Размер для конуса мт2
Конус Морзе
Для закрепления инструмента на станках в машиностроении широко применяются хвостовики и оправки конической формы, называемой конусом Морзе. Эта простая и, в то же время, надежная конструкция позволяет быстро и максимально точно закрепить инструмент в патроне станка.

История создания
Появления такой конструкции, а так же происхождение самого названия до сих пор покрыто множеством тайн. Достоверно известно, что в 1863 году американский инженер Стивен Морзе зарегистрировал патент на изобретение спирального сверла, такого, которое известно нам и по сей день. До этого для изготовления сверла, скручивали заостренный плоский профиль.
В описании, запатентованного Стивеном Морзе спирально м сверле, нет никаких упоминаний об особой форме хвостовика, но по какой-то причине Бюро стандартов США внесло коническую форму в национальные стандарты. Считается, что изобретатель, запатентовав новую конструкцию сверла, направил опытные образцы в Бюро патентов, где была замечена и по достоинству оценена эта особенность.
Впоследствии была создана компания по производству, получившая его имя и занимавшаяся изготовлением инструмента для машиностроения. К концу 19 века компания серьезно расширилась и стала одним из ведущих производителей инструмента того времени. Произведенный ей продукт поставлялся во многие страны мира, в том числе и в Россию. За время ее существования было запатентовано еще несколько изобретений, но, ни одно из них не было связано с коническим исполнением хвостовиков инструмента. Так же есть сведения, что через какое-то время после основания сам изобретатель по неизвестным причинам покинул компанию, при этом его имя в названии сохранилось.
Так же известно еще несколько изобретателей с фамилией Морзе, живших в США в то время. И, возможно, автором этого изобретения является кто-то из них, но никакой информации, подтверждающей эту версию, нет. Поэтому официальным изобретателем конической формы хвостовика инструмента считается именно Стивен Эмброуз Морзе.
Особенности конструкции и основные типы конусов Морзе
Есть версия, что коническая конструкция появилась в результате постепенной эволюции токарного, фрезерного и сверлильного инструмента в результате изучения влияния износа инструмента на его характеристики и качество выпускаемых деталей. Было замечено, что в процессе работы инструмент с цилиндрическим хвостовиком изнашивался и начинал проворачиваться в кулачках, возникали биения и отклонения инструмента.
Наиболее оптимальной формой, позволяющей с максимальной точностью закрепить инструмент в станке, обеспечить быструю смену инструмента без отклонений, а так же обеспечить подачу СОЖ (смазочно-охлаждающей жидкости) к рабочей части инструмента является конус.
В процессе развития технологий машиностроения появился так называемый метрический конус, который отличается от своих предшественников постоянной конусностью и угловыми размерами. Его конусность составляет 1:20, уклон – 1°51’56”, а угол – 1°51’51”, тогда как до этого конусность была переменной и варьировалась от 1:19,002 до 1:20,047.

Согласно классификации, принятой в ГОСТах СССР конусы Морзе принято разделять на малые, большие и общего применения.
Исходя из особенностей конструкции, на сегодняшний день различают три типа конусов Морзе:
Выпадение инструмента из шпинделя предотвращается самой конической формой хвостовика и отверстия в шпинделе или оправке. Дополнительно крепление хвостовика с лапкой в шпинделе происходит за счет вхождения лапки в специальный паз, резьбового – за счет резьбы в торце хвостовика.
Так же изготавливают инструмент с дополнительными пазами и отверстиями для подведения СОЖ. Это наиболее актуально для современных станков с ЧПУ.
Преимущества конуса Морзе
Кроме возможности быстрой смены инструмента и прочного закрепления его в станке, избегая смещения, а соответственно и перенастройки станка конус Морзе дает еще ряд преимуществ.
Во-первых, применение конуса Морзе привело к значительному уменьшения размеров хвостовика инструмента без потери надежности его закрепления в станке.
Во-вторых – придает дополнительный упор по оси крепления при меньшей длине инструмента по сравнению с цилиндрическим хвостовиком.
В-третьих – существенно снижает вероятность заклинивания инструмента в шпинделе.

Системы обозначения конусов Морзе
В России и странах ближнего зарубежья до сих пор принято классифицировать все виды конусов Морзе согласно советским ГОСТам. В них указаны основные параметры (конусность, длина, диаметры наружного и внутреннего конусов) для каждого вида конусов Морзе.
Даже сейчас, когда во всем мире производство инструмента регламентируется международными стандартами ISO и DIN, обозначения ГОСТ обозначения в нашей стране не потеряли свою актуальность. Более того, старые ГОСТы постоянно дорабатываются и совершенствуются.
На данный момент основным документом, регламентирующим обозначения и размеры конусов Морзе является ГОСТ 25557-2006 «Конусы инструментальные. Основные размеры», заменивший устаревший ГОСТ 25557-82. Ниже приведены примеры обозначения конусов Морзе из данного ГОСТ.

Так же существуют госты на отдельные виды инструмента, в которых применена эта конструктивная особенность. Например, ниже приведена таблица обозначений оправок с конусом Морзе для сверлильных патронов (ГОСТ 2682-86).

В соответствие с современными международными стандартами конусы Морзе подразделяются на 8 видов, обозначаемых маркировкой МТ и цифрами от 0 до 7 (например: МТ3), в Германии принята маркировка МК
Укороченные конусы Морзе
В процессе развития станкостроения появились станки, в которых размеры патронов под инструмент оказались меньше длины стандартных конусов Морзе, что создавало большие проблемы с подбором инструмента и установкой его в станок. Для таких станков был разработан отдельный вид укороченных конусов Морзе.
Главной особенностью таких конусов является то, что при сохраненном большем диаметре и конусности, длина хвостовика была уменьшена. При этом, укороченные конусы, благодаря сохранению своей формы, ни в чем не уступают стандартным. Они позволяют так же надежно закреплять инструмент и так же быстро производить его замену.
Ниже приведены основные размеры укороченных конусов Морзе:
Наименование
конуса
Что такое конус Морзе и как определяются его размеры
 Конус Морзе изобретен в середине позапрошлого века Стивеном А. Морзе. Несмотря на то что об этом изобретателе в нашей стране мало что известно, сам конус применяется часто. Во времена СССР все, кто работал со станками, использовал это изобретение. Заслуга Морзе огромна: он не только придумал способ крепления, но и создал сверло, состоящее из пары параллельных спиральных канавок с режущей кромкой.
Конус Морзе изобретен в середине позапрошлого века Стивеном А. Морзе. Несмотря на то что об этом изобретателе в нашей стране мало что известно, сам конус применяется часто. Во времена СССР все, кто работал со станками, использовал это изобретение. Заслуга Морзе огромна: он не только придумал способ крепления, но и создал сверло, состоящее из пары параллельных спиральных канавок с режущей кромкой.
Определение понятия
Морзе — это обтекатель в дрели конусообразной формы. Угол его может быть разным: величина зависит от стороны инсталляции установки в приводную часть станка. Пролювий во время сверления способствует удержанию инструмента в станке. Также есть возможность легко и безопасно вытащить конус из шпиндельного участка.
Часто случается, когда длина конуса становится слишком большой.
Разновидности конусов
Морзе может изготовляться по разным технологиям, поэтому не всегда один инструмент можно без проблем заменить на другой.
Прежде чем подбирать подходящий обтекатель, нужно определиться, какие у конуса Морзе размеры, соответствующие ГОСТу.

