

Принцип работы цангового зажима
Цанговый патрон: устройство, конструкция, принцип работы и действия зажима
Цанговый патрон — это разновидность токарных патронов. Они удерживают деталь во время ее обработки на огромной скорости. Существует несколько видов для разных форм детали, видов обработки и назначения. Цанговый патрон в отличие от быстрозажимных (БЗП) не требует дополнительных приспособлений: шпилек, винтов или стопоров. Поэтому второе его название — самозажимной. Это простое и надежное устройство получило широкое распространений в оснащении токарных станков. Самый расхожий тип цанги — ER.
Виды зажимных патронов

В токарных, сверлильных и фрезерных станках по металлу используются патроны с механическим или ручным зажимом 2-х, 3-х или 4-х кулачковые. Самоцентрирующиеся 2-х кулачковые применяются при изготовлении фасонных отливок. В 3-х кулачковые крепят шестигранные и круглые болванки с конусом Морзе. А при обработке несимметричных, прямоугольных или прутков удобнее 4-х кулачковые наборы.
Все зажимные делятся на следующие категории:
- рычажные;
- цанговые;
- сверлильные (быстрозажимные, БЗП);
- клиновые;
- гидропатроны;
- мембранные;
- термопатроны;
- 3-кулачковые;
- 4-кулачковые.
Патрон сверлильный самозажимной используется на универсальных или специальных токарных станках. Их устройство позволяет сильнее перенести усилие зажима при крутящем моменте значительно меньшем, нежели спиральные патроны. Конструкция выполняется из закаленной стали и набор кулачков из такого же металла.
В комплект поставки входит набор крепежных болтов и кулачков. Нередко патроны, идущие в набор к сверлильному или фрезерному станку, достаточно быстро ломаются, так как сделаны из некачественного металла. Квалифицированный токарь своими руками может сделать новый.
Принцип работы цангового патрона
Патроны с набором сменных цанг используются для крепления осевых заготовок и резцов на фрезерных, токарных, сверлильных станках, оборудовании с числовым программным управлением (ЧПУ). Существует множество размеров и видов цанговых патронов, которые работают по одному принципу. Самозажимная гайка подает давление на торец цанги, которая передвигается в конусный проем, диаметр ее уменьшается за счет сдавливания, крепко удерживая хвостовой конец Морзе резака. Чтобы изъять резак или деталь свинчивается гайка, давление уменьшается и цанга разжимается.
Преимущество цанговых патронов перед иными в малых радиальных биениях заготовки, установленной в такое зажимное устройство. Закрепленная в самозажимном патроне, деталь отлично центрируется. В отличие от быстрозажимных (БЗП), используемых в дрелях, самозажимные работают без ключей, которые часто теряются.
Обычно такие крепления используют для обработки втулок, цилиндрических деталей с хвостовиком Морзе, прутков. Очень удобны они для вторичного крепления уже обработанной детали. Если профиль детали не соответствует форме входного отверстия патрона, используются сменные картриджи из набора.
Конструкция цангового патрона

