

Валы для трубогиба своими руками
Как сделать трубогиб своими руками: примеры лучших самоделок

Желание обустроить загородный дом и участок диктует необходимость в наличии максимума инструментов. При проведении водопровода, строительстве теплицы, монтаже арочных конструкций не обойтись без хорошего трубогиба. Стоимость его в магазинах измеряется сотнями долларов, поэтому лучше собственноручно сделать этот инструмент.
Мы расскажем, как сделать трубогиб своими руками. В представленной нами статье детально описаны проверенные на практике конструкции, приведены пошаговые руководства для сборки. С учетом наших советов вы сможете соорудить отличный инструмент для собственного хозяйства.
Виды представленных на рынке трубогибов
Трубогибы представляют собой механические или гидравлические конструкции, которые помогают сгибать металлические трубы, уголки, прутки, профилированный прокат без нарушения внутренней структуры изделия. Ручные инструменты, в основном, используют для формирования изгиба в одном месте, а крупные станки могут менять форму труб сразу по всей длине.
По принципу работы можно выделить трубогибы таких видов:
- Механические с прямым ручным усилием. Используются при работе с трубами малых диаметров, при деформации которых достаточно силы одного человека.
- С гидравлическим приводом. Преимущественно такие инструменты изготавливаются по арбалетному типу, и предназначены они для формирования локального изгиба.
- С храповым механизмом. Трубогибы этого типа используют ручное усилие, но позволяют после каждого нажатия ручки инструмента фиксировать достигнутый уровень деформации.
- Станки с электроприводом. Электродвигатель значительно облегчает процесс деформации трубы, но и значительно увеличивает стоимость инструмента.
Особенности работы с некоторыми видами рассмотрены ниже:
Конструктивно трубогибы можно разделить на 2 типа:
В первом случае труба изгибается вокруг шаблонного сегмента заданного диаметра, а во втором – выдавливается башмаком между двух опорных стоек.

При самостоятельном изготовлении трубогиба народные умельцы обычно опираются на уже существующие модели инструмента, доказавшие свои простоту и эффективность. При сборке трубогиба в домашних условиях на его конструкцию большое влияние оказывают имеющие подручные материалы, из которых будет сделан инструмент.
Наличие трубогиба среди инструментов домашнего мастера позволит собственноручно сделать множество полезных в хозяйстве конструкций и предметов садовой обстановки:
Необходимый инструмент для сборки
Сделать хороший трубогиб с помощью молотка, отвертки и шурупов не удастся.
Как минимум, при изготовлении этого инструмента потребуется:
- сварочный аппарат;
- болгарка;
- токарный станок;
- дрель.
Но главной частью сборки трубогиба остается точный чертеж, без которого даже не стоит начинать сборочные работы. Нельзя обойтись при изготовлении трубогиба и без общехозяйственных инструментов.
Естественно, что приобретать токарный станок и сварочный аппарат необязательно. Для выточки нескольких деталей из заготовок и для их сварки можно обратиться к знакомым или в цех, занимающийся изготовлением кованых изделий. За небольшое вознаграждение там быстро помогут сделать всё необходимое.
Как сделать улитковый трубогиб?
Самостоятельное изготовление улиткового трубогиба может показаться сложным. В действительности, это устройство собрать не труднее, чем роликовый трубогиб. Процесс отличается только используемыми деталями и временем сборки.
Улитковый трубогиб позволяет выгибать профиль по всей длине сразу, а не только в одном месте. За это свойство он получил популярность среди монтажников.
Необходимые материалы и инструменты
Так как описываемый роликовый трубогиб не имеет определенного рабочего диаметра и может быть изготовлен из любых подручных материалов, то предложенные материалы не будут содержать конкретных размеров деталей. Толщина всех металлических элементов конструкции должна быть 4, а лучше 5 мм.
Для изготовления трубогиба понадобятся:
- Швеллер – 1 метр.
- Листовое железо.
- Три вала.
- Две звездочки.
- Металлическая цепь.
- Шесть подшипников.
- Металлическая 0,5-дюймовая труба для изготовления воротов – 2 метра.
- Втулка с внутренней резьбой.
- Прижимной винт.
Особенное внимание уделяется размерам звездочек, валов и подшипников, которые должны соответствовать друг другу. Звёздочки можно взять от старых велосипедов, но они должны быть абсолютно одинаковые по размерам.
Перед выбором и покупкой всех материалов нужно нарисовать чертеж со схематичным изображением всех элементов конструкции, чтобы не докупать их в процессе изготовления трубогиба.
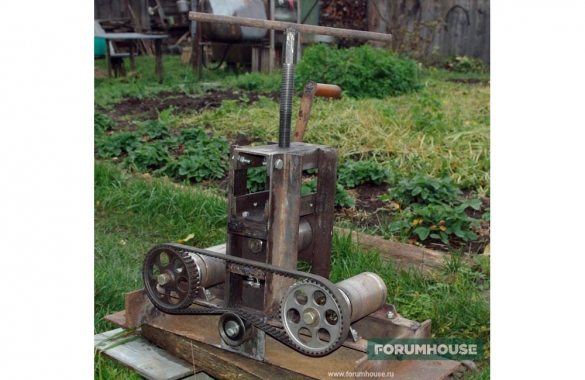
Процесс сборки улиткового трубогиба
Сборка любого оборудования начинается с составления чертежной схемы.
После этого можно приступать к основным рабочим процессам, которые продемонстрированы в фотоинструкции:
- Сварить основание инструмента из двух параллельно расположенных швеллеров. При желании можно использовать просто металлическую пластину толщиной 5 мм или один широкий швеллер.
- Одеть на валы подшипники и приварить две таких конструкции к основанию. Желательно ограничить валы металлическими планками или расположить их во внутренней полости швеллеров.
- Одеть звездочки и приварить их, предварительно натянув между ними цепь.
- Вырезать и приварить к основанию боковые направляющие прижимного механизма.
- Одеть подшипники на прижимной вал и собрать конструкцию пресса с боковыми ограничителями из планок или швеллеров.
- Сделать основание для втулки и приварить её к пластине. Вкрутить прижимной винт.
- Приварить к верхнему краю прижимного винта и к ведущему валу ворот из труб.
- Смазать подшипники машинным маслом.
Несколько полезных советов:
После сборки трубогиба и его испытаний можно покрасить конструкцию антикоррозийной краской для лучшей сохранности сварочных швов. Чтобы повысить удобство работы, к направляющим дополнительно прикрепляется пружина для возврата пресса в верхнее положение.
Изготовление ручной роликовой модели
Изготовление ручного трубогиба своими руками производится из одних стальных деталей без использования особых механических приспособлений. Это устройство предназначено для локального изгиба трубы. Для деформирования профиля используется прямое ручное усилие, поэтому трубогиб должен быть оснащен длинным и прочным рычагом.
Далее будет рассмотрен процесс изготовления двухроликового трубогиба, крепящегося к опорной станине. Размеры инструмента могут отличаться от предложенных, в зависимости от потребностей и материалов.
Необходимые материалы и инструменты
Деформация труб – трудоемкий процесс, для которого необходимы хорошие и прочные материалы, иначе вместо профиля можно погнуть сам рабочий инструмент.
Для изготовления механического ручного радиального трубогиба понадобятся:
- Сварочный аппарат.
- Два ролика из прочной стали (например, марки 1045), которые прошли предварительную токарную обработку. Диаметр большего – 100 мм, а меньшего – 60 мм. Оба толщиной 35 мм и радиусом наружной полости 0,5 дюйма.
- Стальная труба диаметром не менее 1,5 дюймов с толстой стенкой (минимум 3 мм). Она будет служить рычагом, поэтому минимальная её длина 1,5 метра.
- Четыре стальные полоски размером 15 х 6 см и толщиной 4-5 мм для фиксации основания трубогиба в тисках, опоры трубы и изготовления ручки. Также понадобится 20-25 см стальной пластины шириной 60 мм и толщиной 3 мм.
- Два болта: первый диаметром 0,75 дюйма и длиной 60 мм для большого ролика, а второй диаметром 0,5 дюйма и длиной 40 мм для маленького ролика.
- Стальная пластина 300 х 300 мм и толщиной минимум 3 мм.
- Тиски.
В процессе работы могут понадобиться и другие общехозяйственные инструменты: молоток, пилки, наждачная бумага, линейка и т.п. Вышеуказанные ролики предназначены исключительно для труб диаметром 1 дюйм, но исключив из них углубление по окружности, можно получить универсальный инструмент для изгиба металлического профиля.
Процесс изготовления трубогиба
Когда все необходимые детали и инструменты собраны в одном месте, можно приступать непосредственно к изготовлению трубогиба:
- Приготовить чертеж с разметкой расположения основных элементов.
- Проверить совместимость отверстий в роликах диаметру болтов.
- Просверлить в двух металлических планках по два отверстия диаметром 0,5 и 0,75 дюймов. Расстояние между осями отверстий должно быть ровно 80 мм (сумма радиусов обеих роликов).
- Сделать в опорной станине отверстие в центре диаметром 0,75 дюйма. Вставить в него соответствующий болт, не высовывая его с обратной стороны. Приварить болт к металлической пластине.
- Взять просверленные металлические пластины размером 15х6 см, 0,5-дюймовый болт, меньший ролик, полоску стали 35 х 60 мм и сварить из них конструкцию в виде буквы «П», предварительно вставив болт с надетым роликом в соответствующие отверстия.
- Приварить концы болта к металлическим планкам. Должна получиться своеобразная рогатина с отверстием большего диаметра ближе к открытому краю.
- К основанию получившейся рогатины нужно приварить трубу-ручку.
- Приварить опорную планку для трубы на металлическую станину. Расстояние от линии планки до оси центрального болта должно равняться радиусу большого ролика плюс 0,5 дюйма.
- Приварить внизу станины планку 15 х 6 см для фиксации в тисках.
- Вставить в рогатину большой ролик, насадить конструкцию на центральный болт и накрутить сверху гайку.
- Зажать трубогиб в тисках и провести первые испытания.
Изготовление трубогиба своими руками: варианты конструкции и особенности готовых изделий
Разновидности самодельных трубогибов и особенности их конструкции – реальный опыт пользователей FORUMHOUSE.
Строительство теплиц и навесов, прокладка инженерных коммуникаций – все это требует наличия гнутого металлического профиля. Но покупать трубы, гнутые под заказ – дорого, приобретение готового трубогиба – тоже удовольствие не из дешевых. Вот и используют современные умельцы для создания металлических дуг требуемого радиуса приспособления и механизмы собственного изготовления.

