

Шаг резьбы болта гост
Метрическая резьба: таблица размеров и параметры по ГОСТ
Метрическая резьба – это винтовая нарезка на наружных или внутренних поверхностях изделий. Форма выступов и впадин, которые ее формируют, представляет собой равнобедренный треугольник. Метрической эту резьбу называют потому, что все ее геометрические параметры измеряются в миллиметрах. Она может наноситься на поверхности как цилиндрической, так и конической формы и использоваться для изготовления крепежных элементов различного назначения. Кроме того, в зависимости от направления подъема витков резьба метрического типа бывает правая или левая. Помимо метрической, как известно, есть и другие типы резьбы – дюймовая, питчевая и др. Отдельную категорию составляет модульная резьба, которую используют для изготовления элементов червячных передач.
От точности исполнения метрической резьбы зависит надежность разъемного соединения
Основные параметры и сферы применения
Наиболее распространенной является метрическая резьба, наносимая на наружные и внутренние поверхности цилиндрической формы. Именно она чаще всего используется при изготовлении крепежных элементов различного типа:
- анкерных и обычных болтов;
- гаек;
- шпилек;
- винтов и др.
Детали конической формы, на поверхность которых нанесена резьба метрического типа, требуются в тех случаях, когда создаваемому соединению необходимо придать высокую герметичность. Профиль метрической резьбы, нанесенной на конические поверхности, позволяет формировать плотные соединения даже без использования дополнительных уплотнительных элементов. Именно поэтому она успешно применяется при монтаже трубопроводов, по которым транспортируются различные среды, а также при изготовлении пробок для емкостей, содержащих жидкие и газообразные вещества. Следует иметь в виду, что профиль резьбы метрического типа один и тот же на цилиндрических и на конических поверхностях.
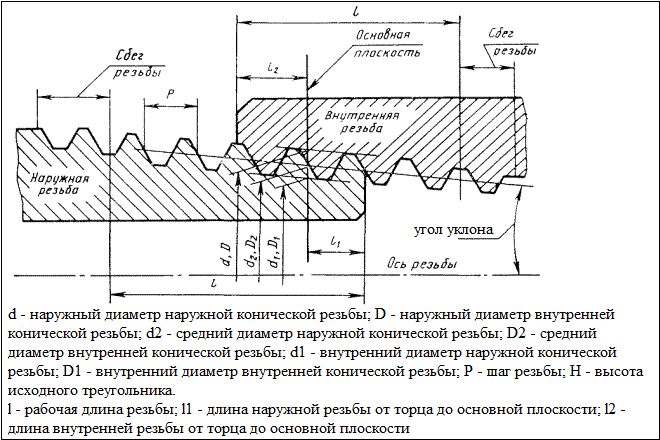
Параметры конусной метрической резьбы
Виды резьб, относящихся к метрическому типу, выделяют по ряду параметров, к которым относятся:
- размеры (диаметр и шаг резьбы);
- направление подъема витков (левая или правая резьба);
- расположение на изделии (внутренняя или наружная резьба).
Есть и дополнительные параметры, в зависимости от которых метрические резьбы разделяются на различные виды.
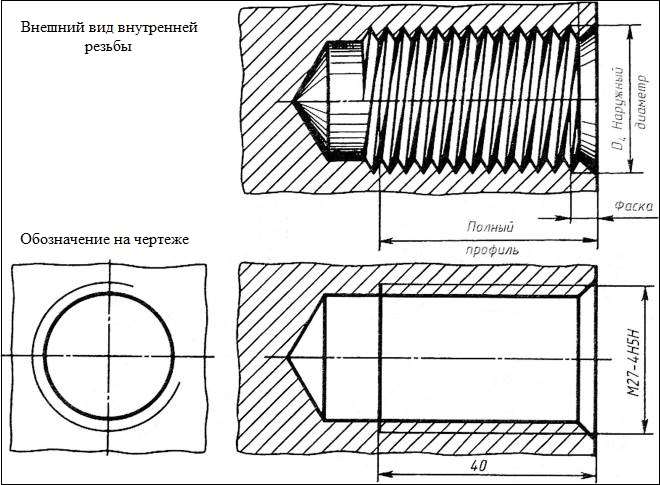
Внутренняя метрическая резьба
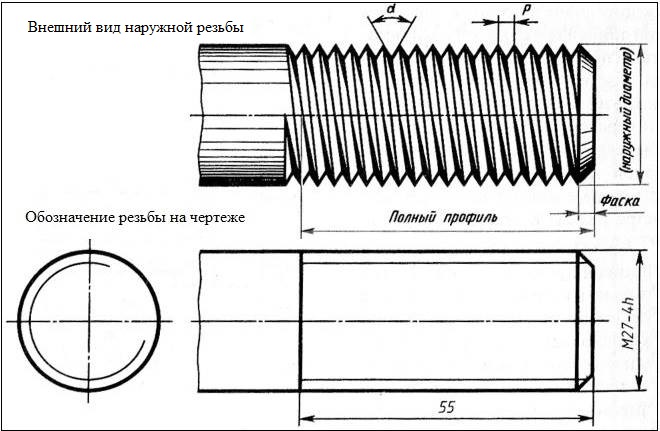
Наружная метрическая резьба
Геометрические параметры
Рассмотрим геометрические параметры, которые характеризуют основные элементы резьбы метрического типа.
- Номинальный диаметр резьбы обозначается буквами D и d. При этом под буквой D понимают номинальный диаметр наружной резьбы, а под буквой d – аналогичный параметр внутренней.
- Средний диаметр резьбы в зависимости от ее наружного или внутреннего расположения обозначается буквами D2 и d2.
- Внутренний диаметр резьбы в зависимости от ее наружного или внутреннего расположения имеет обозначения D1 и d1.
- Внутренний диаметр болта используется для расчета напряжений, создаваемых в структуре такого крепежного изделия.
- Шаг резьбы характеризует расстояние между вершинами или впадинами соседних резьбовых витков. Для резьбового элемента одного и того же диаметра различают основной шаг, а также шаг резьбы с уменьшенными геометрическими параметрами. Для обозначения этой важной характеристики используют букву P.
- Ход резьбы представляет собой расстояние между вершинами или впадинами соседних витков, сформированных одной винтовой поверхностью. Ход резьбы, которая создана одной винтовой поверхностью (однозаходная), равен ее шагу. Кроме того, значение, которому соответствует ход резьбы, характеризует величину линейного перемещения резьбового элемента, совершаемого им за один оборот.
- Такой параметр, как высота треугольника, который формирует профиль резьбовых элементов, обозначается буквой H.
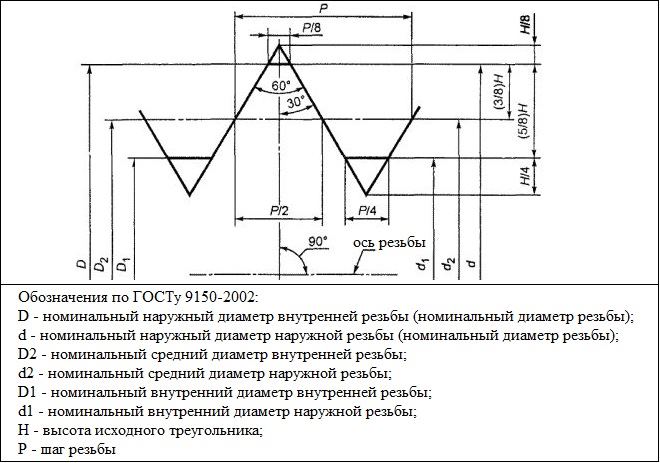
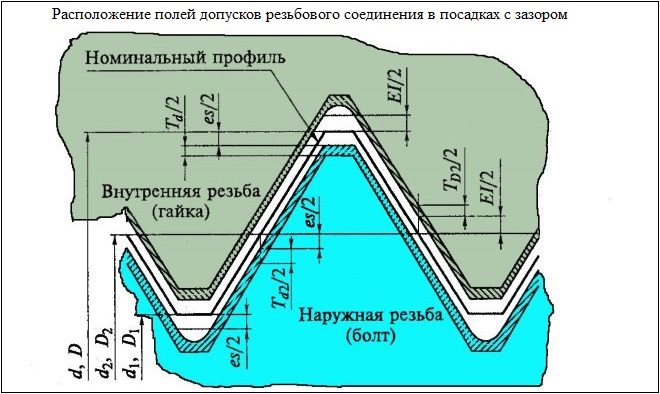
Геометрические параметры основного профиля метрической резьбы

Значения диаметров метрической резьбы (мм)
Полная таблица метрических резьб согласно ГОСТ 24705-2004
Этот стандарт содержит требования к параметрам шага резьбы и ее диаметра. ГОСТ 8724, действующая редакция которого вступила в силу в 2004 году, является аналогом международного стандарта ISO 261-98. Требования последнего распространяются на метрические резьбы диаметром от 1 до 300 мм. По сравнению с этим документом, ГОСТ 8724 действует для более широкого диапазона диаметров (0,25–600 мм). В настоящий момент актуальна редакция ГОСТа 8724 2002, вступившего в действие в 2004 году вместо ГОСТа 8724 81. Следует иметь в виду, что ГОСТ 8724 регламентирует отдельные параметры метрической резьбы, требования к которой оговаривают и другие стандарты резьб. Удобство использования ГОСТа 8724 2002 (как и других подобных документов) состоит в том, что вся информация в нем содержится в таблицах, в которые включены метрические резьбы с диаметрами, находящимися в вышеуказанном интервале. Требованиям данного стандарта должна соответствовать как левая, так и правая резьба метрического типа.
