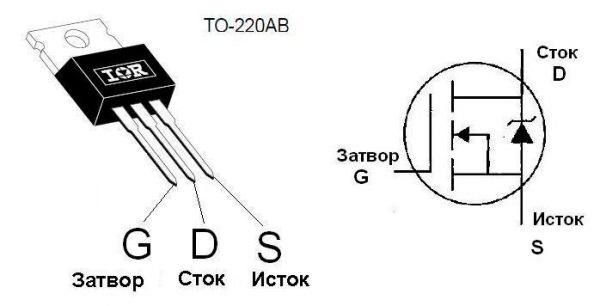
Устройство индукционной печи и принцип ее работы
Что такое индукционная печь и как ее сделать своими руками?
Индукционная печь — это печной аппарат, который применяется для плавления цветных (бронзы, алюминия, меди, золота и других) и черных (чугуна, стали и других) металлов за счет работы индуктора. В поле ее индуктора производится ток, он нагревает металл и доводит его до расплавленного состояния.
Вначале на него будет действовать электромагнитное поле, потом электрический ток, а затем уже он пройдет тепловую стадию. Простую конструкцию такого печного устройства можно собрать самостоятельно из различных подручных средств.
Принцип работы
Такое печное устройство является электрическим трансформатором со вторичной короткозамкнутой обмоткой. Принцип действия индукционной печи состоит в следующем:
- при помощи генератора в индукторе создается переменный ток;
- индуктор с конденсатором создает колебательный контур, он настроен на рабочую частоту;
- в случае использования автоколебательного генератора, конденсатор исключается из схемы устройства и в этом случае используется собственный запас емкости индуктора;
- создаваемое индуктором магнитное поле может существовать в свободном пространстве или же замыкаться с использованием индивидуального ферромагнитного сердечника;
- магнитное поле воздействует на находящуюся в индукторе металлическую заготовку или шихту и образует магнитный поток;
- по уравнениям Максвелла он индуцирует в заготовке вторичный ток;
- при цельном и массивном магнитном потоке создаваемый ток замыкается в заготовке и происходит создание тока Фуко или вихревого тока;
- после образования такого тока вступает в действие закон Джоуля-Ленца, и полученная с помощью индуктора и магнитного поля энергия нагревает заготовку металла или шихту.
Несмотря на многоступенчатую работу, устройство индукционной печи может давать в вакууме или воздухе до 100% КПД. Если среда с магнитной проницаемостью, то этот показатель будет расти, в случае со средой из неидеального диэлектрика, он будет падать.
Устройство
Рассматриваемая печь – своеобразный трансформатор, но только в нем нет вторичной обмотки, ее заменяет помещенный в индуктор металлический образец. Он будет проводить ток, а вот диэлектрики в этом процессе не нагреваются, они остаются холодными.
Конструкция индукционных тигельных печей включает в себя индуктор, который состоит из нескольких витков медной трубки, свернутой в виде катушки, внутри нее постоянно передвигается охлаждающая жидкость. Также индуктор вмещает в себе тигель, который может быть из графита, стали и других материалов.
Кроме индуктора в печи установлен магнитный сердечник и подовый камень, все это заключено в корпус печи. В него входят:
- кожух индукционной единицы;
- кожух ванной;
- каркас.

В моделях печей большой мощности кожух ванны обычно выполняется достаточно жестким, поэтому каркас в таком устройстве отсутствует. Крепление корпуса должно выдерживать сильные нагрузки при наклоне всей печи. Каркас чаще всего изготавливается из фасонных балок, выполненных из стали.
Тигельная индукционная печь для плавки металла устанавливается на фундамент, в который вмонтированы опоры, на их подшипники опираются цапфы механизма наклона устройства.
Кожух ванны выполняется из металлических листов, на которые для прочности наваривают ребра жесткости.
Кожух для индукционной единицы используется в качестве соединительного звена между печным трансформатором и подовым камнем. Его для уменьшения потерь тока делают из двух половинок, между которыми предусмотрена изолирующая прокладка.
Стяжка половинок происходит за счет болтов, шайб и втулок. Такой кожух делается литым или сварным, при выборе материала для него отдают предпочтение немагнитным сплавам. Двухкамерная индукционная сталеплавильная печь идет с общим кожухом для ванны и для индукционной единицы.
В небольших печах, в которых не предусмотрено водяного охлаждения имеется вентиляционная установка, она помогает отводить из агрегата излишки тепла. Даже вы случае установки водоохлаждаемого индуктора необходимо вентилировать проем, возле подового камня, чтобы он не перегревался.
В современных печных установках имеется не только водоохлаждаемый индуктор, но и предусмотрено водяное охлаждение кожухов. На каркасе печи могут быть установлены вентиляторы, работающие от приводного двигателя. При значительной массе такого устройства, вентиляционный прибор устанавливают возле печи. Если индукционная печь для производства стали идет со съемным вариантом индукционных единиц, то для каждой из них предусматривается свой вентилятор.
Отдельно стоит отметить механизм наклона, который для малых печей идет с ручным приводом, а для крупных он оснащен гидравлическим приводом, расположенным у сливного носика. Какой бы ни был установлен механизм наклона, он обязан обеспечивать слив полностью всего содержимого ванной.
Расчет мощности
Так как индукционный способ плавки стали менее затратный, чем аналогичных методик, основанных на использовании мазута, угля и других энергоносителей, то расчет индукционной печи начинается с вычисления мощности агрегата.
Мощность индукционной печи подразделяется на активную и полезную, для каждой из них есть своя формула.
В качестве исходных данных нужно знать:
- емкость печи, в рассматриваемом для примера случае она равна 8 тоннам;
- мощность агрегата (берется максимальное ее значение) – 1300 кВт;
- частота тока – 50 Гц;
- производительность печной установки – 6 тонн в час.
Требуется также учитывать расплавляемый металл или сплав: по условию он цинковый. Это важный момент, тепловой баланс плавки чугуна в индукционной печи, также как и других сплавов свой.
Полезная мощность, которая передается жидкому металлу:
- Рпол = Wтеор×t×П,
- Wтеор – удельный расход энергии, он теоретический, и показывает перегрев металла на 1 0 С;
- П – производительность печной установки, т/ч;
- t — температура перегрева сплава или металлической заготовки в ванной печи, 0 С
- Рпол = 0,298×800×5,5 = 1430,4 кВт.
- Р = Рпол/Ютерм,
- Рпол – берется с предыдущей формулы, кВт;
- Ютерм – КПД литейной печи, его пределы от 0,7 до 0,85, в среднем принимают 0,76.
- Р =1311,2/0,76=1892,1кВт, проводится округление значения до 1900 кВт.
На заключительном этапе рассчитывается мощность индуктора:
- Ринд = Р/N,
- Р – активная мощность печной установки, кВт;
- N – количество индукторов, предусмотренных на печи.
- Ринд =1900/2= 950 кВт.
Потребление мощности индукционной печью при плавке стали зависит от ее производительности и вида индуктора.
Виды и подвиды
Индукционные печи делятся на два основных вида:
- Канальный. В нем вторичным витком служит кольцевой короткозамкнутый канал, в который помещается металл. В качестве источника энергии для процесса плавки используется генератор либо переменный ток промышленной частоты. Высокое КПД таких печей обусловлено передачей высокочастотного поля через ферритовый или стальной сердечник. Плавка стали в индукционных печах такого типа отличается непрерывной подачей металлических заготовок и получением расплавленного металла. Единственным недостатком канального агрегата является сложность запуска его работы, так как предварительно необходимо заполнить канал расплавом.
- Тигельный. В таких печах источником энергии является генератор, который может работать в диапазоне от нескольких десятков до сотен кГц. Металлические заготовки в этом виде печи помещаются в ее термостойкий тигель, который располагается в обмотке индуктора. Как только расплав достигнет нужной температуры, тигель освобождают и заправляют следующей партией сырья. Такое печное устройство отличается высокой скоростью нагрева металла, так как в тигле очень малы потери тепла.

