
Как сделать стопорное кольцо
Как снять стопорное кольцо: технология и инструмент
Стопорные кольца широко применяются в конструкциях самых различных механизмов, чтобы зафиксировать вал, шток, ось вращения или подшипник. Они применяются в водопроводных вентилях ив коробках передач, в судовых редукторах и в космических станциях. Если требуется заменить или отремонтировать узел механизма, кольцо требуется снять. Для этого служат специальные инструменты — кольцесъемники.

Что такое стопорное кольцо
Из-за похожего названия и формы кольца многие путают стопорное кольцо со стопорной шайбой. Несмотря на схожесть названия и внешнего вида, у них принципиально разные функции. Стопорная шайба фиксирует резьбовое соединение, предотвращая вращательное движение гайки или головки болта. Стопорное кольцевое крепление препятствует осевому перемещению подшипника, вала, оси вращения или другого конструктивного элемента.
Стопорные кольца делают из высококачественной пружинной стали, оно имеет узкий сквозной разрез и две площадки по его краям, которые называют ушками. В площадках проделаны отверстия, взяв за которые, разрез можно уменьшать или увеличивать. При этом изменяется длина окружности изделия. На деталях механизма, которые необходимо зафиксировать от осевого перемещения, протачивают или фрезеруют узкий пал, чуть шире высоты кольца. Кольцо в сжатом или растянутом состоянии заводят в паз и отпускают. Деталь сжимается, охватывая вал, или разжимается, фиксируя подшипник в отверстии. Чтобы снять крепление, требуется также разжать или свести ушки.
Кольцевые стопорные крепления широко используются во всех отраслях машиностроения, от часового производства до горно-обогатительной техники, от бумагоделательных машин до велосипедов, от бытовой техники до космических кораблей.

Виды стопорных колец
Существует два основных вида стопорных кольцевых соединений:
- Внутренние. Служат для фиксации деталей внутри отверстий. Используются при креплении подшипников. Ушки выступают внутрь. Для установки их нужно сжать, чтобы длина внешней окружности уменьшилась, завести деталь во внутренний паз и отпустить ушки. Деталь распрямится и частично попадет в паз, а частично будет выступать из него. Эта выступающая часть и не даст подшипнику, упирающемуся в нее, двигаться в осевом направлении. Чтобы снять крепление, ушки нужно развести.
- Внешние. Применяются для крепления деталей на валах, осях, штоках. Надеваются на вал снаружи, ушки выступают на внешнюю сторону изделия, разрез между ними минимальный. Для монтажа ушки раздвигают, длина внутренней окружности изделия увеличивается, и его можно надеть на вал или ось, подвести в проточенному пазу. После этого ушки отпускают, деталь под действием сил упругости сжимается, плотно садится в паз, оставляя снаружи кольцевой бортик. Он и не даст детали перемещаться в осевом направлении. Чтобы снять такую деталь, ушки сводят вместе.
Стопорные кольца различаются также по размеру, толщине, усилию деформации, металлу, из которых они изготовлены.


В технике иногда применяются стопорные кольца без отверстий и ушек. Они представляют собой просто неполный виток пружинной проволоки, размещенный в пазе вала или отверстия.
Такие конструкции применяются в малонагруженных узлах с небольшими осевыми нагрузками, таких, как приводы стартера или крепление стекла манометра.
Виды съемников стопорных колец
Для того, чтобы монтировать и демонтировать стопорные кольцевые крепления, инженеры разработали много моделей съемников разного типа. Всех их объединяют общие элементы конструкции:
- рукоятки, соединенные шарниром;
- служащие продолжением рукояток по другую сторону шарнира рабочие органы, или губки.
Конструктивно различаются два основных вида кольцесъемников:
- Для внешних креплений. При сведении рукояток губки будут расходиться, растягивая деталь и увеличивая длину внутренней окружности.
- Для внутренних креплений. При сведении рукояток губки будут сходиться, сжимая деталь и уменьшая его внешний диаметр.

Существуют и универсальные съемники, режим работы которых можно выбирать рычажком-селектором. Некоторые устройства оснащаются дополнительными функциями: винтовым ходом, фиксатором в растянутом или сжатом состоянии, редукторными рычажными механизмами и т.п.
Характеристики съемников стопорных колец
Для того, чтобы ориентироваться во всем многообразии моделей кольцесъемников, предлагаемых отечественными и зарубежными производителями, полезно знать основные параметры, характеризующие эти устройства. К ним относится:
- Длина губок. Этот параметр определяет способность съемника работать с креплениями, находящимися в углублениях и других труднодоступных местах. Следует помнить, что с удлинением губок, согласно закону рычага, снижается усилие сжатия (при равном усилии на рукоятках)
- Длина рукояток. Влияет на удобство применения и на максимальное усилие сжатия или разведения ушек.
- Форма наконечников. Используются как прямые, так и загнутые под некоторым углом (от 0 до 90°). Прямые позволяют развивать большее усилие, загнутые удобнее при работе в углублениях.
- Диаметр наконечников. Должен быть по возможности ближе к диаметру отверстий в ушках. Слишком толстый наконечник просто не пройдет в отверстие, а слишком тонкий может не выдержать нагрузки и сломаться. К тому же с тонких наконечников кольцо может соскользнуть.
- Обратный отгиб наконечников. Используется на внешних съемниках, для разжимания ушек. Отгиб повышает надежность удержания кольца.
Эти характеристики съемников для стопорных колец важны для традиционных конструкций. На рынке предлагаются универсальные съемники. У них наконечники губок выполнены съемными, их можно оперативно снять и заменить на другую, более подходящую к данному случаю пару. Селектором переключаются режимы разжатие/сжатие, дополнительный шарнир позволяет менять угол наклона губок от 0 до 90°.
Некоторые модели снабжены ограничителем усилия. Это позволяет регулировать максимальное усилие разжатия или сжатия, не давая повредить тонкие кольца.
При использовании универсальных съемников следует быть внимательным при выборе наконечников. Допустимо использовать лишь те наконечники, которые произведены тем же изготовителем либо указаны им в качестве совместимых.