В данной статье мы рассмотрим следующие вопросы:
- Разновидности самодельных трубогибов и их особенности.
- Конструкция простейшего приспособления для загибки труб квадратного сечения.
- Конструкция трехвалкового станка для загибки труб круглого и квадратного сечения.
- Технология загибки труб на трехвалковом самодельном трубогибе.
Разновидности трубогибочных приспособлений и механизмов
В наши дни можно встретить примеры трубогибочного оборудования, имеющего различное конструктивное исполнение: от сравнительно простых приспособлений для ручного гиба до самодельных станков с ручным или электрическим приводом.

По предназначению трубогибы делятся на два типа.
Первый тип – угловые (позволяют придать нужный радиус определенному участку заготовки).
Второй тип – трехвалковые трубогибы – станки и приспособления, которые позволяют формировать заданный радиус гиба по всей длине заготовки.
По способу регулировки радиуса трубогибы бывают механическими.

Привод опорных валов может быть как ручным, так и электрическим.

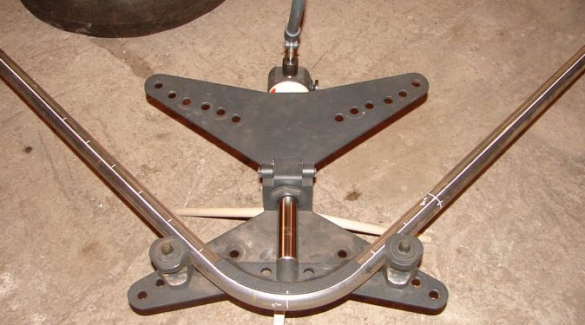
Простое приспособление для гибки металлических труб
Конструкция самодельного трубогиба зависит от объема и сложности работ, которые планируется выполнять с его помощью. Если устройство необходимо для одноразового использования (например, для строительства домашней теплицы), то нет необходимости в создании сложного трехвалкового механизма с гидравлической регулировкой радиуса загиба.
Срочно нужно ставить теплицу. Хочу арочную, но ни на базе металлов, ни у знакомых нет трубогиба. Строить трубогиб на валах и роликах? Для этого нет ни времени, ни надобности. Считаю, что на одно строительство подходит приспособление для ручной гибки.
Да, действительно, чем проще трубогиб, тем меньше мороки с его изготовлением. Главное – правильно определить размеры приспособления, которые напрямую будут зависеть от радиуса гиба.
Представляем вашему вниманию устройство, изготовленное пользователем moning. Оно предназначено для работы исключительно с тонкостенными трубами, ведь гибка труб вручную – это тяжелый физический труд.


Эту штукенцию я делал под квадратную трубу 30*30. Радиус, который удалось получить, был примерно 1метр. По бокам приспособления можно приварить что-то вроде распорок или лапок, чтобы не кидало из стороны в сторону, когда давишь на трубу. По поводу перемычек внизу трубогиба: вначале труба подкладывается под верхнюю перемычку (для первоначального загиба), потом труба перекладывается под следующую перемычку (для дальнейшего продвижения).
Последовательная гибка нужна для того, чтобы при резком перегибе труба не пошла на излом.


