

Станки из фанеры своими руками чертежи
Изготовление ЧПУ станка из фанеры своими руками
Станок ЧПУ с разным рабочим полем можно изготовить самостоятельно из фанеры. Этот материал стоит недорого, работать с ним легко, к тому же, он обладает высокой прочностью и может переносить большие нагрузки.
Станок ЧПУ с разным рабочим полем можно изготовить самостоятельно из фанеры. Этот материал стоит недорого, работать с ним легко, к тому же, он обладает высокой прочностью и может переносить большие нагрузки. Изделия из фанеры прочны и практичны. Работа по созданию станка проводится в несколько этапов: сначала делают чертежи, затем готовят материалы и инструменты, выпиливают необходимые элементы конструкции, собирают в виде конструкторов и настраивают станки.
Каждый этап требует внимательного подхода. ЧПУ из фанеры позволит обрабатывать дерево в домашних условиях, создавать мебель из фанеры. Готовый станок можно посмотреть на фото. Фанерная машина будет работать не хуже фабричного изделия. Возможности такого оборудования велики.
Чертежи
На начальном этапе рабочего процесса делают чертежи. Чертежи могут отличаться друг от друга в зависимости от того, какой тип оборудования с программным управлением был выбран, какое рабочее поле предусмотрено. Создавая чертёж будущему станку, заостряют внимание на следующих факторах:
- какие детали нужно будет сделать самостоятельно, а какие купить в готовом виде;
- какой толщины потребуется фанера;
- каким образом будут фиксироваться детали.
Элементы простой формы делают самостоятельно. К таким деталям относят: станину, столешницу, держатели, кожух, суппорт и некоторые другие. Элементы посложнее покупают готовыми. Люди, не имеющие опыта в создании чертежей, могут отыскать готовые чертежи, их можно найти в разных источниках, к примеру, в интернете. Там же есть чертежи мебели и схемы прочих фанерных изделий.


Подготовка материала и инструментов
Мебельные станки из фанеры с ЧПУ подходят только для работы в домашних условиях. Для начала готовят фанерный лист любого сорта, разной толщины. Столы, станины и суппорты изготавливают из фанерного листа толщиной 10мм, для станков, на которых планируется изготавливать крупные заготовки, берется фанера толщиной 20 мм. Кожухи, стопоры и прочие элементы выпиливают из фанеры толщиной 6 мм. Кроме материала, потребуются следующие инструменты и детали:
- подшипники и фиксаторы;
- валы;
- винты;
- шкивы;
- дрель или сверло;
- ремни передачи вращения;
- кабели;
- алюминиевый уголок;
- направляющие;
- острый нож;
- контроллер;
- лобзик или натяжная пила;
- наждачка.
Также, следует приготовить клей. Для работы с фанерой подойдет обычный ПВА. Для установки на корпус металлических деталей используют эпоксидную смолу. В качестве дополнительного оборудования приобретается шаговый мотор, вместо него может использоваться мотор от отработавшего сканера или принтера.
В процессе работы для соединения отдельных элементов используют шипы и пазы, которые предварительно смазывают клеем. При нанесении ПВА используют ватную палочку. Важно, чтобы в местах соединения не было щелей. Гвозди и саморезы для соединения элементов не годятся.
Как выпиливать детали
Фанерные детали выпиливают вручную, если их толщина не превышает 4 мм. Для этих целей подойдет ручной лобзик либо натяжная пила. Листы побольше, толщиной от 6 мм, допустимо пилить электрическим лобзиком, также подойдет дисковая пила. С тонкими листами (2 мм) можно работать ножом.

Пилу или лобзик ведут по линии разреза медленно, при быстром движении края изделия будут грубыми. Вырезая мелкие детали, лучше оставить запасное место, чтобы не ошибиться с размером. Отверстия в фанерных деталях проделывают с помощью сверлильного станка или сверла, также можно воспользоваться дрелью.
Выпиленное изделие следует обрабатывать, чтобы в ходе эксплуатации отдельные элементы не расслоились. Отшлифовка производится с помощью наждачной бумаги. Движения начинают от углового края фанерной детали по направлению волокон. Сами углы обрабатывают отдельно. Отверстия тоже требуют шлифовки, это делают той же наждачкой. Чтобы повысить устойчивость изделия к перепадам температур, поверхности обрабатывают грунтовкой. По завершении работы фанеру окрашивают.
Сборка деталей
Когда все детали будут готовы, их собирают наподобие конструктора. Сборка осуществляется с большой осторожностью, поскольку фанера представляет собой хрупкий материал, при неосторожном подходе она может растрескаться. В процессе сборки пазо-шипового соединения на фанерном полотне по всей длине проходятся клеем ПВА.
Болтовые соединения дополняют шайбами и граверами, чтобы они не разболтались и не раскрутились в ходе работы на станках. Все кабели размещают в ПВХ гофре. Станину и стол нужно устанавливать по уровню. Контроллер должен находиться отдельно, его помещают в шкаф. Сборку деталей можно осуществлять, глядя на фото, также в данном случае поможет схема.
Настройка
После сборки фрезера приступают к настройке станков. Следует тщательно проверить, как перемещаются движущиеся детали, как функционирует передающий механизм. Также следует отрегулировать положение включателей и выключателей, настроить показания датчиков.
На этапе настройке осуществляют следующие функции:
- установка нулевого показателя устройства;
- осевая калибровка движения суппорта, стола;
- диагностика точности обработки информации на датчиках.

Когда все будет готово, останется установить программу. Программное обеспечение для работы со станками могут создать не все, поэтому его покупают у специалистов, после чего устанавливают на оборудование. Произведя настройки можно приступать к работе на новом станке.
Фрезерный станок из фанеры разного рабочего поля можно изготовить самостоятельно. Для этого требуется подготовить нужный материал, инструменты и детали. В процессе работы необходимо следовать правилам. Готовый мебельный ЧПУ станок позволит проводить фрезерные работы в домашних условиях. Станок ЧПУ своими руками обойдется гораздо дешевле фабричного.
К изделиям самодельного производства следует подходить со всей ответственностью, они должны быть изготовлены согласно всем правилам.
Фрезером можно будет создавать большое количество деталей для изготовления мебели.
Станки из фанеры для резки, соединения, сверления и отделки

