

Термическая обработка стали определение
Термообработка стали. Виды термической обработки металлов
Термообработка стали (ТО) является очень важной заключительной операцией при изготовлении деталей и инструментов. Она наделяет их нужными механическими свойствами и обеспечивает нормальную работу.

История
Мастера еще задолго до нашего времени применяли самые разнообразные методы закаливания: погружали нагретую металлическую полоску в вино, масло, в простую или подсоленную воду. Упоминается и такой способ: кузнец нагревал булатный кинжал, а потом садился на коня и быстро мчался, охлаждая изделие в воздухе.
В первой половине XIX в. виды термической обработки были несовершенными: твердый и хрупкий чугун клали в сосуд со льдом, пересыпали его слоями сахара. После этого нагревали емкость в течение 20 часов, и чугун превращался в мягкое и ковкое железо.
Старые методы дополняются новыми, усовершенствованными на основе научных исследований термической обработки. Например, бельгийские специалисты разработали технологию закалки заготовок инструментов в вакууме.

Определение
Термическая обработка металлов – совокупность строго последовательных операций нагрева, выдержки и последующего охлаждения заготовок или готовых изделий по определенным режимам для изменения их структуры и предоставления им необходимых механических, физических, химических и прочих свойств. Основой термообработки являются превращения во внутренней структуре материалов при нагреве и последующем охлаждении.
Виды термической обработки
Определяющими факторами, которые влияют на результаты ТО, являются скорость и температура нагрева, равно как время выдержки в нагретом состоянии и скорость охлаждения. В зависимости от температурных показателей и скорости охлаждения изделий различают следующие этапы термообработки:
- отжиг;
- дальнейшая нормализация;
- закалка и отпуск стали.
Отжиг
Для снижения жесткости и повышения вязкости стали, достижения химической и структурной однородности, снятия внутренних напряжений собственно и проводят отжиг. Процесс состоит из нагрева стальных изделий выше критических точек (за исключением рекристализационного отжига) и соответственно выдержки при температуре нагрева с последующим медленным (преимущественно вместе с печью) охлаждением. В зависимости от назначения, различают следующие режимы термообработки стали:
- диффузный отжиг;
- полный и неполный;
- изотермический;
- на зернистый перлит;
- рекристализационный.
Диффузный отжиг
Также его называют гомогенизацией. Применяют для больших стальных отливок с целью уменьшения химической неоднородности (ликвации). На первом этапе нагревают обрабатываемый материал до температур 1050-1150°С. После нагрева выдерживают около 10-15 ч и в последующем медленно охлаждают. Характеристики сталей при этом улучшаются.
Полный отжиг
Технологию применяют для образования мелкозернистой структуры стальных изделий, изготовленных горячей штамповкой, ковкой, литьем. Стали после процедуры полного отжига становятся пластичными, мягкими, без внутренних напряжений. Внутренняя (кристаллическая) структура становится однородной, мелкозернистой, состоит из феррита и перлита. Полным отжигом сталь подготавливают к обработке резанием и к последующему закаливанию. Так обрабатывают преимущественно доэвтектоидные стали.
Термообработка стали проводится по следующему техпроцессу: изделия (заготовки) нагревают до температур, превышающих на 30-50°С так называемую критическую верхнюю точку (в материаловедении обозначаемую как Ac3), затем медленно охлаждают. Охлаждение до температуры 500-550°С происходит со следующей скоростью:
- для углеродистых сталей — 150-200°С в час;
- для легированных – 50-75°С в час.
Неполный отжиг
Эта технология термообработки стали применяется для доэвтектоидных и заэвтектоидных металлов с целью снижения жесткости, снятия внутренних напряжений и получения однородной структуры. Процедуре подвергают поковки и штамповки, обработанные при температурах, не вызывающих значительного роста зерен.
Техпроцесс: сталь нагревают при температуре выше нижней критической точки (на графиках обозначается как Ac1) в температурном интервале 740-750°С, выдерживают определенное время при этой температуре, в дальнейшем медленно ее охлаждают.

Изотермический отжиг
Применяют для изделий из легированных сталей при нагреве их на 20-30°С выше Ac3, выдержки и быстрого охлаждения до температуры 630-700°С. Заготовки (изделия) выдерживаются до распада аустенита, затем охлаждаются при плюсовой температуре. После изотермического отжига стали имеют схожие свойства с металлами, подвергнутыми полному отжигу. Термическая обработка металлов по данному техпроцессу имеет важное преимущество – сокращение времени обработки.
Отжиг на зернистый перлит
Широко применяется перед механической обработкой инструментальных эвтектоидных и заэвтектоидных легированных и углеродистых сталей. Материал нагревают на 25-30°С выше КТ и выдерживают заданное время. До температуры 600°С заготовки охлаждают очень медленно (30°С в час) вместе с печью, а после охлаждают естественным образом. В результате карбиды приобретают зернистую (закругленную) форму, а твердость снижается, что благоприятствует процессу резания металла.
Рекристализационный отжиг
Второе название – низкий отжиг. Процесс способствует снятию внутренних напряжений и наклепов в изделиях, изготовленных методом холодной прокатки, холодной штамповки, волочения и калибровки (листов, прутков, трубок, проволоки). При этом материал нагревают до температур рекристаллизации на 50-100°С ниже точки Ac1 (630-680°С), выдерживают, затем охлаждают естественным путем (на воздухе). После рекристализационного отжига формируется однородная структура с небольшой твердостью.

Нормализация
Техпроцесс подразумевает нагрев металлов выше значений Ac3 на 30-50°С, выдерживание в температурном коридоре и последующее охлаждение на воздухе. Термообработка стали методом нормализации идеальна для формирования мелкозернистой структуры, повышения прочности и вязкости, а также для уменьшения жесткости перед резанием и выравнивания структуры перед последующей термообработкой.
Структура нормализованной стали становится ферритно-перлитной (низкоуглеродистые стали) и сорбитоподобной при наличии структурно-свободного феррита (среднеуглеродистые и низколегированные стали). Твердость перлита зависит от того, имеет ли он тонкое или грубое строение. При нормализации, когда охлаждение происходит быстрее, перлит имеет более тонкое строение, чем при отжиге, и высшую твердость. Поэтому нормализованная сталь тверже, чем отожженная (150-300 НВ). Нормализация горячекатаных сталей в противовес отжигу повышает сопротивление изделий хрупкому разрушению и обеспечивает высокую производительность при обработке резанием.