Категорически неприемлемо совместное использование наконечников из разных пар, отличающихся по длине, углу наклона или обратному изгибу. Это может привести к повреждению устройства. Другое неприятно последствие- крепежная деталь может сорваться с губок и отправиться в непредсказуемый полет. Поскольку металл при сжатии или разжатии запасает большое количество энергии, возможно повреждение оборудования мастерской или нанесение серьезные травмы людям.
При работе с кольцевыми креплениями и съемниками обязательно использование средств индивидуальной защиты — небьющихся рабочих очков (лицевого щитка) и защитных перчаток.
Снятие стопорных колец
Снятие стопорных разрезных шайб проводится двумя основными методами:
- С частичной разборкой основного механизма. При этом узел, содержащий кольцо, демонтируется. Он фиксируется в тисках или другом зажимном приспособлении на рабочем столе, и снимать деталь можно в удобных условиях теплой и хорошо освещенной мастерской.
- Без частичной разборки. Удел, подлежащий ремонту, не демонтируется, его разборка и замена деталей происходит в менее удобных условиях, зачатую на открытом воздухе.
И в том, и в другом случае снять стопорную деталь лучше с использованием специальных съемников, соответствующих типу и размеру стопорного крепления.
Если же их по каким- либо причинам нет под рукой, умельцы приспосабливают тот или иной универсальный инструмент или дорабатывают его, изготавливая съемник своими руками. Такой подход может быть оправдан, если требуется срочно снять одно или два кольца. При больших объемах работ съемники заводского производства демонстрируют свое превосходство по целому ряду признаков:
- прочность;
- надежность;
- удобство и скорость работы;
- безопасность.
Опытные мастера сформулировали ряд рекомендаций, как снять стопорную шайбу со ступичного подшипника передней подвески:
- Стойка снимается с автомобиля и зажимается в тиски.
- Молотком выбивается ступица.
- Легкими постукиваниями малого молотка по бортику внутреннего стопорного кольца ослабляется его контакт с пазом.
- Далее подходящим по типу и размеру кольцесъемником нужно снять кольцевое крепление. При отсутствии штатного инструмента некоторые умельцы ухитряются снять стопор двумя тонкими отвертками.
- После выпрессовки и замены подшипника нужно проверить его положение: передний торец должен быть на уровне дальней стенки паза для установки стопорной детали.
- Съемником сжимается кольцо и подносится к пазу. После совмещения по всему периметру рукоятки понемногу ослабляются, и деталь встает на место.

Рекомендации, как снять задний ступичный подшипник, и его стопорное кольцо, выглядят следующим образом:
- Снять колесо и тормозной барабан.
- Плоской отверткой осторожно поддеть и снять сальник.
- Кольцо снять с внутреннего диаметра подходящим по размеру и типу съемником.
- Снять внутреннюю обойму подшипника.
- Выбить внешнюю обойму легкими постукиваниями по бородку и снять ее.
После смазки или замены подшипника собрать узел в обратном порядке.
Основные способы снятия стопорных колец
Механики выделяют три основных метода установки стопорных креплений:
- Ручной. Самый распространенный в обиходе.
- Механический. Для того, чтобы поставить внешнее кольцо, используется установочный конус, равный по диаметру валу и отцентрованный по нему. Специальным толкателем деталь двигается по конусу к месту установки, соскальзывая с конуса в паз.
- Автоматический. При массовом производстве на автоматизированных линиях детали ставятся гидравлическими или пневматическими приводами.
Среди умельцев распространено множество способов, как снять стопорные кольца без инструмента, специально для этого предназначенного. В ход идут шила, гвозди, тонкие крестовые отвертки и другие подручные средства.
Чтобы снять стопорные кольца без съемника, можно модифицировать обычные острогубцы.
Их концы обтачивают под цилиндр, с диаметром, чуть меньше отверстия в ушках.
Модифицируют и пассатижи, в боковых поверхностях губок, у самого конца сверят отверстия, в которые вставляют отрезки закаленного прутка подходящего диаметра. Таким способом разрезную стопорную шайбу можно как снять, так и поставить обратно.
Часто возникает вопрос: как снять стопорные кольца без ушек? Для этого понадобится две отвертки. Одной следует разжимать стопор в его разрезе так, чтобы его диаметр немного увеличился, и оно частично вышло из паза. Второй отверткой нужно подхватить один из концов кольца и вытащить его на поверхность вала. Первой отверткой нужно подхватить этот конец, не давая ему соскользнуть обратно в паз. Второй отверткой нужно провести по пазу, чтобы вытащить из него оставшуюся часть стопорной шайбы.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Изготовление кольца ручным способом. Длиннопост.
Здравствуйте. В нескольких предыдущих постах обещал запилить пост о ручном изготовлении всяких штук из металла. Я таки купил нормальную камеру и во время выполнения последней работы делал фото процесса.
Я учусь в университете (не на ювелирную специальность) и параллельно учусь и подрабатываю в ювелирной мастерской. В основном, занимаюсь мелким ремонтом серебра, литьём в одноразовые опоки и иногда пилю всякую мелочь для знакомых. Данный пост будет о ручном изготовлении пустотелой печатки (заранее извиняюсь за качество фотографий)
Первый делом нужно нарисовать эскиз, чтобы хоть примерно представлять, как будет выглядеть изделие. Ну, или начертить в любой чертёжной программе, как это делаю я. Распечатываем чертеж, он потом пригодится.
Плавим металл, в процессе посыпаем бурой (та белая штука в банке из-под икры) — она уменьшает температуру плавления, не дает металлу окисляться и т.д. Лучше это делать в полузакрытом тигле, но по неким причинам у меня остался только обычный (это ужасная история и я не хочу ее вспоминать). После отливаем в изложницу. У меня самая бюджетная — невысокая, на пластину и 4 прутка разной ширины, куплена вроде бы за 1200 р.




Получившийся слиток лучше простучать молотком или прокипятить в лимонной кислоте, чтобы избавиться от кристаллизовавшейся буры. Затем прокатываем до нужного диаметра на вальцах. Это тоже одни из бюджетных вальцов, пока никаких нареканий к ним нет, работают уже почти полгода.

Во время прокатки металл становится напряженным (нагартовывается) и может треснуть. Чтобы этого избежать, нужно периодически его отжигать. Обычно это делается, когда заготовка увеличивается в полтора-два раза. Перед отжигом металл лучше окунать во флюс. Можно использовать купленный в магазине или сделать самому, используя буру, борную кислоту и воду. Для серебра и медных сплавов — бура и борная кислота в соотношении два к одному.

