

Пайка феном микросхем температура паяльника
Правила работы паяльным феном
Инструментальная электроника развивается одновременно с электроникой общей, что выливается в непрерывное совершенствование применяемых во время ремонта инструментов.
Одним из таких инструментов стал паяльный фен. Многие современные бытовые приборы, такие как телевизоры, планшеты, ноутбуки, можно отремонтировать только с его помощью.
Что необходимо для работы
 Паяльный фен, который еще называют термовоздушной паяльной станцией, представляет собой многокомпонентный инструмент с большим числом функций, для ремонта современных устройств. Он позволяет выполнять пайку компонентов СМД, конденсаторов, светодиодов и других деталей. То же касается и чипов BGA-типа, делающих монтаж более плотным. Сегодня почти каждая электронная начинка в современных устройствах изготовлена таким образом.
Паяльный фен, который еще называют термовоздушной паяльной станцией, представляет собой многокомпонентный инструмент с большим числом функций, для ремонта современных устройств. Он позволяет выполнять пайку компонентов СМД, конденсаторов, светодиодов и других деталей. То же касается и чипов BGA-типа, делающих монтаж более плотным. Сегодня почти каждая электронная начинка в современных устройствах изготовлена таким образом.
Чтобы паять смд-компоненты, необходимы такие материалы и приборы:
- собственно, сам фен;
- насадки к нему;
- флюс с паяльной пастой;
- оплетка из меди;
- какое-нибудь приспособление для поддевания деталей (пинцет, например);
- средне-мягкая щеточка;
- линза;
- паяльник с более тонким жалом по сравнению со стандартным;
- трафарет для «перекатки».

Грамотно работать паяльным феном – значит соблюдать осторожность, иметь ангельское терпение, и быть предельно аккуратным.
Последовательность действий на примере смд-компонента
 Допустим, на рабочей печатной поверхности ремонтируемого электронного блока находится сгоревшая смд-шка, нуждающаяся в демонтаже. Чтобы ее удалить и поставить новую, нужно выбрать для фена компактную насадку и подготовить флюс.
Допустим, на рабочей печатной поверхности ремонтируемого электронного блока находится сгоревшая смд-шка, нуждающаяся в демонтаже. Чтобы ее удалить и поставить новую, нужно выбрать для фена компактную насадку и подготовить флюс.
Температурный режим на паяльном фене устанавливают в пределах 345-350 градусов при помощи регулятора. Потом наносят флюс на подлежащую замене деталь, и приступают к медленному «прогреву».
Напор воздуха в процессе не должен быть чересчур сильным, в противном случае есть риск сдуть рядом стоящие элементы. Виновника поломки продолжают греть до начала плавления припоя, что сразу будет заметно.

На прогрев может уйти минуты три, и это нормально, спешка не нужна. При продолжительном «упорстве» припоя нужно добавить градусов 5.
После разжижения припоя осторожно демонтируют смд деталь. В процессе важно не ушатать компонентов-соседей, так как они наверняка потеряли устойчивость из-за расплавления удерживающего их припоя.
По завершению операции медной оплеткой нужно выполнить зачистку «пятачков» (контактных площадок), потом обеспечить мелкие бугорки на тех же местах паяльной пастой или припоем.
Исправный smd укладывают на старое место при минимальном количестве флюса. Греют деталь паяльным феном до кондиции, когда припой ярко заблестит, растекаясь по каждому из контактов.



Особенности работы с микросхемами BGA
При пайке микросхем типа BGA выбирается тот же температурный диапазон от 345 до 350 градусов с обеспечением умеренного воздушного напора для предотвращения сдувания «соседей». В процессе работы паяльный фен должен удерживаться под углом 90 градусов по отношению к плате. Во избежание выхода из строя чипа не стоит его прогревать только по центру, лучше обходить монтажный элемент по периметру.

После истечения 1-3 минуты можно сделать попытку слегка приподнять чип над платой при помощи пинцета. Если чип не поддается, значит припой все еще твердый. Чтобы избежать повреждения токопроводящих дорожек платы, нужно регулятором на фене «накинуть сверху» градусов 5 температуры и продолжить греть.
Подогрев снизу
 Данный прием не только полезен в работе с паяльным феном, но и повышает удобство пайки.
Данный прием не только полезен в работе с паяльным феном, но и повышает удобство пайки.
Плату закрепляют зажимом, устанавливают 200-градусную температуру и прогревают в течение пяти минут, после чего начинают работать, как обычно.
При помощи термоскотча можно экранировать рядом стоящие элементы.
После снятия чипа вышеупомянутой оплеткой очищают контакты. Аналогичным образом поступают и с платой.

Все процедуры надо проводить аккуратно, чтобы не допустить повреждений схемы. Если под рукой нет оплетки из меди, удалить припой можно при помощи паяльника с утонченным жалом.
Процедура реболлинга
Для проведения реболлинга чип помещают в трафарет, и закрепляют специализированной изолентой. С тыльной стороны пальцем или шпателем наносят паяльную пасту, затем настраивают фен на температурный режим около 300 градусов и начинают прогревать. После появления характерного блеска от расплавленной паяльной пасты дают припою полностью остыть.