Кроме такого разделения, индукционные печи бывают компрессорными, вакуумными, открытыми и газонаполненными.
Индукционные печи своими руками
Среди имеющихся распространенных методик создания таких агрегатов можно найти пошаговое руководство, как сделать индукционную печь из сварочного инвертора, с нихромовой спиралью или графитовыми щетками, приведем их особенности.
Агрегат из высокочастотного генератора
Она выполняется с учетом расчетной мощности агрегата, вихревых потерь и утечек на гистерезисе. Питание конструкции будет идти от обычной сети в 220 В, но с использованием выпрямителя. Такой вид печи может идти с графитовыми щетками или нихромовой спиралью.
Для создания печи потребуется:
- два диода UF4007;
- пленочные конденсаторы;
- полевые транзисторы в количестве двух штук;
- резистор в 470 Ом;
- два дроссельных кольца, их можно снять со старого компьютерного системщика;
- медный провод Ø сечения 2 мм.
В качестве инструмента используется паяльник и плоскогубцы.
Приведем схему для индукционной печи:

Индукционные портативные плавильные печи такого плана создаются в следующей последовательности:
- Транзисторы располагаются на радиаторах. Из-за того, что в процессе плавки металла схема устройства быстро греется, радиатор для нее нужно подбирать с большими параметрами. Допустимо устанавливать несколько транзисторов на один генератор, но в этом случае их нужно изолировать от металла при помощи прокладок, сделанных из пластика и резины.
- Изготавливаются два дросселя. Для них берутся два заранее снятые с компьютера кольца, вокруг них обматывают медную проволоку, количество витков ограничено от 7 до 15.
- Конденсаторы объединяются между собой в батарею, чтобы на выходе получилась емкость в 4,7 мкФ, их соединение проводится параллельно.
- Вокруг индуктора обвивается медная проволока, ее диаметр должен быть 2 мм. Внутренний диаметр обмотки должен совпадать с размером используемого для печи тигля. Всего делают 7-8 витков и оставляют длинные концы, чтобы их можно было подключить к схеме.
- В качестве источника к собранной схеме подсоединяется аккумулятор мощностью 12 В, его хватает примерно на 40 минут работы печи.
Если необходимо, то делается корпус из материала с высокой термоустойчивостью . Если же выполняется индукционная плавильная печь из сварочного инвертора, то защитный корпус должен быть обязательно, но его нужно заземлить.
Конструкция с графитовыми щетками
Такая печь используется для выплавки любого металла и сплавов.
Для создания устройства необходимо заготовить:
- графитовые щетки;
- порошковый гранит;
- трансформатор;
- шамотный кирпич;
- стальная проволока;
- тонкий алюминий.
Технология сборки конструкции заключается в следующем:
- Выполняется основа – в виде бокса, который изготавливается из шамотного кирпича, его кладут на огнеупорную плитку.
- Сверху бокса укладывается лист асбестокартона, если ему нужно придать определенную форму, его поверхность нужно смочить водой. Чтобы конструкцию сделать жесткой, нужно обмотать ее проволокой. Размеры бокса зависят от мощности трансформатора. Лучше всего использовать его из сварочного аппарата. Если он большой мощности, то его следует перемотать.
- Во избежание перегрева трансформатора его обматывают тонким алюминием.
- На дне кирпичного бокса располагается глиняная подложка, чтобы расплавленный металл не растекался.
- Устанавливаются графитовые щетки.

к содержанию ↑
Прибор с нихромовой спиралью
Такой прибор используется для выплавки больших объемов металла.
В качестве расходных материалов для обустройства самодельной печи используется:
- нихром;
- асбестовая нить;
- кусок керамической трубы.
После подключения всех составляющих печи по схеме, ее работа состоит в следующем: после подачи электрического тока на нихромовую спираль, она передает тепло металлу и плавит его.
Создание такой печи проводится в следующей последовательности:
- Навивание спирали, для нее используется проволока диаметром 0,3 мм, длина заготовки должна быть около 11 метров.

- Проволока наматывается вокруг длинной трубки, ее диаметр – 5 мм.
- Кусок трубы из керамики выступает в качестве тигля, его подрезают до нужного размера, примерно на 15 см. В один его конец вставляется асбестовая нить, чтобы расплавленный металл не растекался.

- Укладка спирали вокруг трубы. Между ее витками укладывается асбестовая нить, она ограничит доступ кислорода и тем самым не допустит замыкания в печи.
- В таком виде катушка помещается в лампу высокой мощности, в ней имеется патрон нужного диаметра, который чаще всего изготовлен из керамики.


Такая конструкция отличается высокой производительностью, она долго остывает и быстро нагревается. Но необходимо учесть, что если спираль будет плохо изолирована, то она быстро перегорит.
Цены на готовые индукционные печи
Самодельные конструкции печей будут стоить гораздо дешевле покупных, но их нельзя создать большими объемами, поэтому без готовых вариантов для массового производства расплава не обойтись.
Цены на индукционные печи для плавки металла зависят от их вместимости и комплектации.
Индукционные печи. Виды и работа. Применение и особенности
В металлургической промышленности широко применяются индукционные печи. Такие печи нередко изготавливают самостоятельно. Для этого необходимо знать их принцип работы и конструктивные особенности. Принцип работы таких печей был известен еще два столетия назад.
Индукционные печи способны решать следующие задачи:
- Плавка металла.
- Термообработка металлических деталей.
- Очистка драгоценных металлов.
Такие функции имеются в промышленных печах. Для бытовых условий и обогрева помещения существуют печи специальной конструкции.

Принцип действия
Работа индукционной печи заключается в нагревании материалов путем использования свойств вихревых токов. Чтобы создать такие токи применяется специальный индуктор, который состоит из катушки индуктивности с несколькими витками провода большого поперечного сечения.
К индуктору подводится сеть питания переменного тока. В индукторе переменный ток создает магнитное поле, которое меняется с частотой сети, и пронизывает внутреннее пространство индуктора. При помещении какого-либо материала в это пространство, в нем возникают вихревые токи, осуществляющие его нагревание.
Вода в работающем индукторе нагревается и кипит, а металл начинает плавиться при достижении соответствующей температуры. Условно можно разделить индукционные печи на типы:
- Печи с магнитопроводом.
- Без магнитопровода.
Первый тип печей содержит индуктор, заключенный в металл, что создает особый эффект, повышающий плотность магнитного поля, поэтому нагревание осуществляется качественно и быстро. В печах без магнитопровода индуктор находится снаружи.
Виды и особенности печей
Индукционные печи можно разделить на виды, которые обладают своими особенностями работы и отличительными признаками. Одни служат для работ в промышленности, другие применяются в быту, для приготовления пищи.
Вакуумные индукционные печи

Такая печь предназначена для плавки и литья сплавов индукционным методом. Она состоит из герметичной камеры, в которой расположена тигельная индукционная печь с литейной формой.
В вакууме можно обеспечить совершенные металлургические процессы, получать качественные отливки. В настоящее время вакуумное производство перешло на новые технологические процессы из непрерывных цепочек в вакуумной среде, которая дает возможность создавать новые изделия, и уменьшать издержки производства.
Достоинства вакуумной плавки
- Жидкий металл можно выдерживать в вакууме длительное время.
- Повышенная дегазация металлов.
- В процессе плавки можно производить дозагрузку печи и воздействовать на процесс рафинирования и раскисления в любое время.
- Возможность постоянного контроля и регулировки температуры сплава и его химического состава во время работы.
- Высокая чистота отливок.
- Быстрый нагрев и скорость плавки.
- Повышенная гомогенность сплава из-за качественного перемешивания.
- Любая форма сырья.
- Экологическая чистота и экономичность.
Принцип действия вакуумной печи состоит в том, что в тигле, находящемся в вакууме с помощью индуктора высокой частоты плавят твердую шихту и очищают жидкий металл. Вакуум создается путем откачки воздуха насосами. При вакуумной плавке достигается большое снижение водорода и азота.
Канальные индукционные печи
Печи с электромагнитным сердечником (канальные) широко применяются в литейном производстве для цветных и черных металлов в качестве раздаточных печей, миксеров.