Инструменты зачастую отличаются друг от друга длиной, диаметром, величиной угла.
При выборе обтекателя нужно обращать внимание на буквенные обозначения и на цифры:
- число напротив буквы «Д» означает базовый размер конусного гнезда;
- числовой показатель возле «Л» — это глубина проникновения.
Размеры эти общие для всех стран, где активно применяется метрическая система счисления. Создаваемые сегодня обтекатели Морзе, как правило, имеют переходники, которые можно менять. Это упрощает работу, так как оборудование может быть совмещено с разными стандартами.

Заглавные буквы латинского алфавита обозначают особенности фланцевого сечения. Сам пролювий может иметь длину от 2,5 см до 16 см.
Сегодня наиболее качественными обтекателями для сверлильных станков можно считать инструменты, которые выпускаются под брендами «Кеннаметал» и «Капто».
Те, кто работает на станке, прекрасно знают, что они обладают хорошей устойчивостью к резким и значительным изменениям температуры. Конусы этих марок достаточно прочны и удобны в использовании. Они отвечают всем необходимым требованиям. Морзе, которые имеют маркировку «Капто», выпускаются на свет и распространяются по всему миру фирмой «Сандвик Коромант».
Сегодня такие инструменты продвигаются как аналоги HSK высшего класса. Сам обтекатель при проекции на плоскость будет иметь форму треугольника. На его круглых краях есть углубления. Но следует заметить, что такой инструмент имеет довольно высокую цену, так как процесс его изготовления весьма сложный. В свою очередь, Капто подразделяются на несколько типов, наиболее популярными среди которых являются те, что обозначены как «С3» и «С10».
 Первоначально такой инструмент создавался для того, чтобы его можно было использовать при зажиме цанговым методом.
Первоначально такой инструмент создавался для того, чтобы его можно было использовать при зажиме цанговым методом.
Существует разделение на 8 размеров: самый маленький из них обозначается как «КМ0», а самый большой — как «КМ7». Все остальные типы конусов также обозначаются буквами «К», «М» и цифрой от 1 до 6
. Впрочем, российский стандарт не рекомендует применять обтекатель Морзе КМ7, вместо него используется метрический конус № 80.
Обтекатели, которые созданы по дюймовым и метрическим стандартам, могут заменять друг друга. Они похожи во всем и различаются только резьбой хвостовика.
Размеры обтекателей Морзе
Разновидностей Морзе существует много, и поэтому поиск нужного инструмента для работы на станке — сложное и долгое занятие. Можно потратить много сил, времени и нервов, прежде чем удастся найти подходящий инструмент.
 Дело осложняется еще и тем, что названия одних и тех же разновидностей конусов Морзе могут различаться в разных источниках. Однако главная особенность этих обтекателей заключается в том, что их можно сразу узнать по конкретным числовым обозначениям.
Дело осложняется еще и тем, что названия одних и тех же разновидностей конусов Морзе могут различаться в разных источниках. Однако главная особенность этих обтекателей заключается в том, что их можно сразу узнать по конкретным числовым обозначениям.
- Существуют обтекатели, обозначающиеся числами «10», «100», «1000».
- Есть инструменты меньшего размера, для обозначения которых применяются десятичные дроби — «0,001», «0,0001».
В речи профессиональных сверловщиков конусы последних двух размеров называются короткими словами «зу» и «тенф», которые были заимствованы у американцев. Самый эффективный способ измерить конус — использование калибровки. Чтобы измерение было более точным, применяется специальная таблица пересчета размеров. С ее помощью можно определить диаметр с точностью до тысячной доли сантиметра.
Все конусы Морзе, которые выпускаются сегодня, имеют стандарты ISO 296, DIN 228, ГОСТ 25557–2006 . Последняя модель обладает наибольшей популярностью в нашей стране. У такого обтекателя есть улучшенный способ крепления патрона.

Длина и диаметр инструментов, которые используются в США, как правило, измеряются в дюймах. Жители России к таким единицам измерения не привыкли, и поэтому специально для них все размеры обтекателей переводят из дюймов в миллиметры. Например, для кольцевых фрез HSS, HSS-Co и TCT переходник на Weldon 19,05 мм конус Морзе 2 имеет размер диаметра 12−60 мм. Независимо от того, какой размер имеет обтекатель, невозможно оспорить тот факт, что этот способ крепления вот уже много лет является самым популярным во всех развивающихся странах.
Конус Морзе
Конус Морзе – это одно из самых распространенных средств для закрепления инструмента на станке. Свое название данный инструмент получил в честь знаменитого инженера Стивена Морзе, жившего в XIX веке. Сегодня для правильного выбора размеров этого изделия применяют дробные числа. Существует несколько стандартизованных значений, различающихся углами наклона и размерами.
Область применения конуса Морзе – это машиностроение. С его помощью можно быстро и очень точно закрепить режущий инструмент. Для этого конус Морзе крепится в станке в специальном отверстии или патроне, а в него в свою очередь вставляется например сверло. Такой способ крепежа гарантирует наиболее точное центрирование и последующую обработку. Также с его помощью можно подавать к обрабатываемой детали или режущему инструменту смазочно-охлаждающую жидкость.

Габариты и элементы конуса Морзе
Отличительной чертой одного конуса Морзе от другого являются размеры. Существуют несколько их видов и в соответствии с ГОСТом каждый имеет определенный номер и аббревиатуру. Чтобы измерить его, необходимо воспользоваться калибровкой, а лучше всего специальной таблицей, которая позволит рассчитать размеры до микрона. В зависимости от станка, на котором будет проводиться обработка детали, следует выбирать например резец, сверло, а затем вид изобретения Стивена Морзе.
С развитием машиностроительной отрасли возникла потребность в расширении модельного ряда конусов Морзе. Для этого был разработан метрический конус, который не имел особых конструктивных отличий от своего предшественника. Его конусность равнялась 1:20, при этом угол 2°51’51″, а уклон 1°25’56″. Метрические конусы позволили создать большой выбор инструмента для различных станков и операций. Классифицируются они на две категории: большие и малые. Большие обозначаются, например № 120, 200, и цифры соответствуют наибольшему диаметру метрического конуса.

