

Штангенциркуль виды и размеры
Штангенциркули. Виды и устройство. Измерения и применение
При производстве строительных работ или мелкого ремонта часто требуются измерительные инструменты. Обычно ими являются линейки или рулетки. Но при измерении диаметра трубы или глубины отверстия эти инструменты не подходят. Для таких целей служат более точные измерительные приборы – штангенциркули.
Такой прибор является универсальным. С его помощью можно измерить внешние и внутренние размеры деталей. Штангенциркули приобрели широкую популярность в быту, так как он имеет простое устройство и удобен в пользовании. С помощью такого прибора можно быстро и легко произвести измерение с высокой точностью.
Устройство штангенциркуля

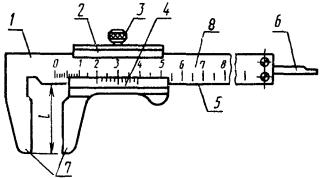
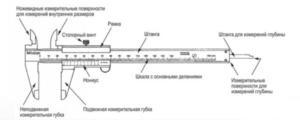
1 — Губки для внутренних измерений
2 — Губки для наружных измерений
3 — Зажимной винт
4 — Подвижная рамка
5 — Нониус
6 — Штанга
7 — Шкала штанги
8 — Глубинометр
У всех аналогичных штангенциркулю инструментов имеется измерительная штанга, благодаря которой прибор получил такое название. На штанге имеется основная шкала, которая необходима при измерении в первую очередь.
Подвижная рамка с нанесенной шкалой имеет возможность перемещаться по штанге. Шкала на штанге называется нониусом, который имеет более точную разметку по долям делений. Это обеспечивает повышенную точность измерений. Степень точности штангенциркуля в зависимости от исполнения может достигать сотых долей миллиметра.
Штангенциркули имеют губки двух видов:
- Для измерения внутренних размеров.
- Для измерения наружных размеров.
Также имеется еще один измерительный элемент прибора, который называется глубиномером. С помощью него можно измерить глубину отверстий и другие размеры.
Цифровые штангенциркули устроены аналогичным образом. Однако вместо нониуса применяется цифровая шкала, повышающая удобство применения и точность измерения прибором.

1 — Зажимной винт
2 — Батарейка
3 — Ролик изменения длинны
4 — Обнуление
5 — Вкл/Выкл
6 — Переключение мм/дюймы
Как и все измерительные приборы, цифровые приборы оснащены шкалой с ценой деления 0,01 мм. Допустимой погрешностью считается отклонение результата измерения в меньшую или большую сторону на 10%. В промышленности все измерительные инструменты каждые полгода подвергаются метрологическому контролю.
В торговой сети продаются штангенциркули, упакованные в футляре. При приобретении инструмента рекомендуется осмотреть измерительные губки. Они должны быть ровными, и при их сжатии не должно быть просвета.
Шкала нониуса при сомкнутых губках должна находиться в нулевом положении. Линии отметки делений шкалы по нониусу должны быть нанесены четко. В комплект прибора должен входить паспорт с отметкой о произведенной поверке на точность.
Виды и особенности
Основные виды штангенциркулей:

Существует несколько подвидов различных штангенциркулей в зависимости от размеров, конструктивных особенностей и принципа действия.
ШЦ-I

Это наиболее простая и популярная модель прибора, которая широко используется в промышленном производстве. Его называют «колумбиком» по названию фирмы изготовителя, которая производила инструмент в военное время (Columbus).
Прибором можно измерить внутренние, наружные размеры, глубину. Интервал измерений составляет от 0 до 150 мм. Точность измерений достигает 0,02 мм.
ШЦЦ-I

Эта цифровая модель измерительного инструмента имеет аналогичную конструкцию классического штангенциркуля. Интервал измерений 0-150 мм. Одним из его преимуществ можно назвать более высокую точность при измерении за счет наличия цифрового индикатора.
Удобство использования такого цифрового прибора заключается в том, что в любой точке измерения можно обнулить индикатор. Также легко одной кнопкой можно переключать метрическую систему на дюймовую.
При покупке цифровой модели необходимо обратить внимание на наличие нулевых показаний при сведенных губках, а также при затянутом стопорном винте цифры на дисплее не должны прыгать.
ШЦК-I

В такой конструкции штангенциркуля присутствует поворотный индикатор с круглой шкалой, цена деления которой 0,02 мм. Такими штангенциркулями удобно пользоваться при частых измерениях на производстве. Стрелка индикатора хорошо видна для быстрого контроля результата, не имеет скачков, в отличие от цифровых моделей. Этим прибором особенно удобно пользоваться в отделе технического контроля для замеров аналогичных типовых размеров.
ШЦ-II

Такие линейки используются для измерения внутренних и наружных размеров, а также для работ по разметке деталей перед обработкой. Поэтому на их губках имеются насадки, выполненные из твердого сплава для защиты их от быстрого износа. Интервал измерения серии приборов ШЦ-II находится в пределах 0-250 мм и точностью измерения 0,02 мм.
ШЦ-III и ШЦЦ-III

Большие детали измеряются чаще всего такой моделью инструмента, так как точность измерений у него выше остальных моделей и составляет 0,02 мм для механических приборов, и 0,01 мм для цифровых.
Наибольший размер для измерения составляет 500 мм. Губки в таких моделях направлены вниз, и могут иметь длину до 300 мм. Это дает возможность производить измерения деталей в широких пределах.
Штангенциркули специального назначения
Коротко рассмотрим несколько специализированных моделей штангенциркулей, предназначенных для специальных видов работ. В торговой сети такие приборы появляются довольно редко.
- ШЦЦТ – применяется для замеров труб, его называют трубным штангенциркулем.
- ШЦЦВ — для измерения внутренних размеров, имеет цифровой дисплей.
- ШЦЦН – аналогичная предыдущему прибору, служит для измерения наружных размеров.
- ШЦЦУ — универсальный цифровой измеритель, в комплект входит комплект насадок для труднодоступных измерений: межцентровых расстояний, стенок труб, наружных и внутренних размеров и т.д.
- ШЦЦД – прибор для измерения толщины тормозных дисков и деталей с наличием различных выступов.
- ШЦЦП — штангенциркули применяются для измерения глубины протектора шин автомобилей.
- ШЦЦМ – штангенциркули, предназначенны специально для замеров межцентровых расстояний.
Правила пользования штангенциркулем
- Проверить инструмент. Для этого губки штангенциркуля свести вместе и проверить точность их смыкания на наличие между ними просвета.
- Инструмент взять в правую руку, а измеряемую деталь в левую руку.
- Для измерения внешнего размера детали, необходимо развести нижние губки инструмента и расположить между ними контролируемую деталь. При этом следует быть осторожным, так как края губок острые, и можно получить травму при неаккуратном обращении с инструментом.
- Губки штангенциркуля сжать до соприкосновения с деталью. Если материал изготовления детали имеет мягкую структуру, то сильное сжатие губок приведет к неточности измерения. Поэтому губки необходимо сдавливать осторожно, только до соприкосновения с поверхностью детали. Для передвижения рамки штангенциркуля используют большой палец руки.
- Проверить расположение губок относительно детали. Они должны находиться на равном расстоянии от краев детали, наличие перекосов инструмента не допускается.
- Зафиксировать винт, предназначенный для зажима подвижной рамки. Это позволяет сохранить положение рамки для точных результатов измерения. Затягивать винт целесообразно большим и указательным пальцем, одновременно этой же рукой удерживать инструмент в одном положении, чтобы не сдвигать его для обеспечения точности измерения.
- Отложить деталь в сторону, а зафиксированный штангенциркуль без детали взять для снятия результатов замера.
- Этап снятия показаний инструмента является очень важным, так как неточность при измерении может привести к серьезным последствиям на производстве.
Штангенциркуль расположить прямо перед глазами.