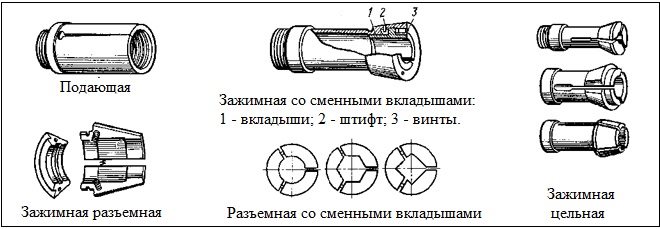
Патрон состоит из зажимной гайки и набора цанг. Есть с выдвижной, втягиваемой или неподвижной цангой. По назначению цанги могут быть зажимными или подающими.
 Подающая цанга — втулка из закаленной стали с 3 надрезами, формирующими своего рода лепестки с направленными в центр концами и пружинящие. Отверстие подающей цанги должно быть таким, чтобы заготовка плотно зажималась. Подающая цанга накручивается на вращающийся подающий шток, который подает заготовку, используя гидромеханический или кулачковый механизм. Во время установки заготовки в патрон ее конец Морзе задвигается между лепестками, разводя их. Под влиянием упругости лепестки плотно прижимаются к заготовке. Сцепление увеличивается во время обработки за счет сил трения.
Подающая цанга — втулка из закаленной стали с 3 надрезами, формирующими своего рода лепестки с направленными в центр концами и пружинящие. Отверстие подающей цанги должно быть таким, чтобы заготовка плотно зажималась. Подающая цанга накручивается на вращающийся подающий шток, который подает заготовку, используя гидромеханический или кулачковый механизм. Во время установки заготовки в патрон ее конец Морзе задвигается между лепестками, разводя их. Под влиянием упругости лепестки плотно прижимаются к заготовке. Сцепление увеличивается во время обработки за счет сил трения.
 Цельная зажимная цанга — это втулка с лепестками, пружинящими при воздействии. Для работы деталей диаметром менее 3 мм используются трехлепестковые цанги, от 3 до 80 мм — четырехлепестковые, более 80 мм — шестилепестковые. Сцепление увеличивается за счет уменьшения просвета прорезей во время втягивания цанги внутрь патрона.
Цельная зажимная цанга — это втулка с лепестками, пружинящими при воздействии. Для работы деталей диаметром менее 3 мм используются трехлепестковые цанги, от 3 до 80 мм — четырехлепестковые, более 80 мм — шестилепестковые. Сцепление увеличивается за счет уменьшения просвета прорезей во время втягивания цанги внутрь патрона.
 Разъемная зажимная цанга — применяется для крепления деталей самого маленького диаметра. Кулачки такого патрона раздвигаются с помощью пружин. Разъемные цанги могут комплектоваться вкладышами на смену, их вид и габариты зависят от характеристик заготовки.
Разъемная зажимная цанга — применяется для крепления деталей самого маленького диаметра. Кулачки такого патрона раздвигаются с помощью пружин. Разъемные цанги могут комплектоваться вкладышами на смену, их вид и габариты зависят от характеристик заготовки.
 В цанговых патронах крепят и металлообрабатывающий инструмент (сверла, метчики, фрезы) с малым поперечником хвостовика Морзе. Резец закрепляется сменной цангой, дополнительно укрепляемой гайкой. Во время завинчивания гайки цанга утапливается внутрь, а будучи упругой, крепко зажимает хвостовик Морзе. Минус этого вида патрона в том, что под каждый диаметр резца необходима своя цанга.
В цанговых патронах крепят и металлообрабатывающий инструмент (сверла, метчики, фрезы) с малым поперечником хвостовика Морзе. Резец закрепляется сменной цангой, дополнительно укрепляемой гайкой. Во время завинчивания гайки цанга утапливается внутрь, а будучи упругой, крепко зажимает хвостовик Морзе. Минус этого вида патрона в том, что под каждый диаметр резца необходима своя цанга.
 В станках продольного точения самозажимной патрон используется для крепления обрабатываемой мини-заготовки. Устройство таких цанг несколько отличается от обычных. Вместе с ними для крепления заготовки могут применяться и обычные инструменты для зажима конуса Морзе.
В станках продольного точения самозажимной патрон используется для крепления обрабатываемой мини-заготовки. Устройство таких цанг несколько отличается от обычных. Вместе с ними для крепления заготовки могут применяться и обычные инструменты для зажима конуса Морзе.
Как выбрать цанговый патрон
Первое условие при выборе самозажимного патрона — крепление к шпинделю. Зажим может устанавливаться прямо на шпиндель, через переходник или накручиваться на резьбу.
Размер фланца: диаметр пояска для присоединения или параметры конуса Морзе. Не зная параметров конца фланца, патрон не подберешь.
Количество кулачков: в наборе может быть два, четыре, шесть. Цена изделия зависит от количества, формы и металла. В зависимости от вида работ можно приобрести крепеж из твердого сплава металла или мягкого.
Как самостоятельно сделать патрон

Для выполнения работ по дереву, мягким металлам и пластмассам, домашнего изготовления печатных плат подойдет мини-дрель небольшой мощности, сделанная своими руками. Проще всего оснастить ее уже готовым мини-самозажимным креплением из ручки или карандаша. Но если таковых под рукой нет, мини-цангу совсем несложно сделать своими руками. Необходимы: паяльник, стальная проволока толщиной 1 мм, припой.
- из проволоки сворачивается спираль диаметром равная диаметру вала электродвигателя и сверла, с которым предстоит работать;
- спираль пропаивается, высокое качество соединений обеспечивается паяльным флюсом или КФЭТ;
- спираль надевается на вал и мини-цанга готова.
Видеоролик о том, как квалифицированный токарь по металлу сделал своими руками самозажимной патрон:
Цанговый прямой зажим: что это такое
Цанговый зажим – это приспособление для фиксации деталей цилиндрической или призматической формы. Цанги представляют собой пружинящие разрезные втулки с тремя-шестью лепестками, устанавливаемые в специальный патрон. Нашли применение в машиностроении, в бытовых и профессиональных инструментах и во многих других сферах человеческой деятельности, где требуется обеспечить надежное соединение элементов конструкции.