Рассчитать размеры приспособления очень просто: для этого достаточно знать радиус гиба, который требуется получить на готовой детали. Полоса (шириной 40 мм), которая служит оправкой для сгибаемой заготовки, изначально имеет кривизну, обеспечивающую заданный радиус гиба (R).
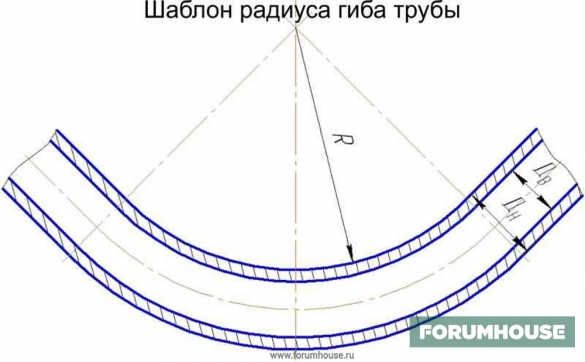
Как утверждает автор изобретения, радиус заготовки получается хоть и не значительно, но больше радиуса самой оправки.
Умея пользоваться сваркой, болгаркой и вспомогательными инструментами, данное приспособление можно изготовить менее чем за 1 день.
Представляем пример таблицы допустимых радиусов для труб круглого сечения.
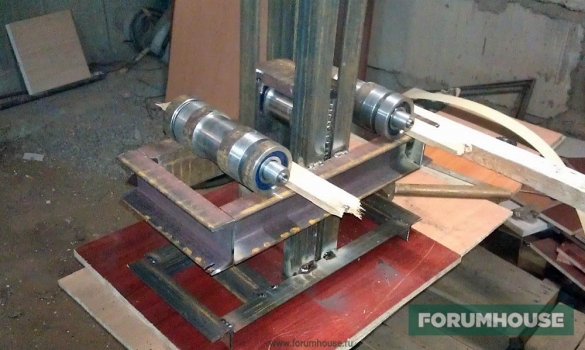
Изготовление электромеханического трубогиба
В конструкции электромеханического трубогиба можно выделить три основных рабочих органа: один нажимной и два опорных (ведущих) вала. Отсюда и название станка – трехвалковый прокатный трубогиб.

Подобное устройство имеет довольно сложную конструкцию, поэтому, если вам не удалось раздобыть чертежи самодельного трубогиба, рекомендуем каждый его элемент вначале нарисовать на бумаге (хотя бы в виде эскиза). А о том, какими размерами и характеристиками должны обладать основные узлы будущего изделия, мы вам последовательно расскажем.
Итак, основная функция трубогиба состоит в том, чтобы сгибать детали под заданный радиус гиба. Радиус гиба зависит от расстояния между опорными катками (валами) и регулируется нажимным катком. Расстояние между опорными роликами – величина постоянная. Именно ее следует учитывать, приступая к проектированию станка.

Расстояние между нижними вальцами зависит от минимального радиуса гиба. Определяя его, учитывайте, что чем меньше расстояние между вальцами, тем тяжелее опускать прижимной ролик и тем тяжелее пропускать между валами заготовку. И наоборот: чем больше расстояние, тем легче крутить. У меня, если память не изменяет, расстояние около 35-40 см. Валы прокручиваются достаточно легко: я гнул минимальный радиус около 50 см, но можно и меньше.
Радиус гиба (радиус дуги) рассчитывается по простой геометрической формуле.
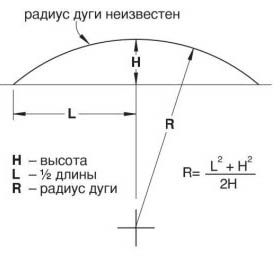
Руководствуясь ею применительно к своему оборудованию, можно быстро отрегулировать станок на заданные параметры.
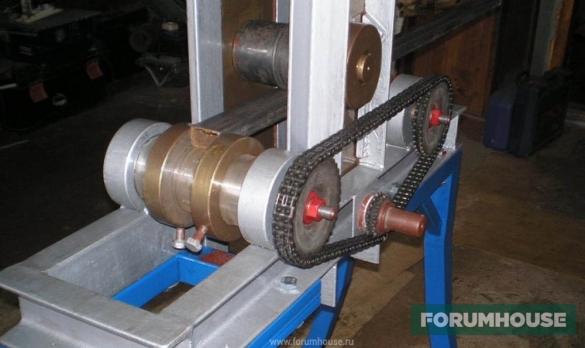
Изготовление вальцов
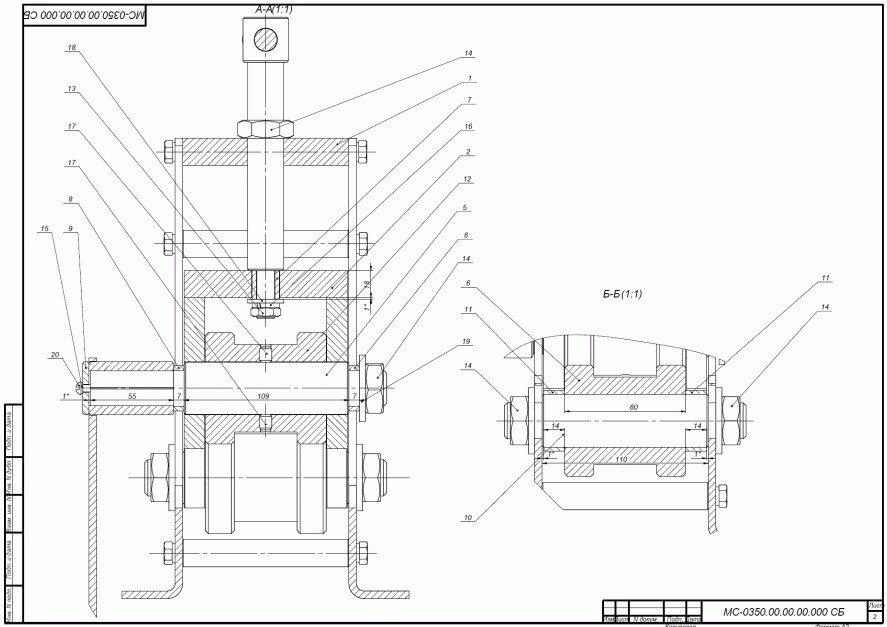
Для изготовления вальцов следует поискать надежные материалы, которые уже успели пройти проверку на прочность. Кто-то использует роторы от электродвигателей старых стиральных машин или шкворни от автомобиля КамАЗ, кто-то – круги из углеродистой стали. На самом деле вариантов множество, главное – не забывать о том, что выбранный материал должен быть достаточно прочным. Пользователь Dva11, к примеру, использовал ступицы колес от старой поливальной установки.

Диаметр ступицы – 75 мм, длина – 110 мм, подшипники подбирал по ступице (подошли 205). Мне пришлось купить 5 подшипников и 1 шкив, остальные детали изготовил из металлолома.

Ровные цилиндрические валы – вариант универсальный. С их помощью гнут трубы различного сечения. Если профиль валов привести в соответствие с профилем сгибаемых труб, то качество гиба заметно улучшится.

Можно также использовать болванки, рассчитанные на разные профили сгибаемых заготовок.
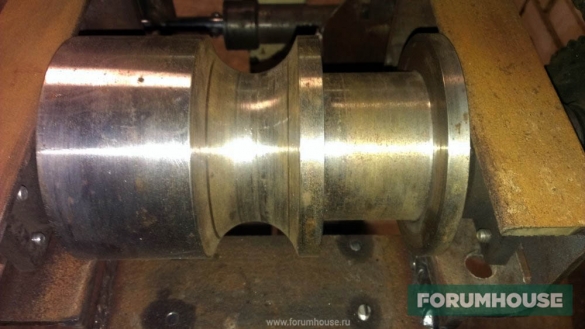
В идеале на валы устанавливаются съемные насадки или кольцевые прижимы (ограничители), с помощью которых профиль вальцов регулируется по ширине трубы.