Отпуск стали
Применяют, чтобы сгладить внутренние напряжения кристаллической решетки и уменьшить жесткость металлов, а также для повышения ударной вязкости закаленных изделий. Выделяют:
Высокий отпуск осуществляют при температуре 500-650°С с плавным охлаждением. При этом сталь приобретает структуру сорбита, что обеспечивает устранение внутренних напряжений. Этому типу отпуска подвергаются конструкционные, углеродистые и легированные стали, из которых изготавливают валы, шестерни и другие. Характеристики сталей имеют большую прочность, пластичность и вязкость при их достаточной твердости.
Средний отпуск проводят при температуре 350-450°С, определенное время выдерживают и охлаждают. При таком отпуске мартенсит превращается в троостит, твердость стали уменьшается примерно до 400 НВ, а вязкость значительно повышается. Применяют (после закалки) отпуск для обработки пружин, рессор, штампов и других изделий, работающих при умеренных ударных нагрузках.
Низкий отпуск осуществляют в интервале температур 150-250°С, выдерживают и охлаждают. При этом образуется структура отпущенного мартенсита. Поэтому внутренние напряжения в изделии уменьшаются, несколько повышается вязкость, и исчезает калильная хрупкость, а твердость практически не меняется. Применяют для режущих, а также измерительных инструментов, которые должны быть твердыми и не хрупкими, иметь высокую износостойкость, в том числе для цементируемых изделий.
Вывод
Термообработка стали – неотъемлемый этап производства большинства металлических изделий. Благодаря широкому спектру техпроцессов, можно получать материалы с требуемыми характеристиками.
Понятие о термической обработке металлов, ее назначение. Основные виды термической обработки стали
Физико-механические свойства стали и чугуна можно улучшить, изменив химический состав этих сплавов или их структуру.
Изменение химического состава железоуглеродистых сплавов за счет введения легирующих химических требует использования дорогих и редких элементов. Экономически выгоднее улучшать в определенных пределах физико-механические свойства стали и чугуна за счет изменения их структуры. Тогда можно будет для тех же целей применять сплавы более простого состава. Достигается это термической обработкой.
При формировании свойств готового изделия первоочередную роль играет термическая обработка. В принципе, правильно подобранной и точно выполненной термической обработкой можно добиться высокого комплекса свойств даже для изделий из такой стали, которая содержит малые количества недорогих легирующих присадок.
Термическая обработка представляет собой совокупность операций нагрева, выдержки и охлаждения, выполняемых в определенной последовательности при определенных режимах, с целью изменения внутреннего строения сплава и получения нужных свойств.
При термической обработке перекристаллизация сплавов происходит в твердом состоянии.
Основные виды термической обработки стали и чугуна: отжиг, нормализация, закалка и отпуск.
Отжиг – нагрев стали до заданной температуры, выдержка при такой температуре до полного прогрева металла и последующее очень медленное охлаждение (вместе с охлаждаемой печью).
Отжиг стали производится в тех случаях, когда необходимо уменьшить твердость, повысить пластичность и вязкость, ликвидировать последствия перегрева, получить равновесное состояние, улучшить обрабатываемость при резании.
Отжиг, снижая твердость и повышая пластичность и вязкость за счет получения равновесной мелкозернистой структуры, позволяет:
- улучшить обрабатываемость заготовок давлением и резанием;
- исправить структуру сварных швов, перегретой при обработке давлением и литье стали;
- подготовить структуру к последующей термической обработке.
Разновидностями отжига сталей является нормализация.
Нормализация — вид термической обработки стали, заключающийся в нагреве до определённой температуры, выдержке и охлаждении на спокойном воздухе.
Нормализация применяется в тех случаях, когда необходимо получить мелкозернистую однородную структуру с более высокой твердостью и прочностью, но с несколько меньшей пластичностью, чем после отжига.
В результате нормализации уменьшаются внутренние напряжения, устраняются пороки, полученные в процессе предшествующей обработки.
Основная цель нормализации – повышение механических свойств стали.
Нормализация более производительный и экономичный процесс, чем отжиг.
Закалка — нагрев стали до заданной температуры, выдержка при достигнутой температуре до полного прогрева металла и последующее очень быстрое его охлаждение (в воде, масле, солевых растворах).
Основной целью закалки инструментальных сталей является придание им высокой твёрдости. Детали машин закаливают для повышения их упругости и прочности, твёрдости и износоустойчивости.
Стали, подвергающиеся закалке, характеризуются закаливаемостью и прокаливаемостью.
Закаливаемость – способность стали приобретать высокую твердость при закалке. Закаливаемость определяется содержанием углерода. Стали с содержанием углерода менее 0,20 % не закаливаются.
Прокаливаемость – способность получать закаленный слой, обладающей высокой твердостью, на определенную глубину.
В тех случаях, когда требуются высокая твердость и повышенная износостойкость поверхности при сохранении вязкой и достаточно прочной сердцевины изделия, применяется поверхностная закалка, то есть закалка не на полную глубину. Выбор оптимальной толщины упрочняемого слоя определяется условиями работы детали и составляет от 1,5 до 15 мм (и выше). В практике наиболее часто используют поверхностную закалку с индукционным нагревом током высокой частоты (ТВЧ).
В результате закалки сталь становится хрупкой, в ней появляются значительные внутренние напряжения. С целью снижения закалочной хрупкости и уменьшения внутренних напряжений после закалки производится отпуск.
Отпуск — термическая обработка, включающая нагрев закаленной стали до температуры ниже критических точек, выдержка при этой температуре и охлаждение.
Отпуск является окончательной термической обработкой.
Целью отпуска является повышение вязкости и пластичности, снижение твердости и уменьшение внутренних напряжений закаленных сталей.
С повышением температуры нагрева прочность обычно снижается, а пластичность и вязкость растут. Температуру отпуска выбирают, исходя из требуемой прочности конкретной детали.
Различают три вида отпуска:
1) Низкий отпуск с температурой нагрева Тн = 150…300 o С.
В результате его проведения частично снимаются закалочные напряжения – проводят для инструментальных сталей.
2) Средний отпуск с температурой нагрева Тн = 300…450 o С.
Получают структуру, сочетающую высокую твердость с хорошей упругостью и вязкостью.
Используется для изделий типа пружин, рессор.
3) Высокий отпуск с температурой нагрева Тн = 450…650 o С..
Получают структуру, сочетающую достаточно высокую твердость и повышенную ударную вязкость (оптимальное сочетание свойств). Используется для деталей машин, испытывающих ударные нагрузки. Комплекс термической обработки, включающий закалку и высокий отпуск, называется улучшением.
Конструкционные стали подвергают закалке и отпуску для повышения прочности и твердости, получения высокой пластичности, вязкости и высокой износостойкости, а инструментальные – для повышения твердости и износостойкости.
Термическая обработка стали
Термическая обработка стали позволяет придать изделиям, деталям и заготовкам требуемые качества и характеристики. В зависимости от того, на каком этапе в технологическом процессе изготовления проводилась термическая обработка, у заготовок повышается обрабатываемость, с деталей снимаются остаточные напряжения, а у деталей повышаются эксплуатационные качества.
Технология термической обработки стали – это совокупность процессов: нагревания, выдерживания и охлаждения с целью изменения внутренней структуры металла или сплава. При этом химический состав не изменяется.
Так, молекулярная решетка углеродистой стали при температуре не более 910°С представляет из себя куб объемно-центрированный. При нагревании свыше 910°С до 1400°С решетка принимает форму гране-центрированного куба. Дальнейший нагрев превращает куб в объемно-центрированный.

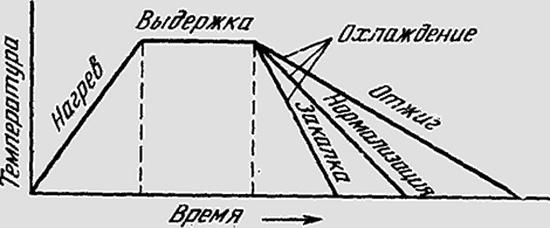
Сущность термической обработки сталей – это изменение размера зерна внутренней структуры стали. Строгое соблюдение температурного режима, времени и скорости на всех этапах, которые напрямую зависят от количества углерода, легирующих элементов и примесей, снижающих качество материала. Во время нагрева происходят структурные изменения, которые при охлаждении протекают в обратной последовательности. На рисунке видно, какие превращения происходят во время термической обработки.

