

Сверла с коническим хвостовиком гост 10903 77
Спиральные сверла с цилиндрическими и коническими хвостовиками: ГОСТ 10902-77 и 10903-77
К самым универсальным и, соответственно, популярным инструментам, используемым для выполнения отверстий в различных материалах, относятся сверла спирального типа. Регламентируют спиральные сверла ГОСТ 10902-77 и ГОСТ 10903-77. Руководствуясь положениями данных нормативных документов, а также параметрами отверстия, которое требуется создать, выбрать подходящий инструмент довольно легко.

Сверла спиральные по металлу
Особенности конструкции и основные характеристики
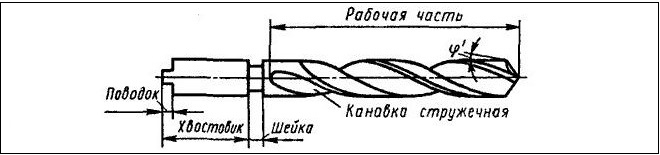
Конструкция спиральных сверл, которые часто называют винтовыми, состоит из следующих элементов.
На рабочей части есть две канавки, расположенные по винтовой линии. Они выполняют одновременно несколько функций: формируют режущую часть, отводят создаваемую в зоне обработки стружку, обеспечивают подачу СОЖ в область сверления.
При помощи этого конструктивного элемента инструмент фиксируется в патроне используемого оборудования. Хвостовик может изготавливаться со специальной лапкой, облегчающей извлечение инструмента из гнезда конусной формы, или поводком, который участвует в передаче крутящего момента от патрона.
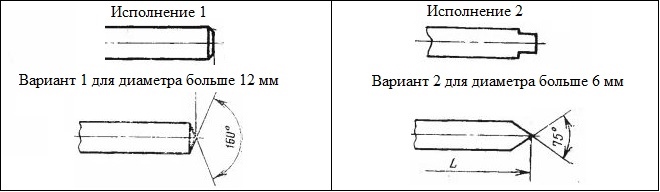
Этот технологический элемент отвечает за выход абразивного круга при его использовании для шлифовки инструмента.
Основные части сверла
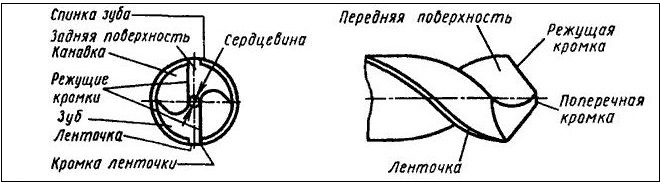
Данный элемент выглядит как узкая полоска, продолжающая канавку на рабочей части. Эта направляющая часть имеет другое распространенное название – «ленточка».
Эту часть составляют пять режущих кромок: 2 главных, 2 вспомогательных, которые располагаются по спирали вдоль оси сверла, и 1 поперечная, находящаяся на конце инструмента и имеющая форму конуса. Все они формируются благодаря пересечениям поверхностей канавок. Так, главные режущие кромки – это пересечение передней поверхности канавки инструмента с задней, вспомогательные – передней поверхности канавки с поверхностью калибровочной части, поперечные – пересечение задних поверхностей ленточек.
Элементы рабочей части сверла
Высокая популярность спиральных сверл связана со следующими их достоинствами.
- Инструменты данного типа отличаются большим запасом под переточку режущей части.
- Сверла спиральные с цилиндрическим или коническим хвостовиком отличаются лучшей стабильностью своего положения в процессе сверления.
- За счет особенностей своей конструкции такие инструменты обеспечивают своевременный отвод стружки из зоны обработки.
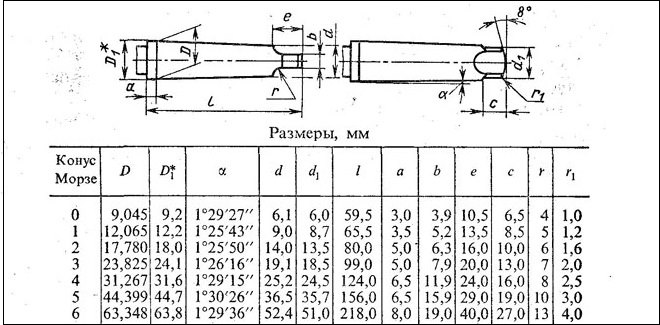
Основные параметры сверл спиральных с цилиндрическим и коническим хвостовиками, требования к которым оговаривают ГОСТ 10902 и ГОСТ 10903-77, перечислены в таблице.
