

Матирование нержавеющей стали своими руками
Способы обработки нержавеющей стали: наиболее востребованные варианты
Обработка нержавейки, которая может выполняться с использованием различных методик и технологий, позволяет не только наделить изделия из данного металла требуемыми параметрами и качественными характеристиками, но и придать их поверхности привлекательный внешний вид. Правильно подбирая и используя различные методы обработки, из нержавеющих стальных сплавов производят изделия различного назначения, которые полностью отвечают предъявляемым к ним требованиям.

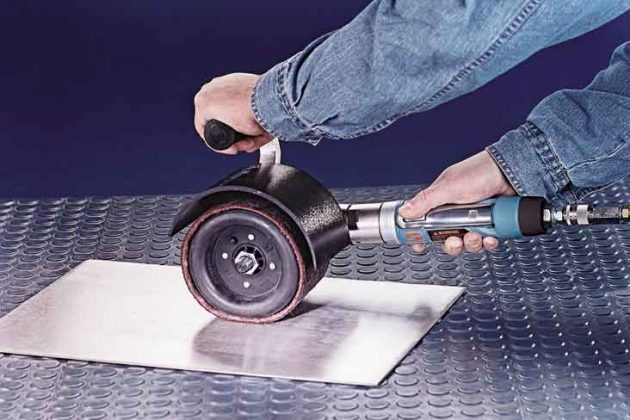
Механическая обработка нержавейки элетроинструментом позволяет быстро убрать с поверхности шероховатости
Шлифование и полировка (сатинирование)
Нержавеющая сталь благодаря целому перечню достоинств одинаково успешно применяется для изготовления изделий как практического, так и чисто декоративного назначения. Чтобы придать их поверхности привлекательный внешний вид, а также добиться достижения требуемого уровня шероховатости, их часто подвергают шлифованию и полировке, которые обозначаются одним общим термином – сатинирование. Такое название данные методы обработки получили из-за того, что после их выполнения поверхность нержавейки напоминает по своей текстуре ткань атлас или сатин.
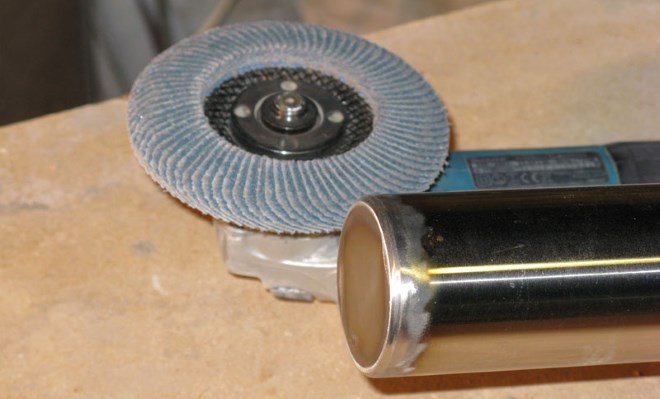
Обработка сварочного шва на нержавейке начинается с выведения поверхности до мелких рисок посредством болгарки с лепестковым кругом
Кроме придания поверхности изделия из нержавеющей стали привлекательного внешнего вида, шлифование позволяет устранить поверхностные дефекты металла или сделать их практически незаметными. Как шлифование, так и полировка нержавеющей стали может выполняться вручную или при помощи специальных устройств, работающих на электрическом или пневматическом приводе. Из наиболее распространенных аппаратов, применяемых для шлифования, следует выделить:
- пневмонапильник ленточного типа;
- шлифовальную машинку барабанно-ленточного типа;
- другие устройства, предполагающие использование шлифовальных лент.
В домашних условиях шлифование чаще всего выполняется вручную, для чего могут потребоваться шлифовальные листы или инструменты, которые называются шлифками. В отличие от условий домашних мастерских, на производственных предприятиях шлифование нержавейки выполняется с использованием специального оборудования.

Шлифовку нержавейки начинают с зерна 180, затем 320 и 600, а заканчивают полировкой войлочным кругом
Когда для шлифования нержавеющей стали применяется ручной инструмент шлифок, такая обработка выполняется в следующей последовательности.
- Если детали из нержавейки были соединены при помощи сварки, то с их поверхности удаляют прижоги и сварной шов.
- Ту часть поверхности, которая первой будет подвергнута шлифованию, следует ограничить, используя для этого клейкую алюминиевую ленту (она наклеивается в два-три слоя).
- Область поверхности, которая не заклеена защитной лентой, обрабатывается при помощи возвратно-поступательных движений шлифка, при этом давление, оказываемое на инструмент, не должно быть слишком сильным.
- После достижения требуемого результата шлифовки алюминиевой лентой заклеивается уже обработанная часть, а обработке подвергается тот участок, который с ней граничит.
В тех случаях, когда использование шлифка является нецелесообразным, для обработки нержавейки используют шлифовальные листы. Чтобы правильно подобрать такой шлифовальный инструмент по его зернистости, используют пробные черновые детали.
Для шлифования и полировки нержавейки также могут использоваться токарные станки, на которые устанавливаются специальные круги. Выполнять такие отделочные операции с применением токарного станка можно как в производственных, так и в домашних условиях, если такое оборудование имеется в оснащении вашей домашней мастерской. Для эффективного выполнения этих технологических операций могут быть использованы даже простейшие модели токарных станков.
Метод травления
Травление является достаточно распространенным методом обработки изделий из нержавеющих сталей. Такую технологическую операцию, которая позволяет удалить с поверхности изделия из нержавеющей стали различные дефекты, используют для устранения следов сварки, после выполнения термической обработки, а также обработки деталей методами пластической деформации. Кроме того, травление позволяет удалить с нержавейки цвета побежалости, а также обновляет на ней пассивный слой, защищающий металл от последствий воздействия повышенной температуры.
Для выполнения травления в производственных условиях применяются водные растворы кислот или расплавленные щелочные среды. При использовании кислотных сред травление выполняется в два этапа, первый из которых предполагает обработку нержавеющей стали сернокислым раствором, а второй – раствором на основе азотной кислоты. Чтобы выполнить щелочное травление, изделие из нержавейки помещают в расплав каустической соды, которая, не изменяя структуру стали, эффективно разрушает оксидную пленку, сформировавшуюся на ее поверхности.