Давно было замечено, что очень многие детали конструкций станков различного предназначения можно с успехом заменить фанерными, при этом работоспособность такого станка совсем не изменится, а вот ценовая составляющая может резко пойти вниз. Самодельные станки из фанеры имеют станины и столы для раскроя материала, которые спокойно можно сделать из фанеры.
Кожухи, подвижные опоры также вполне подъемные изделия для фанеры, так что сегодня поговорим о станках и возможностях фанеры.
 Станок может быть любым.
Станок может быть любым.
Определимся с толщиной, решим вопросы цены и способы работы с материалом
Фанера, как и дерево, материал благодарный, но капризный, требует особого подхода и очень не любит грубого вмешательства в свою структуру.
Необходимо помнить, что в зависимости от толщины материала меняется подход к работе с ним, а именно:
- Тонкая фанера до 2 мм, это экземпляр для ножа, обычного монтажного ножа, фанера прекрасно им режется;
- Слоенка от 2 до 6 мм это уже для лобзика, при этом не имеет значение, какой именно лобзик вы будете использовать, ручной или электрический, это его клиент;
- И уже все, что толще 6 мм, здесь только дисковые пилы.
Хотя говоря о конструировании станков и роли фанеры в этом процессе, то можно сразу отбросить тонкую фанеру, в этом творчестве она не применяется.
Нас будут интересовать два основных экземпляра:
- Первый – это фанера толщиной от 4 до 6 мм . Здесь мнения расходятся, причем как специалистов, так и домашних мастеров. Одни считают, что чем толще фанера, тем она крепче. Другие утверждают, что слоенность материала уже делает его достаточно крепким, и даже сравнивают его со сварными или литыми конструкциями.
Как обычно истина где-то посередине, поэтому будем считать, что в данном случае нам поможет соотношение цена-качество, тем более что нам не нужен супер материал, который будет работать под открытым небом или в воде. Станок спокойно будет работать в домашней мастерской с минимальными перепадами температур и нормальными показателями влажности.
 Аппарат с ЧПУ.
Аппарат с ЧПУ.
- Второй – аналог толщиной от 10 до 20 мм . В данном случае все зависит от того, для каких целей используется фанера. К примеру, станок для резки фанеры, который предназначен для работы с полным фабричным листом имеет широкое основание и требует особой крепости, в данном случае нужна двадцатка. Самодельный станок с ЧПУ из фанеры рассчитан на небольшую площадь фрагмента, а, следовательно, 10 мм фанера прекрасно справится с поставленной задачей.
О резке чуть подробнее
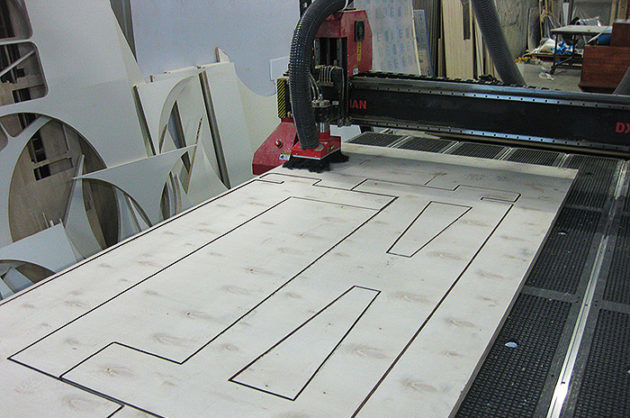
Чертежи станка ЧПУ из фанеры предполагают фигурные детали передвижных и стационарных модулей, которые подгоняются настолько плотно друг к другу, что даже исключаются промежутки. Всего этого можно добиться, применив несложные правила резки, тем более что акцент раскроя материала уже давно сместился с ручного инструмента к электрическому. (см. также статью Как вырезать круг в фанере: полезные советы по фигурной резке)
Итак, вот правила, которые необходимо помнить при резке фанеры:
- Фанера — слоеный материал и основной распил должен идти вдоль волокон первого слоя материала;
Совет!
Практика показывает, что не всегда возможно осуществить распил именно вдоль волокон, часто приходится использовать и поперечный распил.
А учитывая современные конструкции станков, или их частей, то, к примеру, ЧПУ станок из фанеры своими руками производимый требует большого количества не только поперечных но и криволинейных распилов.
Часто возникает необходимость в комбинированных разрезах.
В этом случае ножом по лекалам производится разрез первого слоя фанеры, все остальные слои пройдут технические средства распила.
- При резке имейте в виду, что фанера из березы гораздо плотнее аналогов из хвойных пород древесины (они более рыхлые, а следовательно более мягкие);
- Имеет значение и с какой стороны производится распил. Так распил с лицевой стороны осуществляется ручной пилой с мелкими зубчиками, распил с обратной стороны осуществляется более грубыми дисковыми пилами;
- При работе на дисковом оборудовании скорость вращения диска устанавливается максимальная, а подача материала минимальная;
- Пила подается легко до первой, легкой отдачи (или ощутимого сопротивления материала), таким образом, вы сможете заметно снизить вероятность сколов и прочих дефектов.
 Достаточно простой шлифовальщик.
Достаточно простой шлифовальщик.
Немного практики!
При работе с фанерой лучше вообще отказаться от полотен с крупными зубами, не предназначена слоенка для них.
И еще, при работе с этим материалом на место предполагаемого распила можно наклеить обычный скотч.
Результат будет без сколов и прочих дефектов.
Соединение и сверление
Мы уже упоминали о том, что фанера не любит грубых механических воздействий на нее, поэтому если вы решили соединять детали и собирать станки своими руками из фанеры, то о гвоздях можете забыть, кстати, и о саморезах тоже. В данном случае могут быть только шипы и пазы, при этом шип в паз входит как ключ в замок, щели не допускаются, при фиксации используется клей ПВА.
Это в равной степени касается и станки для резки фанеры, и фанерный станок с ЧПУ, и все остальные агрегаты, где будет использована фанера. Это связано с тем, что и подвижные и неподвижные детали испытывают вибрацию и могут рассыпаться в самый неподходящий момент, если будут использованы другие типы креплений.
И несколько слов о сверлении – острое сверло для дерева подойдет.
К сведению!
При сверлении фанеры на уровне выхода сверла возможны сколы наружного уровня шпона.
Для того чтобы этого избежать, необходимо под фанеру положить другой фрагмент фанеры, возможно использовать отходы от распиловки материала.
Отделка деталей
Любая инструкция скажет вам о том, что на завершающей стадии фанера подвергается шлифовке, грунтовке, отделке. Особо выделяют обработку краев.
Есть ли необходимость именно в окрашивании изделий из фанеры, вопрос остается открытым, по той причине, что станок и его составляющие испытывают достаточно выраженное механическое, вибрационное, температурное воздействие и даже различные охлаждения часто не справляются с поставленной задачей.
Жидкости охлаждающие для фанерных агрегатов не применяются, а воздушное охлаждение работает по принципу лучше такое, чем никакое.
Поэтому в принципе можно ограничиться следующим набором действий:
- Шлифовка всей конструкции мелкозернистой наждачной бумагой, можно нулевкой. Процесс начинается от углов по ходу волокон;
- Отдельно шлифуются углы, при необходимости их можно острогать, а затем ошкурить;
- Грунтовка специальным составом в принципе не повредит, так как во многих мастерских отопления нет, а фанера – материал склонный к расслоению, лишняя защита лишней не будет.
В заключение
Фанера — вполне подходящий материал для производства станков для домашнего пользования. Видео в этой статье также готово раскрыть тему.
Станки из фанеры: материалы и инструменты, выбор и основные моменты создания конструкций


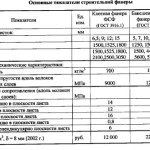









Бывалые мастера знают, что многие детали в небольших станках можно с успехом делать из фанеры. Если данный узел не предусматривает водяного охлаждения и чрезмерно больших вибраций, то для его изготовления вполне подойдет клееный фанерный лист. При этом качество конструкции не пострадает, а цена значительно снизится. Сегодня мы поговорим о главных моментах изготовления узлов и сборки станков.

Фото домашнего станка для фрезерных работ.
Важно: имейте в виду, все подобные конструкции рассчитаны исключительно на любительское пользование.
Каждодневной промышленной нагрузки данный материал выдержать, не способен.
Несколько слов о материале и инструментах
Не станем вас обманывать, изготовление подобных конструкций своими руками под силу только человеку хорошо знакомому с азами столярной науки и уверенно владеющему всеми домашними электроинструментами.

Настольный вариант станка.
Какая фанера нужна
Хотя слоеный деревянный лист заслужено считается материалом довольно прочным, далеко не каждый профиль подойдет для изготовления подобных конструкций.
- Сразу отметим, что листы с толщиной менее 6 мм для изготовления опорных и несущих конструкций использовать категорически нельзя . В данном случае речь может идти только о конструировании кожухов или легких защитных панелей;
- Что касается листов толщиной 10 – 12 мм, то здесь мнения специалистов расходятся . Одни считают, что этой толщины недостаточно для надежной работы агрегатов. Вторые наоборот утверждают, что все зависит от назначения станка, десятимиллиметровый лист, к примеру, вполне сгодится для раскроечного стола в станках с ЧПУ из фанеры;
- Некоторые заявляют, что листы средней толщины хорошо подходят для склеивания объемных деталей, которые подвергаются периодической вибрации, якобы многослойная структура монолита лучше гасит колебания . И в принципе мы с ними согласны;
- Листы толщиной от 19 мм и выше наиболее крепкие . Из них чаще всего делаются габаритные несущие и опорные конструкции. И хотя цена данного материала далека от демократичной, именно такой профиль предпочитает использовать большинство мастеров.

Но кроме толщины, существует еще ряд важных характеристик слоеного деревянного листа, а так как все подобные конструкции испытывают солидные механические нагрузки, пренебрегать этими рекомендациями нежелательно.
- В основном, вся фанера делится на хвойную и лиственную. Хвойная древесина сама по себе более легкая и мягкая, соответственно и лист унаследовал ее качества. Материал, склеенный из лиственного шпона, хотя и обойдется дороже, но в данном случае подходит лучше;
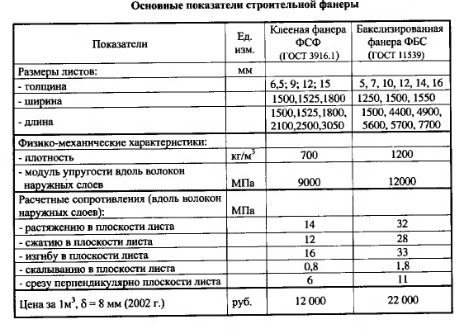
- Градации по химическому составу клеящего вещества и уровню влагостойкости для таких изделий не настолько важны. Как правило, станки стоят в домашней мастерской, а эксплуатируются при комнатной температуре и нормальной влажности. Поэтому можно смело брать толстый лист с маркировкой «ФК», по стоимости это оптимальный вариант;
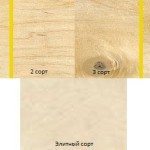
- Для подобных конструкций имеет значение качество шпона. Чем больше сучков, тем выше вероятность растрескивания и расслоения листа. Здесь экономить не нужно, лист стоит брать не ниже чем второго сорта;
- Выпускаются листы с нешлифованными рубашками (НШ), шлифованный только с лицевой стороны (Ш1), а также полностью отшлифованные фанерные листы (Ш2). Теоретически можно взять нешлифованный материал и довести его до ума самостоятельно, но в кустарных условиях это сделать тяжело. Поэтому специалисты рекомендуют брать полностью шлифованный материал. Его легче обрабатывать, а главное он лучше клеится.
Выбор инструмента
Сооружение подобных агрегатов требует наличия хорошего электроинструмента, ручной ножовкой по дереву или насадками на дрель здесь обойтись не получится. Среди профессионалов бытует мнение, что листы толщиной до 10 мм можно резать электрическим лобзиком. Все, что выпадает за эти параметры, требует использования дисковой ручной или стационарной циркулярной пилы.

Важно: современные высокочастотные электролобзики от солидных и известных производителей, как гласит прилагаемая инструкция, способны легко справиться с мебельной плитой до 20 мм толщиной.
И у нас нет оснований не верить в это.
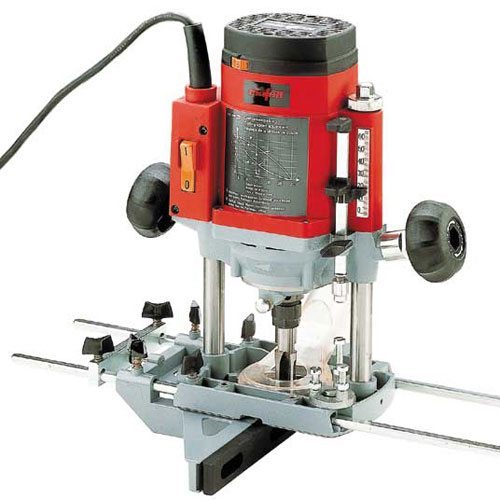
Для выборки разного рода пазов и отверстий нестандартной конфигурации обязательно нужна будет ручная фреза. Этот инструмент лучше имеет в личном пользовании, так как под нее можно сделать фанерную станину и тогда у вас появится личный фрезерный станок. Именно такие агрегаты распространены среди домашних мастеров.
Естественно, в любых подобных работах не обойтись без электродрели и набора качественного столярного инструмента. Разного рода струбцины, отвертки, молотки, напильники, наждачная бумага и прочие мелочи, по умолчанию должны быть у любого уважающего себя мастера.

Набор столярного инструмента.
Основные моменты создания станков
Важно: чертежи станков из фанеры своими руками лучше не делать, особенно если вы не владеете прочными инженерно-техническими знаниями.
Как правило, за основу берутся профессиональные чертежи фабричной разработки.
Только вместо металла используется деревянный фанерный лист.
Что касается прочности, то она зачастую достигается за счет увеличения толщины опорных и несущих конструкций, не менее чем в 3 раза.

Приступая к резке листа, следует запомнить, что чем большее количество оборотов способен выдать инструмент, тем ровнее будут углы и качественней рез. Как полотна электролобзика, так и сменные диски циркулярки берутся с мелким зубом.
Инструмент по листу или лист навстречу инструменту должен двигаться как можно медленнее, в противном случае, на верхнем слое шпона будет много сколов.
Совет: дабы избежать сколов во время реза, бывалые мастера используют обычный скотч.
Он наклеивается на поверхность и уже по нему выполняется рез.

Мы не зря упомянули о том, что нужно свободно владеть базовыми столярными навыками. В подобных конструкциях не принято использовать гвозди или саморезы, все соединения выполняются только по принципу шип-паз. Причем стыковка должна быть точная, никаких зазоров или люфта не допускается.
Такие требования вызваны тем, что станок любого типа и предназначения обязательно, в той или иной мере, испытывает вибрации. А гвозди и саморезы в древесине во время вибрации способны довольно быстро расшататься. В результате ваш станок развалится прямо во время работы, что может привести к крайне нежелательным последствиям, вплоть до травмы.

Как сами листы при стыковке между плоскостями, так и угловые соединения шип-паз зачастую только проклеиваются. На рынке сейчас достаточно клеящих составов для дерева, но чаще всего используется старый добрый ПВА, только не канцелярский, а строительный.
Совет: во время сверления или фрезерования велика вероятность образования сколов на нижней рубашке листа.
Дабы избежать таких последствий, нужно под лист подложить ненужные обрезки фанеры, коих достаточно на любом производстве.

Не последнее значение имеет финишная шлифовка собранного агрегата. Это вызвано не только заботой о внешнем облике машины. Плохо отшлифованные углы грозят занозами. Плюс острые края будут постоянно цепляться, и шпон будет откалываться.
Что же касается окрашивания и покрытия лаком, то это оставляется на усмотрение мастера. Но в любом случае станок следует, как минимум покрыть грунтом. В самом бюджетном варианте это смесь воды и того же ПВА, достаточно пропорции 1:1. Такая защита сохранит шпон от пересыхания и растрескивания.

Мини токарный агрегат.
Вывод
Если агрегат нужен для периодического использования, то фанерные станки являются прекрасной альтернативой дорогостоящим заводским моделям. На видео в этой статье собран дополнительный материал по теме домашних станков. Если вы можете поделиться собственным опытом, пишите в комментарии, нам и нашим читателям это интересно.
Инструменты и приспособления для домашней мастерской.
Бюджетный инструмент своими руками. Все, необходимое в строительстве и для работы в мастерской.
«Инструмента много не бывает» — все, кто занимался строительством или мастерил что-то своими руками, слышали эту фразу. Нужная приспособа бесценна, когда требуется что-то отпилить, приварить или соединить детали. Раздел на FORUMHOUSE про самодельные станки и приспособления, который так и называется «Самодельные станки, инструменты и механизмы» постоянно пополняется новинками, упрощающими и оптимизирующими труд строителя или «на все руки мастера».
Мы уже рассказывали, как сделать универсальные раскладные козлы и верстак — сборочный стол. Продолжаем начатую тему. Сегодня мы расскажем про самодельные токарные, слесарные и даже садовые инструменти и приспособления для строительства.
Отрезной станок из болгарки
Самодельные станки для мастерской всегда востребованы, но УШМ (угловая шлифовальная машина), в народе «болгарка», один из фаворитов в арсенале любого домашнего мастера. Но инструмент требует очень внимательного к себе отношения, т.к. любое пренебрежение правилами техники безопасности при работе с УШМ может привести к серьёзным травмам. Поэтому при больших объемах распиловки металла (при изготовлении забора или резке арматуры) многие предпочитают работать с отрезным станком по металлу.
Можно купить по интернету станину для УШМ, но, чтобы сэкономить средства, отрезной станок можно сделать самостоятельно, из «ненужной» или «лишней» в хозяйстве «болгарки», какую имеет практически каждый хозяин загородного дома. Как мы увидим, она годится не только для заточки садового оборудования!


У меня есть УШМ, весом в 5.5 кг. Как-то раз я задумался, как упростить её использование. Ведь работать с ней, всё время передвигаясь, неудобно – быстро устают руки. Решил сделать удобный отрезной станок из того, что есть.
Забегая вперёд, скажем, что станок (точнее, его вторая модификация) удался: пилит ровно и без перекосов.

Ivici сделал его так — взял кусок швеллера № 6.5 (шириной 65 мм и высотой 36 мм). Это — основа станка.

Ещё потребовалась стальная полоса 50х5 мм. С помощью неё закрепляется болгарка. Также потребовался профиль 4х2 см и трёхмиллиметровый кусок стали. В качестве поворотной оси служит болт «восьмёрка».

По словам пользователя, самым сложным оказалось точно разметить и просверлить три отверстия диаметром 14 мм, для крепления болтами УШМ за резьбовые отверстия, предназначенные для установки боковой ручки.


Также пришлось поработать и круглым напильником. Небольшая расточка отверстий, за счёт люфта, позволяет немного двигать болгарку в процессе сборки и точно её установить. После того как все детали готовы, пользователь прихватил сваркой «железяку», крепящую болгарку, собрал начерно всю конструкцию, выверил все углы и, убедившись, что всё смонтировано, как надо, окончательно обварил всю конструкцию.

Станок крепится к опорному столу (куску шифера толщиной в 1 см) шестью саморезами. От возвратной пружины можно отказаться, просто затянуть болт-ось потуже. При распиле заготовки нет никаких люфтов, перекосов. Пилить можно и под углом в 45 градусов.

Ещё один самодельный станок из УШМ предложил пользователь портала с ником Бисток.

Как обычно, сначала мы затеваем небольшую стройку или переделку, потом понимаем, что нам нужны новые строительные инструменты и приспособления, а потом начинается поиск наиболее оптимального решения. Ну не покупать же!

Я решил сделать лестницу из металла. Чтобы избежать брака, люфтов, расхождений, при распиле металлических деталей требуется максимальная точность. Поэтому я решил, взяв за основу УШМ, сделать распиловочный станок.

В дело пошло всё то, что обычно валяется в домашней мастерской (а выкинуть жалко) рачительного хозяина в ожидании своего звёздного часа. В качестве станины для отрезной машины Бисток использовал стол из-под оверлока.

Поворотный узел сделан из ступицы от «девятки», т.к. в ней есть подшипник.

Как и в вышеописанном варианте, самым сложным оказалось «поймать» прямой угол между отрезным диском и упорным уголком. Ведь от этого узла зависит точность распиливания металла.

Конечный результат наглядно демонтирует фото, представленное ниже.

Для включения болгарки Бисток сделал дополнительную проводку — вывел обычный выключатель и розетку, и уже от этого выключателя идёт вилка удлинителя.
Можно купить самодельный станок у знакомого умельца, но куда правильнее прокачаться до творца приспособлений такого уровня!

У меня получился переносной станок. К рукоятке я приварил уголок, чтобы получить 3 точки опоры УШМ. Крепление на двух болтах подгонял по месту. Работаю только в защитных очках. Результатом проделанной работы очень доволен. Для изготовления станка ничего дополнительно не покупал. Распил идёт точно под 90°.
Бюджетные сверлильные станки
Помимо отрезных станков, популярностью пользуются различные приспособления для сверления отверстий в металле. Начиная от стационарных сверлильных станков и заканчивая приспособлениями, в которых закрепляется обычная дрель, как «сверлилка» пользователя FORUMHOUSE с ником g8o8r8.

Во время сверления в толстом металле множества однотипных отверстий я, чтобы разгрузить руки, сделал нехитрое приспособление на основе струбцины, приваренной к металлической опоре, и пары хомутов для жесткой фиксации дрели. Теперь сверлить уголок или швеллер стало значительно легче.

По словам пользователя, на сверление 1 отверстия диаметром 4-5 мм уходит не больше 30 секунд. Задумав повторить такую конструкцию, следует помнить, что на дрель существенно возрастает нагрузка из-за увеличения объёма работ. g8o8r8 свою дрель перебирал уже два раза.
Также пользователь, на основе электродвигателя, сделал небольшой станочек —«вертикалку», для сверления отверстий диаметром до 4 мм в печатных платах.


Длинный шпиндель компенсирует неточность проточки обоймы под подшипники. Для любительского использования такой станок вполне годится. Точность сверления остаётся на приемлемом уровне.
Ручная гладилка для бетона
Не менее, чем самодельные станки для домашней мастерской, важны приспособления для стройки и ремонта. И мы легко сможем сделать многие строительные приспособления своими руками.
Каждый, кто хоть раз сталкивался с бетонными работами, знает, как сложно загладить свежеуложенную смесь до идеального состояния. Если на небольших площадях можно обойтись правилом, то при заливке площадки перед домом или стоянки для автомобиля, обычным инструментом не обойтись. На помощь приходит гладилка для бетона, которая за счёт длинной рукоятки (от 3 до 12 м) позволяет загладить бетон на большей площади, не наступая на разравниваемую поверхность.

Принцип действия такого приспособления, чем-то напоминающего швабру, прост. Есть рабочий профиль (его ещё называют «крылом»), закреплённый на длинной рукоятке. При движении от себя у гладилки, за счет редуктора, приподнимается противоположный от пользователя край. Т.е., за счёт угла наклона «крыла», гладилка скользит по бетону, а не собирает его перед собой. При движении к себе, наоборот, задирается сторона, обращённая к рабочему, и гладилка снова заглаживает бетон.
Несмотря на простоту приспособления, цену на него нельзя назвать гуманной. Именно это сподвигло ronik55 поделиться опытом своего отца, изготовившего гладилку для бетона, потратив всего 500 руб.

Я по своему опыту знаю, как сложно идеально загладить бетон. Пойти и купить за 10 тыс. руб не хотелось. В итоге мой отец сделал дешёвое приспособление для заглаживания бетона, практически из мусора — всяких ненужных вещей.
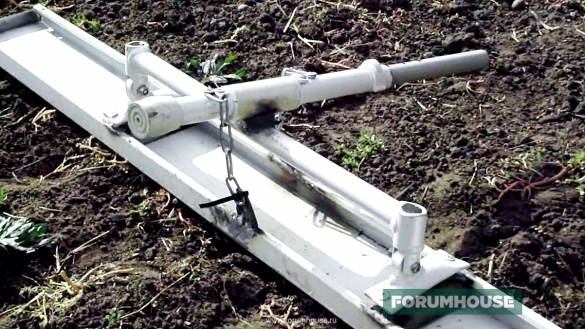
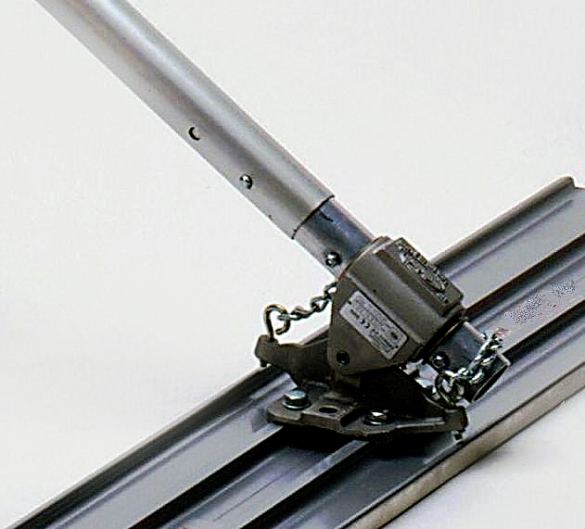
Следующие фото наглядно демонстрируют, как устроена такая гладилка. Берём металлический профиль (размеры зависят от заглаживаемой площади), привариваем к нему поперечные ребра жесткости, на которых, в свою очередь, закрепляются шарнирные узлы, сделанные из труб.

Самый главный элемент, за счёт которого меняется угол подъёма «крыла» — это вращающийся редуктор с цепью.

При вращении рукоятки цепь наматывался на трубу, и один край гладилки приподнимается.

Проведя гладилку до конечной точки, мы вращаем рукоятку в обратную сторону. Цепь снова наматывается, и приподнимается край гладилки, обращённый к пользователю.

Тянем гладилку на себя и повторяем все действия, пока не закончим работу.
Самодельные станки и приспособления для домашней мастерской: изготавливаем своими руками
Любой хозяин мастерской, даже если она не имеет отдельного помещения и просто организована в гараже, стремится оснастить ее всем необходимым для комфортной, производительной и, главное – качественной работы. Вот только на ручном инструменте в наше время далеко не «уедешь». На помощь приходит великое многообразие электроинструмента, различных многофункциональных или узкопрофильных станков, вспомогательного оборудования. Проблем с предложением нет – основная сложность в том, что качественные изделия стоит немалых денег, и не всем это по карману.
 Самодельные станки и приспособления для домашней мастерской
Самодельные станки и приспособления для домашней мастерской
Но народные умельцы находят выход из положения, изготавливая самостоятельно такие станки и приспособления, некоторые из которых вполне могут конкурировать с заводскими моделями. Причем, для создания подобного оборудования идут в ход вполне доступные материалы, зачастую просто пылящиеся в сарае. А в качестве приводов широко используются ходовые электроинструменты, обычно имеющиеся в любой мастерской.
В этой публикации будут рассмотрены лишь некоторые самодельные станки и приспособления для домашней мастерской. Следует правильно понимать, что охватить все имеющееся многообразие подобного оборудования – попросту невозможно в рамках одной статьи. Здесь впору отводить такой теме вообще отдельный сайт. Так что будет дан в основном общий обзор. Но изготовление двух моделей, весьма важных, наверное, для любой мастерской – маятниковой пилы и заточного станка для режущего инструмента, рассмотрим пошагово, со всеми нюансами, от первых наметок до проведения испытаний.
Основа основ – удобный верстак и организованное хранение инструментов и принадлежностей
Комфортность работы в мастерской зависит от многих важных условий. Если вынести «за скобки» вопросы отопления, вентиляции и освещения (это – темы для отдельного рассмотрения), то на первый план всегда выходит рациональная, удобная организация основного рабочего места.
Речь идет о верстаке и о продуманной системе хранения необходимых для работы инструментов, принадлежностей, расходного материала и прочей мелочи.
Верстак подбирается или изготавливается самостоятельно в зависимости от основного направления работ в мастерской.
Столярный верстак «классического» исполнения
Если хозяин больше нацелен на обработку древесины, то ему потребуется столярный верстак. Существует давно используемая и всесторонне проверенная общая концепция такого рабочего места. Наверное, и при самостоятельном изготовлении верстака имеет смысл ее придерживаться.
 Конструкция «классического» столярного верстака
Конструкция «классического» столярного верстака
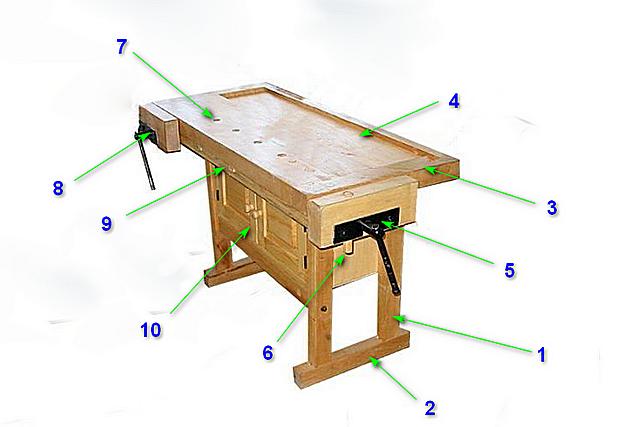
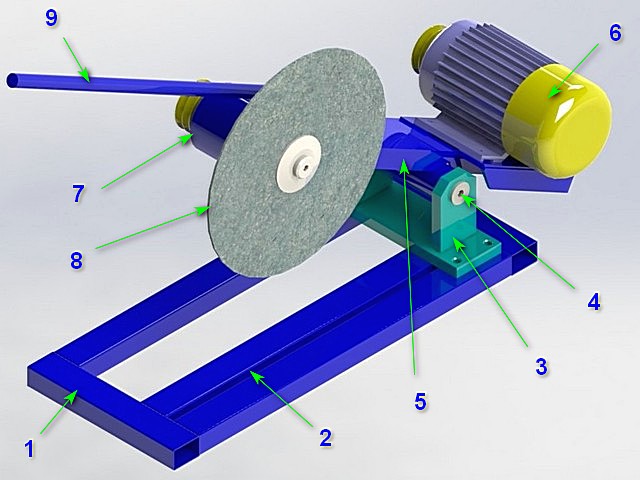
Верстак базируется на мощных деревянных ножках (поз. 1), которые снизу, в основании, обычно попарно связаны опорами-перемычками (поз. 2). Сверху располагается крышка – верстачная доска (поз. 3). Как правило, предусматривается углубленный участок – так называемый лоток (поз. 4), чтобы в ходе работы необходимые под рукой инструменты или комплектующие не падали на пол.
Обычно с правой стороны располагается боковой иди задний зажим (поз. 5). По сути, это винтовые тиски, в который предусмотрен выдвигающийся вверх клин (поз. 6). По линии этого клина вдоль верстачной доски расположен ряд гнезд (поз. 7) для аналогичных клиньев (они могут прятаться в этих гнездах или храниться отдельно и вставляться по мере необходимости). Это позволяет жестко закрепить для обработки деревянную заготовку между клиньями стола и боковых тисков.
Для фиксации длинномерной детали, которая не может быть закреплена между крайними клиньями, используется передний зажим (поз. 8). Это тоже винтовые тиски, которые способны зажать заготовку между передним торцом верстака и подвижной деревянной губкой. А для того чтобы длинная деталь имела необходимые точки опоры снизу, из торца верстака выдвигаются спрятанные там в пазах пальцы или выдвижные опоры (поз. 9).
Нижняя область верстака называется подверстачьем (поз. 10). Как правило, здесь расположены мощные перекладины (проножки), связывающие попарно ножки верстка в продольном направлении. На этих перекладинах часто организуются полки для хранения инструмента или заготовок, или даже, как показано в демонстрируемой схеме – закрытый шкафчик.
Ниже будет представлен чертеж верстака. Тот, кто умеет читать схемы и владеет навыками столярных работ, вполне сможет изготовить такую модель самостоятельно.
Для начала — общая монтажная схема столярного верстака с размерами.
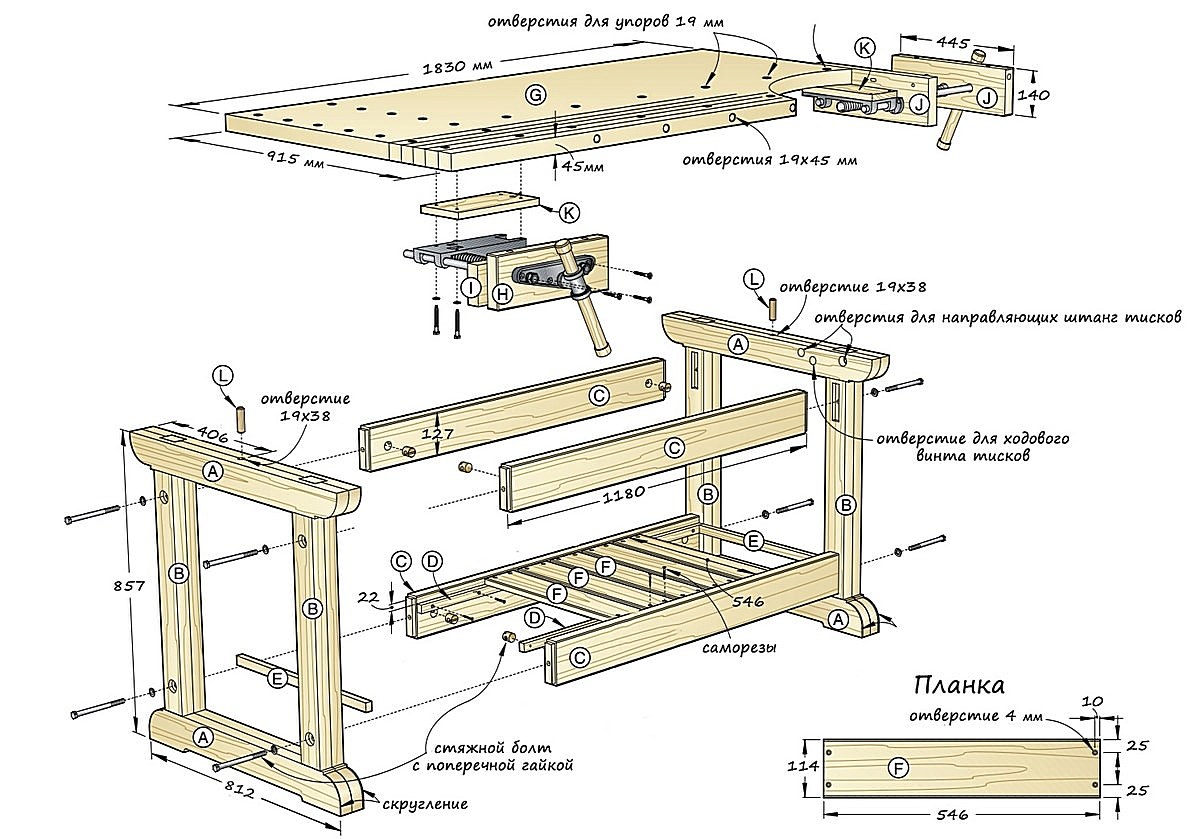 Общий сборочный чертеж верстака.
Общий сборочный чертеж верстака.
Теперь – ряд чертежей по отдельным деталям и узлам конструкции.
Для изготовления деталей подверстачья (основания) используется, как правило, качественная древесина хвойных пород с остаточной влажностью не более 12%.
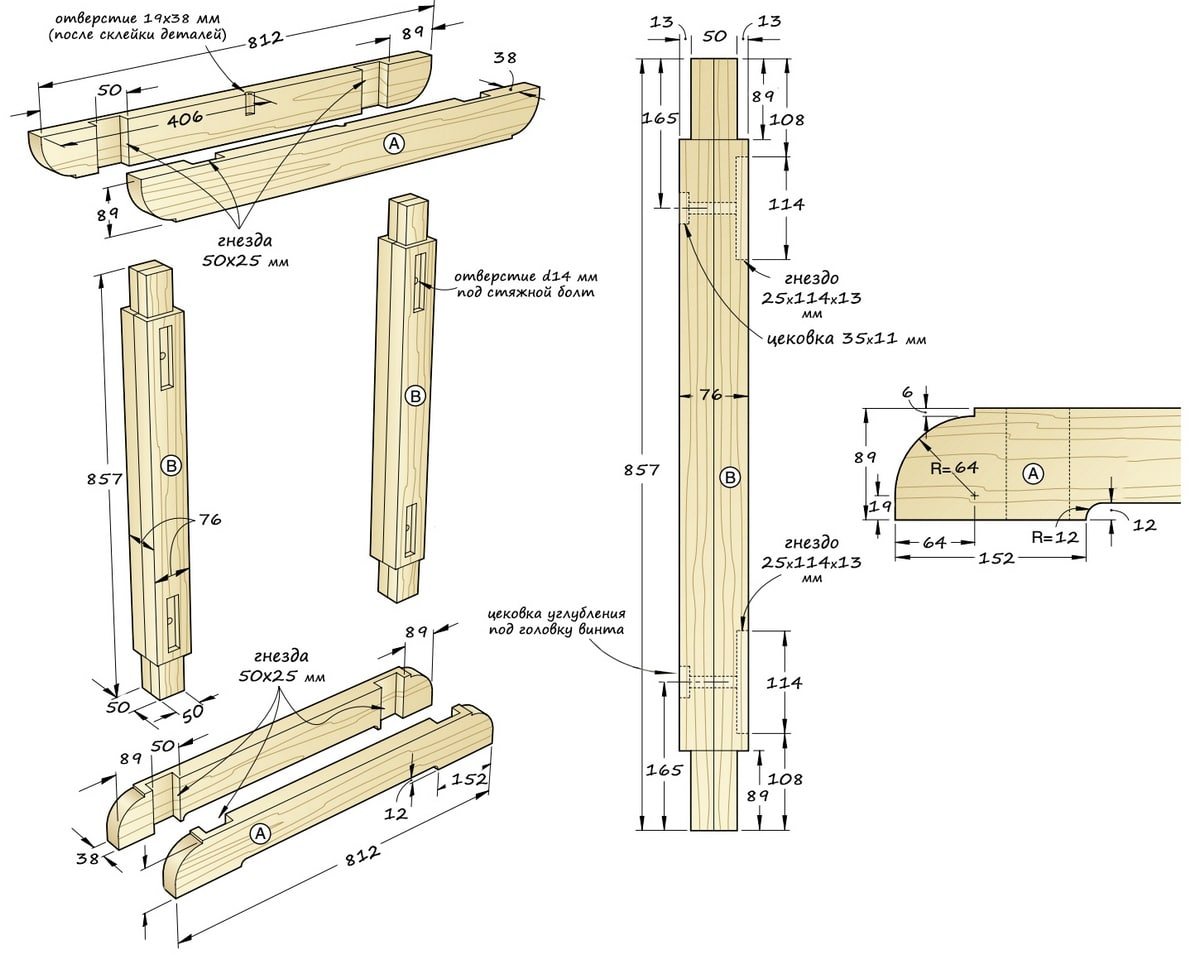 Стойки, верхние и нижние перекладины-опоры – размеры, принцип сборки и крепления.
Стойки, верхние и нижние перекладины-опоры – размеры, принцип сборки и крепления. 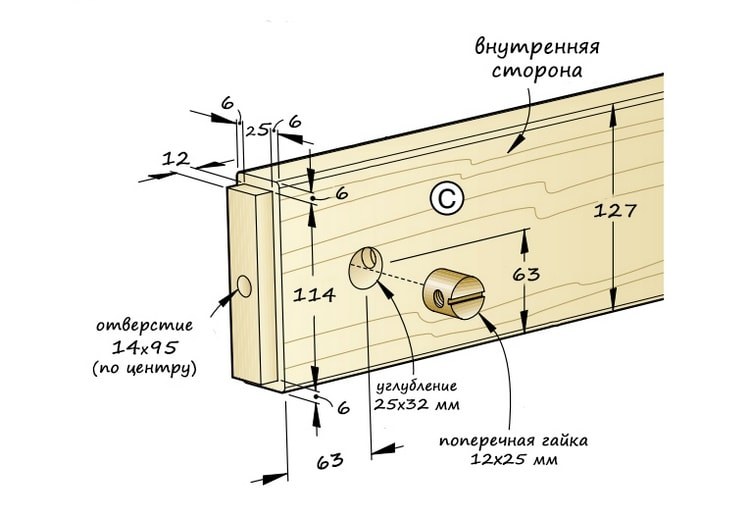 Схема соединительного узла проножий.
Схема соединительного узла проножий.
Верстачную доску (крышку) преимущественно изготавливают из древесины твердых пород – это может быть бук или дуб, ясень или клен. Изготовить самостоятельно столь массивную габаритную панель – задача крайне непростая, поэтому часто в столярной мастерской заказывается или приобретается уже готовый клееный щит. Вряд ли это покажется слишком дорогим решением, учитывая и стоимость материала, и трудоемкость процесса. Так что выгоднее приобрести готовое изделие, а потом его уже доработать под верстачный стол.
Кстати, при выполнении различных обрабатывающих операций, так или иначе, поверхность рабочего стола будет повреждаться. Чтобы максимально продлить срок эксплуатации верстака, крышку нередко закрывают фанерным или ДВП-листом (естественно, по размерам стола и со всеми необходимыми пазами и гнездами). По мере износа такого покрытия его можно будет заменить на новое – это не столь трудно и недорого.
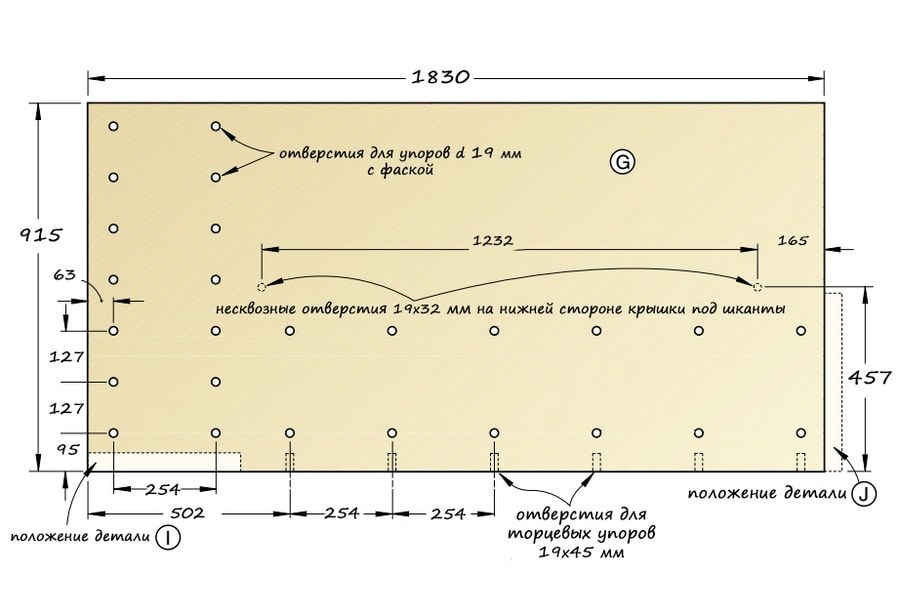 Чертеж крышки верстака. В данной модели лоток не предусмотрен, но его при необходимости можно на свободной участке выбрать фрезером.
Чертеж крышки верстака. В данной модели лоток не предусмотрен, но его при необходимости можно на свободной участке выбрать фрезером.
Особую сложность обычно приставляет монтаж переднего и заднего (бокового) зажимов. Чтобы получились действительно работоспособные и удобные приспособления, сам винтовой механизм тисков лучше приобрести в готовом, собранном виде. В продаже представлено немало подходящих для этой цели моделей.
 Вот такой готовый механизм для столярных тисков можно приобрести в магазине. Потребуется две штуки.
Вот такой готовый механизм для столярных тисков можно приобрести в магазине. Потребуется две штуки.
Для сборки этих зажимных узлов можно руководствоваться следующим чертежом:
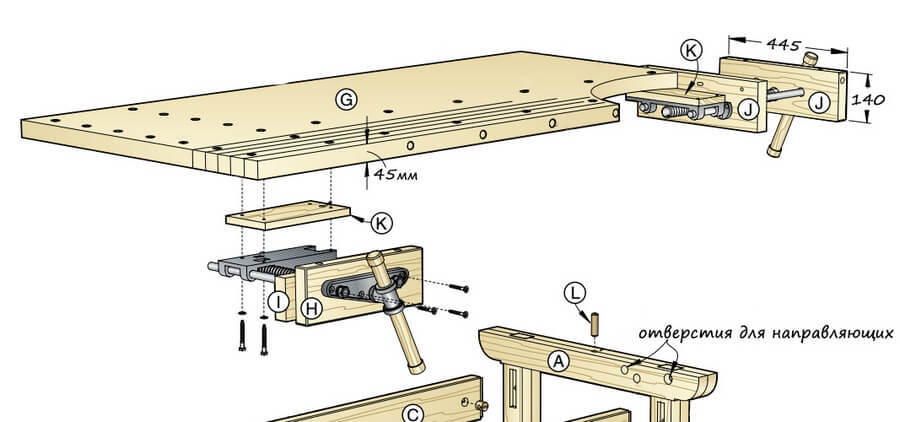 Сборочный чертёж переднего и заднего зажимов верстака.
Сборочный чертёж переднего и заднего зажимов верстака.
Губки для тисков должны изготавливаться исключительно из древесины твердых пород, размеры и расположение отверстий показаны на чертеже. (Следует правильно понимать, что расположение и диаметр отверстий должны соответствовать приобретённому винтовому механизму).
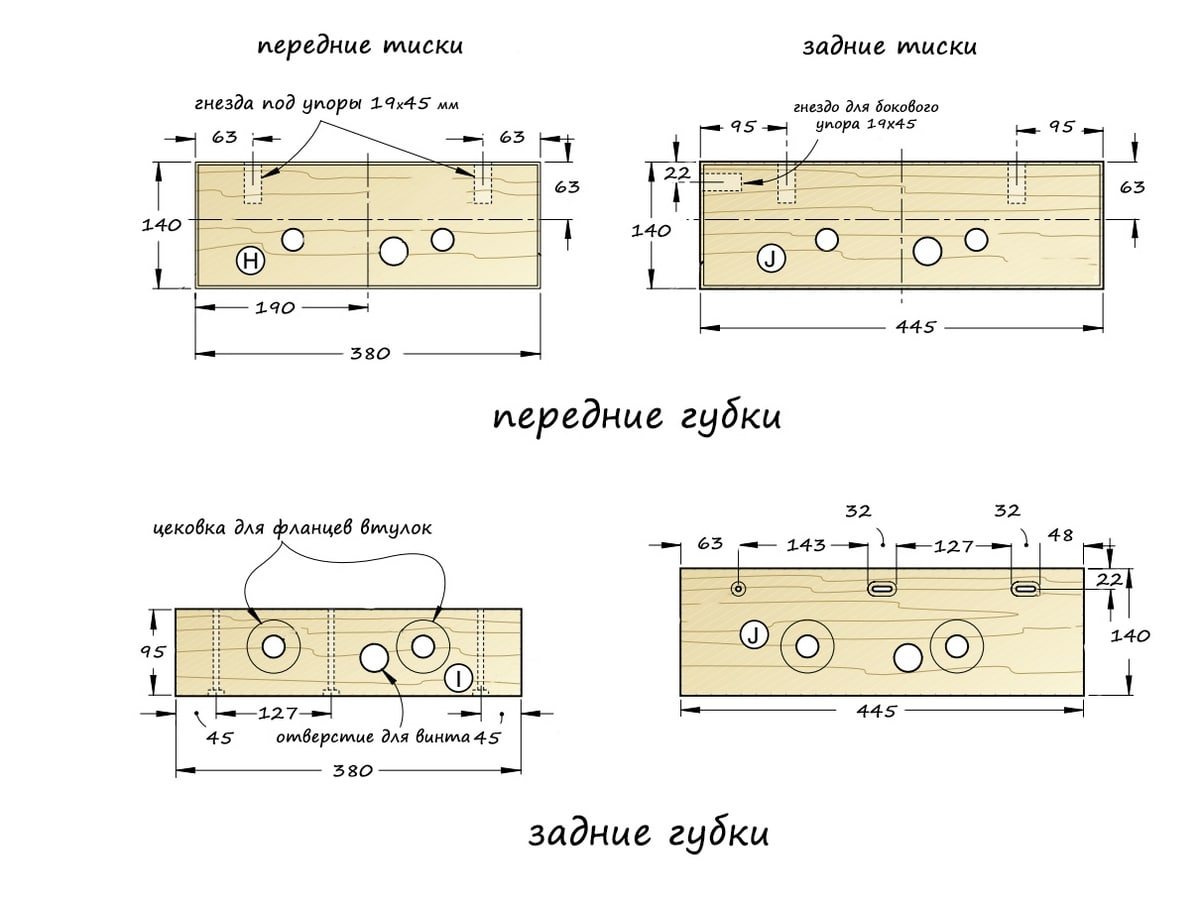 Чертеж губок для передних и задних (боковых) тисков верстака.
Чертеж губок для передних и задних (боковых) тисков верстака.
И, наконец, последняя схема демонстрирует способ крепления задних неподвижных губок обоих тисков к крышке верстака.
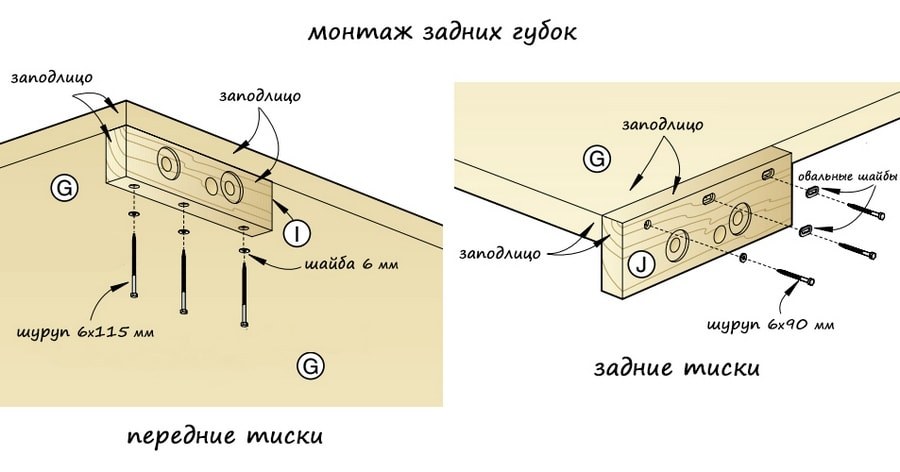 Задняя кубка передних тисков крепится снизу стола, боковых тисков – по торцу стола.
Задняя кубка передних тисков крепится снизу стола, боковых тисков – по торцу стола.
Безусловно, здесь показан пример, причем, он может подойти многим в «чистом виде», то есть без изменений. Но если требуются иные размеры (исходя, например, из имеющегося места), то можно составить свой чертеж, взяв продемонстрированные схемы в качестве образца сборки тех или иных узлов. Принцип все равно остается тем же. При необходимости – никто не мешает внести свои усовершенствования, которые, конечно, не должны негативно влиять на прочность конструкции.
Видео: слесарный верстак своими пуками
Если мастер планирует в основном заниматься слесарными операциями, то ему потребуется уже совершенно иной верстак, предназначенный именно для таких целей. Здесь, в отличие от столярной «классики» – неисчислимое количество возможных вариантов. как правило, для изготовления используются стальные профили (уголки, швеллеры, профильные трубы) и листы. Один из вполне достойных вариантов показан в видеосюжете ниже:
Важной составляющей комфорта работы в мастерской всегда является оптимизированная расстановка и система хранения инструментов и принадлежностей. Но на этом останавливаться не станем, так как на страницах нашего портала такой теме отведена отдельная статья.
 Как сделать мастерскую максимально комфортной для работы?
Как сделать мастерскую максимально комфортной для работы?
Удобно, когда знаешь, где что лежит и когда необходимый инструмент – всегда под рукой. Так что стоит обратить пристальное внимание на систему шкафов, стеллажей, тумб, разумно организованных мест хранения расходных материалов. Особенно это важно в тех случаях, когда размеры помещения не дают «разгуляться». Вопросам оптимизации пространства в домашней мастерской на нашем портале отведена специальная публикация.
Самодельные станки и оборудование
Как уже говорилось, разнообразие самодельных станков – чрезвычайно велико, и о всех рассказать попросту невозможно. Поэтому в этом разделе статьи читателю будет предложено несколько видеообзоров. И, кроме того, в подробностях, пошагово будет рассмотрено изготовление двух моделей станков.
Видео — миниатюрный токарный станок по дереву на базе электродрели
В хозяйстве частенько возникает необходимость выточить ту или иную деревянную деталь круглого сечения. Если не заниматься этим профессионально, то приобретать настоящий токарный станок – совершенно нерентабельно. Да и места он займёт немало. А вот иметь в своём распоряжении миниатюрный станок, который можно хранить в шкафу и собирать по мере надобности – никогда не помешает. Тем более что его изготовление – не столь сложное дело.
В этом можно убедиться, посмотрев предлагаемый видеосюжет. Несмотря на то что автор говорит по-английски, все его действия подробно показаны и вполне понятны. И такой станочек, руководствуясь это видео-подсказкой, по силам сделать каждому.
Видео — циркулярный станок на базе ручной вертикальной электрической пилы
Если возникает необходимость заготовки немалого количества деревянных деталей одного размера, то ничего лучше стационарной циркулярной пилы не придумать. И вполне можно изготовить такой станок, причем, опять же — в разборном варианте, который по ненадобности вообще не занимает практически нисколько места.
Потребуется всего лишь лист фанеры, несколько брусков и саморезов. А главным элементом конструкции становиться ручная вертикальная пила
В показанном сюжете мастер удаляет часть защитного ограждения ручной циркулярки. Это – не всегда обязательно. Вполне возможно, что свободного выхода пилы и так будет достаточно, если предполагается распил не слишком толстых заготовок.
Маятниковая пила из «болгарки» — самостоятельное изготовление пошагово
При нарезке заготовок или древесины или металла, в том числе – и профильных или круглых труб, нередко требуется высокая точность. Причем точность не только в линейных размерах, но и в величине угла среза. Характерный пример — когда необходимо точно нарезать заготовки для какой-либо рамы, в которой стыковка деталей идет или строго перпендикулярно, или под углом 45 градусов.
 Принцип устройства маятниковой пилы
Принцип устройства маятниковой пилы
Выполнить такую операцию позволяет маятниковая пила. На схеме выше в упрощенном виде показан принцип ее устройства и работы.
В любом случае имеется надежное основание (станина, рама), обеспечивающее устойчивость станка (поз. 1). Во многих моделях поверх станины организован рабочий стол с системой направляющих, упоров и струбцин, позволяющих точно выставлять обрабатываемую заготовку. Обязательно имеется прорезь (поз. 2), точно в которую опускается вращающийся круг или пила.
На станине жестко крепится опора (поз. 3) качающейся части станка. Она оснащена блоком подшипников и осью (поз. 4), относительно которой проворачивается качающаяся платформа—коромысло (поз. 5). На этой платформе размещен электропривод (поз. 6), передающий вращение напрямую или через систему передачи (поз. 7) на режущий инструмент – отрезной круг или круглую пилу (поз. 8). Предусматривается рычаг (поз. 9) или рукоятка, с помощью которого мастер может плавно опускать отрезной диск вниз, на закрепленную на рабочем столике над прорезью заготовку.
Обязательно предусматривается механизм возврата режущей части в исходное верхнее положение. Так, в показанном примере это обеспечивается массивностью привода, который выступает в роли противовеса. Но часто подобная функция возложена на пружинный механизм.
 Маятниковая (отрезная, торцовая) пила заводского изготовления
Маятниковая (отрезная, торцовая) пила заводского изготовления
В продаже представлено немало моделей подобных пил разной степени сложности, но стоимость у них – немалая. И если домашнему мастеру часто приходится иметь дело с точной нарезкой деревянных или металлических заготовок, то ему стоит рассмотреть возможность самостоятельного изготовления подобного станка. Причем, в качестве привода и режущего блока в нём может закрепляться обычная углошлифовальная машинка – «болгарка».
«Болгарку» необходимо использовать большую – с кругом на 240 мм, иначе особого смысла «заморачиваться» и не видно. Но удобство в предлагаемой модели в том, что шлифмашинку всегда можно снять, чтобы использовать в «ручном» варианте – как будет видно в дальнейшем, установка ее в станок времени много не занимает.
Самостоятельное изготовление ЧПУ из фанеры
Каждый хозяин домашней мастерской хочет, чтобы в ней были установлены токарный, фрезерный и сверлильный станки. Особенно ценятся станки с числовым программным управлением (ЧПУ), позволяющие производить обработку с высокой точностью. Но все промышленные образцы имеют высокую стоимость. Выходом является сделать станок с ЧПУ из фанеры.
Высокая цена на промышленные станки, обусловлена тем, что силовые элементы их сделаны из металла. Это позволяет им работать с большими силовыми нагрузками. Но для домашней мастерской в этом нет необходимости. Поэтому бытовые станки и приспособления для них можно изготавливать из фанеры, что значительно снизить стоимость и позволит сделать его самому.
Этапы производства станка

Отвечая на вопрос – как сделать самодельный станок, необходимо понимать, что создание любого оборудования начинается с разработки чертежей. Этот этап занимает больше всего времени, так как при проектировании будущего оборудования предусматриваются все нюансы.
После разработки чертежей, наступает этап закупки и изготовления деталей. На этом этапе ключевое значение имеет технология обработки фанеры. Она должна быть подобрана таким образом, чтобы будущие детали имели необходимую точность и не имели внутренних дефектов.
Третьим этапом является сборка. Очень важно аккуратно собирать самодельный станок, без применения сильных ударов, так как детали из фанеры могут разрушаться.
Последним этапом является настройка станка с ЧПУ. При этом производится калибровка начального положения головки с инструментом, проверка отработки станка по написанной программе и внесение поправок в настройку станка.
Разработка чертежей
Разрабатывая чертежи станка необходимо обратить внимание на следующие моменты:
- какие детали стоит изготовить самостоятельно;
- выбор толщины материала;
- вид соединения деталей между собой.
Важно еще на стадии проектирования четко понять, какие элементы будущего станка изготовить самостоятельно, а какие лучше приобрести. Делать самому нужно детали, которые не имеют сложной формы и для их обработки не применяются сложные технологические процессы:
- станины;
- столы;
- различные держатели;
- кожухи;
- суппорта и т. д.
В некоторых случаях фанера может применяться для изготовления шкивов. Для того чтобы станок работал долго и не ломался, необходимо правильно подобрать толщину фанеры.
- Для изготовления столов, станин и суппортов обычно применяется фанера толщиной 10 мм.
- Если на станке будут обрабатываться габаритные заготовки, то станину и стол могут изготавливать из фанеры 20 мм.
- Для изготовления неответственных деталей (кожухов, щитков, стопоров и т. д.) обычно применяют листы с толщиной 6 мм.