Размеры конуса Морзе
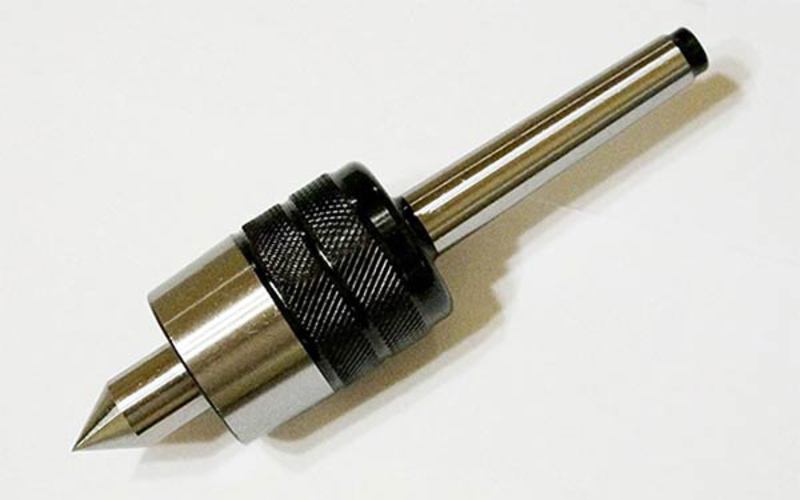
Инструментальный конус представляет собой конический хвостовик какого-нибудь режущего инструмента и коническое отверстие в шпинделе или бабке такого же диаметра. Его функция заключается в быстрой смене режущего инструмента и сохранении высокой точности при центрировании и закреплении.
Применяется в основном в станках с ЧПУ, потому что устраняет ряд недостатков обычного конуса Морзе.
- заклинивание хвостовиков в шпинделе гораздо меньше;
- меньшие размеры;
- улучшенный упор по оси;
- простота закрепления;
- автоматическая смена режущего инструмента.
В наши дни конусы Морзе изготавливают в соответствие с международным стандартом ISO и DIN. В России система стандартизации объединяет в один класс как просто конусы Морзе, так и метрические и инструментальные. Информацию о них можно получить в ГОСТ 25557-82. Ситуация с единым ГОСТом сложилась из-за того, что конусы Морзе со времен СССР пользуются в нашем государстве большой популярностью, а параллельно с этим появилось много новых.
Скачать ГОСТ 25557-82
Конусы Морзе распределены по 8 категориям. За рубежом это МТ0, МТ1, МТ2, МТ3, МТ4, МТ5, МТ6, МТ7. В Германии такая же нумерация, но буквенное обозначение МК. В нашей стране и на постсоветском пространстве КМ0, КМ1, КМ2, КМ3, КМ4, КМ5, КМ6 и №80.

Как показало время, некоторые конусы Морзе зарубежного производства неудобны в эксплуатации по причине большой длины. На этот случай был разработан ряд укороченных изделий, имеющий 9 размеров.
Наилучшие разновидности конусов на сегодняшний день
В наши дни особой популярностью, благодаря своему качеству, пользуются инструментальные конусы Морзе компаний HSK, Capto и Kennametal. Хорошая устойчивость к изменениям температуры и соответствие жестким требованиям в станкостроении позволило конусам Морзе этих брендов стать лидерами рынка.
HSK – это полые инструменты с конусностью 1:10. Обозначаются буквой латинского алфавита и цифрой, обозначающей больший диаметр фланца. Главной особенностью таких изделий является быстрая замена инструмента, что очень важно в станках с ЧПУ.

Инструментальные конусы Capto соответствуют международному стандарту ISO и являются высококлассной продукцией. Продукция дорогостоящая из-за сложности изготовления, но высокая точность позволит минимизировать брак на производстве при использовании на станках этих инструментов. Особенность конструкции не позволяет им провернуться во время работы станка, происходит самозаклинивание. Жесткость соединения продукции компании Capto – это основное их преимущество перед другими конкурентами
Продукция Kennametal менее распространена, но так же отлично справляется со своим предназначением.
Продукция компаний B&S, Jacobs и Jarno распространены в основном в США, так как не имеют подтверждения международных стандартов и создаются соответственно для американского рынка, где пользуются большим спросом.
Компания Bridgerport Machines разработала модель R8 для цанговых зажимов на своем оборудовании. Но затем изобретение было доработано и выпущено на международный рынок. Эффективность этого средства вызвала в свое время фурор и стали появляться всевозможные аналоги. На сегодняшний день компания выпускает только один вид исполнения такого механизма.

Инструментальный конус 7:24 широко применяем в станках с ЧПУ, где смена инструмента происходит автоматически. Являясь инструментальным, он обладает рядом преимуществ перед обычным и поэтому так популярен в станкостроении. Существует множество его разновидностей. Во многих странах разработаны собственные стандарты к нему и поэтому между собой модели 7:24 от разных производителей не заменяют друг друга.
Конус 1:50 также широко применим в машиностроительной отрасли, если требуется дополнительно скрепить два изделия с резьбовым соединением. Для этого у модели 1:50 есть специальный штифты, которые необходимо вставить в обрабатываемые изделия, предварительно просверлив в тех отверстия в соответствующих местах.
Основные сведения о хвостовиках и их обозначение
Существует несколько видов исполнения инструментального конуса. Он может содержать резьбу, лапку или обходиться без них.
В его торце может быть нарезана резьба, которую делают для закрепления инструмента на шпинделе с использованием штревеля. Это специальный шток, предотвращающий выпадение инструмента. Также с его помощью изделие можно извлечь, если его случайным образом заклинит в шпинделе.
Если хвостовик изготовлен с лапкой, то она удерживает инструмент в шпинделе за счет того, что закреплена в специальном пазу. Лапка имеет два предназначения, с ее помощью легче достать изделие из шпинделя, а также создается жесткая фиксация и не будет проворачивания.
Также можно встретить исполнение с несколькими канавками и отверстиями. Они имеют разную глубину и размеры. Их задача – подводить к режущему инструменту смазочно-охлаждающую жидкость.
Хвостовики инструмента бывают различной конструкции и обозначаются буквенным кодом. Ниже приведена их расшифровка:
- BI – внутренний, имеется паз;
- ВЕ – наружный, имеется лапка;
- AI – внутренний, имеется отверстие по оси;
- АЕ – наружный, имеется отверстие по оси с резьбой;
- BIK – внутренний, имеются паз и отверстие для подачи смазочно-охлаждающей жидкости (СОЖ);
- ВЕК – наружный, имеется лапка и отверстие для подачи СОЖ;
- AIK – внутренний, содержит отверстия по оси и для подачи СОЖ;
- АЕК – наружный, содержит отверстие по оси с резьбой и отверстие для подачи СОЖ.
Наружный и внутренний соответствуют своим названиям. В зависимости от используемого инструмента, следует выбирать исполнение наружное или внутреннее.
Укороченные конусы Морзе
В некоторых ситуациях размеры конуса Морзе через чур большие и в таком случае следует пользоваться укороченными вариантами.