Если нет возможности прокатать металл, можно пойти в любую ювелирную мастерскую, попросить мастера это сделать или сделать самому, если мастер разрешит (первые несколько раз я так и делал, пока не нашел человека, которому нужен помощник в мастерскую. Потом я делал это в ней, пока не приобрел собственные вальцы). Если и такой возможности нет — готовый прокат можно купить на той же Ярмарке мастеров.
Наклеиваем на лист металла распечатанную часть серебра с основой кольца (или чертим чем-нибудь острым). Выпиливаем или вырезаем, потом сгибаем.

Припаиваем верхнюю и нижнюю части. Важно, чтобы они были из толстого металла, иначе будет не очень удобно носить кольцо. Паять удобно, используя проволочный припой и приспособление для его подачи (такая штука стоит примерно 500 рублей в любом магазине ювелирных инструментов. В крайнем случае, можно сделать самому из ручки или шприца).


Выпиливаем полуокружности вверху и внизу. Сгибаем концы шинки, плотно стыкуем их (для более плотного стыка концы лучше обработать напильником) и запаиваем. Затем выравниваем на ригеле, трубке или пруте нужного диаметра (Я знаю, что на кольцемере этого лучше не делать, но ничего более подходящего я не нашел).


Начинаем выпиливать рамку и рисунок. Рамку — из толстого металла. Выступающую часть рисунка — из более тонкого, затем припаиваем на такой же тонкий кусок. Рисунок получается двухслойным и равным рамке по толщине. Припаиваем это все на площадку кольца. Тут я налажал, получилось кривовато.




Отбеливаем кипячением в лимонной кислоте, обрабатываем напильником и грубо шлифуем. Затем черним. Во время этого процесса происходит химическая реакция и изделие приобретает черный цвет (не хочу вдаваться в подробности). Я использовал раствор серы и карбоната калия (поташ) в соотношении 2/1 (Можно воспользоваться так же серной мазью или специальным раствором для чернения, который можно приобрести в магазинах для ювелиров).

Не очень удачная попытка, пришлось немного очистить поверхность и делать все заново. Вторая была удачной. Потом был долгий процесс шлифовки наждачкой, резинками, полировка несколькими видами паст. Это долгий и грязный процесс, описания которого хватит для отдельного длиннопоста. Скажу только, что бормашина с гибким валом очень облегчит это занятие.
Пара фото готового изделия


Я знаю, что это один из самых примитивных способов изготовления украшений, он не годится для массового производства, имеет много недостатков и уступает литью по многим параметрам. Но для изготовления простых вещей в небольших количествах, при ограниченности в инструментах и т.д, в качестве обучения и для совершенствования многих навыков типа пайки — годится, да, несомненно.
Надеюсь, хоть кому-то из моих 30 (О_о) подписчиков и мимопроходящих людей будет интересен этот пост. Всем мир 🙂
Как снять стопорное кольцо: технология и инструмент
Стопорные кольца широко применяются в конструкциях самых различных механизмов, чтобы зафиксировать вал, шток, ось вращения или подшипник. Они применяются в водопроводных вентилях ив коробках передач, в судовых редукторах и в космических станциях. Если требуется заменить или отремонтировать узел механизма, кольцо требуется снять. Для этого служат специальные инструменты — кольцесъемники.
Что такое стопорное кольцо
Из-за похожего названия и формы кольца многие путают стопорное кольцо со стопорной шайбой. Несмотря на схожесть названия и внешнего вида, у них принципиально разные функции. Стопорная шайба фиксирует резьбовое соединение, предотвращая вращательное движение гайки или головки болта. Стопорное кольцевое крепление препятствует осевому перемещению подшипника, вала, оси вращения или другого конструктивного элемента.
Стопорные кольца делают из высококачественной пружинной стали, оно имеет узкий сквозной разрез и две площадки по его краям, которые называют ушками. В площадках проделаны отверстия, взяв за которые, разрез можно уменьшать или увеличивать. При этом изменяется длина окружности изделия. На деталях механизма, которые необходимо зафиксировать от осевого перемещения, протачивают или фрезеруют узкий пал, чуть шире высоты кольца. Кольцо в сжатом или растянутом состоянии заводят в паз и отпускают. Деталь сжимается, охватывая вал, или разжимается, фиксируя подшипник в отверстии. Чтобы снять крепление, требуется также разжать или свести ушки.
Кольцевые стопорные крепления широко используются во всех отраслях машиностроения, от часового производства до горно-обогатительной техники, от бумагоделательных машин до велосипедов, от бытовой техники до космических кораблей.
Виды стопорных колец
Существует два основных вида стопорных кольцевых соединений:
- Внутренние. Служат для фиксации деталей внутри отверстий. Используются при креплении подшипников. Ушки выступают внутрь. Для установки их нужно сжать, чтобы длина внешней окружности уменьшилась, завести деталь во внутренний паз и отпустить ушки. Деталь распрямится и частично попадет в паз, а частично будет выступать из него. Эта выступающая часть и не даст подшипнику, упирающемуся в нее, двигаться в осевом направлении. Чтобы снять крепление, ушки нужно развести.
- Внешние. Применяются для крепления деталей на валах, осях, штоках. Надеваются на вал снаружи, ушки выступают на внешнюю сторону изделия, разрез между ними минимальный. Для монтажа ушки раздвигают, длина внутренней окружности изделия увеличивается, и его можно надеть на вал или ось, подвести в проточенному пазу. После этого ушки отпускают, деталь под действием сил упругости сжимается, плотно садится в паз, оставляя снаружи кольцевой бортик. Он и не даст детали перемещаться в осевом направлении. Чтобы снять такую деталь, ушки сводят вместе.
Стопорные кольца различаются также по размеру, толщине, усилию деформации, металлу, из которых они изготовлены.
В технике иногда применяются стопорные кольца без отверстий и ушек. Они представляют собой просто неполный виток пружинной проволоки, размещенный в пазе вала или отверстия.
Такие конструкции применяются в малонагруженных узлах с небольшими осевыми нагрузками, таких, как приводы стартера или крепление стекла манометра.
Виды съемников стопорных колец
Для того, чтобы монтировать и демонтировать стопорные кольцевые крепления, инженеры разработали много моделей съемников разного типа. Всех их объединяют общие элементы конструкции:
- рукоятки, соединенные шарниром;
- служащие продолжением рукояток по другую сторону шарнира рабочие органы, или губки.
Конструктивно различаются два основных вида кольцесъемников:
- Для внешних креплений. При сведении рукояток губки будут расходиться, растягивая деталь и увеличивая длину внутренней окружности.
- Для внутренних креплений. При сведении рукояток губки будут сходиться, сжимая деталь и уменьшая его внешний диаметр.
Существуют и универсальные съемники, режим работы которых можно выбирать рычажком-селектором. Некоторые устройства оснащаются дополнительными функциями: винтовым ходом, фиксатором в растянутом или сжатом состоянии, редукторными рычажными механизмами и т.п.
Характеристики съемников стопорных колец
Для того, чтобы ориентироваться во всем многообразии моделей кольцесъемников, предлагаемых отечественными и зарубежными производителями, полезно знать основные параметры, характеризующие эти устройства. К ним относится:
- Длина губок. Этот параметр определяет способность съемника работать с креплениями, находящимися в углублениях и других труднодоступных местах. Следует помнить, что с удлинением губок, согласно закону рычага, снижается усилие сжатия (при равном усилии на рукоятках)
- Длина рукояток. Влияет на удобство применения и на максимальное усилие сжатия или разведения ушек.
- Форма наконечников. Используются как прямые, так и загнутые под некоторым углом (от 0 до 90°). Прямые позволяют развивать большее усилие, загнутые удобнее при работе в углублениях.
- Диаметр наконечников. Должен быть по возможности ближе к диаметру отверстий в ушках. Слишком толстый наконечник просто не пройдет в отверстие, а слишком тонкий может не выдержать нагрузки и сломаться. К тому же с тонких наконечников кольцо может соскользнуть.
- Обратный отгиб наконечников. Используется на внешних съемниках, для разжимания ушек. Отгиб повышает надежность удержания кольца.
Эти характеристики съемников для стопорных колец важны для традиционных конструкций. На рынке предлагаются универсальные съемники. У них наконечники губок выполнены съемными, их можно оперативно снять и заменить на другую, более подходящую к данному случаю пару. Селектором переключаются режимы разжатие/сжатие, дополнительный шарнир позволяет менять угол наклона губок от 0 до 90°.
Некоторые модели снабжены ограничителем усилия. Это позволяет регулировать максимальное усилие разжатия или сжатия, не давая повредить тонкие кольца.
При использовании универсальных съемников следует быть внимательным при выборе наконечников. Допустимо использовать лишь те наконечники, которые произведены тем же изготовителем либо указаны им в качестве совместимых.
Категорически неприемлемо совместное использование наконечников из разных пар, отличающихся по длине, углу наклона или обратному изгибу. Это может привести к повреждению устройства. Другое неприятно последствие- крепежная деталь может сорваться с губок и отправиться в непредсказуемый полет. Поскольку металл при сжатии или разжатии запасает большое количество энергии, возможно повреждение оборудования мастерской или нанесение серьезные травмы людям.
При работе с кольцевыми креплениями и съемниками обязательно использование средств индивидуальной защиты — небьющихся рабочих очков (лицевого щитка) и защитных перчаток.
Снятие стопорных колец
Снятие стопорных разрезных шайб проводится двумя основными методами:
- С частичной разборкой основного механизма. При этом узел, содержащий кольцо, демонтируется. Он фиксируется в тисках или другом зажимном приспособлении на рабочем столе, и снимать деталь можно в удобных условиях теплой и хорошо освещенной мастерской.
- Без частичной разборки. Удел, подлежащий ремонту, не демонтируется, его разборка и замена деталей происходит в менее удобных условиях, зачатую на открытом воздухе.
И в том, и в другом случае снять стопорную деталь лучше с использованием специальных съемников, соответствующих типу и размеру стопорного крепления.
Если же их по каким- либо причинам нет под рукой, умельцы приспосабливают тот или иной универсальный инструмент или дорабатывают его, изготавливая съемник своими руками. Такой подход может быть оправдан, если требуется срочно снять одно или два кольца. При больших объемах работ съемники заводского производства демонстрируют свое превосходство по целому ряду признаков:
- прочность;
- надежность;
- удобство и скорость работы;
- безопасность.
Опытные мастера сформулировали ряд рекомендаций, как снять стопорную шайбу со ступичного подшипника передней подвески:
- Стойка снимается с автомобиля и зажимается в тиски.
- Молотком выбивается ступица.
- Легкими постукиваниями малого молотка по бортику внутреннего стопорного кольца ослабляется его контакт с пазом.
- Далее подходящим по типу и размеру кольцесъемником нужно снять кольцевое крепление. При отсутствии штатного инструмента некоторые умельцы ухитряются снять стопор двумя тонкими отвертками.
- После выпрессовки и замены подшипника нужно проверить его положение: передний торец должен быть на уровне дальней стенки паза для установки стопорной детали.
- Съемником сжимается кольцо и подносится к пазу. После совмещения по всему периметру рукоятки понемногу ослабляются, и деталь встает на место.
Рекомендации, как снять задний ступичный подшипник, и его стопорное кольцо, выглядят следующим образом:
- Снять колесо и тормозной барабан.
- Плоской отверткой осторожно поддеть и снять сальник.
- Кольцо снять с внутреннего диаметра подходящим по размеру и типу съемником.
- Снять внутреннюю обойму подшипника.
- Выбить внешнюю обойму легкими постукиваниями по бородку и снять ее.
После смазки или замены подшипника собрать узел в обратном порядке.
Основные способы снятия стопорных колец
Механики выделяют три основных метода установки стопорных креплений:
- Ручной. Самый распространенный в обиходе.
- Механический. Для того, чтобы поставить внешнее кольцо, используется установочный конус, равный по диаметру валу и отцентрованный по нему. Специальным толкателем деталь двигается по конусу к месту установки, соскальзывая с конуса в паз.
- Автоматический. При массовом производстве на автоматизированных линиях детали ставятся гидравлическими или пневматическими приводами.
Среди умельцев распространено множество способов, как снять стопорные кольца без инструмента, специально для этого предназначенного. В ход идут шила, гвозди, тонкие крестовые отвертки и другие подручные средства.
Чтобы снять стопорные кольца без съемника, можно модифицировать обычные острогубцы.
Их концы обтачивают под цилиндр, с диаметром, чуть меньше отверстия в ушках.
Модифицируют и пассатижи, в боковых поверхностях губок, у самого конца сверят отверстия, в которые вставляют отрезки закаленного прутка подходящего диаметра. Таким способом разрезную стопорную шайбу можно как снять, так и поставить обратно.
Часто возникает вопрос: как снять стопорные кольца без ушек? Для этого понадобится две отвертки. Одной следует разжимать стопор в его разрезе так, чтобы его диаметр немного увеличился, и оно частично вышло из паза. Второй отверткой нужно подхватить один из концов кольца и вытащить его на поверхность вала. Первой отверткой нужно подхватить этот конец, не давая ему соскользнуть обратно в паз. Второй отверткой нужно провести по пазу, чтобы вытащить из него оставшуюся часть стопорной шайбы.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Кольца стопорные, кольца упорные и шайбы стопорные многолапчатые. Применение для фиксации подшипников.

Крепление подшипников на валах и в отверстиях корпусов
Самым простым способом крепления подшипников на валах и в отверстиях корпуса является крепление с натягом, когда фиксация подшипника достигается с помощью сил трения между обоймой подшипника и поверхностью вала (отверстия). Но, в случае использования радиальных подшипников, этот способ применим только при соблюдении высокой точности монтажа и только при низких нагрузках на узел подшипника. Установить подшипник точно получается не всегда — возникает некоторая несоосность между осью вращения подшипника и осью вала (отверстия), увеличивающая нагрузку на подшипник. Также часто присутствуют осевые нагрузки на подшипник.
В таких случаях, а также, просто при наличии высоких нагрузок на подшипник, требуется применение дополнительных фиксирующих элементов, которые удержат подшипник в его финальном положении. Для этих целей используется различный крепёж:
Рассмотрим далее основные способы установки и закрепления подшипников с помощью дополнительного крепежа.
Крепление подшипника на валу стопорной гайкой
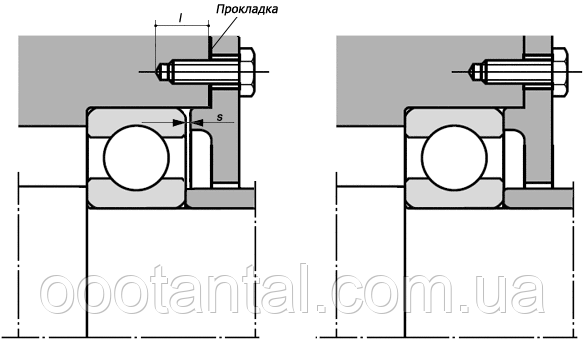
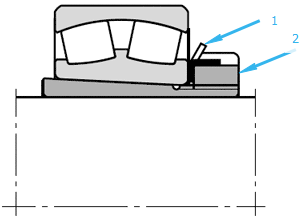
Это самый распространённый способ фиксации подшипника на валу с использованием вспомогательного крепежа. Используется как при концевом креплении подшипника на валу, так и при промежуточном. При монтаже на валу внутренняя обойма подшипника должна упереться либо в заплечики или бортик на валу (левая схема на рисунке), либо в промежуточную втулку (правая схема на рисунке). Для затяжки и фиксации финального положения подшипника используется крепёжная пара: Гайка круглая шлицевая ГОСТ 11871-88 (поз.2 на рисунке) + Шайба стопорная многолапчатая ГОСТ 11872-89 (поз.1 на рисунке).

Одну из лапок шайбы, предупреждающую проворачивание шайбы на валу (т.е. внутреннюю), заводят в изготовленный паз на валу; после затяжки гайки одну из наружных лапок отгибают в совпадающий паз гайки.
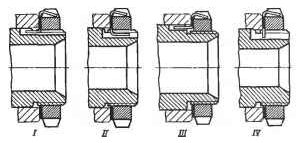
Применяют два основных способа фиксации стопорной многолапчатой шайбы на валу. При первом способе фиксирующую внутреннюю лапку отгибают «от гайки», при втором — «под гайку». Паз на валу во втором случае должен быть более глубоким, поэтому на практике, обычно, предпочитают первый способ. Иногда, если допускает толщина стенок вала, паз делают настолько глубоким, чтобы в него можно было ввести фиксирующую внутреннюю лапку многолапчатой шайбы без отгиба. Это повышает надежность фиксации соединения.
Паз можно заменить сквозной прорезью в валу. При этом способе фиксации сильно ослабляется вал. Этот способ применим только при концевой установке подшипника на валу, тогда как предыдущие способы используют и при промежуточной установке подшипников (например, на ступенчатых валах).
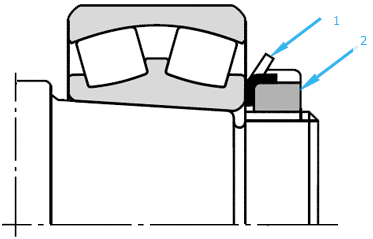
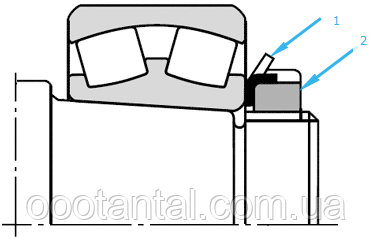
Крепление подшипника упорным стопорным кольцом
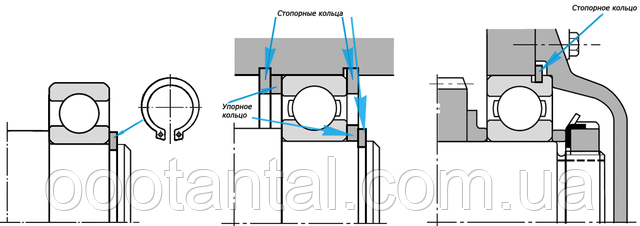
Очень технологичный, удобный и недорогой способ, позволяющий сэкономить место, ускорить монтаж и демонтаж — использование упорных пружинных стопорных колец для фиксации подшипников качения на валах и в отверстиях в корпусе. Кольца, изготовленные из пружинной стали, позволяют многократно собирать и разбирать подшипниковый узел.