Для освобождения трафарета от чипа убирают изоленту и прогревают трафарет примерно до 150 градусов, в конце процедуры деталь должна освободиться. Бывает, что сходу невозможно достать деталь из китайского трафарета, поэтому может возникнуть необходимость аккуратно ее зацепить.
Во время обратной пайки микросхемы оценивают риски, выкладывают чип необходимое количество раз для точного совпадения пяток и шаров. Потом выставляют на паяльном фене температуру от 330 до 350 градусов и греют до тех пор, пока расплавленный припой не даст возможность чипу самому встать на место.
Пайка феном микросхем температура паяльника
Станция AOYUE 968
У моего знакомого такаяже он паяет 300-340 у ней в реальности повыше температура чем у Lukey. А вообще эксперемент на трупах это правельно сказано.
Подскажите оптимальную температуру при снятии деталей с платы телефона феном и сколько по времени нужно при этой температуре греть?
Температуру выставить в районе 350-400 С.Желательно при этом использовать нижний подогрев платы.Греть нужно до полного плавления припоя.Микросхема при этом должна смещаться легко не прилагая усилий.
В китайских паяльных станций, температура скачет (зависит), как правило, не от модели, а от партии нагревательного элементы.
Правильно. Каждый паяльник, особенно китайский, необходимо вначале откалибровать. Ставите на 200 градусов), берете лабораторный жидкостный(!) термометр и проверяете. Такой термометр со шкалой от -50 до +400 найти трудно, легче — до 200.
Российские жидкостные термометры точны, на то есть ГОСТ.
После замера маркером ставите новые точки.
простите за глупый вопрос, но на какой температуре паять джойстик на сониэриксон ? у него там есть пластик, не хотелось бы чтобы он поплавился .. .
Я снимаю феном и выкидываю, потом ставлю новый, зачем заморачиваться он стоит копейки. А сажу его паяльником!:icq03:
Да оплёткой оторвать пятак нараз.Паяльник+жир и постепено снимается.Температура минимальная.
Разумеется, если тянуть когда припой не расплавлен. И если пользоваться жиром. Вроде бы нормальный флюс недорого стоит в наше время.
Напоминаю как правильно пользоваться впитывающей припой плетеной лентой (оплеткой): тянуть за нее категорически нельзя, пока припой полностью не расплавился! Если не уверены в своем пальнике и руках, установите еще фен на штативе так, что бы место снятия припоя было постоянно разогрето. От использования обычного паяльника (желательно с широким жалом), тем не менее, это не избавляет.
При правильном же (аккуратном) снятии м/сх. BGA потребности использовать оплетку не возникает.
При достаточной сноровке пятаки отрываться не будут. Хитрость тут одна: нужен нормальный прогрев. И без дополнительного подогрева.
На счет сноровки- согласен.Она нужна во всем + аккуратность. А вот насчет нормального прогрева без подогрева, так это практически масло маслянное. Я не спорю о том что можно обойтись в определенных случаях без дополнительного подогрева, НО необходим равномерный прогрев, как минимум для увеличения срока службы ПП любого устройства подобного моб.телу. Неравномерный прогрев на мой взгляд — путь к медленной смерти при применяемых технологиях, хотя я и не готов сказать что я знаток тех.условий на ПП для моб.телов, но абсолютно представляю технологию изготовления таковых, а тем более являюсь их разработчиком:icq01:. А потом задаемся вопросом- А откуда беруться микротрещины. Так вот одна из мною предполагаемых- это неравномерность прогрева возможно в процессе эксплуатации, понятно что изгибы вносят свою корректировку, а если еще добавить недопроектирование, сервис- то. ну в общем может быть все:icq20: Повторяю- пост направлен не на спор, а только на обнародование моего личного мнения.
Насколько я понимаю в названии темы температура, которая измеряется в градусах.А где эти градусы?Вместо них рассуждения без цыфер.
.
Действительно, согласен! Сам пользуюсь станцией Lukey 852D+. При пайке контролирую температуру инфракрасным термометром- точность 2 град. + зависимость от расстояния до измеряемой поверхности (при отдалении термометр показывает среднюю температуру всей площади, попавшей в угол обзора термометра), станция показывает в попугаях температуру:icq10:, а именно 250, но в реалии не понятно на каком расстоянии от сопла.Плату прогреваю до 150-160 градусов а затем локально (феном) повышаю температуру до 220-230 градусов (опять же контролирую инфракрасным термометром, а говорю 220-230, потому что у него предел 220 град.- а далее интуитивно. ), стабилизирую на этом уровне температуру и через 5-10 секунд снимаю корпус. Это без компаунда. Безсвинцовые поддавались при тех же условиях.
PS. Наблюдал, что уже при температуре в 200 град. свинцовый припой уже плавится.
. А где эти градусы?Вместо них рассуждения без цыфер.
Хотите цифр? Вот Вам: на SP 852D+ постоянная рабочая t — 333С, на такой же, но производства Aoyue — хватает 300-310С.
Истину каждый ищет для себя сам.
Единственное, что следует отметить: спешка в этом деле не нужна, лучше понизить немного температуру и продлить процесс пайки на 30 секунд, чем подарить клиенту новую микруху. Как бы не хотелось ускорить процесс задиранием температуры.
Неравномерный прогрев на мой взгляд — путь к медленной смерти при применяемых технологиях. А откуда беруться микротрещины. Никаких микротрещин. Если речь о микросхемах, то пробовал рассматривать в микроскоп микрухи, прошедшие 20 и более «пересадок» — все нормально. А вот платы — более нежные в этом отношении из-за их большой площади. Хотя на практике и это не заметно.
простите за глупый вопрос, но на какой температуре паять джойстик на сониэриксон ? у него там есть пластик, не хотелось бы чтобы он поплавился .. .
Отпаивать джойстик или припаивать ? Приваивать его надо паяльником,а отпаивать феном(я грею на 300-350 градусов, паялка лаки 702,а как снимать джостик не опаляя пластик есть статьи,фен при этом не требуется.)
простите за глупый вопрос, но на какой температуре паять джойстик на сониэриксон ? у него там есть пластик, не хотелось бы чтобы он поплавился .. .
У меня Lukey 702
дабавляю флюс снимаю джойстик (феном) за 5 сек. 450 С и максимум воздух, на шлейфах 250 С, Микросхемы 360-370 С
Как научиться правильно паять
У профессионалов заголовок статьи может вызвать снисходительную улыбку. Казалось бы, чего тут сложного? Зачистил контакты, зачерпнул носиком паяльника немного припоя, и приложил к точке соединения. Для опытного радиолюбителя этот процесс действительно не вызывает проблем. Но если все (в том числе профессионалы) знают, как правильно паять паяльником, откуда берутся не пропаянные платы, замыкания соседних контактов между собой, и детали, вышедшие из строя от перегрева?