В конструкцию вальцов я внес некоторые усовершенствования: на крайние валы, там, где находятся ограничители, сделал насадки под трубу. Испытания проводились на трубе размером 1 дюйм. Насадки заменяются легко. Для этого одну сторону подшипников я сделал скользящей. Насадка сделана из стали 65Г (плюс закалка). Износа фактически нет, а твердость – напильник не берет.
Речь идет вот об этом размере.
Если прижимной ролик, предназначенный для гибки прямоугольных труб, будет иметь посередине небольшую выпуклость, это поможет сохранить геометрию сгибаемого профиля. Ролик будет вдавливать верхнюю стенку трубы вовнутрь, не давая заготовке раздаваться в стороны.
Конструкция рамы
Определившись с межосевым расстоянием и конструкцией вальцов, можно размечать заготовки деталей для рамы. Опираясь на опыт пользователей FORUMHOUSE, следует сделать вывод, что самые прочные рамы получаются из стального швеллера (шириной – не менее 80 мм). Этот материал легко достать, поэтому можно смело брать его себе на заметку.
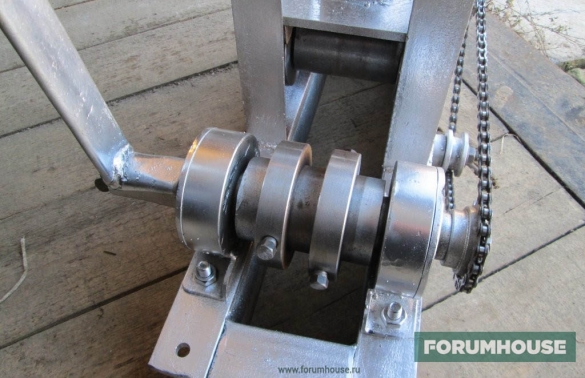
На фото – станок на стадии изготовления. А вот чертеж, который взят за основу.
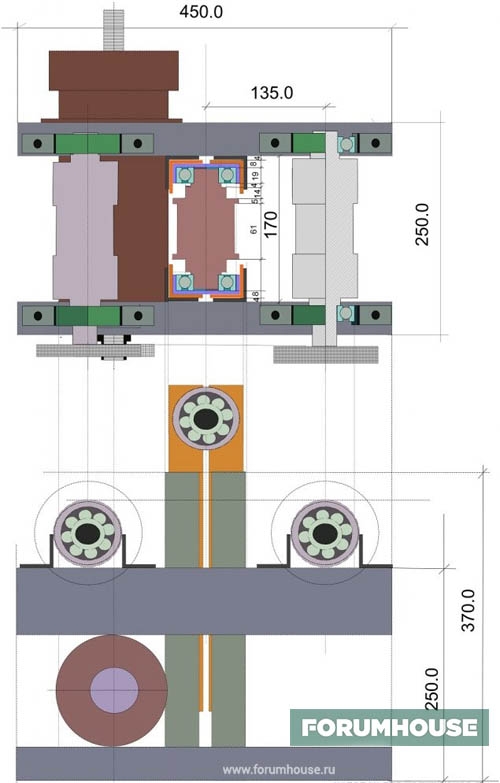

При выполнении работ в первоначальные чертежи были внесены некоторые изменения.
Представленный чертеж не является обязательным руководством к действию, но дает объективное понимание того, как устроен прокатный трубогибочный станок.
Прижимной механизм
Многие умельцы делают прижим из обычного автомобильного домкрата (механического или гидравлического). Тех усилий, которые он способен создать, вполне достаточно для того, чтобы придать металлической заготовке нужную конфигурацию.

В качестве прижимного винта использовал старый винтовой домкрат от газели. Гнет легко две трубки 20х20.
Если использовать гидравлический домкрат, то он должен быть рассчитан на 2 тонны или более. Основное достоинство гидравлического прижима состоит в том, что работать им можно, не прилагая особых усилий. Преимущества винтового домкрата: им проще выставить радиус гиба.
Вместо механического домкрата часто используются самодельные винтовые прижимы. Они также позволяют гнуть заготовки в точном соответствии с заданными параметрами.
А чем же винт хуже домкрата? Заказать у токаря винт с меньшим шагом резьбы, чтобы меньше усилия прикладывать при вращении. Это на порядок дешевле домкрата обойдётся.

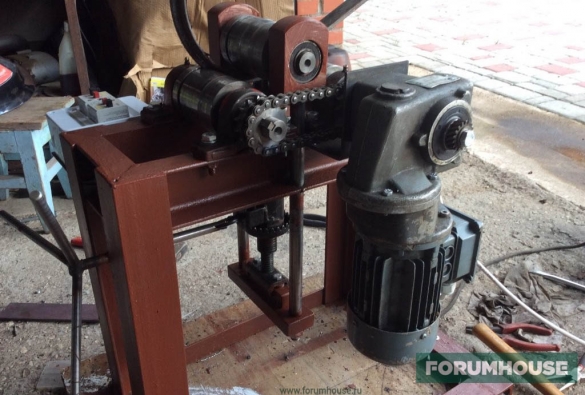
Электрический привод
Чтобы пропустить заготовку через станок с помощью механической ручки, потребуется приложить немало усилий. Поэтому механизация ручного труда – цель вполне обоснованная.
Гнуть трубы «с чашкой кофе в руках» поможет подходящий электродвигатель и небольшой механический редуктор. Эти устройства устанавливаются на раму трубогибочного станка в соответствии с подготовленными чертежами. Ведущую звездочку, установленную на валу редуктора, можно соединить с опорными валами металлической цепью (например, от ГРМ легкового автомобиля).

Лет 15 валялась в гараже электроталь на 380В, все думал, куда ее приспособить. Весит 40 кг, а поднимает – до 500 кг. Давно уже купил маленькую таль, которая при весе 8 кг поднимает столько же. Так вот: разобрал, удалил все лишнее, после чего получился электродвигатель и редуктор в одном флаконе. Весит это хозяйство 6–7 кг.

Мы рассмотрели основные элементы трубогибочного станка, который при желании и определенной смекалке вполне можно изготовить самостоятельно. В заключение статьи поговорим о том, как правильно использовать это оборудование, чтобы не испортить заготовку.
Технология гибки
Гибка трубы на самодельном трубогибе должна быть последовательной. Это ключевое правило, которое необходимо соблюдать, независимо от размеров заготовки.
Последовательная гибка – это гибка в несколько проходов (с каждым проходом радиус гиба постепенно уменьшается).