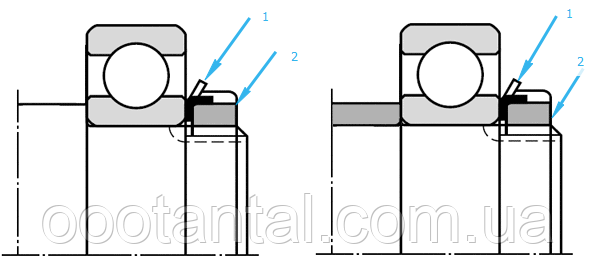
Также, наряду с эксцентрическими, для фиксации подшипников используются концентрические пружинные стопорные кольца: для валов — кольца упорные стопорные наружные по ГОСТ 13940-86, для отверстий в корпусе — кольца упорные стопорные внутренние по ГОСТ 13941-86.

В случае, когда на подшипниковый узел действуют большие осевые нагрузки, упорные концентрические кольца по ГОСТ 13940-86 и по ГОСТ 13941-86 могут быть использованы дополнительно в комбинации с эксцентрическими кольцами. При этом упорное концентрическое кольцо, забирает на себя часть изгибающего момента от осевых нагрузок и разгружает стопорное эксцентрическое кольцо, отвечающее за цельность подшипникового узла.

В случае применения стопорных колец для фиксации подшипников, при проектировании подшипникового узла, необходимо учитывать и контролировать предельно допустимую осевую нагрузку стопорного кольца, чтобы избежать его разрушения при эксплуатации.
Крепление подшипника торцевой крышкой и торцевой шайбой
При установке подшипников на концу вала можно воспользоваться торцевыми шайбами по ГОСТ 14734-69 или специальными. Такие торцевые шайбы фиксируются с помощью одного или нескольких болтов или винтов, которые не дают шайбе проворачиваться относительно вала. Пример такой схемы с торцевыми шайбами приведен на следующем рисунке:

При необходимости зафиксировать внешнюю обойму подшипника используют торцевые крышки, также на болтах.
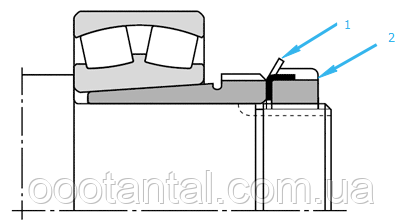
Крепление подшипника с помощью конической стяжной или закрепительной втулки
Использование в машинах и механизмах подшипников больших размеров и веса очень затрудняет их монтаж и демонтаж. В таких случаях рекомендуется применение подшипников с конической внутренней обоймой. Подшипники с коническим отверстием используют также для тяжелонагруженных подшипников. Такие подшипники удобны в монтаже/демонтаже и очень «выносливы» в работе, но имеют существенный недостаток: большие осевые нагрузки, направленные по оси от меньшего конуса к большему, могут привести к заклиниванию подшипника, и, даже к разрушению.
При установке конического подшипника непосредственно на вал достигается хорошее центрирование, но для этого вал должен иметь конический участок, выполненный с высокой точностью обработки, что приводит к удорожанию вала. Кроме того, со временем, от динамических нагрузок, при аварийной ситуации или от многократного монтажа/демонтажа подшипника конический участок вала теряет необходимую точность — «слизывается»- и приходится заменять дорогостоящий вал. Прекрасным с точки зрения экономии, в этом случае, является техническое решение с использованием конических стяжных и закрепительных втулок, имеющих коническую наружную поверхность и цилиндрическую внутреннюю — переходных втулок, позволяющих закрепить конические подшипники на гладком, и даже грубо обработанном, цилиндрическом валу. Стяжные и закрепительные втулки имеют продольный разрез вдоль оси, позволяющий им разжиматься и сжиматься в диаметре. Они значительно упрощают монтаж подшипников с коническим отверстием на цилиндрические ступенчатые валы. Недостатком применения втулок является ухудшение центрирования вала, так как добавляется ещё одна посадочная поверхность.

Подшипники с конической внутренней обоймой при установке непосредственно на вал фиксируются, как и подшипники с цилиндрической обоймой, с помощью крепёжной пары: Гайка круглая шлицевая ГОСТ 11871-88 (поз.2 на рисунке) + Шайба стопорная многолапчатая ГОСТ 11872-89 (поз.1 на рисунке).
Монтаж подшипника с помощью конической стяжной втулки происходит следующим образом: втулку запрессовывают в коническое отверстие подшипника и полученную конструкцию одевают на вал. При этом подшипник упирается в ступеньку или неподвижную деталь на валу.

Пример установки подшипника с коническим отверстием с помощью конической стяжной втулки на цилиндрическом валу приведен на рисунке:
Закрепительная втулка, в отличие от стяжной, имеет конус на наружной поверхности, направленный в другую сторону (если у стяжной втулки больший диаметр конуса расположен на гаечном конце, то у закрепительной втулки больший диаметр конуса расположен на свободном конце втулки). Использование закрепительной втулки позволяет расположить подшипник на любом отрезке цилиндрического вала без всяких дополнительных ступенек, опор и неподвижных деталей — исключительно за счёт силы трения между валом, втулкой и подшипником.
Фиксация закрепительной втулки осуществляется той же крепёжной парой, что и для стяжной втулки: Гайка круглая шлицевая ГОСТ 8530-90 (поз.2 на рисунке) + Шайба стопорная многолапчатая ГОСТ 8530-90 (поз.1 на рисунке). Схема установки подшипника с помощью закрепительной втулки на гладком валу приведена на рисунке:
В случае установки закрепительной втулки на ступенчатом цилиндрическом валу, для повышения надёжности, рекомендуется использовать дополнительную распорную втулку:
Шайба стопорная – не допустим произвола со стороны крепежа!
Шайба стопорная пружинная имеет несложные дополнения к конструкции по сравнению с простой, но за счет этого способна оказать сопротивление ослаблению в месте соединения, а также не дает развинтиться резьбовым крепежным элементам при их эксплуатации в составе приборов и разных конструкций.
Что же должна стопорить такая шайба?
Что мы можем делать, имея подобное стопорящее соединение? К основным конструктивным элементам этих шайб можно отнести наличие зубьев, лапок, насечек, а также разнообразие форм (гроверные, выгнутые, тарельчатые и волнистые). Материалом для изготовления служит специальная пружинная сталь. В отличие от плоских шайб стопорные обеспечивают достаточную площадь соприкосновения с резьбовыми поверхностями, что предотвращает развинчивание. По сути, любую шайбу, не являющуюся плоской, можно смело отнести к стопорным. Использование их предусматривается практически во всех соединениях.