1 — Ванна
2 — Канал
3 — Магнитопровод
4 — Первичная катушка
Переменный магнитный поток проходит по магнитопроводу, контуру канала в виде кольца из жидкого металла. В кольце возбуждается электрический ток, который разогревает жидкий металл. Магнитный поток образуется первичной обмоткой, работающей от переменного тока.
Чтобы усилить магнитный поток, используется замкнутый магнитопровод, который выполнен из трансформаторной стали. Пространство печи соединяется двумя отверстиями с каналом, поэтому при наполнении печи жидким металлом создается замкнутый контур. Печь не сможет работать без замкнутого контура. В таких случаях сопротивление контура большое, и в нем течет малый ток, который назвали током холостого хода.
Вследствие перегрева металла и действия магнитного поля, которое стремится вытолкнуть металл из канала, жидкий металл в канале постоянно движется. Так как металл в канале нагрет выше, чем в ванне печи, то металл постоянно поднимается в ванну, из которой поступает металл с меньшей температурой.
Если металл слить ниже допустимой нормы, то жидкий металл будет выбрасываться из канала электродинамической силой. В итоге произойдет самопроизвольное выключение печи и разрыв электрического контура. Чтобы избежать таких случаев печи оставляют некоторое количество металла в жидком виде. Его называют болотом.
Канальные печи разделяют на:
- Плавильные печи.
- Миксеры.
- Раздаточные печи.
Чтобы накопить некоторое количество жидкого металла, усреднения химического состава его и выдержки, используют миксеры. Объем миксера рассчитывают равным не ниже двукратной часовой выработки печи.
Канальные печи разделяют на классы по расположению каналов:
- Вертикальные.
- Горизонтальные.
По форме рабочей камеры:
- Барабанные индукционные печи.
- Цилиндрические индукционные печи.
Барабанная печь выполнена в виде стального сварного цилиндра с двумя стенками на торцах. Для поворота печи применяются приводные ролики. Чтобы повернуть печь, необходимо включить привод электродвигателя с двумя скоростями и цепной передачей. Двигатель имеет пластинчатые тормоза.

На торцевых стенках есть сифон для заливки металла. Для загрузки присадок и снятия шлаков имеются отверстия. Также для выдачи металла имеется канал. Канальный блок состоит из индуктора печи с V-образными каналами, сделанными в футеровке при помощи шаблонов. При первой же плавки эти шаблоны расплавляются. Обмотка и сердечник охлаждаются воздухом, корпус блока охлаждается водой.
Если канальная печь имеет другую форму, то выдача металла осуществляется с помощью наклона ванны гидроцилиндрами. Иногда металл выдавливают избыточным давлением газа.
Достоинства канальных печей
- Малый расход электроэнергии вследствие малых потерь тепла ванны.
- Повышенный электрический КПД индуктора.
- Малая стоимость.
Недостатки канальных печей
- Сложность регулировки химического состава металла, так как наличие оставленного жидкого металла в печи создает трудности при переходе от одного состава к другому.
- Малая скорость движения металла в печи уменьшает возможности технологии плавки.
Конструктивные особенности
Каркас печи изготавливается из листовой стали с низким содержанием углерода толщиной от 30 до 70 мм. Внизу каркаса есть окна с присоединенными индукторами. Индуктор выполнен в виде стального корпуса, первичной катушки, магнитопровода и футеровки. Его корпус сделан разъемным, а части изолированы между собой прокладками для того, чтобы части корпуса не создавали замкнутый контур. В противном случае будет создаваться вихревой ток.
Магнитопровод выполнен из пластин специальной электротехнической стали 0,5 мм. Пластины изолированы между собой для снижения потерь от вихревых токов.
Катушка изготавливается из медного проводника сечением, зависящим от тока нагрузки и метода охлаждения. При воздушном охлаждении допустимый ток 4 ампера на мм 2 , при охлаждении водой допустимый ток 20 ампер на мм 2 . Между футеровкой и катушкой монтируют экран, который охлаждается водой. Экран изготовлен из магнитной стали или меди. Для отведения тепла от катушки монтируют вентилятор. Чтобы получить точные размеры канала, применяют шаблон. Он выполнен в виде полой стальной отливки. Шаблон ставится в индуктор до того момента, пока не будет заполнения огнеупорной массой. Он находится в индукторе при разогреве и сушке футеровки.
Для футеровки применяют огнеупорные массы влажного и сухого вида. Влажные массы используют в виде набивных или заливных материалов. Заливные бетоны используют при сложной форме индуктора, если нельзя уплотнить массу по всему объему индуктора.
Такой массой наполняют индуктор и уплотняют вибраторами. Сухие массы уплотняют вибраторами высокой частоты, набивные массы уплотняют пневматическими трамбовками. Если в печи будет выплавляться чугун, то футеровку выполняют из оксида магния. Качество футеровки определяется по температуре охлаждающей воды. Наиболее эффективным методом проверки футеровки является проверка по значению индуктивного и активного сопротивления. Эти измерения проводятся с помощью контрольных приборов.
В электрооборудование печи входит:
- Трансформатор.
- Батарея конденсаторов для компенсации потерь электрической энергии.
- Дроссель для подсоединения 1-фазного индуктора к 3-фазной сети.
- Щиты управления.
- Кабели питания.
Чтобы печь нормально функционировала, к питанию подключают трансформатор на 10 киловольт, который имеет на вторичной обмотке 10 ступеней напряжения для регулировки мощности печи.
Набивочные материалы футеровки содержат:
- 48% сухого кварца.
- 1,8% кислоты борной, просеянной через мелкое сито с ячейками 0,5 мм.
Массу для футеровки готовят в сухом виде с помощью смесителя, и последующей просевкой через сито. Приготовленная смесь не должна храниться более 15 часов после подготовки.
Футеровку тигля производят с помощью уплотнения вибраторами. Электрические вибраторы используются для футеровки больших печей. Вибраторы погружают в пространство шаблона и производят уплотнение массы через стенки. При уплотнении вибратор передвигают краном и вертикально вращают.
Тигельные индукционные печи
Основными компонентами тигельной печи являются индуктор и генератор. Для изготовления индуктора используется медная трубка в виде намотанных 8-10 витков. Формы индукторов могут выполняться различных видов.

Этот вид печи наиболее распространенный. В конструкции печи нет сердечника. Распространенная форма печи представляет собой цилиндр из огнестойкого материала. Тигель находится в полости индуктора. К нему подводится питание переменного тока.
Преимущества тигельных печей
- Энергия выделяется при загрузке материала в печь, поэтому вспомогательные нагревательные элементы не нужны.
- Достигается высокая однородность многокомпонентных сплавов.
- В печи можно создать реакцию восстановления, окисления, независимо от величины давления.
- Высокая производительность печей из-за повышенной удельной мощности на любых частотах.
- Перерывы в плавке металла не влияют на эффективность работы, так как для разогрева не требуется много электроэнергии.
- Возможность любых настроек и простая эксплуатация с возможностью автоматизации.
- Нет местных перегревов, температура выравнивается по всему объему ванны.
- Быстрое плавление, позволяющее создать качественные сплавы с хорошей однородностью.
- Экологическая безопасность. Внешняя среда не подвергается никакому вредному воздействию печи. Плавка также не оказывает вреда природе.
Недостатки тигельных печей
- Малая температура шлаков, применяющихся для обработки зеркала расплава.
- Малая стойкость футеровки при резких температурных перепадах.
Несмотря на имеющиеся недостатки, тигельные индукционные печи получили большую популярность на производстве и в других областях.
Индукционные печи для отопления помещения
Чаще всего такая печь устанавливается в помещении кухни. В ее конструкции основной частью является сварочный инвертор. Конструкция печи обычно совмещается с водонагревательным котлом, который дает возможность для отопления всех помещений в здании. Также есть возможность подключения подачи горячей воды в здание.
Эффективность работы такого устройства небольшая, однако, нередко такое оборудование все-таки применяется для отопления дома.