Наш материал расскажет начинающим мастерам, как научиться паять традиционными и нестандартными способами, а для тех, кто считает себя профессионалом, поможет повысить квалификацию.
Что такое пайка
Не ссылаясь на «википедию», объясним своими словами. Пайка, это соединение металлических контактов с помощью токопроводящего расплава, с последующим его застыванием. При этом, в отличие от сварки, ни одна из соединяемых деталей не должна плавиться в процессе. Разумеется, после застывания токопроводящего расплава (припоя), должна быть обеспечена надежная электропроводимость соединения. Сопротивление контактов не может влиять на характеристики электросхемы.
Общие правила работы с паяльником (подробно все эти пункты мы рассмотрим в обзоре)
- Место соединения должно быть механически зачищено от загрязнений, защитного покрытия и окислов (если позволяют размеры и конструкция деталей и проводников).
 На чем можно акцентировать внимание: некоторые металлы в принципе не могут быть очищены от оксидной пленки, по крайней мере на воздухе. Только под непрерывным слоем специальных флюсов (речь идет об алюминии и сплавах на его основе). Дело в том, что «крылатый металл» окисляется моментально.
На чем можно акцентировать внимание: некоторые металлы в принципе не могут быть очищены от оксидной пленки, по крайней мере на воздухе. Только под непрерывным слоем специальных флюсов (речь идет об алюминии и сплавах на его основе). Дело в том, что «крылатый металл» окисляется моментально. - Для обезжиривания точки соединения применяются специальные очистители: флюсы.
 Они не должны оказывать разрушающего воздействия на металл, с которым вы работаете. Даже если место соединения кажется идеально чистым, пайка без флюса практически невозможна. При касании нагретого жала паяльника, происходит термическое окисление.
Они не должны оказывать разрушающего воздействия на металл, с которым вы работаете. Даже если место соединения кажется идеально чистым, пайка без флюса практически невозможна. При касании нагретого жала паяльника, происходит термическое окисление.
Важно: металлы, применяемые в электротехнике (алюминий, медь, серебро, золото), в чистом виде обладают неплохой адгезией. Стандартные припои как бы прилипают к поверхности, надежно фиксируясь после застывания. Слой оксидной пленки не просто препятствует «прилипанию», он еще и является диэлектриком.
А флюсы при нагреве активируют свои очистительные свойства, и не просто удаляют невидимые загрязнения, но и препятствуют окислению.
Для различных материалов разработаны специальные флюсы. Используются даже кислоты.
- Форма и размеры рабочего кончика жала паяльника должны соответствовать контактам и условиям пайки. Материал не имеет значения: это может быть медь, керамика, или твердые сплавы, покрытие серебряным напылением.

- Выбор мощности — для пайки печатных плат подойдет диапазон 25–60 Вт. Слишком высокая температура может не просто перегреть место пайки, некоторые радиодетали выходят из строя при термическом воздействии. Обратная сторона медали: низкая температура будет отводиться из зоны пайки массивными контактами или толстым теплопроводным проводником. Придется долго держать жало в рабочей зоне — отсюда снова перегрев деталей. Например, когда встает вопрос, как выпаять конденсатор, важно точно знать градус. Золотое правило пайки: высокая температура и кратковременный нагрев. Это умение приходит только вместе с опытом.
- Подбор припоя. С точки зрения адгезии — все виды работают неплохо. То есть, подбор для определенного металла контактов — это не задача №1. А вот к температуре плавления следует относиться внимательно. С одной стороны, легкоплавкие составы позволяют минимизировать тепловое воздействие на детали. С другой стороны — это создает две дополнительные проблемы:Во-первых, легкоплавкий припой так же быстро «отпаивается». Если температурный режим контактного соединения не очень благоприятен, есть возможность потери контакта при работе.Во-вторых, вы обязательно столкнетесь с тем, что припой уже в жидком состоянии, а контакты еще не прогрелись для нормальной адгезии. В результате снова перегрев точки пайки.
Повторимся, это лишь теоретические основы, из которых пока не ясно, как паять паяльником. Подробные инструкции увидите далее.
Подбираем паяльник
Если вы не занимаетесь радиоделом профессионально (скорее всего это так, иначе вы не изучали бы этот материал), у вас в арсенале обычный паяльник в одном экземпляре. О паяльной станции речь и вовсе не идет, поскольку это достаточно дорогой (хотя и очень удобный комплект). Но для начинающего мастера это излишество.

Вернемся к паяльникам. Классика — это нихромовый нагреватель и медное жало. На самом деле, это лучшее сочетание, но для ручного управления. Никакого контроля за температурой, плавный медленный нагрев. При этом медное жало отлично держит градус, и зачастую компенсирует теплоотвод в месте пайки. Еще одно преимущество — мягкий материал позволяет формовать любую конфигурацию наконечника. Можно буквально расклепать и выпилить жало под конкретный вид пайки.
Единственный недостаток — медь быстро выгорает, и такой тип жала фактически является расходным материалом. Его постоянно приходится обтачивать напильником.
Совет: прежде чем формировать кончик напильником, обязательно поработайте молотком. После уплотнения медного стержня он продержится дольше. Немного потерянного времени с лихвой компенсируется удобством работы.

На иллюстрации изображена классическая форма «отвертки». Универсальный кончик для большинства любительских работ.
Если ваш «нагревательный прибор» оснащен регулятором температуры — необходимо учитывать инертность меди. Заданную цифру он набирает медленно, и также неторопливо остывает.
Керамическое жало с серебряным напылением — это современный аксессуар. Если стоит вопрос, как работать с деталями SMD формата, или как выпаять микросхему из двухсторонней платы — это ваш вариант. Однако им не так удобно паять мощные теплоемкие провода и контакты.