Когда непосредственно стоит использовать стопорные шайбы? Это ситуации, при которых во время эксплуатации соединения есть вероятность воздействия больших внешних нагрузок, особенно вибрационных. Эти условия могут способствовать ослаблению или раскручиванию резьбового соединения, чего не допустит эта шайба. Также сюда можно отнести и ситуацию, когда они используются просто в качестве страховки для придания дополнительной прочности и большей надежности. Из этого выводится следующий итог: стопорные типы шайб можно и нужно использовать в любом соединении с резьбой, при условии, что такую возможность дают конструктивные условия изделия или прибора.
Виды стопорных элементов или чем популярен гровер?
Разновидности стопорных шайб бывают следующими:
- гроверные (так называемые шайбы Гровера), они со специфическим надрезом и сделаны из пружинной стали;
- зубчатые – имеют внутренние, внешние или же оба варианта зубцов, которые могут быть плоской или конической формы, типы таких шайб – A, J, V;
- тарельчатые (с поверхностью в виде конуса);

- изделия с лапками и выступами;
- конструкция с наличием рифления или насечкой (это шайбы фирмы Wurth, также NORD-LOCK, NFE и STAR-LOCK);
- стопорные кольца;
- упорные.

Самый популярный представитель – гроверная шайба. Как уже упоминалось, она имеет надрез, вследствие чего концы этого изделия находятся в разных плоскостях. Благодаря такой конструктивной особенности шайба предотвращает самопроизвольное постепенное развинчивание в месте крепежа. Этот эффект достигается благодаря упругой деформации изделия из-за нагрузки в месте крепления. Изготавливаются подобные шайбы из пружинистой стали, при этом также используется процесс термообработки. Наиболее часто они применяются в машиностроении и при сборке приборов в качестве контрящего элемента соединения. По государственным стандартам шайба должна изготавливаться либо с покрытиями, либо без. О видах покрытий, их условных обозначениях и толщине каждого можно узнать из нормативно-технической документации.

Шайбы-гроверы бывают, как правило, четырех типов, все с квадратным поперечным сечением: Н – нормальная; Т – тяжелая; ОТ – особо тяжелая; Л – легкая. Согласно требованиям той или иной сферы употребления гровер-шайбы оцинковывают или же делают специальные защитные покрытия термодиффузионным методом. К техническим требованиям относятся следующие: для достижения пружинности шайбы должны изготавливаться исключительно из проволоки, соответствующей ГОСТ 11850-72 или же любым другим нормативно-техническим документам, а материалом должна служить сталь марок 65Г, 70 и 3Х13. Возможно применение в изготовлении бронзы марки БрКМц3-1 или прочих цветных сплавов. Требуемая масса шайб из стали, а также их расчетная сила упругости (из стали марки 65Г) обычно указываются в сопутствующих приложениях.
Шайба стопорная – требования стандартов
Как утверждает 13463-77 ГОСТ, стопорная шайба из стали должна иметь твердость в диапазоне 41,5-49,5 HRB, в случае же изготовления изделий из бронзы твердость должна быть в 2 раза выше, то есть не менее 90 HRB (по Роквеллу). Для элементов, изготовленных из стали марки 70, допускается незначительное увеличение прочности. Обязательное условие – кромка, которая получается в месте среза, должна быть заостренной. Поверхность элемента должна быть без окалин, заусениц, а также трещин и признаков коррозии. В месте среза допустимы небольшие дефекты, не оказывающие никакого влияния на характеристики шайбы во время эксплуатации (при условии, что они не увеличивают размеры изделия выше допустимых значений). Концы такого изделия необходимо делать с плоским срезом, а толщиной принято считать её наибольшую высоту.
Шайбы, имеющие металлическое покрытие, которое нанесено с использованием метода катодного восстановления, необходимо подвергнуть обеззараживанию. Проверка качества производится следующим образом. Высота между разведенными концами после того, как их трижды сжимают до плоского состояния и выдерживают в таком положении ровно сутки, должна составлять около 1/6 части от фактической толщины шайбы. При этом она не должна ломаться, также не должны появляться трещины, если изгибать концы на 45°. Правила приемки готовых изделий должны соответствовать ГОСТу 17769-83, созданному для контроля изделий с грубой точностью (класса С).

От каждой изготовленной партии, готовой к сдаче, отбирают несколько шайб для проверки внешнего вида, их размеров, твердости, вязкости, насколько они пружинисты и каково качество покрытия. Проверка внешних характеристик производится невооруженным глазом или при помощи лупы с трехкратным увеличением.
Параметры каждой из выбранных шайб проверяют штангенциркулем или другими измерительными инструментами, установленными госстандартами. По этим же критериям проверяется и твердость. Испытание на вязкость производится путем зажатия одного конца шайбы в тиски. При этом другой конец отгибается рычагом или разводным ключом с целью увеличения зазора между концами. Пройденной проверка на вязкость считается, если выдержан размер между губками тисков и рычагом, который равен половине диаметра изделия. Пружинность шайбы испытывают в следующем порядке: она трижды сжимается до получения полностью плоского состояния. При другом варианте проверки пружинные шайбы (10 штук и более) надеваются на длинный болт, на который закручивается гайка до того момента, пока полностью не сожмутся концы стопорных шайб. Такое зафиксированное плоское положение они должны сохранять сутки, то есть 24 часа.

Как снять стопорную шайбу – как оценить свои возможности?
При желании надежно закрепить резьбовое соединение шайбу стопорного типа кладут между головкой метиза и поверхностью, в которую он вкручивается. При затяжке она сжимается и начинает пытаться распрямиться. По этой причине возникает сила трения, что и препятствует самораскручиванию. В принципе, даже плоская шайба прокладывается под шляпку с этой же целью, и действует она также. Только сила трения в случае стопорного типа намного сильнее, что может иногда даже создать проблему при раскручивании крепления, если вдруг таковое понадобится. А вот как снять стопорную шайбу, сразу догадаться не так просто, но не стоит впадать в панику.