1 — Шкала штанги
2 — 21 деление
3 — Шкала нониуса
— На рисунке изображен порядок измерения. Слева показаны губки для внешних замеров с измеряемой деталью, а справа изображены шкалы: нониусная и основная. Их деления и определят результат измерения.
— Сначала необходимо подсчитать количество целых миллиметров. Для этого нужно найти на шкале штанги деление, которое находится наиболее близко к нулю нониуса. Это деление указано первой верхней стрелкой красного цвета. В нашем случае эта величина равна 13 мм. Это значение необходимо запомнить, либо записать.
— Далее нужно вычислить доли миллиметра. Для этого на шкале нониуса надо найти деление, совпадающее с делением на шкале штанги. Это деление на рисунке показано второй красной стрелкой.
— Далее необходимо определить номер деления по порядку, для нашего случая получается 21.
— Затем нужно это число умножить на цену деления шкалы нониуса. В нашем примере цена деления 0,01 мм.
— Теперь необходимо подсчитать точную величину измерения, определенного штангенциркулем. Для этого нужно сложить целое число с долями миллиметра. В результате получается 13,21 мм.
- По окончании работы с инструментом очистить его, ослабить винт, сомкнуть губки и положить в чехол. Если инструмент будет долго храниться, то рекомендуется обработать его антикоррозийным раствором.
При наличии циферблатного или цифрового штангенциркуля процесс измерения становится намного проще, так как рассчитывать ничего не нужно, готовый результат будет виден на дисплее или на циферблате.
Штангенциркуль. Назначение, виды, характеристики и выбор
Один из самых конструктивно простых и распространенных измерительных инструментов, который отличается своей универсальностью, высокой точностью показаний и способностью выполнять замеры внутренний и внешних диаметров – штангенциркуль.
Среди множества его видов, имеющих, к тому же, разные размеры, можно найти варианты с действительно минимальной погрешностью.
Сам инструмент активно применяют в быту, а в машиностроении и токарном деле без него и вовсе невозможно обойтись.

Подробнее о том, что такое штангенциркуль, на что он способен, из чего сделан, каким бывает и какой выбрать, далее.
Назначение и принцип действия
Назначение штангенциркуля – выполнение замеров высокой точности внутри и с наружи измеряемых объектов, а также глубины всевозможных отверстий.
Особенность инструмента — универсальность.

Штангель – распространенное название штангенциркуля среди тех, кто им постоянно пользуется, является обыкновенным сокращением слова.
Этот инструмент “умеет” измерять внешние и внутренние диаметры круглых и цилиндрических объектов, например, гаек и болтов, подходит для внутренних измерений канавок по всем параметрам.
Принцип измерения штангенциркулем заключается в определении размера на основании положения измерительной рамки, которая свободно перемещается вдоль штанги с нанесенной шкалой.
Само значение размера определяется методом совпадения, а его точность, в зависимости от, собственно, класса точности, способно доходить до сотых частей миллиметра.
Устройство, характеристики и свойства
Если подключить фантазию, то внешне штангель выглядит, как симбиоз молотка и линейки.

Состоит классический инструмент из следующих элементов:
- Штанга с размеченной шкалой. Максимальная величина измерений зависит от длины штанги.
- Измерительная рамка – подвижная часть штангеля, способная перемещаться вдоль штанги. На ней нанесена шкала нониуса, позволяющая определять доли миллиметра. Внутри рамки установлена пружина с фиксирующим винтом, прижимающая ее к штанге, что снижает погрешность измерений, которая способна повысится в следствии перекоса подвижной части относительно неподвижной. Вместо нониуса может быть установлена циферблатная шкала или небольшой цифровой дисплей, что зависит от модели штангенциркуля.
- Неподвижная губка – конструктивно является частью штанги или жестко на ней закреплена, и находится с одной стороны инструмента.
 Рабочей зоной является внутренняя грань стационарной губки, во время измерений ее плотно прикладывают к измеряемому объекту.
Рабочей зоной является внутренняя грань стационарной губки, во время измерений ее плотно прикладывают к измеряемому объекту. - Подвижная губка – конструктивно является частью рамки или жестко на ней закреплена. Рабочая часть также внутренняя, а сама деталь расположена ровно напротив неподвижной губки таким образом, что при сдвигании рамки грани обеих губок соприкасаются. В этом положении нулевые параметры шкал штанги и нониуса должны совпадать.
- Выдвижная планка – конструктивная часть измерительной рамки, ее назначение для замера глубины в объектах.
Рассмотренная конструкция, имеющая односторонние губки, позволяет определять лишь внешние размеры объектов.
Для внутренних замеров потребуется штангенциркуль с двусторонним размещением губок.

Вторые имеют, как правило, меньшие размеры, расположены аналогично первым, но с противоположной стороны штанги, а рабочими являются внешние грани.
Материал
Металлический штангенциркуль изготавливают преимущественно из углеродистой и нержавеющей стали, низколегированных инструментальных сталей 9ХС, ХВГ.
Нержавеющий инструмент — классика, однако, в производстве современных штангелей используют и композит, например, на основе углеродного волокна и полимерных смол.
Размеры
Типовые размеры классических штангенциркулей:
- Длина губок для выполнения наружных замеров: 35 – 300 мм.
- Длина губок для выполнения внутренних замеров: 6 – 22 мм.
- Измерительный диапазон – до 2 м.
- Длина нониуса: 9 – 39 мм.
- Вес (зависит от материала и размеров): 0,2 – 8,9 кг.

