

Самодельные токаные резцы пометаллу
Расточной резец. Доводим до ума «Пожирателя Пламени»

- Цена: 28.85 USD
- Перейти в магазин
Не люблю незаконченных сюжетов, отложенных дел и «узелков на память». И у меня появился шанс избавиться сразу от двух таких раздражителей.
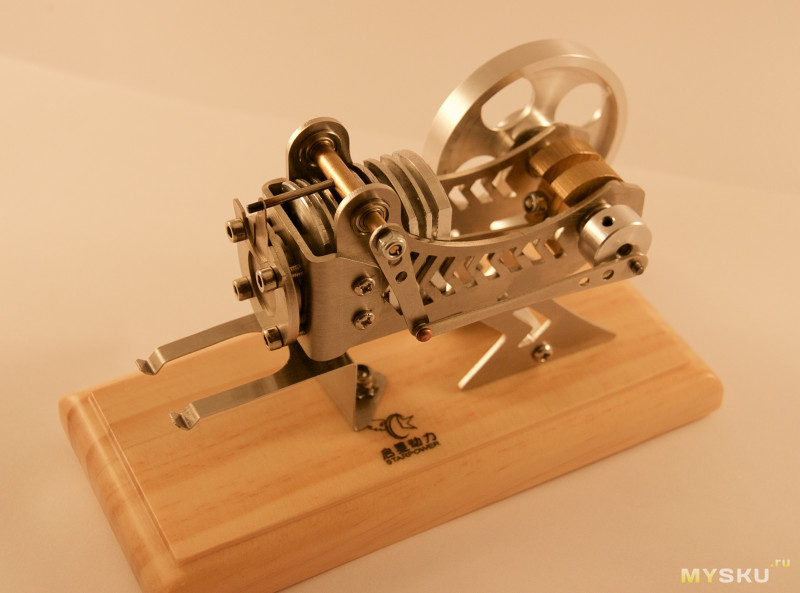
Раздражитель номер 1. Вакуумный двигатель «Пожиратель пламени» из одного из моих обзоров работал всего ничего и перегревался.

Непорядок хотелось исправить.
Раздражитель номер 2. У меня дома есть небольшой токарный станок. Как известно, для работы на станке требуются резцы. У меня есть устраивающий меня набор разнообразных резцов, но некоторые из него были сделаны на скорую руку, из того что подвернулось. Например, расточной резец был сделан из отличной твердосплавной заготовки и совершенно безобразной державки.
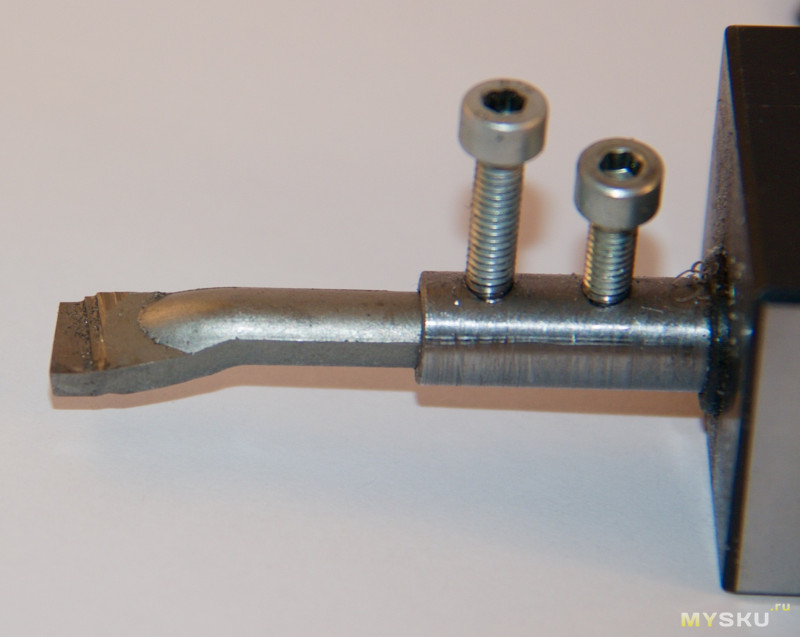
Куда-то спешил, что-то нужно было срочно расточить. Так родился этот монстр. Конечно он справляется со своей задачей, но кое-как. Т.к. жесткость конструкции маленькая, то приходится снимать за один проход мало металла, и работа превращается в каторгу.
Таким образом я решил обзавестись расточными резцами и сделать радиатор охлаждения для «Пожирателя пламени».
Резцы приехали ко мне в 5 коробочках и маленьком пакетике со сменными пластинами

Внутри коробочек были пять державок различных типоразмеров и пять ключей Torx для винтиков.

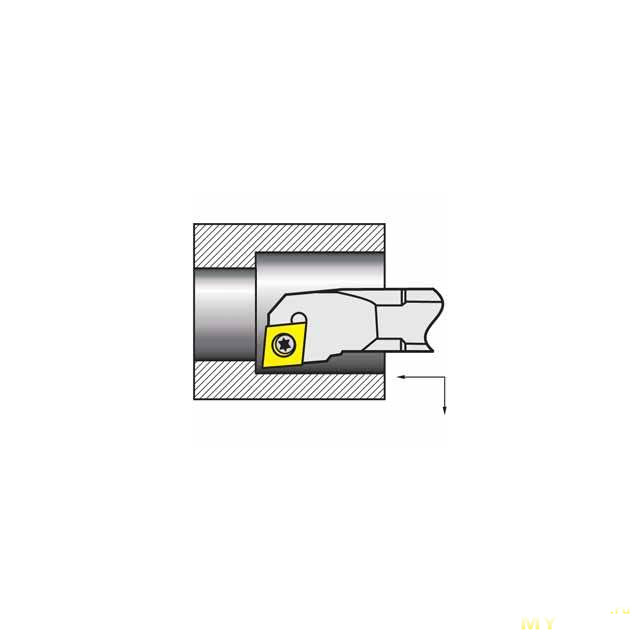
Давайте сперва разберемся для чего эти резцы и как их можно использовать. У них два назначения. Первое это расточка внутренних отверстий.
Также как дополнительная опция – торцевой, подрезной резец для наружных поверхностей.
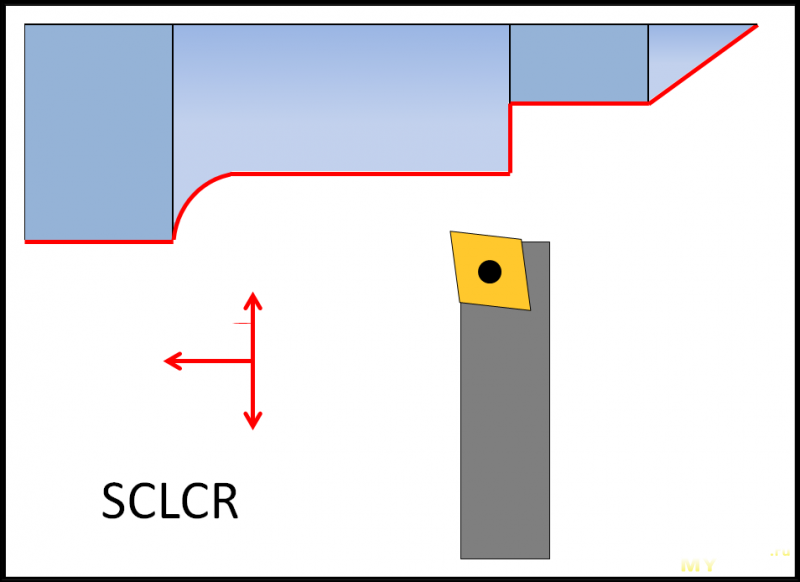
Да, я знаю, что передний угол будет немного другой, но для домашнего нечастого использования, на мой взгляд это допустимо.
Возвращаемся к резцам. Маркировка SCLCR – это стандарт обозначения резцов, последняя буква обозначает Right, что резец «правый». Остальные буквы можно расшифровать по картинке.
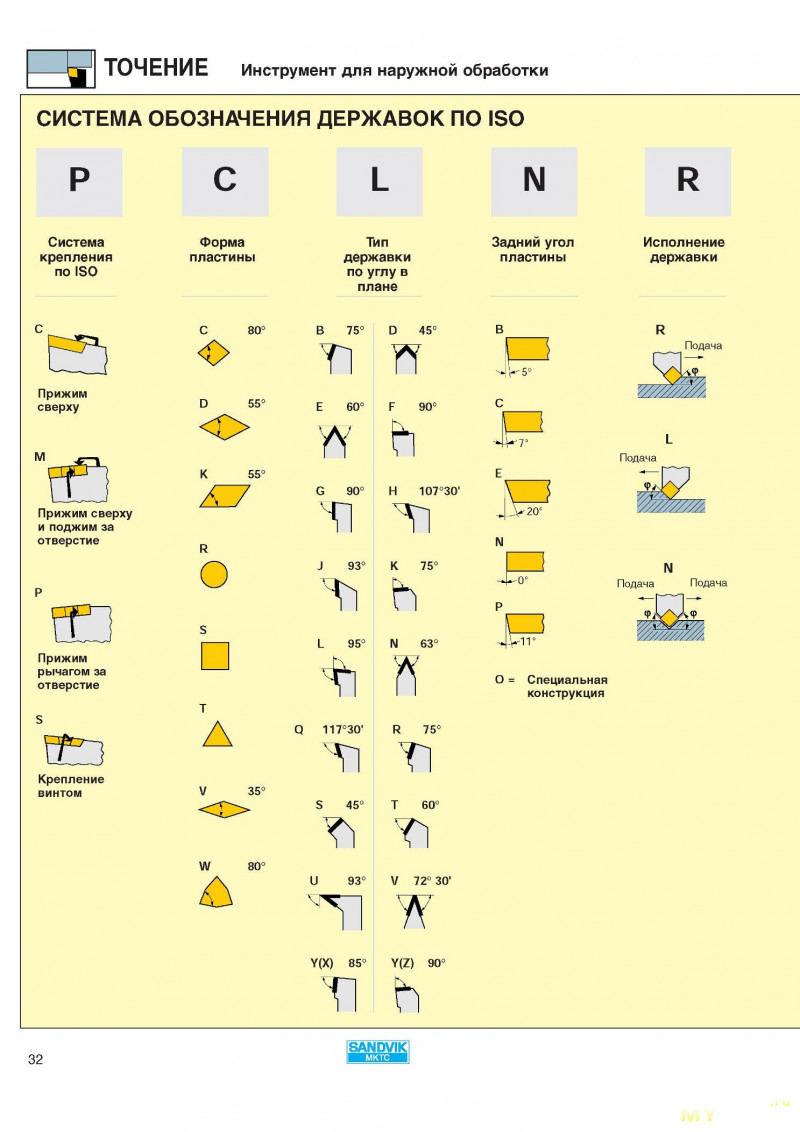
В наборе были державки диаметром 6, 7, 8, 10 мм и длиной 125мм, и одна державка диаметром 12 мм и длиной 150 мм. Угол режущей пластины 95%.
Зачем нужны различные диаметры державок. Чем толще державка, тем она жестче. В металлообработке гонка за жесткостью это основное. Чем жестче связка СПИД (станок – приспособление – инструмент – деталь), тем больше возможно снять металла за проход и тем выше качество поверхности. Поэтому, если есть возможность, то следует использовать державку с наибольшим диаметром, а если размер отверстия не позволяет, то берется державка чуть меньшего диаметра, чем отверстие.
Типоразмер пластины CCMT060204, то есть, первые две цифры это размер грани в мм, вторые 2 цифры — толщина пластины в мм, и последние две цифры – радиус скругления углов пластины в десятых долях мм. Судя по типоразмеру пластина предназначается для чистовых и финишных операций.

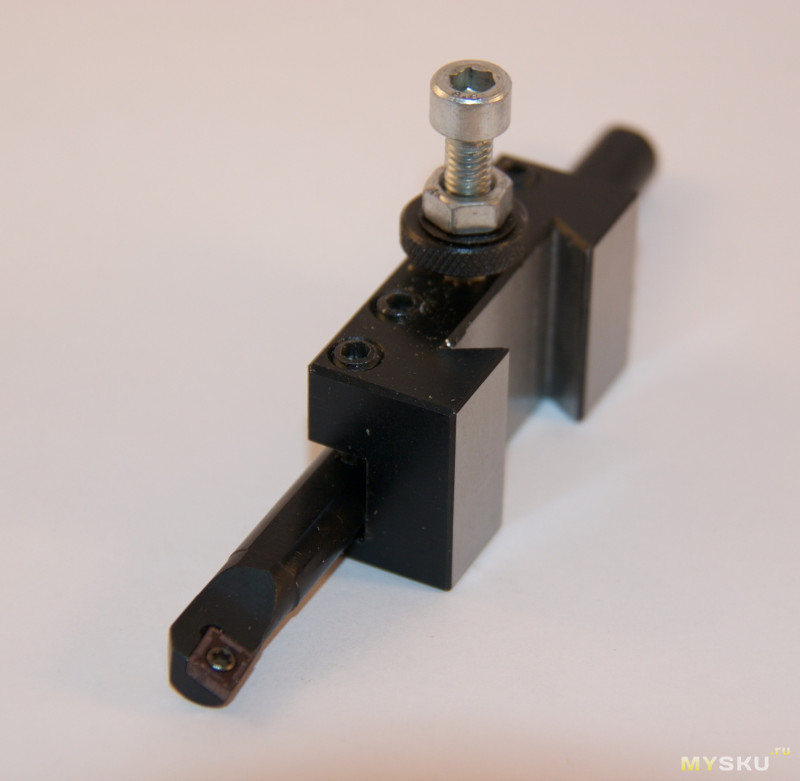
Устанавливаем пластину, фиксируя ее винтом.

Резцы сделаны на отлично. Подгонка пластины идеальная. Сама державка из твердой стали, по ощущениям аналог нашей СТ-45. Тело державки заполировано и заворонено.
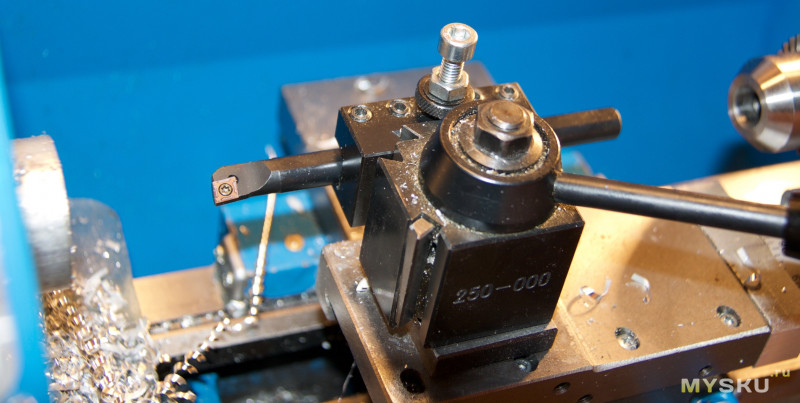
Установим резец в быстросменный картридж.
Ну чтож, перемещаемся на токарный станок. Расточим отверстие в заготовке под радиатор для нашего вакуумного двигателя.

Я опущу все шаги изготовления радиатора. В конце будет видео, где все можно будет посмотреть.
И вот радиатор готов.
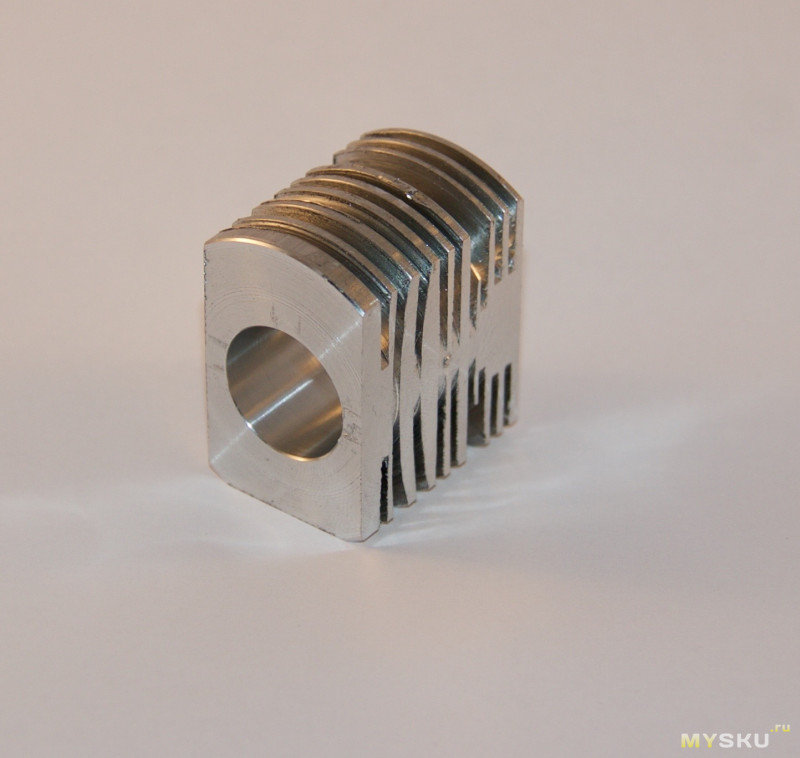
Я совершил несколько ошибок при прорезании ребер: отрезной резец затупился, заготовка была зажата не до конца. Поэтому идеально красиво не получилось, увы. Отношусь я к этому совершенно спокойно. Это нормальная кривая обучения новичка — любителя. Я никогда не делал последовательные прорези. Теперь я знаю кучу особенностей, и в следующий раз все будет как надо.
Интересно посмотреть на качество поверхности после расточки нашим резцом: по-моему весьма неплохо.
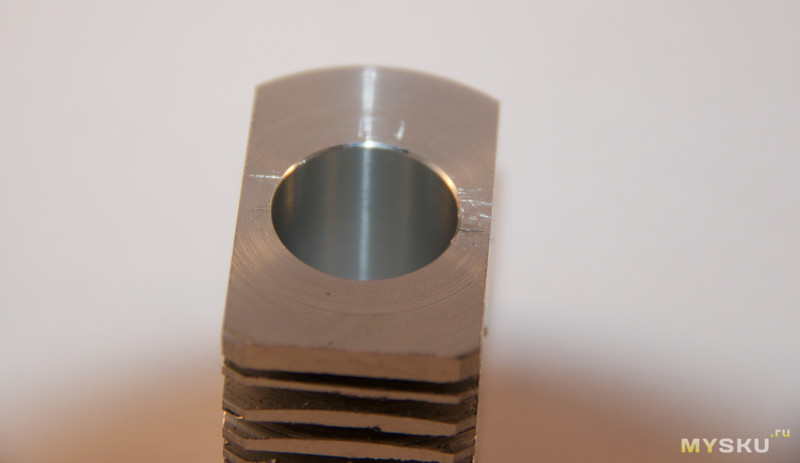
Устанавливаем радиатор на двигатель. Так совпало, что почти все огрехи оказались закрыты корпусом. Во время установки я использовал термопасту.
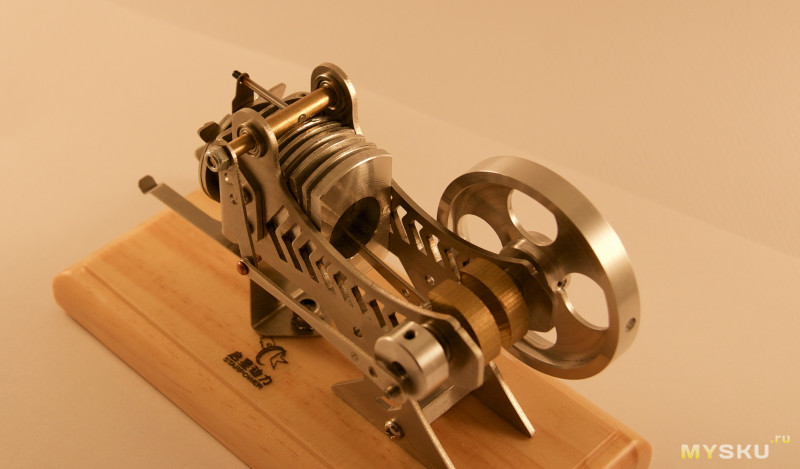

Как результат, двигатель завелся и проработал достаточно долго, минут 5-6, радиатор достаточно быстро начал нагреваться, что говорит о хорошем теплообмене. Двигатель работал и работал, радиатор раскалился, что было больно прикоснуться, потом кончился доступный фитилю спирт. Фитиль не достает до дна, коротковат немного. Забирает часть спирта сверху, и все. Можно его удлинить, но это уже будет другая история))) Итого: цель достигнута на все 100% — «пожиратель пламени» работает, не перегревается, не останавливается.
Видео о вытачивании радиатора, и показ работы «пожирателя пламени» с радиатором.
Как резюме. Отличные резцы, надежные, качественно сделанные и приятные в работе. Смело рекомендую обладателям токарных станков, или как подарок друзьям или коллегам с токарными станками.
Товар предоставлен для написания обзора магазином. Обзор опубликован в соответствии с п.18 Правил сайта.
Резец для токарного станка по металлу. Виды и заточка резцов для токарного станка по металлу
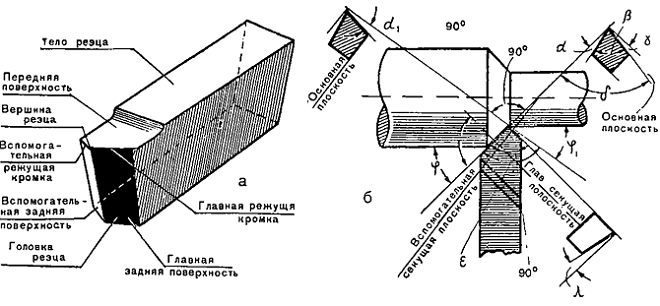
Условно любой резец для токарного станка по металлу представлен двумя элементами: головкой и державкой.
Головка — это исполняющая часть, состоящая из ряда плоскостей и режущих кромок с определенным углом. В зависимости от требуемого вида заточки резцу задается определенный угол.
Державка отвечает за фиксацию резца в держателе токарного устройства. Она имеет квадратную или же прямоугольную форму. Существует ряд стандартных размеров сечений каждой формы.
Разновидности конструкции
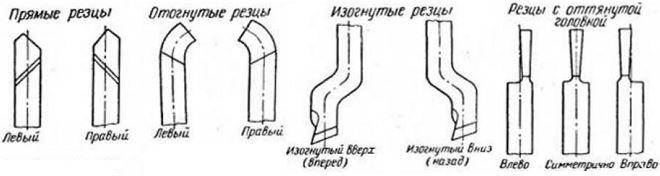
Существуют следующие виды резцов для токарного станка по металлу:
- Прямые. Державка и головка расположены на одной или параллельных осях.
- Изогнутые. Державка имеет согнутую форму при взгляде на нее сбоку.
- Отогнутые. Головка изогнута к державке при взгляде сверху.
- Оттянутые. Ширина державки больше, чем у головки. Головка располагается на одной оси с державкой или же смещена по отношению к ней.

Если опираться на общеизвестную классификацию устройств в соответствии с ГОСТ, то они подразделяются на следующие виды:
- Обладающие режущей кромкой на основе легированной стали. Инструмент монолитный. Он может быть изготовлен из инструментального вида стали. В настоящее время к его использованию прибегают крайне редко.
- Начиненные напайками из твердых сплавов. Кромка-пластина припаяна к головке. Это наиболее часто встречаемый вид.
- Пластины из твердых сплавов, фиксируемые посредством механического способа. Режущая пластина закреплена на головке при помощи винтов и прижимов. За основу сменных резцов берутся металл и металлокерамика. Это самый редкий вид.
Классификация по направлению подающего движения
- Левая модель подается слева при взятии в левую руку. Главная рабочая кромка расположена над большим пальцем.
- Правая модель, соответственно, подается справа. Главная рабочая кромка находится под большим пальцем. В практике она встречается чаще.
Способы установки приспосбления
Резец для токарного станка по металлу может различаться по способу установки относительно поверхности для обработки:
- Радиальный вид. При обрабатывании резец принимает прямой угол к оси заготовки для обработки. Такой способ широко применим в промышленных предприятиях. Резец имеет унифицированную конструкцию крепления на станках. Он также обладает более удобным выбором геометрических положений режущей части.
- Тангенциальные. При обрабатывании резец располагается к оси заготовки под углом, отличным от прямого. Обладает более сложным способом крепления и применяется на токарных приспособлениях, позволяющих производить обработку высокой чистоты.
Различие по методу обработки
Резцы можно подразделить и по способу обработки:
- чистовой;
- черновой;
- получистовой;
- для работ, производимых с особой тонкостью.
На неровность обрабатываемой детали оказывает влияние радиус закругленности верхушки приспособления. Гладкая поверхность достигается при использовании резца, заточенного под большим радиусом.
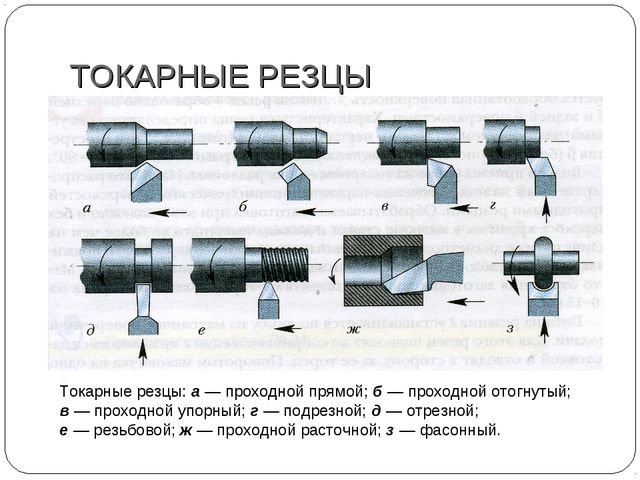
Виды токарных резцов
Резец для токарного станка по металлу имеет множество видов. Самыми распространенными являются:
- Проходной. Он создает контуры детали при вращении, а также обеспечивает обточку, подрезку при подаче в поперечном и продольном направлении.
- Расточной вид создает разнообразные пазы, углубления и отверстия. Может выполнить сквозные отверстия.
- Подрезная модель применятся лишь для поперечного направления подачи для обточки деталей, обладающих ступенчатой формой и торцевых.
- Отрезной. Его подача осуществляется в поперечном направлении по отношению к оси вращения. Он производит пазы и канавки вокруг детали, применяется для отделения готового изделия.
- Резьбовой. Нарезает резьбу любого вида на деталях с любой формой сечения. Этот вид может быть изогнутым, прямым или же круглым.
- Фасонный. Он производит обточку детали сложной конструкции, может вынуть различные фаски изнутри и снаружи.
Набор резцов для токарного станка по металлу можно приобрести в специализированных магазинах или же заказать через Интернет.

Основа резцов
Материалы, из которых изготавливаются приспособления, подразделяются на три категории:
- Первая предназначена для режущих приспособлений, используемых при низкой скорости. Это инструментальные или же углеродистые металлы с показателем твердости закаливания 60-64. При повышении температуры резца для токарного инструмента выше 200-240 градусов качество его резки заметно снижается, поэтому на практике их применяют нечасто. К этой группе можно отнести приспособления на основе хромовольфрама, хромокремния и легированной стали с уровнем стойкости к температуре до 300 градусов.
- Вторая категория резцов применятся при высоком уровне вращения головки токарного станка. Основу таких устройств составляет сталь с высокой категорией нарезания Р12 Р9 или Р9К5Ф2. После закалки материал твердеет до показателя 62-65 и сохраняет все свои свойства при температуре 650 градусов. Не подлежит протирке длительное время.
- Третью категорию составляют резцы на основе металлокерамики. Это твердосплавные приспособления, которые функционируют при высокой скорости станка и выдерживают температуру нагревания до 1000 градусов. Чугунные и некоторые детали из цветных сплавов точат устройствами на основе вольфрамокобальта (ВК6 для чистового и получистового исполнения, ВК8 для первичного обрабатывания). Сталь обтачивается твердым сплавом титановольфрамокобальтом Т15К6. При этом производится чистая обработка.
Приспособления для настольных токарных станков
Резцы для настольного токарного станка по металлу обладают малым сечением 8 х 8 и 10 х 10 мм. Они применяются для обрабатывания деталей малых размеров.

Резцы в форме сменных пластин
Резец для токарного станка по металлу категории Т5 К10 используется для первичной и прерывистой обточки. На основе кубического нитрида бора делаются сменные пластины для обрабатывания металлов, отличающихся особой твердостью, в том числе и чугуна. Цветные металлы обтачиваются посредством поликристаллического алмаза.
Пластины могут быть сменными. Они вставляются в державку. Некоторые модели содержат стружколомы, отлично дробящие стружку при невысокой подаче и поверхностной обточке. Такого рода пластины применяются при высокочистовой резке нержавейки и других видов стали.
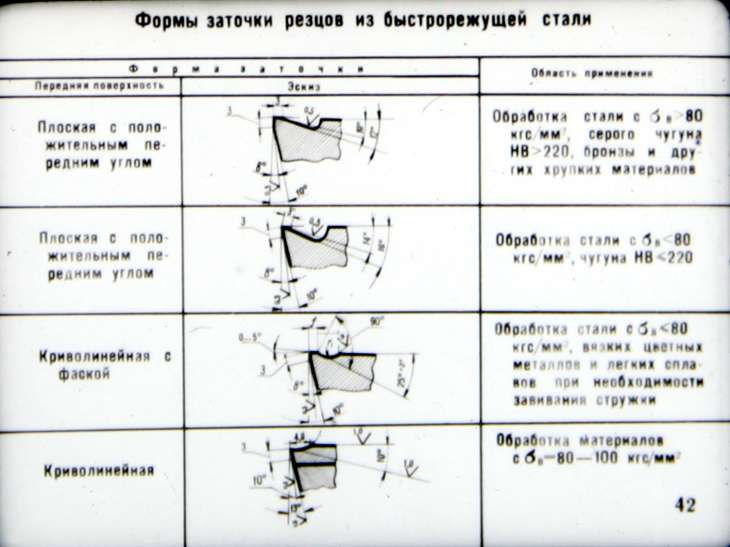
Затачивание резцов
Любые виды резцов, помимо сменных пластин, время от времени подлежат затачиванию. Заточка резцов для токарного станка по металлу обеспечивает достижение требуемых величин углов и формы. В промышленных условиях она осуществляется на специализированных агрегатах.

Процесс этот в домашних условиях можно произвести посредством химических реактивов и кругов для шлифовки. Ручная заточка по уровню качества уступает промышленной. Главное здесь — правильная подборка шлифовального круга.
Для затачивания резцов из твердых сплавов берется круг из зеленого карборунда. Токарные резцы из углеродистых материалов затачивают кругами из корунда.
Затачивание рекомендовано выполнять при посредстве охлаждения (равномерная подача холодной воды на место контакта круга с обрабатываемым резцом). Можно осуществлять и сухую заточку, но после этого деталь не следует опускать в холодную воду, так как она может треснуть.
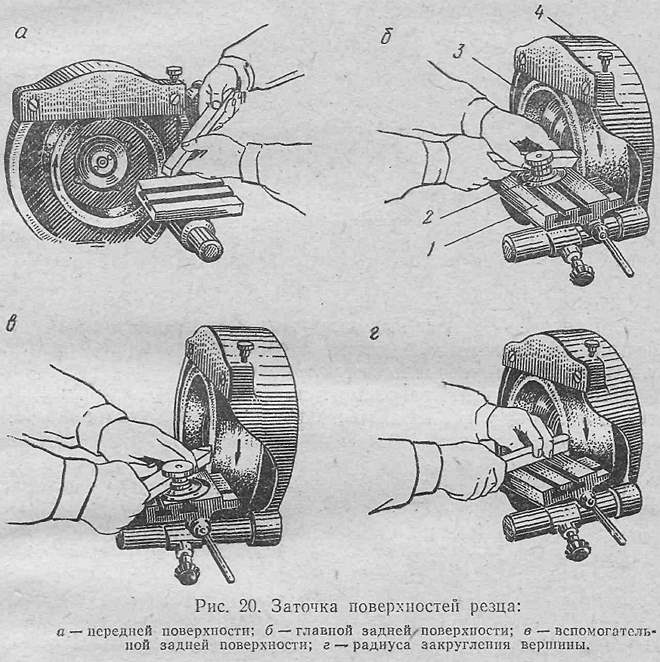
Стандартная схема процесса затачивания
В первую очередь обработке подлежит основная задняя грань, затем задняя вспомогательная и только потом передняя часть. В самом конце процесса обрабатывается вершина приспособления (радиус закругления). Затачиваемый резец следует постоянно передвигать на поверхности круга для шлифовки и слегка прижимать к образиву.
Обязательная составляющая процесса — это доводка резца, а точнее режущих граней (участков возле кромки, ширина которых достигает 4 мм).
Устройства из твердых сплавов затачивают при помощи оселков из меди, которые смазываются специальным составом в виде пасты или же смесью керосина и карбида бора.
Остальные виды резцов затачивают оселком с низким видом абразивности, смоченным машинным маслом или керосином.
Изготовление самодельных резцов
Можно изготовить и самодельные резцы для токарного станка по металлу. За основу таких устройств берутся ненужные сломанные сверла.

Центровки на основе сверл не ломаются. В особенности они подходят токарным станкам старой модификации. Они подлежат многократной переточке. Срок их службы достигает 30 лет.
Самодельные резцы для мини токарного станка по металлу изготавливаются из сегмента пилы Геллера. Он нарезается отрезным диском.

Как осуществить правильный выбор резца?
Выбирая резец, необходимо принять во внимание ряд рекомендаций.
Определите, с какого рода металлом вам предстоит работать, какие операции по обрабатыванию вы намечаете и какой степени нагрузку при этом испытает резец.
Решите, что является главным — точность соблюдения геометрии изделия или уровень обработки его поверхности. В зависимости от этого подбирается резец в соответствии с классифицирующими признаками и геометрическими пропорциями.
Обозначьте для себя, насколько является важным соблюдение условия износостойкости приспособления и как долго она должна оставаться неизменной.
Резцы для токарного станка по металлу
Внимание покупателей подшипников


Внимание покупателей подшипников
Уважаемые покупатели, отправляйте ваши вопросы и заявки по приобретению подшипников и комплектующих на почту или звоните сейчас:
+7 (499) 403 39 91
sale@podshipnik.info
Доставка подшипников по РФ и зарубежью.
Каталог подшипников на сайте
Внимание покупателей подшипников
Уважаемые покупатели, отправляйте ваши вопросы и заявки по приобретению подшипников и комплектующих на почту или звоните сейчас:
+7 (499) 403 39 91
sale@podshipnik.info
Доставка подшипников по РФ и зарубежью.
Каталог подшипников на сайте

Токарные работы и виды резцов, которые применяются для токарных работ
Изготовить идеально круглую сферу, изготовить червячную передачу, или выточить просто втулку или подобные работы невозможно без применения токарного станка. Этот станок , который состоял из таких деталей, как колесо, крепкая бечёвка и ножная подача, был изобретен очень даже давно и использовался, в основном, для обработки дерева. Уже тогда мастера знали, что сделать круг вручную практически невозможно.
Станкостроение развивается, токарные станки сейчас используются не только на предприятиях, но и в домашних мастерских.
Токарные работы, особенно работы по металлу связаны с применением специальных инструментов — резцов, без которых работа на станке не представляется возможной. На качество и гарантированную точность размеров при изготовлении деталей влияет геометрия резца, правильность заточки, материал, который применяется для его изготовления и, естественно, мастерство токаря.
Резцы для работ по металлу состоят из двух частей, это державка, при помощи которой инструмент крепится на стойке и рабочая часть резца или головка, которая участвует в процессе обработки.
По виду они различаются по тому, в какую сторону идет подача. Могут быть левыми, применяемыми в случае правой подачи и правыми, применяемые в случае подачи влево.
Также различают следующие виды резцов для токарного станка по металлу:
- резцы для черновой обработки металла или обдирочные;
- получистовые резцы, которыми производится окончательная обработка в размер;
- чистовые резцы или доводочные, которыми в основном завершают работу;
- резцы для сверхточной обработки.
По способу изготовления они делятся на:
- цельные, изготавливаемые полностью из стали с легирующими добавками;
- резцы с напайками из специальных твердых сплавов, являются самыми применяемыми;
- резцы, у которых твердосплавные пластины прикручиваются при помощи специальных крепёжных приспособлений;
- сварные, где рабочая часть приварена к державке, используются редко.
 Различие резцов по способу изготовления
Различие резцов по способу изготовления
По конструкции есть четыре основных типа:
- прямые, у которых головка находится по одной линии с державкой;
- изогнутые, у которых форма державки имеет изгиб;
- отогнутые, у которых между головкой и державкой есть угол;
- оттянутые, для глухих и сквозных отверстий, головка имеет меньший размер, чем державка, и имеет небольшой угол.
 Виды резцов по конструкции
Виды резцов по конструкции
Далее делятся резцы по назначению или виду работ.
 Виды токарных резцов
Виды токарных резцов
Особенности заточки токарных резцов
При затачивании резцов по металлу для токарного станка нужно понимать, что это процесс, к которому нужно отнестись очень серьезно, и зависит и от назначения резца и от его конструкции и материала, из которого он изготовлен. Что бы процесс заточки прошел правильно, нужно знать все элементы конструкции головки резца, которую нужно затачивать. Конечно, этому можно научиться и в учебном заведении соответствующего профиля, но попробуем разобраться.
Есть рабочая поверхность, которая состоит из двух типов поверхностей: рабочей, по которой отходит стружка при точении и две задних, основной и вспомогательной в зависимости от того, какой из них резец обращен к заготовке. Пересечение этих кромок дают нам режущую кромку.
 Конструкция рабочей части резца
Конструкция рабочей части резца
А место, где пересекаются две задние кромки, называется вспомогательной режущей кромкой
При пересечении этих двух кромок, режущей и вспомогательной, образуется так называемая вершина резца. Это хорошо представлено на схеме.
Если взять, соответственно схемы, главную заднюю поверхность головки и её переднюю поверхность, получим угол заострения; задний главный угол получается, если возьмём заднюю основную поверхность и плоскость резания; передний главный угол составляют передняя поверхность головки и плоскость, которая отстоит от плоскости резания на 90 градусов. Если взять сумму этих углов, она всегда должна быть 90 градусов.
 Заточка токарного резца по металлу на точильном станке
Заточка токарного резца по металлу на точильном станке
Зная геометрию резца, заточку произведете правильно. Наиболее применяемым является круг из абразива соответствующей зернистости.
 Параметры и углы заточки резцов
Параметры и углы заточки резцов
Зернистость зависит от материала, из которого изготовлена рабочая часть резца – из легированной стали или твердосплавных напаек. В первом случае лучше отдать предпочтение заточным кругам, имеющим среднее зерно и изготовленными на основе специального корунда, во втором случае лучше использовать карборунд. Перед самим процессом необходимо посмотреть несколько видео, что бы не испортить дорогостоящий резец.
Например, можно посмотреть такие:
Выбор и покупка токарных резцов
Если предстоит купить резцы для токарного станка по металлу, нужно научиться их правильно выбирать. Резец подбирается в зависимости от того, какую деталь вам нужно обработать, из какого она будет материала, какой формы будет деталь и какую чистоту поверхности нужно получить. Если, к примеру, это будет цилиндрическая деталь без внутреннего отверстия, нужен проходной отогнутый, проходной прямой или упорный резец. Материал, из которого изготовлена будущая деталь, в основном влияет на материал, из которого будет изготовлен резец – легированная сталь, инструментальная или резец с напаянными пластинами.
От этого во многом зависит цена резцов для токарного станка по металлу. Хотя и производитель также играет роль в ценообразовании.
Например, очень широкий выбор резцов российского производства. Если взять резец, который имеет пластину, изготовленную из твердого сплава Т5К10, напаянную согласно технологии, Храпуновского инструментального завода, отрезной для токарного станка по металлу, его цена будет от 2200 рублей. Марка эта достаточно известна, как в России, так и за пределами страны, хорошее качество, нормальные цены. Если брать резцы, изготовленные из легированной стали, их цена будет от 91 до 340 рублей в зависимости от формы.
 Резец Храпуновского инструментального завода
Резец Храпуновского инструментального завода
Большой выбор резцов от российско- китайской компании Техносталь. Резцы неплохие, цена доступная, 180 -270 рублей в среднем. Судя по отзывам, резцы требуют дополнительной шлифовки и заточки, в остальном инструмент работоспособный. Он изготавливается согласно ГОСТ 18878 -73, согласного которого минимальное сечение резцов h*b может быть 8*8 мм, например, это резец с обозначением 2100-0201 правый и 2100 -0202 левый с в пластиной, изготовленной из твердого сплава ВК6впаяной согласно технологической карте, также резцы для токарного станка по металлу могут быть 10*10 мм, 12*12 мм до 32*20 мм. Первые три размера применяются для резцов, которые используются для настольного токарного станка по металлу.
Гост посмотреть можно по ссылке ниже.
Также размеры резцов представлены в соответствующих ГОСТах.
Наборы резцов и их самостоятельное изготовление
Если покупать резцы и затем их самостоятельно доводить и затачивать, можно заказать резцы для токарного станка по металлу такому специалисту, который специализируется на этих работах и имеет соответствующий металл, можно изготовить самодельные, особенно это касается инструмента для настольного токарного станка по металлу, то есть малоразмерных резцов, имеющих такое сечение, как 8*8 мм, 10*10 мм, 12*12 мм.
 Набор резцов со сменными пластинами
Набор резцов со сменными пластинами
Сменные резцы для токарного станка по металлу или правильнее назвать сменные пластины, которые крепятся на державке, можно применять покупными, а также можно изготовить самому ввиду их высокой цены. Для обработки небольших деталей они вполне подойдут. Такими резцами можно обрабатывать чугун, высоколегированную сталь. Если нужно обрабатывать цветной металл, применяются пластины, изготовленного из специального синтетического алмаза.
Небольшого размера резцы для настольного станка можно также изготовить из старых сверл по металлу, из частей сломанной пилы и тому подобных материалах.
 Сверла по металлу, вышедшие из строя, вполне подойдут для переделки их в резцы
Сверла по металлу, вышедшие из строя, вполне подойдут для переделки их в резцы
Что касается наборов резцов по металлу, можно посоветовать продукцию компании Энкор КНР, например 5 штук резцов будет стоить 1680 рублей. Кстати, продукция компании отличается не только дешевизной, но и относительным качеством.
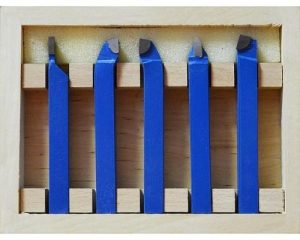 Набор резцов Энкор
Набор резцов Энкор
Можно приобрести и набор из 8 штук из стали HSS от компании VISPROM, Россия, за 5100 рублей, размер державки 10*10 мм, которая выпускает различного вида металлообрабатывающие станки. Конечно, покупать в комплекте резцы намного выгоднее, чем покупать по одному. Отзывов на них ни хороших, ни плохих нет.
 Набор резцов от компании VISPROM, Россия
Набор резцов от компании VISPROM, Россия
Есть недорогой комплект от компании JET, Зубр, NEXTTOOL. Последнее наименование используют для работ мягких металлов и пластика.
Для обрезки бумаги в размеры определенного формата используются резаки для печати на станках различного типа: гильотинного, сабельного, роликового.
Резцы для токарного станка по дереву
Изготовление оригинальных деревянных изделий на станках подразумевает наличие разнообразного и качественного вспомогательного инструмента. В большинстве случаев для этого используются резцы для токарного станка по дереву. Благодаря им удается довести заготовку до необходимых геометрических параметров.

Производители предлагают всевозможные наборы, включающие изделия с режущей кромкой всевозможных конфигураций. Также можно самостоятельно изготовить режущий инструмент по дереву своими руками.
Широкий выбор форм и моделей
Занимаясь обработкой древестных заготовок профессионально, важно грамотно подбирать соответствующий инструмент для токарных работ по дереву. Богатый выбор и объемные наборы с разноплановыми наконечниками позволят охватить значительную часть работ.

Исходя из функциональности, стамески по дереву принято делить на такие группы:
- Грубая обдирка. Инструмент обладает парой рабочих граней, сопрягающихся под острым углом. Считается, что данная конструкция является существенно безопасней, чем радиусные аналоги.

Рейер для грубой черновой зачистки
- Чистовое точение. Подобные виды резцов для токарного станка по дереву снимают незначительный слой стружки и предназначены не для придания заготовке формы, а назначение их в придании внешней гладкости наружной поверхности. Металлические наконечники выпускаются с левой или правой заточкой.

Инструмент для чистовой зачистки
- Фасонный резец по дереву на рабочей части обладает полукруглой режущей частью. Их задействуют для работы с нестандартными поверхностями.

Фасонный может иметь практически любую конфигурацию
- Отрезной резец. Он актуальны сейчас для одной операции, в которой требуется от заготовки отделить какую-то часть.

Отрезной шириной 10 мм
- Расточные. С помощью таких изделий убираются излишки материала, появившиеся в процессе обработки. В такой операции помогает спецуступ, расположенный в области резания.

Расточной для удаления излишков древесины
- Токарные резцы по дереву с круглым сечением. Они используются для обработки радиусных заготовок. Рабочая часть бывает как радиусной, так и с небольшими технологическими зубцами.

Рейер для точения чаш
- Токарные работы по дереву в торце проводятся при помощи обычного режущего напильника.
- В качестве вспомогательного оборудования применяют специальные ограничители на резцы, лимитирующие глубину резания.
Помимо стандартного набора профессионалы используют в работе самодельные резцы для токарного станка по дереву. Такой подход обеспечивает увеличение производительности и помогает расширить ассортимент готовой продукции.
Если предполагается длительное время заниматься обработкой древесины, то в таком случае не обойтись без качественного инструмента, который изготавливается из стали инструментального класса. Она способна выдерживать большую производственную интенсивность, которая не всегда по силам самоделкам.
Самодельные токарные резцы по дереву
Наибольшую трудность в производстве каждого типа стамески для токарного станка вызывает подбор заготовок для режущей части. Кроме обеспечения соответствующей твердости приходится задумываться о возможности установки металлической части в державку. Она позволит зафиксировать резец в нужном положении для комфортной обработки.

Наиболее приемлемым материалом для самодельных резцов является инструментальная сталь (У8, У10, У12 и пр.). При этом стоит учесть, что она окажется проблематичной для обработки в гаражных или домашних условиях. Это связано с высокой первоначальной твердостью материала.
Традиционной практикой является изготовление под токарный станок резцов из углеродистой марки стали с последующей ее закалкой. Самостоятельно инструмент изготавливают из следующего сырья:
- Арматура или пруты стали. Предпочтительней подбирать заготовки с максимально приближенными геометрическими параметрами к будущим режущим формам.
- Напильник либо рашпиль. Ножи для домашнего использования переделывают из б/у напильников, потерявших свой первоначальный вид и режущие способности. Важно проверить заготовку на отсутствие трещин и сильных сколов, чтобы получить качественный продукт.
- Куски рессор от автомобилей. Такая сталь проблематично обрабатывается без предварительного нагрева и придания максимально близкой формы. Для этой операции используют автоген или сварочный аппарат.
Хорошей альтернативой является изготовление базового токарного корпуса, в котором удастся менять резцы. Однако, подобная ситуация требует наличия монтажных элементов в конструкции готового изделия. В процессе работы они обязаны держать значительную нагрузку и не менять первоначального положения режущей части.

В качестве заготовок могут быть использованы рашпили или напильники, уже отслужившие свой срок
Когда заготовку согнули до требуемой формы, необходимо провести предварительную заточку кромки. На следующем этапе рабочая часть подвергается закаливанию. Это делается с помощью разогревания острия на отрытом огне, например газовой горелкой или в кузнечном горне. Далее обеспечиваем резкое охлаждение в большом объеме машинного масла.
Высоколегированные и высокоуглеродистые стали не стоит калить в воде, так как внутренние напряжения материала приведут к появлению трещин, хрупкости и выходу из строя заготовки.
Самостоятельно изготовленное вспомогательное режущее оборудование по дереву для токарного станка рекомендуется проверять на мягкой древесине. Это поможет избежать возможных негативных последствий с ним. После непродолжительного тестирования нужно проверить сохранность первоначальной заточки и формы инструмента.
ВИДЕО: Как сделать рейер своими руками (грубая очистка)
ВИДЕО: Мейсель своими руками (чистовая обработка)
Заточка рабочего инструмента
Каждая рабочая стамеска должна быть хорошо заточена. В противном случае она не даст нужной чистоты поверхности или станет создавать сколы в деревянных заготовках. Заточка токарных резцов по дереву требуется в нескольких случаях: после покупки (не все производители продают свои резцы в заточенном виде) и после затупления кромки (придается первоначальный вид инструменту). Вернуть кромке необходимую остроту удастся с помощью определенных операций.

Для заточки используется станок, шлифмашина или напильник
В первую очередь для правильной заточки необходимо запастись несколькими типами заточных камней. Более грубый с крупным зерном будет обдирочным, а абразивный инструмент с мелким зерном является доводочным.
Если имеется такой фиксатор для абразива как башмак, то оснастка крепится в нем под требуемым углом. Далее по поверхности водим резец из стороны в сторону.
Использовать для заточки исключительно крупное зерно – непрактично, так как оно не даст нужной остроты. Все время точить мелким зерном также неправильно, ведь камень будет забиваться стружкой, а металл станет подгорать и терять свою твердость от повышения температуры, что приведет к быстрому затуплению. Можно воспользоваться средним зерном из интервала 25-40 с твердостью СМ-1.
Нередко профессионалы практикуют заточку своими руками в несколько этапов. Сначала обдирочные операции, потом доводочные также на станке. Финишная стадия осуществляется на заточном бруске – оселке. Их можно смазывать машинным маслом, чтобы минимизировать нагрев заготовки.
Хранение проводится в сухом месте, так как данный инструмент не переносит влаги. После каждого сеанса применения необходимо очистить каждый резец от остатков стружки, смол или иных типов загрязнения.
ВИДЕО: Как правильно затачивать инструмент
Заточка токарных резцов по металлу – подробная инструкция с видео и фото
Из всех технологических операций, производимых над заготовками из металла, обработка на токарном оборудовании является наиболее распространенной. Именно поэтому заточка резцов для токарного станка, предназначенных для работы по металлу, является очень важным процессом, выполнять который следует правильно. Особенности осуществления такой процедуры зависят как от материала, который предстоит обрабатывать, так и от типа самого режущего инструмента (фасонный, проходной, резьбонарезной, расточной и другие).
Порядок заточки поверхностей резца
Конструкция токарных резцов
Заточка токарных резцов не может быть выполнена правильно, если не разобраться в конструктивных особенностях такого инструмента. Основными элементами его конструкции являются стержень-державка, при помощи которого резец фиксируется на станке, а также рабочая головка: именно ее режущую часть и необходимо регулярно затачивать.
Рассмотрим более подробно рабочую головку токарного резца. Ее формируют два типа поверхностей: передняя и задние. Переднюю отличить очень просто: именно по ней осуществляется отвод стружки. Задними же называются те стороны резцов, к которым обращена заготовка в процессе выполнения ее обработки. Они могут быть основными или вспомогательными, что зависит от их расположения.
Самый важный элемент любого резца (в том числе и для токарного станка по металлу) — его режущая кромка — формируется в месте пересечения задней основной и передней поверхностей. В конструкции любого резца присутствует и вспомогательная кромка, образованная пересечением его задних поверхностей: основной и вспомогательной. Вершина инструмента, которая упоминается в специальной литературе, — это место пересечения его режущей и вспомогательной кромок.
Основными характеристиками токарных резцов по металлу, определяющими их функциональные возможности, являются углы заточки, подразделяемые на главные и вспомогательные. Для того чтобы определить значения главных, их измерение производят в плоскости, которая формируется при проецировании режущей кромки на главную плоскость.
Вообще, для определения углов режущего инструмента используют две плоскости:
- основную, накладываемую на опорную сторону токарного резца, расположенную в его нижней части (по отношению к направлению подач станка такая плоскость является параллельной);
- плоскость резания, располагаемую по касательной относительно поверхности обрабатываемой заготовки (данная плоскость пересекается с основной режущей кромкой инструмента).
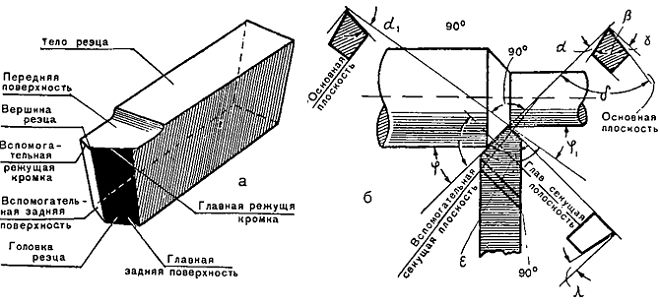
Элементы и плоскости токарного резца
В конструкции рабочей части токарного резца различают углы нескольких типов:
- заострения — расположенные между передней поверхностью резца и задней основной;
- задние главные — находящиеся между задней основной поверхностью и плоскостью резания;
- передние главные — расположенные между передней стороной инструмента и плоскостью, перпендикулярной к плоскости резания.
Проверить правильность их определения достаточно просто: их сумма всегда составляет 90 градусов.
Кроме вышеперечисленных, конструкцию рабочей головки токарного резца характеризует еще несколько углов между:
- направлением подачи и проекцией, которую откладывает основная режущая кромка;
- плоскостью обработки и передней поверхностью резца;
- проекциями, которые откладывают основная и вспомогательная режущие кромки.
Инструменты для токарного оборудования
Для того чтобы разбираться в правилах заточки резцов для токарных станков по металлу, недостаточно просто посмотреть обучающее видео. Необходимо иметь представление о том, как классифицируются такие инструменты. Самым главным параметром, по которому токарные резцы относят к различным видам, является тип обработки, выполняемой с их помощью. По этому признаку выделяют следующие виды токарных резцов.

Основные типы токарных резцов
Такими резцами заготовки обрабатываются вдоль оси вращения.
Используя эти резцы на токарном станке, уменьшают уступы и выполняют торцевание заготовок.
Как следует из названия, ими формируют наружные и внутренние канавки на поверхностях цилиндрической формы. Создавать канавки на наружных сторонах заготовок можно и при помощи отрезных резцов по металлу. Кроме того, такие резцы позволяют отрезать части заготовки под прямым углом.
С помощью таких инструментов на станках выполняют обработку отверстий.
Такие резцы специально предназначены для нарезания резьбы.
С помощью резцов этого вида на внешней стороне цилиндрических заготовок формируют фасонные выступы или канавки.
С помощью этих резцов на заготовках снимаются фаски.
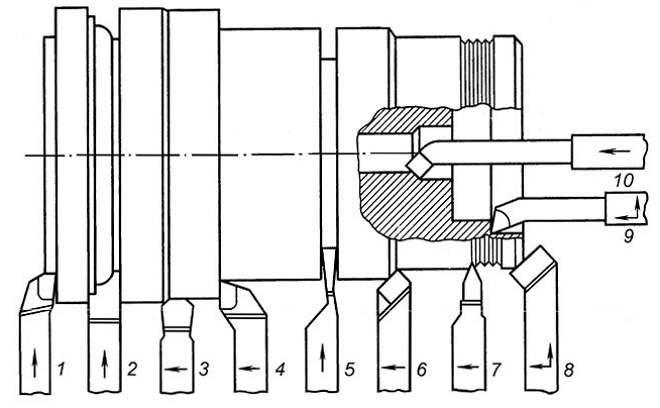
Операции, проводимые резцами различного типа
Токарные резцы также подразделяются на виды в зависимости от того, в каком направлении с их помощью выполняется обработка заготовки. Так, среди них бывают правые (обработка выполняется по направлению к передней бабке) и левые (обработка по направлению к задней бабке).
Классифицируется токарный инструмент и по материалу изготовления, по способу соединения режущей части с державкой, а также по ряду других параметров.
Правила заточки токарного инструмента
Чтобы обработка заготовок на токарных станках по металлу была эффективной, качественной и точной, следует регулярно выполнять заточку резцов, тем самым придавая их рабочей части необходимую форму и получая углы с требуемыми параметрами. В заточке не нуждается только инструмент, режущая часть которого выполнена в виде одноразовой твердосплавной пластины. Для выполнения такой важной процедуры в условиях крупных производственных предприятий используются станки со специальными приспособлениями, а занимается этим отдельное структурное подразделение.
Для того чтобы заточить токарный инструмент своими руками на домашнем станке или сделать это в условиях небольшого предприятия, можно использовать различные методики. Выполнение этой процедуры возможно с помощью химических реактивов или с применением обычных точильных кругов. Следует отметить, что заточка токарного инструмента на специализированных или универсальных станках, в которых используется абразивный круг, является самым недорогим, но эффективным методом придания резцам требуемых геометрических параметров.
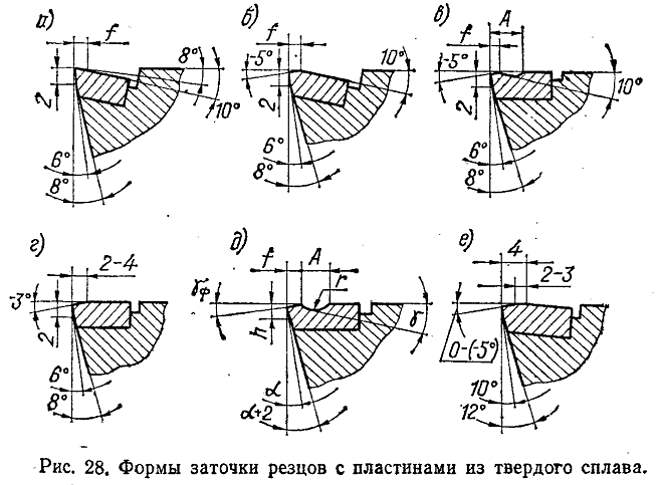
Варианты заточки резцов с режущими пластинами
Конечно, наиболее качественно токарные резцы по металлу затачиваются на специально предназначенном для выполнения такой процедуры станке. Если же подобного оборудования в вашем распоряжении нет, можно воспользоваться универсальным станком с точильным кругом. Подбирая такой круг, важно обращать внимание на материал, из которого изготовлена рабочая часть обрабатываемого инструмента. Так, чтобы эффективно заточить твердосплавный резец, вам понадобится круг из карборунда, имеющий характерный зеленый цвет. Инструменты, рабочая часть которых изготовлена из углеродистой или быстрорежущей стали, прекрасно обрабатываются на станках с кругами средней твердости, изготовленными из корунда.
Заточку токарных резцов по металлу можно выполнять без охлаждения или с охлаждением, что является более предпочтительным. Если заточка выполняется с охлаждением, то холодную воду следует равномерно подавать в то место, где токарный резец соприкасается с точильным кругом. В том случае, когда охлаждение в процессе заточки не используется, после ее выполнения нельзя сразу резко охлаждать инструмент: это может привести к растрескиванию его режущей части.
Научиться затачивать токарные резцы на точильном станке своими руками можно по обучающему видео. В процессе выполнения такой процедуры важно придерживаться определенной последовательности. В первую очередь на точильном круге обрабатывают заднюю основную поверхность, затем заднюю вспомогательную, а в самую последнюю очередь точат переднюю. Последним этапом заточки является обработка вершины резца – придание ей требуемого радиуса закругления.
В процессе выполнения заточки резец постоянно передвигают по кругу, стараясь не прижимать его очень сильно (это можно заметить на видео). Придерживаться такой рекомендации необходимо для того, чтобы поверхность круга изнашивалась равномерно, а также чтобы режущая кромка токарного резца получилась максимально ровной.
Особенности заточки резцов для токарного станка
Существуют определенные нюансы, которые следует учитывать при заточке токарных резцов своими руками с использованием точильного станка. Так, выполнение обработки задней поверхности резца осуществляется в три этапа.
- Первоначально заднюю поверхность обрабатывают под углом, равным заднему углу самой державки. Как правило, он получается несколько больше, чем задний угол резания (приблизительно на 5 градусов).
- На втором этапе обрабатывают заднюю поверхность самой режущей пластины. При этом ее затачивают под углом, превышающим задний угол резания на 2 градуса.
- Третий этап — это формирование требуемого заднего угла при помощи доводки. Важно, что такой угол формируют не на всей задней поверхности резца, а только на неширокой фаске, непосредственно прилегающей к режущей кромке.
В несколько этапов выполняется заточка и передней поверхности токарного резца. Так, предварительно ее затачивают на угол, равный углу расположения самой режущей пластины. Этот угол, как и в случае с задней поверхностью, несколько превышает передний угол резания. Непосредственно угол резания, который необходимо сформировать на передней поверхности резца, получают при помощи чистовой заточки или доводки. Этим процессам подвергают узкую полоску, прилегающую к режущей кромке твердосплавной пластины.

Использование подкладок при заточке
Для большего удобства выполнения заточки токарных резцов на точильных станках, а также для получения углов с заданными параметрами используются специальные подкладки, которые устанавливают между опорной поверхностью инструмента и столиком станка, где он располагается. Чтобы добиться еще более точной и качественной заточки, можно своими руками доработать конструкцию столика станка, сделав его регулируемым по высоте и углу поворота. После такой доработки станка необходимость в использовании подкладок определенной толщины отпадает.
При выполнении заточки токарного резца важно обращать внимание на то, чтобы его режущая кромка располагалась на одном уровне с центром точильного круга, но не ниже, чем 3–5 мм по отношению к нему. Следует учитывать и направление вращения точильного круга. Это необходимо для того, чтобы сделать процесс заточки более безопасным, а также чтобы минимизировать риск отрыва режущей пластины от державки резца. Точильный круг в процессе выполнения заточки должен вращаться так, чтобы прижимать режущую пластину, а не отрывать ее от державки.
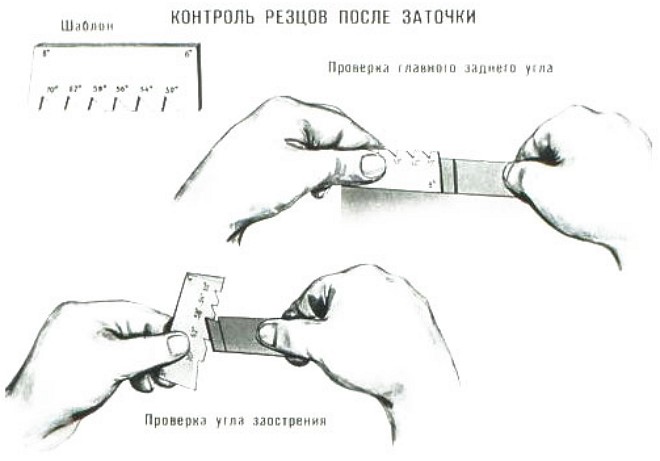
Шаблон для проверки правильности заточки резцов
Естественно, что после осуществления заточки режущего инструмента для токарного станка по металлу необходимо проверить правильность ее выполнения. Проще всего выполнить такую процедуру при помощи специального шаблона, который можно приобрести или изготовить своими руками. Если купить готовый образец не представляется возможным, то самостоятельно его сделать лучше из листовой стали, которая может подвергаться закалке.
Высокая твердость такого шаблона, которую он получит после закалки, даст возможность использовать его на протяжении длительного периода. Изготавливая трафарет, следует сделать на нем вырезы, соответствующие наиболее ходовым углам заточки. Только после выполнения таких вырезов готовый шаблон подвергают закалке. Следует иметь в виду, что от точности изготовления такого трафарета в полной мере будет зависеть то, насколько правильно будет заточен ваш резец для токарного станка по металлу.
После выполнения заточки режущие грани инструмента необходимо довести до требуемого состояния. Такой доводке подвергаются небольшие участки поверхностей резца (шириной до 4 мм), непосредственно прилегающие к его режущим граням. Для выполнения доводки используют медные оселки и присадки, выбор которых зависит от материала изготовления рабочей части инструмента. Так, для доводки твердосплавных резцов на оселок наносят специальную пасту или карбид бора, смоченный керосином. Для доводки резцов из других материалов используют оселки с небольшим уровнем абразивности, поверхность которых смачивают машинным маслом или керосином.
Как сделать резцы для токарного станка по дереву своими руками
Для изготовления различных декоративных элементов из древесины на токарном станке, необходимо наличие специального приспособления – токарного резца по дереву. Такой режущий инструмент можно купить от фирменного производителя, но стоить он будет довольно не дешево, либо же можно сделать резцы для токарного станка по дереву своими руками. Процесс самостоятельного изготовления достаточно прост, важно для этого предусмотреть наличие необходимых инструментов и оборудования.
Назначение и виды токарных резцов по дереву
Резец по дереву – предназначен для ручных видов обработки вращающихся деталей на токарном станке.
Конструкционные особенности
Чтобы иметь представление из чего можно сделать резцы по дереву для токарного станка необходимо ознакомиться с его конструкцией, которую формируют две основные части: рабочая (металлическая) и ручка (как правило деревянная).
При этом, рабочая часть разделяется на несколько элементов и состоит из:
- режущей части (лезвия) – посредством нее выполняется затачивание, она является основным элементом, участвующим при обработке заготовки;
- тела – представляет собой основную конструкцию, которая необходима регулирования токарем инструмента;
- хвостовика – зауженной части, которая плавным образом соединяется с телом. На хвостовике осуществляется крепление ручки.
Ручка, в свою очередь, также делиться на две части и состоит из:
- основы – большой части, которая необходима для удержания токарь инструмента;
- шейки – маленькой цилиндрической части с металлическими крепежными кольцами, которые предотвращают поломку рукояти в процессе ее набивания на рабочую часть.
Виды резцов
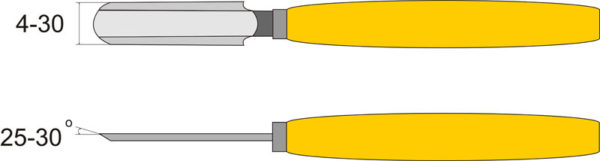
Исходя из того, какой вид обработки планируется выполнять, подбираются соответствующие токарные резцы по дереву с различной конфигурацией, чем более сложным будет обрабатываемая деталь, тем более изощренной конструкцией они должны обладать. Благодаря конструкции определяется специфичность заточки лезвия.

При изготовлении резцов своими руками должны быть правильно выдержаны стандартные размеры и конфигурация. Под определенную обработку, используется специальные резцы по дереву, которые могут быть отрезными, подрезными, расточными и фасонными. Каждый мастер может располагать своими особенными, эксклюзивными, узкоспециальными токарными инструментами, которые предназначены для определенных задач.
Однако зачастую мастерами и любителями токарного дела применяются только два основных вида резцов – рейер и мейсель.
Рейер – применяется для грубых, черновых, первоначальных видов обработки заготовок. Конструктивная особенность таких видов инструментов – это наличие лезвия полукруглой формы. Для его изготовления применяется толстая пластина или желобок с полукруглым сечением. При помощи рейера деревянным заготовкам легко придавать приблизительное очертание подобно готовому изделию.
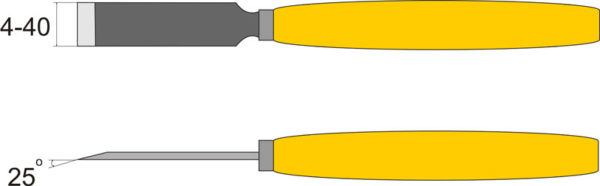
Мейсель – используется для чистовых видов обработки заготовок, придания ним окончательных форм. При помощи него также можно отрезать изделие от оставшейся части изделия. Мейсель схож по форме с таким инструментом как нож-косяк (чем-то напоминая пластину, у которой косое лезвие с двумя гранями, заточенными под одинаковым углом).

При использовании рейера и мейселя практически отсутствуют трудности в процессе выполнения токарных работ средней степени сложности. Эти инструменты применяются в основном для обработки внешних поверхностей, гораздо реже они используются для внутренней выборки деталей.
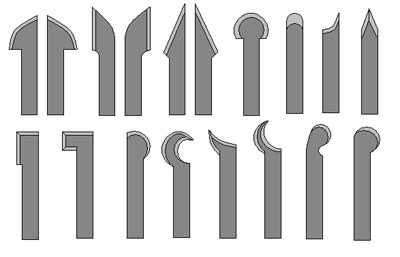
Прочие виды токарных резцов по дереву относятся к фасонным. К самым популярным среди них можно отнести:
- стамеску-скребок – позволяет выравнивать цилиндрические поверхности на заготовках. Имеет схожую форму с прямой стамеской, у которой односторонняя заточка;
- гребенку – используется при выполнении резьб и нанесении декоративного оформления (узоров);
- крючковые – позволяют вытачивать в заготовке плоскости;
- кольцевые – используются для тех же операций, что и крючковые;
- для грубых видов обработки – выглядят как треугольное лезвие. Позволяют придавать заготовкам цилиндрическую форму. Такие виды наиболее безопасны среди прочих, поскольку имеют имеют наименьшую площадь соприкасания с поверхностью заготовки.
 Скребок
Скребок
 Крючок
Крючок
Видео «Самодельные резцы для токарного станка по дереву»
Что необходимо для изготовления резцов
Прежде, чем сделать резцы для токарного станка по дереву необходимо предварительно позаботиться о подготовке соответствующих материалов и приспособлений. Для изготовления самодельных инструментов важно:
- Наличие заточного станка. Подойдут и компактные варианты для домашних мастерских с качественным абразивным кругом. При этом, чтобы выполнять заточку различных видов резцов могут понадобиться абразивы с различной конфигурацией.
- Наличие заготовок под резцы. Для таких задач следует применять стальные заготовки твердых марок. Наиболее распространенной считается Р6М5. Среди домашних мастеров нередко практикуется приспосабливание старых напильников, метчиков и других подручных элементов (обойм подшипников и т.д.).
- Наличие деревянных ручек. Для более удобной работы с инструментами, следует оснастить их рукоятью. Ее можно сделать самостоятельно также при помощи токарного станка либо же приобрести в магазине.
При этом, также важно использовать защитные средства: перчатки и очки.



Как изготовить резец своими руками для токарного станка по дереву
Многие мастера столярного дела отдают предпочтение самодельным токарным резцам по дереву. Поэтому зачастую делают инструменты самостоятельно, а не приобретают фабричные изделия. Конечно, инструмент изготовленный в заводских условиях отвечает всем нормам, поскольку при его изготовлении соблюдаются технические характеристики и требования по безопасности труда, однако при правильно подходе можно сделать резцы, которые ничем не будут уступать фирменным.
 Основной сложностью начального этапа изготовления является правильный подбор заготовок.
Основной сложностью начального этапа изготовления является правильный подбор заготовок.
Кроме того, какой твердостью должна обладать режущая кромка важно учитывать и способ крепления инструмента в державку. Благодаря этому компоненту осуществляется фиксация инструмента. В связи с этим важно учитывать значение габаритных размеров.
Следующий момент — это подбор заготовительных материалов. В идеальном варианте лучше всего применять заготовки из инструментальной стали, но недостатком для их обработки в домашних мастерских является твердость материала. Из-за этого в основном применяется ряд подручных материалов, которые закаляются после предварительных видов обработки.
Как утверждают многие профессиональные домашние мастера, чтобы изготовить качественный резец своими руками подойдет использование следующих заготовок:
- рашпилей или напильников. Зачастую обработка проводится с уже изношенными инструментами, утративших свое первоначальное состояние. Важно перед этим проверить, чтобы на материале отсутствовали трещины и существенные сколы;
- стальных арматурных прутков. Мастера рекомендуют использовать модели у которых квадратное сечение и исходные размеры, не сильно отличаются от заводских;
- автомобильных рессор. Главной сложностью является первичная обработка, поскольку заготовке необходимо будет придать прямоугольную форму, используя автоген или сварочный аппарат.

После того, как была обеспечена нужная форма будущему инструменту выполняют его первичную заточку. После заточки проводится закаливание режущей кромки. Чтобы провести данную операцию кромку резца необходимо разогреть до температуры накала (покраснения метала), после чего остудить в машинном масле, опусти туда резец.
Сформировать твердую поверхность можно посредством медленного типа закалки, т. е. вместо остуживания в машинном масле, поверхность инструмента должна остыть на открытом воздухе естественным путем.
В процессе самостоятельного изготовления режущих инструментов важно знать:
- что при меньшем размере рабочей части, гораздо сложнее и проблематичнее удерживать его в процессе точения. Длиной размер должен обеспечиваться полноценным захватом кистью, плюс упоры на подлокотниках, плюс расстояния от подлокотников к заготовкам, плюс запасы на износы и затачивания. Поэтому первоначальной длиной рабочих частей должны быть размеры не менее 200 мм, но и размеры, превышающие 400 мм, вызывают неудобства от рабочего процесса. Оптимальной длиной считает показатель 200-300 мм;
- чем более короткий размер хвостовика, тем вероятнее, что он может быть вырван из рукояти. На основе этого, при изготовлении режущего инструмента изготавливаемого из напильника или рашпиля, размер хвостовика удлиняется в минимум в 1,5 раза;
- чем более тонкая и узкая рабочая часть инструмента, тем вероятнее его повреждение при обработке заготовки при обтачивании. Из-за этого на начальной стадии обтачивания, когда у заготовки отсутствует абсолютная цилиндрическая форма и возникает биение по поверхности лезвия, а также при большом диаметре, когда у силы резания большие значения, следует использовать резцы с достаточным значением толщины.
- токарный резец по дереву должен быть оснащен рукояткой, которая не меньше 250 мм. Если ее размеры будут существенно меньшими, то при точении резец будет трудно удержать в руке, что повлечет за собой плохое качеств обработки.

Чтобы предотвратить возможные опасные ситуации проверять качество работы с использованием самодельных инструментов нужно на мягкой породе дерева. После обтачивания незначительной части заготовки нужно проверить насколько сохранена изначальная геометрия резца.
Выполнение заточки резцов своими руками
От того, насколько правильно заточен рабочий инструмент зависят качественные показатели обработки. Чтобы правильно выполнить заточку необходимо воспользоваться электрозаточным станком у которого предусмотрен набор кругов различной степени зернистости и наличие бархатного бруска, необходимого для правки лезвий.
Углы заточек мастера выбирают лично, исходя из своих предпочтений, токарного мастерства, твердость древа, качества рабочих инструментов и окончательного желаемого вида обрабатываемых поверхностей.

Для начинающих токарей оптимальным вариантом являются углы заточек для:
- мейселя – скосы должны равняться 40° по отношениям к оси рабочих поверхностей и по 40° для сторон лезвия;
- рейера – от 50° до 60°.
При накоплении опыта и повышении уровня мастерства, угол затачивания вы всегда сможете уменьшить до 20°-35°.
Также для мастеров рекомендуется, помимо разнофасонного типа резцов, иметь один вид резцов с одинаковым размером, но с разным углом заточки. Такой подход сможет значительно ускорить и облегчить рабочий процесс, а также увеличит срок эксплуатации инструментов, поскольку не будет надобности в постоянном перезатачивании лезвий исходя из видов обрабатываемого материала.
Тупой тип углов предназначен, чтобы затачивать, твердые породы древесины либо проводить первоначальную (грубую) обработку.
Острый тип углов у резцов дает возможность более качественно обрабатывать поверхности и ускорять точение, но при его использовании следует быть осторожным поскольку существует риск сколоть заготовки и повредить лезвие. Выполнять затачивание и правку такого типа инструментов также необходимо более часто, нежели при использовании резцов с тупым углом.
Приблизительные углы заточек на лезвии формируются еще на стадиях изготовления резцов своими руками, и перед тем как провести термическую обработку — закаливание.
После их окончательной подготовки, резцы затачиваются на абразивном круге, а весь процесс завершает ручная доводка с помощью бархатного бруска.