Представленные ниже названия означают, что конус был укорочен:
- B7 — до 14 мм;
- B10 — до 18 мм;
- B12 — до 22 мм;
- B16 — до 24 мм;
- B18 — до 32 мм;
- B22 — до 45 мм;
- B24 — до 55 мм;
- B32 — до 57 мм;
- B45 — до 71 мм;
Цифра в названии информирует о размере диаметра новой части конуса. Подробные данные можно взять из соответствующего ГОСТа.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Размер для конуса мт2
НОРМАЛЬНЫЕ УГЛЫ
( ГОСТ 8908-81 )
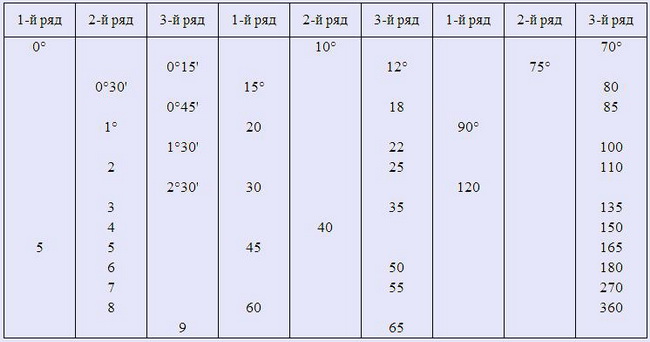
Таблица не распространяется на угловые размеры конусов. При выборе углов 1-й ряд следует предпочитать 2-му, а 2-й — 3-му.
НОРМАЛЬНЫЕ КОНУСНОСТИ и УГЛЫ КОНУСОВ
( ГОСТ 8593-81 )
Стандарт распространяется на конусности и углы конусов гладких конических элементов деталей.
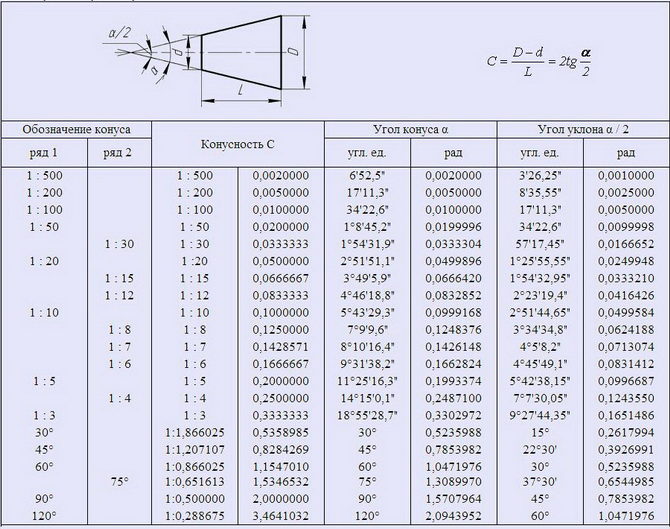
Примечание. Значения конусности или угла конуса, указанные в графе «Обозначение конуса», приняты за исходные при расчете других значений, приведенных в таблице. При выборе конусностей или углов конусов ряд 1 следует предпочитать ряду 2.
КОНУСЫ ИНСТРУМЕНТОВ УКОРОЧЕННЫЕ
( ГОСТ 9953-82 )
Стандарт распространяется на укороченные инструментальные конусы Морзе.

*z — наибольшее допускаемое отклонение положения основной плоскости, в которой находится диаметр D от теоретическогот положения.
** размеры для справок.
КОНУСНОСТЬ НАРУЖНЫХ И ВНУТРЕННИХ КОНУСОВ
И КОНУСОВ С РЕЗЬБОВЫМ ОТВЕРСТИЕМ
РЕКОМЕНДУЕМЫЕ РАЗМЕРЫ
ЦЕНТРОВОГО ОТВЕРСТИЯ УКОРОЧЕННОГО КОНУСА

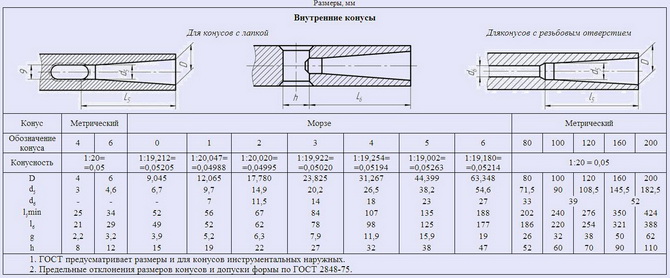
КОНУСЫ ИНСТРУМЕНТАЛЬНЫЕ МОРЗЕ И МЕТРИЧЕСКИЕ НАРУЖНЫЕ
( ГОСТ 25557-2006 )
Профиль резьбового отверстия соответствует отверстию центровому форма Р по ГОСТ ГОСТ 14034-74.
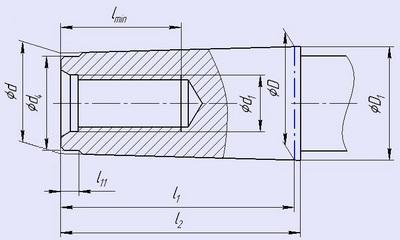
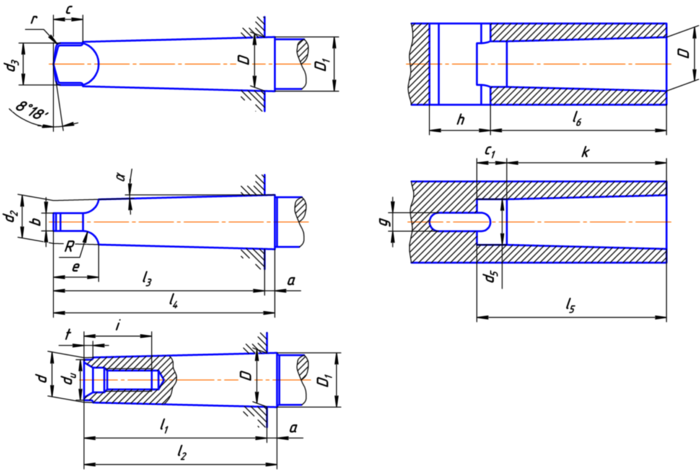
В ГОСТ 25557-2006 все размеры центрового отверстия приводятся в общей таблице. Стандарт также определяет размеры пазов канавок и отвестий, необходимых для конструирования конусов, в случае подачи смазочно-охлаждающей жидкости (СОЖ) через инструмент.
В зависимости от конструкции инструментальный хвостовик может иметь соответствующее обозначение:
BI — внутренний конус с пазом;
BE — наружный конус с лапкой;
AI — внутренний конус с отверстием по оси;
АЕ — наружный конус с резьбовым отверстием по оси;
BIK — внутренний конус с пазом и отверстием для подачи СОЖ;
ВЕК — наружный конус с лапкой и отверстием для подачи СОЖ;
AIK — внутренний конус с отверстием по оси и отверстием для подачи СОЖ;
АЕК — наружный конус с резьбовым отверстием по оси и отверстием для подачи СОЖ.
КОНУСЫ ИНСТРУМЕНТАЛЬНЫЕ МОРЗЕ И МЕТРИЧЕСКИЕ ВНУТРЕННИЕ
( ГОСТ 25557-2006 )
КОНУСЫ ВНУТРЕННИЕ И НАРУЖНЫЕ КОНУСНОСТЬЮ 7 : 24
( ГОСТ 15945-82 )
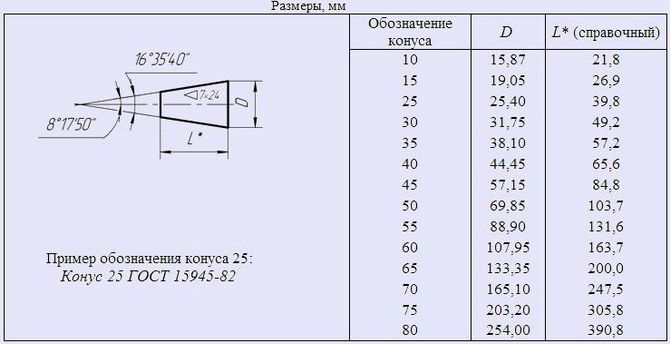
Допуски конусов внутренних и наружных конусностью 7:24 по ГОСТ 19860-93.
КОНУСЫ ИНСТРУМЕНТОВ
Предельные отклонения угла конуса и допуски формы конусов
( ГОСТ 2848-75 )
Степень точности инструментальных конусов обозначается допуском угла конуса заданной степени точности по ГОСТ 8908-81 и определяется предельными отклонениями угла конуса и допусками формы поверхности конуса, числовые значения которых указаны ниже.
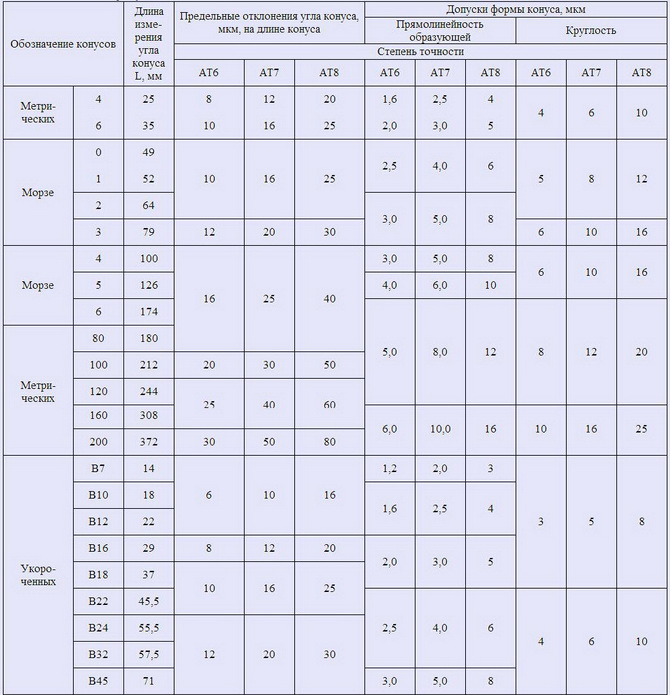
Примечания:
1. Отклонения угла конуса от номинального размера располагав в «плюс» — для наружных конусов, в «минус» — для внутренних.
2. ГОСТ 2848-75 для наружных конусов предусматривает также степени точности АТ4 и АТ5. Допуски по ГОСТ 2848-75 распространяются на конусы инструментов по ГОСТ 25557-2006 и ГОСТ 9953-82.
Пример обозначения конуса Морзе 3, степени точности АТ8:
Морзе 3 АТ8 ГОСТ 25557-2006
То же метрического конуса 160, степени точности АТ7:
Метр. 160 АТ7 ГОСТ 25557-2006
То же укороченного конуса В18, степени точности АТ6:
Инструментальные метрические конусы и конусы Морзе в настоящее время объединены в один стандарт (ГОСТ 25557-82 — Конусы инструментальные. Основные размеры.), это сложилось исторически из-за широкого распространения конуса Морзе и вследствие расширения диапазона размеров инструментальных конусов. Конструктивных различий между ними нет, основное различие в конусности; в конусе Морзе используется переменная конусность от 1:19,002 до 1:20,047, в метрических инструментальных конусах используется постоянная конусность 1:20
Конус Морзе
Один из самых широко применяемых креплений инструмента, подразделяется на восемь размеров, от 0 до 7 [1] [2] [3] и девять размеров укороченных конусов Морзе (B7, B10, B12, B16, B18, B22, B24, B32, B45) [4] . Конус Морзе был предложен Стивеном А. Морзе (Stephen A. Morse) (также изобретатель спирального сверла) приблизительно в 1864.
Продолжение табл. 1
- ГОСТ 25557-82— Конусы инструментальные. Основные размеры.
- ГОСТ 9953-82 — Конусы инструментов укороченные. Основные размеры.
Конус 1:50
Конусность 1 : 50 имеют установочные штифты, применяемые при необходимости дополнительного скрепления двух деталей зафиксированных резьбовым соединением, чтобы они не могли перемещаться одна относительно другой. Установочные штифты вставляются в отверстия, просверленные и развернутые одновременно в обеих деталях, после их сборки. Конусность 1:50 соответствует углу уклона 0°34′
Конус 1:30
Конус 1:20
Метрические конусы инструментов. Отверстия в шпинделях станков.
В настоящее время для того чтобы правильно определить размеры и ГОСТ конуса Морзе, используют дробные числа. Более всех распространен специальный механизм для инструментов, в первую очередь, для агрегатов на базе автоматической ЧПУ. Если в инструменте имеется внутренняя резьба, то она фиксируется посредством держателя и вворачивается в торцовую конусную часть.
Данный механизм был разработан лично инженером Стивеном Морзе во второй половине девятнадцатого века. Угловая часть инструмента зависит от стороны инсталляции в приводную часть станка. Тела-пролювии, основанные на резьбе, позволяют удерживать инструмент внутри станка и дают возможность безопасно извлечь заклинившийся конус из шпиндельного участка. Нередки случаи, когда длина конусной части Морзе, становится чрезмерной.
Способы различения патронного обтекателя в дрели
Обтекатель Морзе может быть изготовлен по разным методикам и не всегда отличается высокой взаимозаменяемостью. Размер конуса обозначают цифрами. В настоящее время имеются зандры с шагом 5, а их стандартный размер от 10-го до 80-го. Как правило, обозначения следующие:
Отличительной особенностью является стандартный размер конусного сечения.
Типологическая характеристика конусных габаритов:
- Д – это показатель базового размера конусного гнезда.
- Л – показатель глубины проникновения
В наши дни большинство конусов производят со сменяемым переходником, это дает возможность совместить оборудование с неодинаковыми стандартами. Различают несколько особенностей фланцевого сечения, которые имеют буквенное обозначение: A, B, C, D, E, F. Размерная часть самого пролювия обозначается так:
- минимальная длина 25 мм
- максимальная – 160 мм (к примеру, модель HSK-A73)
Наилучшие разновидности конусов в наши дни
В настоящее время самыми качественными конусами для сверлильного станка считаются те, которые изготовлены под брендами Капто и Кеннаметал. Все они отличаются высокой устойчивостью к температурным перепадам и отвечают самым строгим характеристикам.
Основные названия, которые имеет пролювий-адаптер Капто: от C3 до C10. Изначально данный конус Морзе изготавливался в первую очередь для зажимов цанговым методом. Выпускается всего лишь один типовой размер данного конусоида. Штифты для установки инсталлируются в секущие отверстия, которые просверлены и развернуты под необходимым углом в детали стандартного габарита.
Габариты и видовые составляющие конуса Морзе
В действительности существуют разные виды и размеры госта морзе-конусов, и они имеют неоднозначные названия в специальной литературе. Но их отличительной особенностью является их узнаваемость во всех культурах под определенными номерными знаками: 10, 100, 1000. При этом зандры-конусы меньшего размера 0.001″ и 0.0001″ в разговорной речи часто используют под американским термином: «зу» и «тенф».
Лучший способ измерения конуса – использовать калибровку, ибо на зандре имеются риски. Но для большой точности измерения используют таблицу пересчета размеров вплоть до сотой доли миллиметра. Таким образом, для того чтобы с точностью до миллиметра определять какой конус Морзе лучше всего использовать в данной ситуации, следует обращаться к таблице измерения диаметра изделия.
Кроме того, все инструментальные предметы с конусом Морзе в наше время имеют следующий стандарт ГОСТ 25557-82. Именно данная модель ГОСТ имеет сегодня наибольшую популярность в России по сравнению с предыдущими моделями. Имеется усовершенствованный способ удержания патрона и крепления.
Американские конусы различаются посредством дюймовой системы измерения, поэтому для лучшего понимания российским потребителем все метрические данные конуса переводятся в миллиметровую систему.
Видео: изготовление переходного конуса для сверлильного патрона под морзе 2.
Несоответствия между американской и российской метрической системами
В настоящее время пролювий с американской гравировкой КМ7 не соответствует российским стандартам. В России долгое время используют метрический штекель с конусом №80. Иногда оказывается, что использовать американский конус использовать неудобно – его длина не соответствует стандартам станка.
По этой причине пришлось удалить его толстую часть, и в настоящее время имеется девять размеров с более укороченным креплением. Хвостовая часть конуса Морзе за №80 может изготавливаться с различными вариациями. Но принцип их использования остается на высоком уровне и не требует особой спецподготовки.
Очевидно одно: конус Морзе является сегодня наиболее часто используемым креплением для самых разных составляющих.
Конусы морзе размеры гост
 Основные размеры.». Угол конуса 16°35’40″. Морзе может этого и не было… KM — конус, разработанный компанией Kennametal. Конус Морзе подразделяется на восемь размеров, от КМ0 до КМ7 (англ.MT0-MT7, нем.MK0-MK7). 3. Неуказанные размеры концов конусов с резьбовым отверстием — по ГОСТ 14034-74.
Основные размеры.». Угол конуса 16°35’40″. Морзе может этого и не было… KM — конус, разработанный компанией Kennametal. Конус Морзе подразделяется на восемь размеров, от КМ0 до КМ7 (англ.MT0-MT7, нем.MK0-MK7). 3. Неуказанные размеры концов конусов с резьбовым отверстием — по ГОСТ 14034-74.
Конус Морзе — одно из самых широко применяемых креплений инструмента. Был предложен Стивеном А. Морзе приблизительно в 1864 году. Конусность от 1:19,002 до 1:20,047 (угол конуса от 2°51’26″ до 3°00’52″, уклон конуса от 1°25’43″ до 1°30’26″) в зависимости от типоразмера. Инструмент с внутренней резьбой фиксируется в шпинделе штоком (штревелем), вворачивающимся в торец конуса.

Для многих применений длина конуса Морзе оказалась избыточной. Типоразмер конуса обозначается цифрой, существуют размеры от 10-го до 80-го с шагом 5. Например, ISO10, NMTB40, BT50. Для всех стандартов размер конусной части одинаков.
В таблице размеров конусов D обозначает базовый размер — наибольший диаметр конусного отверстия (гнезда), L обозначает глубину конусного отверстия. Эти значения также примерно соответствуют наибольшему диаметру конуса и его длине. Диаметр фланца DF примерно одинаков у всех конструктивных разновидностей. Старый ГОСТ 25827-93 определял три исполнения конусов.

Черт.1. НАРУЖНЫЕ КОНУСЫ
В настоящее время конуса обычно изготавливают со сменными штревелями, что улучшает совместимость оборудования разных стандартов. Имеет несколько конструктивных разновидностей фланцев, обозначаемых буквами A, B, C, D, E, F. Размер конуса обозначается цифрой наибольшего диаметра фланца в мм (от 25 до 160). Например, HSK-A63.
Конус Capto, разработанный компанией Sandvik Coromant, сегодня продвигается, как аналог HSK премиум-класса. Однако технология изготовления такого конуса несколько сложнее и следовательно дороже для конечного потребителя. В зависимости от размера соединения Capto обозначаются C3..C10.
Черт.2. ВНУТРЕННИЕ КОНУСЫ
Внутрифирменный конус, изначально создавался специально для цанговых зажимов. Существует один типоразмер этого конуса. 1. Настоящий стандарт распространяется на инструментальные метрические конусы и конусы Морзе.Стандарт полностью соответствует СТ СЭВ 147-75.
10, 100, 1000 и т.д. 0.001″ и 0.0001″ в разговоре называются, в частности, «thou» и «tenth». Правильно мерить калибром, на нем есть риски. Неправильно, но для определения размера — измерением большего диаметра и сравнением с таблицей. Никто не знает что может быть за конус, у которого больший диаметр около 13 мм и угол чуть-чуть меньше чем у КМ-1? Хвостовик КМ-1 туда встает, но ощутимо глубже чем должен.
Конусы с резьбой гарантируют невыпадение инструмента и облегчают извлечение заклинившего конуса из шпинделя
Исполнение 1 было аналогично ISO 297. Исполнение 2 было аналогично ISO 7388 вариант A. Исполнение 3 аналогов не имело. Стандарт не определял конструкций штревелей, только фланцев и резьб хвостовиков. Следует учесть, что диаметр фланца и размер конуса могут не совпадать у разных конструктивов, например, HSK-A50 и HSK-В63 имеют одинаковый конус, а HSK-A63 и HSK-В63 — разный. В сечении он представляет собой треугольник со скругленными краями и выгнутыми сторонами.