Модели с диапазоном измерений до 5000 мм могут весить более 35 кг.
Следующие действующие ГОСТы регулируют как поверку, так и производство штангенциркулей:
- ГОСТ 166-89 – определяет технические условия
- ГОСТ 8.113-85 – определяет порядок поверки

Точность
Нониусный штангенциркуль характеризуется несколькими классами точности:
- класс – погрешность составляет 0,05 мм (двадцатая часть миллиметра)
- класс – погрешность составляет 0,1 мм (десятая часть миллиметра)
Для высокоточных замеров применяется совершенно другой инструмент – микрометр.
Чтобы наглядно показать, на что влияет класс точности, достаточно предположить, что необходимо определить диаметр нескольких сверл без маркировки.
Штангель второго класса точности позволит найти сверла диаметром 6,7 или 6,8 мм, а первого класса еще и 6,75 мм.
Для электронных инструментов погрешность может достигать 0,01 мм.

Поверка
В процессе работы штангенциркулем может наблюдаться нарушение его настроек, различные деформации отдельных элементов, банальный износ.
Все это влияет на точность проводимых измерений, которые, к тому же, способна исказить налипшая грязь, смазка, металлические опилки, покрывающие инструмент намагниченным слоем.
Каждому владельцу штангеля необходимо бережно обращаться с ним, и содержать инструмент в чистоте.
Дабы избежать различных искажений результатов измерений, выполняется ежегодная поверка инструмента.
Для этого достаточно обратится в специализированный сервисный центр по настройке и ремонту.
По результатам поверки выдается соответствующее свидетельство.

В домашних условиях выполнить простейшую проверку правильности показаний можно, если свести до упора губки штангенциркуля.
В этом случае нулевые штрихи должны совпадать.
Маркировка
- ШЦ-I – позволяет определять внешние и внутренние размеры за счет двух пар губок. Глубина отверстий определяется посредством соответствующей линейки.
- ШЦ-IС – снятие показаний упрощено за счет стрелочной головки, шестерни которой сцеплены с рейкой, установленной в штанги.
- ШЦТ-I – односторонние губки имеют твердосплавное покрытие. Используют в условиях повышенной абразивности.
- ШЦК – используют там, где не требуется высокой точности измерений, так как показания снимаются с круговой шкалы, в основе которой лежит пружинный механизм.
- ШЦ-II – к двухсторонним губкам добавлен механизм подачи рамки, что позволяет выполнять разметку.
- ШЦ-III. Характерная черта – односторонние губки и большие размеры. Неспособен измерять глубину.
- ШЦЦ – показания снимаются по цифровой шкале.
Виды штангенциркулей и их цена
Штангенциркули делятся на следующие основные виды:
Аналоговый
Отсчет ведется по нониусу. Другое название – нониусный. Стоимость – от 400 рублей.
Стрелочный
Не требует вычислений, более простой в использовании, так как результаты замеров отображаются на циферблате с круговой шкалой.

Стоимость – от 1700 рублей.
Цифровой
С небольшим дисплеем, на который выводятся в цифровом виде результаты замеров. Обладает наивысшей точностью.

Другое название – электронный. Стоимость – от 700 рублей за самые простые модели.
Кроме того, штангели бывают с глубиномером (тип Т-I и I) и без него (тип II и III).

Прецизионный штангенциркуль – общее название для моделей, обладающих повышенной точностью измерений.
Кстати говоря, моноблочный инструмент (неподвижные губки не закреплены на штанге, а являются неотъемлемой ее частью) выдают самые точные показания.
Существуют задачи, с которыми стандартный инструмент справиться попросту не способен.

Тогда мастер берет в руки специальный штангенциркуль.
Специальные штангенциркули
Яркие примеры специализированных моделей:
Разметочный
С остро заточенными твердосплавными губками и специальным циркульным механизмом.
Кроме проведения измерений, позволяет отрисовывать дуги прямо губками на твердом материале.

Разметочный штангенциркуль аналогичен вариантам без циркульного механизма с губками, в основе которых лежат твердые сплавы.
Цена – от 2,5 тыс. рублей.
Для тормозных дисков (ШЦЦД)
Конструкция с односторонними удлиненными губками для наружных измерений, имеющими на рабочей поверхности зубья для повышения точности замеров.

Существуют варианты, позволяющие определять толщину тормозных дисков авто и мотоциклов без необходимости демонтажа колеса.
Стоимость самых простых моделей – около 1 тыс. рублей.
Путевой
Для замера параметров рельсового полотна.

Цена – от 20 тыс. рублей.
К аналогам штангенциркуля относятся следующие измерительные инструменты:
Штангензубомер
Инструмент, предназначенный для измерения зубьев реек и шестерен с точностью 0,02 мм.

Штангенглубиномер
Инструмент, предназначенный для измерения глубин, высот глухих отверстий, выступов, пазов, канавок.

Штангенрейсмас
Инструмент, позволяющий без специализированных навыков выполнять измерения высот и производить вертикальную разметку деталей с точностью до 0,05 мм.

Другое название – штангенрейсмус.
Как выбрать хороший штангенциркуль?
Основные достоинства штангеля — его точность измерений.
По этой причине хороший инструмент, в первую очередь, обязан быть изготовлен из прочного материала, иметь легко различимую разметку и переносить активное использование.
Популярностью у опытных мастеров пользуется именно нержавеющий штангенциркуль с выгравированными делениями из-за своей высокой устойчивости к коррозии и долговечности.

Главные принципы выбора:
- Длина – определяет диапазон измерений. Подбирается в зависимости от задачи. Для использования в быту будет достаточно инструмента на 125 мм, а для строительства дома, например, потребуется 5-метровый штангель.
- Шаг измерений. Грубо говоря, результат измерений точнее у моделей с наименьшим расстоянием между соседними делениями шкалы.
- Стоимость – нет необходимости покупать дорогостоящую модель для нечастого бытового использования, однако, хороший штангель дешевым быть не может. Мастерам же, у которых штангенциркуль – основной измеритель, лучше смотреть в сторону проверенных японских, германских и швейцарских моделей. Качественный штангенциркуль, особенно электронный – достаточно дорогостоящий инструмент, который покупается один раз, можно сказать, на всю жизнь. От этого и стоит отталкиваться.

