основные параметры, то есть вероятность быстрого износа поверхности и появления многих других проблем.
Правила оформления чертежей
Довольно большое распространение получил чертеж цилиндрической зубчатой передачи. При его создании учитывается достаточно большое количество различных параметров. Правила выполнения рассматриваемой технической документации характеризуются следующими особенностями:
- Для начала проводится заполнение таблицы, в которой указываются основные параметры. Примером можно назвать нормальный исходный контур, коэффициент смещения, степень точности проводимой работы и вид сопряжения по нормам бокового зазора. Вторая часть таблицы применяется для указания основных параметров венца для контроля взаимного расположение профилей. Третья часть таблицы требуется для указания менее важных параметров, без которых чертеж конического зубчатого колеса будет неполным.
- Создавая чертеж цилиндрического зубчатого колеса проводятся расчеты основных параметров, которые зависят от делительного конуса. Для проектирования применяется два дополнительных делительных конуса: внешний и внутренний. Чертежи зубчатых колес шестерен также можно создать при учете внешнего модуля окружности и числа зубьев. Если на документе отображается механизм, то число зубьев обоих колес обозначаются z1 и z Стоит учитывать, что чертеж червячного колеса существенно отличается от цилиндрического.
- Прежде чем приступать к непосредственному вычерчиванию линий нужно провести расчет все основных параметров, которые также отобразятся в содержимом документа. Оформление чертежа зубчатого колеса начинается с создания фронтального разреза. Он также требуется для определения основных параметров косозубого или прямозубого колеса.
- Следующий шаг заключается в создании двух делительных конусов с общей образующей. Правила выполнения чертежей предусматривают создание двух линий, которые отходят от делительного конуса колеса. Они должны быть расположены исключительно под прямым углом к образующей. За счет этого образуется внешний дополнительный конус.
- На месте пересечения образующей откладываются дополнительные точки. За счет этого формируется высота головки и размер ножки. Создавая зубчатые колеса по ГОСТ откладывается размер высоты ножки вдоль образующей дополнительного конуса, за счет чего получается конус впадин.
- По образующей делительного конуса откладывается размер длины зуба. Типовое изображение на чертеже этого элемента также достаточно просто, основные параметры подсчитываются.
Следующий шаг заключается в создании вида слева. Госстандарт предусматривает наличие подобного вида, при создании самых различных технологических карт. Среди особенностей создания подобного вида отметим нижеприведенные моменты:
- Для конических колес был создан ГОСТ 2.402-68. Информация, которая содержится в этом документе, определяет необходимость в указании лишь двух окружностей зубчатого венца. Применяется обозначение определяет то, что основная часть указывается сплошной линией, делительная окружность штрихпунктирной. Подобное способ отображения чертежа позволяет указать основные данные. Если создается шевронное соединение, то нужно уделить внимание другим ГОСТам, в которых также отображены определенные стандарты.
- Согласно установленным норам в ГОСТ 2.405-75 часть размеров проставляется на изображении, другая указывается в таблице параметров. За счет этого можно существенно повысить степень читаемости чертежа. Распространенный пример заключается в указании модуля и другой подобной информации.

Таблица различных данных отображается в большинстве случаев справа в верхнем углу. Чтение подобной информации, как правило, не создает трудностей, так как она отображена числами.
Скачать ГОСТ 2.402-68
Среди других особенностей отображения информации можно отметить следующие моменты:
- На изображении наносится диаметр большего основания конуса вершин.
- Также проводится указание размера от базовой поверхности до большего основания конуса вершин.
- Не стоит забывать о том, что зубья имеют довольно сложную форму. При производстве уделяется внимание показателю градусов. К примеру, угол конуса вершин внешнего дополнительного конуса.
- При наличии внешнего дополнительного конуса также проводится указание ширины зубчатого венца.
- Во всех случаях проводится указание размера базового расстояния. Этот показатель в большинстве случаев применяется в случае расчетов второстепенных размеров. Именно поэтому следует уделять больше внимания тому, какие именно базовые показатели следует указывать в конкретном случае.
- Фаски являются неотъемлемой частью всех зубчатых колес. Как правило, она выполняется под углом 45 градусов и составляет всего пару миллиметров. Радиус скругления на кромках зуба также должен указываться.
В конструкторской документации ЕСКД указывается и некоторая другая информация, которая позволяет получить изделие с требуемыми параметрами. Примером можно назвать нанесение показателя шероховатости. Качественные изделия характеризуются довольно низким значение шероховатости, что достигается путем шлифования и полирования. Подобный показатель наносится на чертеж при помощи специальной полки.
Размер, ширина, габариты проставляются практически во всех случаях. Они позволяют сразу подобрать наиболее подходящую заготовку, в качестве которой часто применяется цилиндр. Не стоит забывать и про внутренний диаметр отверстия, которое предназначено для посадки на вал. Исключить вероятность прокручивания шестерни можно за счет создания шпоночного отверстия.
Чертеж, который применяется для изготовления пластмассового зубчатого колеса, несколько отличается от тех, по которым проводится производство стальных изделий. Это связано с эксплуатационными характеристиками изделия, особенностями применяемого материала при его изготовлении. Эскиз также изготавливается в соответствии со стандартами, в таблице указывается тип применяемого материала при изготовлении.


Довольно много внимания уделяется именно нанесению основных размеров. Часто встречается ситуация, когда из-за небольших размеров изделия или сложности отображаемого механизма нет достаточного количества свободного пространства. Инженер, которые занимается создание чертежа, должен предусмотреть правильное расположение всех размерных линий. Стоит учитывать, что определение размеров путем измерения линий на производстве не проводится, то есть все требуемые показатели для изготовления детали проставляются. В некоторых случаях проводится указание базовых размеров, от которых проводится вычисление других.