По сути сходен с HSK, но не получил большого распространения. Некоторые производители станков, проверив на практике возможности интерфейса Capto, стали интегрировать его в базовый шпиндель станка (WFL, Mazak). Конусность 1:50 соответствует углу уклона 0°34′. Постановлением Государственного комитета СССР по стандартам от 28 декабря 1982 г. N 5172 срок введения установлен с 01.01.84ПЕРЕИЗДАНИЕ.
По внешнему виду и сферам применения похожи на конуса Морзе. Широко распространённый инструментальный конус, в основном, для станков с ЧПУ с автоматической сменой инструмента.
Инструментальные метрические конусы и конусы Морзе в настоящее время объединены в один стандарт (ГОСТ 25557-82 — Конусы инструментальные. Основные размеры.), это сложилось исторически из-за широкого распространения конуса Морзе и вследствие расширения диапазона размеров инструментальных конусов. Конструктивных различий между ними нет, основное различие в конусности; в конусе Морзе используется переменная конусность от 1:19,002 до 1:20,047, в метрических инструментальных конусах используется постоянная конусность 1:20
Конус Морзе
Один из самых широко применяемых креплений инструмента, подразделяется на восемь размеров, от 0 до 7 [1] [2] [3] и девять размеров укороченных конусов Морзе (B7, B10, B12, B16, B18, B22, B24, B32, B45) [4] . Конус Морзе был предложен Стивеном А. Морзе (Stephen A. Morse) (также изобретатель спирального сверла) приблизительно в 1864.
Продолжение табл. 1
- ГОСТ 25557-82— Конусы инструментальные. Основные размеры.
- ГОСТ 9953-82 — Конусы инструментов укороченные. Основные размеры.
Конус 1:50
Конусность 1 : 50 имеют установочные штифты, применяемые при необходимости дополнительного скрепления двух деталей зафиксированных резьбовым соединением, чтобы они не могли перемещаться одна относительно другой. Установочные штифты вставляются в отверстия, просверленные и развернутые одновременно в обеих деталях, после их сборки. Конусность 1:50 соответствует углу уклона 0°34′
Конус 1:30
Конус 1:20
Метрические конусы инструментов. Отверстия в шпинделях станков.
Конус Морзе – это одно из самых распространенных средств для закрепления инструмента на станке. Свое название данный инструмент получил в честь знаменитого инженера Стивена Морзе, жившего в XIX веке. Сегодня для правильного выбора размеров этого изделия применяют дробные числа. Существует несколько стандартизованных значений, различающихся углами наклона и размерами.
Область применения конуса Морзе – это машиностроение. С его помощью можно быстро и очень точно закрепить режущий инструмент. Для этого конус Морзе крепится в станке в специальном отверстии или патроне, а в него в свою очередь вставляется например сверло. Такой способ крепежа гарантирует наиболее точное центрирование и последующую обработку. Также с его помощью можно подавать к обрабатываемой детали или режущему инструменту смазочно-охлаждающую жидкость.

Габариты и элементы конуса Морзе
Отличительной чертой одного конуса Морзе от другого являются размеры. Существуют несколько их видов и в соответствии с ГОСТом каждый имеет определенный номер и аббревиатуру. Чтобы измерить его, необходимо воспользоваться калибровкой, а лучше всего специальной таблицей, которая позволит рассчитать размеры до микрона. В зависимости от станка, на котором будет проводиться обработка детали, следует выбирать например резец, сверло, а затем вид изобретения Стивена Морзе.
С развитием машиностроительной отрасли возникла потребность в расширении модельного ряда конусов Морзе. Для этого был разработан метрический конус, который не имел особых конструктивных отличий от своего предшественника. Его конусность равнялась 1:20, при этом угол 2°51’51″, а уклон 1°25’56″. Метрические конусы позволили создать большой выбор инструмента для различных станков и операций. Классифицируются они на две категории: большие и малые. Большие обозначаются, например № 120, 200, и цифры соответствуют наибольшему диаметру метрического конуса.

Размеры конуса Морзе
Инструментальный конус представляет собой конический хвостовик какого-нибудь режущего инструмента и коническое отверстие в шпинделе или бабке такого же диаметра. Его функция заключается в быстрой смене режущего инструмента и сохранении высокой точности при центрировании и закреплении.
Применяется в основном в станках с ЧПУ, потому что устраняет ряд недостатков обычного конуса Морзе.
- заклинивание хвостовиков в шпинделе гораздо меньше;
- меньшие размеры;
- улучшенный упор по оси;
- простота закрепления;
- автоматическая смена режущего инструмента.
В наши дни конусы Морзе изготавливают в соответствие с международным стандартом ISO и DIN. В России система стандартизации объединяет в один класс как просто конусы Морзе, так и метрические и инструментальные. Информацию о них можно получить в ГОСТ 25557-82. Ситуация с единым ГОСТом сложилась из-за того, что конусы Морзе со времен СССР пользуются в нашем государстве большой популярностью, а параллельно с этим появилось много новых.
Конусы Морзе распределены по 8 категориям. За рубежом это МТ0, МТ1, МТ2, МТ3, МТ4, МТ5, МТ6, МТ7. В Германии такая же нумерация, но буквенное обозначение МК. В нашей стране и на постсоветском пространстве КМ0, КМ1, КМ2, КМ3, КМ4, КМ5, КМ6 и №80.

Как показало время, некоторые конусы Морзе зарубежного производства неудобны в эксплуатации по причине большой длины. На этот случай был разработан ряд укороченных изделий, имеющий 9 размеров.
Наилучшие разновидности конусов на сегодняшний день
В наши дни особой популярностью, благодаря своему качеству, пользуются инструментальные конусы Морзе компаний HSK, Capto и Kennametal. Хорошая устойчивость к изменениям температуры и соответствие жестким требованиям в станкостроении позволило конусам Морзе этих брендов стать лидерами рынка.
HSK – это полые инструменты с конусностью 1:10. Обозначаются буквой латинского алфавита и цифрой, обозначающей больший диаметр фланца. Главной особенностью таких изделий является быстрая замена инструмента, что очень важно в станках с ЧПУ.

Инструментальные конусы Capto соответствуют международному стандарту ISO и являются высококлассной продукцией. Продукция дорогостоящая из-за сложности изготовления, но высокая точность позволит минимизировать брак на производстве при использовании на станках этих инструментов. Особенность конструкции не позволяет им провернуться во время работы станка, происходит самозаклинивание. Жесткость соединения продукции компании Capto – это основное их преимущество перед другими конкурентами
Продукция Kennametal менее распространена, но так же отлично справляется со своим предназначением.
Продукция компаний B&S, Jacobs и Jarno распространены в основном в США, так как не имеют подтверждения международных стандартов и создаются соответственно для американского рынка, где пользуются большим спросом.
Компания Bridgerport Machines разработала модель R8 для цанговых зажимов на своем оборудовании. Но затем изобретение было доработано и выпущено на международный рынок. Эффективность этого средства вызвала в свое время фурор и стали появляться всевозможные аналоги. На сегодняшний день компания выпускает только один вид исполнения такого механизма.