Изменение структуры металла при термообработке
Назначение термической обработки
Термическая обработка стали проводится при температурах, приближенных к критическим точкам . Здесь происходит:
- вторичная кристаллизация сплава;
- переход гамма железа в состояние альфа железа;
- переход крупных частиц в пластинки.
Внутренняя структура двухфазной смеси напрямую влияет на эксплуатационные качества и легкость обработки.

Образование структур в зависимости от интенсивности охлаждения
Основное назначение термической обработки — это придание сталям:
- В готовых изделиях:
- прочности;
- износостойкости;
- коррозионностойкость;
- термостойкости.
- В заготовках:
- снятие внутренних напряжений после
- литья;
- штамповки (горячей, холодной);
- глубокой вытяжки;
- увеличение пластичности;
- облегчение обработки резанием.
- снятие внутренних напряжений после
Термическая обработка применяется к следующим типам сталей:
- Углеродистым и легированным.
- С различным содержанием углерода, от низкоуглеродистых 0,25% до высокоуглеродистых 0,7%.
- Конструкционным, специальным, инструментальным.
- Любого качества.
Классификация и виды термообработки
Основополагающими параметрами, влияющими на качество термообработки являются:
- время нагревания (скорость);
- температура нагревания;
- длительность выдерживания при заданной температуре;
- время охлаждения (интенсивность).
Изменяя данные режимы можно получить несколько видов термообработки.
Виды термической обработки стали:
- Отжиг
- I – рода:
- гомогенизация;
- рекристаллизация;
- изотермический;
- снятие внутренних и остаточных напряжений;
- II – рода:
- полный;
- неполный;
- I – рода:
- Закалка;
- Отпуск:
- низкий;
- средний;
- высокий.
- Нормализация.

Температура нагрева стали при термообработке
Отпуск
Отпуск в машиностроении используется для уменьшения силы внутренних напряжений, которые появляются во время закалки. Высокая твердость делает изделия хрупкими, поэтому отпуском добиваются увеличения ударной вязкости и снижения жесткости и хрупкости стали.
1. Отпуск низкий
Для низкого отпуска характерна внутренняя структура мартенсита, которая, не снижая твердости повышает вязкость. Данной термообработке подвергаются измерительный и режущий инструмент. Режимы обработки:
- Нагревание до температуры – от 150°С, но не выше 250°С;
- выдерживание — полтора часа;
- остывание – воздух, масло.
2. Средний отпуск
Для среднего отпуска преобразование мартенсита в тростит. Твердость снижается до 400 НВ. Вязкость возрастает. Данному отпуску подвергаются детали, работающие со значительными упругими нагрузками. Режимы обработки:
- нагревание до температуры – от 340°С, но не выше 500°С;
- охлаждение – воздух.
3. Высокий отпуск
При высоком отпуске кристаллизуется сорбит, который ликвидирует напряжения в кристаллической решетке. Изготавливаются ответственные детали, обладающие прочностью, пластичностью, вязкостью.

Нагревание до температуры – от 450°С, но не выше 650°С.
Отжиг
Применение отжига позволяет получить однородную внутреннюю структуру без напряжений кристаллической решетки. Процесс проводят в следующей последовательности:
- нагревание до температуры чуть выше критической точки в зависимости от марки стали;
- выдержка с постоянным поддержанием температуры;
- медленное охлаждение (обычно остывание происходит совместно с печью).
1. Гомогенизация
Гомогенизация, по-иному отжиг диффузионный, восстанавливает неоднородную ликвацию отливок. Режимы обработки:
- нагревание до температуры – от 1000°С, но не выше 1150°С;
- выдержка – 8-15 часов;
- охлаждение:
- печь – до 8 часов, снижение температуры до 800°С;
- воздух.
2. Рекристаллизация
Рекристаллизация, по-иному низкий отжиг, используется после обработки пластическим деформированием, которое вызывает упрочнение за счет изменения формы зерна (наклеп). Режимы обработки:
- нагревание до температуры – выше точки кристаллизации на 100°С-200°С;
- выдерживание — ½ — 2 часа;
- остывание – медленное.
3. Изотермический отжиг
Изотермическому отжигу подвергаются легированные стали, для того чтобы произошел распад аустенита. Режимы термообработки:
- нагревание до температуры – на 20°С — 30°С выше точки ;
- выдерживание;
- остывание:
- быстрое – не ниже 630°С;
- медленное – при положительных температурах.
4. Отжиг для устранения напряжений
Снятие внутренних и остаточных напряжений отжигом используется после сварочных работ, литья, механической обработки. С наложением рабочих нагрузок детали подвергаются разрушению. Режимы обработки:
- нагревание до температуры – 727°С;
- выдерживание – до 20 часов при температуре 600°С — 700°С;
- остывание — медленное.
5. Отжиг полный
Отжиг полный позволяет получить внутреннюю структуру с мелким зерном, в составе которой феррит с перлитом. Полный отжиг используют для литых, кованных и штампованных заготовок, которые будут в дальнейшем обрабатываться резанием и подвергаться закалке.

Полный отжиг стали
- температура нагрева – на 30°С-50°С выше точки ;
- выдержка;
- охлаждение до 500°С:
- сталь углеродистая – снижение температуры за час не более 150°С;
- сталь легированная – снижение температуры за час не более 50°С.
6. Неполный отжиг
При неполном отжиге пластинчатый или грубый перлит преобразуется в ферритно-цементитную зернистую структуру, что необходимо для швов, полученных электродуговой сваркой, а также инструментальные стали и стальные детали, подвергшиеся таким методам обработки, температура которых не провоцирует рост зерна внутренней структуры.
- нагревание до температуры – выше точки или , выше 700°С на 40°С — 50°С;
- выдерживание – порядка 20 часов;
- охлаждение — медленное.
Закалка
Закалку сталей применяют для:
- Повышения:
- твердости;
- прочности;
- износоустойчивости;
- предела упругости;
- Снижения:
- пластичности;
- модуля сдвига;
- предела на сжатие.
Суть закалки – это максимально быстрое охлаждение прогретой насквозь детали в различных средах. Каление производится с полиморфными изменениями и без них. Полиморфные изменения возможны только в тех сталях, в которых присутствуют элементы способные к преобразованию.