Перед покупкой штангенциркуля следует убедиться в отсутствии люфтов между подвижной и неподвижной его частями, а также в совпадении нулевых отметок двух шкал при сведенных губках.
Что нужно знать о штангенциркулях?
Штангенциркуль нуждается в бережном, аккуратном обращении, так как следующие факторы способны снизить его точность и исказить результаты замеров:
- Повреждение рабочих поверхностей. Решающим может стать даже наличие небольших забоев или царапин.
- Отсутствие строгой параллельности между губками, либо их износ.
- Скопившаяся пыль или грязь между подвижными элементами штангенциркуля.
- Нулевые показания настроены неверно.
Хранение инструмента выполняется в футляре, который обязательно должен идти в комплекте.

Производители штангенциркулей
Изготовлением штангенциркулей занимаются следующие производители:
Штангенциркуль
Вы здесь
Оглавление
Штангенциркуль относится к группе универсальных инструментов, которые широко используются в области машиностроения, а также на предприятиях, которые занимаются ремонтом, не говоря уже о частной сфере. Он применяется для получения внутренних и наружных линейных размеров изделий. Также его используют для получения значения глубины отверстий. В зависимости от модели, максимальный диапазон измерений составляет примерно от 0 до 4000 мм. Штангенциркуль может использоваться для разметки деталей и прочих технических работ.

Для измерения здесь используется прямой метод, благодаря которому получается действительное значение размера детали, которая подвергается измерению. Стандартный штангенциркуль имеет три различных контроллера для получения размеров. Сюда можно отнести:
- Губки для определения внешних размеров, которые находятся внизу и позволяют зафиксировать между собой деталь при сдвижении;
- Губки для определения внутренних размеров, которые находятся сверху и разводятся до пределов стенок отверстия, пока они полностью не упрутся в оба их конца;
- Глубиномер который располагается на заднем торце и служит для погружения внутрь измеряемой детали (такие модели сначала называли штангенциркуль Колумбус, по названию фирмы, которая впервые их начала выпускать).
Несмотря на различные виды контролирующих элементов, для всех измерений используется одна и та же шкала, так как все они передвигаются равномерно. Штангенциркуль имеет точность измерения до десятых или сотых долей миллиметра, в зависимости от модели. Для определения этих долей служит шкала нониуса. Штангенциркуль изготавливается согласно ГОСТ 166-89.
Преимущества штангенциркуля
Штангенциркуль механический является компактным и удобным для использования инструментом. Наличие трех видов концевых контролирующих мер помогает ему найти применения в большом количестве областей. Устройство имеет довольно высокий класс точности, что полезно как в частной, так и в производственной сфере. Шкала штангенциркуля выполнена непосредственно на металлическом корпусе, так что не стирается даже при длительном использовании. Прибор имеет только механические части, так что срок службы ни чем не ограничивается и при аккуратном обращении все это может быть достаточно долго. Благодаря широкому разнообразию моделей всегда можно подобрать наиболее подходящую, тем более что стандартные могут использоваться во многих обыкновенных измерительных операциях. Штангенциркуль имеет фиксирующий механизм, позволяющий остановить показания в нужном положении.
Недостатки штангенциркуля
Штангенциркуль имеет ограниченный диапазон измерений, которого порой не хватает для объемных деталей. Любые механические повреждения и деформации приводят к возникновению больших погрешностей и приведению инструмента в негодность. При хранении его нужно оберегать от влажности, попадания пыли, стружки и опилок. Точность измерения чувствительна к температурному воздействию, благодаря свойствам металла, из которого изготовлен штангенциркуль.
Классификация штангенциркулей
Существуют различные виды штангенциркулей, которые отличаются по различным параметрам. Видов этих изделий, согласно современным стандартам, насчитывается три, а вот типы штангенциркулей представлены в количестве восьми. Вид определяется тем, какая именно шкала индикатору у прибора. Таким образом, выделяют:
- (ШЦ) Нониусный – шкала нониуса штангенциркуля в котором является основным показателем определения размеров;
- (ШЦК) Циферблатный – в нем значение показывается на специальном циферблате;
- (ШЦЦ) Цифровой – здесь данные считывает специальное электронное устройство, которое выдает итоговый расчет на цифровое табло прибора.
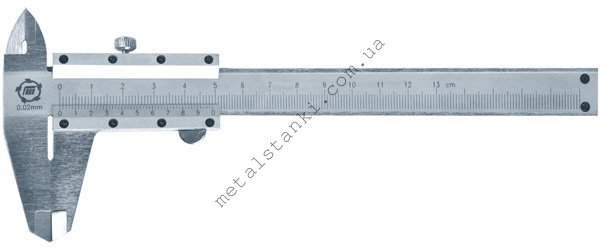
фото:штангенциркуль нониусный ШЦ

фото:штангенциркуль циферблатный ШЦК

фото:штангенциркуль цифровой ШЦЦ
Также стоит отметить следующие разновидности:
- ШЦ-1 – универсальный;
- ШЦТ-1 – универсальный, губки у которого располагаются в одну сторону и изготавливаются из твердосплавных материалов;
- ШЦ-2 -имеет рамку микрометрической подачи.
Восемь различных типоразмеров определяют пределы возможных измерений прибора и зачастую не зависят от типа.
Технические характеристики штангенциркулей
Виды штангенциркулей
ШЦ. Сюда относится штангенциркуль ШЦ 125 0 1, штангенциркуль ШЦ 150 0 1 и прочие модели штангенциркуля. Отсчет в этом виде определяется по дополнительной шкале, которой является нониус, что помогает определять максимально точное количество долей деления. Эти устройства выпускаются как в первом, так и во втором классе точности. В первом классе значение одного деления дополнительной шкалы будет составлять 0,05 мм, а во втором – 0,1 мм. Данные изделия используются для измерения линейных размеров и для создания разметки. Первая и вторая модель из этой серии обладает двусторонним расположением губок измерения и являются одними из самых востребованных, благодаря своей простоте и универсальности. Но первую не применяют для создания разметки. Для этого подходят вторая и третья, причем в третьей сделано только одностороннее расположение губок. Эти модели являются прямыми конкурентами для нутромера, но, несмотря на простоту и легкость конструкции, они не могут использоваться в труднодоступных местах.

ШЦК. Приборы данного вида выпускаются во всех возможных четырех исполнениях, не считая разнообразных пределов измерения в каждом из них. Эти устройства актуальны в применении тогда, когда отсчет при помощи нониуса является затруднительным, или же требуется получить более точные результаты. Основным показателем данных здесь является устройство индикаторного типа. Оно обеспечивает совмещения стрелки с нулевым делением, которое отмечено на круговой шкале.