Главное – не торопить события и не давить помногу. Как правило, готовые дуги выходят после четырёх прокаток. Небольшие отклонения в плюс или минус легко догибаются или разгибаются руками – проверено на практике.
Последовательная гибка позволяет значительно снизить нагрузку на рабочие оси гибочного оборудования и защищает профиль трубы от чрезмерных деформаций.
Если вы всерьез заинтересовались самостоятельным изготовлением трубогибочного станка, рекомендуем посетить раздел нашего портала, который посвящен данному вопросу. Там вы найдете не только ценные рекомендации, но и готовые чертежи, успешно применяемые на практике. Если изготовление трубогиба кажется вам занятием неоправданным, то познакомьтесь с информацией о том, как гнуть квадратные трубы простыми способами. О том, как устроены самодельные приспособления для загибки арматуры, вы узнаете из соответствующей статьи. А видеосюжет, посвященный строительству домашней теплицы, расскажет вам о том, как правильно использовать гнутые металлические конструкции по их прямому назначению.
Простейший трубогиб своими руками
- 1. Как согнуть трубу в домашних условиях
- 2. Как сделать трубогиб для профильной трубы
- 3. Порядок изготовления трубогиба
Очень часто осуществляя сборку какой-либо конструкции приходится гнуть металлические трубы в домашних условиях. Покупать для этих целей заводской трубогиб очень дорого и невыгодно, если речь не идет о масштабном производстве металлоизделий.
Поэтому, зачастую, на ум ничего не приходит, как сделать самодельный трубогиб для профильной трубы. Благо сегодня в интернете предостаточно чертежей и схем трубогибов, как сложной конструкции, так и не очень.
Как согнуть трубу в домашних условиях
Осуществлять гибку металлических труб приходится в различных ситуациях, при строительстве теплицы или козырька над крыльцом дома. Как бы там ни было, но согнуть металлическую трубу можно с трубогибом, и без него, используя для этих целей различные приемы и способы.
Если трубогиба под рукой нет, то осуществить гибку труб можно используя для этих целей:
1. Болгарку и сварочный аппарат ;
2. Посредством нагрева;
3. Песок;
4. Тиски.
В том случае, когда нужно согнуть профильную трубу полукругом, то ничего не остается, как сделать надрезы болгаркой в предполагаемом месте сгиба. После этого, зафиксировав профильную трубу в тисках, её можно аккуратно сгибать. Впоследствии надрезы придется заварить, используя для этих целей сварку.
Гибку обычной трубы, круглого сечения, можно осуществить путем нагрева паяльной лампы или газовой горелкой вместе сгиба. Предварительно трубу лучше хорошенько забить песком, не забыв при этом поставить заглушки на концы. Здесь, как и в первом случае, также потребуется хороший упор, для того, чтобы согнуть трубу после её нагрева.
Как сделать трубогиб для профильной трубы
Намного легче и удобней гнуть профильную трубу получится, используя для этого такое приспособление, как трубогиб. Причем совсем не обязательно его покупать на рынке или в магазине, поскольку можно попробовать сделать, и своими руками.
Простейший вариант самодельного трубогиба, представляет собой длинную металлическую рукоятку и широкий валик, приваренный к основанию, которое надежно при сгибании труб крепится в тиски. Используя упор и рукоятку, можно без труда гнуть профильную трубу сечением 20 на 20 мм и более.
Для изготовления трубогиба, потребуется:
1. Кусок металлической трубы 110 мм;
2. Стальной пруток 14 мм;
3. Проволока катанка 6 мм;
4. Кусок металлического листа 5 мм;
5. Уголок металлический 45 на 45 мм.
Порядок изготовления трубогиба
Из металлической 110 трубы нужно отрезать кусок шириной 5 см, после чего потребуется в середине приварить к нему по кругу кусок проволоки катанки. Из прутка, по диаметру 110 трубы нужно согнуть два ровных кольца. Для удобства воспользуемся молотком и тисками.
Используя сварку, привариваем металлические кольца к 110 трубе, таким образом, чтобы расстояние между ними было 20 мм (для сгибания профильной трубы 20 на 20 мм). Если предполагается гибка другой профильной трубы, то и расстояние между кольцами, соответственно, должно быть равным её сечению.
Затем, используя металлический лист, нужно вырезать два круга, диаметром 110 мм, после чего круги привариваются с обеих сторон валика. Для удобства, прежде чем приваривать круги, в них по центру следует сделать два небольших отверстия.
Далее берётся металлический уголок и разрезается на две равные части, длиной по 60 см. Используя сварку нужно соединить уголки, таким образом, чтобы из них получился тавр. С одного края тавра, почти наполовину нужно вырезать среднюю часть и просверлить отверстие под рукоятку трубогиба. Затем, с обратной стороны тавра, следует приварить валец, не забыв продеть через его отверстие длинный болт подходящего диаметра.
На этом самодельный трубогиб для профильной трубы почти готов. Остается лишь приварить кусок металлической трубы меньшего диаметра рядом с вальцом, и сделать длинную рукоятку. Для её изготовления нужно использовать профильную трубу, листовую сталь и четыре подшипника, который насаживаются на втулку.
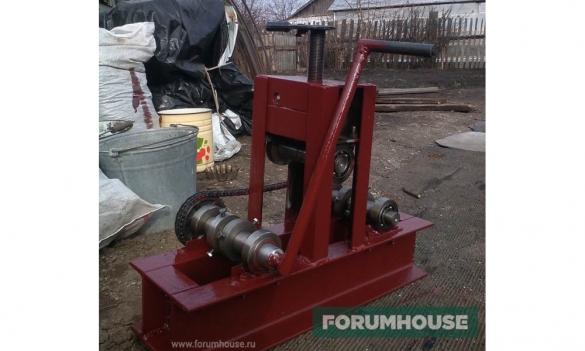
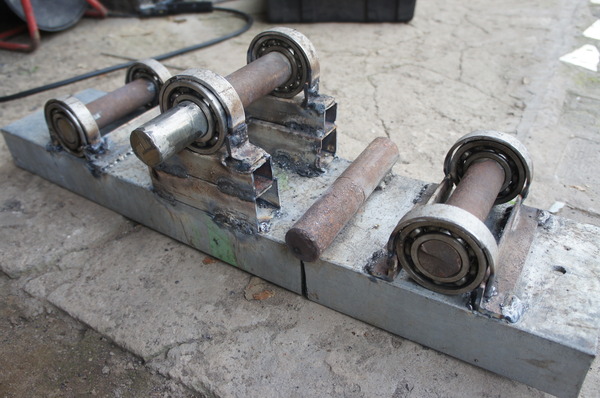
Делаем самодельный трубогиб
Хочу поделиться своим творчеством, на днях сделал ручной самодельный трубогиб для профильных труб. Все очень просто!
1. Швеллер 1метр
2. Подшипники 6шт и один маленький

Поехали! Эта часть будет подниматься и гнуть металл.



Разрезаем трубу по 2 см 6шт для подшипников


Режем пальцы (катки).

Все это дело варим на платформу.


Для центрального катка делаем подъем (проф труба проходит между ними).


Высота 7см лучше делать 8-9см, минимум 8 так как у меня проф труба 40 на 40 не проходит между катками, (максимум 35мм).


Делаем основу под платформу.




Все это дело красим и проверяем работоспособность


Вот и результат! Было 210см стало 150см (прокатал 6-раз туды-сюды).

П.С. Между катками 25см лучше делать от 15 до 20см.
В комментариях отвечу на все вопросы. Спасибо за внимание!