Такой сплав подвергается нагреву до той температуры, при которой кристаллическая решетка полиморфного элемента терпит изменения, за счет чего увеличивается растворяемость легирующих материалов. При снижении температуры решетка изменяет структуру из-за избытка легирующего элемента и принимает игольчатую структуру.
Невозможность полиморфных изменений при калении обусловлено ограниченной растворимостью одного компонента в другом при быстрой скорости охлаждения. Для диффузии мало времени. В итоге получается раствор с избытком нерастворенного компонента (метастабильтный).
Для увеличения скорости охлаждения стали используются такие среды как:
- вода;
- соляные растворы на основе воды;
- техническое масло;
- инертные газы.
Сравнивая скоростной режим охлаждения стальных изделий на воздухе, то охлаждение в воде с 600°С происходит в шесть раз быстрее, а с 200°С в масле в 28 раз. Растворенные соли повышают закаливающую способность. Недостатком использования воды считается появление трещин в местах образования мартенсита. Техническое масло используется для закалки легирующих сплавов, но оно пригорает к поверхности.
Металлы, использующиеся при изготовлении изделий медицинской направленности не должны иметь пленки из оксидов, поэтому охлаждение происходит в среде разряженного воздуха.
Чтобы полностью избавиться от аустенита, из-за которого у стали наблюдается высокая хрупкость, изделия подвергаются дополнительному охлаждению при температурах от — 40°С и до -100°С в специальной камере. Также можно использовать углекислую кислоту в смеси с ацетоном. Такая обработка повышает точность деталей, их твердость, магнитные свойства.
Если деталям не требуется объемная термообработка, проводится каление только поверхностного слоя на установках ТВЧ (токами высокой частоты). При этом глубина термообработки составляет от 1 мм до 10 мм, а охлаждение происходит на воздухе. В итоге поверхностный слой становится износоустойчивым, а середина вязкая.
Процесс закалки предполагает прогревание и выдержку стальных изделий при температуре, достигающей порядка 900°С. При такой температуре стали с содержанием углерода до 0,7% имеют структуру мартенсита, который при последующей термообработке перейдет в требуемую структуру с появлением нужных качеств.
Нормализация
Нормализация формирует структуру с мелким зерном. Для низкоуглеродистых сталей — это структура феррит-перлит, для легированных – сорбитоподобная. Получаемая твердость не превышает 300 НВ. Нормализации подвергаются горячекатаные стали. При этом у них увеличивается:
- сопротивление излому;
- производительность обработки;
- прочность;
- вязкость.

Процесс нормализации стали
- происходит нагрев до температуры – на 30°С-50°С выше точки ;
- выдерживание в данном температурном коридоре;
- охлаждение – на открытом воздухе.
Преимущества термообработки
Термообработка стали – это технологический процесс, который стал обязательным этапом получения комплектов деталей из стали и сплавов с заданными качествами. Этого позволяет добиться большое разнообразие режимов и способов термического воздействия. Термообработку используют не только применительно к сталям, но и к цветным металлам и сплавам на их основе.
Стали без термообработки используются лишь для возведения металлоконструкций и изготовления неответственных деталей, срок службы которых невелик. К ним не предъявляются дополнительные требования. Повседневная же эксплуатация наоборот диктует ужесточение требований, именно поэтому применение термообработки предпочтительно.
В термически необработанных сталях абразивный износ высок и пропорционален собственной твердости, которая зависит от состава химических элементов. Так, незакаленные матрицы штампов хорошо сочетаются при работе с калеными пуансонами.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
ТЕРМИЧЕСКАЯ ОБРАБОТКА СТАЛИ
Термической обработкой называют технологические процессы, состоящие из нагрева, выдержки и охлаждения стальных деталей с целью изменения их структуры и свойств. Это один из самых распространенных в технике и самых эффективных способов изменения структуры и свойств сталей и сплавов, обусловленных протеканием различных фазовых превращений.
Классификация основных видов термической обработки была разработана академиком А. А.Бочваром. Термическая обработка включает четыре основных вида: отжиг, закалку, отпуск и старение.
Отжигом называют вид термической обработки, при которой фор-мируются близкие к равновесным структуры материалов, в которых неравновесные состояния возникли в результате предшествующих видов воздействия (литье, ковка, прокатка, сварка и т.п.). Существуют два основных типа отжига – отжиг первого рода, при котором могут не протекать фазовые превращения, например, рекристаллизационный, и отжиг второго рода, сопровождающийся фазовыми превращениями (полный и неполный отжиги). При отжиге сталь охлаждают очень медленно, обычно вместе с печью.
Закалкой стали называют процесс, при котором металл нагревают до температур выше температур фазовых превращений и быстро охлаждают для получения неустойчивых состояний. При закалке сталь приобретает высокую твердость.
Отпуском предварительно закаленных сталей и сплавов называют технологические операции, проводимые с целью получения более ус-тойчивых структурных состояний. Термин отпуск применяют в тех случаях, когда при закалке материал претерпевает полиморфные превращения.
Старением называют процесс распада пересыщенных закаленных твердых растворов, в которых при закалке полиморфных превращенийне происходило. Как правило, этот процесс осуществляется при нагреве металла.
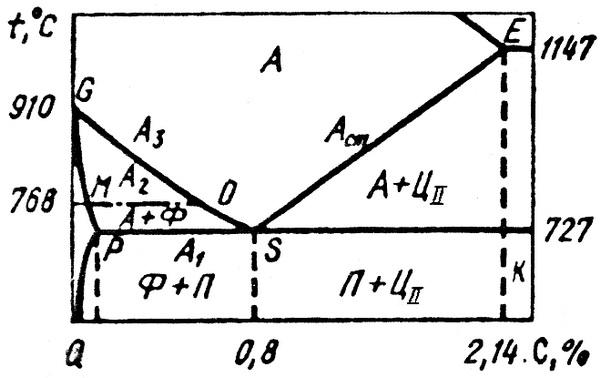
Возможность или невозможность проведения того или иного вида обработки определяется на основании анализа диаграмм состояний. Основой для изучения термической обработки стали является диаграмма состояний железо-цементит. Приведем общепринятые обозначения критических точек. Критические точки обозначаются буквой А. Нижняя критическая точка обозначается А1 и соответствует линии PSK диаграммы. Верхняя критическая точка А3 соответствует линии GSE (рис.3.5). Чтобы отличить критическую точку при нагреве от критической точки при охлаждении, рядом с буквой А ставят букву с – при нагреве и r – при охлаждении.
Рассматривая структурные превращения в стали, следует выделить три основные структуры:
аустенит (А, γ) – твердый раствор углерода в Feγ;
мартенсит (М) – перенасыщенный твердый раствор углерода в Feα;
перлит (П) – эвтектоидная смесь одновременно образующихся феррита и цементита (Ф + Fе3С).
При термической обработке стали наблюдаются четыре основных превращения:
1) превращение перлита в аустенит, протекающее выше точки А1.
2) превращение аустенита в перлит, протекающее ниже точки А1.
3) превращение аустенита в мартенсит.
4) превращение мартенсита в феррито-карбидную смесь.
Возможность протекания указанных превращений определяется соотношением свободных энергий основных структур (рис. 3.1). Устойчивой в данных условиях является та структура, которая обладает минимальным запасом свободной энергии.