ШЦЦ. Эти устройства отлично подходят для тех условий работы, когда требуется автоматизировать процесс измерения, так как они обеспечивают максимально быстрое получение данных и моментальный вывод значения на цифровой дисплей, без необходимости расчета дополнительных шкал. Одной из отличительных черт является наличие дополнительных функций, которые имеются не во всех моделях, к примеру, такие как:
- Запоминание тех результатов, которые были получены при последнем измерении;
- Отображение полученных данных на цифровом табло в режиме метрической и дюймовой системы;
- Установка нуля в необходимом положении;
- Подсветка;
- Подключение прибора к внешним устройствам для записи полученных данных, сохранения и протоколирования результатов.

Также стоит выделить особые современные разновидности, которые выделяются из общей стандартной массы:
- Штангенциркуль, у которого имеется система контроля, отвечающая за измерительные усилия. В этом приборе имеется электронный блок контроля, который следит за прилагаемым усилием, которое совершается во время измерения. Предел показаний достигает 15 Н, а цена деления составляет 5 микрон.
- Штангенциркуль, который обладает беспроводной системой для передачи данных. Это достигается благодаря встроенному модулю Блютуз, который может находить устройства для соединённые на расстоянии до 70 метров. Это могут быть как персональные компьютеры, так и современные гаджеты, работающие на операционной системе Андроид.
- Штангенциркуль компьютерный обладает сенсорным дисплеем, а также многофункциональной системой индикации и управления. Этот прибор может компенсировать погрешность, в том числе и температурную, что достаточно актуально при работе в различных температурных режимах. Также здесь автоматически обрабатываются результаты измерения, данные могут без проблем экспортироваться на другие устройства, можно совершать программную калибровку прибора, а также программировать автоматический процесс измерения. Тут встречаются такие дополнительные режимы как «геометрия», «формула» и прочие.

Обозначение и его расшифровка штангенциркулей
Устройство и назначение штангенциркуля можно определить по его маркировке, так как за каждым из них скрывается набор данных, требуемых для быстрого определения особенностей приборов. К примеру, первыми буквами маркировки всегда идут «ШЦ», что и обозначает название самого измерительного прибора – штангенциркуль. Далее идет какая-либо дополнительная буква, или просто отсутствует, как в простых моделях. Это может быть «Ц» в индикаторных моделях, а также «Ц» — в цифровых. Далее, как правило, следуют цифры. Первая из них, которая представлена однозначным числом, определяет номер модели «1», «2», «3» и так далее. Второй набор представлен многозначным числом и обозначает максимальный предел измерений, на который способно устройство «0-125», «0-150», «0-1000» и прочие.
На примере ШЦ1 0-150 можно определить, что это штангенциркуль с нониусом первой модели, предел измерения которого составляет от 0 до 150 мм.
Фирмы производители
- Микротех (Украина);
- Came To (Южная Корея);
- Digital (Южная Корея);
- Miol (Китай);
- Wenzhou Sanhe Measuring Instrument (Китай);
- Vemer (Китай);
- UKC (Китай);
- Intertool (Китай).
Если вам нужны канаты и альпинистские веревки по доступной цене, заказывайте у нас.
Штангенциркуль
Содержание: Скрыть Открыть

Штангенциркуль – это универсальный измерительный прибор для определения линейных размеров деталей с установленной точностью. С его помощью можно производить измерения наружных и внутренних размеров деталей, а также глубины отверстий при условии наличия выдвижной штанги.
Устройство и применение штангенциркулей
Наиболее популярными областями применения штангенциркуля является строительство, ремонт машин и оборудования, обработка металлических и деревянных изделий. Сфера применения фактически не имеет ограничений – он может быть использован для определения размеров с точностью 0,1 или 0,05 мм (в зависимости от типа инструмента) в любой сфере деятельности – и в быту, и в аэрокосмической отрасли. Возможности применения ограниченны лишь размером шкалы и требованиями точности (до 0,01 мм для электронных штангенциркулей).

Устройство штангенциркуля достаточно простое. Основным элементом является неподвижная штанга со шкалой и губками для наружных и внутренних размеров, к которой крепятся подвижные и фиксирующие элементы.
- Передвижная рамка;
- Подвижные губки для определения внутреннего размера;
- Подвижные губки для определения наружного размера;
- Шкала нониуса;
- Штанга глубиномера;
- Винт для крепления рамки.
В отдельных моделях возможно наличие подвижной шкалы в верхней части с дюймовой системой измерения.
Как снять показания с помощью штангенциркуля

Перед началом работы необходима поверка штангенциркуля на точность. Для этого необходимо полностью свести губки и проверить совпадение нулей на обеих шкалах. Если нет совпадения, то в зависимости от требуемой точности необходимо либо взять другой инструмент, либо учесть имеющуюся погрешность.
В процессе измерения учтите следующие рекомендации:
- Для замера внешнего размера разведите губки штангенциркуля, поместите предмет и соедините их.
- Замер внутреннего размера производится путем размещения соответствующих верхних губок внутрь измеряемой области и их разведением до упора
- Губки должны упереться в края детали. Если поверхность твердая, то можно немного сжать для плотной фиксации, для мягкой этого делать не следует, т. к. можно исказить результат.
- Проверьте расположение штангенциркуля относительно измеряемой детали на отсутствие перекосов. Для этого губки должны располагаться на одинаковом расстоянии от края детали.
- Зафиксируйте нониус крепежным винтом.
- Определите целое число миллиметров по основной шкале.
- Находим совпадение штриха на нониусе с нулем основной шкалы и отсчитываем количество делений.
- Умножаем количество делений нониуса на цену деления и суммируем со значением основной шкалы.
Виды штангенциркулей
В целом, все виды штангенциркулей можно разделить на механические и электронных в зависимости от типа шкалы. Основными видами, согласно ГОСТ 166-89 являются:
- ШЦ-I — инструмент с 2-сторонним размещением губок для измерения наружных и внутренних величин и глубиномером.
- ШЦК — оснащен круговой шкалой для определения точного размера. Более простой в применении, чем штангенциркуль с отсчетом по нониусу.
- ШЦТ-I — односторонние губки для измерения наружных линейных размеров. Отличается высокой стойкостью к износу.
- ШЦ-II — оснащен двумя губками для наружного и внутреннего замера и разметки, а также рамкой микрометрической подачи.
- ШЦ-III — односторонние губки для определения наружных и внутренних размеров.
- ШЦЦ — электронный штангенциркуль с цифровой индикацией.