Конструкция нагревающей части индукционного котла подобна трансформатору. Наружный контур – это обмотки своеобразного трансформатора, которые подключаются к сети. Второй контур внутренний – это устройство обмена теплом. В нем происходит циркуляция теплоносителя. При подключении питания катушка создает переменное магнитное поле. В итоге внутри теплообменника индуцируются токи, которые осуществляют его нагревание. Металл нагревает теплоноситель, который обычно состоит из воды.
На таком же принципе основана работа бытовых индукционных плит, в которых в качестве вторичного контура выступает посуда из специального материала. Такая плита намного экономичнее обычных плит из-за отсутствия тепловых потерь.
Водонагреватель котла оснащен устройствами управления, которые дают возможность поддержания температуры теплоносителя на определенном уровне.
Отопление электроэнергией является дорогим удовольствием. Оно не может создать конкуренцию с твердым топливом и газом, дизельным топливом и сжиженным газом. Одним из методов снижения расходов является установка теплоаккумулятора, а также подключение котла в ночное время, так как ночью чаще всего действует льготное начисление за электричество.
Для того, чтобы принять решение об установке индукционного котла для дома, необходимо получить консультацию у профессиональных специалистов по теплотехнике. У индукционного котла практически нет преимуществ перед обычным котлом. Недостатком является высокая стоимость оборудования. Обычные котел с ТЭНами продается уже готовым к установке, а индукционный нагреватель требует дополнительного оборудования и настройки. Поэтому, прежде чем приобрести такой индукционный котел, необходимо произвести тщательный экономический расчет и планировку.
Футеровка индукционных печей
Процесс футеровки необходим для обеспечения защиты корпуса печи от воздействия повышенных температур. Она дает возможность значительно сократить потери тепла, увеличить эффективность плавки металла или нагрева материала.
Для футеровки применяют кварцит, являющийся модификацией кремнезема. К материалам для футеровки предъявляются некоторые требования.
Такой материал должен обеспечить 3 зоны состояний материала:
- Монолитная.
- Буферная.
- Промежуточная.
Только наличие трех слоев в покрытии способно защитить кожух печи. На футеровку отрицательно влияет неправильная укладка материала, плохое качество материала и тяжелые условия работы печи.
Принцип работы индукционных печей. Принцип индукционного нагрева
ПРИНЦИП РАБОТЫ ИНДУКЦИОННЫХ ПЕЧЕЙ. ПРИНЦИП ИНДУКЦИОННОГО НАГРЕВА
Принцип индукционного нагрева заключается в преобразовании энергии электромагнитного поля, поглощаемой электропроводным нагреваемым объектом, в тепловую энергию.
В установках индукционного нагрева электромагнитное поле создают индуктором, представляющим собой многовитковую цилиндрическую катушку (соленоид). Через индуктор пропускают переменный электрический ток, в результате чего вокруг индуктора возникает изменяющееся во времени переменное магнитное поле. Это — первое превращение энергии электромагнитного поля, описываемое первым уравнением Максвелла.
Нагреваемый объект помещают внутрь индуктора или рядом с ним. Изменяющийся (во времени) поток вектора магнитной индукции, созданной индуктором, пронизывает нагреваемый объект и индуктирует электрическое поле. Электрические линии этого поля расположены в плоскости, перпендикулярной направлению магнитного потока, и замкнуты, т. е. электрическое поле в нагреваемом объекте носит вихревой характер. Под действием электрического поля, согласно закону Ома, возникают токи проводимости (вихревые токи). Это — второе превращение энергии электромагнитного поля, описываемое вторым уравнением Максвелла.
В нагреваемом объекте энергия индуктированного переменного электрического поля необратимо переходит в тепловую. Такое тепловое рассеивание энергии, следствием чего является нагрев объекта, определяется существованием токов проводимости (вихревых токов). Это — третье превращение энергии электромагнитного поля, причем энергетическое соотношение этого превращения описывается законом Ленца—Джоуля.
Описанные превращения энергии электромагнитного поля дают возможность:
1) передать электрическую энергию индуктора в нагреваемый объект, не прибегая к контактам (в отличие от печей сопротивления)
2) выделить тепло непосредственно в нагреваемом объекте (так называемая «печь с внутренним источником нагрева» по терминологии проф. Н. В. Окорокова), в результате чего использование тепловой энергии оказывается наиболее совершенным и скорость нагрева значительно увеличивается (по сравнению с так называемыми «печами с внешним источником нагрева»).
На величину напряженности электрического поля в нагреваемом объекте оказывают влияние два фактора: величина магнитного потока, т. е. число магнитных силовых линий, пронизывающих объект (или сцепленных с нагреваемым объектом), и частота питающего тока, т. е. частота изменений (во времени) магнитного потока, сцепленного с нагреваемым объектом.
Это дает возможность выполнить два типа установок индукционного нагрева, которые различаются и по конструкции и по эксплуатационным свойствам: индукционные установки с сердечником и без сердечника.
По технологическому назначению установки индукционного нагрева подразделяют на плавильные печи для плавки металлов и нагревательные установки для термической обработки (закалки, отпуска), для сквозного нагрева заготовок перед пластической деформацией (ковкой, штамповкой), для сварки, пайки и наплавки, для химико-термической обработки изделий и т. д.
По частоте изменения тока, питающего установку индукционного нагрева, различают:
1) установки промышленной частоты (50 Гц), питающиеся от сети непосредственно или через понижающие трансформаторы;
2) установки повышенной частоты (500-10000 Гц), получающие питание от электромашинных или полупроводниковых преобразователей частоты;
3) высокочастотные установки (66 000-440 000 Гц и выше), питающиеся от ламповых электронных генераторов.
Установки индукционного нагрева с сердечником
В плавильной печи (рис. 1) цилиндрический многовитковый индуктор, изготовленный из медной профилированной трубки, насаживают на замкнутый сердечник, набранный из листовой электротехнической стали (толщина листов 0,5 мм). Вокруг индуктора размещают огнеупорную керамическую футеровку с узким кольцевым каналом (горизонтальным или вертикальным), где находится жидкий металл. Необходимым условием работы является замкнутое электропроводное кольцо. Поэтому невозможно расплавить отдельные куски твердого металла в такой печи. Для пуска печи приходится в канал заливать порцию жидкого металла из другой печи или оставлять часть жидкого металла от предыдущей плавки (остаточная емкость печи).

Рис.1. Схема устройства индукционной канальной печи: 1 — индикатор; 2 — металл; 3 — канал; 4 — магнитопровод; Ф — основной магнитный поток; Ф1р и Ф2р — магнитные потоки рассеяния; U1 и I1 — напряжение и ток в цепи индуктора; I2 — ток проводимости в металле
В стальном магнитопроводе индукционной канальной печи замыкается большой рабочий магнитный поток и лишь небольшая часть полного магнитного потока, создаваемого индуктором, замыкается через воздух в виде потока рассеяния. Поэтому такие печи успешно работают на промышленной частоте (50 Гц).
В настоящее время существует большое число типов и конструкций таких печей, разработанных во ВНИИЭТО (однофазные и многофазные с одним и несколькими каналами, с вертикальным и горизонтальным закрытым каналом разной формы). Эти печи применяют для плавки цветных металлов и сплавов со сравнительно низкой температурой плавления, а также для получения высококачественного чугуна. При плавке чугуна печь используют либо в качестве копильника (миксера), либо в качестве плавильного агрегата. Конструкции и технические характеристики современных индукционных канальных печей приведены в специальной литературе.
Установки индукционного нагрева без сердечника
В плавильной печи (рис. 2) расплавляемый металл находится в керамическом тигле, помещенном внутрь цилиндрического многовиткового индуктора. Индуктор изготовляют из медной профилированной трубки, через которую пропускают охлаждающую воду. Узнать подробнее о конструкции индуктора можно здесь.
Отсутствие стального сердечника приводит к резкому увеличению магнитного потока рассеяния; число магнитных силовых линий, сцепляемых с металлом в тигле, будет крайне мало. Это обстоятельство требует соответствующего увеличения частоты изменения (во времени) электромагнитного поля. Поэтому для эффективной работы индукционных тигельных печей приходится питать их токами повышенной, а в отдельных случаях и высокой частоты от соответствующих преобразователей тока. Подобные печи имеют очень низкий естественный коэффициент мощности (cos φ=0,03-0,10). Поэтому необходимо применять конденсаторы для компенсации реактивной (индуктивной) мощности.
В настоящее время имеется несколько типов индукционных тигельных печей, разработанных во ВНИИЭТО в виде соответствующих размерных рядов (по емкости) высокой, повышенной и промышленной частоты, для плавки стали (тип ИСТ).