Такой паяльник моментально греется, и на нем можно точно контролировать градусы (при наличии регулятора).
Способ нагрева может быть любым. Такой же керамический нагреватель, как и жало, или нихромовый. Еще на медных паяльниках применяются индукционные нагреватели, но это скорее экзотика.
Как выпаять микросхему паяльником
Подцепив микросхему отверткой и оказывая на нее небольшое давление, одновременно прогревая ноги микросхемы, расположенные с одной из сторон паяльником, можно постепенно ее выпаять. Как это сделать более подробно показано в видео внизу статьи (смотрите начиная с 15 мин 15 сек).
Как припаять или выпаять микросхему без паяльника
Вы уже поняли, что для успешной пайки требуется разогрев детали до температуры плавления припоя. Его можно расплавить с помощью тепловой пушки, или паяльного фена. Это аналог фена строительного, только он компактный и часто оснащен специальными формованными соплами.

С его помощью прогревается рабочая зона, при этом припой плавится не в определенной точке, а на относительно большой площади. Это эффективный способ, особенно если необходимо выпаивать микросхему (все ножки нагреваются одновременно). Но при таком способе есть риск повредить саму деталь от перегрева.

Если вы извлекаете неисправный элемент — нет проблем.
Вообще, паяльный фен необходимо использовать только в случаях, когда традиционный способ пайки невозможен. Например, при монтаже SMD деталей (кто не знает — у них нет ножек) на радиаторную пластину.
Выбор флюса
Речь пойдет о пайке медных деталей. Для железа и алюминия существуют специальные кислотные составы, это тема отдельного материала.
На самом деле, это личное предпочтение каждого. Надо просто попробовать различные составы, и определить для себя лучший. Кому-то нравится паяльный жир (консистенция, как у солидола), некоторые любят жидкий флюс. Мы расскажем о традиционной канифоли.

Точнее — как правильно с ее помощью паять.
Этот флюс на основе сосновых смол, обладает отличными чистящими свойствами. Он обеспечивает механическую, и химическую очистку, кроме того, хорошо защищает поверхность от окисления при нагреве. Недостаток один: в чистом виде канифоль твердая. Это значит, что ее нельзя заранее нанести на соединяемые детали. Однако технология есть:
- коснувшись канифоли жалом паяльника, набираем на него припой;
- погружаем ножки детали или провод во флюс с помощью паяльника (он плавится), при этом поверхность покрывается тонким слоем припоя;
- аналогично наносим припой на место пайки;
- состыковываем залуженную деталь (провод) с местом пайки;
- касаемся паяльником флюса, затем набираем припой, снова макаем в канифоль;
- сразу же переносим жало в зону пайки.
Таким способом паяют детали уже многие десятилетия. При определенной сноровке, ограничений по выбору материалов для соединения нет. Именно такая методика идеально подходит для тренировок. Если вы ее освоите — остальные способы будут казаться еще проще.
Совет: для очистки поверхностей пайки, на которых есть слой окисла, подойдет обычный аптечный аспирин. Он содержит в себе ацетил салициловую кислоту. Его надо растереть в порошок, и нанести на контакты.
Пайка с помощью жидких или пастообразных флюсов
Преимущество таких составов в том, что их можно предварительно нанести на точку соединения. То есть, флюс начинает работать еще до нагрева. При касании паяльником, происходит вторая ступень реакции, и жидкий флюс служит смазкой для растекания припоя.
Еще один плюс — пастообразный или жидкий очиститель увеличивает пятно контакта. Основная проблема пайки не плоских предметов — площадь передачи тепла от паяльника минимальна. Если место касания смочено флюсом — температура передается эффективнее.
Единственный недостаток: нет механического воздействия на поверхность.
Информация: некоторые профессионалы старой закалки растворяют сосновую канифоль спиртом или более жидким флюсом, и получается эффективный состав практически без недостатков.
Каким припоем паять
Эти сплавы изготавливаются на основе олова, свинца, меди, никеля, или серебра. Для работы с монтажными платами и бытовой проводкой применяется оловянно-свинцовый припой (ПОС). Несмотря на большое разнообразие, их можно разделить на два вида:
- мягкие (температура плавления до 300°C);
- твердые (температура плавления свыше 300°C).
Форма выпуска любая: кусковая, проволока, порошок, паста. Универсальный вариант — проволока до 2 мм в диаметре. Ее удобно набирать на жало паяльника или вводить непосредственно в зону пайки.

Интересное предложение от производителей — паяльная паста, или порошок. Это мелкодисперсный припой, в который для вязкости добавляют жидкий флюс. Получается консистентный состав с высокой адгезией, которым можно паять без предварительного флюсования. Просто наносим пасту на контакты, и производим нагрев.

Можно работать без традиционного паяльника, с помощью паяльного фена. Благодаря тонкому помолу, припой плавится быстро, и моментально растекается по рабочей зоне (с помощью флюса).
Для начинающего мастера это неплохой вариант. Работать просто, но вы не сможете научиться качественно паять в тяжелых условиях: когда под рукой нет хорошего флюса и припоя.
Как паять медью
Медь, никель или серебро, используют в качестве основы для специализированных припоев, которые не применяются в бытовой электронике. Медные припои имеют температуру плавления 800–900°C, поэтому работать с ними в относительно нежных печатных платах невозможно. С их помощью в электротехнике припаивают контактные площадки, основное применение — сборка медных труб. Состав выпускается в виде проволоки.

Практические советы в нестандартных ситуациях
- Установка и демонтаж элементов с двумя ножками выполнить несложно. А как выпаять микросхему из платы паяльником, ведь надо одновременно греть несколько ножек? Используйте теплопроводный предмет большой площади. Например, медную оплетку.

- Если после удаления деталей из платы, отверстие оказалось закрыто припоем, используйте зубочистку.
- Для фиксации элементов перед пайкой можно использовать зажим «третья рука».