ГОСТ 24705 2004
Данный стандарт оговаривает, какие должна иметь резьба метрическая основные размеры. ГОСТ 24705 2004 распространяется на все резьбы, требования к которым регламентируются ГОСТом 8724 2002, а также ГОСТом 9150 2002.
Это нормативный документ, в котором оговорены требования к профилю метрической резьбы. ГОСТ 9150, в частности, содержит данные о том, каким геометрическим параметрам должен соответствовать основной резьбовой профиль различных типоразмеров. Требования ГОСТа 9150, разработанного в 2002 году, как и двух предыдущих стандартов, распространяются на метрические резьбы, витки которых поднимаются слева вверх (правого типа), и на те, винтовая линия которых поднимается влево (левого типа). Положения данного нормативного документа тесно перекликаются с требованиями, которые приводит ГОСТ 16093 (а также ГОСТы 24705 и 8724).
Данный стандарт оговаривает требования к допускам на метрическую резьбу. Кроме того, ГОСТ 16093 предписывает, как должно осуществляться обозначение резьбы метрического типа. ГОСТ 16093 в последней редакции, которая вступила в действие в 2005 году, включает в себя положения международных стандартов ISO 965-1 и ISO 965-3. Под требования такого нормативного документа, как ГОСТ 16093, подпадает как левая, так и правая резьба.
Стандартизируемым параметрам, указанным в таблицах резьб метрического типа, должны соответствовать размеры резьбы на чертеже будущего изделия. Выбор инструмента, при помощи которого будет выполняться ее нарезка, должен быть обусловлен данными параметрами.
Правила обозначения
Для обозначения поля допуска отдельного диаметра метрической резьбы используется сочетание цифры, которая указывает на класс точности резьбы, и буквы, определяющей основное отклонение. Поле допуска резьбы также должно обозначаться двумя буквенно-цифровыми элементами: на первом месте – поле допуска d2 (средний диаметр), на втором – поле допуска d (наружный диаметр). В том случае, если поля допусков наружного и среднего диаметров совпадают, то в обозначении они не повторяются.
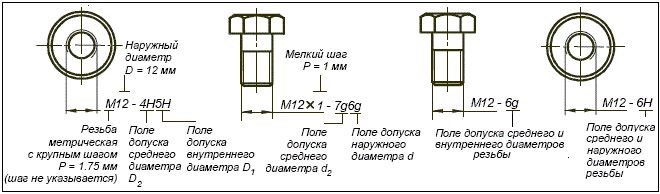
Обозначение метрической резьбы
По правилам первым проставляется обозначение резьбы, затем следует обозначение поля допуска. Следует иметь в виду, что шаг резьбы в маркировке не обозначается. Узнать данный параметр можно из специальных таблиц.
В обозначении резьбы также указывается, к какой группе по длине свинчивания она относится. Всего существует три таких группы:
- N – нормальная, которая не указывается в обозначении;
- S – короткая;
- L – длинная.
Буквы S и L, если они необходимы, идут за обозначением поля допуска и отделяются от него длинной горизонтальной чертой.
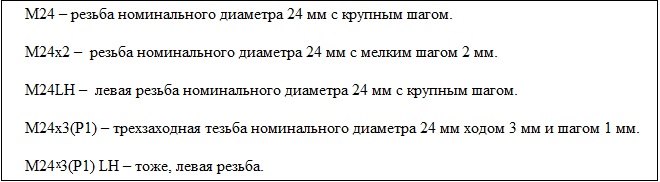
Пример обозначение резьбы на 24 мм различного типа (по ГОСТу 8724)
Обязательно указывается и такой важный параметр, как посадка резьбового соединения. Это дробь, формируемая следующим образом: в числителе проставляется обозначение внутренней резьбы, относящееся к полю ее допуска, а в знаменателе – обозначение поля допуска на резьбу наружного типа.
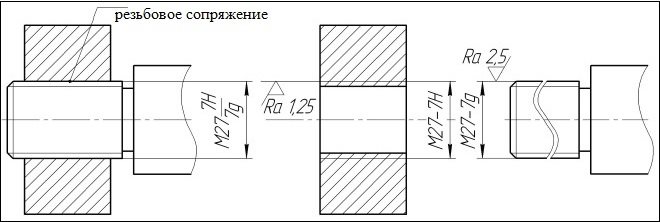
Пример обозначения посадки резьбового соединения на чертежах
Поля допусков
Поля допусков на метрический резьбовой элемент могут относиться к одному из трех типов:
- точные (с такими полями допуска выполняется резьба, к точности которой предъявляются высокие требования);
- средние (группа полей допуска для резьбы общего назначения);
- грубые (с такими полями допуска выполняют резьбонарезание на горячекатаных прутках и в глубоких глухих отверстиях).
Свинчиваемость деталей в резьбовом соединении обеспечивается допусками
Поля допусков на резьбы выбираются из специальных таблиц, при этом надо придерживаться следующих рекомендаций:
- в первую очередь выбираются поля допусков, выделенные жирным шрифтом;
- во вторую – поля допусков, значения которых вписаны в таблицу светлым шрифтом;
- в третью – поля допусков, значения которых указаны в круглых скобках;
- в четвертую (для крепежных изделий коммерческого назначения) – поля допусков, значения которых содержатся в квадратных скобках.
В отдельных случаях разрешается использовать поля допусков, образованные отсутствующими в таблицах сочетаниями d2 и d. Допуски и предельные отклонения на резьбу, на которую впоследствии будет наноситься покрытие, учитываются по отношению к размерам резьбового изделия, пока еще не обработанного с помощью такого покрытия.
Условное обозначение стандартных резьб
Резьба метрическая (ГОСТ 9150-2002)
Пример условного обозначения:
М 20×1,5 – резьба метрическая цилиндрическая с диаметром стержня 20 мм и шагом резьбы 1,5 мм;
М 20×Ph3Р1,5 — резьба метрическая цилиндрическая с диаметром стержня 20 мм, двухзаходная с шагом резьбы 1,5 мм;
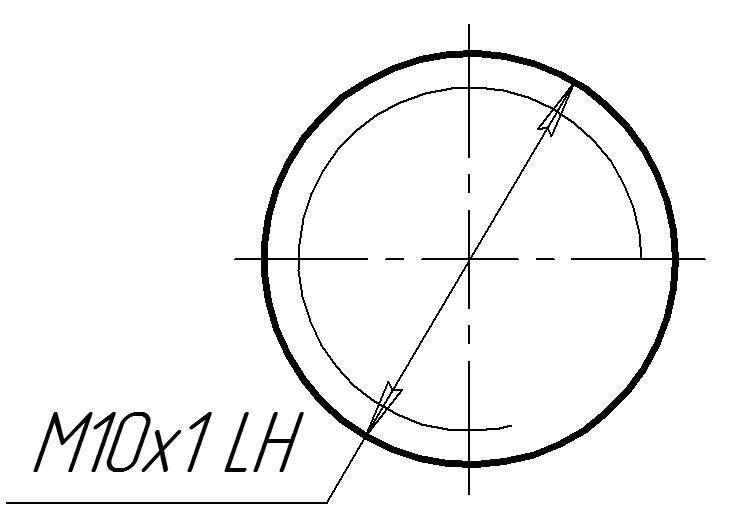
М 20×1,5-LH– резьба метрическая цилиндрическая с диаметром стержня 20 мм и шагом резьбы 1,5 мм, левая;
МК 20×1,5 – резьба метрическая коническая с диаметром стержня 20 мм и шагом резьбы 1,5 мм;
Резьба дюймовая
Пример условного обозначения:
1′ – резьба дюймовая цилиндрическая с диаметром стержня 25,4 мм;
⅜′ – резьба дюймовая цилиндрическая с диаметром стержня 9,5 мм (⅜′);
1′ LH– резьба дюймовая цилиндрическая с диаметром стержня 25,4 мм, левая;
К 1′ – резьба дюймовая коническая с диаметром стержня 25,4 мм;
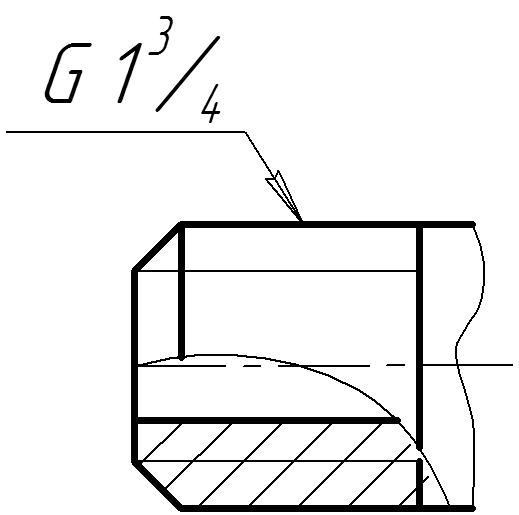
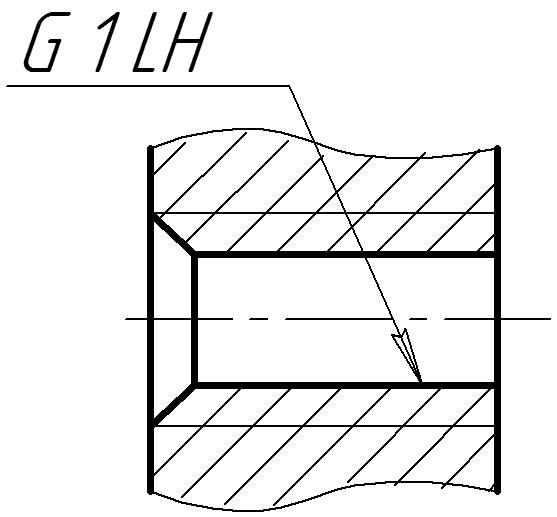
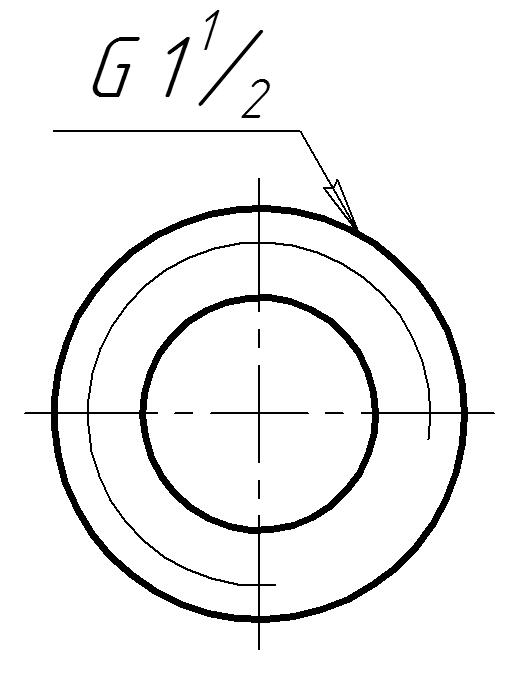
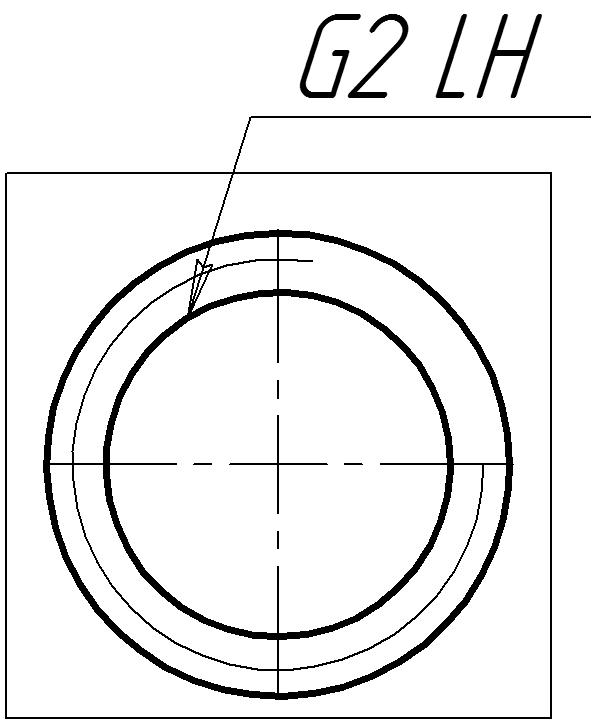
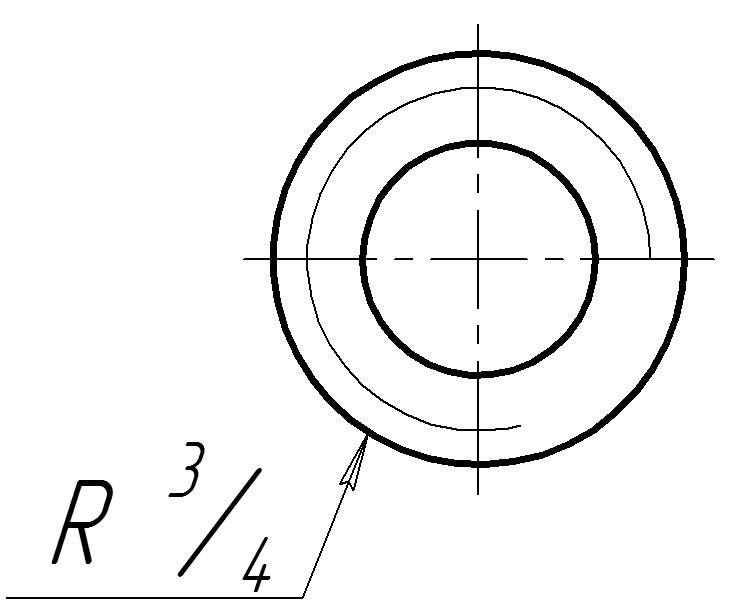
Резьба трубная цилиндрическая (ГОСТ 6357-81)
Пример условного обозначения:
G1 – резьба трубная цилиндрическая с диаметром условного прохода 1′;
G ⅜ LH– резьба трубная цилиндрическая (⅜′) левая;
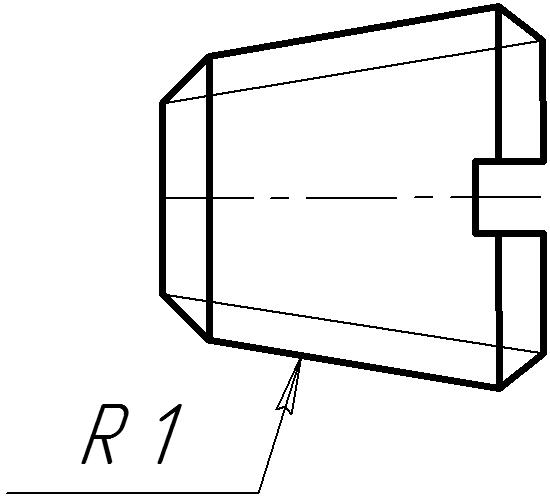
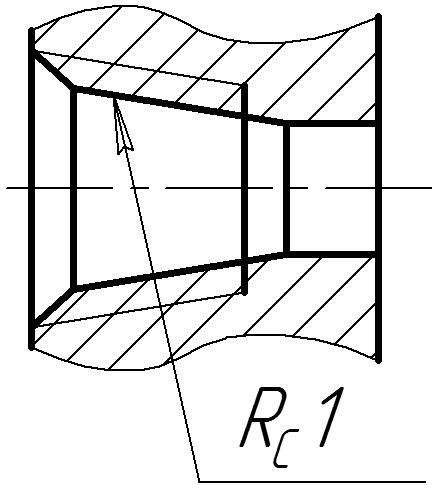
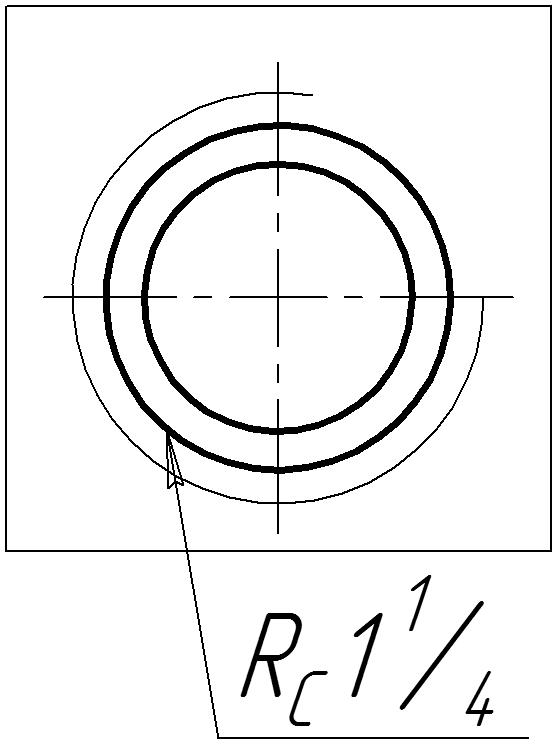
Резьба трубная коническая (ГОСТ 6211-81)
Пример условного обозначения:
R1½ – резьба трубная коническая наружная;
Rc 1½ – резьба трубная коническая внутренняя;
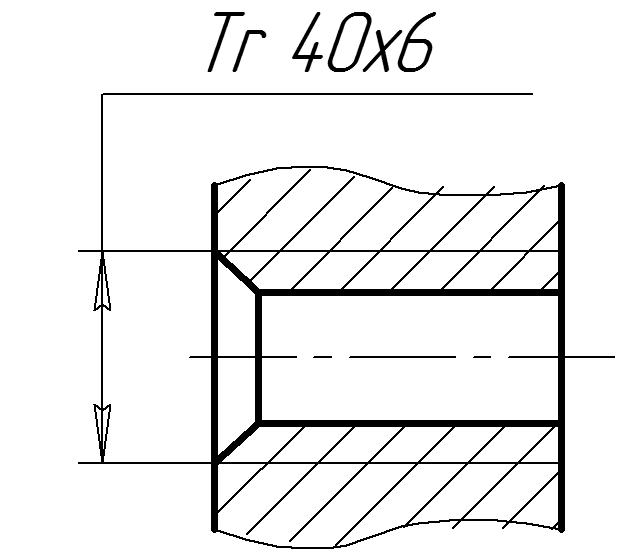
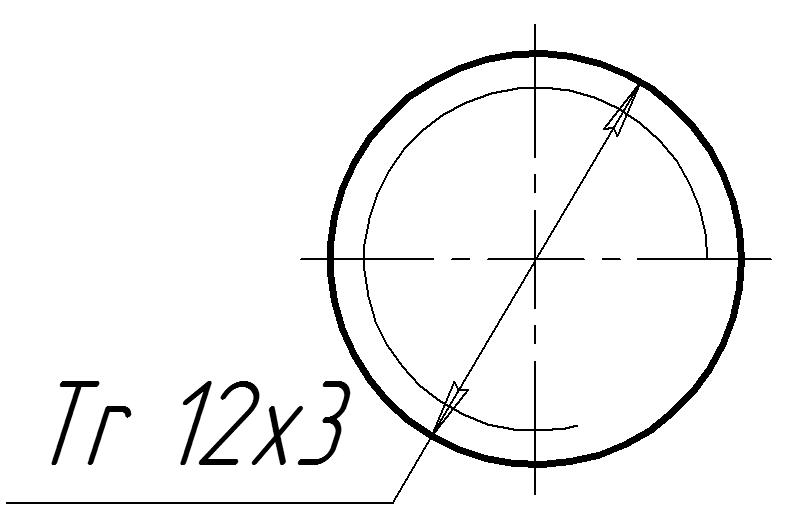
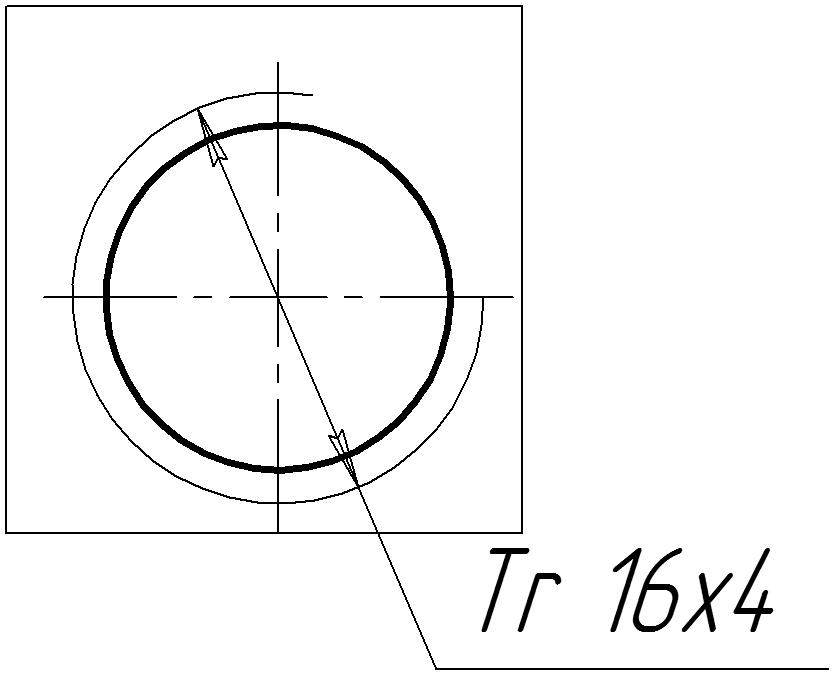
Пример условного обозначения:
Tr 36×6 – резьба трапецеидальная с диаметром стержня 36 мм и шагом 6 мм;
Tr 36×12(Р6) – резьба трапецеидальная с диаметром стержня 36 мм, двухзаходная, шагом 6 мм;
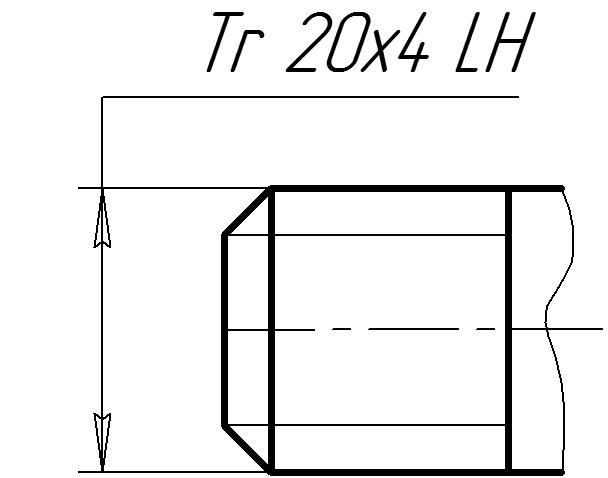
Tr 36×6 LH– резьба трапецеидальная с диаметром стержня 36 мм и шагом 6 мм, левая;