Рис.3.1. Изменение свободных энергий аустенита FА, мартенсита FМ и перлита FП с изменением температуры
На машиностроительные заводы углеродистые стали поставляются в отожженном состоянии. Медленное охлаждение стали при отжиге обеспечивает получение равновесной структуры с низкой твердостью и прочностью при высокой пластичности, а, следовательно, и хорошую обрабатываемость резанием и другими методами. После получения деталей их подвергают упрочняющей термической обработке, которая заключается, как правило, в закалке и отпуске Закалкой называют термическую обработку, состоящую из нагрева доэвтектоидных сталей до температур выше критической точки Ас3, а заэвтектоидной стали – выше Ас1, выдержке при этой температуре с последующим быстрым охлаждением с критической или более высокой скоростью. При закалке сталь приобретает высокую твердость.
При закалке сталь нагревается до аустенитного состояния. Превращение перлита в аустенит происходит при температуре более высокой, чем указано на диаграмме железо-цементит. Кривые на рис. 3.2. показывают, что чем выше температура, тем быстрее протекает превращение, и что чем быстрее осуществляется нагрев, тем при более высокой температуре происходит превращение. В результате такого нагрева происходит полиморфное превращение в железе Feα → Feγ (кристаллическая решетка железа из объемно-центрированной кубической превращается в гранецентрированную кубическую), при этом весь углерод, который входил в состав перлита в виде цементита, растворится в гранецентрированной кубической решетке железа. Превращение перлита в аустенит сопровождается измельчением зерна, так как в одном зерне перлита возникает множество зародышей аустенита на границах пластин феррита и цементита. Дальнейший нагрев по окончании превращения вызывает укрупнение аустенитных зерен, скорость роста которых определяется тем, какая используется сталь – наследственно мелкозернистая или наследственно крупнозернистая.
Теперь резко охладим сталь, например, погружением в воду, то есть проведем закалку. Температура стали быстро понизится до комнатной. При этом неминуемо происходит обратная перестройка кристаллической решетки – из гранецентрированной в объемноцентрированную (Feγ → Feα). Но при комнатной температуре подвижность атомов углерода ничтожно мала, и они не успевают при быстром охлаждении выйти из раствора и образовать цементит. В этих условиях углерод как бы насильственно удерживается в решетке Feα— железа, образуя перенасыщенный твердый раствор. При этом атомы углерода распирают решетку железа, создавая в ней большие внутренние напряжения. Решетка вытягивается вдоль одного направления так, что ячейка из кубической превращается в тетрагональную, то есть принимает форму прямоугольной призмы (рис.3.3), которая характеризуется показателем тетрагональности (с/a >1). Такое превращение, происходящее по бездиффузионному сдвиговому механизму, сопровождается и структурными изменениями. Возникает игольчатая структура, известная под названием мартенсита – перенасыщенный твердый раствор внедрения углерода в α-Fe. Кристаллы мартенсита представляют собой очень тонкие пластины, ориентированные относительно друг друга под углом 60 или 120°. В поперечном сечении, которое получается на микрошлифе, такие пластины под микроскопом представляются в виде игл.

Рис.3.2. Превращение перлита в аустенит у эвтектоидной стали
Удельный объём мартенсита больше удельного объема аустенита, из которого этот мартенсит образуется, поэтому образование мартенсита сопровождается возникновением больших внутренних напряжений, а это приводит к появлению большого числа дислокаций в кристаллах мартенсита. Если закаленную сталь с мартенситной структурой попытаться деформировать, то многочисленные дислокации, двигаясь в различных направлениях, будут встречаться и блокировать друг друга, взаимно препятствуя их дальнейшему перемещению. Таким образом создаются многочисленные препятствия для движения дислокаций, что повышает сопротивление пластической деформации, а следовательно, увеличивает твердость и прочность стали. Твердость мартенсита НВ 6000-7000 МПа, (HRC 62-66), а показатели пластичности δ, ψ и ударная вязкость КСU близки к нулю.

Рис.3.3. Атомная решетка тетрагонального мартенсита:
светлые кружки – атомы железа, черные кружки – атомы
Мартенсит в структуре стали образуется только при охлаждении с критической скоростью Vкрили более высокой. При охлаждении с меньшей скоростью, например, в масле, а не в воде, образуется структура троостит, на воздухе – сорбит (названия даны по именам ученых Трооста и Сорби) По своему строению сорбит и троостит сходны с перлитом, то есть представляют смеси феррита с цементитом, но отличаются степенью дисперсности (толщиной пластин) феррита и цементита.
Критическая скорость охлаждения, обеспечивающая превращение аустенита в мартенсит, может быть определена по диаграмме изотермического распада аустенита (рис.3.4). Диаграмма строится на основе исследования превращения переохлажденного аустенита при постоянных температурах. Начало и конец превращения аустенита в перлит на этой диаграмме представляются в виде двух С — образных кривых. Диаграмма строится в координатах температура — время. В этих же координатах изображаются и кривые охлаждения, что позволяет их совместить. В доэвтектоидных сталях превращению аустенита в перлит предшествует выделение феррита, а в заэвтектоидных – цементита.

Рис.3.4 Диаграмма изотермического распада аустенита в стали 40 и кривые охлаждения:1 – начало превращения аустенита в перлит; 2- конец превращения аустенита в перлит; 3 – начало выделения феррита
Линия V1, характеризующая медленное охлаждение, пересечет С – образные кривые при высокой температуре, и продуктом распада аустенита будет перлит с низкой твердостью. При повышении скорости охлаждении (V2, V3) кривые охлаждения пересекают линии диаграммы при более низких температурах и образуются более дисперсные смеси феррита и цементита – сорбит и троостит. Если же охлаждать аустенит со скоростью выше критической (V4), то распад аустенита в феррито-цементитные смеси не успевает произойти, аустенит переохладится до низких температур и превратится в мартенсит, то есть произойдет закалка.
Минимальная скорость охлаждения, необходимая для переохлаждения аустенита до мартенситного превращения, называется критической скоростью закалки (Vкр).
Превращение аустенита в мартенсит протекает в определенном температурном интервале: начинается при температуре Мн и заканчивается при температуре Мk (эти температуры называют мартенситными точками). Положение мартенситных точек зависит от содержания углерода в стали. Точка Мk в заэвтектоидных сталях лежит в области отрицательных температур, что приводит присутствию в стали после закалки остаточного аустенита.
Результаты закалки во многом зависят от правильного выбора температур нагрева под закалку, которые определяются положением критических точек А1 или А3. В первом приближении температура нагрева при термической обработке может быть определена по диаграмме железо-цементит (рис.3.5),по следующим зависимостям: для доэвтектоидных сталей t = Ас3 + (30÷50) °С (полная закалка); для заэвтектоидных сталей t. =Aс1+(30÷50) °С (неполная закалка) В случае нагрева доэвтектоидной стали ниже оптимальной температуры происходит неполное превращение перлита и феррита в аустенит, и после закалки вместе с мартенситом будет присутствовать мягкий феррит. Нагрев заэвтектоидных сталей до температур ниже оптимальных практически не изменяет исходную структуру. Нагрев под закалку выше оптимальной температуры вызывает рост зерна аустенита, что приводит к образованию при охлаждении крупноигольчатого мартенсита и снижает ударную вязкость (надежность). Заэвтектоидные стали нагревают при закалке выше Аc1, так как присутствующий после охлаждения наряду с мартенситом цементит не снижает твердости, а перегрев не только вызывает рост игл мартенсита, но и увеличивает количество остаточного аустенита.
Углеродистые стали содержат, наряду с железом и углеродом, постоянные примеси: Мn, Si , S, P и другие элементы, которые смещают положение критических точек. Поэтому для определения температуры закалки стали используют экспериментальный метод пробной закалки. Сущность метода состоит в том, что из исследуемой стали в отожженном состоянии изготавливают образцы, которые закаливают с различных температур в интервале предполагаемого нахождения критических точек (ниже предполагаемых Ас1 и выше Ас3). Охлаждение образцов производится со скоростью выше критической. Поскольку целью закалки является получение высокой твердости стали, то после закалки на образцах измеряется твердость и по максимальному значению твердости определяется оптимальная температура закалки данной стали.