Рис. 2. Схема устройства индукционной тигельной печи: 1 — индуктор; 2 — металл; 3 — тигель (стрелками показана траектория циркуляции жидкого металла в результате электродинамических явлений)
Преимуществами тигельных печей являются следующие: выделяющееся непосредственно в металле тепло, высокая равномерность металла по химическому составу и температуре, отсутствие источников загрязнения металла (помимо футеровки тигля), удобство управления и регулирования процесса плавки, гигиеничность условий труда. Кроме этого, для индукционных тигельных печей характерны: более высокая производительность вследствие высоких удельных (на единицу емкости) мощностей нагрева; возможность плавить твердую шихту, не оставляя металл от предыдущей плавки (в отличие от канальных печей); малая масса футеровки по сравнению с массой металла, что уменьшает аккумуляцию тепловой энергии в футеровке тигля, снижает тепловую инерцию печи и делает плавильные печи этого типа исключительно удобными для периодической работы с перерывами между плавками, в частности для фасонно-литейных цехов машиностроительных заводов; компактность печи, что позволяет достаточно просто изолировать рабочее пространство от окружающей среды и осуществлять плавку в вакууме или в газовой среде заданного состава. Поэтому в металлургии широко применяют вакуумные индукционные тигельные печи (тип ИСВ).
Наряду с преимуществами у индукционных тигельных печей имеются следующие недостатки: наличие относительно холодных шлаков (температура шлака меньше температуры металла), затрудняющих проведение рафинировочных процессов при выплавке качественных сталей; сложное и дорогое электрооборудование; низкая стойкость футеровки при резких колебаниях температуры вследствие небольшой тепловой инерции футеровки тигля и размывающего действия жидкого металла при электродинамических явлениях. Поэтому такие печи применяют для переплава легированных отходов с целью снижения угара элементов.
Использованная литература:
1. Егоров А.В., Моржин А.Ф. Электрические печи (для производства сталей). М.: «Металлургия», 1975, 352 с.
Индукционная печь тигельная: принцип работы, схема и отзывы
Благодаря появлению в современном производстве доступных электронних и изоляционных компонентов поле применения индукционного нагрева становится все более широким. Данная технология применяется не только в металургии, но и при разработке бытовой техники.
Принцип индукционного нагрева
В основе работы индукционной печи лежит трансформаторный принцип обмена энергией. Индуктор изготавливается из медной трубки, которая затем закручивается в многовитковую катушку. К первичной цепи индуктора подводится переменный ток, что приводит к формированию вокруг него переменного магнитного поля. Под воздействием магнитного поля в теле, размещенном внутри индуктора, возникает электрическое поле, что впоследствии приводит к процессу нагрева. Мощность, а соответственно, и тепло, выделяемое индукционной тигельной плавильной печью, напрямую зависят от частоты переменного магнитного поля. Следовательно, для эффективной эксплуатации печь нуждается в токах высокой частоты.

Применение индукционных печей
Индукционный нагрев может использоваться для работы с любым материалом: металл, шлак, газ и т. д. Главное преимущество его применения — бесконтактная передача тепла. Также индукционный нагрев позволяет достичь практически любых скоростей нагрева — все зависит от мощности генератора, питающего печь. Тепловые потери при таком нагреве минимальны. Максимальная температура, до которой можно разогреть предмет в печи, ограничивается только стойкостью огнеупорного материала. Процесс бесконтактной передачи тепла к нагреваемому материалу дает возможность производить нагрев в вакуумной среде.
Согласно отзывам металлургов, сфера применения индукционных печей несколько ограничена в связи с имеющимися недостатками. К минусам тигельной печи относятся:
- высокая цена на электрооборудование;
- холодные шлаки, осложняющие рафинировочный процесс;
- пониженная устойчивость футеровки во время температурных скачков между плавками.
Схема тигельной индукционной печи
Индукционная тигельная печь имеет следующую конструкцию.
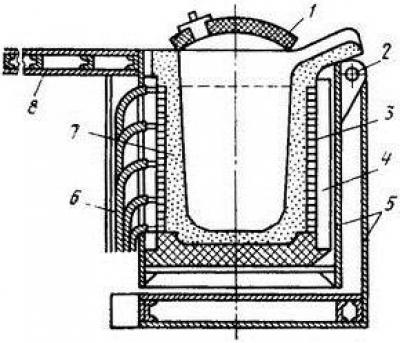
Главным элементом печи выступает тигель (7), накрытый крышкой (1). Тигель располагается внутри нагревательного индуктора (3), изготовленного в форме многовитковой катушки. Катушка представляет собой медную трубку, внутри которой, с целью охлаждения, постоянно циркулирует вода. Магнитный поток от индуктора проходит по магнитопроводам (4), которые изготовлены из специальной трансформаторной стали. Поворотный узел (2) предусмотрен для наклона печи во время разлива расплавленной жидкости. Печь установлена на меллоконструкции (5). Охлаждение производится с помощью шлангов водяного охлаждения (6). Для обслуживания печи используется вспомогательная площадка (8).
Также схема тигельной печи включает в себя трансформатор, конденсаторы, блок управления и систему откачки газов. Питание тигельной электрической печи производится токами с частотой 50 Гц.

Особенности внутренних элементов конструкции
Чаще всего индуктор выполняется из трубки круглого сечения. Но бывают ситуации, в которых круглая медная трубка не применима. В определенных случаях для конструирования индукционной тигельной печи используют профилированные элементы, благодаря которым уменьшается магнитный поток рассеивания. Трубки индуктора изолируют между собой стеклотканью, пропитанной специальным лаком. Защищенные витки сжимаются блоками, изготовленными из диэлектрического материала. Индуктор и тигель, размещенный внутри катушки, устанавливается на поддон, изготовленный из огнеупорных кирпичей или жаропрочного бетона. В промышленных условиях процесс изготовления тигля происходит прямо в печи. При этом индуктор в собранном состоянии устанавливают на поддон и изолируют асбестом. После этого поддон засыпается огнеупорным порошком, который уплотняется с помощью пневматической установки. Зазор между установленным на днище шаблоном и индуктором заполняется порошками из огнеупорных материалов.
Футеровку зоны над индуктором обеспечивает огнеупорный кирпич. Воротник и сливной желоб также футеруют жаропрочным кирпичом. Работа индукционной тигельной печи происходит в тяжелейших условиях, поэтому к качеству используемых жаропрочных материалов предъявляются повышенные требования. На долговечность футеровки влияет состав огнеупорной массы, режим работы и применяемая частота электрического тока. Как правило, тигель выдерживает до 100 плавок, а затем выходит из строя.

Конструкция наружных элементов
Каркас плавильной тигельной печи представляет собой базу, к которой крепятся все ее элементы. На крупных промышленных устройствах каркас имеет вид сплошного кожуха. Все детали каркаса должны иметь высокую прочность, в связи с влиянием на них электромагнитного поля индуктора. Оболочка при определенных условиях может нагреваться так же, как и материал в печи. Чтобы уменьшить нагрев, каркас рационально изготавливать из неэлектропроводных материалов. Однако, поскольку диэлектрические материалы имеют высокую цену, материалом для каркаса обычно служит сталь. Стальная конструкция разбивается на несколько элементов, которые, в свою очередь, изолируются друг от друга. Для снижения электромагнитного поля вблизи каркаса используются экраны. Защитный экран устанавливается между индуктором и корпусом печи. Экран имеет форму цилиндра и выполняется из алюминия или меди.
Поворотный узел — важный элемент конструкции. Главное требование к механизму поворота — обеспечение наклона для полного слива металла. Механизмы поворота могут использоваться разные. В печах небольшого объема используется ручная или электрическая лебедка. Промышленные печи наклоняют с помощью кран-балки. Печи большого объема могут оборудоваться гидравлическим приводом наклона.
Крышка, которой накрывается тигельная печь для плавки, служит для поддержания температуры внутри агрегата на более высоком уровне. Однако учитывая, что накрывать печь можно только после полного расплавления шихты, применение крышки не является обязательным.
Изготовление печи своими руками
Индукционные печи нашли широкое применение не только в промышленности, но и в быту. Можно найти схемы большого количества самодельных устройств, однако часть из них в лучшем случае просто не заработает, а в худшем — нанесет вред здоровью своего создателя. О таких последствиях предостерегают многие любители. В повседневной жизни метод индукционного нагрева применяется в таких устройствах:
- канальная печь для плавки металла;
- тигельная индукционная печь — наиболее простая в конструировании, и в связи с этим наиболее популярная среди энтузиастов, судя по отзывам;
- водонагревательный котел, работа которого основана на методе индукции;
- индукционные варочные поверхности, составляющие конкуренцию популярным газовым плитам.

Канальная печь
Данный тип печей применяется для получения чугуна высокого качества, а также при плавке дюраля и цветных спецсплавов. Канальная печь мощностью до 3 кВт изготавливается самостоятельно из сварочного трансформатора, частота которого соответствует промышленной. Такая печь позволяет расплавить болванку бронзы или меди весом до полукилограмма. Канальная печь также позволяет переплавлять дюраль, только обязательно нужно учитывать, что за плавкой должен следовать процесс «состаривания». Время этого процесса может составлять до 2 недель и зависит от состава сплава.
Для изготовления печи первичную обмотку сварочного трансформатора оставляют без изменений, а на место вторичной обмотки помещают тигель кольцевого типа. Лучшим материалом для тигля небольшой канальной печи является электрофарфор. Другие варианты не подойдут из-за низкой прочности и диэлектрических потерь. По отзывам металлургов-любителей, проблема состоит в том, что обработать электрофарфор самостоятельно не представляется возможным, а найти подходящий элемент в продаже очень маловероятно. Именно из-за дефицитного тигля, канальная печь у энтузиастов широкого применения не нашла, хотя данный тип печи и обладает КПД более 90 %.
Тигельная индукционная печь
Изготовленная своими руками тигельная печь используется прежде всего при очистке ценных металлов. К примеру, имея в наличии радиоразъем, изготовленный в Советском Союзе, можно добыть из его контактов определенное количество золота. Используя внешний нагрев, такого результата добиться невозможно.
Кроме золотодобычи, такая печь часто используется с целью равномерного нагрева металла, что требуется для качественной закалки. Меняя положение детали в индукторе и корректируя его мощность, можно добиться заданной температуры на конкретном участке металла. Важно, что использование такой печи будет достаточно бюджетным, ведь практически все энергия направлена на процесс нагрева детали.

Индукционные котлы
Индукционные водонагревательные котлы имеют все шансы в будущем вытеснить обычные бойлеры. Минусом такого водонагревателя пользователи считают высокую цену, но при этом, систематизируя многочисленные отзывы, можно выделить несколько преимуществ:
- Надежность. В котле нет электроспирали, которая является слабым звеном обычного бойлера.
- Коэффициент полезного действия почти 100 %.
- Безопасность. Доступ электричества к корпусу котла невозможен благодаря особенностям конструкции.
- Устройство не нуждается в специальном заземлении.
- Устойчив к скачку напряжения в электрической сети.
- Не образует накипь.
- Долговечность. Котел способен отработать без обслуживания около 30 лет.
Самодельный водонагревательный котел
Основой такого водонагревателя служит силовой трансформатор мощностью до 1,5 кВт, первичная обмотка которого рассчитана на напряжение 220 В. Отлично подойдет трансформатор от лампового цветного телевизора. Вторичную обмотку следует снять, а количество витков первичной необходимо увеличить.
Умельцы советуют и предостерегают: использование такого самодельного устройства небезопасно, поэтому трансформатор следует заземлить, а сам прибор подключать через быстродействующее УЗО.