Довольно распространенным способом решения проблемы с большим количеством размерных линий можно назвать создание различных выносок.
Они существенно упрощают чтение информации.
При применении специальной программы для создания проектной документации следует учитывать, что в настройках указывается тип стрелок и многие другие моменты. В этом случае программ сама считает основные показатели между двумя указанными точками, за счет чего существенно упрощается поставленная задача.
Скачать ГОСТ 2.405-75
В последнее время для создания чертежей зубчатых колес часто применяется программа автокад. Она встречается не только в бюро разработок, но и сборочном конвейере, так как позволяет открывать ранее созданные чертежи и проводить внесение различных изменений. Среди особенностей применения отметим следующие моменты:
- Чертеж создается в электронном виде, после чего отправляется на печать. Готовый вариант исполнения практически ничем не будет отличаться от электронного, главное правильно выбрать подходящее оборудование.
- Не стоит предполагать, что применение рассматриваемого программного обеспечения позволит автоматизировать процесс. При применении Автокада также приходится выбирать подходящие способы простановки основных параметров, строить линии и выполнять другую работу.
- Сложность в применении подобной программы заключается в том, что она имеет просто огромное количество различных инструментов, которые можно использовать для существенного ускорения работы. Правильно использовать подобные инструменты достаточно сложно, для этого нужно иметь определенные навыки.
На сегодняшний день в большинстве случаев применяются именно электронные чертежи. Это можно связать с простотой их использования, а также снижением вероятности допущения ошибок. Вся проектная документация должна создаваться исключительно с учетом масштаба. При применении рассматриваемой программы можно существенно повысить точность размеров.

В заключение отметим, что при работе в программе не стоит забывать о важности применения линий различной толщины и типа. Кроме этого, для их корректного отображения требуется более подходящее печатное оборудование, которое способно отображать линии различной толщины. В противном случае некоторые конструктивные элементы будет практически невозможно отобразить соответствующим образом.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Последовательность обработки поверхностей вал – шестерни
Пример разработки маршрутного технологического процесса механической обработки вала – шестерни, представленного на Рис.1.
13.1.Анализ служебного назначения вал – шестерни и требований чертежа деталей.
Анализ служебного назначения вал – шестерни показал, что он выполняет функцию кинематического звена, обеспечивая передачу крутящего момента от ведущего вала к ведомому валу редуктора. С этой целью в конструкции вала – шестерни предусмотрен зубчатый венец выполняемый за одно с валом и цилиндрическая поверхность Ø 40 s6 со шпоночным пазом для установки на нее зубчатого колеса. Таким образом боковые поверхности зубьев шестерни являются исполнительными поверхностями рассматриваемой детали. Как следует из чертежа, зубья выполняются прямые, по 10 квалитету точности, допуск на радиальное биение зубчатого венца относительно основных поверхностей детали 0,01 мм, торцевое биение не оговаривается. Предъявленные требования к исполнительным поверхностям отвечают ГОСТ и обеспечивают детали выполнения ими своего служебного назначения.
Положение вал-шестерня в сборочной единице определяется двумя цилиндрическими поверхностями Ø36к6 и торцевой поверхностью между Ø36к6 и Ø38, представляющих собой комплект основных баз вала — шестерни. В совокупности две цилиндрические поверхности Ø36к6 образуют двойную направляющую базу, торцевая поверхность — опорную.
Наличие посадочного зазора между цилиндрическими поверхностями вала и внутренними цилиндрическими поверхностями подшипников предопределяет

неопределенность базирования в двух взаимно перпендикулярных направлениях к цилиндрической поверхности. В соответствии с требованием, допускаемая несоосность цилиндрических поверхностей не должна превышать 0.015 мм, что соответствует квалитету точности изготовления детали. Указанное требование по биению цилиндрических поверхностей относительно оси детали излишне. В технических требованиях целесообразно оговорить неперпендикулярность торцевой поверхности относительно цилиндрической поверхности Ø36к6 в пределах 0.01 мм.
Служебное назначение вала — шестерни предполагает присоединение к нему зубчатого колеса. Для определения положения зубчатого колеса предусмотрен комплекс вспомогательных поверхностей, включающий цилиндрическую поверхность Ø40s6 и длиной 54, выполняющую роль двойной направляющей базы, и торец Ø43 — Ø40s6.
В технических условиях целесообразно дополнительно предусмотреть несоосность цилиндрической поверхности Ø40s6 относительно основной цилиндрической поверхности Ø35к6 в пределах 0.01 мм.
Все остальные поверхности свободные обрабатываются по 14 квалитету точности, что вполне экономично исходя из служебного назначения вала – шестерни. Дополнительные требования к валу – шестерни показаны на Рис.1. пунктиром.
В соответствии с конструктивно-технологической классификацией вал – шестерня относится к 5 типу зубчатых колес – зубчатые колеса — валы. Поэтому за основу разработки технологического процесса вал – шестерни может быть использован типовой ТП изготовления подобного типа деталей.
Исходя из количества деталей, подлежащих выпуску – 2000 штук, определяем тип производства – серийный, организационную форму ТП – поточно-серийную.