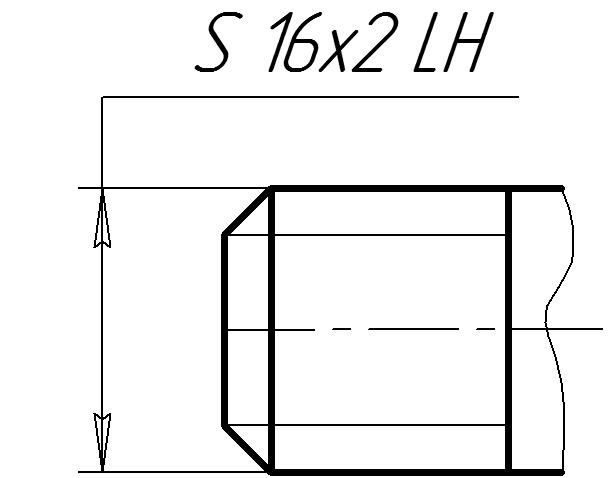
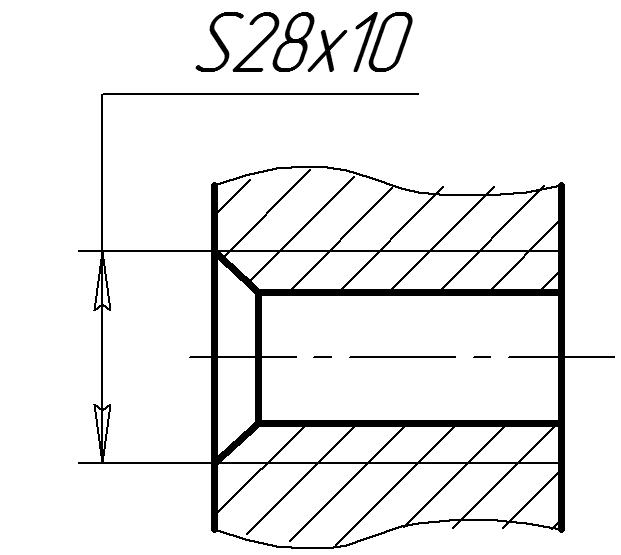
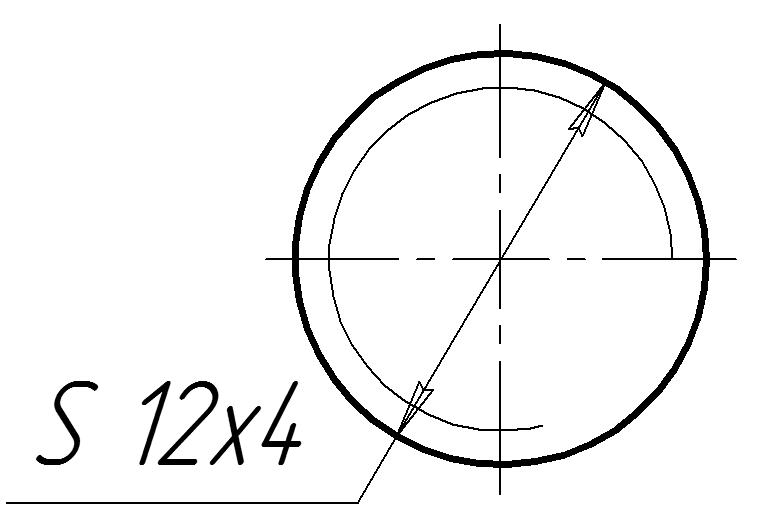
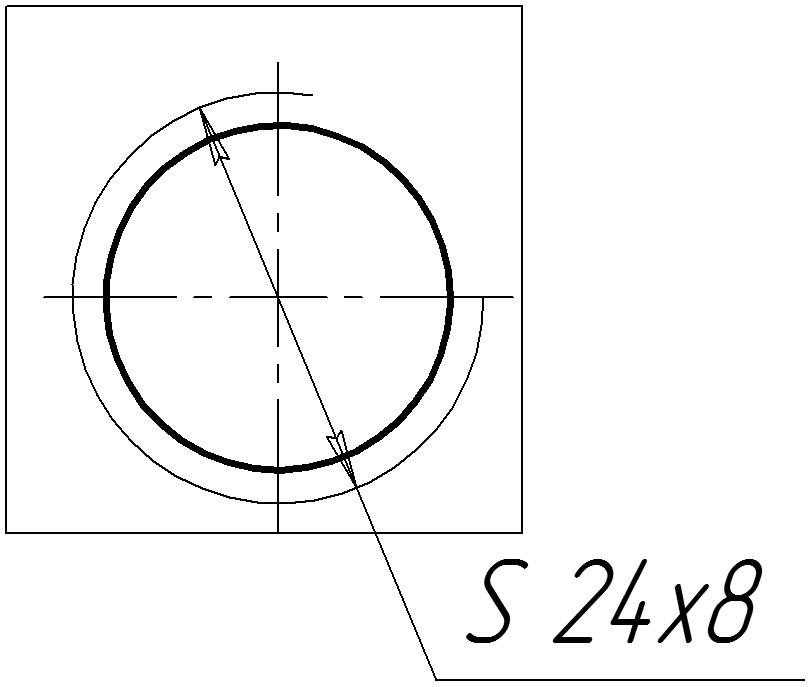
Резьба упорная (ГОСТ 10177-82)
Пример условного обозначения:
S 36×5 – резьба упорная с диаметром стержня 36 мм и шагом 5 мм;
S 36×5 LH– резьба т упорная с диаметром стержня 36 мм и шагом 5 мм, левая;
Резьба прямоугольная (нестандартная)
Прямоугольная резьба (рис. 85) нестандартная, а значит не имеет условного обозначения. Поэтому на чертеже необходимо указывать все размеры, необходимые для ее изготовления.
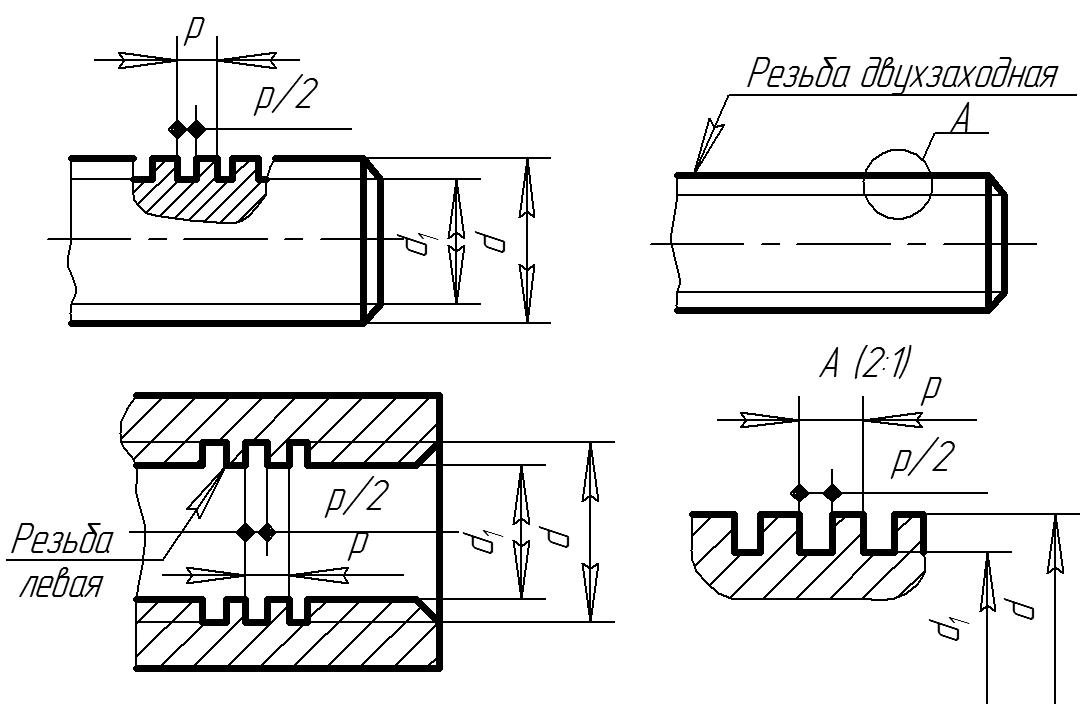
Рис. 85 Прямоугольная резьба
В резьбовом соединении одна деталь имеет наружную резьбу, а другая – внутреннюю. Наружная резьба в соединении является охватываемой поверхностью, а имеющая ее деталь носит название «болт» (винт, шпилька). Внутренняя резьба является охватывающей поверхностью и носит название «гайка» (гнездо и др.).
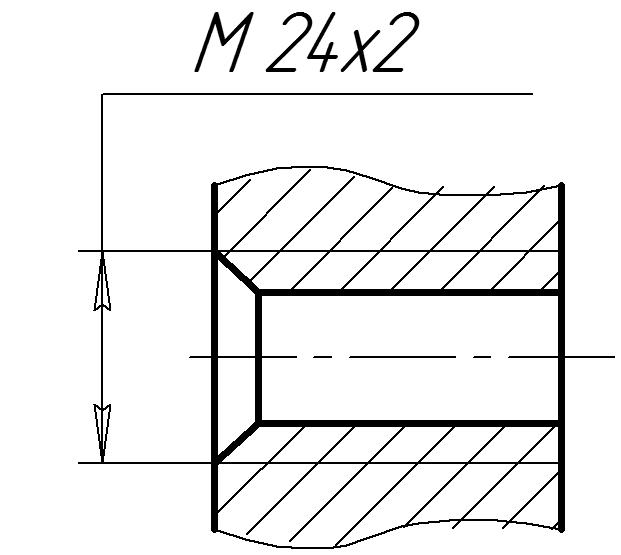
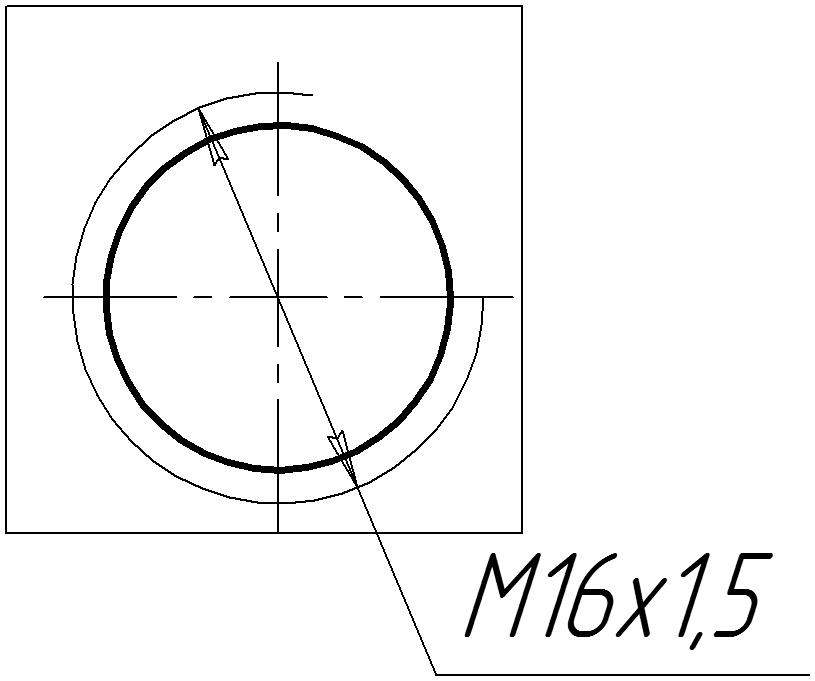
На чертежах резьба показывается условно: сплошной основной линией показывают вершины витков, а сплошной тонкой – впадины витков (рис. 86).

Рис. 86 Изображение резьбы на чертежах: а – наружной; б — внутренней
На разрезах резьбового соединения в изображении на плоскости, параллельной его оси, в отверстии показывают только ту часть резьбы, которая не закрыта резьбой стержня (рис. 87).
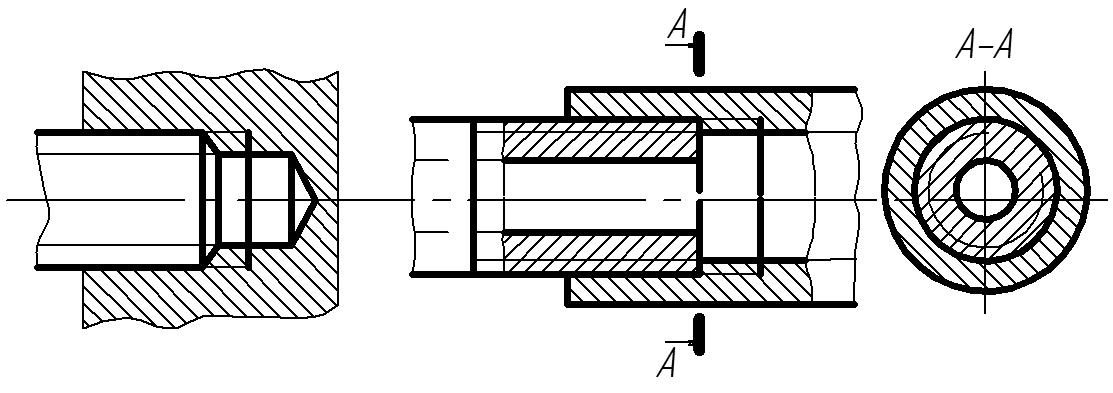
Рис. 87 Изображение резьбы в соединении
Правильное нанесение обозначения резьбы на чертежах приведено в табл. 2.
Крепежные изделия
К крепежным изделиям относятся болты, винты, шпильки, гайки, шайбы, шплинты.
Форма, размеры и другие характеристики крепёжных изделий (такие как материал, класс прочности, характер покрытия и т.д.) стандартизированы, но без специальных знаний их нельзя обоснованно назначить. Поэтому в курсе «Инженерная графика» в условном обозначении крепёжных изделий некоторые параметры не указывают. Большинство крепёжных резьбовых изделий изготовляют с метрической резьбой, крупным или мелким шагом. Чертежи крепёжных изделий выполняются по действительным размерам, которые установлены соответствующим стандартом.
Болты
Болт представляет собой цилиндрический стержень, на одном конце которого имеется головка (шестигранная, квадратная, круглая или специальная), а на другом – резьба для навинчивания гайки.
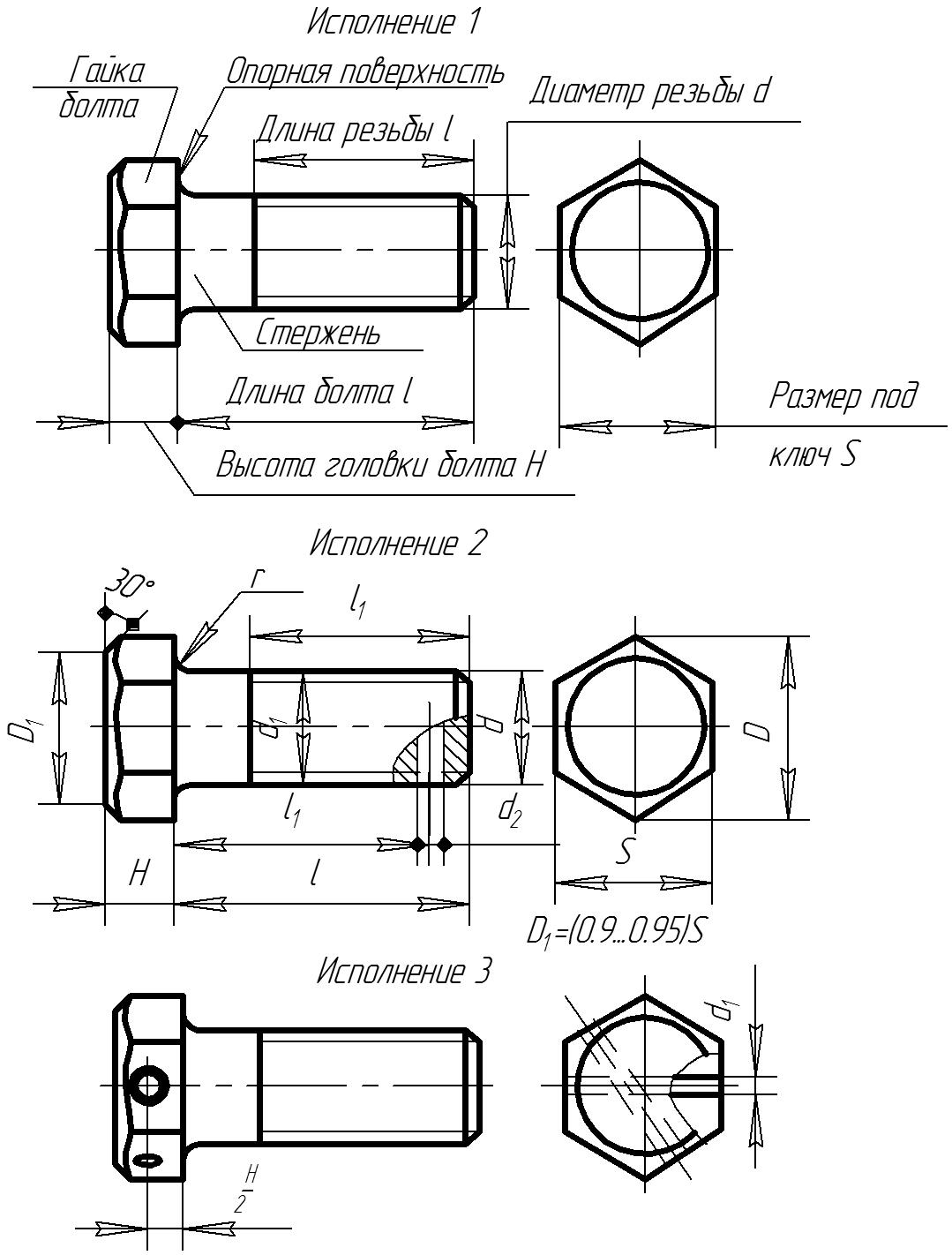
Пример полного условного обозначения болта повышенной точности диаметром резьбы d = 16 мм, длиной l = 60 мм, класса прочности 5.8, исполнения 2, с мелким шагом Р=1,5 мм, с полем допуска 69, без покрытия:
Болт 2M16´1,5.6g´60.58 ГОСТ 7798-70.
Обозначение болта на учебных чертежах:
Болт 2М16´1,5´60 ГОСТ 7798-70.
Шпильки
Шпилькой называется цилиндрический стержень, на обоих концах которого имеется метрическая резьба (рис. 89). Шпильки применяют для соединения деталей, когда отсутствует место для размещения головки болта или гайки, а также когда одна из соединяемых деталей имеет значительную толщину, что делает неэкономичной установку болта большой длины.
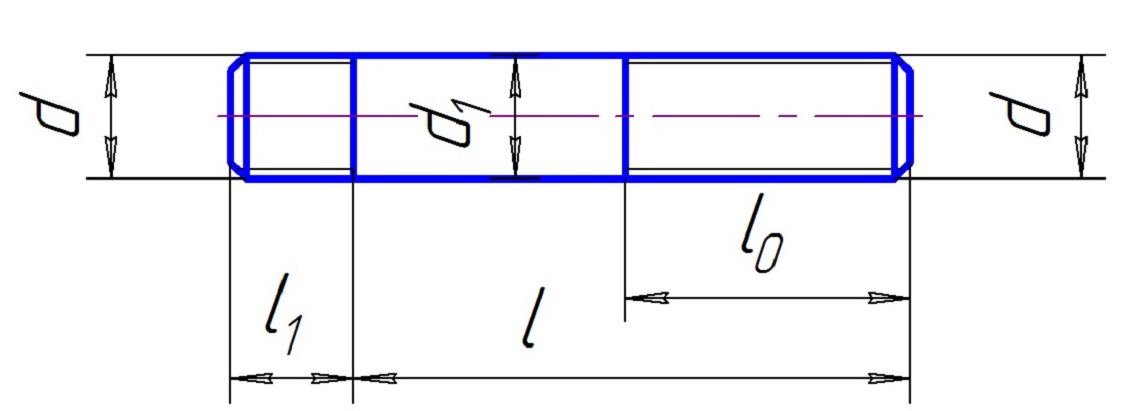
Резьбовой конец шпилькиl1, ввинчиваемый в деталь, называется посадочным. Длина его зависит от прочности и пластичности материала, из которого изготовлена деталь.
Для прочных и пластичных материалов (сталь, бронза, латунь и др.)
Для серого и ковкого чугуна:
l1 = 1,25d (ГОСТ 22034-76, ГОСТ 22035-76),
Для деталей из легких сплавов:
На другой резьбовой конец шпильки l навинчивается гайка. Длиной шпильки l условно считают длину ее стержня без длины посадочного конца l1 (см. рис. 89).
Пример условного обозначения шпильки диаметром резьбы d=20 мм, с шагом Р=1,5 мм, с полем допуска 6g, длиной l=100 мм, с длиной ввинчиваемого резьбового конца l1=d, нормальной точности, класса прочности 5.8, без покрытия:
Шпилька M20´1.5-6g´100.58 ГОСТ 22032-76.
Обозначение той же шпильки на учебных чертежах:
Шпилька М20´1,5´100 ГОСТ 22032-76.
Винты
Винтом называется цилиндрический стержень, на одном конце которого имеется головка, а на другом нарезана метрическая резьба. Винты чаще всего имеют в головке шлиц под отвертку, но бывают винты с шестигранными и квадратными головками под гаечный ключ.
В зависимости от назначения винты подразделяются на крепежные, установочные, регулирующие и др. Винты установочные служат для регулировки зазоров и фиксации деталей при сборке. Наибольшее распространение в машиностроении имеют крепежные винты для металла. Эти винты в зависимости от условий работы изготавливают с цилиндрической, ГОСТ 1491-80 (рис. 90,а), полукруглой, ГОСТ 17473-80 (рис. 90,б), полупотайной, ГОСТ 17474-80 (рис. 90,в) и потайной, ГОСТ 17475-80 (рис. 90,г) головками. Определяющими размерами для всех винтов служат диаметр резьбы d и длина l. За длину l большинства крепежных винтов принимают длину их стержня (без головки).
Для винтов с потайной головкой величина l включает длину стержня и высоту головки (см. рис. 90,г).
Болты ГОСТ 7796-70/7798-70
Болты ГОСТ 7796-70
Производственно-коммерческое предприятие «ФЛАРМ» производит болты в соответствии с ГОСТ 7796-70. Мы готовы изготовить болты по чертежам и техническим требованиям заказчика.
У нас собственное производство и склад готовой продукции. Мы можем организовать доставку по всей России.
Подробную информацию о нашей продукции, ценах и условиях доставки вы можете получить по телефонам: +7 (812) 401-40-60, +7 (800) 775-79-75 и по адресу: .
Стандарты, технические требования и материалы
ГОСТ 7796-70 распространяется на болты с шестигранной уменьшенной головкой класса прочности В с диаметром от 8 до 48 мм.
Длина от 10 до 300 мм.
Резьба по ГОСТ 24705. Сбег и недорез резьбы по ГОСТ 27148.
Концы болтов по ГОСТ 12414. Радиус под головкой по ГОСТ 24670.
Не установленные настоящим стандартом допуски размеров, отклонений формы и расположения поверхностей и методы контроля по ГОСТ 1759.1.
Допустимые дефекты поверхности болтов и методы контроля по ГОСТ 1759.2.
Технические требования по ГОСТ 1759.0.
Болты оцинкованные ГОСТ 7796-70 используются при соединении и креплении металлоконструкций и дорожных ограждений.
ГОСТ 7796-70 регламентирует 5 исполнений болтов.
S — размер «под ключ»;
е — диаметр описанной окружности;
К/К1 — высота головки болта;
d1 — диаметр стержня;
b — длина резьбы;
d — номинальный диаметр резьбы
Классы прочности болтов ГОСТ 7796-70
Класс прочности характеризует предел прочности и предел текучести изделия. Класс прочности болта указывается на его головке.
Изготавливаются из стали 10, 20.
Имеют относительно невысокую прочность на разрыв. Болты класса прочности 5.8 выдерживают нагрузки на 20% больше, чем болты класса прочности 4.8.
Широко применяются во всех отраслях народного хозяйства для малонагруженных соединений
Изготавливаются из стали 35, 20Г2Р с последующей закалкой.
Выдерживают в два раза большее разрушающее воздействие по сравнению с классом прочности 4.8.
Рекомендуем применять в ответственных конструкциях и механизмах
Изготавливаются только из стали 20Г2Р или 40Х с последующей закалкой.
Выдерживают разрушающее воздействие в 2.7 раза больше по сравнению с классом прочности 4.8.
Высокий класс прочности позволяет применять крепежные изделия меньшего размера при тех же нагрузках; сократить металлоемкость крепежа и снизить цену на 30–40%.
Незаменимы в механизмах, требующих частой сборки-разборки, грузоподъемных машинах и ответственных конструкциях
Болты ГОСТ 7798-70
Производственно-коммерческое предприятие «ФЛАРМ» производит болты в соответствии с ГОСТ 7798-70. Мы готовы изготовить болты по чертежам и техническим требованиям заказчика.
У нас собственное производство и склад готовой продукции. Мы можем организовать доставку по всей России.
Подробную информацию о нашей продукции, ценах и условиях доставки вы можете получить по телефонам: +7 (812) 227-40-60, +7 (812) 248-13-83 и по адресу: .
Стандарты, технические требования и материалы
ГОСТ 7798-70 распространяется на болты с шестигранной головкой класса точности В с диаметром резьбы от 6 до 48 мм. Длина от 10 до 300 мм.
Резьба по ГОСТ 24705. Сбег и недорез резьбы по ГОСТ 27148.
Концы болтов по ГОСТ 12414. Радиус под головкой по ГОСТ 24670.
Не установленные настоящим стандартом допуски размеров, отклонений формы и расположения поверхностей и методы контроля по ГОСТ 1759.1.
Допустимые дефекты поверхности болтов и методы контроля по ГОСТ 1759.2.
Технические требования по ГОСТ 1759.0.
Варианты исполнения головки устанавливает изготовитель.
