

Токарная оснастка своими руками
Приспособления для токарных станков
Приспособления для токарных станков по металлу и дереву позволяют расширить технологические возможности оборудования. Расширив функционал, повышается и прибыль предприятия, т.к. открываются возможности по изготовлению новой номенклатуры изделий. Кроме того, технологическая оснастка повышает производительность обработки и безопасность токарей. При покупке оборудования стоимость дополнительной оснастки может составлять до 15% от стоимости станка. Приспособления в продаже можно встретить как заводские, так и изготовленные своими руками. Первые более точные, вторые — дешевле.

Виброопоры для токарных и шлифовальных станков
Применение виброопор ОВ повысит качество обработки деталей Вибрации, возникающие при работе оборудования, влияют на качество продукции, повышают износ узлов, оказывают разрушающее действие на материалы. Биения особенно заметны при шлифовке. Защитой станет установка каждой единицы на виброопоры.

Патроны для токарного станка по дереву
Точение – специфическая отрасль деревообработки, её отличие заключается в работе с вращающейся заготовкой, приводимой в движение двигателем токарного станка. Подачу режущего инструмента (резец, фреза) мастер производит своими руками или посредством механического привода. Для надёжной фиксации.

Центры для токарных станков
Конструкция токарных станков предусматривает использование определенной оснастки. Только при наличии необходимого оснащения можно сделать деталь с нужными параметрами точности. При этом нужно приобрести специальное оснащение или сделать самодельный вариант исполнения. Стоит отметить, что своими руками.

Поводковые патроны
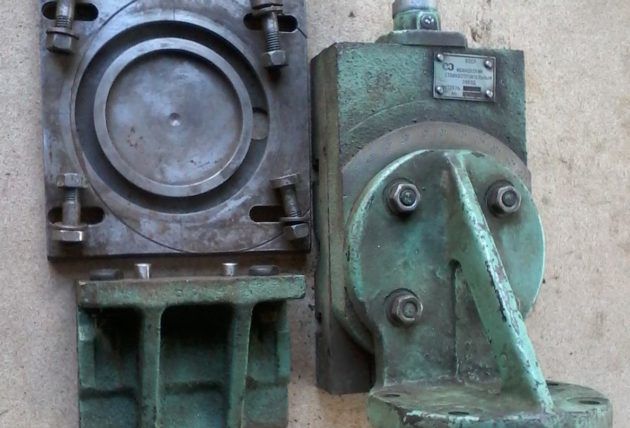
При проведении операций выполняемых при помощи токарных станков для фиксации деталей и передачи вращательного движения от шпинделя используется поводковый патрон, который через хомутик крепится на детали болтом. Схема обработки заготовки Рис № 1. Схема обработки.

Цанговые патроны
Цанговый патрон – специальное приспособление, используемое для зажима инструмента при выполнении токарных, фрезерных, сверлильных и прочих операций связанных с обработкой металлических заготовок на основании технического задания (последовательности выполняемых операций, технологии обработки, прилагаемого эскиза изделия). Виды и принципы.

Кулачки для токарных патронов
Кулачки для токарных патронов изготавливают нескольких типов: прямые – служат для зажима заготовки с внешней (наружной) стороны для вала или за внутреннюю поверхность в заготовке с отверстием; обратные – служат для зажима заготовок с внешней.

Кулачковые токарные патроны
Кулачковые патроны предназначены для зажима заготовок цилиндрической, прямоугольной и фасонных форм. Закрепляются на шпинделе с помощью фланцев или напрямую. По количеству кулачков бывают: двухкулачковыми; трехкулачковыми; четырехкулачковыми. Устанавливаются на различные типы токарных станков: токарно-винторезные, револьверные, карусельные.

Люнеты токарные для станков по металлу и дереву
Люнет – приспособления для металлорежущих станков (токарных, шлифовальных, фрезерных), предназначенные для поддержки длинных заготовок во время обработки, длина которых более 12-15 диаметров. Токарные люнеты подразделяются на 2 типа: подвижные – устанавливаются на каретке суппорта и.