Техническое состояние и поверка штангенциркуля
Одним из наиболее важных требований обеспечения точности инструмента является его чистота. Намагниченный слой металлических опилок, консервирующая смазка, грязь – все это может значительно исказить результат измерений. Также на результат влияет износ инструмента, его деформация, нарушения настроек. Во избежание этого необходима ежегодная поверка штангенциркуля специализированном сервисном центре с ремонтом и настройкой. Самая же простая проверка корректности показаний – это совпадение нулевых штрихов при полном закрытии губок.
Действующие ГОСТы
Производство и поверка инструмента регулируется рядом государственных стандартов. Так, определяет технические условия на штангенциркули ГОСТ 166-89. Порядок поверки инструмента определён в ГОСТ 8.113-85.
ГОСТ 166-89 Штангенциркули. Технические условия

ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
(СТ СЭВ 704-77 ¸ СТ СЭВ 707-77; СТ СЭВ 1309-78, ИСО 3599-76)
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО УПРАВЛЕНИЮ
КАЧЕСТВОМ ПРОДУКЦИИ И СТАНДАРТАМ
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
Vernier callipers .
Specifications
(СТ СЭВ 704-77 ¸ СТ СЭВ 707-77;
СТ СЭВ 1309-78, ИСО 3599-76)
Срок действия с 01.01.91
Несоблюдение стандарта преследуется по закону
Настоящий стандарт распространяется на штангенциркули, предназначенные для измерения наружных и внутренних размеров до 2000 мм, а также штангенциркули специального назначения для измерения канавок на наружных и внутренних поверхностях, проточек, расстояний между осями отверстий малых диаметров и стенок труб.
Требования настоящего стандарта являются обязательными.
(Измененная редакция, Изм. № 2).
1. ТИПЫ. ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
1.1 . Штангенциркули следует изготовлять следующих основных типов:
I — двусторонние с глубиномером (черт. 1 );
Т-1 — односторонние с глубиномером с измерительными поверхностями из твердых сплавов (черт. 2);
II — двухсторонние (черт. 3 );
III — односторонние (черт. 4 ).
Примечание. Допускается оснащать штангенциркули приспособлениями или вспомогательными измерительными поверхностями для расширения функциональных возможностей (измерения высот, уступов и др.).
1 — штанга; 2 — рамка; 3 — зажимающий элемент; 4 — нониус; 5 — рабочая поверхность штанги; 6 — глубиномер; 7 — губки с кромочными измерительными поверхностями для измерения внутренних размеров; 8 — губки с плоскими измерительными поверхностями для измерения наружных размеров; 9 — шкала штанги.
1 — штанга; 2 — рамка; 3 — зажимающий элемент; 4 — нониус; 5 — рабочая поверхность штанги; 6 — глубиномер; 7 — губки с плоскими измерительными поверхностями для измерения наружных размеров; 8 — шкала штанги.
1 — штанга; 2 — рамка; 3 — зажимающий элемент; 4 — нониус; 5 — рабочая поверхность штанги; 6 — устройство тонкой установки рамки; 7 — губки с кромочными измерительными поверхностями для измерения наружных размеров; 8 — губки с плоскими и цилиндрическими измерительными поверхностями для измерения наружных и внутренних размеров соответственно; 9 — шкала штанги.
(Измененная редакция, Изм. № 1).
1 — штанга; 2 — рамка; 3 — зажимающий элемент; 4 — нониус; 5 — рабочая поверхность штанги; 6 — губки с плоскими измерительными поверхностями для измерения наружных размеров; 7 — губки с цилиндрическими измерительными поверхностями для измерения внутренних размеров; 8 — шкала штанги.
(Измененная редакция, Изм. № 1).
1.2 . Штангенциркуль следует изготовлять с отсчетом по нониусу (ШЦ) (черт. 1 — 4 ) или с отсчетом по круговой шкале (ШЦК) (черт. 5 ), или с цифровым отсчетным устройством (ШЦЦ) (черт. 6 ).
1 — круговая шкала отсчетного устройства; 1 — цифровое отсчетное устройство;
2 — штанга; 3 — рамка; 4 — шкала штанги. 2 — штанга; 3 — рамка.
Примечание. Черт 1- 6 не определяют конструкцию штангенциркулей.
1.3 . Диапазон измерений, значение отсчета по нониусу, цена деления круговой шкалы и шаг дискретности цифрового отсчетного устройства штангенциркулей должны соответствовать указанным в табл. 1 .
Диапазон измерения штангенциркулей
Значение отсчета по нониусу
Цена деления круговой шкалы отсчетного устройства
Шаг дискретности цифрового отсчетного устройства
1. Нижний предел измерения у штангенциркулей с верхним пределом до 400 мм установлен для измерения наружных размеров.
2. У штангенциркулей типа Т-1 диапазон измерения относится только к измерениям наружных размеров и глубины.
3 Верхний предел измерения штангенциркулей типов I и Т-1 должен быть не более 300 мм.
4. Допускается изготовлять штангенциркули с раздельными нониусами или шкалами для измерения наружных и внутренних размеров.
5. Допускается изготовлять штангенциркули типа III с поверхностями для измерения наружных размеров из твердого сплава (Твердый сплав по ГОСТ 3882 )
Пример условного обозначения штангенциркуля типа II с диапазоном измерения 0 — 250 мм и значением отсчета по нониусу 0,05 мм:
Штангенциркуль ШЦ- II -250-0,05 ГОСТ 166
То же, штангенциркуля типа I I с диапазоном измерения 250 — 630 мм и значением отсчета по нониусу 0,1 мм, класса точности 1:
Штангенциркуль ШЦ- II -250-630-0,1-1 ГОСТ 166
То же, штангенциркуля типа I с диапазоном измерения 0 — 150 мм с ценой деления круговой шкалы 0,02 мм.
Штангенциркуле ШЦК-1-150-0,02 ГОСТ 166
То же, штангенциркуля типа I с диапазоном измерения 0 — 125 мм с шагом дискретности цифрового отсчетного устройства 0,01 мм:
Штангенциркуль ШЦЦ-1-125-0,01 ГОСТ 166
1.4 . Штангенциркули типов II и III , комплектуемые приспособлением для разметки, следует оснащать устройством для тонкой установки рамки (черт. 3 ).
Для тонкой установки рамки допускается применять микрометрическую подачу.
1.5 . Вылет губок l и l 2 для измерения наружных размеров и вылет губок l 1 и l 3 для измерения внутренних размеров должен соответствовать указанным в табл. 2 (черт. 1 — 4 ).
(Измененная редакция, Изм. № 2).
(Измененная редакция. Изм. № 1).
1.6 . Штангенциркули типов II и III с губками для измерения внутренних размеров должны иметь цилиндрическую измерительную поверхность с радиусом не более половины суммарной толщины губок (не более g /2).
Для штангенциркулей с пределом измерения до 400 мм размер (черт. 3 — 4) не должен превышать 10 мм, а для штангенциркулей с верхним пределом измерения свыше 400 мм — 20 мм.
1.7 . Длину нониуса следует выбирать из ряда 9; 19; 39 мм — при значении отсчета по нониусу 0,1 мм, 19; 39 мм — при значении отсчета по нониусу 0,05 мм.
Длинные штрихи нониуса допускается отмечать целыми числами.
1.8 . Штангенциркули с цифровым отсчетным устройством должны обеспечивать выполнение функций, характеризующих степень автоматизации, в соответствии с перечнем (по приложению).
1.9 . Питание штангенциркулей с цифровым отсчетным устройством должно осуществляться от встроенного источника питания.