Допускается изготавливать болты с диаметром гладкой части стержня d1 приблизительно равным среднему диаметру резьбы.
Допускается для нанесения знаков маркировки изготавливать болты исполнений 1 и 2 с лункой на торцевой поверхности головки с размерами, не снижающими прочность головки, при этом глубина лунки должна быть не более 0,4 k.
Болты ГОСТ 7798-70 с гайками и шайбами соответствующих размеров используются для соединения и крепления деталей, конструкций в строительстве, машиностроении и приборостроении.
Болты резьбовые ГОСТ 7798-70 изготавливаются из углеродистой стали, нержавеющей стали А2 и А4, стали с желтым хромированием, с гальванической или горячей оцинковкой и из латуни.
ГОСТ 7798-70 соответствует ГОСТ 7805-70, ISO 4014 и 4017 и DIN 931 и 933.
ГОСТ 7798-70 регламентирует 4 исполнения болтов.
Шаг резьбы болта гост
Крепежные детали — детали для неподвижного соединения частей машин и конструкций.
К ним обычно относят детали резьбовых соединений: болты, винты, шпильки, гайки, шурупы, шайбы, шплинты , а также штифты.
Основным параметром резьбовых крепежных деталей является резьба, форма и размеры которой соответствуют стандартам.

Система обозначения крепежных изделий по ГОСТ Р ИСО 8991-2011 (Изделия крепежные. Система обозначений)

В условном обозначении не указываются: исполнение 1, крупный шаг резьбы, правая резьба, отсутствие покрытия, а также параметры, однозначно определяемые стандартами на продукцию.

Болт с шестигранной головкой (ГОСТ 7805-70)
Болт — крепежная резьбовая деталь в виде цилиндрического стержня с головкой, часть которого снабжена резьбой. Конструкции болтов весьма разнообразны и зависят от назначения болтового соединения. Болты могут иметь как особенную конструкцию, так и соответствовать требованиям, оговариваемым стандартом. В последнем случае они относятся к стандартным изделиям.
Использование стандартных изделий способствует оптимизации производства. В зависимости от назначения болта и его конструктивных особенностей разработана серия стандартов.
Стандарты предусматривают следующие конструкции болтов:
Болт конический (ГОСТ 15163-78).
Болт откидной (ГОСТ 3033-79).
Болты с круглой головкой (ГОСТ 17673-81, 7783-81, 7785-81, 7786-81, 7801-81, 7802-81).
Болты с шестигранной головкой (ГОСТ 7805-70, 7808-70, 7811-70, 7817-80 и др.).
Болты фундаментные (ГОСТ 24379.1-80).
Рым-болт (ГОСТ 4751-73).
Для общетехнических нужд чаще всего выбираются болты с шестигранной головкой.
ГОСТ 7805-70 «Болты с шестигранной головкой»
Стандарт устанавливает следующие требования: болт с номинальным диаметром резьбы от 1,6 до 48 мм, изготавливается из марок стали: 10 кп, 20кп, 10, 20, 35, 40Х, ЗОХР, предусмотрено два класса точности (А, В) и четыре класса прочности (4,8; 5,8; 8,8; 10,9) с полем допуска резьбы: 6g, 8g. Все конструктивные размеры определяются стандартом и зависят от типа исполнения, которых предусмотрено четыре.

Болт с шестигранной головкой (ГОСТ 7805-70)
Болт М12- 6g.60.58 (S18) ГОСТ 7805-70 — болт исполнения 1 с диаметром резьбы d=12 мм, с размером под ключ S=18 мм, длиной l=60 мм, с крупным шагом резьбы, с полем допуска 6g, класса точности 5,8, без покрытия.
Болт 2М12х1.25- 6g.60. 109.40Х.016 (S18) ГОСТ 7805-70 — болт исполнения 2 с диаметром резьбы d=12 мм, с размером под ключ S=1 8 мм, длиной l=60 мм, с мелким шагом резьбы, с полем допуска 6g, класса точности 10,9, из марки стали 40Х, с покрытием 01 толщиной 6 мкм.
Примеры условного обозначения по ГОСТ Р ИСО 8991-2011:
Болт с шестигранной головкой ИСО 4014 -М12 х 80 — 8.8 — болт с шестигранной головикой с диаметром ИСО 4014, размером резьбы d= М 12 , номинальной длиной l= 8 0 мм, и классом прочности 8.8.
Болт с шестигранной головкой ИСО 4014 -М12 х 80 — 8.8 — А2Р— болт с шестигранной головикой с диаметром ИСО 4014, размером резьбы d= М 12 , номинальной длиной l= 8 0 мм, и классом прочности 8.8, электролитическое покрытие в соответствии с ИСО 4042, обозначение А2Р.
При проектировании резьбового соединения длина болта рассчитывается по размерам соединяемых деталей и округляется до ближайшего большего значения, предусмотренного стандартом.
ГОСТ 7798-70
ГОСТ 7798-70 Болты с шестигранной головкой класса точности В. Конструкция и размеры
Скачать ГОСТ 7798-70 вы можете в следующих версиях:
Поправки и изменения к ГОСТ 7798-70:
Тип изменения: Утратил силу в РФ
Номер изменения:
Регистрационный номер: 572-ст
Новое значение: Утратил силу на территории РФ в части болтов с крупным шагом резьбы и резьбой не на всей длине стержня, с 01.07.2014 пользоваться ГОСТ Р ИСО 4014-2013
Тип изменения: Текстовое изменение
Номер изменения: 2
Регистрационный номер: 363
Новое значение: —
Тип изменения: Текстовое изменение
Номер изменения: 3
Регистрационный номер: 1618
Новое значение: —
Тип изменения: Текстовое изменение
Номер изменения: 4
Регистрационный номер: 913
Новое значение: —
Тип изменения: Текстовое изменение
Номер изменения: 5
Регистрационный номер: 779
Новое значение: —
Тип изменения: Текстовое изменение
Номер изменения: 6
Регистрационный номер: 368
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
БОЛТЫ С ШЕСТИГРАННОЙ ГОЛОВКОЙ
КЛАССА ТОЧНОСТИ В
Конструкция и размеры
Hexagon bolts, product grade B.
Construction and dimensions
Дата введения 1972-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством черной металлургии СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Комитета стандартов, мер и измерительных приборов при Совете Министров СССР от 04.03.70 N 270
3. Стандарт полностью соответствует СТ СЭВ 4728-84
4. ВЗАМЕН ГОСТ 7798-62
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка
__________________
* На территории Российской Федерации действует действует ГОСТ 24705-2004, здесь и далее. — Примечание «КОДЕКС».
6. Ограничение срока действия снято по протоколу N 5-94 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС 11-12-94)
7. ИЗДАНИЕ с изменениями N 2, 3, 4, 5, 6, утвержденными в феврале 1974 г., марте 1981 г., марте 1985 г., марте 1989 г., июле 1995 г. (ИУС 3-74, 6-81, 6-85, 6-89, 9-95)
1. Настоящий стандарт распространяется на болты с шестигранной головкой класса точности В с диаметром резьбы от 6 до 48 мм.
(Измененная редакция, Изм. N 4).
2. Конструкция и размеры болтов должны соответствовать указанным на чертеже и в табл.1, 2.
(Измененная редакция, Изм. N 2-6).
3. Резьба — по ГОСТ 24705. Сбег и недорез резьбы — по ГОСТ 27148. Концы болтов — по ГОСТ 12414.
(Измененная редакция, Изм. N 5).
3а. Радиус под головкой — по ГОСТ 24670.
3б. Не установленные настоящим стандартом допуски размеров, отклонений формы и расположения поверхностей и методы контроля — по ГОСТ 1759.1.
3в. Допустимые дефекты поверхности болтов и методы контроля — по ГОСТ 1759.2.
3а-3в. (Введены дополнительно, Изм. N 4).
4. (Исключен, Изм. N 4).
5. Варианты исполнения головки устанавливает изготовитель.
5а. Допускается изготавливать болты с диаметром гладкой части стержня  , приблизительно равным среднему диаметру резьбы.
, приблизительно равным среднему диаметру резьбы.
(Введен дополнительно, Изм. N 3).
5б. Допускается для нанесения знаков маркировки изготавливать болты исполнений 1 и 2 с лункой на торцевой поверхности головки с размерами, не снижающими прочность головки, при этом глубина лунки должна быть не более 0,4 .
.
(Введен дополнительно, Изм. N 5).
6. Технические требования — по ГОСТ 1759.0.