Цанговый прямой зажим
Как устроены зажимные цанговые патроны
Чтобы изготовить цанговый патрон, используют закаленную инструментальную сталь. Этим обеспечивается высокая прочность устройства, которому предстоит долгая эксплуатация, в ходе которой будут многократно закрепляться и сниматься заготовки или инструменты.

Зажимной цанговый патрон
Конструкция зажимного цангового патрона включает:
Принцип работы всех модификаций, отличающихся типоразмерами и особенностями устройства, одинаков: давление передается от гайки для зажима на конусное образование, а через него происходит формирование радиального сжимающего усилия, направленного на зажимаемую заготовку (инструмент, деталь).
Используемая цанга дала наименование наиболее распространенному цанговому патрону – ER. Преимущества цангового зажима над обычными патронами, применяемыми в токарных (фрезерных) станках состоят в:
- упрощении процесса установки или снятия детали (заготовки);
- возможности надежной фиксации детали, имеющей небольшой диаметр;
- возможности использовать твердые вставки.

Цанговый патрон ER с набором цанг разного диаметра
Цанговый патрон ER выпускается с набором цанг под заготовки разного диаметра, которые устанавливаются в зависимости от конкретных размеров хвостовиков.
Цанговый зажим
Применение цангового зажима для труб позволяет существенно упростить процесс сборки трубопровода и значительно снизить его стоимость, отказавшись от услуг сторонних специалистов.
Выделяют три разновидности данного соединительного элемента по его назначению для определенных типов конструкций:
Вид цанги зажимной для трубы подбирается, исходя из того, какой материал был использован для ее изготовления:
Уточнив диаметр трубы, можно приступать к сборке конструкции.
Обратите внимание! Единственное ограничение состоит в том, что цангу прямого зажима не принято устанавливать в труднодоступных местах. Причина такова: подобные конструкции нуждаются в периодическом осмотре и подтягивании ослабевших элементов, поэтому доступ к ним должен быть прост.

Сборно-разборная конструкция прямого зажима
Сборно-разборную конструкцию для прямого зажима легко установить. Пружинистая разрезная втулка давит на трубу изнутри, сверху придавливается контргайкой уплотнительное кольцо. Через кольцо прижимное усилие передается на стенки трубы, которые плотно зажимаются на втулке.
Разновидности компрессионных и разъемных соединений
Цанговый зажим для соединения подбирается, исходя из материала трубы. Медные трубы, по обыкновению, стыкуют с помощью медного цангового фитинга. Мягкий, пластичный металл под давлением плотно притирают прижимные поверхности. Высоко ценятся латунные изделия, выдерживающие рабочее давление до 25 атмосфер и температуру, поднимающуюся до 115º С. Но столь качественный продукт не рекомендуется к применению в трубопроводе с агрессивной средой. К тому же латунь подвержена коррозии, поэтому срок ее эксплуатации довольно ограничен.
Трубы из полипропилена PPRC, полиэтилена низкого давления (ПНД) и сшитого полиэтилена допускается соединять пластиковыми цанговыми фитингами.

Цанговый зажим в полипропиленовом фитинге
Цанговые зажимы в полипропиленовых фитингах выполняются из нержавеющей стали. Нажимное кольцо в цанговом захвате и направляющие во втулке выполняются из полипропилена. Некоторыми производителями для усиления изделия добавляется наружное металлическое кольцо, размещаемое над внутренней резьбой. Такими изделиями состыковываются трубы из разных полимерных материалов:
- нейлона;
- полиамида;
- полиуретана;
- полиэтилена и т.п.
Цанги широко используются в разъемных фитингах:
- водорозетке;
- евроконусе. Для стыковки исключительно металлопластиковых труб;
- крестовине;
- переходнике;
- тройнике;
- уголке.
Использование цанговых соединений при монтаже трубопроводе позволяет добиться существенной экономии рабочего времени и материальных и финансовых средств, продлить сроки эксплуатации системы. Обжимные соединения позволяют:
- собрать трубопровод с температурой рабочей среды, доходящей до 170º С и рабочим давлением до пятнадцати атмосфер;
- состыковать трубы с внутренним сечением от восьми до ста миллиметров;
- сборка трубопровода потребует простейшего набора инструментов в виде двух разводных (газовых) ключей или комплекта рожковых, с которыми управится работник с минимальной квалификацией;
- произвести монтаж предельно просто и быстро.