Питание штангенциркулей, имеющих вывод результатов измерения на внешнее устройство, должно осуществляться от встроенного источника питания и (или) от сети общего назначения через блок питания.
(Измененная редакция, Изм. № 2).
1.10 . Конструкция штангенциркулей с цифровым отсчетным устройством должна обеспечивать правильность показаний при наибольшей допустимой скорости перемещения рамки не менее 0,5 м/с.
1.11 . (Исключен. Изм. № 2).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1 . Штангенциркули следует изготовлять в соответствии с требованиями настоящего стандарта по рабочим чертежам, утвержденным в установленном порядке.
2.2 . Штангенциркули со значением отсчета по нониусу 0,1 мм и верхним пределом измерения до 400 мм и штангенциркули с отсчетом по круговой шкале с ценой деления 0,1 мм следует изготовлять двух классов точности: 1 и 2.
2.3 . Предел допускаемой погрешности штангенциркулей при температуре окружающей среды (20 ± 5) ° С должен соответствовать указанному в табл. 3 .
2.4 . Предел допускаемой погрешности штангенциркулей типов 1 и Т-1 при измерении глубины, равной 20 мм, должен соответствовать табл. 3 .
Предел допускаемой погрешности штангенциркулей ( ±)
при значении отсчета по нониусу
с ценой деления круговой шкалы отсчетного устройства
с шагом дискретности цифрового отсчетного устройства
0,1 для класса точности
0,1 для класса точности
1. За измеряемую длину принимают номинальное расстояние между измерительными поверхностями губок.
2. У штангенциркулей с одним нониусом погрешность проверяют по губкам для измерения наружных размеров.
3. При сдвигании губок штангенциркулей до их соприкосновения смещение нулевого штриха нониуса допускается только в сторону увеличения размера.
4. Погрешность штангенциркуля не должна превышать значений, указанных в табл. 3 при температуре (20 ± 10) °С при поверке их по плоскопараллельным концевым мерам длины из стали.
2.5 . Допуск плоскостности и прямолинейности измерительных поверхностей должен составлять 0,01 мм на 100 мм длины большей стороны измерительной поверхности штангенциркулей.
При этом допускаемые отклонения плоскостности и прямолинейности измерительных поверхностей должны быть:
0 ,004 мм — для штангенциркулей со значением отсчета по нониусу, с ценой деления шкалы и шагом дискретности не более 0,05 мм и длиной большей стороны измерительной поверхности менее 40 мм;
0 ,007 мм — для штангенциркулей со значением отсчета по нониусу и с ценой деления шкалы 0,1 мм и длиной большей стороны измерительной поверхности менее 70 мм.
Допуск прямолинейности торца штанги штангенциркулей типов I и Т-1 должен составлять 0,01 мм.
По краям плоских измерительных поверхностей в зоне шириной не более 0,2 мм допускаются завалы.
Примечание. Требования к плоскостности относят только к поверхностям шириной более 4 мм.
(Измененная редакция. Изм. № 1, 2).
2.6 . Допуск параллельности измерительных поверхностей губок для измерения внутренних размеров должен составлять 0,010 мм на всей длине. Для штангенциркулей 2 класса точности измерительные поверхности кромочных губок допускается изготовлять с допуском параллельности 0,02 мм.
В зоне до 0,5 мм от верхней кромки измерительных поверхностей допускаются завалы.
Допуск параллельности на 100 мм длины плоских измерительных поверхностей губок для измерения наружных размеров должен быть:
0 ,02 мм — при значении отсчета по нониусу, цене деления шкалы и шаге дискретности не более 0,05 мм;
0 ,03 мм — при значении отсчета по нониусу и цене деления шкалы 0,1 мм.
2.7 . Мертвый ход микрометрической пары устройства для тонкой установки рамки не должен превышать 1 /3 оборота.
2.8 . Отклонения размера губок с цилиндрическими измерительными поверхностями для измерения внутренних размеров не должны превышать: (  ) мм при цене деления или значении отсчета по нониусу не менее 0,05 мм; (
) мм при цене деления или значении отсчета по нониусу не менее 0,05 мм; (  ) мм при цене деления или шаге дискретности менее 0,05 мм.
) мм при цене деления или шаге дискретности менее 0,05 мм.
2.9 . Рамка не должна перемещаться по штанге под действием собственного веса при вертикальном положении штангенциркуля.
2.10 . Усилие перемещения рамки по штанге должно быть не более значений, указанных в табл. 4 .
Верхний предел измерения штангенциркуля, мм, не более
Виды и типы штангенциркулей
Штангенциркуль – это универсальный измерительный прибор для определения линейных размеров деталей с установленной точностью. С его помощью можно производить измерения наружных и внутренних размеров деталей, а также глубины отверстий при условии наличия выдвижной штанги.
Штангенциркуль предназначен для измерения линейных размеров (внешних, внутренних, глубин). Конструктивно штангенциркуль состоит из измерительной линейки, штанги, нониуса, фиксатора.
Одним из наиболее важных требований обеспечения точности инструмента является его чистота. Намагниченный слой металлических опилок, консервирующая смазка, грязь – все это может значительно исказить результат измерений. Также на результат влияет износ инструмента, его деформация, нарушения настроек. Во избежание этого необходима ежегодная поверка штангенциркуля специализированном сервисном центре с ремонтом и настройкой. Самая же простая проверка корректности показаний – это совпадение нулевых штрихов при полном закрытии губок.
Производство и поверка инструмента регулируется рядом государственных стандартов. Так, определяет технические условия на штангенциркули ГОСТ 166-89. Порядок поверки инструмента определён в ГОСТ 8.113-85.
Как и любой измерительный инструмент, штангенциркуль имеет шкалу делений (цена деления 0,01 означает, что инструмент измеряет размер с точностью до сотой миллиметра) и погрешность измерения. Приемлемой погрешностью считается погрешность до 10% от точности измерения инструмента. На производстве все штангенциркули регулярно один раз в 6 месяцев проходят метрологическую поверку.
Штангенциркуль должен продаваться и храниться в специальном футляре. (ГОСТ 13762-86)
При покупке следует обратить внимание, чтобы губки инструмента были ровными, а при их соприкосновении не было просвета. При сомкнутых губках шкала по нониусу должна быть установлена на нуле, линии нониусной шкалы должны быть четкими. Штангенциркуль должен комплектоваться паспортом, в котором должна стоять отметка о поверке инструмента.
Все штангенциркули подразделяются на 3 основных типа:
Нониусные штангенциркули (тип ШЦ) – классический тип штангенциркулей, отсчет показаний на которых производится по штриховой шкале. Принцип работы основан на совмещении рисок, нанесенных на штангу, с рисками на специальной измерительной планке, называемой «нониус». Штангенциркули данного типа выпускаются с точностью измерений 0,1 мм, 0,05 мм и 0,02 мм.