Вернуть нержавеющей поверхности металлический блеск и восстановить потерю хрома после сварки можно с помощью травильной пасты
В домашних условиях травление выполняют при помощи специальных паст, имеющих желеобразную консистенцию. Используя такие пасты, следует иметь в виду, что в их состав, кроме плавиковой и азотной, входит соляная кислота, а также хлориды, представляющие опасность для здоровья человека, поэтому обращаться с ними следует крайне осторожно.
Пасту для травления нержавейки следует наносить только на тщательно очищенную и обезжиренную деталь, для чего ее промывают теплой водой и обрабатывают любым доступным моющим средством. После непродолжительной выдержки (от 10 до 60 минут) травильная паста смывается, для чего также используют обычную проточную воду. Наносят пасты для травления нержавейки кислотостойкими кистями и специальными пластиковыми лопатками.

Большие площади нержавеющих поверхностей обрабатывают травильными спреями с помощью струйного напыления
Такая паста обеспечивает надежную защиту нержавейки от негативного влияния температурных воздействий, а также нивелирует все поверхностные дефекты сварных соединений. Что удобно, эту пасту, которая эффективно обрабатывает стальное изделие всего за 10 минут, можно использовать для травления и вертикально расположенных поверхностей.
При помощи такой пасты, время воздействия которой на поверхность изделия должно составлять около 45 минут, можно не только устранить мелкие дефекты сварных соединений, но и очистить нержавейку от следов коррозии, придать ей красивый металлический блеск. Выбирая такой состав, следует иметь в виду, что использовать его для обработки нержавейки можно лишь при температуре окружающей среды не ниже +50.
Stain Clean (ESAB)
Это полностью готовая к использованию травильная паста, которая не требует особых условий применения и отличается высокой эффективностью.
Другие способы обработки изделий из нержавейки
Изделия, изготовленные из нержавеющих сталей, часто подвергают хромированию, что позволяет:
- придать им привлекательный внешний вид;
- повысить устойчивость к механическим воздействиям (трение, удары и др.);
- значительно увеличить их коррозионную устойчивость.
Между тем качественно выполнить операцию хромирования можно только в производственных условиях, так как для ее осуществления необходимы не только особые расходные материалы и специальное оборудование, но и наличие соответствующих знаний и навыков.
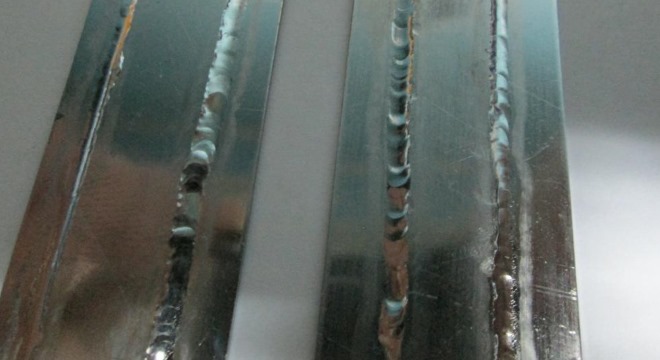
На фото показаны сварные швы нержавейки после обработки 85 % ортофосфорной кислотой – результат травления выглядит не хуже механической полировки
В домашних условиях можно выполнить другую операцию, позволяющую придать поверхности изделия из нержавейки привлекательный внешний вид, – воронение. Такая обработка может выполняться по одной из следующих методик:
- кислотное воздействие;
- использование щелочей;
- применение теплового воздействия.
Конечно, наиболее простым и доступным методом отделочной обработки стальных изделий является их покраска, которая также может выполняться с использованием различных технологий и расходных материалов.
Травление нержавеющей стали в домашних условиях
Наличие на поверхности изделий из нержавеющей стали окалины, оксидов, сварочных швов и других дефектов ухудшает их эксплуатационные свойства, портит внешний вид предметов. При наличии такого рода дефектов требуется дополнительная обработка. Самый популярный вид обработки – травление нержавейки в домашних условиях.
Способы обработки нержавейки
Для обработки нержавеющей стали разработан ряд методов, позволяющих придать изделиям требуемые параметры и эстетичный внешний вид. В домашних условиях можно применять следующие способы:
- травление нержавеющей стали;
- покраска;
- сатинирование (шлифовка и полировка);
- воронение;
- хромирование.





