

Рычажные ножницы по металлу своими руками чертежи
Самодельные ручные рычажные ножницы по металлу
Рычажными ножницами раскраивают листовой металл, жесть, нарезают алюминиевые профили и проволоку. В магазинах представлено множество моделей от разных производителей любых категорий цен. Тем не менее, находятся умельцы, делающие своими руками этот полезный и несложный инструмент.
Устройство рычажных ножниц

Работа ручных ножниц по металлу основана на принципе рычага. Кроение материала осуществляется двумя режущими поверхностями длиной около 20 см. При этом одна поверхность жестко зафиксирована на основании, сюда приходится вся сила давления. Подвижный резак также закреплен на станине. В фиксированном лезвии выбран паз для перемещения ползуна. Он наподобие шарнира перемещается в одной плоскости.
На ползуне прикреплена подвижная часть ножниц. Рабочий ход ползуна составляет 15 — 32 мм. Подвижное полотнище оснащено длинной ручкой (около 50 см), которая увеличивает прикладываемое усилие в 20 и более раз. Поэтому металл разрезается довольно легко.
Корпус рычажных ножниц металлический, режущие поверхности из инструментальной стали. В среднем размеры инструмента составляют 56 х 18 х 45 см, весит около 30 кг. С помощью такого оборудования можно своими руками разрезать стальной лист толщиной 0,5 см, алюминиевый или латунный 0,6 мм, профиль сечением 6х70 мм или стальной прут №13.
Виды рычажных ножниц
Конструкции рычажных резаков не отличаются разнообразием, основное отличие в типе привода:
- ручные — наиболее примитивное устройство, воздействием на рычаг приводится в движение режущее лезвие;
- электрические — работают очень быстро, отличаются высокой производительностью. Кроение металла на таком оборудовании не требует никаких усилий от рабочего;
- гидравлические — мощные, запускаются в движение гидравлическим приводом. Широко используются при необходимости больших усилий, например, для рубки арматуры или прута.
Ручные ножницы подразделяются в зависимости от назначения и конструкции:
- с прямыми лезвиями — применяют только для резки по прямой линии;
- с искривленными резаками — ими вырезают элементы сложной формы и отверстия;
- стуловые — применяются для кроения толстых пластов бумаги;
- пальцевые — очень тонкими резцами проделывают отверстия;
- рычажные — стационарно крепятся на верстак.
Ручное рычажное приспособление позволяет выполнять проходную или прямую резку только по ровной линии.
Кроме того, инструменты различаются по длине исполнительных элементов:
- с коротким лезвиями для проходного кроения;
- с длинными режущими поверхностями — для прямого кроения;
- комбинированные ножницы для любых видов, в том числе контурной.
Кроение мелких деталей рычажными ножницами невозможно, они удобны для крупных работ по раскройке или рубке.
Инструмент может быть стационарного или переносного типа. Для работы оба вида крепко фиксируются на верстаке или станине. Только так можно точно и безопасно кроить металл. Чтобы закрепить портативные ножницы используют струбцины или болты.
Правила работы на рычажных ножницах
Перед началом работы необходимо надеть печатки, чтобы не порезаться острыми краями металлического листа!
- Накрепко зафиксируйте ручной инструмент на поверхности стола;
- лист металла разместите перпендикулярно лезвиям, удерживая основной рукой (правой у правшей);
- плавно и аккуратно следует нажать на рукоятку сверху вниз.
Во время работы нужно беречь ноги от падения отрезанных кусков металла. Особенно опасны падения ребром, поэтому нельзя работать босиком или в открытой обуви. Для установки ножниц выбирают только прочное, не шатающееся основание.
Самодельные рычажные ножницы
Вариант 1
- Станина этой модели ручных ножниц собирается своими руками из пары уголков 7,5 х 7,5 х 0,8 см. Фиксированный нож с помощью пары винтов прикрепляется к горизонтальной основе. Для совмещения с подвижным лезвием верх основы срезается наполовину. В лезвиях проделываются отверстия, прозенкованы для винтов М8 длинной 24 мм впотай.
- На верхней основе с помощью шарнирных крепежей установлены: на нижней поверхности лезвие и рычаг ножа (размеры 6,5 х 3 х 0,6 см), на верхней части рычаг (24,5 х 1,8 х 0,7 см) и серьга (6 х 1,8 х 7 см), обеспечивающая подвижность.
Заготовки своими руками выпиливаются ножовкой. Лезвия вытачиваем из закаленной стали, угол заточки 30 градусов.
Сначала собираем все детали в готовый станок, налаживаем. После разбираем, красим. Когда краска подсохнет — собираем начисто.
Так как представленная конструкция довольно мала, она крепится на верстаке в тисках. Можно установить инструмент на верстак стационарно. Для этого основание приваривается к уголку, который винтами крепится к верстаку. Чтобы отрегулировать соотношение лезвий используются прокладки.
Вариант 2
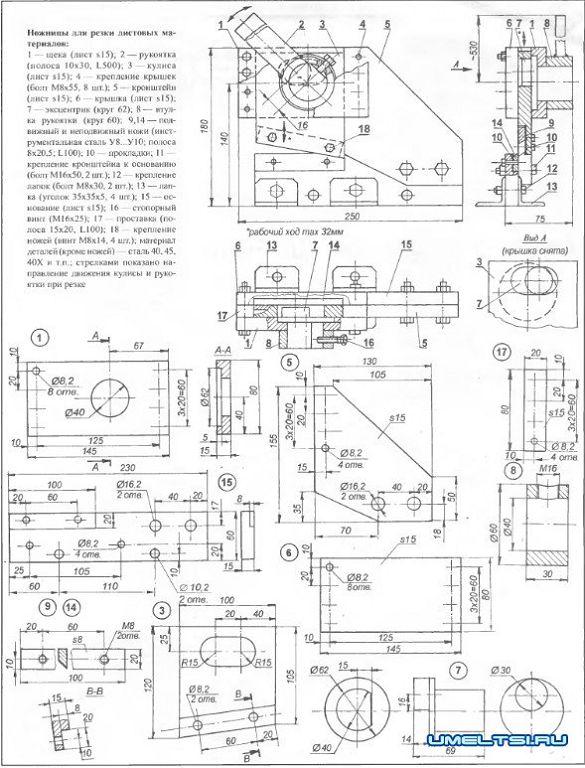
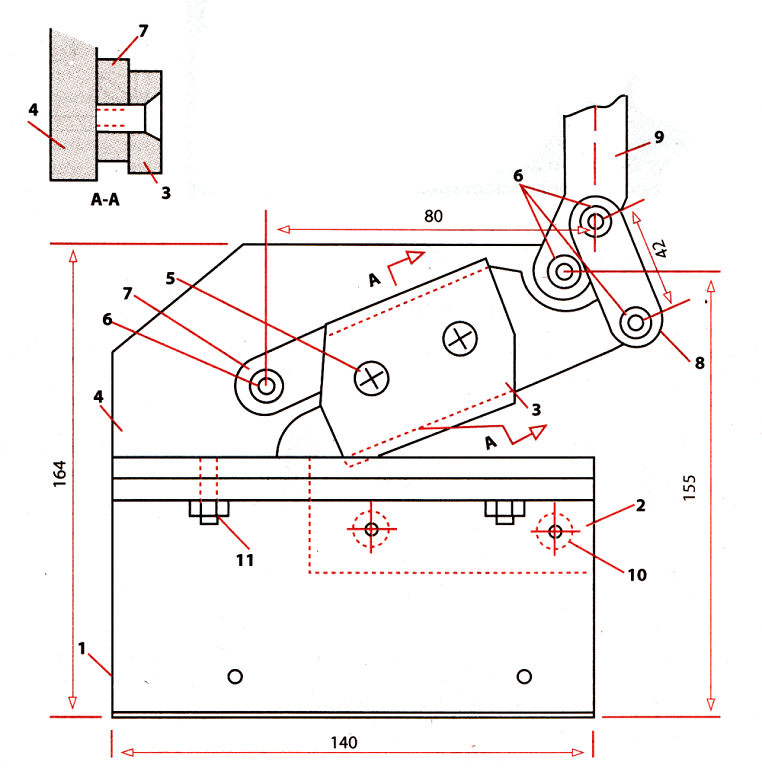
Эта модель ручных ножниц дополняется подробным чертежом. Кроение металла производится парой лезвий длиной 10 см каждое. Подвижное лезвие крепится к кулисе на кривошипном механизме. Эксцентриситет кривошипа составляет 16 мм и дает максимальную амплитуду 3,2см. К его хвосту прикрепляем ручку длиной 50 см.
Рекомендуется сделать стационарный вариант ножниц, которые надежно один раз прикрепятся к рабочей поверхности болтами М10. Для крепежа предусматриваются лапки с отверстиями. Корпус рычажных ручных ножниц необходимо делать из качественной стали 45 или 40, а лезвия из марок Р18, Р9 или У10.
Сделанные по этому чертежу ножницы уже больше 2 лет успешно работают, справляются со стальным листом толщиной до 3,5 мм.
Видеоролик с подробным описанием чертежей, конструкции и изготовления рычажных ножниц по металлу:
Рычажные ножницы – с какой силой они режут?
Рычажные ножницы по металлу служат подручным инструментом при раскраивании огромных листов металла или нарезании проволоки. В чем же необычность таких ножниц для нас, и где мы можем их применить?
Назначение и устройство ножниц на рычажном механизме
Во время производственного процесса постоянно возникает необходимость в делении целых частей материалов на более мелкие фрагменты. Чтобы облегчить работу, существует масса приспособлений и инструментов. Многие из приборов, будучи изначально изобретенными для мануфактурных целей, прочно вошли в наш повседневный быт: электрический фен (уменьшенный вариант сушки для форм), ножницы, микроволновая печь.
Большинство промышленных инструментов так и остаются в рамках производственного процесса, не проникая в наши дома. К типично профессиональному виду приспособлений относятся и ножницы по металлу настольные рычажные. Это механический инструмент для разрезания металлических листов, жести, а также стальных прутков и проволоки из прочих видов металла. Также производят ручные ножницы по металлу (которые держат в руке при резке) и электрические. Рассмотрим подробно один из типов – ножницы на рычажном механизме.

Устройство рычажных ножниц довольно замысловатое. Как было упомянуто выше, этот механический инструмент и работает по принципу рычага. Процесс разрезания происходит с помощью двух ножей длиной около ста миллиметров. Один нож – неподвижен, он прикреплен к опоре, она называется станина и принимает на себя всё давление, возникающее при работе. В большинстве инструментов по станине перемещаются подвижные части, в данном инструменте принцип такой же. В неподвижной части имеется паз, по которому передвигается крейцкопф (или ползун). Это такая деталь, которая совершает движения туда-обратно, как шарнир.

Другое полотнище свободно двигается на кулисе, которая подаётся крейцкопфом. Эксцентриситет (число, показывающее отклонение конического сечения от окружности) ползуна составляет от 16 до 32 миллиметров, причем 32 миллиметра – это максимальный рабочий ход крейцкопфа. На конце подвижного полотнища имеется ручка длиной 500 миллиметров. Использование этой ручки позволяет умножить прикладываемое усилие во много раз (более чем в 20), что облегчает резку металлического листа. Это объясняется тем, что передаточное усилие увеличивает давление на ножи, поэтому такими ножницами резать намного легче.
Рычажные ножницы – характеристики и виды инструмента
Теперь обсудим общие технические характеристики! Габаритные размеры данного инструмента стандартно составляют 560х175х460 миллиметров (длина, ширина, высота). Вес, в среднем – 30 килограммов. Ножи изготовлены из высококачественной инструментальной стали, марки У8-У10 или Р9, Р18. Максимальная толщина стального листа, который рекомендуется к обработке, составляет 5 миллиметров, а вот сечение стального профиля – 70х6 миллиметров (максимум). Выше, в описании, подчеркивалось, что ножницы на рычажном механизме годятся также и для резки прутков. Наибольший диаметр прутка из стали – 13 миллиметров, ширина – 300 миллиметров.
Этот вид инструмента может выполнять два вида резки металла: прямую и проходную, но оба вида – только по прямой линии. Резка с изгибами на этом инструменте невозможна. Прямая резка – это рассечение материала одним движением. А проходная – это отделение одной части от другой секционно, в несколько движений ножей, по принципу классических ножниц. По такому признаку, то есть согласно длине лезвий, инструменты тоже отличаются: с длинными лезвиями – для прямого реза, а с короткими – для проходного. Существует также и комбинированный тип ножниц – для прямой, проходной и контурной резки (вырезание контуров).

Таким образом, типов рычажных ножниц существует три: прямые, проходные, комбинированные.
Надо учитывать, что резка металла рычажными ножницами хороша либо для больших объемов материала, либо для разрезания с целью раскройки металла. Для более филигранных работ, с вырезанием фигурных контуров (мелких), ажурных краёв и прочего декорирования – лучше воспользоваться ручными ножницами по металлу. Работать ими, конечно, по сравнению с рычажным типом инструмента, тяжелее физически, затрачиваемые усилия намного выше, однако для фигурного выкраивания рычажные модели не подходят.

Далее рассмотрим типы ножниц по возможности перемещения. Выпускаются ножницы портативного и стационарного типа. В обоих случаях инструмент должен быть надежно закреплен на рабочей поверхности. Это обязательное условие техники безопасности, и, кроме того, предотвращает искривление реза. Для закрепления переносной модели можно использовать струбцины – специальные зажимы, которыми прикручивают что-либо к верстаку либо скрепляют материалы между собой. Струбцина имеет винт, который, вращаясь, придвигает зажим к пластине, прочно затягивая материал между ними. В случае, когда рычажный инструмент планируется установить для постоянного пользования, нужно прикрепить ножки к рабочей поверхности стола болтами. Для болтов в лапках ножниц есть специальные отверстия, лучше использовать болты М10.
Рекомендации по работе с рычажными ножницами
В случаях, когда толщина обрабатываемого металла свыше 0,5 миллиметров, пользоваться ручными ножницами по металлу невозможно, необходимо прибегнуть к помощи более мощного инструмента – рычажных ножниц. Некоторые мастера называют их «силовыми» ножницами, и, как понятно из этого названия, они «сильнее» обычных. Работать нужно в специальных защитных перчатках, потому что можно порезать руки острыми краями листа.
Убедитесь, что ножницы крепко прикручены к рабочей поверхности. Металлический лист нужно расположить перпендикулярно ножам, держать полотно нужно ведущей рукой, у правшей – правой, у левшей, как известно – левой. О толщине полотна уже было сказано, однако, напомним, что максимальный размер стали листовой – 4 миллиметра, цветных металлов (латунь, алюминий) – до 6 миллиметров. Чтобы осуществить операцию успешно, следует установить лист под подвижный нож и плавно, без рывка, опустить рукоять вниз.
Работа по резке металла требует неукоснительного соблюдения техники безопасности, даже для опытных слесарей. Чаще всего, наблюдаются случаи порезов рук об острые края металлического листа, поэтому нужно одевать защитные перчатки (повторим для надежности это правило). Также распространены падения материала на ноги, что влечет за собой повреждения стоп и голеней. Особенно опасно падение листа ребром, а не плашмя, в этом случае возможно отсечение части конечности.
Инструмент должен быть правильно укреплен, то есть быть прочно прикручен к столу, а рабочий стол – не шататься. Необходимо поддерживать ножницы в чистоте и следить за их исправным состоянием. Работа на неисправном либо аварийном инструменте категорически запрещается по понятным причинам. В работе нужно соблюдать осторожность, сообщать о неисправностях и поломках инструмента, не пытаться их исправить самостоятельно. Нужно сообщить об инциденте слесарю по ремонту и наладке этого вида оборудования.

Работа на металлорежущем оборудовании опасна, с одной стороны, тем, что лезвия ножниц могут поранить руки рабочему, с другой стороны, работа с листовым металлом требует повышенного внимания и ответственности, так как заключает в себе дополнительную опасность порезов рук, ног и туловища. Одежда рабочего должна быть полуприлегающей и не иметь выпирающих и свисающих частей (длинных рукавов, косынок и прочего), чтобы исключить случаи зажимания частей одежды лезвиями инструмента.
Рычажные ножницы по металлу
Среди всех разновидностей разделительного оборудования, предназначенного для резки металла, рычажные ножницы считаются самыми простыми и компактными. Они могут иметь ручной привод, либо управляться электродвигателем. Универсальность рассматриваемого вида кузнечно-штамповочного оборудования даёт возможность устанавливать такие ножницы практически в любой хозяйственной мастерской, и – тем более – в небольших частных предприятиях, работающих с сортовым или листовым металлом.

Принцип действия и конструктивные особенности
В отличие от листовых ножниц с наклонным ножом (гильотинных), движение ножа в рычажных ножницах чаще всего происходит не по поступательной, а по вращательной траектории. Кроме того, в качестве основного исполнительного механизма используется не кривошипно-ползунный, а рычажный.
Наибольшее распространение приобрели рычажные ножницы, собранные по схеме одноплечевого рычага. При резке тонкого металла, с толщиной не более 0,7…0,8 мм применяются ручные слесарные ножницы, а при более толстом – стуловые ножницы, рычаг у которых намного длиннее. Кроме того, в схемах стуловых ножниц предусматривается возможность встраивания промежуточной зубчатой передачи. Это увеличивает длину траектории движения подвижного ножа, но снижает результирующее усилие, что важно, если агрегат имеет ручной привод.
Наиболее крупные исполнения стуловых ножниц позволяют разрезать листовой прокат стали толщиной до 8…10 мм, и сортовой прокат диаметром не более 22 мм.
Стуловые рычажные ножницы с ручным приводом конструируются таким образом, чтобы приводной рычаг имел форму сабли. Это позволяет приблизить траекторию движения к работе гильотинных ножниц: внедрение подвижной части рабочего инструмента в разрезаемый металл также происходит постепенно. В результате текущее значение усилия разрезки снижается. Неприводными (ручными) ножницами стулового типа можно резать сталь толщиной до 2…2,5 мм.
Типовая конструкция рычажных ножниц настольного исполнения представляет собой совокупность следующих узлов:
- станины;
- эксцентриковых или винтовых зажимов, посредством которых оборудование стационарным образом можно прикрепить к слесарному верстаку;
- нижней опорной рамы, на которую устанавливается неподвижная часть оснастки;
- саблевидного поворотного рычага с рукояткой (для ручных моделей). на нём устанавливается подвижная часть оснастки;
- оси с подшипником скольжения.
В приводных рычажных ножницах, кроме вышеприведенных узлов имеются также электродвигатель, клиноременная передача, а также кривошипно-шатунный механизм, который преобразует вращательное движение вала двигателя в качательное перемещение рычага. Иногда такое оборудование снабжается механизмом включения (муфтой и тормозом), и в таком виде уже мало чем отличаются от стационарных ножниц аллигаторного типа. Единственное их преимущество в данном случае состоит в отсутствии балансира, компенсирующего инерцию массивных деталей.
Ограничения рычажных ножниц и возможность их преодоления
Главный недостаток рычажных ножниц, не имеющих механического привода – необходимость совершать очень длинные перемещения, чтобы снизить усилие резки металла. Кроме того, при ручном приводе невозможно обеспечить постоянство скорости реза, что может ухудшать качество поверхности разделения металла. Удлиняя привод, приходится жертвовать габаритными размерами оборудования. Кроме того, удлинение плеча всегда ухудшает контроль за качеством прижима заготовки, и требует применения более мощных зажимов, удерживающих разрезаемый металл от смещения. При этом также нет возможности для качественного разрезания профильного проката: прутков, уголков и пр.
Указанные ограничения преодолеваются конструкциями с многозвенным рычажным механизмом реза, а также использованием различных способов усиления без участия мускульной силы. При этом механического привода не требуется.

В первом случае применяются преимущественно кинематические схемы с двумя рычагами. К основному рычагу (каждая из частей которого соединяется с другой частью при помощи общей оси), добавляется дополнительный, а его связь с основной парой достигается наличием цилиндрического стержня, имеющего реечный привод.
Реечный механизм состоит из следующих деталей:
- промежуточного рычага;
- возвратных пружин;
- поворотных скоб;
- винтовой пары, соединяющей рейку с промежуточным стержнем.
Этот способ, хотя и обеспечивает более высокое качество резки металла, но существенно усложняет схему рычажных ножниц. Изготовить такой вариант в домашних условиях весьма затруднительно, кроме того, усилие рабочего останется достаточно высоким.
Если вместо реечной передачи в промежуточном стержне разместить механический усилитель, то результирующая нагрузка заметно снизится. Такая разновидность ручных рычажных ножниц включает в себя, помимо основных рабочих элементов также:
- цилиндрический полый стержень;
- усилитель с самотормозящейся резьбой;
- соединительный стержень;
- подпружиненный фиксатор;
- противовес.
Наличие груза придаёт процессу резки металла ударный характер, за счёт чего удаётся повысить энергию реза, и разделять заготовки с большей толщиной или площадью поперечного сечения. Однако ударный характер приложения нагрузки утомляет рабочего (особенно при продолжительной работе), а амплитуда колебаний устройства на раме увеличивается. Для установки таких ножниц потребуются более надёжная опора и ровная поверхность пола. Производительность резки металла также снизится.
Наиболее современной считается трёхзвенная схема. В данном случае достигается требуемый компромисс между прилагаемым усилием и длиной перемещения подвижного инструмента.
Трёхзвенные рычажные ножницы
Установлено, что схеме, которая будет описана далее, возможно производить резку сортового и листового проката с размером поперечного сечения до 10 мм, чего в большинстве случаев бывает достаточно не только для собственных нужд, но и для изготовления стальных изделий в рамках небольшого бизнеса.
Такие ножницы состоят из следующих узлов:
- Станины, для изготовления которой понадобятся два равновеликих уголка с толщиной полки не менее 7 мм.
- Нижней опоры, к которой крепится рабочий инструмент.
- Верхней опоры, которая устанавливается в посадочное место, и имеет скос с целью уменьшения зазора между ножами в момент начала резки.
- Корпуса, крепёжные отверстия под ножи в котором стоит выполнять немного овальной формы, чтобы компенсировать возможные погрешности установки инструмента.
- Серьги.
- Соединительной оси.
- Крепёжных деталей.
Для изготовления всех деталей многозвенного механизма потребуется среднелегированная сталь марки 35 или выше.
Длина опорной рамы определяется максимальными размерами разрезаемого металла: габарит ручных ножниц будет в примерно два раза больше ширины заготовки. Тем не менее, конструкция получается достаточно компактной, и позволяет для своей установки использовать обычные слесарные тиски и соответствующих размеров верстак.
Схема крепления рабочего инструмента состоит в следующем. В оснастке, изготавливаемой из высокопрочной инструментальной стали марок У10 или У12 выполняются посадочные отверстия с раззенкованной конической частью, для того, чтобы крепление выполнялось впотай. Комплект должен включать варианты для разрезания профильного металлопроката. Для облегчения обслуживания оснастку стоит изготовить двусторонней. Далее производится термическая обработка до твёрдости не менее 54…56 HRC, и шлифовка с целью ликвидации вероятного коробления рабочего полотна. Готовая оснастка устанавливается в нижнюю и верхнюю посадочные части, и пригоняются один по другому таким образом, чтобы фактический зазор между подвижной и неподвижной частями не превышал 5…8% от толщины разрезаемого металла.
Обслуживание и эксплуатация
Основное регламентное обслуживание оборудования состоит в периодической заточке инструментальной оснастки (при первой эксплуатации ножи достаточно просто перевернуть на 180°). Заточку можно вести на шлифовальной машинке, используя карборундовый круг, после чего необходимо зашлифовать полученную поверхность. После многократных переточек стабильность зазора необходимо поддерживать установкой прокладок из стали. Их толщина устанавливается опытным путём.
Периодически проверяют зазоры в сочленениях, и смазывают их маслом «Индустриальное-20» или аналогичным.
Категорически не рекомендуется при изготовлении оснастки останавливаться на секторном варианте, который потребует сварки. Точность резки металла при этом неизбежно ухудшится.
Для улучшения надёжности монтажа настольных ручных ножниц с рычажным механизмом на слесарный верстак, его стоит усилить с противоположной стороны при помощи стального уголка, швеллера или толстой полосы.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Рычажные ножницы по металлу: фото, видео и создание своими руками

Рычажные ножницы по металлу являются востребованным инструментом, с помощью которого выполняются различные процедуры резки материалов — листового металла, жести, профилей, проволоки. Хотя на рынке предлагаются всевозможные ручные инструменты данного типа, не редко находятся авантюристы, предпочитающие сделать гильотинные приспособления своими руками.
Особенности устройства

Чертеж рычажных ножниц по металлу своими руками
- Гильотинные приспособления для резки металла основаны на рычажном принципе работы;
- Процесс резки осуществляется парой режущих поверхностей;
- При этом длина ножа по металлу может составлять порядка 20 сантиметров;
- Одна режущая поверхность прочно фиксируется на основании станка и на нее воздействует вся сила давления во время резки металла;
- Подвижная часть располагается на станине, что способствует выполнению резки высокой точности;
- На стационарном лезвии ручные инструменты предусматривают наличие специального паза для ползуна. Он предназначен для смещений ползуна по мере необходимости. Паз осуществляет перемещения в одной плоскости;
- Подвижная часть резака соединяется с ползуном;
- Рабочий ход данного ползуна обычно составляет 15-30 миллиметров;
- Подвижный нож прочно соединен с ручкой, длина которой составляет порядка 500 миллиметров. За счет нее в процессе резки можно прикладывать меньшее усилие своими руками, чтобы сделать нарезку листового металла нужного качества;
- Гильотинные приспособления имеют металлический корпус, что существенно продлевает срок службы, увеличивает нагрузки, с которыми может справиться инструмент во время резки листового металла, профилей, прутка;
- Ножи для резки изготавливаются из высокопрочной инструментальной стали. Это позволяет разрезать детали листового металла с минимальными усилиями и без деформации режущих кромок.
Используя гильотинные ручные приспособления для резки металла, можно своими руками обработать:
- Листы стали толщиной до 5 миллиметров;
- Изделия из листового алюминия толщиной до 6 миллиметров;
- Латунь толщиной 6 миллиметров;
- Металлические профили с сечением 6 на 80 мм;
- Стальной прут №13.

Фото использования рычажных ножниц по металлу
Чтобы приобрести ручные режущие инструменты или сделать гильотинные приспособления своими руками, вам потребуется сначала ознакомиться с разновидностями данных устройств.
Конструктивно рычажные ножницы почти не отличаются между собой. Потому основная разница заключается в типе используемого привода. Отсюда и классификация, разделяющая устройства на три основные категории.
- Ручные резаки. Это самые простые устройства для резки, в которых требуется воздействовать на лезвие своими руками, чтобы выполнить работу.
- Электрические. Отличаются высокой производительностью и скоростью работы. Чтобы сделать нарезку профилей, листового металла, прутка, не потребуется прикладывать никакие физические усилия.
- Гидравлические. Наиболее мощные виды оборудования, работа которых зависит от гидравлического привода. Широко применяются в процессе резки наиболее толстых и прочных материалов. В быту используются крайне редко.
Выбирая рычажные инструменты для резки листового металла, прутков, профилей, стоит обратить внимание на еще один важный параметр — длина исполнительного инструмента. От длины лезвий напрямую зависят возможности ножниц.
Выделяют три основных вида ножниц по длине:
- Короткие. Отличаются небольшими размерами, позволяют выполнять проходную резку материала;
- Длинные. Эти гильотинные приспособления обеспечивают прямое кроение, минимизируя прилагаемые усилия и время на обработку заготовок;
- Комбинированные. Могут выполнять резку листового металла, металлопрофилей, прутьев различным способом. Отличительная особенность — способность проводить контурную резку.
Использовать рычажные ножницы с целью обработки мелких изделий невозможно. Их основное предназначение — это резка и раскройка крупных заготовок и деталей.
Все представленные на рынке заводские рычажные ножницы и самодельные приспособления можно разделить на две большие группы:
- Стационарные. Надежно фиксируются на рабочем столе, верстаке специальными приспособлениями, предусмотренными конструкцией станка;
- Переносные. Также предназначены для фиксации на рабочей поверхности. Но в этом случае крепление осуществляется болтами или струбцинами. При необходимости их легко снять, перенести на другой участок для выполнения поставленных задач.
Ручные ножницы
Ручные гильотинные приспособления наиболее часто предпочитают выбрать для домашнего применения. Их несложные чертежи позволяют изготовить простые настольные агрегаты своими руками. С резкой листового тонкого металла они справляются великолепно.
Но прежде чем выбрать эти ручные инструменты, вам требуется знать, каких разновидностей они выпускаются. Такие знания позволяют при желании сделать самодельные ножницы по металлу. Хотя настольные заводские модели стоят немного, что не потребует от вас внушительных финансовых затрат на приобретение инструмента для применения в домашних условиях своими руками.
Ручные гильотинные устройства делятся на несколько типов:
- С прямым лезвием. Эти гильотинные устройства позволяют выполнить нарезку листового металла и прочих заготовок только по прямым линиям;
- С кривыми лезвиями. Если вам нужно из листового металла выполнить сложные элементы, сделать на заготовках отверстия, рекомендуется выбрать именно такие устройства;
- Стуловые. Полезная вещь для тех, кому нужно разрезать толстый пласт бумаги или сразу крупную стопку листов. Экономит время, требует относительно небольших физических усилий;
- Пальцевые. За счет своих тончайших резцов эти ручные ножницы способны выполнить требуемые аккуратные отверстия;
- Рычажные. Это настольные приспособления, которые необходимо прочно зафиксировать на столе или рабочем верстаке.
Ручные рычажные агрегаты предназначены для проходной и прямой резки по ровным линиям. Часто встречаются в мастерских, не редко используются в домашних условиях за счет своих возможностей и функциональности.
Рекомендации по эксплуатации
Гильотинные, рычажные, ручные, электрические, гидравлические виды ножниц нашли широкое применение в сферах обработки металла.
Имея в распоряжении рычажные ножницы, вам следует ознакомиться с основными правилами их использования. Это позволит не только правильно разрезать металлические заготовки, но и сохранить собственные руки в целостности.
- Прежде чем приступить к работе, наденьте прочные защитные перчатки. Так вы обезопасите себя от острых металлических листов. Они сами по себе могут нанести травмы, неприятные порезы, если просто взять их в руки, чтобы поместить на режущий станок.
- Прочно зафиксируйте ваши рычажные приспособления согласно инструкции от производителя. Для разных моделей ножниц могут быть свои особенности установки на рабочий стол. Потому первым делом изучите заводское руководство по эксплуатации.
- Разместите обрабатываемый лист металла перпендикулярно относительно лезвий ваших рычажных ножниц. Основание удерживайте правой или левой рукой, в зависимости от того, правша вы или левша.
- Аккуратно и постепенно надавливайте на ручку ножниц в направлении сверху вниз.
- Не забывайте надевать закрытую обувь, чтобы падающие металлические обрезки их не поранили.
- В качестве рабочего стола выбирайте конструкции с прочным и устойчивым основанием.
Работа рычажными ножницами по металлу — дело не сложное, но требующее соблюдения определенных мер безопасности.
Конструкция ножниц по металлу

Предназначение
Используются рычажные ножницы для резки металла на производстве, в частных мастерских. Они подходят для разрезания листов по прямой линии без отклонений по сторонам.
Использовать ножницы шлицевые можно в разных направлениях промышленности. Их часто используют строители для разрезания листового металла на строительных площадках, где нет доступа к промышленному оборудованию. Современные модели комплектуются аккумуляторами. С их помощью разрезают металлочерепицу, коньковые планки, сливные стоки.
Технические характеристики
У любого электроинструмента есть ряд параметров, которые определяют его возможности, производительность. К ним относятся:
- Максимальная толщина разрезаемых листов.
- Ширина реза.
- Скорость рабочего процесса.
- Мощность электродвигателя.
Отдельным параметром является тип электропитания. Это может быть прямое подключение к сети или использование отдельного аккумулятора.
Как у ручных, так и автоматизированных ножниц есть ряд технических характеристик, которые обуславливают их эффективность, точность, производительность. К основным параметрам относятся:
- Длина режущих частей.
- Наличие креплений для заготовок, дополнительных рабочих столов.
- Материал лезвий.
- Мощность оборудования (если речь идет про электрические модели).
- Масса, габариты инструмента.
- Допустимая толщина разрезаемых деталей.
Если говорить про электроинструмент, нужно отдельно обратить внимание на систему управления.
Разновидности
Шлицевые ножницы разделяются по нескольким критериям. Если говорить о автоматизации рабочего процесса, выделяется две группы:
- Ручные инструменты. Простые конструкции, принцип работы которые напрямую зависит от передаваемого усилия со стороны человека.
- Электрический инструмент. Автоматизированный механизм, которые требует от человека только включения, удержания по заданной траектории разрезания. Ускоряют производственный процесс, позволяют делать более точный рез.
Ручные и электрические модели позволяют делать криволинейные, прямые резы. По способу питания оборудование бывает двух типов:
- Подключение напрямую через сеть.
- Использование аккумулятора.
Первые модели считаются более мощными, однако, не позволяют проводить работы в труднодоступных местах без подключения к общей сети.

Ручные ножницы для резки металла
Рычажные ножницы по металлу разделяются по разным факторам. Если говорить о типе привода, можно выделить несколько групп:
- Гидравлические – приводятся в движение с помощью привода на гидравлике. Это мощные модели, которые предназначены для разрубания металлических прутьев, арматуры большого диаметра.
- Механические рычажные ножницы по металлу. Ручные устройства, которые приводятся в движение по принципу рычага.
- Электрические модели. Особенности инструментов — высокая скорость проведения работ, производительность. Рабочему не нужно прилагать усилий для раскроя металла.
По габаритам можно выделить две группы оборудования:
- Настольные модели. Инструменты небольшого размера, которые закрепляются на любом рабочем столе с помощью специальных зажимов.
- Полноценные станки, с литой станиной. Они используются на крупных предприятиях, оборудуются гидравлическим, электрическим приводами. Позволяют заниматься серийным производством.
Разновидности механических моделей:
- Прямые – классические ножницы для выполнения ровных резов.
- Резаки искривленные – бывают разной формы, зависимо от того, какой рез нужно сделать.
- Стуловые – используются для разрезания металлических листов большой толщины.
- Пальцевые – на них закрепляются маленькие резцы, с помощью которых происходит разрезание заготовок.
Отдельная классификация относится к длине лезвий. Они могут быть длинными или короткими.
Принципы выбора

При выборе шлицевых ножниц нужно обратить внимание на ряд параметров:
- Мощность электродвигателя. От этого зависит режущая способность, вес всей конструкции, ее габариты.
- Питание – от сети или аккумулятора.
- Толщина металла, которая допустима для разрезания.
- Скорость хода режущих лезвий.
Перед покупкой желательно подержать электроинструмент в руках, чтобы понять насколько он эргономичен, удобен во время удержания на весу.
Все электроинструменты имеют сильные, слабые стороны. Преимущества электроножниц:
- Возможность разрезать неровности на обрабатываемой поверхности.
- Скорость выше чем у ручных инструментов.
- Высокая точность реза. Просто удерживать прямую линию.
- Конструкция позволяет разрезать металлические листы в труднодоступных местах.
- Не происходит деформирования материала во время разрезания. Получается высокое качество готового разреза.
- Нет возможности разрезать металлические листы толщиною более 2 мм.
- Нижний нож приходиться часто менять, из-за того, что он быстро тупится.
- Большой угол разворота инструмента во время разрезания листового материала.
К отдельному недостатку некоторые рабочие относят большую массу профессиональных ножниц. Из-за этого их неудобно длительное время удерживать в руке во время работы.
Среди наиболее популярный зарубежных производителей электрических ножниц по металлу выделяются:
- Hitachi – Япония.
- Makita – Япония.
- Metabo – Германия.
- Bosh – Германия.
Среди отечественных производителей выделяются компании – Энергомаш, Калибр. Средняя цена на ходовые модели электроножниц – около 7000 рублей. У отечественных производителей цена ниже, чем у зарубежных. Цена повышается зависимо от мощности электродвигателя, качества сборки, типа электропитания, известности бренда, наличия дополнительных функций (подсветка рабочей зоны, лазерный указатель).

Модель электрических ножниц
При выборе рабочего инструмента необходимо обращать внимание на ряд факторов, от которых будут зависеть его возможности:
- Мощность привода.
- Размер рычага у ручных ножниц.
- Материал лезвия.
- Размеры режущих частей.
- Допустимая толщина обрабатываемых металлических листов.
- Габариты оборудования, его масса.
- Тип управления.
При выборе нужно проверять целостность отдельных элементов оборудования, наличие крепежных элементов, устойчивость инструмента.
Изготовление своими руками
Сделать электроножницы своими руками крайне сложно. Для этого нужно собрать прочный корпус из пластика. Главная сложность заключается в сборке рабочей части. Требуется подобрать твердый металл для изготовления режущих частей инструмента. Нельзя забывать про регулятор мощности, чтобы можно было работать с разными видами металлов.
Самодельные станки подходят только для ровных резов. Если нужно сделать фигурный рез, можно купить ручные ножницы по металлу. Найти чертежи самодельных станков можно в интернете. Достаточно подготовить расходные материалы, выполнить работы как указано на рисунках.
Если есть желание разместить в своей мастерской подобный инструмент, можно сэкономить, изготовить его самостоятельно. Для этого изначально необходимо найти чертеж в интернете. Далее нужно подготовить инструменты, расходные материалы для проведения работ:
- Сварочный аппарат.
- Электродрель с набором сверл по металлу.
- Болгарку с дисками.
- Металлические швеллера, уголки, пластину (около 4 мм), лезвия.
- Подшипники, трубу для изготовления рычага, вал.
- Болты, гайки.
Сборка самодельного станка:
- Изготовить станину из металлических уголков.
- Закрепить на металлической пластине неподвижный нож с помощью болтов. Усилить его сварочным швом.
- В одной из краев нижнего ножа, где нет заточки, сделать отверстие, закрепить в нем вал с подшипниками.
- На валу закрепить подвижный нож.
- Наварить рычаг для управления инструментом. Чем больше его длина, тем меньше усилий потребуется для разделения деталей.
- Дополнительно можно установить тиски, с помощью которых появится возможность удерживать детали при разрезании.
Проверить как передвигается нож. Если возникают затруднения, конструкцию, нужно пересмотреть, перебрать.
Для безопасного использования, нужно выучить правила работы с оборудованием:
- Работать используя защитные перчатки, очки.
- Закреплять заготовку с помощью дополнительных тисков, чтобы она не передвигалась при проведении работ.
- Смазывать подвижные механизмы моторным маслом по 1-2 раза за месяц.
- Если на электроножницах произошло зажевывание металла, нужно отключить их от сети, попытаться вытащить материал самостоятельно, не включая электродвигатель.
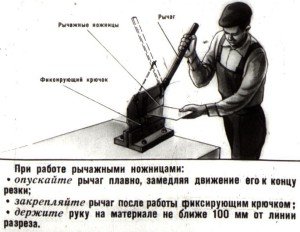
- Опускать рычаг плавно, замедлять движения к концу резов.
- Удерживать руку не ближе чем на 10 см от острой кромки.
- Проверять насколько надежно удерживаются разделяемые детали.
- Электрические модели запускать с помощью дополнительной педали, руки держать дальше от лезвия.
Правила эксплуатации относятся как к покупным, так и самодельным станкам.
Рычажные ножницы используются для разделения разных металлических деталей. Зависимо от того, какой толщины заготовки нужно разделять, требуется выбирать привод инструмента. При желании можно собрать их самостоятельно, использовать для помощи во время строительства, благоустройства дома, участка.
Ножницы рычажные своими руками
Эксплуатация
Чтобы не травмировать себя, выполнить работы успешно, необходимо соблюдать ряд правил эксплуатации электроинструмента или самодельных приспособлений. К ним относятся:
- Работать в прочных перчатках для защиты рук от стружки, порезов об острые края металлических листов.
- Использовать защитные перчатки.
- Желательно зафиксировать деталь неподвижно с помощью сторонних приспособлений, чтобы можно было удерживать, управлять электроинструментом двумя руками. Так резы будут получаться ровными.
- Очищать рабочие поверхности от постороннего мусора, ржавчины, налета.
- Проверять целостность провода, через который происходит подключение к общей сети. Не использовать скруток для его починки.
- Перед началом работ проверять заточку режущих частей ножниц. Если они затупились, или появились видимые дефекты, необходимо заменить подвижную часть. Купить новый элемент можно в строительном магазине или сервисном центре производителя.
- Нельзя пытаться разрезать инструментом заготовки свыше максимальной толщины, которая указывается в техническом паспорте.
- Желательно покупать новый электроинструмент. На него дается гарантийный срок.
- Если металл зажевался между режущими частями, требуется отключить электроножницы от сети, попытаться вытащить их вручную. Если не получается извлечь металлическую стружку, требуется разобрать рабочую часть для очистки.
- Во время разрезания детали, требуется удерживать ножницы перпендикулярно относительно линии реза. Отклонение в любую сторону приведет к появлению неровностей, заусенцев, зажевываний.
- Нельзя пытаться очистить режущие части от стружки при включенном проводе в сеть.
Нельзя начинать починку электроножниц самостоятельно без практического опыта. Так можно испортить их окончательно. Соблюдая правила эксплуатации, можно обезопасить себя от травм, брака заготовок.
Делаем роликовые ножницы самостоятельно из подшипников
Для резки листовой стали используются разные режущие инструменты, как ручные, так и электрические. Чтобы разрезать прямой лист оцинковки или нержавейки можно взять ручные ножницы по металлу, болгарку или электролобзик. Только все эти устройства не всегда удобно применять для разрезания листовой стали. Для таких целей выпускаются также роликовые ножницы для резки металла. Чтобы не пришлось покупать такой инструмент, его можно сделать своими руками.
Роликовые ножницы и особенности резки листового металла
В металлообрабатывающей промышленности для обработки листового материала используются роликовые ножницы или ножи. Ножами этот инструмент называют по причине того, что его работа основывается на применении двух режущих дисков. Процесс резания основывается на том, что ролики вдавливаются в листовой материал с двух сторон — сверху и снизу. При этом происходит его разрезание без применения каких-либо острых ножей. Роль режущих и острых ножей играют ролики, которые соприкасаются стенками друг к другу с двух сторон.

Ролики не только режут листовой материал, но еще и облегчают процесс перемещения инструмента по поверхности листа. Это означает, что резать роликовым ножом не только удобно, но еще и эффективно. Если сравнить работу устройства с ручными ножницами, то следует отметить такие достоинства:
- Скорость — разрезать лист стали роликовыми ножницами можно за считанные секунды, а использование ножниц требует много времени, которое зависит от длины разрезаемого материала
- Качество реза — роликовый нож режет не только быстро, но еще и высококачественно. При этом отсутствуют сколы, искривления, изгибы и т.п. в месте получения реза
- Физическая усталость — резание ручными ножницами требует прикладывания физических усилий, в то время как применение роликового инструмента исключает такую потребность. Для разрезания необходимо только перемещать ножницы роликовые по направляющим, выполняя тем самым разрезание листа стали
Роликовые ножницы классифицируют по типам ножей на три вида:
- Они располагаются параллельно. Самая популярная разновидность режущего инструмента, который предназначен исключительно для раскроя материала на полосы, то есть резка выполняется в прямолинейном направлении
- Имеют один наклон. Они предназначаются для нарезания не только ровных полос листового материала, но еще и для вырезания заготовок круглого и кольцевого типа
- С несколькими наклонами. Такие роликовые устройства предназначаются непосредственно для нарезания разной формы заготовок — кольцевые, круглые, криволинейные и т.п.
После разрезания край материала не нуждается в дополнительной обработке, так как он получается ровным, без сколов и задиров.
Чем разрезать лист металла в домашних условиях
В промышленности используются роликовые ножницы для резки листового металла заводского производства. Отличительными их особенностями является высокая точность, большой срок службы, а также отсутствие необходимости изготовления своими руками. Часто в домашнем хозяйстве возникает потребность в получении ровных полосок из листовой стали, которые используются для разных целей. Если нужна одна полоска, то нет необходимости покупать или делать такое устройство, так как можно использовать обычные ножницы по металлу. Если же необходимо раскроить весь лист или выполнять работы по раскрою регулярно, тогда обзавестись роликовым ножом необходимо обязательно.
Покупать такое устройство заводского производства не имеет оправданного смысла, так как цена составляет от 15 тысяч рублей и более, что зависит от конструкции, размеров и качества устройства. Роликовые ножницы для резки листового металла можно сделать своими руками в домашних условиях, воспользовавшись для изготовления имеющимися расходными материалами. Такой способ хотя и требует затрат времени, но зато позволяет сэкономить средства, получив в итоге универсальный режущий инструмент для раскроя листов из нержавеющей стали, оцинковки и т.п.
Особенности изготовления инструмента самостоятельно
Если устали резать листовой металл ножницами или болгаркой, то отличной альтернативой на замену этих инструментов является роликовый нож. К числу достоинств этого устройства можно отметить бесшумность работы, а также отсутствие энергопотребления. Кроме того, имея такое устройство в домашнем арсенале, можно даже зарабатывать, когда соседям понадобится раскроить листовой материал из металла.
Покупка инструмента оправдана только в одном случае, когда необходимо выполнять работы в большом количестве. И даже в этом случае можно сделать устройство своими руками, чтобы пользоваться им в профессиональных целях. Конструкций рассматриваемых устройств бывает много, поэтому сделать устройство самостоятельно вовсе не трудно, если понимать принцип работы устройства.
При изготовлении самодельного инструмента надо учитывать следующие свойства:
- Режущие ножи — их должно быть два, которые располагаются один сверху, а второй снизу. Ножи должны быть изготовлены из качественного сплава, который имеет прочность выше, чем разрезаемые материалы. В качестве ножей используют подшипники, которые полностью удовлетворяют описанным требованиям
- Основание — одновременно выступает в качестве поверхности, на которой располагается лист стали, а также направляющим для перемещения роликовых ножниц при резке листа или нарезании полосок
- Корпус приспособления — для изготовления обычно используется стальной уголок толщиной 3 мм и размером стенок 40-60 мм
- Вспомогательные инструменты — они предназначены для закрепления листового материала к поверхности стола во время его разрезания
На срок службы самодельного устройства влияет такой показатель, как качество его изготовления. Причем касается это даже качества подшипников, поэтому если беретесь за дело, то для этого понадобится соответствующий подход.
Из чего сделать роликовый нож
С покупкой роликовых ножниц не возникает трудностей, так как такой станок можно найти в интернет-магазине, и заказать его. Трудность только в том, что на его покупку придется выложить немалую сумму средств, которые окупятся не скоро, если использовать такое оборудование не часто. С собственноручным изготовлением не понадобится никаких затрат, но самая большая трудность — это выбрать необходимые материалы, и собрать из них полноценные роликовые ножницы.
Использование самодельного станка позволяет разрезать такие виды материалов:
- Оцинкованная сталь
- Нержавеющая сталь
- Алюминий
- Стальные листы толщиной до 0,5 мм, например, оконные откосы металлопластиковых окон
Для изготовления режущих ножей используются подшипники. Диаметр этих подшипников зависит от размера корпуса роликового ножа, но обычно используется 20-30 мм шариковые подшипники. Чтобы подшипники обеспечивали разрезание материала, необходимо их торцевые грани сточить, сделав их строго под углом 90 градусов. Именно от этого зависит эффективность инструмента.
Перед тем, как сделать режущий инструмент роликового типа, надо разобраться с его принципом применения. Заключается применение на том, что самодельный нож движется по направляющим. В качестве таких направляющих используется угловая часть верстака или стола. На поверхности стола размещается разрезаемый лист, и чтобы рез получился ровным и аккуратным, его следует зафиксировать в неподвижном положении. Сделать это можно при помощи двух струбцин и деревянного бруска соответствующей длины. На лист укладывается брусок, а затем он фиксируется с двух сторон струбцинами, тем самым обеспечивая неподвижность во время обработки.
Инструкция как сделать роликовые ножницы из подшипников своими руками
Как уже говорилось, вариантов изготовления самодельного роликового режущего инструмента много, но какой выбрать для себя, зависит не только от возможностей, но еще и наличия необходимых расходных материалов. Если понадобился простой самодельный роликовый нож, то сделать его можно из подшипников. Принцип изготовления простой, и для начала разберемся, какие инструменты и материалы понадобятся для того, чтобы его сделать:
- Два подшипника 204 или 205. Использовать можно и другие подшипники, какие есть в наличии. Они не обязательно должны быть одинакового размера
- Уголок 50-60 мм длиной до 30 см
- Резьбовые соединители, шайбы, гайки и прочие мелкие расходники
- Стальная трубка, из которой необходимо изготовить рукоятку для роликовых ножниц
- Из инструментов понадобится сварочный аппарат, а также дрель и болгарка
Когда все необходимые материалы готовы к работе, можно приступать к делу. Инструкция по самостоятельному изготовлению роликового ножа имеет следующий вид:
- Сначала необходимо подготовить уголок, так как он будет выступать в роли корпуса, на котором будут размещаться дополнительные элементы
- Стачиваем кромку подшипников. Причем сделать это нужно так, чтобы в итоге кромка получилась с острым углом. На обоих подшипниках необходимо «снять» кромку, так как от этого зависит возможность применения роликовых ножниц по назначению
- Далее необходимо просверлить отверстие в уголке, и закрепить на нем один подшипник. Для закрепления используется болт с потайной шляпкой. Для закрепления подшипника используется также шайба, за счет которой будет обеспечиваться надежный прижим к стенке уголка
- Подшипник крепится так, чтобы его наружная обойма выступала на 1-2 мм сверху от края уголка. Немаловажно предусмотреть возможность его регулировки соприкосновения со вторым подшипником, подложив шайбы с внутренней стороны
- С обратной стороны при закреплении подшипника нужно предусмотреть, чтобы шляпка крепежного болта была утоплена в основании уголка. Это надо для того, чтобы самодельный инструмент свободно перемещался по краю верстака. Если утопить шляпку не получается, то можно сделать для нее паз в конструкции верстака, что также вполне уместно при использовании самодельных ножниц
- Первая часть работ на данном этапе считается выполненной, поэтому следует перейти к изготовлению второй части. Это рукоятка, второй подшипник, а также отгибатель листа
- Используя аналогичный уголок длиной в 2 раза меньше, необходимо закрепить на нем второй подшипник. Предварительно уголок при помощи болгарки необходимо вырезать такой формы, как показано на фото ниже
- На торцевую часть полученной заготовки необходимо закрепить подшипник, просверлив предварительно отверстие
- Заготовку из уголка приварить к основной части так, как показано на фото. При этом важно учитывать, что верхний подшипник должен вплотную соприкасаться с нижним подшипником, а его наружная обойма должна располагаться на расстоянии к основанию уголка до 1 мм
- В завершении необходимо присоединить ручку к получившейся установке, чтобы удобно было работать
В итоге получается самодельный режущий инструмент для резки металлических листов толщиной до 0,5 мм. При использовании устройства надо учитывать, что предназначается оно исключительно для работы с листовыми материалами. В процессе эксплуатации будет изнашиваться кромка подшипников, поэтому целесообразно предусмотреть при изготовлении возможность регулировки соприкосновения подшипников. Все подробности изготовления и применения такого инструмента на видео ниже.
В завершении для примера стоит привести пример того, сколько стоит заводской роликовый нож, а также, какие технические параметры он имеет. Для примера рассмотрим станок марки Trim Cutter 3017 и его технические параметры:
- Толщина листового металла максимальная — 0,7 мм
- Вес устройства составляет 4 кг
- Габаритные размеры — 220х180х260 мм
- Стоимость от 25 000 рублей
Исходя из вышесказанного, можно отметить, что сделать роликовые ножницы для резки тонколистового металла своими руками вовсе не трудно. Для этого не понадобится много сил и расходных материалов. Уделив всего 3-4 часа свободного времени, можно сделать высокоэффективный режущий инструмент в домашних условиях. С роликовыми ножницами не понадобится думать, чем отрезать металлический лист при монтаже оконных откосов или как порезать оцинковку на полоски, так как с ним любые подобные работы выполняются легко, быстро и эффективно.