Индуктор на кухне
Индукционные кухонные варочные поверхности уже не вызывают удивления и широко применяются в быту. В основе работы устройства лежат те же принципы, что и у индукционной печи, с тем лишь отличием, что вторичную обмотку собой представляет металлическое дно посуды.
Использование таких плит стало возможным благодаря появлению в производстве диэлектрика, который, кроме выполнения задачи изолирования индуктора, должен обладать еще прочностными и гигиеничными характеристиками. Удовлетворяющий всем требованиям материал появился относительно недавно, и его стоимость составляет значительную часть в общей цене плиты.
Пользователи в одни голос утверждают: самостоятельное изготовление индукционной плиты не имеет смысла по двум причинам. Первая — приготовление блюд на такой варочной поверхности требует тонкой настройки для каждого типа пищи. Для необходимой корректировки всех электрических параметров в процессе приготовления потребуется микроконтроллер. Вторая причина — цена электронных деталей, из которых состоит плита. В сумме все элементы обойдутся гораздо дороже, чем стоимость уже готового прибора.
Индукционная кухонная плита имеет такие положительные качества:
- отсутствие, в отличие от микроволновых печей, стороннего излучения;
- возможность программирования плиты под свою манеру приготовления пищи;
- приготовление таких блюд, как карамель, без перегрева и пригорания;
- экономичность, благодаря рациональному использованию энергии нагрева.
Изготовление индукционной печи своими руками
Индукционная печь часто используется в сфере металлургии, поэтому данное понятие хорошо знакомо людям, которые в той или иной степени связаны с процессом плавки различных металлов. Устройство позволяет преобразовывать электричество, образованное магнитным полем, в тепло.
Подобные устройства продаются в магазинах по довольно высокой цене, но если вы обладаете минимальными навыками использования паяльника и умеете читать электронные схемы, то можно попробовать изготовить индукционную печь своими руками.
Самодельное устройство вряд ли подойдёт для выполнения сложных задач, но вполне справится с базовыми функциями. Собрать устройство можно на основе рабочего сварочного инвертора из транзисторов, либо на лампах. Самым производительным при этом является именно устройство на лампах за счёт высокого КПД.
Принцип работы индукционной печи
Нагревание металла, помещённого внутрь устройства, происходит путём перехода электромагнитных импульсов в энергию тепла. Электромагнитные импульсы вырабатываются катушкой с витками из медной проволоки или трубы.
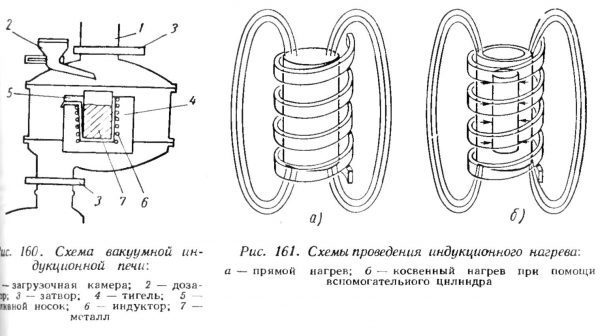 Схема индукционной печи и схемы проведения нагрева
Схема индукционной печи и схемы проведения нагрева
При подключении устройства через катушку начинает проходить электрический ток, а вокруг появляется электрическое поле со временем меняющее своё направление. Впервые работоспособность такой установки была описана Джеймсом Максвеллом.
Объект, который нужно нагреть, необходимо поместить внутрь катушки или недалеко от неё. Целевой предмет будет пронизываться потоком магнитной индукции, а внутри появится магнитное поле вихревого типа. Таким образом, индукционная энергия перейдёт в тепловую.
Разновидности
Печи на индукционной катушке, принято подразделять на два вида в зависимости от типа конструкции:
В первых устройствах металл для расплавки находится перед индукционной катушкой, а в печах второго типа помещается внутри неё.
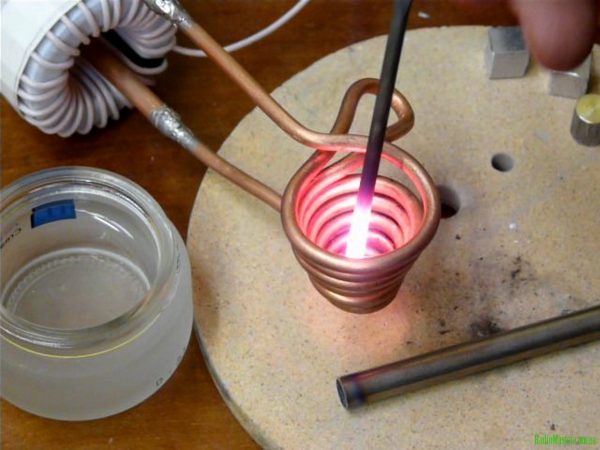 Наглядный пример тигельной индукционной печи
Наглядный пример тигельной индукционной печи
Оба устройства востребованы в бытовых и промышленных условиях. Они используются для плавки различных металлов (чугун, сталь, алюминий, медь), в том числе и драгоценных (золото, серебро). В зависимости от модели и производителя печи могут различаться между собой по ёмкости и частотным особенностям.
К слову, именно индукционные печи подтолкнули учёных к созданию микроволновых печей, которые на данный момент широко используются и установлены практически в каждой квартире.
Преимущества и недостатки
К преимуществам печей относят:
- Тепло подаётся исключительно за счёт электромагнитного поля, и используемая посуда не загрязняется;
- Подвергать плавке можно предметы из стали и других материалов, в которых отсутствует углерод;
- При использовании практически не образовывается угарный газ — плавящиеся материалы поглощают мало азота и водорода из атмосферного воздуха;
- При плавлении жидкий металл перемешивается естественным путём, и в итоге все металлургические процессы протекают гораздо быстрее;
- Во время плавки при необходимости можно регулировать температуру;
- Высокая производительность печей данного типа позволяет работать в режиме выдачи выплавленного металла маленькими порциями за короткие промежутки времени;
- Устройство имеет небольшие габаритные размеры, за счёт чего плавку металла легко проводить и на территории промышленного помещения, и на небольших рабочих площадях;
- Минимальный выброс дыма при работе и максимальная экологичность при плавке металла;
- При работе индукционная печь производит минимальный уровень шума;
- Создаются максимально благоприятные условия для обслуживающего персонала при плавке металла на подобных установках.
 Индукционная печь обладает небольшими габаритами, потому плавку производят и на территории крупного цеха, и на небольших рабочих площадях
Индукционная печь обладает небольшими габаритами, потому плавку производят и на территории крупного цеха, и на небольших рабочих площадях
Помимо перечисленных преимуществ, у устройства можно выделить и ряд недостатков:
- При плавке металла шлак нагревается именно от металлической смеси, в результате чего имеет более низкую температуру;
- При использовании устройства часто возникают сложности с удалением из металла примесей из серы и фосфора.
Индукционная печь для плавки металла своими руками
Если в наличие есть электрическая схема сборки, то процесс сборки сможет освоить даже начинающий мастер. Оборудование возможно создать на базе сварочного инвертора, на лампах или транзисторах.
Главное достоинство печей, которые были собраны подручных средств, заключается в том, что цена устройства на порядок ниже, чем при покупке магазинного оборудования.
При сборке плиты с индукционной катушкой, обращайте внимание на то, что скорость плавки металлических сплавов будет напрямую зависеть от нескольких факторов:
- Скорость тепловой передачи;
- Мощность используемого в конструкции генератора;
- Потери в вихревом потоке во время рабочего процесса;
- Частота работы устройства;
- Наличие поблизости металлических деталей и электронных устройств, которые могут провоцировать помехи.
Из сварочного инвертора
Печь, работающая на базе инвертора, выделяется характеристиками безопасности, но при этом она собирается максимально просто. Сам инвертор уже имеет все необходимые защитные механизмы на случай возникновения перегрузки. Процесс изготовления индукционной плиты при наличии сварочного аппарата сводится к сбору индуктора.
Для сборки индукционной катушки стоит приобрести медную трубу с тонкими стенками диаметром не более 10 мм. Труба сгибается по спирали, а для облегчения процесса желательно изготовить специальный шаблон.
Количество витков в катушке – от 7 до 12. Их общее число напрямую зависит от того, какими характеристиками обладает используемый сварочный инвертор. Следите за тем, чтобы сопротивление индуктора не превышало допустимую силу тока в инверторе, в ином случае при осуществлении плавки металла придётся столкнуться с автоматическими отключениями устройства из-за срабатывания внутренней защиты.
 Общий вид индукционной печи из сварочного инвертора
Общий вид индукционной печи из сварочного инвертора
После изготовления катушки переходим к производству внешней оболочки для устройства. Для этих целей лучше всего подойдёт графитовый корпус (не используйте для изготовления корпуса материал, который проводит через себя электрический ток, в противном случае общая производительность устройства значительно снизится). Внутрь индукционной катушки помещается тигель, в котором в дальнейшем будет плавиться металл.
Установить готовую индукционную катушку лучше всего на поверхности, которая устойчива к высоким температурам воздуха. Перед началом выполнения работ из зоны установки необходимо убрать посторонние предметы.
Подключать сварочный инвертор стоит только к тем розеткам, которые способны выдержать силу потребляемого устройством тока. Обязательно обустройте заземление корпуса.
На транзисторах
Для сбора печки, работающей на транзисторах, следует приобрести следующие детали:
- Полевые транзисторы типа IRFZ44V;
- Два диода;
- Резистор сопротивлением 470 Ом;
- Плёночные конденсаторы различной ёмкости;
- Медные провода для обмотки в изоляции диаметром 1,2 мм и 2 мм;
- Компьютерные радиаторы.
Процесс сборки устройства включает следующие шаги:
-
Транзисторы устанавливаются на радиаторы. Обращайте внимание на то, что рабочая схема довольно быстро и сильно нагревается, поэтому радиаторы должны иметь большой размер для осуществления охлаждения конструкции. В некоторых случаях можно использовать один радиатор.
 Транзисторы необходимо установить на радиаторы большого размера во избежание перегрева рабочей схемы
Транзисторы необходимо установить на радиаторы большого размера во избежание перегрева рабочей схемы
- С блока питания компьютера снимаем кольца и начинаем наматывать на них медную проволоку диаметром 1,2 мм. Всего необходимо сделать два кольца, на каждом – от 7 до 15 витков. Следите за тем, чтобы расстояние между витками было примерно одинаковым.
- Конденсаторы соединяем в единую батарею, ёмкость которой составляет 4,7 мкФ. Соединение производится по параллельной схеме.
 Конденсаторы необходимо спаять параллельно
Конденсаторы необходимо спаять параллельно - Из проволоки диаметром 2 мм делаем индукционную обмотку. Диаметр должен соответствовать диаметру тигля, который будет использоваться в дальнейшем. Всего в катушке должно быть не больше 8 витков. Не обрезайте проволоку слишком близко к началу обмотки. Оставшиеся концы проволоки будут использованы для припаивания индуктора к общей схеме печи.
- Соединяем все элементы по схеме.
- 4 лампы-тетрода. Для конструкции подойдут лампы формата 6L6, 6П3 или Г807;
- 4 дросселя;
- 4 конденсатора по 0,01 мкФ;
- Неоновая лампа (будет использоваться в качестве индикатора, оповещающего, что печь готова к использованию);
- Конденсатор для настройки;
- Медная труба.
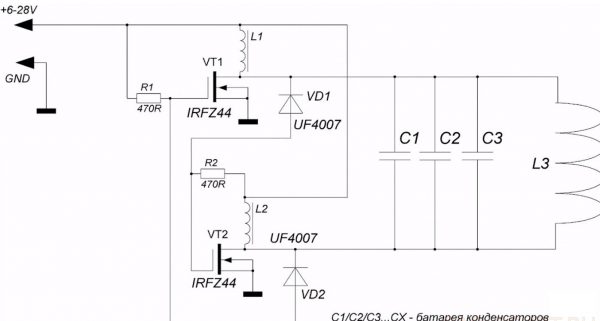 Электрическая схема сборки печи на транзисторах
Электрическая схема сборки печи на транзисторах
При необходимости для печи можно обустроить корпус из материала, который устойчив к повышенным температурам и не пропускает ток.
На лампах
Если для выполнения работ по плавке металла необходимо более мощное устройство, то можно изготовить индукционную печь на лампах по следующей схеме.
Для сборки конструкции подготавливаем:
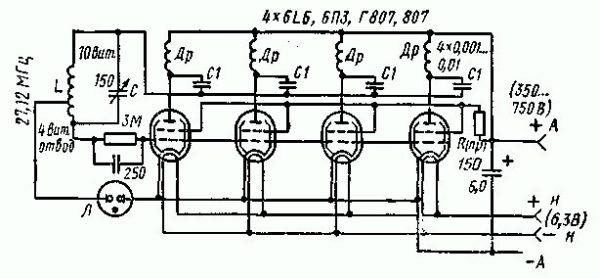 Электрическая схема индукционной печи на лампах
Электрическая схема индукционной печи на лампах
Собрать печь можно, соблюдая следующие шаги:
- Медную трубу сгибаем в виде спирали. Всего необходимо сделать около 15 витков, расстояние между которыми должно быть не меньше 5 мм. Внутри спирали должен свободно располагаться тигель, где и будет происходить процесс выплавки;
- Изготавливаем надёжный корпус для устройства, который не должен проводить электрический ток, и обязан выдерживать высокие температуры воздуха;
- Дросселя и конденсаторы собираются по обозначенной выше схеме;
- К схеме подключается неоновая лампа, которая будет сигнализировать о том, что устройство готово к работе;
- Также припаивается конденсатор для подстройки ёмкости.
Использование для обогрева
Индукционные печи подобного вида могут использоваться и для обогрева помещения. Чаще всего их используют вместе с котлом, который дополнительно производит нагрев холодной воды. На деле конструкции применяются крайне редко из-за того, что в результате потерь электромагнитной энергии КПД устройства минимален.
Ещё один недостаток основан на потреблении устройством больших объёмов электроэнергии в процессе работы, потому устройство относится к категории экономически невыгодных.
Охлаждение системы
Устройство, собранное самостоятельно, необходимо оборудовать системой охлаждения, так как при работе все составные части будут находиться под воздействием высоких температур, конструкция может перегреться и сломаться. В печах, продающихся в магазине, охлаждение производится водой или антифризом.
При выборе охладителя для дома предпочтение отдаётся вариантам, которые наиболее выгодны для реализации с экономической точки зрения.
Для домашних печей можно попробовать использовать обычный лопастной вентилятор. Обращайте внимание на то, что устройство не должно стоять слишком близко к печи, так как металлические детали вентилятора негативно воздействуют на работоспособность устройства, а также способны размыкать вихревые потоки и снижать производительность всей системы.
Меры предосторожности при использовании устройства
Работая с устройством следует придерживаться следующих правил:
- Некоторые элементы установки, а также металл, который плавится, подвергаются сильному нагреву, в результате чего существует риск получить ожог;
- При использовании ламповой печи, обязательно размещайте её в закрытом корпусе, иначе велика вероятность поражения электрическим током;
- Перед работой с устройством уберите из зоны работы прибора все металлические элементы и сложные электронные приборы. Использовать устройство не стоит людям, у которых установлен кардиостимулятор.
Печь для плавки металлов индукционного типа может применяться при лужении и формовке металлических деталей.
Самодельную установку легко подогнать под работу в конкретных условиях, меняя некоторые настройки. Если придерживаться указанных схем при сборе конструкции, а также соблюдать элементарные правила безопасности, самодельное устройство практически не будет уступать магазинным бытовым приборам.
Что такое индукционная плита: плюсы, минусы и принцип работы