Процедура травления нержавеющей стали
Основной способ очистить поверхность нержавеющей стали – травление (химическое и электрохимическое). Этот метод используется после термообработки изделия, холодной и горячей пластической деформации, а также для удаления следов сварки. Помимо очистки поверхности, травление нержавеющей стали восстанавливает пассивный слой, предохраняющий нержавеющий сплав от разрушительного воздействия высоких температур.
В основе метода лежит химическое взаимодействие поверхности металла с кислотами разной степени концентрации, в основном серной или соляной, расплавленных щелочных составов. Использование кислот предполагает двухступенчатый процесс: сначала обработка сернокислым раствором, затем – помещение в азотнокислую среду. При использовании щелочного метода используется раствор каустической соды.
При обработке нержавеющей стали необходим тщательный контроль над соблюдением технологических условий. Агрессивная среда, в которую помещают металл, должна воздействовать только на его поверхность, разрушая дефекты, не изменяя структуру самого предмета. Для предотвращения перетравливания применяются специальные присадки.
Электрохимическое (гальваническое) травление
Для его проведения необходимо выполнить ряд процедур.
Приготовление раствора. Подготовить водный раствор кислоты, выбранный для травления. Необходимо тщательно рассчитать его процентное содержание.

Подготовка поверхности. Необходимо выполнить обезжиривание любым методом, чтобы защитный лак качественно закрепился на нержавейке. После обработки касаться заготовки не рекомендуется, чтобы не вызвать отслоение лака и, как следствие, неоднородную обработку поверхности.
Создание защитного слоя. Нужно нанести защитный слой на участки, не нуждающиеся в травлении. В промышленности для этого используют специальные составы, которые можно применять и при домашней обработке (при соблюдении техники безопасности). Также в домашних условиях можно сварить защитный лак, состоящий из гудрона и канифоли, растворенных в скипидаре.
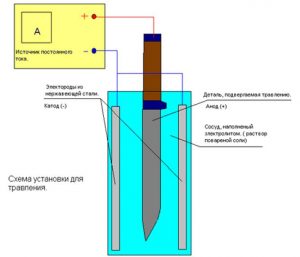
Травление. При проведении электрохимического травления нержавеющей стали заготовка опускается в ранее подготовленный раствор, после чего в созданную электрическую цепь подается напряжение. В этой цепи анодом является заготовка с подключенным положительным электродом, в качестве катода используют любую стальную пластину.
Продолжительность определяют по виду детали, внимательно наблюдая за состоянием заготовки, но не больше нескольких минут. После этого отключают напряжение, вынимают протравленную деталь из раствора и тщательно нейтрализуют кислоту с помощью реактивов.
Очистка нержавейки. Очищают нержавейку от остатков растворов специальными средствами, не влияющими на характеристики металла.
Химическое травление
Оно основано только на химических реакциях, без дополнительного воздействия электрического тока. Для травления нержавеющей стали в домашних условиях используются специально разработанные составы – травильные пасты. Они безопаснее реактивов, используемых в промышленных условиях. В состав таких паст не включается соляная кислота (из-за повышенного риска для здоровья).
От промышленных веществ домашние составы отличаются пониженным содержанием вредных хлоридов. Пасты изготавливаются на основе азотной и плавиковой (фтористоводородной) кислоты. Это жидкая желеобразная прозрачная субстанция, требующая осторожности при использовании.
Перед использованием пасты заготовку из нержавеющего сплава необходимо тщательно очистить и обезжирить. Для нанесения пасты на нержавейку используются специальные инструменты: пластиковые лопатки и кисти из кислотоустойчивых материалов.
Время выдержки пасты зависит от используемой марки, указано в инструкции к пасте. Возможный временной интервал – от 10 мин. до часа. Паста смывается большим количеством проточной воды (с соблюдением мер предосторожности).
При работе с крупными изделиями, большая площадь которых делает нанесение паст затруднительным, используют метод струйного напыления при помощи травильных спреев для обработки нержавейки.

Средства для травления
Из большого количества выпускаемых травильных паст можно выделить наиболее популярные марки.
Avesta Blue One (Швеция). Надежная травильная паста шведского производства Avesta BlueOne. Удаляет коррозийные проявления, мелкие дефекты сварки, придает блеск изделиям. Время обработки зависит от температуры окружающей среды: от 90 мин. при 100 о С до 20 мин. при 300 о С. Время травления нержавеющей стали зависит от состояния поверхности.
SAROX TS-K 2000 (Чехия). Очищает нержавейку от окалин и других дефектов, обеспечивая прекрасный вид сварочного шва. Благодаря высокой густоте гелеобразная паста эффективна даже для вертикальных поверхностей. Время обработки составляет 10 мин.
Stain Clean от ESAB (Швеция). Качественная марка, восстанавливающая антикоррозионные свойства нержавеющих сплавов. Не нуждается в перемешивании. Может применяться на вертикальных поверхностях. Отличается низким содержанием вредных азотных газов. Не применяется при t ниже +5 о С.