Инструментальный конус 7:24 широко применяем в станках с ЧПУ, где смена инструмента происходит автоматически. Являясь инструментальным, он обладает рядом преимуществ перед обычным и поэтому так популярен в станкостроении. Существует множество его разновидностей. Во многих странах разработаны собственные стандарты к нему и поэтому между собой модели 7:24 от разных производителей не заменяют друг друга.
Конус 1:50 также широко применим в машиностроительной отрасли, если требуется дополнительно скрепить два изделия с резьбовым соединением. Для этого у модели 1:50 есть специальный штифты, которые необходимо вставить в обрабатываемые изделия, предварительно просверлив в тех отверстия в соответствующих местах.
Основные сведения о хвостовиках и их обозначение
Существует несколько видов исполнения инструментального конуса. Он может содержать резьбу, лапку или обходиться без них.
В его торце может быть нарезана резьба, которую делают для закрепления инструмента на шпинделе с использованием штревеля. Это специальный шток, предотвращающий выпадение инструмента. Также с его помощью изделие можно извлечь, если его случайным образом заклинит в шпинделе.
Если хвостовик изготовлен с лапкой, то она удерживает инструмент в шпинделе за счет того, что закреплена в специальном пазу. Лапка имеет два предназначения, с ее помощью легче достать изделие из шпинделя, а также создается жесткая фиксация и не будет проворачивания.
Также можно встретить исполнение с несколькими канавками и отверстиями. Они имеют разную глубину и размеры. Их задача – подводить к режущему инструменту смазочно-охлаждающую жидкость.
Хвостовики инструмента бывают различной конструкции и обозначаются буквенным кодом. Ниже приведена их расшифровка:
- BI – внутренний, имеется паз;
- ВЕ – наружный, имеется лапка;
- AI – внутренний, имеется отверстие по оси;
- АЕ – наружный, имеется отверстие по оси с резьбой;
- BIK – внутренний, имеются паз и отверстие для подачи смазочно-охлаждающей жидкости (СОЖ);
- ВЕК – наружный, имеется лапка и отверстие для подачи СОЖ;
- AIK – внутренний, содержит отверстия по оси и для подачи СОЖ;
- АЕК – наружный, содержит отверстие по оси с резьбой и отверстие для подачи СОЖ.
Наружный и внутренний соответствуют своим названиям. В зависимости от используемого инструмента, следует выбирать исполнение наружное или внутреннее.
Укороченные конусы Морзе
В некоторых ситуациях размеры конуса Морзе через чур большие и в таком случае следует пользоваться укороченными вариантами.

Представленные ниже названия означают, что конус был укорочен:
- B7 — до 14 мм;
- B10 — до 18 мм;
- B12 — до 22 мм;
- B16 — до 24 мм;
- B18 — до 32 мм;
- B22 — до 45 мм;
- B24 — до 55 мм;
- B32 — до 57 мм;
- B45 — до 71 мм;
Цифра в названии информирует о размере диаметра новой части конуса. Подробные данные можно взять из соответствующего ГОСТа.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Конусы Морзе и их размеры по ГОСТ
В настоящее время для того чтобы правильно определить размеры и ГОСТ конуса Морзе, используют дробные числа. Более всех распространен специальный механизм для инструментов, в первую очередь, для агрегатов на базе автоматической ЧПУ. Если в инструменте имеется внутренняя резьба, то она фиксируется посредством держателя и вворачивается в торцовую конусную часть.
Данный механизм был разработан лично инженером Стивеном Морзе во второй половине девятнадцатого века. Угловая часть инструмента зависит от стороны инсталляции в приводную часть станка. Тела-пролювии, основанные на резьбе, позволяют удерживать инструмент внутри станка и дают возможность безопасно извлечь заклинившийся конус из шпиндельного участка. Нередки случаи, когда длина конусной части Морзе, становится чрезмерной.
Способы различения патронного обтекателя в дрели
Обтекатель Морзе может быть изготовлен по разным методикам и не всегда отличается высокой взаимозаменяемостью. Размер конуса обозначают цифрами. В настоящее время имеются зандры с шагом 5, а их стандартный размер от 10-го до 80-го. Как правило, обозначения следующие:
- ISO20
- NMTB30
- BT40
Отличительной особенностью является стандартный размер конусного сечения.
Типологическая характеристика конусных габаритов:
- Д – это показатель базового размера конусного гнезда.
- Л – показатель глубины проникновения
В наши дни большинство конусов производят со сменяемым переходником, это дает возможность совместить оборудование с неодинаковыми стандартами. Различают несколько особенностей фланцевого сечения, которые имеют буквенное обозначение: A, B, C, D, E, F. Размерная часть самого пролювия обозначается так:
- минимальная длина 25 мм
- максимальная – 160 мм (к примеру, модель HSK-A73)
Наилучшие разновидности конусов в наши дни
В настоящее время самыми качественными конусами для сверлильного станка считаются те, которые изготовлены под брендами Капто и Кеннаметал. Все они отличаются высокой устойчивостью к температурным перепадам и отвечают самым строгим характеристикам.
Основные названия, которые имеет пролювий-адаптер Капто: от C3 до C10. Изначально данный конус Морзе изготавливался в первую очередь для зажимов цанговым методом. Выпускается всего лишь один типовой размер данного конусоида. Штифты для установки инсталлируются в секущие отверстия, которые просверлены и развернуты под необходимым углом в детали стандартного габарита.
Габариты и видовые составляющие конуса Морзе
В действительности существуют разные виды и размеры госта морзе-конусов, и они имеют неоднозначные названия в специальной литературе. Но их отличительной особенностью является их узнаваемость во всех культурах под определенными номерными знаками: 10, 100, 1000. При этом зандры-конусы меньшего размера 0.001″ и 0.0001″ в разговорной речи часто используют под американским термином: «зу» и «тенф».
Лучший способ измерения конуса – использовать калибровку, ибо на зандре имеются риски. Но для большой точности измерения используют таблицу пересчета размеров вплоть до сотой доли миллиметра. Таким образом, для того чтобы с точностью до миллиметра определять какой конус Морзе лучше всего использовать в данной ситуации, следует обращаться к таблице измерения диаметра изделия.
Кроме того, все инструментальные предметы с конусом Морзе в наше время имеют следующий стандарт ГОСТ 25557-82. Именно данная модель ГОСТ имеет сегодня наибольшую популярность в России по сравнению с предыдущими моделями. Имеется усовершенствованный способ удержания патрона и крепления.
Американские конусы различаются посредством дюймовой системы измерения, поэтому для лучшего понимания российским потребителем все метрические данные конуса переводятся в миллиметровую систему.
Видео: изготовление переходного конуса для сверлильного патрона под морзе 2.
Несоответствия между американской и российской метрической системами
В настоящее время пролювий с американской гравировкой КМ7 не соответствует российским стандартам. В России долгое время используют метрический штекель с конусом №80. Иногда оказывается, что использовать американский конус использовать неудобно – его длина не соответствует стандартам станка.
По этой причине пришлось удалить его толстую часть, и в настоящее время имеется девять размеров с более укороченным креплением. Хвостовая часть конуса Морзе за №80 может изготавливаться с различными вариациями. Но принцип их использования остается на высоком уровне и не требует особой спецподготовки.
Очевидно одно: конус Морзе является сегодня наиболее часто используемым креплением для самых разных составляющих.