Рис. 3.5 Оптимальный интервал температур закалки углеродистой стали
Скорость охлаждения выше критической при закалке исследуемой в данной работе стали 40 обеспечивает охлаждение в воде. Для изучения влияния скорости охлаждения на твердость стали после закалки проводится охлаждение ее в масле и на воздухе. Охлаждающая способность этих сред показана в табл. 3.1. На практике вид охлаждающей среды выбирают, в основном, в зависимости от назначения деталей, их конфигурации и степени легированности. При оптимальном режиме закалки в интервале температур до изгиба С-образных кривых (рис.3.4) необходимо охлаждать с высокой скоростью, а в интервале температур Мн — Мk охлаждать медленно. Такой режим исключает превращение аустенита в феррито-цементитные смеси в верхнем интервале температур и уменьшает напряжения при образовании мартенсита.
Термическая обработка стали: описание, виды
 Термообработка металла является важной частью производственного процесса в цветной и чёрной металлургии. После этой процедуры материалы приобретают необходимые характеристики. Термообработку использовали довольно давно, но она была несовершенна. Современные методы позволяют достичь лучших результатов с меньшими затратами, и снизить стоимость.
Термообработка металла является важной частью производственного процесса в цветной и чёрной металлургии. После этой процедуры материалы приобретают необходимые характеристики. Термообработку использовали довольно давно, но она была несовершенна. Современные методы позволяют достичь лучших результатов с меньшими затратами, и снизить стоимость.
Особенности термической обработки
Для придания нужных свойств металлической детали она подвергается термической обработке. Во время этого процесса происходит структурное изменение материала.
Металлические изделия, используемые в хозяйстве, должны быть устойчивыми к внешнему воздействию. Чтобы этого достичь, металл необходимо усилить при помощи воздействия высокой температуры. Такая обработка меняет форму кристаллической решётки, минимизирует внутреннее напряжение и улучшает его свойства.
Виды термической обработки стали
Термообработка стали сводится к трём этапам: нагреву, выдержке и быстрому охлаждению. Существует несколько видов этого процесса, но основные этапы у них остаются одинаковыми.
Выделяют такие виды термической обработки:
- Техническая (отпуск, закалка, криогенная обработка, старение).
- Термомеханическая, при которой используют не только высокую температуру, но и физическое воздействие на металл.
- Химико-термическая включает в себя термическую обработку металла с последующим воздействием на поверхность азотом, хромом или углеродом.
Отжиг
Это производственный процесс нагрева металла до заданной температуры, а затем медленного охлаждения, которое происходит естественным путём. В результате этой процедуры устраняется неоднородность металла, снижается внутреннее напряжение, и уменьшается твёрдость сплава, что значительно облегчает его переработку. Существует два вида отжига: первого и второго рода.
При отжиге первого рода фазовое состояние сплава изменяется незначительно. У него есть разновидности:
- Гомогенизированный — температура составляет 1100−1200 °C, металл выдерживается от 7−14 часов в таких условиях.
- Рекристаллизационный — температура отжига 100−200 °C, эта процедура используется для клёпаной стали.
При отжиге второго рода происходит фазовое изменения металла. Процесс имеет несколько видов:
-
 Полный отжиг — металл нагревается на 25−40 °C выше критического значения для этого материала и охлаждается со специальной скоростью.
Полный отжиг — металл нагревается на 25−40 °C выше критического значения для этого материала и охлаждается со специальной скоростью. - Неполный — сплав нагревается до критической точки и долго остывает.
- Диффузионный — отжиг производится при температуре 1100−1200 °C.
- Изотермический — нагрев металла происходит как при полном отжиге, но охлаждение ниже критической температуры, остывание на открытом воздухе.
- Нормализованный — производится полный отжиг металла с остыванием на воздухе.
Закалка
Это процесс манипуляции металлом для достижения мартенситного превращения, чем обеспечивается повышенная прочность и уменьшенная пластичность изделия. При закалке сплав нагревают до критического значения, как и при отжиге, но процесс охлаждения производится значительно быстрее, и для этого используют ванную с жидкостью. Существует несколько видов закалки:
- Закалка в одной жидкости, для мелких деталей используют масло, а для крупных — воду.
- Прерывистая закалка — понижение температуры происходит в два этапа: резкое охлаждение до температуры в 300 °C, с помощью воды, а затем изделие помещают в масло или на открытый воздух.
- Ступенчатая — при достижении металла необходимой температуры, его охлаждают в расплавленных солях, а затем на открытом воздухе.
- Изотермическая — сходный со ступенчатой, отличается во времени выдержки.
- Закалка с самоотпуском, сплав охлаждается не полностью, оставляется тёплый участок в середине. В результате металл получает повышенную прочность и высокую вязкость. Такое сочетание отлично подходит для ударных инструментов.
Неправильно сделанная закалка может привести к появлению таких дефектов:
- обезуглероживание;
- трещины;
- коробление или поводки.
 Главная причина поводок и трещин — неравномерное изменение размера детали при охлаждении или нагреве. Они также могут возникнуть при резком повышении прочности в отдельных местах. Лучший способ избежать этих проблем — медленное охлаждение металла до значения мартенситного превращения.
Главная причина поводок и трещин — неравномерное изменение размера детали при охлаждении или нагреве. Они также могут возникнуть при резком повышении прочности в отдельных местах. Лучший способ избежать этих проблем — медленное охлаждение металла до значения мартенситного превращения.
Поводка и коробление возникает при неравномерном охлаждении искривлённых деталей. Эти дефекты довольно невелики и могут быть исправлены шлифованием. Предварительный отжиг деталей и их постепенный и равномерный нагрев помогут избежать коробления.
Обезуглероживание металла происходит в результате выгорания углерода при длительном нагреве. Интенсивность процесса зависит от температуры нагрева, чем она выше, тем быстрее процесс. Для исправления деталь нагревают в нейтральной среде (муфельной печи).
Окалины на поверхности металла приводят к угару и деформации изделия. Это снижает скорость нагрева и делает механическую обработку более трудной. Окалины удаляются химическим или механическим способом. Для того чтобы избежать их появления, нужно использовать специальную пасту (100 г жидкого стекла, 25 г графита, 75 г огнеупорной глины, 14 г буры, 100 г воды, 30 г карборунда). Состав наносится на изделия и оставляется до полного высыхания, а затем нагревается как обычно.
Отпуск