Другие методы обработки
Для отделочной обработки изделий из нержавеющей стали могут применяться и альтернативные способы.
Покраска
Самый доступный по цене и простой по выполнению метод, позволяющий быстро создать защитную пленку.

Сатинирование (полировка и шлифовка)
Этот метод обработки нержавейки сочетает практичность и эффективность. Поверхность нержавейки после обработки приобретает гладкость сатина. В домашних условиях для шлифования нержавейки используют малогабаритные инструменты: шлифовальную машинку, пневмонапильник и др. Маленькие площади сатинируются вручную, шлифовальными листами или ручным станком. Для получения качественного результата шлифовку начинают с применением листов зернистостью 180 грит, затем переходят на зерно 320, 600 грит. В заключение – полируют войлоком.
Воронение (чернение)
Поверхность нержавеющей стали покрывается защитной оксидной пленкой иссиня-черного цвета. Применяется три способа создания пленки: кислотный, щелочной и тепловой. Последний метод доступен только в промышленных условиях, когда нержавеющую сталь при температуре от 250 до 850 0 С обрабатывают одним из трех способов:
- в растопленных солях;
- в парообразном растворе спирта и аммиака;
- в перегретом пару.
В быту применяют чернение нержавеющей стали в растворах кислот либо щелочей электрохимическим или химическим методом.
Хромирование
Этот способ обработки нержавейки надежно защищает поверхность изделий от механических и других повреждений. Но его выполнение требует знаний технологии и опыта работы. Поэтому в домашних условиях хромирование практически не применяется.
Видео по теме: Травление металла в домашних условиях
Технология матирования изделий из металла
Изделия из металла применяются во всех сферах жизни современного человека.
Металл надежен и неприхотлив в эксплуатации.
Но помимо прочности, качественно обработанные изделия из металла радуют глаз и греют душу своим внешним видом.
Но чтобы сделать металл красивым нужно изрядно потрудиться.
И тут существует несколько способов, как это сделать.
Самый распространенный способ, но не самый простой, это полировка. С технологиями полировки можно ознакомиться здесь.
Полированное изделие из нержавеющей стали.
Второй способ — это сатинирование, или направленная шлифовка. Как это сделать вы можете узнать здесь.
Направленная шлифовка нержавеющей стали.
И сегодня я хочу рассмотреть еще один способ получения равномерной поверхности на изделиях из металла — матирование.
В условиях промышленного производства изделия из металла матируют либо с помощью специальных химических составов, либо с помощью пескоструйной (дробеструйной) обработки. Оба эти способа довольно сложные и требуют очень дорогого оборудования.
Мы познакомим Вас с более простым, удобным и каждому доступным способом.
Матировать металл мы будем с помощью орбитальной шлифовальной машины (ОШМ).

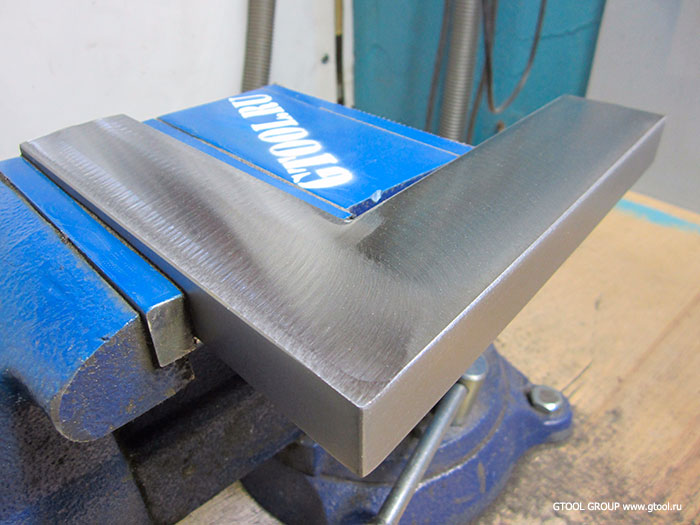
Рассмотрим нашу технологию на изделии из профиля, сваренного под углом.
Шаг 1. Зачистка сварного шва.
Для зачистки сварного шва на плоских поверхностях идеальным решением являются фибровые круги.
Для зачистки небольшого шва используем шлифовальную машину Metabo Quick Inox с регулировкой оборотов и фибровые круги VSM Р120 (с керамическим зерном). Рекомендуемые обороты — 7000 об/мин.

Зачистка сварочного шва фибровым кругом.
Так же с помощью фибрового круга мы выравниваем всю поверхность изделия, если это необходимо для дальнейшей обработки.
Вот что мы получаем после первого этапа.
Поверхность после зачистки фибровым кругом Р120.
Шаг 2. Удаление круговых рисок, получение равномерной шероховатости.
Орбитальные шлифовальные машины обладают меньшей агрессивностью в сравнении с угловыми машинами, поэтому мы используем зерно более крупное. Это позволит нам удалить круговые риски от первого этапа и придать поверхности равномерный вид.

Равномерная шлифовка поверхности с помощью ОШМ.
Вот что мы получаем после второго этапа.