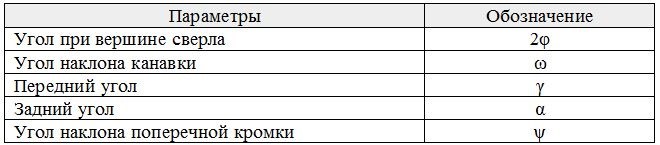
Таблица 1. Обозначение основных параметров сверл
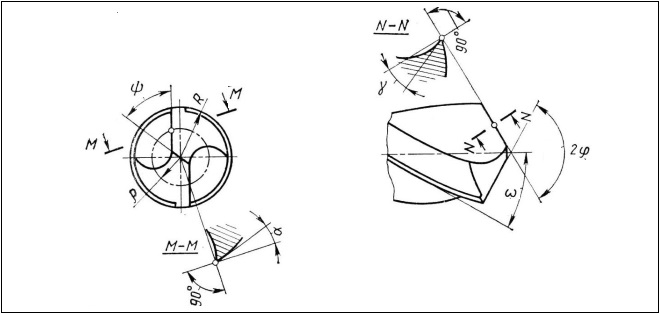
Геометрические параметры режущей части сверла
Значения всех вышеуказанных параметров определяются задачами, для решения которых планируется использовать инструмент.
Спиральные сверла применяются не только для обработки металла, но и для выполнения отверстий в других материалах, таких как бетон и древесина. Существуют также инструменты универсального назначения. Сверла, используемые для обработки различных материалов, отличаются друг от друга как формой и конструкцией, так и своими геометрическими параметрами, приведенными в соответствующих ГОСТах.
В зависимости от конфигурации зажимаемой в патроне части выделяют сверла:
- с цилиндрическим хвостовиком;
- с коническим хвостовиком.
Для фиксации на оборудовании спиральных сверл с коническими хвостовиками, как указывает ГОСТ 10903-77, используются универсальные переходные втулки, посадочные отверстия в которых выполнены по типу «конус Морзе». Соответствующие ГОСТу инструменты данного типа можно применять для оснащения любого оборудования.
Сверла с хвостовиками цилиндрической формы
Сверла спиральные с цилиндрическим хвостовиком в соответствии с требованиями нормативного документа могут выпускаться в нескольких сериях: короткой, средней и длинной. Пользуясь соответствующим ГОСТом на сверла, можно оптимально подбирать инструмент для решения определенных технологических задач.
Цилиндрические спиральные сверла, согласно ГОСТу, изготавливают с центровочным отверстием или без него. Инструменты средней и длинной серий, в соответствии с ГОСТом, могут иметь в своей конструкции шейку, облегчающую их шлифовку. Специальных требований к размерам такого элемента нет.
Ознакомиться с требованиями ГОСТ к спиральным сверлам с цилиндрическим хвостовиком можно, скачав документ в формате pdf по ссылке ниже.

Сверла по металлу с цилиндрическим хвостовиком
Левые и правые спиральные инструменты, относящиеся к короткой серии и имеющие диаметр от 0,5 до 40 мм, изготавливаются по ГОСТу 4010-77. Производство правых и левых цилиндрических сверл средней серии, диаметр которых находится в интервале 0,25–20 мм, регламентирует ГОСТ 10902-77. Спиральные сверла длинной серии выпускаются в диапазоне диаметров 1–31,5 мм. Нормативным документом, в котором оговариваются требования к изделиям данной серии, является ГОСТ 886-77.
Сверла с цилиндрическим хвостовиком длинной серии производят преимущественно с правым направлением спирали. ГОСТ допускает изготовление изделий данной серии и в другом конструктивном исполнении по договоренности с заказчиком. Длина спиральных инструментов с цилиндрическим хвостовиком всех серий указана в приведенной ниже таблице.