Фрай задал тот же вопрос)
Извините блондинку за вопрос, но. А куда маленький подшипник.
Подскажите, откуда этот негр?
На вертикально расположенном болте находится этот подшипник, зажатый двумя гайками. Это видно, к примеру, на последнем фото. Похоже на направляющую, чтобы труба в сторону не уходила.
даа, весит примерно 20-25кг
до безобразия простая конструкция — большое преимущество.
быстро сломается, если правильно, на ребро гнуть, профиль 20х40х2 (для теплицы), а так плашмя может и покатает
зачем на ребро гнуть? лучше тогда 25 на 25 или 30 на 30
чтобы жёсткость конструкции придать, а иначе холодец будет, тем более из 30х30
если осадки большые, тогда лучше фермы вари
куст помидора с урожаем не меньше 15 кг весит, а то и больше, ветер очень неплохо конструкцию раскачивает, у меня тепличка 7,6х10,7х3,8, маленькую строил, не впечатлила

А откуда кубики?
Посмотри ещё пару минут.
сезон 7, серия 1
грёбаный я извращенец



в сочетании с пунктом
пробуждает внутреннего Фрейда на отличненько
Это скорее не трубогиб, а профилегибочный станок:D На таком устройстве ведь и полосу можно согнуть в дугу и квадрат и швеллер, а вот круглую трубу сложнее, придётся две сваривать вдоль. Трубогиб- это штука как на фото, специально под круглую трубу.

Вот только это не трубогиб, а вальцы.
вальцы же плющат металл, а не гнут?
Плющит металл пресс(думаю принцип известен) и листопрокат — который катает метал(горячий или холодный) между двумя(!) валами, тем самым «сплющивая» его. А вальцы катают металл, посредством поставленных разноуравневых(их 3 штуки) валов.

Трубогиб нормальный, а вот сварщик ты не очень.
сварщик я начинающий, по идее я программист а сварка как хобби
дай пять бро я тоже учусь варить


вопрос к автору: зачем так усложнять себе жизнь?
Я его слепила из того что было! Думаю так + попрактиковаться в сварке, быть может.
«все очень просто!» позабавило)
Блин. Копия, как отец мой сделал года два назад. Тоже дамкрат купил. И видать в инете нашел конструкцию. Я-б сфоткал, но темно уже.
Я думал вы Бендера сделаете =(
Привет! Нужно будет согнуть трубы 20*20 для теплицы на крышу полукругом. Такая конструкция подойдет или что-то можно изменить? если возможно сделать его поменьше, так как надо на один раз или дайте совет как можно согнуть их таким образом? Заранее спасибо!
Такая конструкция подойдет, я все делал из подручных средств, пальцы это старый гнуты лом, место швеллера можно использовать уголки, домкрат от машины когда надо достаю. По времени займет несколько часов
А подскажи еще как приварить правильно. Только учусь. Надо к зиме приварить топор к трубе круглой. трубу подготовил, чтобы плоскость ровная. Как вот зафиксировать трубу и топор? Надо варить на улице, поэтому подсобными средствами. Если рукой держать, то получается некачественный провар — даже прихватить нормально не удается
я сам еще только учусь варить) так что даже не знаю
Зажимать струбцинами и никак иначе, если надо сварить два куска и между ними есть пространство, то надо заполнить его металлом, хоть теми же самыми электродами без обмазки. И варить. до этого тренироваться на ненужных кусках металла
Если подрезать швеллер, то (если даст домкрат и петля), можно будет «разложить» швеллер в обратную сторону — это даст возможность засовывать 40-й профиль

маленький подшибник для направляющего, отдельно не фоткал, на самом послед фото видно, присмотрись
На штоке домкрата м.б.
Знакомый делал что-то подобное, только не столь монументальное, материалы полегче были, вместо ручного привода использовали старую электрическую швейную машину, бодренько гнула нетолстую арматуру
т.е. согнул, ослабил домкрат, передвинул трубу, снова согнул и так далее?
Средний в качестве привода?
Тепличку делал? Сколько сэкономил?
у меня тепличка 7,6х10,7х3,8, по материалу в 25 примерно вышла
пока нет, вот скоро буду навес делать
годно,палец на сколько?
диаметр 35мм, подшипник наружный 53мм внут 35мм
Главный вопрос — НАХЕРА?
Есть куда мобильнее и проще трубогибы. Да даже сделать самому на основе гидравлике будет намного проще. Зачем такая громоздкая конструкция?
А как давно вы его сделали ? Мне кажется что он и месяца не проработает прежде чем сломаться. Нужно больше уделять внимания деталям зачищать ржавчину перед сваркой и покраской и лучше проваривать швы.
ёпамать, а не проще купить корпусные подшипники, выйдет на 3-3.5 т.р.
проще использовать то что есть, вот допустим у меня до жопы валяется подшипников, но корпусных нет
Какой швеллер брал?
Подшипники 6 шт и один маленький Труба!
нет, не подойдет
Везде где может понадобиться такой вот дугообразный «профиль». Например для теплицы, или любой другой подобной конструкции.
А где, собственно, турбогриб?
Я конечно извиняюсь, но варить вы не умеете.
У вас швы присраны, а не приварены.
Можно было просто написать, что мол не нравится. ))
Но нет ведь.Первый минус. С почином! Долго вы однако сударь держались. )))
ЗЫ Нащупали ваше слабое место.
что захотел то и прокомментировал. а будет это первый минус или плюс не думал просто констатировал факт- что сварено плохо .
такая тут хуйня встречается.. за плюсиками на пикабе следит, дитё не обласканное блять.
Да ладно, автор же не на выставку своё изобретение принёс, а просто поделился инженерной мыслью. Сварочный аппарат у него для бытовых нужд вполне годный, только поверхность перед сваркой надо обязательно чистить машинкой, ток побольше выкручивать (пока прожигать не начинает) и делать швы в два-три прохода. Тогда всё будет в порядке.
Ну это просто замечание, так? ))
Вот к слову шов руками моего знакомого. Ваш вердикт? )

Я сам в том числе и аргонщик. Ничего сложного в том, чтобы красивенько сварить нержавейку аргоном, нет, поверьте, плавали-знаем. А на трубогибе швы страшненькие, у меня так было лет 15 назад, когда впервые в руки электрод взял. Но допускаю, что оно выдержит и не отвалится, нагрузки все же невелики. Не обижайтесь на 123rf, просто его это, видимо, зацепило сильнее, чем меня. И сами тож не обижайтесь, всем бобра.
Самодельный трубогиб для профильной трубы – схема, чертежи, видео
Гибка профильных труб — достаточно распространенная процедура, для выполнения которой используется специальное устройство — трубогиб. Можно изготовить трубогиб для профильной трубы своими руками, а можно приобрести его на строительном рынке или в магазине.

Одна из простейших разновидностей трубогиба для профилированных труб
Серийные устройства различаются по принципу действия, они могут иметь разные типы приводов, однако для работы на любом из таких приспособлений требуется определенный опыт. Ограничивает применение устройств, изготовленных в производственных условиях, и то, что стоят они недешево. Хорошим выходом во всех подобных ситуациях станет самостоятельное изготовление устройства, предназначенного для гибки профильных труб, для чего можно использовать подручные средства.
Необходимые элементы конструкции
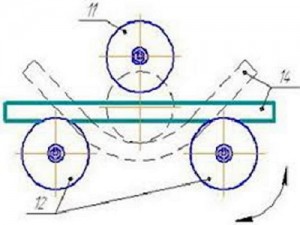
Схема работы трубогиба весьма незамысловата
Чтобы изготовить трубогиб своими руками, можно использовать чертежи различных конструкций. Их выбор определяется в основном тем, какими материалами вы располагаете. Чаще всего останавливают свой выбор на трубогибах фронтального типа, конструкция которых включает в себя:
- три ролика (вала), которые должны быть металлическими;
- приводную цепь;
- оси вращения;
- механизм, который будет приводить в движение все элементы приспособления;
- металлические профили, из которых будет изготовлена рама устройства.
Очень часто станок для гибки профильной трубы изготавливают с роликами, которые выполнены из древесины или полиуретана. Выбирая такие материалы, следует учитывать прочностные характеристики труб, которые будут подвергаться изгибу. Если пренебречь этим требованием, то рабочие элементы самодельного приспособления могут просто не выдержать нагрузки и разрушиться.
Чертеж трубогиба: в разрезе видна конструкция крепления прижимного ролика
Чтобы разобраться в том, как согнуть профильную трубу на самодельном устройстве, важно понимать, по какой технологии происходит такой процесс. Как правило, в трубогибах используется принцип вальцовки или прокатки, который позволяет минимизировать риск излома и повреждения трубы.
Чтобы сделать загиб на профильной трубе при помощи такого приспособления, ее необходимо вставить между роликами трубогиба и повернуть ручку. Использование такого простейшего гибочного устройства позволяет получать на профильной трубе изгибы, полностью соответствующие заданным параметрам.

Трубогиб с использованием домкрата
Чтобы сделать простой станок для выполнения гибки профильных труб, потребуются следующие конструктивные элементы:
- обычный домкрат;
- металлические профили и полка, необходимые для изготовления каркаса;
- пружины, отличающиеся высокой прочностью;
- валы в количестве 3-х штук;
- приводная цепь;
- ряд других конструктивных элементов.
При использовании такого устройства, процесс работы которого можно увидеть на одном из видео ниже, труба укладывается на два боковых ролика, а сверху на нее опускается третий, создавая требуемое усилие. Чтобы придать трубе необходимый изгиб, следует прокрутить ручку, приводящую в движение цепь и, соответственно, валы оборудования.

Вариант с перевернутым домкратом
Процесс изготовления трубогиба
Чтобы сделать устройство для получения изгиба профильных труб, необходимо выполнить следующие процедуры.
- Подготовить надежный каркас, элементы которого соединяются при помощи сварки и болтовых соединений.
- По предварительно подготовленному чертежу установить ось вращения и сами валы, два из которых размещаются выше третьего. От расстояния, на котором располагаются оси таких валов, зависит радиус изгиба профильной трубы.
- Чтобы привести в действие такой гибочный механизм, используется цепная передача. Для комплектации такой передачи ее оснащают тремя шестернями, а саму цепь можно подобрать со старого автомобиля, мотоцикла или другого оборудования.
- Для приведения такого оборудования в действие необходима ручка, которая соединяется с одним из валов. Именно за счет такой ручки создается требуемое крутящее усилие.
Чертежи трубогиба для профтруб
Инструкция по изготовлению трубогиба
Самостоятельно изготовить трубогиб для профильной трубы совсем несложно, если придерживаться следующей технологической последовательности.
- На прижимном валу размещают шестерни, подшипники и кольца, которые соединяют с ним при помощи шпонки. Сначала разрабатывается чертеж такого вала, обоймы для подшипников и роликов, затем эти детали вытачиваются, что лучше всего доверить квалифицированному токарю. Всего для данного устройства необходимо сделать три вала, один из которых подвешивается на пружинах, а два других располагаются по бокам.
- Затем в кольцах необходимо просверлить отверстия, которые необходимы для изготовления пазов и нарезания резьбы.
- Теперь необходимо сделать полку, для чего используют швеллер, в котором также сверлят отверстия и нарезают резьбу, требуемые при монтаже прижимного вала.
- Всю конструкцию оборудования после выполнения подготовительных мероприятий необходимо собрать, для чего используют сварку и болтовые соединения. В первую очередь выполняют монтаж каркаса, который одновременно служит и ножками трубогиба.
- Следующим этапом является подвешивание полки с закрепленным на ней прижимным валом, для чего используются пружины. После этого на самодельный трубогиб необходимо установить боковые опорные валы, на один из которых крепится ручка.
- Последним штрихом является установка домкрата на трубогиб.
Некоторые тонкости выполнения монтажных работ:
- прижимной вал, зафиксированный при помощи шпонок, дополнительно прикручивается к полке;
- монтаж прижимного вала осуществляется по следующей схеме: вал устанавливается на полку, к которой предварительно приварены гайки для пружин, после выполнения монтажных работ полка переворачивается и подвешивается на пружины;
- натяжение цепей выполняется при помощи магнитного уголка, который используется в качестве держателя;
- при закручивании звездочек применяются шпонки, которые предварительно изготавливают из гровера;
- приводную ручку для гибочного станка делают с проворачивающейся трубкой;
- домкрат на такое самодельное устройство устанавливают на подвесную платформу, для чего используются болтовые соединения и сварка.
Изготовление гидравлического трубогиба
В интернете можно найти много фото и видео того, как самостоятельно сделать устройство для гибки профильных труб с гидравлическим приводом. Процесс изготовления такого трубогиба, оснащенного гидроцилиндром, нагнетательным устройством и упорами для труб, является достаточно трудоемким мероприятием.
На чертеже и в конструкции такого трубогиба можно выделить следующие элементы:
- домкрат гидравлического типа грузоподъемностью не менее 5 тонн;
- башмак;
- ролики в количестве 2–3 штук;
- мощный металлический швеллер;
- пластины из толстого металла и другие детали.
Чтобы выполнить требуемый изгиб профильной трубы при помощи гидравлического устройства, необходимо вставить ее в башмак и зафиксировать оба ее конца. После этого нужно задействовать домкрат, который своим поднимающимся штоком давит на ролик, воздействующий на трубу и изгибающий ее. После того как требуемый угол загиба получен, процесс можно остановить и извлечь трубу из трубогиба, провернув ручку домкрата несколько раз в обратном направлении.

Трубогиб для профильных труб в готовом и покрашенном виде
Чтобы самостоятельно изготовить гидравлическое гибочное устройство для профильных труб, фото которого без проблем можно найти в интернете, необходимо выполнить следующие процедуры.
- По чертежу или фото изготавливают конструкцию для монтажа башмака и роликов, а также каркас оборудования.
- На нижнюю платформу крепят металлическую пластину, на которой будет установлен домкрат. После этого такое приспособление закрепляют болтами и устанавливают на него приводную ручку.
- Самое главное — найти подходящие вальцы для профильной трубы, которые должны плотно обхватывать своей рабочей частью. При желании, вальцы для профильной трубы, которые устанавливаются на швеллер на одной высоте, можно изготовить своими руками. Башмак устанавливают ниже вальцов, а их взаимное положение определяется требуемым радиусом изгиба.
- Для фиксации роликов и башмака используют болты, отверстия для которых выполняются по размерам, обозначенным в чертеже.
Чертеж еще одного варианта трубогиба
Методы гибки труб при помощи самодельного станка
Вопрос, как согнуть профильную трубу при помощи самодельного трубогиба, вряд ли поставит вас в тупик, если вы ознакомитесь с еще несколькими рекомендациями. На гидравлических станках можно с успехом выполнять гибку профильных труб из разных материалов, а также толстостенных изделий. Выполнять такую операцию можно как холодным, так и горячим методом, предполагающим предварительный нагрев участка трубы.
Таким образом, ручной гидравлический гибочный станок можно использовать для воздействия на трубу двумя способами:

Очередная вариация с домкратом
Холодный — это наиболее простой способ гибки, который используется для труб, изготовленных из пластичных материалов. Тонкостью такого процесса является наполнение трубы перед гибкой песком, солью, маслом или холодной водой. Это позволяет получить более качественный изгиб без значительных деформаций трубы.
Если вас интересует вопрос, как правильно согнуть профильную трубу с толстыми стенками или изготовленную из материалов повышенной жесткости, то ответом на него станет использование горячего метода гибки.
Полезные советы
На вопрос о том, как согнуть профильную трубу максимально точно и без лишних трудозатрат, дадут ответы несколько полезных советов от квалифицированных специалистов.

Съемные ролики разной формы позволят комфортно работать не только с профильными трубами, но и с круглыми
- В ручных трубогибах для гибки профильных труб можно не использовать звездочки, а собрать конструкцию на основе одного приводного ролика. Вместо прижимного винта в таких трубогибах нередко используется домкрат.
- Если вы выполняете гибку по шаблону, то чтобы труба не соскальзывала с него, в качестве упоров можно использовать металлические крючки.
- При необходимости выполнения гибки профильной трубы под большим радиусом, лучше всего использовать трубогиб с тремя роликами.
- Чтобы получить более универсальный гибочный станок, можно сделать его упорные ролики подвижными. Так вы сможете изменять радиус изгиба трубы.
В видео ниже мастер делится опытом по постройке трубогиба из подручных материалов.
Чтобы строго соблюсти размеры требуемого изгиба трубы, лучше всего выполнять такую операцию с использованием шаблона, который изготавливается из древесины. Даже простейший ручной трубогиб с использованием такого шаблона позволит получить изгиб профильной трубы с точным соблюдением заданных параметров. К слову сказать, такие шаблоны в основном и изготавливаются для реализации простейших ручных способов гибки.
Самодельный трубогиб для профильной трубы;
Авторская история создания самодельного профильного трубогиба.
Скоро весна, скоро грачи и недостроенная теплица вот уже который год ). С самого начала решил делать нормальную теплицу из нормального профиля. Для этого надо гнуть каркас. Можно, конечно, поискать где согнут или вообще купить готовую, но мы не ищем лёгких путей. Будем гнуть сами, а для этого нам надо сделать трубогиб. Он ещё в хозяйстве не раз пригодится …
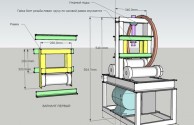
Итак порывшись в поиске на предмет чертежей или схем изготовления трубогиба своими руками я собрал у себя маленькую коллекцию фоток. Итак начнём сей процесс изготовления с чертежей и фотографий.



Немного процесса изготовления:



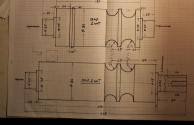
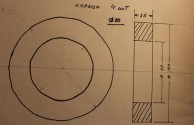
Ну и когда мы уже имеем представление о конструкции сами чертежи:

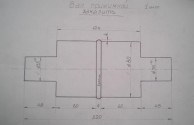
Самое важное выточить ролики и обоймы для подшипников. Размеры валов подбираем исходя из наших подшипников и звёздочек. От звёздочек можно вообще отказаться, сделав привод от одного ролика, но по отзывам так может пробуксовывать конструкция.
Ещё прижимной винт можно заменить домкратом. В любом случае основное валы.
Ну начнём подбор материалов и корректировку чертежей? Ну а пока можно глянуть на ещё более продвинутый вариант. Валы выточены под пару диаметров круглых труб и под обычную профильную трубу.
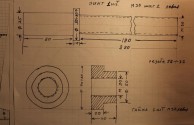





Для начала прикупил подшипники. Простые брать не стал, а купил на руб дороже самоцентрирующиеся с опорами. Так как делаться будет профелегиб «премиум-класса», то и шестерни с цепью для него должны быть премиум ). В моём случае Мерседесовские.

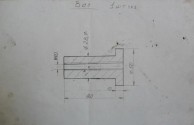
Задание токарю было сформулировано на куске обоев и он с заданием успешно справился

Ну и первая примерка

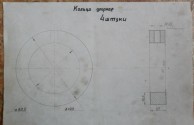
Шестерни будут зафиксированы через шпонку. В кольцах надо ещё просверлить отверстия и нарезать резьбы, для их фиксации.
Сверлю отверстия и делаю пазы под шпонку, для крепления шестерни.

В ограничительных кольцах засверливаю отверстия и нарезаю резьбу под болты-зажимы. Отпилил кусок швеллера под крепление прижимного вала. Одна полка была срезана, чтоб не мешала установке домкрата. Просверлены отверстия и нарезана резьба под крепления подшипников.

Теперь можно переходить к сварочным работам. Раскладываю детальки на «сварочном столе». Собираю конструкцию, привариваю ноги.

Прикручиваем прижимной вал. Контрогаем его и привариваем гайки для пружин.

Подвешиваю площадку на пружины. Кстати верхний упор крепится на болтах, на всякий случай, вдруг придётся вынимать прижимной вал.

Ну и дальше сверлю и прикручиваю нижние опорные валы.

Делаю натяжитель цепи. В качестве держалки — магнитный уголок. Отличная вещь!

Прикручиваю звёздочки, не забыв вставит шпонки. Шпонки сделал нарезав гравер.
Прикручиваю натяжитель.

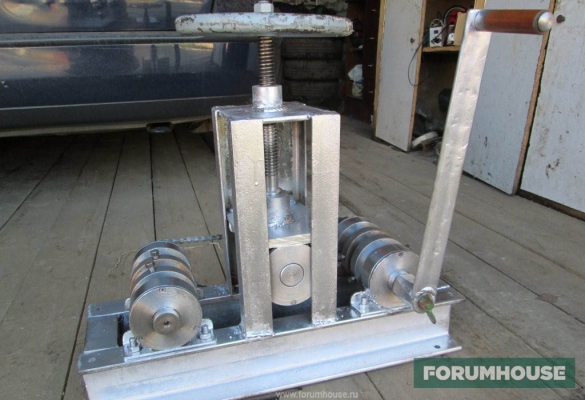
Следующая деталь — ручка, для вращения. Не забываем сделать ручку с вращающейся трубкой, чтоб мозоли не натирать. И устанавливаем домкрат, привариваем пару болтиков и фиксируем его на площадке.


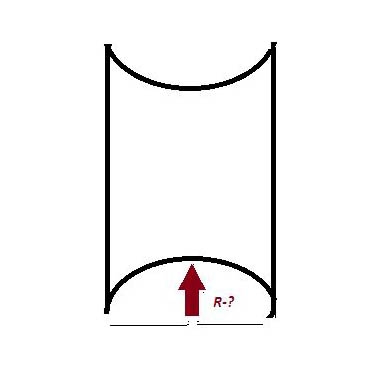
Наступило время стендовых испытаний! Что сказать о качестве гиба… сам изгиб получился просто замечательный. В крайних точках есть небольшое замятие. Без него никак Но благодаря буртику на центральном валу нет этого замятия по дуге.

В принципе результатом более чем доволен. Станочек получился то что надо. Крутится легко, гнёт хорошо. Осталось немного придать товарного вида … в ход идет краска.