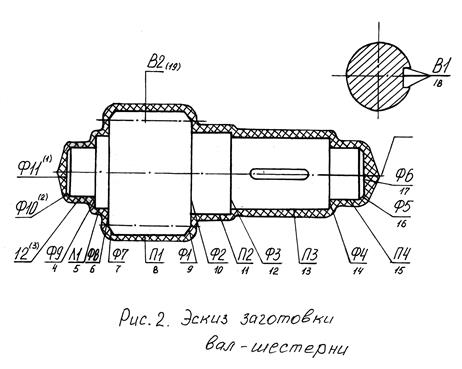
Вал – шестерня изготавливается из стали 45. В качестве заготовки при заданной программе выпуска для изготовления подобного типа деталей наиболее целесообразно использовать поковку, получаемую штамповкой в закрытых штампах на горизонтально-ковочной машине и обеспечивающей колебания размеров поковок 0.4-2.5 мм, а также максимальное приближение заготовки к конфигурации детали, при этом линия разъема штампа пройдет по наибольшему габаритному размеру вдоль оси детали. С учетом выбранного вида заготовки и метода ее получения, сформируем ее контур, нанеся его на эскиз детали (Рис.2.).
13.2.Разработка вариантов технологического маршрута обработки поверхностей детали.
Пронумеруем поверхности детали с учетом направления доступа инструмента (Рис.2.).
Исходя из анализа проведенного в п.1., выделим следующие технологические комплексы:
В2 – Л2 – П4; Л2 – П4 – Ф9; Ф3 – П3; П3 – Л2 – П4; В1 – П3.
Занесем в таблицу 1 сведения о точности исходной заготовки, о точности и шероховатости каждой обрабатываемой поверхности заготовки.
Установив по каждой поверхности требуемую величину уточнения, которую необходимо обеспечить в результате обработки, выбираем способ окончательной обработки и намечаем последовательность обработки поверхностей, используя обобщенную таблицу этапов обработки [9].
Варианты технологического маршрута обработки поверхностей с учетом уточнения по каждому переходу отражены в таблице 1.
13.3.Выбор вариантов схем базирования вала – шестерни.
Анализ размерного описания вала – шестерни свидетельствует, что ни одна поверхность детали не может выполнять функции единой технологической базы, так как все ступени вала – шестерни должны быть соосны с общей осью подшипниковых шеек Ø35к6 вала – шестерни.
Использовать как эти шейки, выполняющих функцию основной базы, так и другие для установки заготовки вала на станках токарной, шлифовальной группы невозможно. В этой связи для изготовления вала, необходимо создать дополнительные специальные поверхности – конические центровые отверстия, общая ось которых будет выполнять функцию единой ТБ практически на всех операциях ТП.
При такой установке технологическими размерами при обработке любой ступени является несоосность этой ступени с общей осью конических отверстий центровых гнезд.
Формирование центровых отверстий осуществляется на первой операции с использованием черновых баз исходной заготовки. В качестве комплекта черновых баз на первой операции целесообразно принять исходные поверхности основных баз вала – шестерни Л2 и П4, для обеспечения равномерности снятия припуска при формировании торцов вала – шестерни Ф11 и Ф6 за черновую базу принять исходную поверхность основной базы Ф9.
Таким образом укрупнено план обработки вала – шестерни можно представить следующим образом:
1) при установке на черновые базы поверхностей Л2, П4, Ф9 обрабатываются поверхности Ф11,Ф6,формируются конические центровые отверстия, в совокупности представляющие собой комплект единой ТБ.
2) при установке на единую ТБ формируются все остальные поверхности вала – шестерни.
13.4.Синтез маршрута обработки вала – шестерни.
Используя рекомендации, изложенные в п.9. настоящего руководства, данные о последовательности обработки отдельных поверхностей (Табл.1.) наметим содержание операций механической обработки вала – шестерни.
Формирование операций проведем в непосредственной увязке с выбором необходимого для их выполнения типом оборудования, направлением действия инструмента и выделенными, исходя из служебного назначения, технологическими комплексами поверхностей.
В начале выделим операции, предусматривающие чистовую и отделочную обработку поверхностей вала – шестерни, которые по технологическим соображениям совмещать с предшествующими им формообразующими методами обработки нецелесообразно, поскольку это требует применения более точного оборудования для обеспечения заданных чертежом показателей точности и шероховатости поверхности.
Это прежде всего шлифование основных поверхностей вала – шестерни
Л2 – П4, входящих в единый технологический комплекс. Однако специфика оборудования, применяемого для этой цели, в частности использование круглошлифовального станка не позволяет осуществить одновременную обработку этих поверхностей с одной установки.
Поэтому шлифование основных поверхностей вала – шестерни целесообразно реализовать в две операции: 1)шлифование I – обработка поверхности П4; 2)шлифование II – обработка поверхности Л2.
Чистовое обтачивание комплекса основных поверхностей Л2 – Ф9 – П4; Ф4 и вспомогательных поверхностей П3 – Ф3 можно реализовать на токарном станке с ЧПУ в два установа: 1)на первом установе осуществить обработку поверхностей, имеющих правое направление доступа инструмента П3, П4, а также поверхности Ф3, Ф4; 2)на втором – левое – Л2, а также поверхность Ф9.
Формообразующие операции сгруппируем по типам поверхностей вала – шестерни: 1)поверхности наружные цилиндрические и торцевые для их обработки может быть предусмотрен токарный станок с ЧПУ; 2)шпоночный паз В1 для формирования которого может быть применен шпоночно-фрезерный станок; 3)зубья вала — шестерни для нарезания которых может быть использован зубофрезерный станок; 4)конические центровые отверстия могут быть сформированы на фрезерно-центровальном станке.
Формирование наружных цилиндрических поверхностей целесообразно осуществить в два установа в зависимости от левого и правого направления доступа инструмента.