Поверхность имеет равномерный вид, следы от фибрового круга удалены. Такая поверхность уже неплохо выглядит, но после обработки зерном Р80 она имеет очень шероховатую поверхность, которая неудобна в эксплуатации: на ней будут задерживаться пыль и другие загрязнения. Поэтому мы переходим к последнему этапу.
Шаг 3. Финишное матирование поверхности неткаными кругами Cibo.
Чтобы создать идеальную матовую поверхность на металле следует использовать круги на липучке из нетканого материала Cibo зерно Medium.
Эти круги являются лучшим решением для окончательного создания матовой поверхности на металле и других материалах. Они имеют мягкую пористую структуру и содержат небольшое количество клея, в отличие от конкурентов. Такие особенности позволяют создавать очень равномерную поверхность с минимальным блеском, что и необходимо в нашем случае.

Финишное матирование металлического профиля.
Благодаря объемной структуре в сочетании с зерном Medium, этот круг сглаживает грубые следы предыдущего этапа, уменьшает шероховатость поверхности и придает ей абсолютно равномерный вид.

Видео:
Рекомендуемые инструменты:
Обработка нержавейки – все популярные методики
Травление нержавеющей стали, а также другие виды ее обработки придают изделиям из нержавейки привлекательный вид и улучшают их качество. За счет этого они могут использоваться и в быту, и в строительной сфере, и в разнообразных промышленных отраслях.
1 Сатинирование нержавейки – популярный метод обработки
Нержавеющая сталь часто применяется для изготовления промышленных конструкторских изделий и всевозможных элементов декора. Такие детали в большинстве случаев подвергаются сатинированию (полированию, шлифованию). Этот вид обработки считается достаточно практичным и при этом гарантирующим высокий результат. Поверхность изделий из нержавейки после проведения операции приобретает «атласный» вид.
Шлифование позволяет замаскировать практически любые дефекты, имеющиеся на конструкциях из нержавеющей стали, делая изъяны малозаметными.
Сатинирование материала может выполняться пневматическими приспособлениями либо вручную. В первом случае используются следующие инструменты:
- шлифовальные ленты;
- ленточный пневмонапильник;
- барабанно-ленточная шлифмашинка.

Вручную полирование выполняется при помощи шлифовальных листов и специального шлифка.
На крупных производствах шлифование почти всегда производится посредством специальных агрегатов. А частные мастерские при изготовлении изделий и конструкций из нержавейки используют шлифок. Обработка стали с его помощью выглядит так:
- С поверхности изделия удаляют прижоги и сварной шов.
- Разметывают стыковочные риски на конструкции специальной защитной лентой, сделанной из алюминия. Ее необходимо наклеить на полируемую деталь в 2–3 слоя.
- Затем осуществляется обработка части изделия ручным шлифком посредством движений возвратно-поступательного характера. Обратите внимание! Нельзя чересчур сильно давить на шлифок.
- После того как обработка одной части детали завершается, на нее размещается алюминиевая лента. После этого шлифуется соседняя зона.
Шлифовальные листы используются в ситуациях, когда применение шлифка является нецелесообразным, а также при необходимости восстановления поврежденной при сатинировании поверхности. В этом случае следует правильно подобрать зернистость инструмента. Делается это, как правило, на черновой детали.
2 Травление – отлично скрывает следы после сварки нержавейки
Травильная процедура нержавейки также выполняется достаточно часто. Ее используют после термообработки, холодной и горячей деформации стали. Эта операция удаляет дефекты, образующиеся на поверхности нержавейки при разных видах термообработки и применения сварочного аппарата. Травление убирает следы окалины и цвет побежалости. Кроме того, оно способствует обновлению на стальных изделиях пассивного слоя, защищающего металл от негативного воздействия повышенных температур.
В промышленных условиях травление осуществляется с помощью расплавленных щелочных составов либо растворов (водных) кислот без воздействия электролиза или с таковым. Если используется кислота, операция производится в два этапа. Сначала нержавейку помещают в ванну с сернокислым раствором, затем – в азотнокислую среду. Щелочное травление подразумевает обработку стали расплавом каустической соды. Она не изменяет структуру металла и при этом отлично разрушает оксидную пленку на его поверхности.
В быту и в небольших частных мастерских травление выполняется с помощью специальных пастоподобных составов. Процедура может осуществляться даже неподготовленным человеком. Травильная паста представляет собой желеобразную прозрачную жидкость. Ее делают из плавиковой и азотной кислоты. В подобных составах отсутствует потенциально небезопасная соляная кислота и вредные для здоровья человека хлориды.