Резцедержатели для токарных станков по металлу
Резцедержатель служит для закрепления резцов на суппорте токарного станка, и как следствие, он перемещается в поперечном и продольном направлениях относительного заготовки. Другое название этого устройства — резцовая головка. Подразделяются на двухпозиционные и четырехпозиционные, т.е. в.
Современные фрезерные приспособления для токарного станка
Для расширения функциональности токарного станка рекомендуется применение специальных фрезерных деталей. Они изготавливаются в разнообразных вариантах, что дает возможность с их помощью выполнения разнообразных задач в сфере обработки деталей. Фрезерные приспособления для токарного станка бывают нескольких видов, сложность их конструкции зависит от особенностей поставленной задачи.
Современное оборудование на голову выше советских аналогов, металл, используемый в конструкции, отличается высоким качеством, прочностью и долговечностью. Крепежи агрегата имеют сертификаты качества, а также являются долговечными.
Для проведения работ на подобном агрегате мастерам требуется профильный медицинский осмотр, оборудование требует от специалиста внимательности, щепетильности, хорошего зрения. Финишная обработка любого фрагмента из металла проходит в несколько этапов.
Виды и назначение
Приспособление для токарного станка по металлу изготавливается в трех разновидностях:
- Первый вариант является специальным. С его помощью увеличиваются эксплуатационные возможности агрегата.
- Второй вариант дополнительных частей используется для того чтобы фиксировать инструмент.
- Благодаря применению третьего варианта оборудования фиксируются детали, которые подлежат обработке на токарном станке.

С помощью различной оснастки обеспечивается широкий спектр работ, выполняемых токарным агрегатом:
- качественно закрепляются металлические фрагменты;
- повышается точность обработки металлических заготовок;
- появляется возможность правильно выполнять фрезерные операции;
- ускоряется процесс обработки металлических деталей.
Фрезерное приспособление для токарного станка производится на заводах. Оно характеризуется высоким уровнем прочности, такая особенность обеспечивает ему длительное применение.
Благодаря использованию материалов высокого качества для изготовления оснастки значительно продляется срок ее эксплуатации. В домашних условиях несложно использовать самодельное приспособление для токарного станка по металлу. Наиболее часто осуществляется применение специальной приставки, благодаря которой мастера могут выполнять следующие операции:
- фрезеровать плоскости;
- выбирать пазы и канавки;
- обрабатывать основу с помощью торцевых и концевых фрез;
- контурно обрабатывать разнообразные изделия.
Приспособление для токарного станка дает возможность не только расширить сферу применения оборудования, но и максимально точно выполнять работы по металлообработке.
Какое оборудование использовать?
Выбирать приспособление на токарный станок необходимо в соответствии с поставленными перед оператором задачами. Наиболее часто специалистами осуществляется использование нескольких частей.
Виброопоры – идеально подходит для токарного станка по металлу, а также для шлифовального оборудования. С его помощью обеспечивается увеличение качества обработки детали. Благодаря подобному изделию значительно уменьшается вибрация, такой принцип работы положительно отображается на длительности эксплуатации станка.
Центры. Токарные агрегаты имеют универсальную конструкцию, но она вынуждает мастера использовать специальную оснастку. Благодаря центрам обеспечивается максимально качественная настройка параметров точности.
Патроны. Применение устройства наиболее часто осуществляется в агрегатах по дереву. С помощью подобного оборудования обеспечивается максимально надежная фиксация фрагмента. Крепление патрона осуществляется с помощью болта через хомутик.
Кулачки. Такого вида детали характеризуются присутствием нескольких вариантов исполнения. С их помощью обеспечивается надежная фиксация детали с внешней стороны вала.

Кулачковые токарные патроны – детали используются для фиксации заготовок, которые имеют прямоугольную, цилиндрическую или фасонную форму. Различают несколько разновидностей патронов – двухкулачковые, трехкулачковые и четырехкулачковые. Разрешается применение изделий с разнообразными видами токарных установок.
Подбор оборудования обязан проходить после изучения всех достоинств агрегата, а также анализа условий помещения, где будет установлено оборудование. Дополнительно следует определить, где будет размещаться шкаф с металлическими фрагментами и готовыми изделиями.
Дополнительные детали
Агрегат имеет второстепенные, но довольно важные детали в своей конструкции.
Люнетов. Применяются в конструкциях, которыми проводится обработка металла и дерева. Сферой применения подобных узлов являются фрезерные, токарные и шлифовальные замки. С помощью установок поддерживаются длинные заготовки.
Резцедержателей. Применение агрегатов осуществляется в токарных станках по металлу. Благодаря этим устройствам закрепляются резцы на суппорте. Приспособление имеет поперечное и продольное перемещение по отношению к металлическому фрагменту.
Приспособления для металлорежущих станков производятся в широком ассортименте, особенность дает возможность для токарей подбора наиболее приемлемого варианта в соответствии с поставленными задачами.
В индивидуальном паспорте оборудования всегда указы технические характеристики и ведомственные требования к эксплуатации установки на территории предприятия. Необходимо неуклонно выполнять все условия при установке агрегата.
Несоблюдение техники безопасности, а также ТУ могут привести к нарушению технологического процесса, а также травмам рабочего персонала.
Особенности использования кулачковых патронов
Наиболее часто в металлообрабатывающих агрегатах используются кулачковые патроны. В подобном случае рекомендуется применять двухкулачковые приспособления для токарного станка. Они являются оптимальным вариантом при отсутствии необходимости в максимально точном центрировании.
С их применением осуществляется фиксирование небольших деталей, отливкой, поковок. Кулачковые патроны фиксируют детали, которые имеют строго определенные геометрические параметры. Если необходимо обработать произвольные по конфигурации заготовки, то это требует применения четырехкулачковых патронов.
Самодельные приспособления характеризуются появлением индивидуального привода, такая конструкция дает возможность максимально простого центрирования.
При использовании патронов с таким приводом предоставляется шанс обработки на станке прямоугольных и асимметричных деталей. Квадратные прутки обрабатываются с использованием самоцентрирующихся приспособлений, которые оснащаются четырьмя кулачками.
Часто в металлообрабатывающих станках осуществляется применение трехкулачковых патронов.

С их помощью обеспечивается качественное выполнение работ с прутками, имеющими большое сечение.
Дополнительно они применяются для обработки деталей, имеющих круглую или шестигранную форму. Для такой оснастки характерны высокие усилия зажима, благодаря максимально простой конструкции изделия его переналадку в соответствии с размерами заготовки сможет выполнить любой желающий мастер.
Если трехкулачковые патроны будут активно использоваться, это приведет к потере точности, что является их единственным недостатком.
Советы мастеров
При большом сечении заготовок рекомендуется применение вращающегося и упорного центров. С их помощью обеспечивается эффективное проведение работ по металлу, помещение заготовки в центр происходит только после проведения ее зацентровки.
С торцов вала заготовки с этой целью необходимо выполнить специальные отверстия. Благодаря применению хомутика деталью от шпинделя осуществляется получение вращающегося момента.
Фрезерное оснащение отличается скрупулезностью и ювелирностью, работа проходит в равномерном ритме, от мастера требуется постоянный контроль движения вала.
Патроны, которые выполнены по поводковому типу, характеризуются небольшим корпусом. Его устанавливают на шпиндель токарных станков.
Торцевая часть агрегата оснащается запрессованным пальцем, с его помощью проводится отправка необходимого крутящего момента на хомутик. Фиксация хомутика к детали, которая обрабатывается, осуществляется болтом.
Применение поводкового патрона не проводится при большой величине центрового отверстия заготовок. В таком случае возникает необходимость применения вращающегося центра, имеющего особую конструкцию.
Рабочая часть дополнительных деталей характеризуется выраженной рифленой поверхностью. Если при обработке заготовки необходимо срезать слой большой толщины, тогда необходима установка вращающегося заднего центра на станок. Он позволяет работать оборудованию на высокой скорости.
Приспособления для станков позволяют значительно упростить процесс обработки металлических заготовок. Для обеспечения качественного выполнения работ рекомендуется правильно проводить подбор изделия. С этой целью токарь должен руководствоваться определенными правилами. Он может купить готовое приспособление или сделать его самостоятельно.
Видео по теме: Полезное приспособление для токарного станка
Приспособления для токарного станка – как сделать агрегат более функциональным?
Разные приспособления для токарных станков, известные в настоящее время, позволяют расширить функциональный потенциал таких агрегатов и упростить выполнение некоторых работ на них.
1 Дополнительная оснастка – какой бывает и зачем нужна?
Все приспособления для токарных станков причисляют к одной из трех разновидностей. Первый вариант оснастки – специальный, обеспечивает увеличение эксплуатационных возможностей оборудования, второй применяется для фиксации инструмента, третий используется для закрепления деталей, которые обрабатываются на агрегатах. Установка разных типов оснастки обеспечивает:
- уменьшение времени, требуемого на монтаж детали на токарное станочное оборудование, что гарантирует увеличение производительности обработки металлических изделий;
- повышение точности металлообработки;
- возможность выполнения фрезерных операций;
- качественное крепление заготовок.

Оснастка для станков может выпускаться на заводах. Подобные приспособления обычно эксплуатируются на предприятиях. Малые фирмы и частные пользователи нередко используют самодельную оснастку. Большое распространение среди последних получило фрезерное приспособление – специальная приставка, которая дает возможность выполнять:
- выборку пазов и канавок;
- контурную обработку разнообразных изделий;
- фрезерование плоскостей;
- обработку торцевыми и концевыми фрезами.

Найти чертежи такой приставки несложно в интернете и в специализированных журналах.
2 Кулачковые патроны – самые распространенные виды приспособлений
Патроны на токарные станки могут иметь 2–4 кулачка. Когда максимально точное центрование не требуется, рекомендуется применять двухкулачковые патроны. В них, как правило, фиксируют небольшие детали, поковки и отливки. В большинстве случаев такие приспособления для токарных станков предназначены для фиксации деталей со строго определенными геометрическими параметрами.

Четырехкулачковые патроны используются при обработке произвольных по конфигурации заготовок.
Кулачки в них можно без затруднений центрировать за счет того, что они располагают индивидуальным приводом. Если применяются патроны с таким «персональным» приводом, на станке можно обрабатывать несимметричные и прямоугольные детали. А вот самоцентрирующиеся приспособления с четырьмя кулачкам больше годятся для квадратных прутков.

Самое широкое распространение получили трехкулачковые патроны. Они обеспечивают качественные работы с большими по сечению круглыми прутками, деталями шестигранной и круглой формы. Подобная оснастка для работ по металлу характеризуется высоким усилием зажима и элементарной конструкцией, а также простой переналадкой для обработки заготовок с разными размерами. Кулачки могут быть сборными или цельными. К «минусам» трехкулачковых патронов относят то, что они быстро теряют точность при активной эксплуатации.
3 Вращающийся и упорный центр – что это?
Описанные выше патроны используют для фиксации деталей, у которых соотношение длины и сечения составляет не более 4 единиц. В остальных случаях используются специальные центры. Они дают возможность эффективно производить работы по металлу. При этом важно помнить, что в центр (вращающийся либо упорный) заготовка может быть помещена только после ее зацентровки. Под таковой понимают выполнение с торцов вала заготовки центровых отверстий. При их наличии деталь получает от шпинделя крутящий момент за счет применения хомутика и специального поводкового патрона.

Под патроном поводкового типа понимают небольшой корпус, который устанавливается на шпиндель токарного агрегата. На торцевой части данного приспособления имеется запрессованный палец. Он отправляет требуемый крутящий момент на хомутик. Последний при помощи болта фиксируется на обрабатываемой детали.
Поводковый патрон не применяется, когда необходимо выполнить обработку изделий, у которых центровое отверстие характеризуется относительно большой величиной. В данном случае используется вращающийся центр особого вида. У него рабочая часть имеет выраженную рифленую поверхность.

Если производится обработка заготовок с большой толщиной срезаемого слоя и процесс должен происходить на высоких скоростях резания, на станок устанавливают вращающийся задний центр. А вот при работе с деталями, у которых оси вращения шпинделя и самих заготовок не совпадают, специалисты советуют эксплуатировать вращающийся центр с рабочей поверхностью в форме сферы (специальная конусная оснастка).
Упорный центр, отличающийся высокой долговечностью, изготавливается с наконечником из твердосплавных материалов. Его установка возможна исключительно в пиноль задней бабки. Упорные центры могут быть срезанными. В этом случае с их помощью подрезают концы детали.
4 Другие виды оснастки для токарного оборудования
Револьверная головка значительно увеличивает производительность агрегатов для выполнения работ по металлу. Она может быть шестигранной или круглой (по Госстандарту 3859–83). Круглая револьверная головка выпускается с двумя разновидностями центрирующих отверстий – с конусными и с цилиндрическими.

ГОСТ 3859 содержит общие рекомендации по изготовлению оснастки для токарных агрегатов. Заказчик может описать производителю, какая именно револьверная головка ему нужна и каких размеров. Другими словами, подобная оснастка выпускается индивидуально. Револьверная головка используется в сменных резцовых блоках. Она обеспечивает быструю и максимально точную регулировку режущих инструментов. Револьверная оснастка может устанавливаться на станки с ЧПУ и на агрегаты универсального типа, которые имеют салазки крестовой формы.
Обработка тонких (в профессиональной среде говорят – нежестких) валов осуществляется при помощи подвижных либо неподвижных люнетов для токарных станков. Неподвижная оснастка устанавливается и фиксируется на направляющих агрегата, подвижная может монтироваться на суппорте (а именно на его каретке). Люнеты подвижного вида считаются более современными и эффективными. Данные приспособления для токарных станков идеально подходят для обтачивания (чистового) заготовок большой длины.

Для обработки заготовок с поверхностями в виде конусов используется специальная конусная линейка. Ее размещают параллельно конической образующей поверхности. При этом суппорт агрегата поворачивают на 90 градусов. Линейка располагает делениями для отсчета углов ее поворота. Деления бывают угловыми либо миллиметровыми. На многих предприятиях конусная линейка эксплуатируется весьма активно (как и описанная выше револьверная головка), так как она проста в применении.
Также существует и далее указанная оснастка: шлифовальная головка для токарного станка, четырехпозиционные резцедержатели, планшайбы, картриджные держатели резцов, приспособления для выполнения отверстий и нарезания резьбы.
Приспособления и оснастка, применяемые в процессе работы на токарных станках: виды, назначение, устройство
В процессе токарной обработки заготовок (деталей) на токарно-винторезных станках применяются разнообразные приспособления для установки и закрепления заготовок (деталей), а также инструмента. Приспособления бывают универсальные и специальные. Универсальные приспособления служат для крепления заготовок (деталей): за наружную поверхность, при обработке в центрах и за отверстия.
Токарные патроны предназначены для установки и закрепления в них заготовок (деталей). Они крепятся на шпинделе по резьбе или на фланце. Различают патроны: самоцентрирую- щие двух- и трехкулачковые, несамоцентрирующие четырехкулачковые, поводковые и специальные. Привод патрона может быть электрическим, гидравлическим, пневматическим и комбинированным.
Самоцентрирующиеся трехкулачковые токарные патроны позволяют быстро устанавливать и закреплять заготовки (детали) путем одновременного перемещения всех кулачков при поворачивании торцовым ключом какого-либо одного из трех его винтов. При этом кулачки одновременно центрируют и зажимают заготовку (деталь). В таком патроне кулачки перемещаются с помощью ключа, вставляемого в четырехгранное отверстие одного из трех конических зубчатых колес. Эти колеса в свою очередь сцеплены с большим коническим зубчатым колесом. На обратной (плоской) стороне большого колеса имеется многовинтовая спиральная канавка, в отдельные витки которой нижними выступами входят все три кулачка. Когда торцовым ключом поворачивают одно из трех малых зубчатых колес, вращение передается большому зубчатому колесу, при этом оно начинает одновременно вращаться и посредством спиральной канавки равномерно перемещать по пазам корпуса патрона все три кулачка. В зависимости от направления вращения большого зубчатого колеса (по часовой стрелке или против) со спиральной канавкой кулачки приближаются или удаляются от центра, соответственно сжимая или освобождая заготовку (деталь). В другом варианте токарного патрона имеется реечный привод, в котором кулачки приводятся в движение косозубыми рейками, соединенными и с кулачками, и с главным (большим) зубчатым колесом (типа шестерни). Перемещение одной из реек производится через винт, который вращают торцовым ключом в направлении по часовой стрелке или против. При вращении винта одна из реек перемещается, одновременно двигая кулачок и вращая большое зубчатое колесо, которое приводит в движение две оставшиеся рейки и два соответствующих кулачка.
При токарной обработке заготовок (деталей) используются также патроны с эксцентриковым и винтовым приводом трех кулачков.
Четырехкулачковый несамоцентрирующийся патрон применяется для обработки несимметричных заготовок; в этом патроне каждый кулачок перемещается отдельно от остальных при помощи винта.
Цанговый патрон используется при обработке заготовок (деталей) малых размеров с небольшими отклонениями по диаметру. Недостатком большинства вариантов таких патронов является невысокая точность центрирования, обусловленная тем, что цанга центрируется по конусу и цилиндру корпуса патрона. Но в одном из вариантов цангового патрона цанга центрируется по корпусу патрона, чем достигается высокая точность центрирования заготовки (детали); при этом постоянное положение закрепляемых заготовок (деталей) обеспечивается действием специального винта.
Роликовые самозажимные патроны применяют в ряде случаев при токарной обработке заготовок диметром 40—60 мм. Они имеют три участка, обработанные эксцентрично по отношению к оси патрона, в которые упираются ролики, расположенные в пазах втулки, поворачивающейся на некоторый угол с помощью стержня, находящегося в одном из радиальных гнезд. При этом угол поворота втулки ограничен винтом, ввернутым в корпус.
Токарные центры — приспособления, служащие для установки заготовки (детали) на станке при токарной обработке. Чаще всего используют центры, имеющие хвостовую часть с малой конусностью в виде конуса Морзе от № 1 до № 6 и переднюю часть (рабочая поверхность) с углом 60° при вершине. Диаметр цилиндрической части хвостовика центра выполняется меньше наименьшего диаметра конуса хвостовика, что устраняет заклинивание конуса при выбивании центра из гнезда — пиноли задней бабки станка или конического отверстия шпинделя передней бабки. Заготовка (деталь) устанавливается на рабочую часть конуса центра. Заготовки деталей типа валов, длина которых превышает их диаметр в 5 раз и более, обычно обрабатывают с установкой коническими поверхностями центровых отверстий на центрах станка (установка в центрах). В качестве зажимных и опорных приспособлений используют: передний опорный центр, закрепляемый в шпинделе станка и вращающийся вместе с заготовкой, и задний опорный центр, закрепляемый в пиноли задней бабки и неподвижный, поэтому между заготовкой и задним центром возникает трение и происходит нагрев. Для уменьшения трения и нагрева применяют густую смазку, которую вводят в цилиндрическую часть центрового отверстия заготовки со стороны задней бабки. В последние годы при аналогичных токарных работах применяют износостойкие центры, у которых на рабочий конус наплавлен слой твердого сплава или впаян твердосплавный наконечник.
Специальные вращающиеся центры применяются при обработке заготовок или деталей на высоких скоростях резания. В таком центре установлен рабочий центр (шпиндель), вращающийся в подшипниках (для легких работ — в радиально-упорных шарикоподшипниках, для повышенных нагрузок — в радиально-упорных роликоподшипниках). Осевая нагрузка приходится на упорный подшипник и задний игольчатый подшипник. В подшипниках применяются смазка и фетровые уплотнения для предохранения от их загрязнения и вытекания смазки.
Поводковые устройства служат для передачи вращения от шпинделя к заготовке, установленной в центрах.
Токарный хомутик — простейшее из них и применяется в комплексе с другим приспособлением — планшайбой. Планшайба, закрепленная на шпинделе станка, имеет радиальный паз, в который входит отогнутый хвостовик хомутика. Вращаясь вместе со шпинделем, планшайба увлекает за собой хомутик, а вместе с ним установленную в центрах заготовку. Хомутики бывают и с прямыми хвостовиками, в этом случае используются планшайбы с пальцами. Применяются также следующие приспособления:
О разрезная втулка в комплексе с хомутиком;
О самозажимной поводковый хомутик;
О поводковая оправка, состоящая из корпуса с коническим хвостовиком, поводковой шайбы с торцовыми зубцами, плавающего центра, пружины и регулирующего винта пружины;
О поводковая самозажимная планшайба с плавающими кулачками, имеющая собственно планшайбу, плавающее кольцо, кулачок и ось кулачка;
О безопасные планшайбы, оснащенные поводковым пальцем (или поводковой планкой) и хомутиком;
О рифленые поводковые центры (ерши) в комплексе с задним вращающимся центром;
О цанговая оправка для обработки стаканов (заготовки (детали) в форме стакана), имеющая разжимной конус, гайку, штифт и собственно корпус с цангой;
О центросместительные шайбы для обработки коленчатых валов, состоящие из планшайбы, центросместительных шайб, распорок, противовесов;
О люнеты неподвижные и подвижные (для обработки валов или осей), имеющие кулачки из антифрикционного материала (обычно из бронзы), которые прижимаются к заготовке (детали) и препятствуют ее отжиму в процессе резания (чаще всего в люнетах установлены роликовые кулачки во избежание сильного нагрева при вращении заготовки);
о угольники, регулируемые и нерегулируемые, применяются в комплексе с планшайбами при токарной обработке несимметричных деталей;
О сверлильные патроны, используемые для крепления сверл, разверток с цилиндрическим хвостовиком диаметром до 20 мм;
0 трехкулачковые самоцентрирующиеся сверлильные патроны, состоящие из корпуса патрона, в котором расположены наклонно три кулачка с резьбой, связывающей их с гайкой;
О цанговые патроны с цилиндрическим хвостовиком, предназначенные для зажима заготовки (детали) сверхнебольшого диаметра;
О держатели для центрового осевого инструмента;
О переходные конические втулки с коническим хвостовиком, служащие для крепления режущего инструмента. Если номер конуса хвостовика инструмента не соответствует номеру конуса на станке, наружные и внутренние поверхности таких втулок выполняют с конусом Морзе семи номеров (от 0 до 6) по ГОСТу 8520-89.
В единичном и мелкосерийном производствах при токарной обработке применяют универсальные станочные приспособления: универсально-сборочные, сборочно-разбороч- ные, универсально-наладочные и др. Их собирают из стандартных элементов и после завершения работы разбирают, а их детали используют при обработке других заготовок (деталей).
Токарная обработка металла и её виды
В настоящее время токарная обработка металла является одним из самых востребованных производственных процессов. С ее помощью происходит формирование окончательного вида изделий, выполняются ремонтные работы или мероприятия по улучшению технических и эксплуатационных качеств заготовки.
Определение и виды токарной обработки

Во время токарной обработки происходит воздействие режущего инструмента на деталь. При этом в станке выполняется два вида движения — вращательное (для заготовки) и поступательное (для резца). Таким образом удаляется излишек материала, обрабатываемому компоненту передается нужная форма.
Для выполнения вышеперечисленных операций в конструкции станка есть обязательные элементы – передняя и задняя бабки, суппорт и резцедержатель. С их помощью происходит позиционирование инструмента относительно детали, задаются параметры тех или иных видов обработки.
В зависимости от желаемого результата выделяют следующие типы токарной обработки:
- обтачивание. Разделяется на наружное и внутреннее. С помощью резца происходит удаление материала на поверхности детали;
- расточка. Суть этой функции заключается в увеличении диаметра или изменении конфигурации отверстия. Используются специальные типы резцов;
- точение конусов. Операция схожа с процедурой обточки, разница заключается в расположении режущего инструмента. Его устанавливают под определенным углом относительно поверхности;
- формирование резьбы. Для этого необходима особая конструкция фартука суппорта;
- точение канавок и отрезание. Применяются специальные типы резцов;
- подрезание торцов.
Это наиболее распространенные типы токарных работ. Они могут выполняться на одном станке, если это предусмотрено его конструкцией. Но для достижения оптимального результата необходимо знать технические характеристики оборудования. Они влияют на качество и точность выполнения работ.
Если предполагается сложная обработка деталей — рекомендуется использовать резцедержатель револьверного типа. На нем могут располагаться несколько типов обрабатывающих инструментов, смена происходит за счет вращения рабочей головки.
Факторы, влияющие на качество операций

При выборе конкретного типа токарного оборудования необходимо детально изучить его функциональные возможности. Они определяют не только перечень выполняемых операций, но и точность.
Определяющим параметром являются характеристики заготовки – габариты и масса. В зависимости от этого она может быть зафиксирована в центрах или над станиной. На следующем этапе анализа необходимо узнать максимальную длину точения. При обработке внутренних поверхностей деталей определяется максимально допустимая глубина. Она зависит от конфигурации резца, а также параметров механизма подач.
Помимо этого, на качество токарной обработки влияют следующие факторы:
- частота вращения шпиндельной головки;
- число скоростей;
- характеристики суппорта – значение продольных и поперечных подач, максимальные и минимальные параметры смещения;
- тип устанавливаемых резцов и их посадочные размеры;
- номинальная мощность электродвигателя главного привода.
Все эти параметры необходимо учитывать во время составления технологической схемы производственного процесса. Кроме этого на качество обработки влияет степень автоматизации оборудования. Для достижения оптимальных результатов рекомендуется использовать станки с числовым программным управлением.
Дополнительно необходимо учитывать характер формируемой стружки. Она может быть слитая, элементарная, с надломом или ступенчатая. Это повлияет на способ ее удаления, а также необходимую степень обработки охлаждающей жидкостью.
Оснастка станка для токарной обработки

Помимо основных компонентов оборудования в некоторых случаях для выполнения токарных работ понадобится специальная оснастка. Она может входить в стандартную комплектацию станка, либо устанавливаться в качестве опции. При этом токарная обработка может выполняться в нестандартных режимах.
Одним из определяющих компонентов являются механизмы фиксации деталей. Традиционно заготовка может крепиться между передней приводной бабкой и задней. При этом учитывается конфигурация фиксирующего патрона, а также параметры пиноли задней бабки.
Для повышения функциональности оборудования могут использоваться следующие дополнительные компоненты токарного станка:
- хомутики. Предназначены для передачи крутящего момента при закреплении деталей в центрах;
- поджим. Устанавливается на резцедержатель и необходим для увеличения точности позиционирования инструмента;
- люнет. Применяется для токарных работ с габаритными заготовками. Это устройство служит дополнительным фиксирующим элементом.
Кроме этих приспособлений могут применяться различные другие. Все зависит от требований к качеству выполнения операций, а также параметров технологической схемы обработки.
В качестве примера можно посмотреть видеоматериал, в котором показана высокотехнологичная токарная обработка детали:
Люнет для токарного станка своими руками
Вы здесь
Оглавление
Люнеты являются дополнительными приспособлениями, которые применяются на токарных станках и служат для дополнительной фиксации заготовок во время обработки. Специалисты знают, что не все детали можно обработать без дополнительных устройств, так как они могут выскочить во время процесса или прогнуться, что иногда случается даже от собственного веса. Благодаря люнету можно обеспечить дополнительный уровень защиты, которые поможет избежать неприятностей, которые случаются во время обработки деталей цилиндрической формы. Естественно, что основными вариантами являются заводские, но некоторые специалисты могут сделать люнет своими руками, которые бы смогли использоваться по тому же назначению и не уступали оригинальным.
Существует несколько типов исполнения, которые отличаются по методу применения, способу размещения и типу зажимающих устройств, так как ими могут выступать кулачки или ролики скольжения, как правило, в количестве трех штук. В основном, такие устройства применяются в машиностроительной отрасли, так как там имеется большое количество цилиндрических деталей. Также он незаменимы при доработке и ремонте. Подвижные разновидности подходят для чистовой обработки и взаимодействию с длинными деталями.

фото:люнет для токарного станка своими руками
Люнеты создаются согласно ГОСТам 21190-75, 15760-79 и другим, в зависимости от модели и типа. Под каждый станок выпускаются свои модели, так что если вы собираетесь делать люнет для токарного станка своими руками, то следует учитывать физические размеры, особенности расстановки деталей и прочие важные факторы оборудования, чтобы была полная совместимость.
Виды возможных самодельных люнетов
Самодельный люнет для токарного станка практически ни чем, кроме размеров, не ограничивает своего создателя при изготовлении. Таким образом, можно легко объяснить столь широкое разнообразие, которое встречается в данном деле. Сразу можно выделить такие отличительные черты:
- Деревянный корпус. Нередко самодельные люнеты делаются из дерева. К деревянным частям относится только корпус, тогда как зажимы и приближенные к ним части зачастую содержат металлические составляющие. Такая конструкция обладает большей легкостью и мобильностью, а также древесина оказывается более доступной.
- Небольшие колеса. В качестве фиксирующих частей нередко используются не ролики или кулачки, а какие-либо колеса из другого типа техники. Это могут быть колеса из роликовых коньков, тележек, тачек и прочих вещей, которые имеют ровную круглую поверхность. Эффективность данных приспособлений оказывается достаточно высокой, как бы не казалось в самом начале, главное, подбирать действительно качественные и надежные материалы, способные выдержать такую нагрузку.
- Металлические люнеты. Также встречаются устройства, которые собраны из различных металлических вещей, которые другие бы посчитали отходами или металлоломом. Это могут быть длинные металлические пластины, пруты и прочие важные составляющие.

фото:деревянный люнет для токарного станка

фото:люнет с колесиками для токарного станка

Преимущества и недостатки
Самодельный люнет для токарного станка по металлу имеет ряд достаточно существенных преимуществ. Во-первых, это низкая себестоимость, так как никакое заводское изделие не будет стоить так дешево. Самостоятельно можно сделать устройство любых заданных размеров, которые бы соответствовали вашему станку. Зачастую такие люнеты оказываются более легкими и удобными в эксплуатации. Легкие в ремонте и имеют массу заменяемых подручными средствами деталей.
К недостаткам можно отнести низкую степень надежности, так как они менее крепкие и устойчивые к вибрациям, чем заводские. При изготовлении нужно четко придерживаться размеров, что далеко не всегда получается добиться. Иногда не оказывается элементарных вещей для изготовления какого-либо узла изделия.
Технические требования при изготовлении самодельного люнета
Первоочередным требованием в данном случае является полное соответствие размерам станка, к примеру, нужно точно соблюдать размеры люнета для токарного станка 1И611П, чтобы он совпал с этой моделью. Также надежные системы закрепления, так как срыв люнета во время обработки может иметь массу негативных последствий. Даже при изготовлении из дерева рекомендуется основные вставки делать из металла. Конечно же, до надежности литых изделий ни как не приблизится, но лучше ориентироваться на крепкие материалы, рассчитанные на большие нагрузки.
Необходимые материалы и инструменты для изготовления
- Дуга – две согнутые металлические или деревянные дуги, которые при соединении образовали бы круг, или же изначально какую-либо окружность нужного размера, которая бы пригодилась в дальнейшей работе.
- Винтовая система – в классическом методе используется винтовая система, которая регулирует положение зажимов.
- Ролики или кулачки – для того, чтобы осуществлять надежную фиксацию.
- Основа для нижней части люнета.
- Скрепляющий болт.
- Сгибающее оборудование для подготовки деталей.
- Сверлильный станок.
Порядок выполнения работ
Самодельный люнет для токарного станка 1И611П изготавливается по чертежам оригинального оборудования. Первым делом нужно сделать основную окружность, на которой будут находиться фиксаторы. Она должна соответствовать точным размерам, в частности, внутренний диаметр, так как к внешней форме больший требований нет. В ней протачиваются, или прикрепляются сбоку, кулачки с роликами, которые располагаются друг от друга на расстоянии в 120 градусов. Они также должны иметь одинаковый размер и надежное крепление, которое может осуществляться болтами или сваркой, главное, чтобы была возможность передвигаться и регулировать расстояние. Ручные сварочные экструдеры РСЭ-1 и РСЭ-3 можно выбрать на http://usanu.ru/.
После этого создается основа, на которую фиксируется устройство. Эта нижняя деталь должна не только совпадать с изготовленной окружностью, но и нормально устанавливаться на станок. В собранном виде она должны быть строго перпендикулярной предыдущей детали.
Проверка
Проверка люнета сначала осуществляется снятием замеров, для чего может потребоваться угломер электронный и прочие измерительные приборы. Когда все выверено, то нужно установить люнет на станок и проверить его в работе, начав с минимальных скоростей. Таким образом, постепенно увеличивая скорость, можно безопасным способом проверить рабочее состояние люнета.