Таблица 2. Длина спиральных сверл с цилиндрическим хвостовиком
Технические требования к производству спиральных сверл всех вышеперечисленных серий оговариваются ГОСТом 2034-80. Согласно положениям этого нормативного документа, изделия данной серии, которые используются для сверления заготовок из ковкого и серого чугуна, углеродистых (конструкционных и инструментальных) и легированных сталей, а также конструкционных сталей обычной обрабатываемости и автоматных, изготавливаются из быстрорежущих стальных сплавов. Инструменты данной серии могут относиться к одному из трех классов точности:
Цилиндрические хвостовики могут иметь разные исполнения
ГОСТ допускает, что сверла данной серии могут быть произведены не из быстрорежущей стали, а из легированного стального сплава марки 9ХС, при этом их хвостовики могут быть сделаны из стали марки 45 или 40Х. По своей конструкции такие сверла могут быть как цельными, так и сварными. При использовании сварки в местах соединений исключается наличие непроваренных участков, пустот и кольцевых трещин.
Сверла с коническими хвостовиками
Современная промышленность выпускает различные типы сверл, хвостовик которых имеет коническую форму. Соответственно, требования, предъявляемые к таким инструментам, регламентируются разными ГОСТами. Унификация различных типов сверл позволяет оптимально подбирать их для решения определенных технологических задач. Нормативными документами, в соответствии с требованиями которых производятся спиральные инструменты с коническими хвостовиками, являются:
- ГОСТ 10903-77 (для изделий нормальной длины);
- ГОСТ 12121-77 (для длинной серии);
- ГОСТ 2092-77 (для удлиненной серии);
- ГОСТ 22736-77 (для изделий с твердосплавными пластинами).

Сверла по металлу с конусным хвостовиком для глубокого сверления
Спиральные сверла нормальной длины, на которые распространяет требования ГОСТ 10903-77, могут выпускаться в диапазоне диаметров 5–80 мм. Хвостовики таких сверл в зависимости от диаметра последних имеют нормальную или усиленную конструкцию. С усиленным хвостовиком изготавливают спиральные сверла диаметром от 12 до 76 мм. Их посадочная конусная часть соответствует стандарту Морзе – от 1 до 6.
Диаметр длинных сверл, согласно ГОСТу, может находиться в интервале 5–20 мм, при этом обработка, выполняемая с их помощью, осуществляется через кондукторные втулки. Хвостовик таких сверл выполняется по стандарту Морзе от 1 до 4. Спиральная часть длинных сверл и инструментов нормальной длины имеет правое направление, но по договоренности с производителем может выпускаться и с левым направлением.
Конусы Морзе с лапкой
Удлиненные сверла с коническим хвостовиком производятся с диаметрами 6–30 мм. Конусный хвостовик таких сверл должен соответствовать стандарту Морзе от 1 до 3.
Сверла с коническим хвостовиком, на металлический стержень которых напаяны твердосплавные пластины типа ВК, могут выпускаться с диаметром от 10 до 30 мм, в укороченном и нормальном вариантах.
Длина спиральных инструментов с коническим хвостовиком всех серий представлена в приведенной ниже таблице.
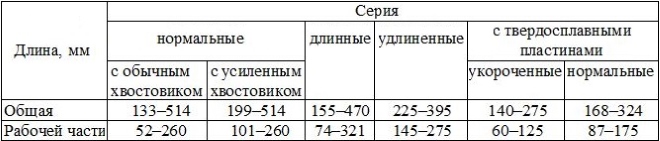
Таблица 3. Длина спиральных сверл с коническим хвостовиком
Материалы изготовления основной части таких сверл – быстрорежущая сталь, стальной сплав марки 9ХС либо стали других марок, в составе которых не должно быть кобальта, а количество вольфрама не должно превышать 6%.
И в заключение небольшой видео-обзор сверл по металлу от различных производителей с испытанием данной продукции на практике.
Сверла по металлу с коническим хвостовиком ГОСТ 10903-77 (DIN 345)

Сверла HSS серии DIN 345 с коническим хвостовиком
На промышленных предприятиях выполняется множество операций с использованием различного обрабатывающего инструмента, но невозможно представить ни одного изделия от детской коляски до космического корабля, произведенного без высверленных отверстий в отдельных деталях. Для того чтобы эти операции были эффективными необходимы сверла из качественного металла, специально изготовленные для использования на массовых производствах.
В нашей компании ТД Проминструмент представлен большой ассортимент различного инструмента и широкая линейка сверл европейского, российского и китайского производства. Всю номенклатуру инструментов, включая сверла с коническим хвостовиком, мы получаем напрямую от производителей, поэтому, отсутствие посредников позволяет нам удерживать доступные цены, на уровне средних по рынку. Мы имеем собственные складские площади, на которых весь представленный в каталоге сайта инструмент имеется в наличии, поэтому у нас самые жесткие сроки поставок. За срыв поставки заказа в Торговом Доме введена персональная ответственность и серьезные финансовые наказания. Ценообразование у нас формируется исходя из нескольких критериев, определяющихся качеством инструмента. Клиенты получают возможность выбора и могут заказать:
- сверла российского производства по вполне привлекательной стоимости и среднего качества;
- дешевые китайские изделия, подходящие для разовых работ при небольших объемах производства;
- европейские дорогие сверла спиральные с коническим хвостовиком, гарантирующие точность работы и почти неограниченный срок использования при правильной эксплуатации.
Технические отличия сверла DIN 345 компании FEIDA TOOLS
Специалисты-инструментальщики высоко ценят конические сверла, изготовленные из инструментального сплава HSS, аналогичного российской стали Р6М5, отличающегося исключительной прочностью и износостойкостью режущих кромок. Среди изделий известных европейских производителей высоким качеством и быстротой реза отличаются сверла немецкой производственной компании FEIDA TOOLS . Для предприятий промышленности компания предлагает изделия серии, которая классифицируется в Европе как DIN 345 и полностью соответствует российским стандартам, поэтому это то же самое, что сверла ГОСТ 10903-77.
По этому стандарту сверла выпускаются с большой номенклатурой диаметров, правосторонней спиралью, скошенной геометрией режущих кромок, заточенных под углом 118 градусов, что обеспечивает быстроту реза, чистое сверление без зернения и большой ресурс использования. По классификации DIN 345 сверла оснащены коническим хвостовиком (конус Морзе), который специально разработан для промышленных сверлильных станков, но можно использовать эти сверла для токарного станка по металлу. Хвостовик жестко фиксируется в механизме вращения и даже при экстремальном усилии не заклинивается в металле и не может прокрутиться, как это часто бывает с цилиндрическими сверлами, закрепленными в патрон. Благодаря такой конструкции ими можно уверенно сверлить углеродистую и легированную сталь с прочностью до 1100, а так же улучшенную легированную сталь до 1300 Н/мм 2 . Кроме стальных заготовок сверлить можно любой другой материал: от высокопрочного чугуна до сплавов хрупкой металлокерамики.
Преимущества сверла DIN 345
- Свои исключительно высокие эксплуатационные характеристики сверла DIN 345 ( ГОСТ 10903-77 ) с одинаковой эффективностью показывают в простых вертикально-сверлильных и сложных станках с ЧПУ.
- Специальная заточка обеспечивает высокую точность и чистоту сверления.
- Качество инструментального сплава стали стандарта HSS и немецкие технологии изготовления, позволяют длительное время сохранять рабочий ресурс сверла, даже при интенсивной эксплуатации.
- Высокая скорость сверления при использовании специальных смазочно-охлаждающих жидких составов.
- Сверла с коническим хвостовиком DIN 345 от компании FEIDA TOOLS устанавливаются на сверлильных и токарных станках предприятий, выпускающих высокоточную продукцию, включая самые передовые производства, входящие в ВПК России.
Для домашнего применения у немецких изделий достаточно высока, но купить сверла с коническим хвостовиком элементарная необходимость, потому что высокие затраты компенсируются высокой скоростью и точностью сверления, а так же длительной усиленной эксплуатацией без замены.
Обращайтесь в ТД Проминструмент из Санкт-Петербурга, мы превратим тяжелый труд в удовольствие от хорошо сделанной работы.
Сверла с коническим хвостовиком со шлифованной режущей частью ГОСТ 10903-77 (DIN 345)