Таки образом, руководствуясь вышеизложенным, составим маршрут механической обработки вала – шестерни.
Описание изделия
Главная передача автомобиля ГАЗ-53:

Главная передача автомобиля ГАЗ-53:
- 1-винт упора; 2-маслоприёмная трубка; 3-верхний канал; 4-регулировочные прокладки; 5-муфта подшипников; 6-фланец; 7-гайка; 8-ведущая шестерня; 9-крышка; 10-болт; 11-регулировочное кольцо; 12-пробка заливного отверстия; 13-сателлит; 14-Картер; 15-гайка; 16-полуось; 17-правая коробка дифференциала; 18-стопорная пластина; 19-крышка; 20-полуосевая шестерня; 21-крестовина; 22-ведомая шестерня; 23-левая коробка дифференциала; 24-маслоулавливатель.
- 2. Технологическая часть
Технология изготовления детали
Служебное назначение детали и анализ ее технологичности
Главная передача служит для увеличения крутящего момента и изменения его направления под прямым углом к продольной оси автомобиля. С этой целью главную передачу выполняют из конических шестерен.
На автомобилях ГАЗ-53 установлена гипоидная одинарная главная передача, состоящая из ведущей — малой конической шестерни, выполненной вместе с валом, и ведомой — большой конической шестерни. Для достижения бесшумной и плавной работы зубья шестерен — спиральные. Вал малой конической шестерни закреплен на двух конических и одном цилиндрическом подшипниках.
Большая коническая шестерня закреплена на коробке дифференциала и вместе с ней установлена на двух конических подшипниках в картере заднего моста.
Гипоидные передачи по сравнению с простыми обладают рядом преимуществ: они имеют ось ведущего колеса, расположенную ниже оси ведомого, что позволяет опустить ниже карданную передачу, понизить пол кузова автомобиля. Вследствие этого снижается центр тяжести и повышается устойчивость автомобиля. Кроме того, гипоидная передача имеет утолщенную форму основания зубьев шестерен, что существенно повышает их нагрузочную способность и износостойкость.
Но это обстоятельство обусловливает применение для смазки шестерен специального масла (гипоидного), рассчитанного для работы в условиях передачи больших усилий, возникающих в контакте между зубьями шестерен.
На поворотах и на неровной дороге при движении по прямой правые и левые колеса проходят неодинаковый путь. Если в этих случаях колеса заставить вращаться с одной скоростью, то одно из ведущих колес (описывающее меньший путь) должно частично проскальзывать относительно дороги. Чтобы качение ведущих колес происходило без проскальзывания, необходимо иметь механизм, допускающий вращение колес с разными скоростями. Такой механизм называется дифференциалом. На автомобилях применяют шестеренчатый дифференциал, который состоит из крестовины, конических шестерен — сателлитов, полуосевых шестерен и коробки. На цилиндрические пальцы крестовины свободно насажаны сателлиты. Крестовина вместе с сателлитами закреплены в коробке дифференциала и вращение вместе с ним.
Сателлиты находятся в постоянном зацеплении с шестернями правой и левой полуосей. Когда автомобиль движется по прямой и ровной дороге, оба ведущих колеса (правое и левое) встречают равное сопротивление качению, при этом ведомая шестерня главной передачи вращает коробку дифференциала с крестовиной и сателлитами. Сателлиты находятся в зацеплении с правой и левой шестернями полуосей, своими зубьями приводят их во вращение с одинаковой скоростью, сателлиты в этом случае вокруг своей оси не вращаются. На поворотах, когда внутреннее колесо встречает большее сопротивление, его вращение замедляется, сателлиты начинают вращаться вокруг своих осей, в результате чего второе колесо, описывающее большой путь, начинает вращаться быстрее. Учитывая, что ведущие колеса должны в определенных условиях вращаться с неодинаковой скоростью, крутящий момент от дифференциала к колесам должен передаваться через две отдельные полуоси. Каждая полуось соединена с сателлитами дифференциала при помощи шестерен.
Шестерни насажаны на полуось при помощи шлицевого соединения. Другой конец полуосей соединен фланцем со ступицами колес.
Материал детали: Сталь 40 Х Сталь конструкционная легированная . Хром вводят в количестве до 2%. Он растворяется в феррите и цементите, оказывая благоприятное влияние на механические свойства стали, что предопределило его широкое значение в конструкционных сталях.
Марганец вводят в количестве до 1,5% и используют нередко как заменитель никеля. Он заметно повышает предел текучести стали, однако делает сталь чувствительной к перегреву, поэтому для измельчения зерна вместе с ним вводят карбидообразный элемент.
Титан сильный карбидообразователь. Его добавляют в небольшом количестве в стали, содержащие хром, марганец, никель, для измельчения зерна. Повышенное содержание этих элементов (так же, как молибдена и вольфрама) недопустимо, так как приводит к образованию специальных труднорастворимых при нагреве карбидов. Избыточные карбиды снижают прокаливаемость и, способствуют хрупкому разрушению.
Предел прочности при статическом растяжении ув = 150 кгс/мм2; твердость 240 ч 280 НВ.
Структура металлической основы: Х (Хром).
Анализ технологичности детали. Отработка конструкции на технологичность — это комплекс мероприятий, предусматривающих взаимосвязанные решения конструкторских и технологических задач, направленных на повышение производительности труда, снижение затрат и сокращение времени на изготовление изделия при обеспечении необходимого его количества.
Деталь, подвергаемая обработке резанием, будет технологична в том случае, когда ее конструкция позволяет применять рациональную заготовку, форма и размеры которой максимально приближены к форме и размерам готовой детали.