В зависимости от тяжести конструкции, которую поддерживает шайба стопорного типа, и следует подбирать решение. Чем тяжелее конструкция, тем сильнее она держит ось, а значит, мы можем дойти даже до использования зубила и молотка. В случае небольшой нагрузки можно обойтись и пинцетом. Основная суть в том, чтобы чуть-чуть сдвинуть шайбу с места, тогда усилие на какой-то момент, хоть и на короткий, спадет, и можно пробовать откручивать крепеж. Главное делать это тонким плоским предметом, вставить его следует в место разреза. Если потом вам срочно нужно закрепить крепеж опять, а шайбу вы испортили, на время можно воспользоваться кусочком проволоки, свернутом таким же образом или кусочком резиновой трубочки. Конечно, это не заменит стальной шайбы.
Изготовление самодельных компрессионных поршневых колец.
Отсутствие запасных частей — больной вопрос для многих владельцев мотоциклов. И если для современной техники найти детали можно, то представьте, чего стоит найти комплектующие для мотоцикла, снятого с производства лет 20 или, тем более, 50 назад.
Понятно, что не реально изготовить в кустарных условиях поршневые кольца для импортного мотоцикла, развивающего высокие обороты и имеющего большую удельную мощность. Но для людей, занимающихся антикварной техникой или ставящих перед собой прозаическую задачу ремонта подержанного мотоцикла для эксплуатации в хозяйственных целях, самодельные поршневые кольца могут быть единственным выходом из положения. Но и в этом случае изготовление поршневых колец упрощенным способом целесообразно лишь в качестве крайнего варианта, когда не удается обеспечить двигатель заводскими кольцами.
Один из общеизвестных способов изготовления поршневых колец, подобных по качеству заводским, следующий: из маслоты чугуна (отрезок литой толстостенной чугунной трубы) улучшенного качества вытачивают на токарном станке заготовки кольца диаметром несколько большим, чем требуемый; затем по окружности из кольца вырезают небольшую часть; при сведении торцов заготовки кольцо пружинит, но приобретает овальную форму. Для получения правильной окружности заготовки несколько колец надевают на цилиндрическую оправку, сводят концы в замке, зажимают с торца гайкой и протачивают снаружи до размера, соответствующего диаметру цилиндра. После этой операции кольцо становится круглым, но с различной радиальной толщиной стенки. Кольца устанавливают в оправку — трубу, закрепляют и протачивают изнутри. Они приобретают заданный внутренний диаметр и равную радиальную толщину по всей окружности. Затем шлифуют боковые поверхности колец, доводя их высоту до соответствия канавкам поршня.

1. Оправка для обработки поршневых колец диаметром 78 мм по
внутренней поверхности: 1 — корпус оправки; 2 — накидная гайка.
Для изготовления небольшого количества поршневых колец описанный способ, требующий применения двух оправок, слишком трудоемок и дорог. Ниже рекомендуется простой способ, к которому приходится прибегать при изготовлении нескольких штук, хотя и уступающих по качеству кольцам заводского производства, но дающих, однако, возможность дальнейшей эксплуатации мотоцикла.
В качестве материала для колец подбирают болванку мелкозернистого серого чугуна.* Например, для изготовления колец диаметром 76 мм можно использовать в качестве заготовки трубу с наружным диаметром 80-85 мм и внутренним диаметром 55-60 мм. Трубу следует закрепить в патроне токарного станка и за один установ проточить по наружному и внутреннему диаметрам, обеспечивая шероховатость поверхности 0,63 мкм. Наружный диаметр делается на 0,3-0,5 мм больше диаметра цилиндра. Затем следует отрезать кольца с небольшим припуском на доводку по высоте. Высоту колец подгоняют к канавкам поршня шлифованием боковых поверхностей вручную на наждачной шкурке, расстеленной на толстом стекле и доводкой на чугунной плите с абразивной пастой.
Подогнанные кольца следует разрезать ножовочным полотном, специально сточенным с боков на наждачном круге до толщины 0,5-0,8 мм. При некотором навыке можно перекусить кольца кусачками или перерубить осторожно зубилом. Подогнать зазор в замке кольца по цилиндру, в случае необходимости, припиливая надфилем торцы кольца. Выпилить надфилем выемки в замке кольца, взаимодействующие со стопорным штифтом в канавке поршня (для двухтактных двигателей).
Таким образом получается кольцо правильной формы, равностороннее, с разрезом, но не обладающее необходимой упругостью. Для придания кольцу упругости в сжатом состоянии концы его разводят в стыке в стороны на расстояние, равное примерно пятикратной радиальной толщине кольца. (Для колец диаметром 76 мм разводка на 12-15 мм). С этой целью кольца надевают на трубу подходящего диаметра, причем в месте расположения стыков колец на трубе должна быть снята лыска примерно на 1/6 окружности для того, чтобы цилиндрическая форма кольца была меньше нарушена. Вместе с трубой кольца нагревают в муфельной печи до 800-850°С, выдерживают при этой температуре 20-25 минут и охлаждают в масле. Затем следует новый нагрев до 400°С и охлаждение на воздухе.

зготовленные кольца имеют правильную форму, однако по упругости и ресурсу уступают заводским. При сборке самодельные кольца следует надевать на поршень с повышенной осторожностью, при помощи тонких стальных пластинок, обеспечивающих минимальный развод колец в стыках.
*) В серьезной технической литературе для поршневых колец всех четырехтактных и спортивных двухтактных двигателей рекомендуется применять серый перлитовый чугун, следующего химического состава:
C = 3,75-3,9%; Mn = 0,5-0,75%;
Si = 2,4-2,6%; P = 0,35-0,5%;
Cr = 0,25-0,35%; Ti = 0,08-0,18%;
Cu = 0,25-0,5%; S — не более 0,05%; Fe — остальное.
Несмотря на это, по слухам, некоторые антикварщики успешно делают кольца из канализационных чугунных труб. Следует только иметь в виду, что ездят они с такими кольцами не очень много и не спеша.