Травильная паста наносится на очищенное изделие (его следует помыть и качественно обезжирить любым подходящим средством) и оставляется на поверхности на определенное время (оно указывается на упаковке). В большинстве случаев обработка нержавейки происходит на протяжении 10–60 минут. После этого травильная паста смывается. Для этих целей используют большое количество обыкновенной воды.
Травильная паста изготавливается разными фирмами. На отечественном рынке популярностью пользуются далее указанные составы:
- SAROX TS-K 2000 – паста, которую можно использовать на любых нержавеющих поверхностях (в том числе и на вертикальных). Она гарантирует получение привлекательно вида сварного шва и надежную защиту металла от температурных воздействий. Эта травильная паста очищает нержавейку всего за 10 минут.
- Avesta BlueOne – состав для эффективного восстановления нержавеющих поверхностей, удаления с них следов коррозии и сварочных мероприятий, придания изделиям блеска. Обработка стали такой пастой должна продолжаться около 45 минут. При этом температура окружающей среды не может быть меньше +5°.
- Stain Clean от ESAB – паста с замечательным травильным эффектом. Ее не требуется каким-либо образом подготавливать, состав готов к использованию прямо из бутылки.
Важно! Любая паста наносится на очищенную заранее поверхность посредством кислотостойкой кисти и пластиковой лопатки.
3 Воронение и другие способы обработки нержавеющей стали – короткий обзор
Декоративные изделия из нержавейки нередко хромируют, чтобы придать им красивый вид и защитить от износа и коррозии. Хромирование рекомендовано для увеличения стойкости против механических воздействий на трущиеся части машин и различных приборов из нержавеющей стали, на режущий и мерительный инструмент.
Теоретически можно выполнять декоративное хромирование в домашних условиях. Но эта процедура требует от человека определенных знаний и умений. Поэтому лучше доверять хромирование мастерам специализированных центров. Тогда вы получите по-настоящему качественную и красивую поверхность изделий из нержавейки.
Популярно среди бытовых пользователей и воронение (чернение) стали. Эта технология применяется для декоративной отделки нержавеющих поверхностей. Воронение выполняется по трем методикам:

Кислотное воронение выполняется электрохимическим либо химико-физическим способом в растворах кислот, щелочное – в растворах щелочей. При тепловой операции нержавейка обрабатывается в одной из следующих сред:
- растопленные соли;
- раствор спирта и аммиака в парообразном виде;
- в пароперегретой атмосфере.
Тепловое воронение осуществляется при высоких температурах (от 250 до 850 °С) в особых установках. Понятно, что таковые имеются только в специальных мастерских. Именно в них и следует заказывать декоративное воронение изделий из нержавеющей стали, используемых в быту. А вот холодное чернение может выполняться и дома.
Еще один способ обработки нержавейки – ее покраска. Такая операция может производиться порошковыми или жидкими составами. Первые считаются более предпочтительными, так как они обеспечивают получение на поверхности окрашенных изделий высокопрочной пленки, которая защищает металл от химических, температурных, механических и коррозионных воздействий.
Обработка нержавейки – все популярные методики
Травление нержавеющей стали, а также другие виды ее обработки придают изделиям из нержавейки привлекательный вид и улучшают их качество. За счет этого они могут использоваться и в быту, и в строительной сфере, и в разнообразных промышленных отраслях.
1 Сатинирование нержавейки – популярный метод обработки
Нержавеющая сталь часто применяется для изготовления промышленных конструкторских изделий и всевозможных элементов декора. Такие детали в большинстве случаев подвергаются сатинированию (полированию, шлифованию). Этот вид обработки считается достаточно практичным и при этом гарантирующим высокий результат. Поверхность изделий из нержавейки после проведения операции приобретает «атласный» вид.
Шлифование позволяет замаскировать практически любые дефекты, имеющиеся на конструкциях из нержавеющей стали, делая изъяны малозаметными.
Сатинирование материала может выполняться пневматическими приспособлениями либо вручную. В первом случае используются следующие инструменты:
- шлифовальные ленты;
- ленточный пневмонапильник;
- барабанно-ленточная шлифмашинка.
Вручную полирование выполняется при помощи шлифовальных листов и специального шлифка.
На крупных производствах шлифование почти всегда производится посредством специальных агрегатов. А частные мастерские при изготовлении изделий и конструкций из нержавейки используют шлифок. Обработка стали с его помощью выглядит так:
- С поверхности изделия удаляют прижоги и сварной шов.
- Разметывают стыковочные риски на конструкции специальной защитной лентой, сделанной из алюминия. Ее необходимо наклеить на полируемую деталь в 2–3 слоя.
- Затем осуществляется обработка части изделия ручным шлифком посредством движений возвратно-поступательного характера. Обратите внимание! Нельзя чересчур сильно давить на шлифок.
- После того как обработка одной части детали завершается, на нее размещается алюминиевая лента. После этого шлифуется соседняя зона.
Шлифовальные листы используются в ситуациях, когда применение шлифка является нецелесообразным, а также при необходимости восстановления поврежденной при сатинировании поверхности. В этом случае следует правильно подобрать зернистость инструмента. Делается это, как правило, на черновой детали.
2 Травление – отлично скрывает следы после сварки нержавейки
Травильная процедура нержавейки также выполняется достаточно часто. Ее используют после термообработки, холодной и горячей деформации стали. Эта операция удаляет дефекты, образующиеся на поверхности нержавейки при разных видах термообработки и применения сварочного аппарата. Травление убирает следы окалины и цвет побежалости. Кроме того, оно способствует обновлению на стальных изделиях пассивного слоя, защищающего металл от негативного воздействия повышенных температур.
В промышленных условиях травление осуществляется с помощью расплавленных щелочных составов либо растворов (водных) кислот без воздействия электролиза или с таковым. Если используется кислота, операция производится в два этапа. Сначала нержавейку помещают в ванну с сернокислым раствором, затем – в азотнокислую среду. Щелочное травление подразумевает обработку стали расплавом каустической соды. Она не изменяет структуру металла и при этом отлично разрушает оксидную пленку на его поверхности.
В быту и в небольших частных мастерских травление выполняется с помощью специальных пастоподобных составов. Процедура может осуществляться даже неподготовленным человеком. Травильная паста представляет собой желеобразную прозрачную жидкость. Ее делают из плавиковой и азотной кислоты. В подобных составах отсутствует потенциально небезопасная соляная кислота и вредные для здоровья человека хлориды.
Травильная паста наносится на очищенное изделие (его следует помыть и качественно обезжирить любым подходящим средством) и оставляется на поверхности на определенное время (оно указывается на упаковке). В большинстве случаев обработка нержавейки происходит на протяжении 10–60 минут. После этого травильная паста смывается. Для этих целей используют большое количество обыкновенной воды.
Травильная паста изготавливается разными фирмами. На отечественном рынке популярностью пользуются далее указанные составы:
- SAROX TS-K 2000 – паста, которую можно использовать на любых нержавеющих поверхностях (в том числе и на вертикальных). Она гарантирует получение привлекательно вида сварного шва и надежную защиту металла от температурных воздействий. Эта травильная паста очищает нержавейку всего за 10 минут.
- Avesta BlueOne – состав для эффективного восстановления нержавеющих поверхностей, удаления с них следов коррозии и сварочных мероприятий, придания изделиям блеска. Обработка стали такой пастой должна продолжаться около 45 минут. При этом температура окружающей среды не может быть меньше +5°.
- Stain Clean от ESAB – паста с замечательным травильным эффектом. Ее не требуется каким-либо образом подготавливать, состав готов к использованию прямо из бутылки.
Важно! Любая паста наносится на очищенную заранее поверхность посредством кислотостойкой кисти и пластиковой лопатки.
3 Воронение и другие способы обработки нержавеющей стали – короткий обзор
Декоративные изделия из нержавейки нередко хромируют, чтобы придать им красивый вид и защитить от износа и коррозии. Хромирование рекомендовано для увеличения стойкости против механических воздействий на трущиеся части машин и различных приборов из нержавеющей стали, на режущий и мерительный инструмент.
Теоретически можно выполнять декоративное хромирование в домашних условиях. Но эта процедура требует от человека определенных знаний и умений. Поэтому лучше доверять хромирование мастерам специализированных центров. Тогда вы получите по-настоящему качественную и красивую поверхность изделий из нержавейки.
Популярно среди бытовых пользователей и воронение (чернение) стали. Эта технология применяется для декоративной отделки нержавеющих поверхностей. Воронение выполняется по трем методикам:
Кислотное воронение выполняется электрохимическим либо химико-физическим способом в растворах кислот, щелочное – в растворах щелочей. При тепловой операции нержавейка обрабатывается в одной из следующих сред:
- растопленные соли;
- раствор спирта и аммиака в парообразном виде;
- в пароперегретой атмосфере.
Тепловое воронение осуществляется при высоких температурах (от 250 до 850 °С) в особых установках. Понятно, что таковые имеются только в специальных мастерских. Именно в них и следует заказывать декоративное воронение изделий из нержавеющей стали, используемых в быту. А вот холодное чернение может выполняться и дома.
Еще один способ обработки нержавейки – ее покраска. Такая операция может производиться порошковыми или жидкими составами. Первые считаются более предпочтительными, так как они обеспечивают получение на поверхности окрашенных изделий высокопрочной пленки, которая защищает металл от химических, температурных, механических и коррозионных воздействий.
Травление нержавеющей стали в домашних условиях
Наличие на поверхности изделий из нержавеющей стали окалины, оксидов, сварочных швов и других дефектов ухудшает их эксплуатационные свойства, портит внешний вид предметов. При наличии такого рода дефектов требуется дополнительная обработка. Самый популярный вид обработки – травление нержавейки в домашних условиях.
Способы обработки нержавейки
Для обработки нержавеющей стали разработан ряд методов, позволяющих придать изделиям требуемые параметры и эстетичный внешний вид. В домашних условиях можно применять следующие способы:
- травление нержавеющей стали;
- покраска;
- сатинирование (шлифовка и полировка);
- воронение;
- хромирование.
Процедура травления нержавеющей стали
Основной способ очистить поверхность нержавеющей стали – травление (химическое и электрохимическое). Этот метод используется после термообработки изделия, холодной и горячей пластической деформации, а также для удаления следов сварки. Помимо очистки поверхности, травление нержавеющей стали восстанавливает пассивный слой, предохраняющий нержавеющий сплав от разрушительного воздействия высоких температур.
В основе метода лежит химическое взаимодействие поверхности металла с кислотами разной степени концентрации, в основном серной или соляной, расплавленных щелочных составов. Использование кислот предполагает двухступенчатый процесс: сначала обработка сернокислым раствором, затем – помещение в азотнокислую среду. При использовании щелочного метода используется раствор каустической соды.
При обработке нержавеющей стали необходим тщательный контроль над соблюдением технологических условий. Агрессивная среда, в которую помещают металл, должна воздействовать только на его поверхность, разрушая дефекты, не изменяя структуру самого предмета. Для предотвращения перетравливания применяются специальные присадки.
Электрохимическое (гальваническое) травление
Для его проведения необходимо выполнить ряд процедур.
Приготовление раствора. Подготовить водный раствор кислоты, выбранный для травления. Необходимо тщательно рассчитать его процентное содержание.
Подготовка поверхности. Необходимо выполнить обезжиривание любым методом, чтобы защитный лак качественно закрепился на нержавейке. После обработки касаться заготовки не рекомендуется, чтобы не вызвать отслоение лака и, как следствие, неоднородную обработку поверхности.
Создание защитного слоя. Нужно нанести защитный слой на участки, не нуждающиеся в травлении. В промышленности для этого используют специальные составы, которые можно применять и при домашней обработке (при соблюдении техники безопасности). Также в домашних условиях можно сварить защитный лак, состоящий из гудрона и канифоли, растворенных в скипидаре.
Травление. При проведении электрохимического травления нержавеющей стали заготовка опускается в ранее подготовленный раствор, после чего в созданную электрическую цепь подается напряжение. В этой цепи анодом является заготовка с подключенным положительным электродом, в качестве катода используют любую стальную пластину.
Продолжительность определяют по виду детали, внимательно наблюдая за состоянием заготовки, но не больше нескольких минут. После этого отключают напряжение, вынимают протравленную деталь из раствора и тщательно нейтрализуют кислоту с помощью реактивов.
Очистка нержавейки. Очищают нержавейку от остатков растворов специальными средствами, не влияющими на характеристики металла.
Химическое травление
Оно основано только на химических реакциях, без дополнительного воздействия электрического тока. Для травления нержавеющей стали в домашних условиях используются специально разработанные составы – травильные пасты. Они безопаснее реактивов, используемых в промышленных условиях. В состав таких паст не включается соляная кислота (из-за повышенного риска для здоровья).
От промышленных веществ домашние составы отличаются пониженным содержанием вредных хлоридов. Пасты изготавливаются на основе азотной и плавиковой (фтористоводородной) кислоты. Это жидкая желеобразная прозрачная субстанция, требующая осторожности при использовании.
Перед использованием пасты заготовку из нержавеющего сплава необходимо тщательно очистить и обезжирить. Для нанесения пасты на нержавейку используются специальные инструменты: пластиковые лопатки и кисти из кислотоустойчивых материалов.
Время выдержки пасты зависит от используемой марки, указано в инструкции к пасте. Возможный временной интервал – от 10 мин. до часа. Паста смывается большим количеством проточной воды (с соблюдением мер предосторожности).
При работе с крупными изделиями, большая площадь которых делает нанесение паст затруднительным, используют метод струйного напыления при помощи травильных спреев для обработки нержавейки.
Средства для травления
Из большого количества выпускаемых травильных паст можно выделить наиболее популярные марки.
Avesta Blue One (Швеция). Надежная травильная паста шведского производства Avesta BlueOne. Удаляет коррозийные проявления, мелкие дефекты сварки, придает блеск изделиям. Время обработки зависит от температуры окружающей среды: от 90 мин. при 100 о С до 20 мин. при 300 о С. Время травления нержавеющей стали зависит от состояния поверхности.
SAROX TS-K 2000 (Чехия). Очищает нержавейку от окалин и других дефектов, обеспечивая прекрасный вид сварочного шва. Благодаря высокой густоте гелеобразная паста эффективна даже для вертикальных поверхностей. Время обработки составляет 10 мин.
Stain Clean от ESAB (Швеция). Качественная марка, восстанавливающая антикоррозионные свойства нержавеющих сплавов. Не нуждается в перемешивании. Может применяться на вертикальных поверхностях. Отличается низким содержанием вредных азотных газов. Не применяется при t ниже +5 о С.
Другие методы обработки
Для отделочной обработки изделий из нержавеющей стали могут применяться и альтернативные способы.
Покраска
Самый доступный по цене и простой по выполнению метод, позволяющий быстро создать защитную пленку.
Сатинирование (полировка и шлифовка)
Этот метод обработки нержавейки сочетает практичность и эффективность. Поверхность нержавейки после обработки приобретает гладкость сатина. В домашних условиях для шлифования нержавейки используют малогабаритные инструменты: шлифовальную машинку, пневмонапильник и др. Маленькие площади сатинируются вручную, шлифовальными листами или ручным станком. Для получения качественного результата шлифовку начинают с применением листов зернистостью 180 грит, затем переходят на зерно 320, 600 грит. В заключение – полируют войлоком.
Воронение (чернение)
Поверхность нержавеющей стали покрывается защитной оксидной пленкой иссиня-черного цвета. Применяется три способа создания пленки: кислотный, щелочной и тепловой. Последний метод доступен только в промышленных условиях, когда нержавеющую сталь при температуре от 250 до 850 0 С обрабатывают одним из трех способов:
- в растопленных солях;
- в парообразном растворе спирта и аммиака;
- в перегретом пару.
В быту применяют чернение нержавеющей стали в растворах кислот либо щелочей электрохимическим или химическим методом.
Хромирование
Этот способ обработки нержавейки надежно защищает поверхность изделий от механических и других повреждений. Но его выполнение требует знаний технологии и опыта работы. Поэтому в домашних условиях хромирование практически не применяется.