Цифровые штангенциркули (тип ШЦЦ) – более современная модель, отсчет показаний по которой осуществляется с использованием цифрового электронного табло. Этот тип обладает высокой точностью отсчета – 0,01 мм. Кроме того, программное обеспечение штангенциркулей позволяет установить «0» в любой точке отсчета, перевести единицы измерения в мм/дюймы, передать показания на персональный компьютер.

Стрелочные штангенциркули с круговой шкалой (тип ШЦС или ШЦК) – для снятия показаний используется стрелочный индикатор, вмонтированный в подвижную рамку штангенциркуля. Преобразование линейного перемещение рамки во вращение стрелки индикатора осуществляется посредством использования в конструкции реечно-зубчатой передачи, которая кроме ее прямого назначения, также делает всю конструкцию штангенциркуля более жесткой. Выпускаются стрелочные штангенциркули с ценой деления 0,02 мм и 0,01 мм.

Следующая важная характеристика – форма выпуска. Согласно ГОСТ 166-89, здесь также существует три типа:
Тип ШЦ-I – штангенциркуль с измерительными верхними и нижними губками и глубиномером. Данный тип позволяет измерять внутренние и внешние размеры изделий, выдвижной глубиномер служит для определения высот различных канавок, уступов, неровностей и т.п. Выпускаются длиной до 300 мм – модели ШЦ-I-125, ШЦ-I-150, ШЦ-I-200, ШЦ-I-250, ШЦ-I-300. Это самый универсальный и распространенный тип.
Тип ШЦ-II – штангенциркуль с верхними разметочными и нижними измерительными губками. Главное отличие – это острозаточенные верхние губки, позволяющие производить разметку на металлических, пластиковых и других поверхностях. Нижние губки служат для измерения наружных и внутренних линейных размеров. При измерении внутренних размеров к показаниям отсчетного устройства штангенциркуля необходимо прибавить толщину самих губок, это число указано непосредственно на губке, обычно 10 мм. Закругленная конструкция измерительных поверхностей позволяет измерять цилиндрические внутренние размеры. В отличие от типа ШЦ-I, здесь нет глубиномера. Выпускаются с длиной штанги до 2000 мм, самая «ходовая» модель – ШЦ-II-250.

Тип ШЦ-III – штангенциркуль с нижними измерительными губками. Служит только для определения линейных размеров. Как и в случае с ШЦ-II, на губках указана их толщина, этот число необходимо прибавить к показаниям штангенциркуля при измерении внутренних размеров. Назначение данного типа – измерение относительно больших величин. Выпускаются длиной до 4 метров (модель ШЦ-III-4000), хотя существует и «маленький» типоразмер ШЦ-III-160.

Кроме указанных основных трех типов, еще выпускаются специальные типы штангенциркулей, конструкция которых позволяет решать специфичные, узкоспециализированные задачи. Вот некоторые из них:
Штангенциркули разметочные (обычно обозначаются ШЦР, ШЦСР). Предназначены только для разметки материалов, для чего применяется специальная конструкция с острозаточенными нижними губками. Выпускаются модели с диапазоном 0-150 мм, 0-200 мм, 0-300 мм и 0-500 мм.

Штангенциркули для измерения внутренних/наружных канавок. Имеют нижние губки определенной формы, позволяющие вставлять их в пазы канавок. Основные типоразмеры для внутренних канавок: 20-170 мм, 25-225 мм, 30-330 мм, 50-560 мм; для наружных канавок: 0-150 мм, 0-200 мм, 0-300 мм, 0-500 мм.

Штангенциркули для измерения стенок труб. В данной конструкции неподвижная губка выполнена в форме стержня, что позволяет измерять толщины цилиндрических объектов даже небольшого диаметра. Выпускаются модели с диапазонами от 0-150 мм до 0-500 мм.

Штангенциркули для измерения деталей с перепадов высот (другое название – для измерения уступов). «Фишка» данной модели – неподвижную губку с помощью прижима можно регулировать по высоте, сделать ее выше или ниже подвижной губки. Особенно удобно пользоваться на деталях со ступенчатым профилем, где затруднительно снимать показания штангенциркулем обычной формы.

Ещё один важный параметр – это длина губок. Стандартно штангенциркули выпускаются со следующими губками:
Длина штанги Номинальная длина губок
125 мм, 150 мм 40 мм
200 мм 50 мм
250 мм, 300 мм 60 мм
400 мм, 500 мм, 630 мм, 800 мм 100 мм
1000 мм, 1600 мм, 2000 мм 125 мм
Чаще всего, этой длины вполне достаточно. Если же нужно измерить объемный предмет (к примеру, достаточно большой диаметр цилиндрической поверхности), или узнать размер в труднодоступном месте, здесь потребуется штангенциркуль с удлиненными губками. Такими выпускаются только штангенциркули II и III типов (ШЦ-II и ШЦ-III). Для них длина нижних губок может составлять 90, 100 , 125, 150, 200, 250 и 300 мм. Нужно определиться с необходимой в вашем случае длиной, и указать этот параметр при заказе.
Также стоит обратить внимание на материал измерительных поверхностей. Основная масса всех штангенциркулей производится из углеродистой конструкционной или нержавеющей стали, измерительные поверхности подвергаются закалке до 60 HRC. Это позволяет обеспечить высокие эксплуатационные качества инструмента.
Но бывают ситуации, когда требуется повышенная твердость поверхностей, например, при разметке высокопрочных материалов, при работе с абразивными материалами, или когда вы хотите максимально продлить срок службы штангенциркуля. Для таких случаев существуют штангенциркули с твердосплавными поверхностями. Их особенность – твердосплавные напайки в рабочей зоне инструмента. Недостаток у данной модификации только один – высокая цена, так что необходимо обоснованно подходить к их выбору.
Например, по данным ГОСТ 166-89, таблицы 5 следует что: