

Приспособление для газовой резки
Оборудование для газовой резки – как разрезают металл?
Устройства для газовой резки представляют собой класс оборудования, обеспечивающего выполнение всего спектра задач по обработке металлов способом разделительного резания. Выпускаются они различных конструкций и назначения.
1 Принцип работы оборудования для газопламенной резки
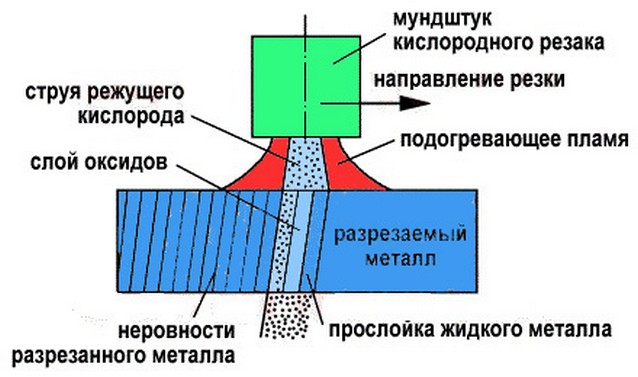
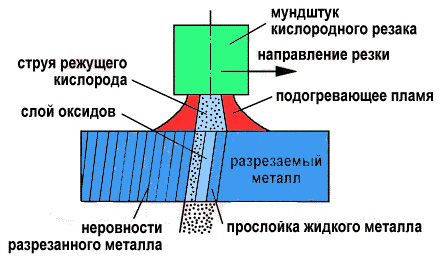
Процесс газовой резки протекает за счет сгорания металла в подаваемой под высоким давлением струе чистого технического кислорода. Для перехода в этот рабочий режим материал предварительно разогревают до температуры, при которой обрабатываемый сплав воспламеняется в кислороде на линии реза без посторонних источников горения. На основании вышеизложенного можно сделать вывод, что процесс кислородного раскроя состоит из двух этапов. Сначала металл разогревают пламенем смеси, полученной из горючего газа и технического кислорода. В качестве топлива используют ацетилен либо его заменители.
Во время второй стадии осуществляется собственно резка материала струей кислорода. При этом металл сгорает, а образовавшиеся продукты горения в виде оксидов выдуваются из рабочей зоны. Для обеспечения этих и переходных режимов кислородного раскроя предназначено оборудование для газовой резки металлов, конструкция которого предусматривает не только устойчивость, стабильность и качество процесса резания, но и его безопасность.

Основным узлом и одновременно рабочим инструментом устройств для газового (кислородного) разрезания металлов является резак. Не стоит его путать с сварочной горелкой, которая предназначена только для сварки и имеет отличную от резака конструкцию, но подсоединяется к такому же комплекту оборудования, обеспечивающему ее работу.

Резаки обеспечивают точное дозирование и смешивание газа или горючих паров жидкого топлива с кислородом, последующее получение на основе образованной смеси подогревающего пламени, а также раздельную от предназначенной для смешивания подачу к разрезаемому материалу струи кислорода.
2 Конструкция газовых резаков для раскроя металлов и их классификация
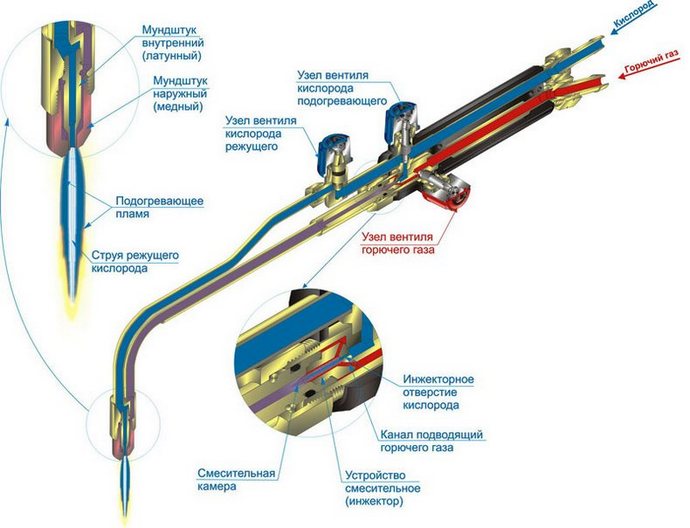
Самыми распространенными в настоящее время являются инжекторные универсальные резаки, обеспечивающие разрезание изделий из различных сплавов стали, толщина которых составляет 3–300 мм. В этом инструменте конструктивно объединены режущая и подогревающая части. Последняя аналогична устройству газовой сварочной горелки, состоит из вентилей подачи кислорода и газа, инжекторной и смесительной камеры, подающей трубки, наружного мундштука. Режущая часть включает дополнительную трубку, обеспечивающую подачу к металлу режущего кислорода, вентиля регулировки подачи, внутреннего мундштука.
Кислород и ацетилен подаются в резак через отдельные ниппели. При этом кислород расходится от ниппеля в двух направлениях:
- Часть его (как и в обыкновенной сварочной горелке) поступает в инжектор, а потом в смесительную камеру, в которой образуется смесь ацетилена, подводимого через свой ниппель, и кислорода.
- Другая часть по отдельной трубке подается к центральному отверстию мундштука, проходя через которое создает режущую струю кислорода.

Горючая смесь газов из камеры для смешивания по трубке поступает в мундштук, проходит через кольцевое внешнее отверстие, образуя на выходе нагревающее пламя. Регулировка подачи газов в мундштук осуществляется соответствующими вентилями.
Все резаки по сфере применения подразделяют на инструмент, рассчитанный для:
- ручного раскроя;
- машинной обработки на станках и машинах для резки.

По принципу смешения кислорода и газа делят на следующие типы:
По назначению и конструктивным особенностям различают резаки:
По роду используемого для работы горючего газа классифицируют на:
- резак для ацетилена;
- для пропана, бутана или их смеси;
- для природного газа;
- универсальные;
- керосинорезы – только для ручной резки, снабжены испарителем для получения горючих паров подаваемого бензина, керосина либо их смеси.

По способу и виду резания классифицируют:
- для поверхностной резки;
- разделительной;
- копьевой;
- кислородно-флюсовой.
3 Основное и вспомогательное оборудование для газопламенной резки
Помимо резака в состав оборудования для резки газом входят следующие устройства, элементы:
- ацетиленовые генераторы;
- баллоны для технического кислорода и газа;
- редуктора для регулировки подачи газов;
- рукава – шланги высокого давления;
- предохранительные затворы;
- пылевые фильтры, встраиваемые в редуктор или монтируемые на него;
- запорные клапаны, которыми могут быть оснащены редукторы;
- устройства регулировки давления;
- клапан для регулирования расхода – может быть частью оснащения редуктора;
- манометры давления – устанавливаются на редукторах для контроля за величиной давления газа.

Ацетиленовый генератор – это аппарат, в котором благодаря разложению водной смеси карбида кальция образуется ацетилен. Их классифицируют по:
- способу применения:
- передвижные;
- стационарные;
- производительности;
- давлению производимого ацетилена:
- низкого давления;
- среднего;
- высокого.
Для применения в работе, транспортировки, хранения газов (сжатых, растворенных, сжиженных), находящихся под требуемым давлением, используют стальные баллоны объемом 0,4–55 дм 3 . Емкости вместительностью 40 дм 3 получили наибольшее распространение. Конструктивно они выполнены в виде стальных продолговатых цилиндрических сосудов с горловиной, имеющей конусное отверстие с нарезанной резьбой, куда вкручивается запорный вентиль. На кислородные и под горючие газы емкости устанавливают вентили разной конструкции. Каждому газу, которым заполняют баллон, соответствует отдельный условный цвет сосуда и надписи газа на нем. Так как запитывание постов газовой резки от генераторов связано с целым рядом неудобств, то широкое распространение при работе с ацетиленом получило питание от ацетиленовых баллонов.

Редуктор – это устройство, предназначенное для регулируемого понижения величины давления кислорода и газа, подаваемых по магистрали либо находящихся в стальном баллоне, до его рабочего значения, а также автоматического поддержания такого давления постоянным. Рукава предназначены для подводки кислорода и газа к резаку от рамп, баллонов. Их производят из вулканизированной резины, армированной тканевыми прокладками, классами по допустимому давлению и с окраской в соответствии транспортируемым газам. Они должны обладать гибкостью, прочностью, не стеснять движений рабочего и не затруднять работу механизмов машин и станков для резки.
Предохранительные затворы – специальное оборудование, которое в случае обратных ударов режущего пламени из резака или сварочной горелки предохраняет газопроводы, ацетиленовые генераторы от попадания внутрь них взрывной волны. Затворы монтируют в подводящие рукава между непосредственно ацетиленовым генератором либо ацетиленопроводом (при использовании многопостового питания от генератора стационарного исполнения) и резаком или горелкой. Они бывают сухие или жидкие.
Машинная газовая резка металлов, оборудование которой предназначено для стационарной работы, предполагает обязательное использование дополнительных устройств, механизмов, элементов:

- газоразборных и рабочих постов;
- раскроечный стол;
- систему удаления (уборки) шлаков и обрезей;
- механизм перемещения разрезаемого изделия;
- систему вентиляции;
- и других.
4 Машины и станки для газовой резки металлов – классификация и конструкция
На мощных металлобрабатывающих заводах, заготовительном и крупном серийном производстве, а также в случаях, когда есть необходимость и возможность повысить качество реза, производительность и сократить тяжелый ручной труд, применяют машинную резку. Для этого используют различное стационарное и переносное оборудование.
Все машины газовой резки (стационарные или переносные) состоят из нижеприведенных основных частей:
- несущей;
- резака (от одного до нескольких);
- ведущего (приводного) механизма;
- системы и пульта управления.

Разнообразные переносные машины выпускают в виде небольших самоходных тележек. Их перемещение осуществляется с помощью пружинного механизма, газовой турбинки или электродвигателя. Чтобы задействовать мобильную машину, ее устанавливают непосредственно на разрезаемые трубу или лист, а затем направляют по гибкому копиру, разметке, направляющим, либо циркульному устройству.
У стационарных станков основным узлом, обеспечивающем автоматизацию процесса резания, является система точного копирования. Для эффективности ее работы на станках применяют принципы электромагнитного, дистанционно-масштабного, фотоэлектронного, программного, механического копирования.
Стационарные станки газовой резки по конструктивному исполнению выпускают следующих типов:
- портальные (П) – располагаются на стойках непосредственно над деталью, количество резаков 1–12;
- портально-консольные (Пк) – устанавливаются на консоли, которая закреплена на стойке и находится над разрезаемой деталью, количество резаков 1–4;
- шарнирные (Ш) – на шарнирных рамах, предназначены только для вертикальной резки, количество резаков 1–3.

По способу резки станки делят на:
- Кф – кислородно-флюсовые;
- К – кислородные;
- Гл – газолазерные;
- Пл – плазменно-дуговые.
По способу движения либо системе управления контуром перемещения инструмента различают станки:
- Л — линейные, выполняющие прямолинейную резку;
- М – магнитные, предназначенные для фигурного резания по стальному копиру;
- Ф — фотокопировальные, осуществляющие фигурную резку по чертежу посредством фотоэлектронного копирования и микропроцессорного управления;
- Ц — цифровые программные станки (с ЧПУ), предназначенные для фигурного резания.
По технологическому назначению выделяют стационарные машины для:
- работ по раскройке – Р;
- фигурной и прямолинейной вырезки деталей (универсальные) – У;
- фигурного вырезания малогабаритных деталей – М;
- точной фигурной и прямолинейной вырезки деталей – Т.

Переносные машины по способу движения либо системе управления контуром перемещения инструмента делят на следующие типы:
- Р – работают по разметке;
- Г – по гибкому копиру;
- Н – по направляющим;
- Ц – по циркулю.
По способу резки переносные машины бывают:
- К – кислородные;
- Пл – плазменно-дуговые.

Основным, чаще всего используемым рабочим инструментом машин и станков для газовой резки является машинный кислородный резак. Наиболее востребованы следующие их типы: инжекторные, внутрисоплового смешения, равного давления.
Технология газовой (кислородной) резки металла
На протяжении долгих лет человечество использует металлические изделия. Некоторые из них требуют предварительной резки для последующего применения небольших кусочков.
Одним из способов разделки металла является газовая резка. Технология этого способа обладает своими особенностями и используемым оборудованием.
Особенности и разновидности
Газорезка металла раньше пользовалась широкой популярностью в ремонтных работах. Этот метод разделки являлся основным.

Распространение применения этого метода обосновано рядом особенностей:
- Расширяет возможности резки заготовок большой толщины;
- Не требует питания от электросети;
- Высокая производительность;
- Возможность выполнения сложных операций;
- Ручной и автоматический режим работы.
Этот способ позволяет обрабатывать углеродистые и легированные стали, титановые сплавы, изделия из латуни, чугуна, свинца, бронзы, алюминия.
Газовую резку можно классифицировать на категории применительно к характеру реза:
- Разделительная – характеризуется выполнением сквозного реза, который делит заготовку на требуемое число деталей;
- Поверхностная – предполагает снятие поверхностного слоя заготовки, образуя необходимые каналы, шлицы и иные конструктивные участки;
- Резка копьем – подразумевает прожиг обрабатываемой поверхности для получения проемов или глухих отверстий.
Таким образом, метод позволяет заготавливать многообразные металлические детали, производить сварку труб разного диаметра.
Технологические этапы
Технология газовой резки металла состоит из таких шагов:
- Разогревание металлической заготовки при помощи нагревателя до температуры 1100°С;
- Введение потока кислорода в зону обработки;
- При соприкосновении кислорода с металлической поверхностью возникает воспламенение;
- Под влиянием воспламенения заготовка начинает «сгорать», образуя нужный результат обработки.
Разогревание заготовки происходит под действием смеси горючего газа и технического кислорода.
В качестве горючего газа применяется пропан-бутановый состав, ацетилен, природный, пиролизный или коксовый газ. Наиболее популярными считаются ацетиленовый и пропан-бутановый состав.
В процессе воспламенения идет реакция образования окислов. Они выдуваются из рабочей зоны потоком кислорода. Окисление металла происходит только на участках действия кислородного потока, что исключает попадание продуктов реакции внутрь металла. Для непрерывности процесса резки требуется обеспечение струи подогревающего состава перед струей кислорода.
Следует учитывать, что температура плавления обрабатываемого металла должна быть больше величины температуры воспламенения в кислороде. Иначе не произойдет сгорания металла.
А также показатель плавления образующихся окислов должен быть ниже соответствующих показателей для металла. Это обосновано тем, что в противном случае возникшие продукты не уйдут из рабочей зоны, а останутся на поверхности заготовки. При выборе заготовки требуется ориентироваться на теплопроводность металла. Чем она ниже, тем легче произойдет воспламенение.
Резак — устройство для резки
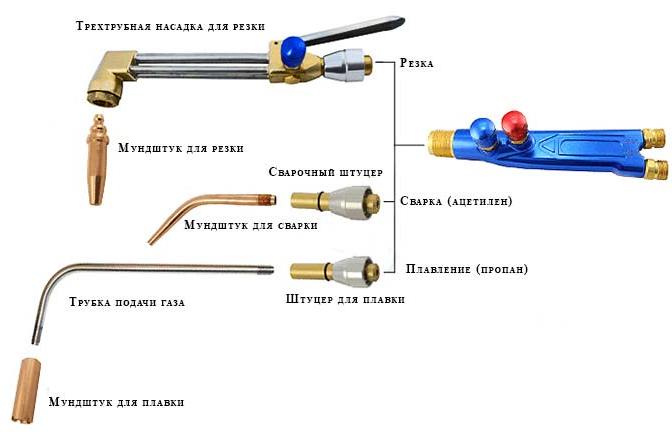
Смену этапов процесса резки обеспечивает специальное оборудование. Оно подразумевает соответствующую устойчивую конструкцию для стабильности и безопасности проводимых операций. Одним из главных компонентов выступает газовый резак. Также есть насадки для сварки и плавки, применяемые в комплекте с данным оборудованием.
Резка металла газовым резаком предполагает точность дозировки и соединения газовой смеси с кислородом. А также это устройство обеспечивает получение разогревающего пламени и введение кислорода в зону работы.
Известными резаками считаются устройства инжекторного вида, работающие со сталью толщиной до 30 см. Этот резак соединяет режущий и подогревающий блок. Блок подогревания включает в себя вентили, ответственные за подачу газовой смеси и кислорода. А также в нем присутствуют инжекторная ячейка, камера смешения, трубка для подачи, мундштук наружного вида.
Режущий блок образован трубой вывода режущей струи кислорода, регулирующим вентилем, мундштуком внутреннего типа.
Газовая смесь и кислород движутся в резак посредством разных входов. Кислород движется в инжектор и мундштук для создания режущей струи. После инжектора кислород подается в камеру смешения, куда также направляется газ через свой входной проем.
После смешения состав оказывается в мундштуке, ответственном за образование разогревающего пламени. Вентили позволяют производить изменение потоков.
Резаки можно разделить по области употребления на:
- Ручные – используются для ручной резки;
- Машинные – находят применение на резочных станках и машинах.
Существуют еще безинжекторные резаки и инструменты для подачи разных по составу горючих смесей:
- Ацетиленовые;
- Пропановые, бутановые и пропан-бутановые;
- Универсальные;
- Резаки для природного газа;
- Резаки для керосина – имеют испарительный блок для изготовления паров бензина, керосина и бензин-керосиновой смеси.
При начале пользования любого резака сначала проверяется его исправность. Потом устройство продувается кислородом.
Применяемое оборудование
Резка металла при помощи газа подразумевает использование многих основных и дополнительных приборов. Кроме резака газорезательное оборудование, состоит из:
- Редуктор – употребляется в целях снижения давления направляемого газа до необходимой величины. На нем располагаются два манометра для измерений на входном и выходном участке.
- Инструмент изменения давления.
- Баллоны для газа и кислорода.
- Шланги соединительные.

Редуктор обеспечивает регулировку давления и автоматическое поддержание достигнутой величины в постоянном значении. Редуктор может быть образован одной или двумя камерами. Если присутствуют две камеры, то прибор редко замерзает, что отражается на надежности и последовательности операций.
Баллоны изготавливаются из стали. Объем составляет 0,4-55 дм3. Они оснащены запорным вентилем. В зависимости от находящегося состава (кислород или газ) предусмотрены вентили различной конструкции. Применительно к составу, находящемуся внутри баллона, разработаны цветовые различия и надписи.
В случае резки с применением специальных машин подразумевается стационарное нахождение оборудования. При этом применяются вспомогательные устройства:
- Стол для резки;
- Механизм для отвода образующихся шлаков и обрезей;
- Система перемещения обрабатываемой заготовки;
- Вентиляционная система.
Кроме этого предусмотрены иные газоразборные и рабочие посты.
Оборудование для резки металла в широких масштабах включает компонентные составляющие:
- Несущая часть;
- Резак (может быть один или несколько);
- Приводное приспособление;
- Пульт управления.
На больших производственных предприятиях часто используются переносные резочные станки. Принцип их работы не отличается от стационарных устройств.
Нюансы газовой резки
При работе стоит учитывать некоторые правила пользования оборудованием.
Не исключены случаи взрыва газовоздушной смеси, поэтому работать необходимо в огнеупорной одежде, маске и очках.
Требуется соблюдать технику безопасности при использовании газового оборудования и следить за шлангами, регуляторами.
При работе возможны деформационные изменения заготовок. Поэтому необходимо применять обжиг или отпуск, правку стали на вальцах, не допускать увеличения скорости пламени.
Газосварочное оборудование: инвентарь, модели и характеристики
 Сварка является одним из самых значимых изобретений человечества. Ведь с ее появлением у человека появилась возможность создавать при помощи монолитных соединений металлов ранее недоступные изделия. Сварка помогла совершить серьезный прорыв в производственной сфере, результатами которого человечество продолжает пользоваться вот уже не одно десятилетие.
Сварка является одним из самых значимых изобретений человечества. Ведь с ее появлением у человека появилась возможность создавать при помощи монолитных соединений металлов ранее недоступные изделия. Сварка помогла совершить серьезный прорыв в производственной сфере, результатами которого человечество продолжает пользоваться вот уже не одно десятилетие.
Первое время была доступна только электрическая сварка, но по мере ее совершенствования появилась более универсальная, газовая, которая отличалась от электросварки более широкой сферой применения. Особенностью сварки газом является то, что для соединения металлов на их поверхности оказывается воздействие высокими температурами, возникающими в результате сжигания в кислороде горючих газов.
 Для осуществления сварки необходимо создание особой рабочей среды, для чего используется специальный энергоноситель — баллонный газ или генератор на ацетилене. Сама же сварка осуществляется посредством горелки или резака. Окончательный выбор зависит от типа выполняемых операций. Главным достоинством газовой сварки является возможность соединять цветные металлы с созданием аккуратного и красивого шва.
Для осуществления сварки необходимо создание особой рабочей среды, для чего используется специальный энергоноситель — баллонный газ или генератор на ацетилене. Сама же сварка осуществляется посредством горелки или резака. Окончательный выбор зависит от типа выполняемых операций. Главным достоинством газовой сварки является возможность соединять цветные металлы с созданием аккуратного и красивого шва.
Для сварки может применяться одиночный газ или специальная смесь, включающая бутан, пропан, аргон, кислород и прочие виды газов. Но чаще всего сварка осуществляется с использованием смеси ацетилена с кислородом и кислорода с пропаном и бутаном, поскольку на сегодняшний день — это самые доступные виды газов, а создаваемая с их помощью зона расплава обладает самыми высокими характеристиками.
Инвентарь для проведения газосварочных работ
Чтобы иметь возможность проводить сварку газом, необходимо позаботиться о наличии следующих агрегатов:
- Генератор на ацетилене или баллон с другим горючим газом. В бытовых условиях чаще всего используют мобильные ацетиленовые генераторы, в которых газ вырабатывается в результате реакции воды с карбидом кальция. Но иногда его заменяют и готовым газом, в качестве которого чаще всего используется пропан или бутан. Для большего удобства желательно, чтобы баллоны были оснащены расходомерами.
- Баллон с кислородом.
- Предохранительные клапаны для баллонов. Представляют собой защитные приспособления, которые помогают избежать возгорания, когда пламя возвращается от горелки.
- Редуктор для баллонов с кислородом и рабочим газом. С их помощью осуществляется регулировка давления.
- Подающие шланги, которые также называются рукавами. Для каждой группы газов предусмотрен свой тип рукавов. Всего их выпускается три категории. В соответствии с требованиями безопасности, нельзя подключать шланг к баллону с газом, для работы с которым он не предназначен.
- Горелка. Сегодня газовые горелки почти всегда поставляются с насадками, с помощью которых можно изменять необходимые параметры пламени.
- Сварочный стол. Представляет собой рабочую зону, в которой происходит процесс сварки. В целях безопасности сварочный стол обязательно должен быть оснащен металлической или кирпичной плитой.
 Если говорить в целом, то весь набор оборудования для газовой сварки, принято называть сварочным постом. Чтобы можно было избежать многих трудностей, для перевозки сварочного инвентаря используют специальную плоскую колесную тележку с рамой, где при помощи хомутов в вертикальном положении крепится аппарат для газовой сварки и резки и баллоны, а также располагаются в скрученном виде рукава.
Если говорить в целом, то весь набор оборудования для газовой сварки, принято называть сварочным постом. Чтобы можно было избежать многих трудностей, для перевозки сварочного инвентаря используют специальную плоскую колесную тележку с рамой, где при помощи хомутов в вертикальном положении крепится аппарат для газовой сварки и резки и баллоны, а также располагаются в скрученном виде рукава.
Подобный пост отличается высокой мобильностью и может быть с минимальными временными затратами доставлен к месту проведения работ. Такая необходимость может возникнуть, когда нужно выполнить сварку на неподвижной конструкции, которую невозможно приблизить к газовому сварочному аппарату.
Дополнительные инструменты и материалы
Но только вышеперечисленного оборудования недостаточно для проведения газосварочных работ. Помимо газосварочного аппарата, необходимо подготовить и дополнительные инструменты:
- Фиксаторы. Необходимы для облегчения газосварочных работ и повышения качества создаваемого соединения. Если деталь надежно зафиксирована в статичном положении, то работать с ней заметно проще.
- Подъемник. Когда возникает необходимость соединить громоздкие детали, которые сложно перенести на стол вручную.
- Монтажный инструмент. Включает набор гаечных или разводных ключей, используемых для надежного крепления ключевых элементов сварочного поста.
- Сопутствующий инструмент. В этот список следует включить ножовки по металлу, кувалды, пассатижи, молотки и прочие приспособления.
- Вытяжка. Сварка, предполагающая соединение металлов с помощью газа, в обязательном порядке требует наличия эффективной вентиляции.
Одним из принципов технологии сварки газом является использование присадочной проволоки, которой заполняется сварная ванночка. Проволоку для сварки необходимо выбирать с учетом состава поверхностей, которые необходимо сварить. Она в обязательном порядке должна иметь равномерную и гладкую структуру. Помимо этого, при сварке газом используются флюсы. Речь идёт о специальных составах, выпускаемых в виде пасты или порошка, которые наносят на присадку и кромки для защиты расплава от окислов.
Популярные модели
 Сегодня в продаже представлен широкий выбор оборудования для сварки. Немало на рынке работает производителей, в ассортименте которых можно найти оборудование, предназначенное для переносной и стационарной сварки. Достаточно много предложений можно встретить от китайских производителей, однако, лучше всего остановить выбор на продукции российских или европейских компаний:
Сегодня в продаже представлен широкий выбор оборудования для сварки. Немало на рынке работает производителей, в ассортименте которых можно найти оборудование, предназначенное для переносной и стационарной сварки. Достаточно много предложений можно встретить от китайских производителей, однако, лучше всего остановить выбор на продукции российских или европейских компаний:
- Ideal (Германия).
- Steiger (Германия).
- Graphopress (Нидерланды).
- kz (Россия).
- Диоксид (Россия).
Критерии выбора
- Базовым принципом, на основании которого рекомендуется выбирать оборудование для сварки газом, является тип запланированных работ. В зависимости от того, планируется резка или соединение, и делается выбор наиболее доступного по цене газа. В большинстве случаев для сварки газом используется ацетилен.
-
 А также при выборе газосварочного оборудования необходимо учитывать толщину металла. Ацетилен рекомендуется использовать, когда необходимо сварить детали из низкоуглеродистых и легированных сталей, имеющие толщину не более 20 мм. Чтобы разрезать толстостенный металл до 400 мм, необходим пропан, который применяют со стандартным режимом давления. Если же свариваемые изделия имеют толщину порядка 400−800 мм, то в этом случае потребуется повышенная продувка кислородом, а это чревато повышением давления в газопроводе.
А также при выборе газосварочного оборудования необходимо учитывать толщину металла. Ацетилен рекомендуется использовать, когда необходимо сварить детали из низкоуглеродистых и легированных сталей, имеющие толщину не более 20 мм. Чтобы разрезать толстостенный металл до 400 мм, необходим пропан, который применяют со стандартным режимом давления. Если же свариваемые изделия имеют толщину порядка 400−800 мм, то в этом случае потребуется повышенная продувка кислородом, а это чревато повышением давления в газопроводе. - Еще одним важным критерием выбора являются технические возможности используемой газовой горелки или резака.
Технические характеристики оборудования
Баллоны для газа
Сварка, которая осуществляется с применением переносного оборудования, предполагает использование газов, хранящихся в специальных герметически закрытых сосудах — баллонах. Каждый газ должен храниться в подходящей для него ёмкости, которая должна иметь специальную форму, размеры и вентиль.
- Кислородные баллоны. Для их производства используют легированные или углеродистые стали. Иногда баллоны для кислорода делают из бесшовных труб, однако в них можно хранить только газ, для которого допустимым является давление не более 30 кгс/см². Если же в баллоне необходимо поддерживать более низкое давление, то он должен быть изготовлен только из сварных конструкций. В последнем случае рекомендуется применять типы 150 и 150JL с максимальным объёмом 40 л. Причём важно, чтобы при изготовлении конструкций были соблюдены требования ГОСТ 949–73 .
-
 Ацетиленовые баллоны. При их производстве должны быть соблюдены требования ГОСТ 5948–60 . Чаще всего с целью обеспечения максимальной безопасности подобные ёмкости изготавливают в виде двухкамерных баллонов, позволяющих более эффективно выравнивать давление внутри их. Но при этом важно соблюсти главное условие — внутреннее давление в баллоне с ацетиленом не должно превышать 19 кгс/см² при 20ºС.
Ацетиленовые баллоны. При их производстве должны быть соблюдены требования ГОСТ 5948–60 . Чаще всего с целью обеспечения максимальной безопасности подобные ёмкости изготавливают в виде двухкамерных баллонов, позволяющих более эффективно выравнивать давление внутри их. Но при этом важно соблюсти главное условие — внутреннее давление в баллоне с ацетиленом не должно превышать 19 кгс/см² при 20ºС. - Баллоны для пропанобутановой смеси. Их изготовление должно осуществляться в соответствии с требованиями ГОСТ 15860–70 . Такие баллоны делают объемом 40 и 50 л. Внутреннее давление в них не должно превышать 16 кгс/м², а весить они должны не больше 24 кг.
С особой осторожностью необходимо обращаться с газовыми баллонами, поскольку они относятся к повышенной категории взрывоопасности. Вследствие этого во время пользования ими должны соблюдаться особенно жесткие требования по их эксплуатации. Чтобы иметь возможность заниматься их транспортировкой или переноской, специалист обязательно должен пройти специальное обучение и получить допуск.
Резаки
 Чтобы иметь возможность изменять давление горючего газа на сварочном оборудовании, каждый баллон должен быть оснащен редуктором. При выборе редуктора в первую очередь необходимо обращать внимание на его пропускную способность. Ее следует выбирать с учетом типа проводимых работ и используемых резаков. Редукторы бывают двух типов, в зависимости от конструкционного исполнения: одноступенчатые и двухступенчатые. Более точными являются последние.
Чтобы иметь возможность изменять давление горючего газа на сварочном оборудовании, каждый баллон должен быть оснащен редуктором. При выборе редуктора в первую очередь необходимо обращать внимание на его пропускную способность. Ее следует выбирать с учетом типа проводимых работ и используемых резаков. Редукторы бывают двух типов, в зависимости от конструкционного исполнения: одноступенчатые и двухступенчатые. Более точными являются последние.
Когда газы из баллона достигают резака, происходит их смешивание. Основная часть резака чаще всего выполняется из углеродистой стали и оснащается различными функциональными элементами — запорными клапанами, инжекторами, мундштуком, которые являются ремонтопригодными. Сам резак необходим для управления процессом сварки и смешивания газов.
Резаки могут отличаться друг от друга мощностью, которая подразумевает их пропускную способность. На основании этого можно сделать вывод, что для каждого резака необходимо выбирать и соответствующую горелку, которая должна быть определенного типа и размеров. Все резаки имеют съемные части, поэтому являются универсальными и могут использоваться для сварки с любыми видами газов.
Горелки
На сегодняшний день можно приобрести три вида горелок для сварочного оборудования, использующего время работы пропан и ацетилен. Основными видами горелок для сварки ацетиленом являются следующие:
-
 Г2. Горелки малой мощности, которые могут быть оснащены наконечниками различных размеров — от 0 до 4. Используются для сварки металлических изделий, имеющих толщину от 0,3 до 7 мм;
Г2. Горелки малой мощности, которые могут быть оснащены наконечниками различных размеров — от 0 до 4. Используются для сварки металлических изделий, имеющих толщину от 0,3 до 7 мм; - Г3. Горелки средней мощности, поставляемые с наконечниками размером от 5 до 7. Используются для сварки изделий из металла толщиной от 7 до 30 мм;
- Безинжекторные горелки. Подходят для сварки, осуществляемой с использованием ацетилена и кислорода под давлением в пределах от 0,01 до 0,08 Мпа;
- А также существует особый тип горелок — ГАО-2. Их используют для очистки поверхностей. Ширина шага обработки составляет 100 мм.
Для сварки пропанобутановой смесью могут применяться два основных типа горелок:
- ГЗУ-3. Используют для сварки изделий из металла, имеющих толщину от 0,3 до 7 мм;
- ГЗМ-4. Применяются с целью подогрева металла.
А также существуют универсальные горелки, которые можно использовать для сварки с любыми видами газов. Они предназначены для нагрева металла и могут иметь различные размеры, которые соответствуют площади обработки.
Газовая сварка, как и любой другой вид работ, требует использования специального оборудования. Но подобрать его не так просто, даже несмотря на то, что на многих сайтах можно найти полный перечень инвентаря для сварщика. Необходимо помнить, что сварка газом может сводиться к резке или соединению поверхностей из металла. Именно с учетом этого и нужно выбирать газосварочное оборудование.
Вдобавок к этому, необходимо учитывать и ряд дополнительных нюансов. К примеру, в зависимости от используемого для сварки газа, необходимо подбирать подходящий тип резака и горелки. Знать же об этом может только опытный специалист в области газосварочных работ, который с легкостью может подобрать из большого ассортимента необходимые ему аксессуары.
Газовая (кислородная) резка металла
Итак, [газовая резка металла] является сейчас самой популярной. Почему?
Потому что выполняется она крайне просто, не нужно при этом использовать никаких фазо-инверторов (как в электрическом резаке), не приходится соблюдать обязательные норма помещения (наличие центрального кабеля заземления).
Да и практически все газовые резаки являются мобильными, то есть, их можно транспортировать обычным транспортом.
При резке, газовый резак использует два газа – непосредственно кислород, при помощи которого и выполняется процесс разделения металла, а также подогреватель, в качестве которого чаще всего выступает пропан или ацетилен.
Нагреватель разогревает поверхность, которую планируется разрезать, до температуры в 1000-1200 градусов, после чего – подается струя кислорода. От соприкосновения об нагретую поверхность, струя воспламеняется.

Фото газовой резки
Получается – горящая струя, которая легко разрезает металл. При этом, самое главное – это соблюдать беспрерывную подачу кислорода.
Если будет прерывание, то пламя попросту может погаснуть, после чего снова придется проводить разогрев поверхности.
Стандартная кислородная резка металла выполняется при помощи резака Р1-01П. Он наилучшим образом подходит для работы с каленной сталью, в том числе – и с чугуном!
В качестве сварочного аппарата данный резак — не используется.
Зато он подходит для точного разрезания трубы – для этого используется специальная шарнирная накладка РФ7, которая изготавливается из стали, но покрывается слоем вольфрама.
Кстати, в последнее время [газовая сварка] и резка металлов выполняется еще при помощи соединения ацетилена и пропана. Но такое оборудование используется исключительно для работы с металлами повышенной прочности (к примеру, сталь для копулировочных ножей).
Оборудование, которое поддерживает работу с таким газом, стоит не дешево! Так что о нем говорить особо не будем…
Технология резки газом
Современная технология газовой резки металла несколько отличается от той, которая описана выше. К примеру, для работы с «легкими металлами» температуры в 1000 градусов за Цельсием и выше могут попросту разрушить металл, с которым вы работаете (расплавить и испарить).
В этих случаях сама резка производится с одновременным подогревом. Наконечник газового резака имеет форму пирамиды с 3 соплами.
Через два боковых подается подогревающая смесь, ну а по центру монтируется тонкое сопло для подачи кислорода под высоким давлением.
Технология кислородной резки
В современных резаках, кислород подается под давлением в 12 атмосфер! Проще говоря – под струей воздуха можно повредить даже кожу (имеется в виду не зажженная струя).
Флюс, который образовывается при такой резке, либо выбрасывается подогревающем пламенем в стороны, либо прожигается непосредственно через весь металл (если выполняется сквозная резка).
Не забывайте, что резка металла газом имеет большое преимущество перед электрической. Какое?
Не создается «рваного» шва. А если дополнительно использовать накладки (трафаретки, как их называют профессиональные сварщики), то шов резки получается очень аккуратным!
Но учитывайте, что резка металла кислородом не подразумевает использовать металлы, которые плавятся при температуре ниже 600 градусов за Цельсием. В этом случае будет выполняться простое удаление верхнего слоя металла, а не его резка.
Вот в таких случаях рекомендуется использовать так называемые мобильные нагреватели – обычные баллончики со сжатым газом и соплом на конце трубки.
Стандартная технология кислородной резки металла подразумевает использовать направляющий резак, которым управляет оператор. Подача газа регулируется при помощи двух вентилей (в некоторых моделях – одним общим).
Сама рукоятка резака имеет две трубки, которые как раз и встраиваются в ручку. Первая рукоятка подает топливо для нагревателя, вторая (как правило — центральная) – подает кислород. То есть, к главному соплу подводятся аж 3 трубки!
Через две подается пропан, через третью – кислород. В более старых моделях резаков использовалось два наконечника, которые работали аналогичным образом.
Какой расход газа при резке металла? Это зависит от температуры, до которой разогревается сам металл при работе.
В стандартном резаке Р1-01 за один час работы в среднем расходуется порядка 10 кубических метров кислорода и 0,7 кубических метров ацетилена (при использовании пропана – 1 метр кубический топлива).
А вот в резаке Р2-01 расход значительно больше – 21 м3 кислорода и 1,2 – ацетилена! Расход подогревателя зависит от температуры нагрева и плоскости, которая разрезается.
В «старших» резаках также используется так называемое направление сопел, которое т.акже частично влияет на расход (чем ближе к струе кислорода, тем приходится подавать большую струю).
Оборудование для газовой резки
Итак, в России, еще со времен СССР самым распространенным считался резак Р1-01. Он является ручным с инжекторным соплом, что дает струю под высоким давлением, которая и режет металл «как горячий нож масло».
Более мощные модели – это Р2-01 и Р3-01П. Их основное отличие – это размер сопла, рабочее давление кислорода в системе, рабочее давление подачи нагревательной смеси.
Также существуют автономные столы – это газовое оборудование для резки металла в автоматическом режиме, которое производится без участия оператора.
Управление таким столом является чисельно-программным. То есть, человек просто задает параметры резки.
Такое оборудование для кислородной резки металла используется исключительно на листовых металлах, где выполняется либо ровная резка, либо дуговая.
Стоит отметить, что моделей данных столов – огромное количество, но практически все они являются аналогами АН-01, который был разработан Шепелевым еще в СССР!
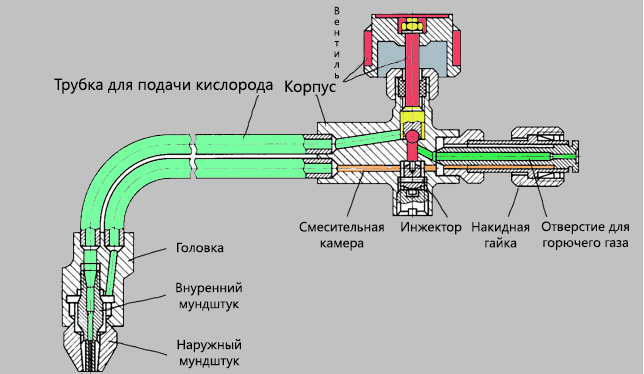
Схема кислородного резака
Таковыми, к примеру, являются «Смена», «Орбита», «Secator», «Quicky-E». Во всех у них рабочая температура в диапазоне 1000-3200 градусов по Цельсию. Работают как с ацетиленовым, так и с пропановым нагревателем.
В моделях Quicky используется также смешанное – ацетиленово-пропановое нагревание. В этом случае, сопло используется только раздвоенное. То есть, на одно из них подается ацетилен, на второе – пропан.
Кстати, стоит отметить, что в такой резке нагревательная смесь поддается от центра (то есть, от кислородной струи).
Также еще отмечаются так называемые стационарные резаки для газовой резки металла.
От мобильной они отличаются, не сложно догадаться, тем, что они встраиваются в специальную нишу-станок, которую как раз и может двигать оператор устройства.
Такие резаки являются более удобными для работы, но стоят весьма дорого. Зато их режущей мощности более чем достаточно для того, чтобы разрезать толстый слой высокопрочного металла!
Это стало возможным из-за того, что в таких резаках используется дополнительный нагнетатель, при помощи которого что нагреватель, что кислородная струя подается под еще большим давлением.
Работает дополнительный компрессор на электричестве, к тому же – трехфазном (380 Вольт). Из-за этого он и не может быть мобильным! Используется такой резак исключительно на профессиональных предприятиях.
Портативный резак — Гугарк
Гугарк – это самый популярный представитель таких резаков.
Кстати, газовая горелка для резки металла также бывает двух видов – так называемая прямая и гнутая:
- Первая – это та, которую вы все привыкли видеть. Представляет из себя букву Г и работает при помощи операторского направления.
- Ну а вторая, прямая – это горелка типа сопло, которая используется на столах-резаках.
Стоит также отметить, что в прямых соплах используются спаренные наконечники для того, чтобы при движении не нарушить угол наклона сопла один к одному.
Кстати, учитывайте, что каждый из резаков имеет свой коэффициент работы и мощности с каждым металлом.
К примеру, при использовании стандартного Р1-01, чтобы разрезать медь, достаточно коэффициента 0,5 ацетилена, а вот для алюминия потребуется аж 0,7.
Больше всего, конечно же, уйдет на вольфрам – аж 1,4! При этом разогрев будет в районе 3800 градусов по Цельсию (используйте при этом только специализированные наконечники)!
Популярные на рынке услуги
Если вам необходимо произвести резку металла, то самый простой способ – нанять мастера или специалиста, который окажет вам необходимые услуги. Ведь не у каждого дома в гараже стоит резак с двумя баллонами кислорода и нагревателя.
Более того, работать с таким оборудованием очень опасно без опыта! Если не умеете, то лучше и не браться за это дело – доверьте работу профессионалам!
Ну а в среднем, цена газовой резки металла складывается из следующих показателей: металл, с которым необходимо будет как раз работать, используемый резак, толщина металла, качество и вид среза.
К примеру, обычная листовая резка является самой дешевой. Трубная резка – стоит гораздо дороже, так как при такой работе используются дополнительные накладки!
А вот резка в глубину – дорогостоящее удовольствие, так как при этом используется дорогостоящее оборудование.
Более того, если выполняется такая работа «на выезде», то это будет стоить очень дорого. Автомобили, которые могут перевозить станции резочные, необходимо дополнительно переоборудовать.
Кислородная резка металла — видео:
Ну а газовая резка листового металла может выполняться даже обычным газовым паяльником. Если вы используете алюминий или медь, то его должно быть вполне достаточно для такой работы.
В некоторых случаях, можно воспользоваться газовой сваркой. Вот только вместо углекислого газа подается пропан, ацетилен или бутилен (не каждая газовая сварка поддерживает использование такого газа, будьте внимательными)!
Самой дорогой листовой резкой металла является та, которая выполняется по заготовленному контуру резки. В этом случае используется станок ЧПУ, услуги которого как раз и оплачиваются не дешево!
Кстати, если вам необходимо выполнить не резку, а вырезание, то в некоторых случаях намного проще и дешевле будет использовать именно нож для резки металла, а не газовый резак. Более подробно по этому поводу вы можете узнать непосредственно у мастера, которому желаете доверить выполнение работы.
Сейчас многими предприятиями предлагается газовая резка металла с выездом.
Вот она, оценивается по следующим параметрам:
- металл, с которым необходимо будет работать;
- сложность выполнения работы;
- используемый резак.
Кстати, рекомендуется самостоятельно покупать баллоны с газом! Многие компании его продают по слишком завышенной стоимости (порядка 1000 рублей за баллон ацетилена, хотя его рыночная стоимость – порядка 400 рублей).
Также учитывается, сколько работа будет требовать времени. В среднем, час работы мастера оплачивается примерно в 300 рублей. Вот заранее можете и подсчитать, во сколько вам обойдутся услуги по резке металла!
Ну и напоследок следует рассказать о тех случаях, когда выполняется некачественная работа. Очень часто многие используют вместо ацетилена – его дешевый аналог пропан или пропилен. Или же пользуются более дешевыми резаками, чем были ими же заявленные.
К примеру, вместо Р2-01 используется Р1-01 или тому подобное. Это, кстати, самая частая проблема! Отличить эти два резака между собой можно при помощи визуального осмотра.
У модели Р1-01 сдвоенное сопло с золотым креплением (золотистого цвета), а вот в Р2-01 – стальное крепление (имеет черный или медный оттенок).
Кстати, стоит резак Р1-01 не так уж и дорого, так что можете его даже приобрести! Средняя стоимость – в пределах 900-1000 рублей за штуку. Ну, конечно же, необходимо будет приобрести два баллона – с кислородом и нагревателем, ну и транспортный воз.
В среднем – весь комплект вам обойдется в 3000 рублей, не дороже. Его достаточно будет для 3 часов резки металла. Для домашних потребностей – это более, чем достаточно.
И при работе с газовым резаком, обязательно соблюдайте правила безопасности! А это – использование защитной маски, комбинезона и перчаток. Перчатки – обязательный элемент!
Оборудование для газовой резки – как разрезают металл?
Устройства для газовой резки представляют собой класс оборудования, обеспечивающего выполнение всего спектра задач по обработке металлов способом разделительного резания. Выпускаются они различных конструкций и назначения.
1 Принцип работы оборудования для газопламенной резки
Процесс газовой резки протекает за счет сгорания металла в подаваемой под высоким давлением струе чистого технического кислорода. Для перехода в этот рабочий режим материал предварительно разогревают до температуры, при которой обрабатываемый сплав воспламеняется в кислороде на линии реза без посторонних источников горения. На основании вышеизложенного можно сделать вывод, что процесс кислородного раскроя состоит из двух этапов. Сначала металл разогревают пламенем смеси, полученной из горючего газа и технического кислорода. В качестве топлива используют ацетилен либо его заменители.
Во время второй стадии осуществляется собственно резка материала струей кислорода. При этом металл сгорает, а образовавшиеся продукты горения в виде оксидов выдуваются из рабочей зоны. Для обеспечения этих и переходных режимов кислородного раскроя предназначено оборудование для газовой резки металлов, конструкция которого предусматривает не только устойчивость, стабильность и качество процесса резания, но и его безопасность.
Основным узлом и одновременно рабочим инструментом устройств для газового (кислородного) разрезания металлов является резак. Не стоит его путать с сварочной горелкой, которая предназначена только для сварки и имеет отличную от резака конструкцию, но подсоединяется к такому же комплекту оборудования, обеспечивающему ее работу.
Резаки обеспечивают точное дозирование и смешивание газа или горючих паров жидкого топлива с кислородом, последующее получение на основе образованной смеси подогревающего пламени, а также раздельную от предназначенной для смешивания подачу к разрезаемому материалу струи кислорода.
2 Конструкция газовых резаков для раскроя металлов и их классификация
Самыми распространенными в настоящее время являются инжекторные универсальные резаки, обеспечивающие разрезание изделий из различных сплавов стали, толщина которых составляет 3–300 мм. В этом инструменте конструктивно объединены режущая и подогревающая части. Последняя аналогична устройству газовой сварочной горелки, состоит из вентилей подачи кислорода и газа, инжекторной и смесительной камеры, подающей трубки, наружного мундштука. Режущая часть включает дополнительную трубку, обеспечивающую подачу к металлу режущего кислорода, вентиля регулировки подачи, внутреннего мундштука.
Кислород и ацетилен подаются в резак через отдельные ниппели. При этом кислород расходится от ниппеля в двух направлениях:
- Часть его (как и в обыкновенной сварочной горелке) поступает в инжектор, а потом в смесительную камеру, в которой образуется смесь ацетилена, подводимого через свой ниппель, и кислорода.
- Другая часть по отдельной трубке подается к центральному отверстию мундштука, проходя через которое создает режущую струю кислорода.
Горючая смесь газов из камеры для смешивания по трубке поступает в мундштук, проходит через кольцевое внешнее отверстие, образуя на выходе нагревающее пламя. Регулировка подачи газов в мундштук осуществляется соответствующими вентилями.
Все резаки по сфере применения подразделяют на инструмент, рассчитанный для:
- ручного раскроя;
- машинной обработки на станках и машинах для резки.
По принципу смешения кислорода и газа делят на следующие типы:
По назначению и конструктивным особенностям различают резаки:
По роду используемого для работы горючего газа классифицируют на:
- резак для ацетилена;
- для пропана, бутана или их смеси;
- для природного газа;
- универсальные;
- керосинорезы – только для ручной резки, снабжены испарителем для получения горючих паров подаваемого бензина, керосина либо их смеси.
По способу и виду резания классифицируют:
- для поверхностной резки;
- разделительной;
- копьевой;
- кислородно-флюсовой.
3 Основное и вспомогательное оборудование для газопламенной резки
Помимо резака в состав оборудования для резки газом входят следующие устройства, элементы:
- ацетиленовые генераторы;
- баллоны для технического кислорода и газа;
- редуктора для регулировки подачи газов;
- рукава – шланги высокого давления;
- предохранительные затворы;
- пылевые фильтры, встраиваемые в редуктор или монтируемые на него;
- запорные клапаны, которыми могут быть оснащены редукторы;
- устройства регулировки давления;
- клапан для регулирования расхода – может быть частью оснащения редуктора;
- манометры давления – устанавливаются на редукторах для контроля за величиной давления газа.
Ацетиленовый генератор – это аппарат, в котором благодаря разложению водной смеси карбида кальция образуется ацетилен. Их классифицируют по:
- способу применения:
- передвижные;
- стационарные;
- производительности;
- давлению производимого ацетилена:
- низкого давления;
- среднего;
- высокого.
Для применения в работе, транспортировки, хранения газов (сжатых, растворенных, сжиженных), находящихся под требуемым давлением, используют стальные баллоны объемом 0,4–55 дм 3 . Емкости вместительностью 40 дм 3 получили наибольшее распространение. Конструктивно они выполнены в виде стальных продолговатых цилиндрических сосудов с горловиной, имеющей конусное отверстие с нарезанной резьбой, куда вкручивается запорный вентиль. На кислородные и под горючие газы емкости устанавливают вентили разной конструкции. Каждому газу, которым заполняют баллон, соответствует отдельный условный цвет сосуда и надписи газа на нем. Так как запитывание постов газовой резки от генераторов связано с целым рядом неудобств, то широкое распространение при работе с ацетиленом получило питание от ацетиленовых баллонов.
Редуктор – это устройство, предназначенное для регулируемого понижения величины давления кислорода и газа, подаваемых по магистрали либо находящихся в стальном баллоне, до его рабочего значения, а также автоматического поддержания такого давления постоянным. Рукава предназначены для подводки кислорода и газа к резаку от рамп, баллонов. Их производят из вулканизированной резины, армированной тканевыми прокладками, классами по допустимому давлению и с окраской в соответствии транспортируемым газам. Они должны обладать гибкостью, прочностью, не стеснять движений рабочего и не затруднять работу механизмов машин и станков для резки.
Предохранительные затворы – специальное оборудование, которое в случае обратных ударов режущего пламени из резака или сварочной горелки предохраняет газопроводы, ацетиленовые генераторы от попадания внутрь них взрывной волны. Затворы монтируют в подводящие рукава между непосредственно ацетиленовым генератором либо ацетиленопроводом (при использовании многопостового питания от генератора стационарного исполнения) и резаком или горелкой. Они бывают сухие или жидкие.
Машинная газовая резка металлов, оборудование которой предназначено для стационарной работы, предполагает обязательное использование дополнительных устройств, механизмов, элементов:
- газоразборных и рабочих постов;
- раскроечный стол;
- систему удаления (уборки) шлаков и обрезей;
- механизм перемещения разрезаемого изделия;
- систему вентиляции;
- и других.
4 Машины и станки для газовой резки металлов – классификация и конструкция
На мощных металлобрабатывающих заводах, заготовительном и крупном серийном производстве, а также в случаях, когда есть необходимость и возможность повысить качество реза, производительность и сократить тяжелый ручной труд, применяют машинную резку. Для этого используют различное стационарное и переносное оборудование.
Все машины газовой резки (стационарные или переносные) состоят из нижеприведенных основных частей:
- несущей;
- резака (от одного до нескольких);
- ведущего (приводного) механизма;
- системы и пульта управления.
Разнообразные переносные машины выпускают в виде небольших самоходных тележек. Их перемещение осуществляется с помощью пружинного механизма, газовой турбинки или электродвигателя. Чтобы задействовать мобильную машину, ее устанавливают непосредственно на разрезаемые трубу или лист, а затем направляют по гибкому копиру, разметке, направляющим, либо циркульному устройству.
У стационарных станков основным узлом, обеспечивающем автоматизацию процесса резания, является система точного копирования. Для эффективности ее работы на станках применяют принципы электромагнитного, дистанционно-масштабного, фотоэлектронного, программного, механического копирования.
Стационарные станки газовой резки по конструктивному исполнению выпускают следующих типов:
- портальные (П) – располагаются на стойках непосредственно над деталью, количество резаков 1–12;
- портально-консольные (Пк) – устанавливаются на консоли, которая закреплена на стойке и находится над разрезаемой деталью, количество резаков 1–4;
- шарнирные (Ш) – на шарнирных рамах, предназначены только для вертикальной резки, количество резаков 1–3.
По способу резки станки делят на:
- Кф – кислородно-флюсовые;
- К – кислородные;
- Гл – газолазерные;
- Пл – плазменно-дуговые.
По способу движения либо системе управления контуром перемещения инструмента различают станки:
- Л — линейные, выполняющие прямолинейную резку;
- М – магнитные, предназначенные для фигурного резания по стальному копиру;
- Ф — фотокопировальные, осуществляющие фигурную резку по чертежу посредством фотоэлектронного копирования и микропроцессорного управления;
- Ц — цифровые программные станки (с ЧПУ), предназначенные для фигурного резания.
По технологическому назначению выделяют стационарные машины для:
- работ по раскройке – Р;
- фигурной и прямолинейной вырезки деталей (универсальные) – У;
- фигурного вырезания малогабаритных деталей – М;
- точной фигурной и прямолинейной вырезки деталей – Т.
Переносные машины по способу движения либо системе управления контуром перемещения инструмента делят на следующие типы:
- Р – работают по разметке;
- Г – по гибкому копиру;
- Н – по направляющим;
- Ц – по циркулю.
По способу резки переносные машины бывают:
- К – кислородные;
- Пл – плазменно-дуговые.
Основным, чаще всего используемым рабочим инструментом машин и станков для газовой резки является машинный кислородный резак. Наиболее востребованы следующие их типы: инжекторные, внутрисоплового смешения, равного давления.
Сварка. Отраслевая информация.
Login
Вспомогательное сварочное оборудование для ручных работ
включает в сeбя: стол с приспособлениями для крепления обрабатываемых деталей; систему местной вытяжной вентиляции для удаления вредных веществ, образующихся при проведении газопламенных работ; грузоподъемное приспособление для перемещения обрабатываемых изделий в случае газовой сварки или резки тяжелых (и громоздких) деталей; противопожарный инвентарь и оборудование.
Газоразборные посты, входящие в состав рабочего поста, могут быть встроены в стол или располагаться на трубопроводах потребления газов. Рабочие столы для сварки должны быть оборудованы металлической плитой или кирпичной кладкой. Оснащение столов общим или местным вентиляционным устройством производится в зависимости от характера выполняемых работ. На каждом рабочем посту должен быть необходимый инструмент (ключи) для подключения аппаратуры к источникам питания и устранения возможных неполадок в работе горелок и резаков. Рядом со сварочным столом должно быть ведро с водой для охлаждения горелок в процессе работы.
Вспомогательное сварочное оборудование для механизированных работ
включает: механизм перемещения обрабатываемого изделия (лист); раскроечный стол; систему вентиляции; систему уборки (удаления) обрезей и шлаков.
Столы для машинной резки обычно имеют либо неподвижные точечные, либо уставные опоры в виде полос толщиной 1,5. 3 мм, поставленных на ребро. Они выдерживают большие нагрузки и обеспечивают легкое удаление шлака. Иногда столы комплектуют специальными коробами — контейнерами, устанавливаемыми в приямке. Такие столы удобно использовать для механизированной уборки обрезей и мелких отходов после резки.
Существуют различные типы местных вытяжных устройств, используемых при механизированной резке. Так, устройство для отсоса пыли и газов от машины для резки листового проката имеет воздухоприемник со всасывающим отверстием 160 х 160 мм. Воздухоприемник прикреплен к порталу машины, на одной оси с резаками перемещается с помощью шарнирно-сочлененных воздуховодов вдоль раскроечной рамы. Другие типы вентиляционных систем имеют двусторонние вытяжные устройства. При движении портала машины воздухоприемник движется по воздуховоду со щелями, закрытыми прорезиненной лентой.
Рис.1.Механизированная линия обработки барабанов с карбидом кальция
1— барабан с карбидом кальция; 2 — шаговый конвейер; 3 — движущая штанга; 4 — цилиндр; 5 — упор; 6 — станок для вскрытия барабанов; 7 — режущая головка; 8 — кантователь; 9 — платформа; 10 — подвижная воронка; 11 — привод; 12— бункер генератора

Вспомогательное оборудование для производства ацетилена
включает устройство, аппаратуру и приборы, которые дополняют основное технологическое оборудование с целью облегчения труда при производстве ацетилена и улучшения его качественных показателей. Вспомогательное сварочное оборудование (для производства ацетилена):
- ацетонирующая установка, предназначенная для добавления ацетона в баллоны;
- рампа «командного» азота с разрядной рампой, служащие для управления системы аварийной азотной продувки линии высокого давления;
- щит управления ручной и автоматической продувки, предназначенный для продувки азотом карбидного бункера после установки его на газообразователь генератора и трубопроводов линии низкого давления перед пуском блока низкого давления;
- установка для регенерации ацетиленовых баллонов, утративших газовбираемость вследствие накопления влаги;
- механизированная линия обработки барабанов с карбидом кальция (рис. 1), обеспечивающая транспортирование и вскрытие их с пересыпкой карбида кальция в передвижные бункеры, устанавливаемые на генераторы.
Вспомогательное сварочное оборудование — это также устройства различного рода для испытания баллонов, разгрузки их с автотранспорта, перемещения в складских помещениях и др.
Другие материалы относящиеся к темам «
Вспомогательное сварочное оборудование
, инструмент, приспособления для газовой сварки и резки» :