Он смягчает воздействие закалки, снимает напряжение, уменьшает хрупкость, повышает вязкость. Отпуск производится с помощью нагрева детали, закалённой до критической температуры. В зависимости от значения температуры можно получить состояния тростита, мартенсита, сорбита. Они отличаются от похожих состояний в закалке по свойствам и структуре, которая более точечная. Это увеличивает пластичность и прочность сплава. Металл с точечной структурой имеет более высокую ударную вязкость.
В зависимости от температуры различают такие виды отпуска: низкий, средний, высокий.
Для точного определения температуры используют таблицу цветов. Плёнка окислов железа придаёт металлу разные цвета. Она появляется, если изделие очистить от окалин и нагреть до 210 °C, при повышении температуры толщина плёнки увеличивается.
 При низком отпуске (температура до 300 °C) в составе сплава остаётся мартенсит, который изменяет структуру материала. Кроме того, выделяется карбид железа. Это увеличивает вязкость стали и уменьшает её твёрдость. При низком отпуске металл охлаждают в соляных и масляных ваннах.
При низком отпуске (температура до 300 °C) в составе сплава остаётся мартенсит, который изменяет структуру материала. Кроме того, выделяется карбид железа. Это увеличивает вязкость стали и уменьшает её твёрдость. При низком отпуске металл охлаждают в соляных и масляных ваннах.
Высокий отпуск значительно улучшает механические свойства стали, увеличивает вязкость, пластичность, прочность. Её широко используют для изготовления рессор, шатунов двигателей, кузнечных штампов, осей автомобилей. Для мелкозернистой легированной стали отпуск проводят сразу после нормализации.
Чтобы увеличить обрабатываемость металла, его нормализацию производят при высокой температуре (970 °C), что повышает его твёрдость. Для уменьшения этого параметра делают высокий отпуск.
Криогенная обработка
Изменения структуры металла можно добиться не только высокой температурой, но и низкой. Обработка сплава при температуре ниже 0 °C широко применяется в разных отраслях производства. Процесс происходит при температуре 195 °C.
Плюсы криогенной обработки:
- Снижает количество аустенита, что придаёт устойчивость размерам деталей.
- Не требует последующего отпуска, что сокращает производственный цикл.
- После такой обработки детали лучше поддаются шлифовке и полировке.
Химико-термическая обработка
Химико-термическая обработка включает в себя не только воздействие с помощью высокой температуры, но и химическое. Результатом этой процедуры является повышенная прочность и износостойкость металла, а также придание огнестойкости и кислотоустойчивости.
Различают такие виды обработки:
- Цементация.
- Азотирование.
- Нитроцементация.
- Борирование.
 Цементация стали — представляет собой процесс дополнительной обработки металла углеродом перед закалкой и отпуском. После проведения процедуры повышается выносливость изделия при кручении и изгибе.
Цементация стали — представляет собой процесс дополнительной обработки металла углеродом перед закалкой и отпуском. После проведения процедуры повышается выносливость изделия при кручении и изгибе.
Перед началом цементации производится тщательное очищение поверхности, после чего её покрывают специальными составами. Процедуру производят после полного высыхания поверхности.
Различают несколько видов цементации: жидкая, твёрдая, газовая. При первом виде используют специальную печь-ванную, в которую засыпают 75% соды, 10% карбида кремния, 15% хлористого натрия. После чего изделие погружают в ёмкость. Процесс протекает в течение 2 часов при температуре 850 °C.
Твёрдую цементацию удобно выполнять в домашней мастерской. Для неё используют специальную пасту на основе кальцинированной соды, сажи, щавелево-кислого натрия и воды. Полученный состав наносят на поверхность и ждут высыхания. После этого изделие помещают в печь на 2 часа при температуре в 900 °C.
При газовой цементации используют смеси газов, содержащие метан. Процедура происходит в специальной камере при температуре в 900 °C.
Азотирование стали — процесс насыщения поверхности металла азотом при помощи нагрева до 650 °C в аммиачной атмосфере. После обработки сплав увеличивает свою твёрдость, а также приобретает сопротивление к коррозии. Азотирование, в отличие от цементации, позволяет сохранить высокую прочность при больших температурах. А также изделия не коробятся при охлаждении. Азотирование металла широко применяется в промышленности для придания изделию износостойкости, увеличения твёрдости и защиты от коррозии.
Нитроцементация стали заключается в обработке поверхности углеродом и азотом при высокой температуре с дальнейшей закалкой и отпуском. Процедура может осуществляться при температуре 850 °C в газовой среде. Нитроцементацию используют для инструментальных сталей.
При борировании стали на поверхность металла наносят слой бора. Процедура происходит при температуре 910 °C. Такая обработка используется для повышения стойкости штампового и бурового инструментов.
Термомеханическая обработка
При использовании этого метода применяют высокую температуру и пластическую деформацию. Различают такие виды термомеханической обработки:
- Высокотемпературная.
- Низкотемпературная.
- Предварительная.
При высокотемпературной обработке деформация металла происходит после разогрева. Сплав подогревают выше температуры рекристаллизации. После чего производится закалка с отпуском.
Высокотемпературная обработка металла:
- Повышает вязкость.
- Устраняет отпускную хрупкость.
 Такой обработке подвергают конструкционные, инструментальные, углеродистые, пружинные, легированные стали.
Такой обработке подвергают конструкционные, инструментальные, углеродистые, пружинные, легированные стали.
При низкотемпературной обработке заготовку после охлаждения выдерживают при температуре ниже значения рекристаллизации и выше мартенситного превращения. На этом этапе делают пластическую деформацию. Такая обработка не даёт устойчивости металлу при отпуске, а для её осуществления необходимо мощное оборудование.
Для осуществления термомеханической обработки необходимо применять специальные приспособления для давления, нагрева и охлаждения заготовки.
Термообработка цветных сплавов
 Цветные металлы отличаются по своим свойствам друг от друга, поэтому для них применяют свои виды термообработки. Для выравнивания химического состава меди её подвергают рекристаллизационному отжигу. Латунь обрабатывают при низкой температуре (200 °C). Бронзу подвергают отжигу при температуре 550 °C. Магний закаляют, отжигают и подвергают старению, алюминий подвергают похожей обработке.
Цветные металлы отличаются по своим свойствам друг от друга, поэтому для них применяют свои виды термообработки. Для выравнивания химического состава меди её подвергают рекристаллизационному отжигу. Латунь обрабатывают при низкой температуре (200 °C). Бронзу подвергают отжигу при температуре 550 °C. Магний закаляют, отжигают и подвергают старению, алюминий подвергают похожей обработке.
В чёрной и цветной металлургии широко применяются разные виды термической обработки металлов. Их используют для получения нужных свойств у сплавов, а также экономии средств. Для каждой процедуры и металла подбираются свои значения температуры.
Термическая обработка металлов