Что такое индукционная плита – это распространенный вопрос среди пользователей, которые столкнулись с необходимостью выбора кухонной печи. Такие варочные панели появились в нашей стране сравнительно недавно, поэтому не все люди понимают принцип функционирования подобных плит. Для того, чтобы ответить на этот вопрос, мы рассмотрим особенности варочных индукционных панелей, преимущества, недостатки и способ использования.
Что называют индукционной поверхностью?
Индукционной поверхностью называют современный тип плиты. Особенностью панели является то, что конфорки не предназначены для самостоятельного нагрева. Так, благодаря силовому полю разогревается посуда, которая находится на плите. Многие пользователи предпочитают выбирать именно такую технику взамен устаревшим электрическим и газовым плитам.

Специфика работы
Работа индукционной панели значительно отличается от известной большинству людей электроплиты. Как мы уже говорили, силовое поле раскаляет именно посуду, а не конфорки — это приводит к тому, что тепло передается ее внутреннему наполнению. Получается, что в работе не участвует конфорка, что позволяет сэкономить время и тепловую энергию.

Мощность индукционной панели
Примерно за 60 минут работы эти плиты (электрические, индукционные) потратят одинаковое количество энергии. Максимальный расход мощности таких панелей доходит до 7 кВт. При этом индукционная поверхность позволяет в несколько раз быстрее разогревать посуду до нужной температуры, а значит, сокращается время приготовления пищи. Так, довести воду до кипения можно примерно за 6 минут. В то же время на электрической плите вода будет разогреваться до кипения около 18 минут.
Преимущества и недостатки индукции
К преимуществам подобной техники относят следующее:
- Уровень КПД индукционных панелей составляет больше 89%, когда у стандартных плит не превышает 65%.
- Простота ухода за поверхностью. К такой плите не прилипают различные пятна, на ней не остаются следы, потому что конструкция не раскаляется.
- Возможность регулировки температурного режима. Панель устроена таким образом, что температура нагрева стремительно изменяется. При этом датчику температуры не препятствует тепловая энергия, которая исходит от конфорок, что значительно облегчает процесс приготовления еды.
- Только на плите такого типа можно установить минимальную температуру нагрева. К примеру, это требуется при необходимости растопить масло, сделать шоколадную глазурь. В то же время при наличии прочих плит хозяйкам приходится использовать метод водяной бани.
- Отсутствие опасности. Поскольку поверхность панели в процессе приготовления пищи остается холодной, сокращается вероятность получить ожог. В то же время электрические конфорки посредине раскаляются больше 520 градусов, а по бокам до 120 градусов. Поскольку индукционная поверхность греется от соприкосновения с посудой, температура посредине едва доходит до 89 градусов, а по бокам до 18 градусов.


Из недостатков отмечают следующее:
- Стоимость. Конечно, индукционные панели по цене обойдутся в 4-5 раз дороже стандартных электрических вариантов. Несмотря на это, подобная техника позволяет сэкономить электроэнергию, поэтому плита окупает стоимость.
- Бюджетные модели имеют общее нагревательное устройство на несколько конфорок. Это значит, что если использовать их одновременно, то снижается уровень КПД.
- Ученые до сих пор не подтвердили безопасность воздействия силового поля на организм человека. Конечно, люди, которые пользуются плитой несколько лет, не обнаружили проблем. Тем не менее, недуги иногда проявляются не сразу, а через десятилетия. При этом по результатам исследования было выявлено, что воздействие электромагнитного поля на ЦНС человека минимально.
- Требуется только определенная посуда, которая обладает проводимостью, поэтому при покупке техники приходится менять кастрюли, сковороды.

Цены кухонные индукционные плиты
Какие бывают плиты?
В продаже имеется большой ассортимент техники для кухни, в том числе и индукционных поверхностей.
Таблица 1. Типы индукционных панелей.