Несмотря на обилие теоретических советов, научиться правильно паять поможет только практика. Возьмите неисправную монтажную плату от любой электроники, несколько раз демонтируйте и припаяйте компоненты. То же самое относится к сращиванию проводов. Достаточно пары метров использованной проводки, чтобы получить практический навык. После чего приступайте к реальной работе.
Видео по теме
Как правильно паять паяльной станцией
Паяльная станция – незаменимый инструмент для электронщика. Обычно в комплектации станции есть как паяльник, так и фен. Если научиться ими пользоваться, то практически любая пайка будет казаться увлекательной и не очень сложной.

Особенность станций – регулировка температуры. Нужно сразу запомнить важное правило – избегать температуры выше 400 °C и более. Многие начинающие (и даже опытные) радиолюбители пренебрегают этим. Это критические значения для микросхем и плат.
Припой расплавляется примерно от 180 до 230 °C (свинец — содержащие припои) или от 180 до 250 °C (бессвинцовые). Это далеко не 400 °C. Почему тогда выставляют высокую температуру?
Ликбез для начинающих
Для выпаивания детали из платы, нужно сделать так, чтобы контакты разогрелись до плавления припоя (примерно 230 °C). Основная ошибка начинающих — место паяльных работ сразу прогревают на 300 — 350 °C.
Например, нужно выпаять микросхему из платы паяльной станцией Lukey 702.

Многие радиолюбители и электронщики выставляют параметры нагрева выше 300 °C.
В первый момент, на деталь действует около 200 °C. На контактах и окружающем месте паяльных работ комнатная температура.
 Нагрев детали достигает 300 °C, а контакты еще не дошли до 200 °C.
Нагрев детали достигает 300 °C, а контакты еще не дошли до 200 °C.
 На микросхему поступает критическая температура 350 °C. Тем временем, окружающее место пайки неравномерно прогревается, даже если происходят равномерные движения феном по месту пайки. На контактах детали появляется заметная разница температур.
На микросхему поступает критическая температура 350 °C. Тем временем, окружающее место пайки неравномерно прогревается, даже если происходят равномерные движения феном по месту пайки. На контактах детали появляется заметная разница температур.
 400 °C и микросхема начинает зажариваться.
400 °C и микросхема начинает зажариваться.

Еще чуть-чуть, и она отпаяется из-за того, что и контакты практически нагрелись до плавления припоя. Но это происходит потому, что плата прогрелась. И в данном случае, это произошло неравномерно. Высокие значения температур приводят к тепловому пробою микросхемы, она выходит из строя. Плата сгибается, чернеет, появляются пузыри из-за вскипевшего текстолита и его составляющих.
Такой метод пайки очень опасен и не эффективен.
Как выпаять микросхему
Как все-таки без ущерба паять детали?
Нужно проанализировать место пайки и оборудование:
- Оценить толщину платы. Чем толще плата – тем сложнее и дольше ее прогревать. Плата представляет собою слои дорожек, маски, площадки и много металлических деталей, которые очень теплоемкие.
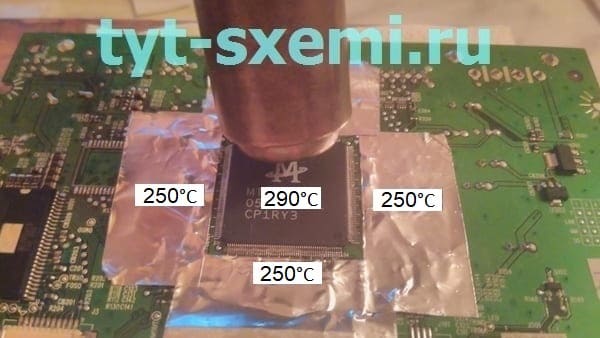
- Что находится рядом. Чтобы не повредить окружающие компоненты, нужно их защитить от температуры. С этой задачей справятся: термоскотч, алюминиевый скотч, радиаторы и монетки.
- Какая температура окружающей среды. Если воздух холодный, то плату придется нагревать чуть дольше. Особое значение имеет то, что находится под платой. Не нужно паять на металлической пластине, или на пустом столе. Лучше всего подойдет деревянная дощечка или набор салфеток. И при этом плата должна находиться в одной плоскости, без перекосов.
- Оборудование. Многие паяльные станции продаются без калибровки. Разница между показываемой температуры на индикаторе и фактическая может достигать как 10 °C, так и все 50 °C.
Как правильно паять феном
Нужно закрыть все мелкие и уязвимые к перегреву компоненты защитой.

В данном случае используется алюминиевый скотч. Он хорошо защищает компоненты от температуры, плотно держит компоненты платы. Однако, прибавляет теплоёмкость к месту пайки. Термоскотч также хорошо защищает, только хуже держится на плате.

Плату размещается на таком материале, который наименее теплоёмкий и медленно отдает температуру в окружающую среду. Можно использовать, например, деревянную дощечку. И при этом, место пайки не должно находиться под наклоном.

Лучше всего нанести на контакты флюс. Он хорошо распространяет тепло, по сравнению с нагреваемым воздухом, однако не следует его добавлять слишком много. Он может вскипеть, зашипеть или помешать пайке.
Первым делом прогревается место пайки. Фен выставляется около 100 °C и максимальным потоком воздуха.
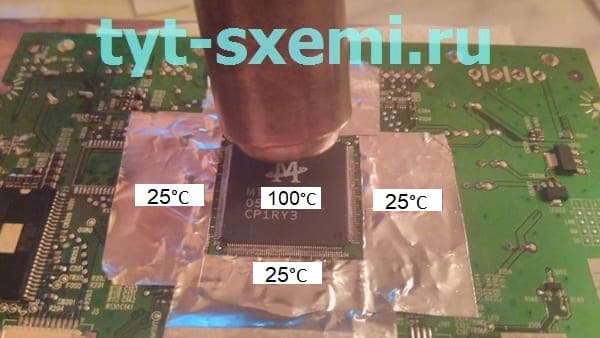
Нужно прогреть как саму деталь, так и окружающее место пайки с контактами круговыми движениями.
Далее, спустя около минуты следует плавно повысить нагрев.

Разница с контактами будет небольшая. Таким образом, в течение нескольких минут, повышаем до 300 °C.
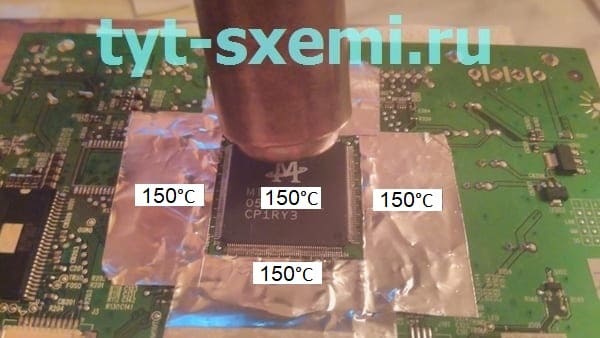
Шаг около 20 — 30 °C на каждые десятки секунд.
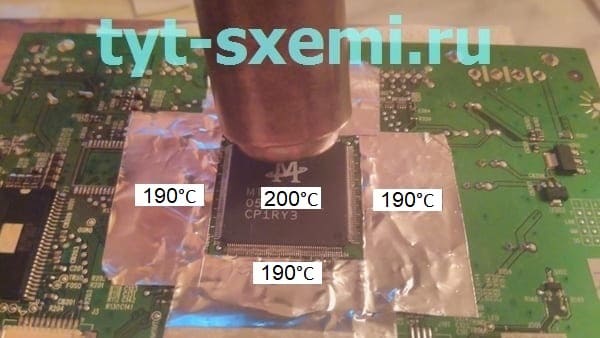
Как понять, что деталь уже выпаивается
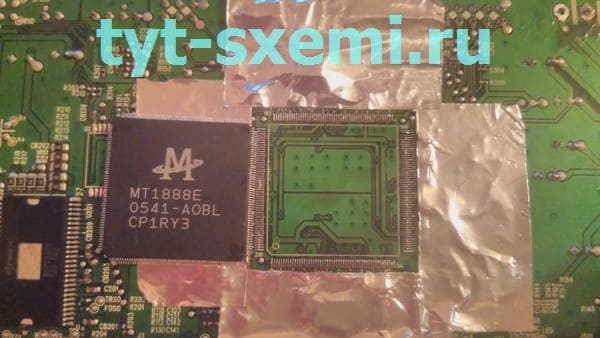
На контактах появляется блик. С помощью пинцета следует аккуратно подтолкнуть микросхему. Если она двигается легко и плавно из стороны в сторону, то ее уже можно снимать, если нет – греем дальше.
Эту технику необходимо индивидуально подстраивать под каждую пайку и паяльную станцию. Например иногда придется дольше греть плату, а в порой и около 240 °C хватит. Метод паяльных работ зависит от случая.
Сплав Розе
 Чтобы уменьшить риск перегрева, можно использовать сплав Розе. Он поможет снизить нагрев до 120 °C. Таким способом можно выпаять деталь из опасных и чувствительных участков.
Чтобы уменьшить риск перегрева, можно использовать сплав Розе. Он поможет снизить нагрев до 120 °C. Таким способом можно выпаять деталь из опасных и чувствительных участков.
Достаточно добавить пару гранул припоя и немного флюса.
После лужения контактов, деталь легко выпаивается. Нужно аккуратно выпаивать контакты, они могут легко повредиться из-за резкого движения.

Получившийся припой в обязательном порядке удаляется с платы. Он очень хрупкий и не подходит для использования.
Комбинированный метод
Еще одна очень эффективная техника. Если во время пайки деталь плохо паяется или не выпаивается – это следствие низкокачественного припоя, флюса или недостаточного прогрева платы.

Для этого во время работы паяльником, необходимо сверху помогать паяльным феном. Фен следует ставить до 200°C. Так нагрев будет происходить быстрее, и температура на контактах стабилизируется, окружающий воздух будет меньше забирать тепло.
В каких случаях паять феном не получится
Паяльный фен как правило достигает мощности не боле 500 Вт. Чем меньше мощность, тем меньше можно прогреть площадь платы.
Для массивной платы необходим нижний подогрев. Чаще всего это плита, которая нагревается до 100 – 200 °C. Печатную плату получится равномерно прогреть. А с помощью фена довести до плавления припоя.
Так же можно использовать строительный фен. Он имеет большее сопло, и его мощность может быть до 3000 Вт. Однако, строительный фен тоже не выход. Из-за того, что греется только деталь и небольшое окружающее пространство вокруг, после пайки плата деформирмируется от высокой разницы нагрева, тем самым отрываются выводы от площадок (особенно это кается больших BGA деталей).
Электроника для всех
Блог о электронике


И вот ты решил окунуться в электронику с головой, затарился паяльником, купил припой и… А что дальше? Если худо бедно, то как надо паять представляют все, а вот тонкости технологии известны далеко не многим и приходят с опытом. Чтож, ускорю этот пагубный процесс и расскажу тебе парочку хитростей.
Итак, про хороший паяльник для мелкого монтажа ты наверное уже читал, вот от него и будем плясать. Кроме паяльника тебе потребуется припой и флюс. О них поподробней.
Припой.
Это специальный сплав, который плавится при температуре порядка 200 градусов. Самый распространенный это 60/40 Alloy, он же ПОС-61. Сплав в котором 60% олова и 40% свинца. Температура плавления у него 183-230 градусов. Обычно продается в виде проволоки, намотанной на катушки.
Для мелкого монтажа лучше брать тот, где диаметр проволочки поменьше — легче дозировать. У меня две катушки, одна с проволокой припоя 0.3 мм, вторая 0.6 мм. Ну еще есть с полутора миллиметровой, но я ей почти не пользуюсь. Только если массово паяю массивные детали, где надо много припоя.
Покупать припой лучше импортный, к сожалению российский продукт сплошь и рядом отстой. Может и есть качественный, но обычно мне попадался низкопробный шлак. Катушка припоя, как на картинке, должна стоить от 150-200 рублей, дороже можно, дешевле не желательно. Лучше один раз потратиться, зато потом иметь красивую и качественную пайку и не париться. А катушки обычно хватает года на полтора-два это минимум.
Ещё полезно купить себе немного сплава Розе. Это тоже вроде припоя, но температура плавления у него совсем смешная — где то в районе 90-100 градусов. Этот сплав иногда полезен при демонтаже, но об этом позже будет отдельная статья.

Самый простой и народный флюс. Это обычная очищенная сосновая смола. При пайке сначала берут на жало немного припоя, потом тычут в канифоль, чтобы набрать на жало смолы, а затем быстро, пока смола не испарилась, паяют. Способ не сильно удобный, поэтому часто делают по другому. Берут обычный этиловый (медицинский) спирт и растовряют в нем толченую канифоль пока она растворяется. После этот раствор наносят кисточной на спаиваемые детали и паяют. Активность канифоли не высока, поэтому иной раз ничего не получается — детали не не лудятся, но зато у канифоли есть одно огромное достоинство, которое порой перекрывает все ее недостатки. Канифоль абсолютно пассивна. То есть ее не нужно удалять с места пайки, так как она не окисляет и не восстанавливает металлы, являясь при этом отличным диэлектриком. Именно по этому самые ответственные пайки я стараюсь делать спирто-канифольным флюсом.





Один из моих любимых флюсов. Представляет из себя рыжую жидкость, имеет в своем составе канифоль и еще ряд присадок. Паять им также как и обычным спирто-канифольным флюсом — намазать кисточкой на детали и паять. Но есть одна хитрость. В изначальном варианте ЛТИ-120 жидкий зараза, мажется тонким слоем и моментально высыхает, в общем пользоваться им не очень удобно. Я придумал как это побороть.
Я сделал себе палитру флюсов — наклеил на мелкую компашку кучу крышечек от флакончиков, налил в них разных флюсов и наклеил это дело на катушку с припоем. Получилось очень удобно и компактно. Так вот, налив ЛТИ-120 в крышечку я даю ему постоять пару дней. За это время он подсохнет и загустеет до состояния жидкого мёда. Вот его уже удобно намазывать острой зубочисткой точно туда куда надо. А если загустеет сверх меры, то либо туда немного спирту капну, либо подолью еще немного свежего флюса и размешаю. Производитель утверждает, что ЛТИ-120 смывать не нужно. В принципе, вроде бы так оно и есть, он не активный. Но что то меня смущают присадки которые в нем, поэтому я его смываю всегда. Смывается он широкой кисточкой, смоченной в спирте. Или просто щеткой под струей воды из под крана. Нет ничего страшного в том, чтобы отмывать готовую плату водой, главное хорошо высушить потом.
Канифоль-гель
Отличная штука. Не так давно появился в радиомагазинах и уже заслужил мою любовь и уважение. Представляет из себя густую коричневую пасту на основе канифоли, продается в шприцах. Отлично намазывается непосредственно туда где надо, не оставляет нагара на паяльнике, как ЛТИ-120. Легко смывается водой или спиртом, в общем, рулез!
Глицерин-гидразин.
Убойный активный флюс, который легко смывается водой, не оставляет грязных липких следов и окислов. Но его надо смывать. Тщательно смывать. Иначе за пару лет он может разъесть дорожки платы или его остатки станут токопроводными и возникнут жуткие утечки по поверхности платы между дорожками, что крайне негативно скажется на работе схемы. Еще я не уверен в безопасности его паров. На раз два попользоваться можно, но вот постоянно его юзать мне как то не улыбается. Но в целом это офигенный флюс, паять им одно удовольствие.
Глицерин-Салициловый флюс.
Он же ФСГЛ. Честно говоря я понятия не имею откуда эта хрень вообще берется. У меня банка этого флюса имеется с детства (собственно поэтому канифолью то я практически не паял никогда) — батя стырил с оборонного предприятия. В свободной продаже не видел ни разу. Паяет также ядрёно как и Глицерин-гидразин, но не имеет в своем составе сомнительных с точки зрения токсичности примесей. Там 90% глицерина, 5% салициловой кислоты, 5% воды. Купить чтоль в аптеке салицилки и самому сбодяжить? Уж больно чумовой рецепт. Один недостаток — нужно смывать, он активный. Но смывается водой влегкую.
Ф-34А
Адская кислотная смесь. При пайке имеет жуткий едкий выхлоп, которым я потравил половину нашей лаборатории. Паять этой гадостью можно только в противогазе и с мощной вытяжкой, но зато это дерьмище паяет все, то что другим флюсам даже в страшном сне не снилось. Эта жижа залуживает влет — ржавчину, окислы, сталь, напыления, даже алюминий можно паять. Так что если тебе надо будет припаяться к ржавому гвоздю, то капни этой херни, задережи дыхание и ЛУДИ!
Импортные безотмывочные флюсы.
Честно говоря ими я не пользовался. Говорят они круты, но имхо паять ими просто так это не рационально — слишком уж дорогие они, да и у нас в городе не продают, а заказывать мне западло. Скорей они для профессионального применения, вроде ремонта сотовых или пайки BGA корпусов (это когда ножки в виде массива шариков под корпусом микросхемы). Если интересно, то поищите инфу на форумах ремонтников сотовых, они про это дело знают все.
Голландский флюс на основе конопли
Понятия не имею кто его делает и где его продают, но я точно знаю что он есть! Особенно я в этом убедился после ковыряния в схемах продукции фирмы где я раньше работал. Разработчики явно паяют им. Так как таких укуренных схемотехнических решений я еще не видел.
Паяльник в руки и вперед.
Про флюсы я тебе рассказал, теперь, собственно, о процессе пайки.
Дело это не хитрое. Для начала желательно облудить детали. Смачиваешь их флюсом, подцепляешь жалом паяльника чуть чуть припоя и размазываешь по поверхности. Торопиться не надо, детали должны покрыться ровным тонким блестящим слоем. Выводы микросхем и радиодеталей лудить не нужно — они уже на заводе облужены.
Припой должен быть жидким, как вода. Если он комковатый, с ярко выраженной зернистостью и матовый, то тут причины две — неправильная температура паяльника, либо припой низкопробное говно. Если паяльник слишком холодный то припой будет на грани твердого и жидкого состояния, будет вязким и не будет смачивать. Если же паяльник перегрет, то припой будет моментально покрываться серой пленкой окисла и тоже будет отвратительно лудить. Идеальная температура паяльника при пайке припоем ПОС-40 (60/40 Alloy), на мой взгляд, это порядка 240-300 градусов. У СТ-96 достаточно выставить регулятор на 2/3 в сторону увеличения.
Если паяешь печатную плату, то дорожки тоже надо залудить. Но делать это надо осторожно. Текстолит, что продается на просторах Родины зачастую тоже оказывается редкостным говном и при нагреве фольга от него отваливается в момент. Поэтому долго греть плату нельзя — отвалятся дорожки. Обычно я просто смазываю хорошенько все дорожки флюсом ЛТИ-120 и провожу быстренько по каждой плоским жалом паяльника с капелькой припоя. В Результате имею идеально залуженные дорожки, с практически зеркальной поверхностью.
Есть народный способ для быстрого лужения больших плат:
Немного о правильном паянии. в 100500й раз о том, как, чем и на чём паять
Конечно, об этом писали реально 100500 раз. И гугл выдает огромное количество статей о том, как качество запаять по-быстрому проводочек, транзитор или чего там обычно паяют. Ниже я описываю свой подход и высказываю своё мнение, основанное на своём опыте паяльно-лудильных работ.
. Внимание, данные инструкции основаны на личном опыте ремонта АНАЛОГОВЫХ ЭФФЕКТОВ. Т.е. в основном мапятся на обычные, не смд девайсы.
Паяние — на 30% правильные инструменты, и на 70% — опыт. Ну, во всяком случае мне так кажется. Постараюсь рассказать обо всем по порядку.
Инструменты для паяния гитарных педалей в частности это:
1. Припой — только хороший 60/40, только Asahi, только с флюсом внутри 🙂
2. Оплетка для снятия припоя — подойдет любая, 2-2.5мм шириной для начинающих.
3. Флюс — паяльный жир — наше всё. Нужен скорее для выпаивания элементов.
4. Канифоль — тоже иногда не повредит. Исключительно сорта «А».
5. Паяло — 25-40Вт, желательно с регулировкой температуры и её отображением. Lukey — вполне подойдет, Goot — вообще хорошо. Ещё нужно присмотреть жало, чтобы удобно паять. В стоке идёт тонкое, я добавляю «лопатку».
6. Очищающие средства для паяла — губка и латунная стружка в банке.
7. Очищающие средства для платы/пайки — изопропиловый спирт. Медицинский мне лично не катит, т.к. оставляет характерный белый мерзкий налёт.
Опыт — это количество паек. Это именно то, сколько раз вы ткнули паялом в плату.
Постараюсь описать идеальный с моей точки процесс, начиная с подготовки и заканчивая финалом — правильной пайкой.
1. Прогрев паяльника — включите станцию на температуру пайки. Для обычного припоя типа рекомендованного выше это около 350 градусов.
2. После прогрева перейдите к чистке жала, если на нем есть черный нагар. Просто несколько раз (до очистки жала) почистите его об латунную стружку (возвратно-поступательными движениями)
3. Снимите с жала окислы. Для этого достаточно кратким прикосновением протрите жало об мокрую губку
4. Залудите очищенное жало. Трубку припоя поднесите к жалу и растворите минимальное количество припоя на жале. Жало должно характерно блестеть, это видно на обучающих роликах
5. Поднесите жало паяльника и трубку припоя (да, в процессе участвуют ОБЕ руки) к месту пайки
6. Аккуратно приложите жало к месту пайки, чтобы нагреть его. В зависимости от массы может потребоваться до 2-3х секунд, для обычной пайки это буквально половина секунды
7. Приложите трубку припоя к месту соединения жала паяльника и места пайки. Припой должен начать плавиться. Контролируйте количество расплавленного припоя, дозируя количество расплава. В случае, если припой плавить на жале, а затем подносить к месту пайки, чтобы припой перетек на место пайки, это приведет к непропаю, загаживанию места пайки, выгоранию флюса, содержащегося внутри трубки припоя, и, как следствие, преждевременному загаживания жала паяльника.
8. Расплавливаемый припой должен принять форму аккуратной капли. Если получается «худая» капля — припоя мало, «толстая» — много
9. Уберите жало паяльника и дайте припою остыть. Поверхность остывшего припоя должна быть красивой, гладкой и блестящей. В случае крошения/кристаллизации нарушены условия процесса
10. Повторите процесс 10 тысяч раз. Постепенно будет получаться всё лучше и лучше 🙂
Опционально — смывка остатков флюса с платы. Он выглядит как блестящее пятно вокруг свежей пайки, может также выглядеть непонятными брызгами капель. Не все флюсы пассивны, некоторые со временем могут вообще разъесть пайку. Поэтому для хорошего девайса можно потратить немного спирта. Достаточно смочить любой ватный тампон и хорошенько протереть плату.
Также после чистки можно побрызгать плату защитным лаком, чтобы она не тускнела (медь/пайка не оксидировала) — это улучшит ремонтопригодность и срок службый/надежность девайса.
Опыт можно получить из также из видео. Ниже прекрасные обучающие видосики, рекомендую! (вообще это части одного фильма, однако выбраны специально, т.к. считаю часть из них неактуальной):