При проектировании соединений деталей из фанеры необходимо минимизировать их крепеж при помощи болтов и шпилек. Идеальным вариантом является соединять при помощи шипа и паза. Категорически запрещается применять гвозди и шурупы, так как это может привести к растрескиванию фанеры в местах присоединения.
Для людей, которые никогда не делали подобные агрегаты, лучшим вариантом является найти уже готовые чертежи, и внести лишь небольшие изменения в них. Это позволит не допустить серьезных ошибок, которые впоследствии могут привести к напрасному вложению сил и средств.
Детали, которые необходимо купить
Для изготовления станка с ЧПУ, кроме деталей, которые будут сделаны из фанеры, необходимо будет приобрести следующие элементы:
- валы и подшипники;
- направляющие для перемещения подвижных частей;
- соединительные элементы (болты, гайки, шпильки и т. д.);
- контроллер;
- силовые и контрольные кабеля;
- ремни для передачи вращения от двигателя к инструменту;
- шкивы, если они не будут выполнены из фанеры;
- различные датчики и конечные выключатели.
Еще понадобиться компьютер для программирования контроллера. Кроме того, если в компьютере не реализована возможность управление агрегатом, понадобиться пульт, на котором будут выведены кнопки запуска и остановки.
Изготавливаемые детали
Все детали, которые не вошли в список выше, нужно изготовить из фанеры. Поэтому вопрос о правильной обработке стоит на первом месте при изготовлении станка с ЧПУ своими руками.
Механическая обработка фанеры имеет ряд правил, которые необходимо неукоснительно соблюдать.
Распил листа
При распиливании фанерного листа необходимо придерживаться следующих правил:
- Для материала толщиной менее 10 мм применяются ручные или электрические лобзики, у которых полотно с мелкими зубьями.
- Фанера более 10 мм раскраивается только дисковыми пилами, с высоким числом оборотов.
- Материал для распила необходимо высушить, иначе может произойти расслоение.
- Раскройка листа идет вдоль волокон первого слоя.
- Поперечные разрезы необходимо производить ручным инструментом.
- При использовании электроинструмента подача должна быть минимальна.
- Для предотвращения сколов, можно применять бумажный скотч, который наклеивается по линии распила.
Изготовление отверстий
Для изготовлений отверстий в деталях из фанеры лучше всего использовать сверлильный станок. При этом выбирается большая скорость вращения сверла и минимальная его подача.
Еще может применяться фрезерно-гравировальный станок, что позволяет выполнить отверстие любой формы с минимальной погрешностью, а также получить соединение шип-паз.
Но если станка нет, то для сверления отверстий подойдет и обычная дрель. Единственное необходимо чтобы биенье патрона было минимальным, иначе значительно вырастет погрешность.

Шлифовка и обработка
После того как произошел распил и сверление отверстий заготовку необходимо отшлифовать. Для этого применяется нулевая наждачка. Шлифовка производится вдоль направления волокон и начинается от угла. Сам угол шлифуется уже в конце.
Отверстия шлифуются той же наждачной бумагой по дереву.
После шлифовки обязательно нужно покрыть всю поверхность детали специальными составами, которые предотвратят ее расклеивание и растрескивание. В некоторых случаях детали покрывают лакокрасочными изделиями, но если агрегат не будет находиться на улице, то в этом нет необходимости.

Сборка
Собирать готовое изделие необходимо аккуратно, так как фанера все-таки не металл и может расколоться. Необходимо придерживаться следующих рекомендаций:
- Соединение шип-паз нужно проклеивать ПВА по всей длине.
- В болтовых соединениях применять шайбы и граверы, для предотвращения их самораскручивания из-за вибрации.
- Кабеля прокладывать в ПВХ гофре.
- Места, в которых устанавливаются подшипники, закрываются крышками.
- Станины и столы устанавливаются по уровню.
- Контроллер устанавливается либо в шкафу управления, либо выноситься за рабочую зону.

Настройка и наладка
После того как станок собран, начинается его настройка. При этом проверяется свободное перемещение всех движущихся деталей и работа передающего механизма, регулируется положение концевых выключателей и датчиков.
Наладка сделанного станка заключается в выставление нулевого положения инструмента, калибровке точного перемещения суппорта и стола по осям, а также проверке правильности обработки информации с датчиков.
Программное обеспечение для станков с ЧПУ очень сложно создать самому, поэтому оно приобретается у специалистов и устанавливается на агрегат.