Термической (или тепловой) обработкой называется совокупность операций нагрева, выдержки и охлаждения твёрдых металлических сплавов с целью получения заданных свойств за счёт изменения внутреннего строения и структуры. Тепловая обработка используется либо в качестве промежуточной операции для улучшения обрабатываемости давлением, резанием, либо как окончательная операция технологического процесса, обеспечивающая заданный уровень свойств изделия.
Общая длительность нагрева металла при тепловой обработке складывается из времени собственного нагрева до заданной температуры и времени выдержки при этой температуре. Время нагрева зависит от типа печи, размеров изделий, их укладки в печи; время выдержки зависит от скорости протекания фазовых превращений.
Нагрев может сопровождаться взаимодействием поверхности металла с газовой средой и приводить к обезуглероживанию поверхностного слоя и образованию окалины. Обезуглероживание приводит к тому, что поверхность изделий становится менее прочной и теряет твёрдость.
При нагреве и охлаждении стали происходят фазовые превращения, которые характеризуются температурными критическими точками. Принято обозначать критические точки стали буквой А. Критические точки А1 лежат на линии PSK (727 °С) диаграммы железо-углерод и соответствуют превращению перлита в аустенит. Критические точки А2 находятся на линии МО (768 °С), характеризующей магнитное превращение феррита. A3 соответствует линиям GS и SE, на которых соответственно завершается превращение феррита и цементита в аустенит при нагреве.
Для обозначения критических точек при нагреве и охлаждении вводят дополнительные индексы: букву «с» в случае нагрева и «r» в случае охлаждения, например Ас1, Ac3, Ar1, Ar3.
Содержание
Виды термической обработки
Среди основных видов термической обработки следует отметить:
- Отжиг
- Отжиг 1 рода (гомогенизация, рекристаллизация, снятие напряжений). Целью является получение равновесной структуры. Такой отжиг не связан с превращениями в твердом состоянии (если они и происходят, то это — побочное явление).
- Отжиг 2 рода связан с превращениями в твердом состоянии. К отжигу 2 рода относятся: полный отжиг, неполный отжиг, нормализация, изотермический отжиг, патентирование, сфероидизирующий отжиг.
- Закалку проводят с повышенной скоростью охлаждения с целью получения неравновесных структур. Критическая скорость охлаждения, необходимая для закалки, зависит от химического состава сплава. Закалка может сопровождаться полиморфным превращением, при этом из исходной высокотемпературной фазы образуется новая неравновесная фаза (например, превращение аустенита в мартенсит при закалке стали). Существует также закалка без полиморфного превращения, в процессе которой фиксируется высокотемпературная метастабильная фаза (например, при закалке бериллиевой бронзы происходит фиксация альфа фазы, пересыщенной бериллием).
- Отпуск необходим для снятия внутренних напряжений, а также для придания материалу требуемого комплекса механических и эксплуатационных свойств. В большинстве случаев материал становится более пластичным при некотором уменьшении прочности.
- Нормализация. Изделие нагревают до аустенитного состояния (на 30…50 градусов выше АС3) и охлаждают на спокойном воздухе
- Дисперсионное твердение (старение). После проведения закалки (без полиморфного превращения) проводится нагрев на более низкую температуру с целью выделения частиц упрочняющей фазы. Иногда проводится ступенчатое старение при нескольких температурах с целью выделения нескольких видов упрочняющих частиц.
- Криогенная обработка — это упрочняющая термическая обработка металлопродукции при криогенных, сверхнизких температурах (ниже минус 153°С).
Ранее для обозначения этого процесса использовалась иная терминология — «обработка холодом», «термическая обработка стали при температурах ниже нуля», но они не совсем точно отражали суть процесса криогенной обработки.
Суть криогенной обработки заключается в следующем: детали и механизмы помещаются в криогенный процессор, где они медленно охлаждаются и после выдерживаются при температуре минус 196˚С в течение определенного времени. Затем обрабатываемые изделия постепенно возвращаются к комнатной температуре. Во время этого процесса в металле происходят структурные изменения. Они существенно повышают износостойкость, циклическую прочность, коррозионную и эрозионную стойкость.
Эта технология позволяет повысить ресурс инструментов, деталей и механизмов до 300 % за счет улучшения механических характеристик материала в результате обработки сверхнизкими температурами.
Наибольшего эффекта удается достичь при обработке таких металлических изделий, как специальный режущий, штамповый, прессовый, прокатный, мелющий инструмент, подшипники, ответственные пружины.
Основные свойства металла, приобретенные в ходе глубокого охлаждения, сохраняются в течение всего срока их службы, поэтому повторной обработки не требуется.
Криогенная технология не заменяет существующие методы термического упрочнения, а позволяет придать материалу, обработанному холодом, новые свойства, которые обеспечивают максимальное использование ресурса материала, заданного металлургами.
Использование инструмента, обработанного сверхнизкими температурами, позволяет предприятиям значительно сократить расходы за счет:
- увеличения износостойкости инструмента, деталей и механизмов
- снижения количества брака
- сокращения затрат на ремонт и замену технологического оснащения и инструмента.
Теоретическая разработка и практическое освоение процесса криогенной обработки считается достижением советской науки. Работы таких учёных, как Г. В. Курдюмова, исследования А. П. Гуляева, В. Г. Воробьева и других связаны с обработкой холодом для улучшения качественных характеристик закаленной стали.
Спустя несколько лет после публикации исследований советских учёных появились первые аналогичные работы в иностранной печати, авторы которых ссылались на советские работы как первоисточник. Именно работы советских учёных позволили полно оценить эффективность влияния обработки холодом на свойства стали и положили начало современному развитию и использования этого способа обработки. В 1940—1950-е годы на советских промышленных предприятиях пытались внедрить криогенную обработку инструмента из быстрорежущих сталей в жидком азоте, но это не только не давало ожидаемого результата, но и приводило к снижению прочности инструмента, поскольку появлялись микротрещины из-за резкого и неравномерного охлаждения. От метода, позволяющего преобразовать остаточный аустенит в мартенсит, пришлось отказаться, в основном из-за экономической нецелесообразности — высокой стоимости азота, как основного хладагента.
В США, Японии, Германии, Южной Корее тему криогенной обработки как эффективного способа обработки конструкционных и инструментальных сталей развивали, и десятилетия исследований и опытов привели к результату — в настоящее время технология криогенной обработки успешно применяется во многих отраслях промышленности.
Металлообработка и машиностроение:
- увеличение ресурса инструмента и оборудования до 300 %
- увеличение износостойкости материалов
- увеличение циклической прочности
- увеличение коррозионной и эрозионной стойкости
- снятие остаточных напряжений
Транспорт и спецтехника:
- увеличение ресурса тормозных дисков до 250 %
- повышение эффективности работы тормозной системы
- увеличение циклической прочности пружин подвески и других упругих элементов на 125 %
- увеличение ресурса и мощности двигателя
- снижение расходов на эксплуатацию транспортных средств
- увеличение эксплуатации оружия до 200 %
- уменьшение влияния нагрева оружия на результаты стрельбы
- увеличение ресурса узлов и механизмов
Добывающая и обрабатывающая промышленность:
- увеличение стойкости породоразрушающего инструмента до 200 %
- уменьшение абразивного износа машин и механизмов
- увеличение коррозийной и эрозийной стойкости оборудования
- увеличение ресурса промышленного и горнодобывающего оборудования
Аудиотехника и музыкальные инструменты:
- уменьшение искажения сигнала в проводниках
- уменьшение рассеиваемого проводниками тепла на 30-40 %
- улучшение музыкальной детальности, ясности и прозрачности звучания
- расширение диапазона звучания музыкальных инструментов
Применение криогенной обработки актуально практически для любой отрасли, где есть необходимость повышения ресурса, увеличения усталостной прочности и износостойкости, а также требуется рост производительности.
Примеры
Гомогенизационный отжиг + старение
Например, для суперсплавов на базе никеля (типа «Инконель 718») типичной является следующая термическая обработка:
Гомогенизация структуры и растворение включений (англ. Solution Heat Treatment ) при 768—782 °C с ускоренным охлаждением. Затем производится двухступенчатое старение (англ. Precipitation Heat Treatment ) — 8 часов при температуре 718 °C, медленное охлаждение в течение 2 часов до 621—649 °C и выдержка в течение 8 часов. Затем следует ускоренное охлаждение.
Закалка + высокий отпуск (улучшение)
Многие стали проходят упрочнение путём закалки — ускоренного охлаждения (на воздухе, в масле или в воде). Быстрое охлаждение приводит, как правило, к образованию неравновесной мартенситной структуры. Сталь непосредственно после закалки отличается высокой твёрдостью, остаточными напряжениями, низкой пластичностью и вязкостью. Так, сталь 40ХНМА (SAE 4340) сразу после закалки имеет твёрдость выше 50 HRC, в таком состоянии материал непригоден для дальнейшего использования из-за высокой склонности к хрупкому разрушению. Последующий отпуск — нагрев до 450 °C — 500 °C и выдержка при этой температуре приводят к уменьшению внутренних напряжений за счёт распада мартенсита закалки, уменьшения степени тетрагональности его кристаллической решётки (переход к отпущенному мартенситу). При этом твёрдость стали несколько уменьшается (до 45 — 48 HRC). Подвергаются улучшению стали с содержанием углерода 0,3 — 0,6 % C.