Деталь удовлетворяет таким требованиям технологичности, как:
простота формы поверхностей, подлежащих обработке;
возможность максимального использования стандартизованных и нормализованных режущих и измерительных инструментов;
удобное удаление стружки;
обеспечение благоприятных условий работы режущего инструмента;
обеспечение достаточной жесткости конструкции.
Количественную оценку технологичности выполним, определив основные показатели, такие как: масса детали, коэффициенты использования материала (КИ.М.), точности обработки (КТ.Ч.), шероховатости поверхности (КШ).
тип производства — среднесерийный;
размер и масса детали mД = 0,3 кг;
Коэффициент точности обработки Кт.ч:

где АСР — средний квалитет точности обработки.
Коэффициент шероховатости поверхности:

где БСР — среднее числовое значение параметра шероховатости всех поверхностей детали.
Оценка технологичности конструкции детали по коэффициентам точности обработки и шероховатости поверхности производится путем сравнения их значений, рассчитанных по формулам, которые были приведены ранее, с нормативными значениями.
Для любого метода производства необходимо, чтобы следующие коэффициенты находились в пределах:
Разработка маршрутного технологического процесса на деталь «полуось»
ЗАПИСКА.doc
Федеральное агентство по образованию
Белгородский государственный технологический университет им. В.Г. Шухова
Кафедра технологии машиностроения
к курсовой работе по дисциплине
«технология машиностроения» на тему:
«Разработка маршрутного технологического процесса на деталь «полуось»
Выполнила: ст.гр. СТМ-41
Проф., д.т.н. Бондаренко Ю.А.
- Анализ конструкции и служебного назначения детали…………………………………..4
-
Технологическая часть………………………………………………………………… ……………………………7
- Определение типа производства……………………………………………… ………………………7
- Выбор оптимального метода получения заготовки……………………………………7
- Определение припусков на механическую обработку, допусков и размеров заготовки……………………………………………………… ……………………………………..8
- Оценка себестоимости заготовок……………………………………………………… ……………9
-
Разработка маршрутного технологического процесса……………………………..10
- Выбор способов обработки поверхностей и назначение технологических баз……………………………………………………………………… ……………10
- Выбор металлорежущего оборудования……………………………………………. ..12
- Выбор и описание режущего инструмента…………………………………………14
- Выбор и описание измерительных средств…………………………………………16
- Маршрутный технологический процесс……………………………………………….17
- Расчет припусков……………………………………………………… ……………………………..19
- Расчет режимов резания…………………………………………………………… …………..21
- Техническое нормирование……………………………………………… …………………….23
Приложение (маршрутные карты и карты эскизов)
Целью данной курсовой работы является отработка навыков самостоятельной работы и закрепление знаний, полученных при изучении дисциплины «технология машиностроения».
Разработка технологических процессов представляет собой один из ответственных этапов подготовки производства. В данной работе требуется провести анализ служебного назначения и конструкции детали, определить тип производства, разработать маршрутный технологический процесс изготовления детали «полуось». Также требуется выбрать и обосновать выбор станочного оборудования, режущего инструмента, выбор измерительных средств, рассчитать режимы резания, выполнить техническое нормирование. В графической части курсовой работы требуется выполнить чертеж детали, чертеж заготовки, составить и оформить технологический процесс обработки детали.
При составлении технологического процесса необходимо руководствоваться правилом: технологический процесс должен обеспечивать высокое качество изделий в соответствии с техническими условиями при наименьших затратах.
1. Анализ служебного назначения и конструкции детали.
Назначением детали «полуось» является передача крутящего момента от полуосевого зубчатого колеса дифференциала автомобиля на ступицу ведущего колеса. К полуоси могут быть приложены изгибающие моменты от вертикальной реакции на действие силы тяжести, приходящейся на колесо, от касательной реакции, обусловленной тяговой и тормозной силами, и от боковой силы, возникающей при заносе автомобиля, а также под действием бокового ветра.
Полуоси в зависимости от конструкции внешней опоры, определяющей степень их нагруженности изгибающими моментами, бывают двух типов – полуразгруженные и разгруженные. По конструкции полуоси могут иметь на одном конце фланец для крепления болтами к ступице колеса, а на другом шлицевую часть, входящую в зацепление с полуосевым зубчатым колесом дифференциала.. Другая конструкция предусматривает шлицевую часть на обоих концах полуоси. На грузовых автомобилях малой грузоподъемности и на легковых автомобилях применяют обычно полуразгруженные полуоси, у которых подшипник установлен между полуосью и кожухом на определенном расстоянии от средней плоскости колеса. Благодаря этому создаются изгибающие моменты на плече, действующие на полуось в вертикальной и горизонтальной плоскостях, в вертикальной плоскости и на плече, равном радиусу колеса. На автобусах и грузовых автомобилях средней и большой грузоподъемности применяют полностью разгруженные полуоси. В этом случае все изгибающие моменты воспринимаются подшипниками, установленными между ступицей колеса и кожухом полуоси, а полуось передает только крутящий момент. Полуоси в процессе эксплуатации автомобилей испытывают значительные нагрузки, особенно при движении по грунту и по шоссе с твердым покрытием в плохом состоянии. Поэтому к полуосям предъявляют особые требования. Снижение напряжений достигается увеличением радиусов перехода между полуосью и фланцем. Долговечность подшипников колес обеспечивается надежной защитой от попадания в них грязи.
Деталь «полуось» представляет собой тело вращения типа вал со шлицевой поверхностью на его правой части и усеченным конусом.
Описание поверхностей детали (рис.1):
Поверхность А: форма цилиндрическая, габариты 32js12(±0,125) × Ø16, присутствует метрическая резьба М16, две фаски 1 ×45 .
Поверхность Б: форма цилиндрическая, габариты 136js(±0,2) × Ø14Н12(-0,18)
Поверхность В: форма цилиндрическая, габариты 11js12 × Ø40h10(-0,1), шероховатость Ra 2,5, сопряжение с поверхностью Б R=2, форма конусовидная, малое основание конуса Ø18,25Н12, большее основание конуса Ø40h10(-0,1), шероховатость Ra 2,5.
Поверхность Г: шлицевая поверхность длиной 18js12 и диаметром Ø 22 -0,084 , средний диаметр Ø21,527-0,09, число зубьев z=36, угол в основании двух зубьев 90 , шероховатость шлицевой поверхности Ra 0,8, сопряжение поверхности Г с поверхностью В R=3.
Поверхность Д: центровое отверстие (2 отв.) длиной 6 мм, диаметр Ø3,15 +0,12 .
Неуказанная шероховатость поверхностей детали равна Ra 6,3. Твердость после термообработки HB 250…285.
Функциональной поверхностью являются шлицевая поверхность Г, передающая крутящий момент, резьбовая поверхность А, обеспечивающая разъемное соединение. Поверхности Б и В являются вспомогательными. Резьбовая поверхность является присоединительной поверхностью. Остальные поверхности являются неприсоединительными.
Материал, из которого изготовлена деталь – сталь 45 сталь конструкционная углеродистая качественная. Заменителями являются 40Х, 50, 50Г2. Применение: вал-шестерни, оси, коленчатые и распределительные валы, шестерни, шпиндели, бандажи, цилиндры, кулачки и другие нормализованные, улучшаемые и подвергаемые поверхностной термообработке детали, от которых требуется повышенная прочность.
Технический процесс полуосевой шестерни на чертеже
КОЛЕСА ЗУБЧАТЫЕ ТЯГОВЫХ ПЕРЕДАЧ ТЯГОВОГО ПОДВИЖНОГО СОСТАВА
Transmission tooth gears of the traction railway stock. Specifications
Дата введения 2015-07-01
Предисловие
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0-92 «Межгосударственная система стандартизации. Основные положения» и ГОСТ 1.2-2009 «Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, применения, обновления и отмены»
Сведения о стандарте
1 РАЗРАБОТАН Акционерным обществом «Научно-исследовательский и конструкторско-технологический институт подвижного состава» (АО «ВНИКТИ»)
2 ВНЕСЕН Межгосударственным техническим комитетом по стандартизации МТК 524 «Железнодорожный транспорт»
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 22 декабря 2014 г. N 73-П)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97
Сокращенное наименование национального органа по стандартизации
Минэкономики Республики Армения
Госстандарт Республики Беларусь
Госстандарт Республики Казахстан
4 Приказом Федерального агентства по техническому регулированию и метрологии от 17 февраля 2015 г. N 90-ст межгосударственный стандарт ГОСТ* введен в действие в качестве национального стандарта Российской Федерации с 01 июля 2015 года
________________
* Вероятно, ошибка оригинала. Следует читать: ГОСТ 30803-2014. — Примечание изготовителя базы данных.
5 Настоящий стандарт может быть применен на добровольной основе для соблюдения требований технических регламентов Таможенного союза:
Информация об изменениях к настоящему стандарту публикуется в ежегодном информационном указателе «Национальные стандарты», а текст изменений и поправок — в ежемесячном информационном указателе «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячном информационном указателе «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
Изменение N 1 внесено изготовителем базы данных по тексту ИУС N 5, 2019 год
1 Область применения
Настоящий стандарт распространяется на эвольвентные цилиндрические ведущие (далее — шестерни) и ведомые прямозубые, косозубые и шевронные зубчатые колеса (далее — колеса) или венцы составных зубчатых колес, применяемые в тяговых передачах локомотивов и моторвагонного подвижного состава (далее — МВПС).
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие межгосударственные стандарты:
ГОСТ 2.610-2006 Единая система конструкторской документации. Правила выполнения эксплуатационных документов
ГОСТ 3.1109-82 Единая система технологической документации. Термины и определения основных понятий
ГОСТ 9.014-78 Единая система защиты от коррозии и старения. Временная противокоррозионная защита изделий. Общие требования
ГОСТ 15.309-98 Система разработки и постановки продукции на производство. Испытания и приемка выпускаемой продукции. Основные положения
ГОСТ 25.507-85 Расчеты и испытания на прочность в машиностроении. Методы испытания на усталость при эксплуатационных режимах нагружения. Общие требования
ГОСТ 801-78 Сталь подшипниковая. Технические условия
ГОСТ 1497-84 (ИСО 6892-84) Металлы. Методы испытаний на растяжение
ГОСТ 1643-81 Основные нормы взаимозаменяемости. Передачи зубчатые цилиндрические. Допуски
ГОСТ 2789-73 Шероховатость поверхности. Параметры и характеристики
ГОСТ 2999-75 Металлы и сплавы. Метод измерения твердости по Виккерсу
ГОСТ 4543-2016 Металлопродукция из конструкционной легированной стали. Технические условия
ГОСТ 5639-82 Стали и сплавы. Методы выявления и определения величины зерна
ГОСТ 7565-81 (ИСО 377-2-89) Чугун, сталь и сплавы. Метод отбора проб для определения химического состава
ГОСТ 7566-2018 Металлопродукция. Правила приемки, маркировка, упаковка, транспортирование и хранение
ГОСТ 8479-70 Поковки из конструкционной углеродистой и легированной стали. Общие технические условия*
________________
* На территории Российской Федерации действует ГОСТ Р 51220-98 «Колеса зубчатые тяговых передач тягового подвижного состава магистральных железных дорог. Заготовки. Общие технические условия».
ГОСТ 9012-59 (ИСО 410-82, ИСО 6506-81) Металлы. Метод измерения твердости по Бринеллю
ГОСТ 9013-59 (ИСО 6508-86) Металлы. Метод измерения твердости по Роквеллу
ГОСТ 9378-93 (ИСО 2632-1-85, ИСО 2632-2-85) Образцы шероховатости поверхности (сравнения). Общие технические условия
ГОСТ 9450-76 Измерение микротвердости вдавливанием алмазных наконечников
ГОСТ 9454-78 Металлы. Метод испытания на ударный изгиб при пониженной, комнатной и повышенных температурах
ГОСТ 12344-2003 Стали легированные и высоколегированные. Методы определения углерода
ГОСТ 12345-2001 (ИСО 671-82, ИСО 4935-89) Стали легированные и высоколегированные. Методы определения серы
ГОСТ 12346-78 (ИСО 439-82, ИСО 4829-1-86) Стали легированные и высоколегированные. Методы определения кремния
ГОСТ 12347-77 Стали легированные и высоколегированные. Методы определения фосфора
ГОСТ 12348-78 (ИСО 629-82) Стали легированные и высоколегированные. Методы определения марганца
ГОСТ 12350-78 Стали легированные и высоколегированные. Методы определения хрома
ГОСТ 12351-2003 (ИСО 4942:1988, ИСО 9647:1989) Стали легированные и высоколегированные. Методы определения ванадия
ГОСТ 12352-81 Стали легированные и высоколегированные. Методы определения никеля
ГОСТ 12354-81 Стали легированные и высоколегированные. Методы определения молибдена
ГОСТ 12355-78 Стали легированные и высоколегированные. Методы определения меди
ГОСТ 13755-2015 (ISO 53:1998) Основные нормы взаимозаменяемости. Передачи зубчатые цилиндрические эвольвентные. Исходные контуры
ГОСТ 15150-69 Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды
ГОСТ 18353-79* Контроль неразрушающий. Классификация видов и методов
________________
* На территории Российской Федерации действует ГОСТ Р 56542-2015 «Контроль неразрушающий. Классификация видов и методов».
ГОСТ 18895-97 Сталь. Метод фотоэлектрического спектрального анализа
ГОСТ 19200-80 Отливки из чугуна и стали. Термины и определения дефектов
ГОСТ 19905-74 Упрочнение металлических изделий поверхностной химико-термической обработкой. Состав общих требований
ГОСТ 21105-87** Контроль неразрушающий. Магнитопорошковый метод
________________
** На территории Российской Федерации действует ГОСТ Р 56512-2015 «Контроль неразрушающий. Магнитопорошковый метод. Типовые технологические процессы».
ГОСТ 21354-87 Передачи зубчатые цилиндрические эвольвентные внешнего зацепления. Расчет на прочность
ГОСТ 23207-78 Сопротивление усталости. Основные термины, определения и обозначения
ГОСТ 33189-2014 Колеса зубчатые тяговых передач тягового подвижного состава. Шкалы эталонов макро- и микроструктур
ГОСТ 34510-2018 Колеса зубчатые тяговых передач тягового подвижного состава. Методы определения изгибной и контактной усталостной прочности
Примечание — При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя «Национальные стандарты» за текущий год. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены термины и определения в соответствии с ГОСТ 3.1109, ГОСТ 23207, а также следующие термины с соответствующими определениями:
3.1 цементация: Химико-термическая обработка поверхности зубьев диффузионным насыщением стали углеродом.
3.2 нитроцементация: Химико-термическая обработка поверхности зубьев с одновременным насыщением стали углеродом и азотом.
3.3 ионная цементация: Процесс цементации стали в тлеющем разряде.
3.4 контурная закалка: Вид термической обработки — поверхностная закалка с нагрева токами высокой частоты контура зубьев.
3.5 секторная закалка: Закалка сектора по активной поверхности зуба с обязательным упрочнением переходной поверхности и впадины накаткой.
3.6 микроструктура и твердость основного металла: Микроструктура и твердость на уровне впадины посередине толщины зуба.
3.7 темплет: Образец, вырезанный из испытуемой детали, для металлографических исследований детали.
активная поверхность: Часть боковой поверхности зуба, по которой происходит взаимодействие с боковой поверхностью зуба парного зубчатого колеса
Примечание — Термин «зубчатые колеса» означает, что понятия ведущего и ведомого зубчатых колес использованы одновременно, и относится к любому из них.
4 Технические требования
4.1 Шестерни изготовляют из сталей марок 20ХН3А, 20Х2Н4А, 12Х2Н4А по ГОСТ 4543 или ШХ4 по ГОСТ 801 в соответствии с требованиями настоящего стандарта по рабочим чертежам, утвержденным в установленном порядке.
По согласованию с заказчиком допускается для изготовления ведущих шестерен с торцевыми зубьями применять сталь марки 45ХН по ГОСТ 4543.
4.2 Колеса или их венцы изготовляют из сталей марок 45ХН, 30ХН3А, 20ХН3А, 20Х2Н4А по ГОСТ 4543.
4.3 Косозубые колеса колесных пар электровозов, изготовляемые из стали марки 55Ф без термоупрочнения активных поверхностей зубьев, допускается изготовлять только для колесных пар с опорно-осевой тяговой передачей и для ремонтных целей.
Химический состав стали марки 55Ф должен соответствовать требованиям, установленным в таблице 1, механические свойства — в таблице 2.
Таблица 1 — Химический состав стали марки 55Ф
Типовой процесс производства шестерен
1. Изготовление заготовок (резка, ковка, штамповка)
Заготовки отрезаются из круга (max Ø340 мм) на ленточнопильном станке.
Далее заготовки получают:
— свободной ковкой или в подкладных штампах на молотах. Нагрев заготовок под ковку осуществляется в газовых печах собственного производства. Загрузка-выгрузка производится вручную.

— горячей штамповкой на прессах в открытых штампах. Нагрев заготовок под штамповку производят в газовой печи.
2. Термическая обработка
Поковки и штамповки шестерен подвергаются отжигу (нагреву и охлаждению с печью) или нормализации (нагреву в печи и охлаждению на воздухе). Для этих целей применяются шахтные электропечи.
По контролю твердости поковок и штамповок, измеряемой на приборе Бринелля, судят о качестве проведенной термической обработки.
3. Токарная обработка (предварительная)
Проводится предварительная (черновая) обработка детали: подрезка торцов, центрование перед сверлением отверстий, сверление, рассверливание отверстий, точение (получистовая обработка) наружных поверхностей, растачивание внутренних поверхностей. Операция производится на токарном станке с ЧПУ. Максимальный диаметр обработки — 700 мм. Наибольшая длина обрабатываемой заготовки — 1500 мм.
4. Токарная чистовая обработка
Проводится окончательная (чистовая) обработка основных участков поверхности детали. Операция производится на токарном станке с ЧПУ.
5. Сверлильная обработка (отверстия технологические, облегчающие и др.)
Операция производится на вертикально-сверлильном станке с ЧПУ.
6. Зубообрабатывающая
Шестерни цилиндрические (прямозубые и косозубые):
Число обрабатываемых зубьев: 6-300
Производится нарезание зубчатых колес червячными фрезами на зубофрезерных станках.

Максимальный диаметр обработки — 1250 мм.
Наибольшая длина нарезаемого зуба колес:
560 мм – прямозубых
400 мм – косозубых при угле наклона зуба 30˚
310 мм – косозубых при угле наклона зуба 45˚
Шестерни конические с прямым зубом:
Число обрабатываемых зубьев: 10-200
Диаметр обработки: до 500 мм
Наибольшая ширина зубчатого венца: до 90 мм
Угол внутреннего конуса: 4-90˚
Строгание конических зубчатых колес осуществляется резцами на зубострогальных полуавтоматах.
Шестерни конические с круговым зубом:
Число обрабатываемых зубьев: 5-150
Наибольший делительный диаметр нарезаемых колес: 800 мм
Наибольшая ширина зубчатого венца: 125 мм
Угол делительного конуса: 5,5-84˚
Нарезание конических зубчатых колес с круговым зубом производится резцовыми головками на зуборезных полуавтоматах.
7. Слесарная (снятие фасок и заусенцев)
Снимаются фаски и притупляются острые кромки.
8. Термическая обработка (цементация, закалка, отпуск, дробеструйная)
Шестерни, в зависимости от материала, подвергаются улучшению (закалке и высокому отпуску) или цементации. Все термические операции осуществляются в шахтных электропечах на приспособлениях, разработанных на заводе.
Шестерни из цементуемых марок сталей подвергаются газовой цементации в шахтных муфельных электропечах с подачей жидкого карбюризатора (керосина). О глубине слоя цементации судят по образцам-свидетелям, проходящим цементацию вместе с шестернями.
Шестерни, после цементации, проходят нормализацию или высокий отпуск, закалку с охлаждением в масле и низкий отпуск.
Все шестерни после термической обработки очищаются от окалины в дробеструйной установке и проходят контроль твердости по зубу на приборах Роквелла, с применением специально спроектированных и изготовленных на заводе, призм.
9. Шлифовальная обработка (отверстия, шеек, торцов)
Производится шлифование наружных и внутренних поверхностей на шлифовальных станках для достижения нужной точности и чистоты. Наибольшая длина шлифования: 750 мм Наибольший диаметр шлифования: Ø200 мм.
10. Протягивание (отверстия со шпоночным пазом или шлицевого отверстия)
Операция производится на горизонтально-протяжном станке.
11. Зубошлифовальная обработка (цилиндрические шестерни)
Производится шлифование зубьев цилиндрических шестерен на зубошлифовальных полуавтоматах с ЧПУ для достижения нужной точности и чистоты.
Максимальный диаметр обработки: Ø800 мм
Наибольшая длина шлифуемого зуба колес:
220 мм – прямозубых
212 мм – косозубых при угле наклона зуба 15˚
190 мм – косозубых при угле наклона зуба 30˚
155 мм – косозубых при угле наклона зуба 45˚
12. Окончательный контроль деталей
— технологических размеров и шероховатость поверхности спец. мерителями,
— поверхности зубьев на микротрещины в устройстве УМДЗ,
— биение поверхностей при помощи: индикатора ИЧ-02 кл.1 ГОСТ 577-68, биениемера Б-10 ТУ-2-034-216-86,
— отклонение профиля зуба на эвольвентометре КЭУ,
— отклонение направления зуба на приборе УЗП — 400
13. Консервация и упаковка
Шестерни проходят процесс консервации согласно ТИ и упаковываются в коробки из гофрокартона или деревянные ящики.