Компрессионный соединитель для труб
Пневматические зажимы для труб
Цанговыми фитингами может обеспечиваться соединение труб в пневматических системах, то есть, таких, которые подвергаются давлению сжатым воздухом. Естественно, что герметичное соединение может быть обеспечено деталями, которые способно работать при таком давлении. Для изготовления зажимов для подобного использования требуются:
- высокотехнологичный пластик, основой которого выступает ацетатный полимер. Такие изделия находят применение в системах для фильтрации воздуха. Зажимы отличаются устойчивостью в отношении воздействия коррозии и повышенной степенью жесткости. Они находят применение в условиях, когда диапазон рабочих температур устанавливается на отметках от -10º С и до +70º С, а рабочее давление достигает двенадцати атмосфер;
- другие полимеры (полиамид, полиуретан, полиэтилен, тефлон);
- металлы и сплавы (латунь, медь, сталь, нержавеющие сплавы).

Пневматические зажимы для труб
С пневматическими цанговыми фитингами трубопроводная система может быть быстро смонтирована или разобрана. Они чрезвычайно надежны, устойчивы к воздействию высокого давления и широкого диапазона температур.
Важно! При всех достоинствах это весьма специфичные изделия, которые могут быть установлены только в определенных рабочих системах и только для определенных целей. Исключается их применение в тех же пневматических системах с целью управления циркулирующим потоком сжатого воздуха или газа.
Как смонтировать металлопластиковый водопровод, используя цанговые зажимы
В быту металлопластиковыми трубами заметно потеснены аналогичные изделия из всех прочих материалов. Монтаж водопровода с использованием обжимных соединений превратился в самую распространенную из всех сантехнических операций. Проводится он в такой последовательности:
- Отмеренный отрезок металлопластиковой трубы с помощью специальных ножниц или другого инструмента отделяют таким образом, чтобы срез был произведен относительно оси строго под определенным углом – в 90º.
- Для выправления примятого торца (восстановления профиля среза) и снятия фаски применяется калибратор. Образовавшаяся стружка и мусор удаляются.
- Сразу с двух концов производится разборка прямого цангового фитинга, скручивая контргайку с резьбового торца и снимая уплотнительное кольцо со штуцера.
- После завершения разборки на трубу сначала надевают гайку, а затем – уплотнительное кольцо. Торец вокруг штуцера смазывается силиконом.
- Труба надевается на штуцер, с максимально возможной плотностью прижимаясь к торцу фитинга. Операция требует аккуратности, дабы не повредить уплотнительные кольца.
- Соединение требуется надежно зафиксировать. Требуемая фиксация достигается перемещением уплотнительного кольца к торцу обжимного соединения и накручиванием контргайки на резьбу. Контргайку накручивают, соблюдая осторожность, чтобы не допустить выдавливания наружу уплотнительного кольца. Первые витки производятся без использования инструментов. Гаечный ключ применяется при обездвиженном предварительно фитинге до того момента, когда раздастся характерное поскрипывание. При этих звуках гаечный ключ откладывается в сторону, чтобы не испортить достаточно хрупкую контргайку.

Монтаж металлопластикового водопровода с использованием цанговых зажимов
Избежав повреждений уплотнительных колец и контргайки, удается добиться герметичности обжимного соединения. Его разборка также не составит сложностей.
Преимущества использования цанги зажимной
Цанговыми соединениями не стоит пользоваться только в тех местах, где нельзя своевременно произвести осмотр и подтяжку. А ослабевает зажим не так быстро, прокручивать во избежание протечки приходится не чаще, чем раз за год. Во всех прочих случаях применение обжимных соединений связано исключительно с достижением значимых преимуществ. К ним принято относить:
- возможность неоднократного использования. Применение цангового зажима позволяет беспрепятственно производить замену поврежденного участка водопровода или пневмопровода, вести ремонтные работы;
- долгий период эксплуатации, равный десятилетиям;
- широкий ассортимент и доступность. Цангу зажимную с нужными характеристиками от практически любого производителя не составит труда подобрать или в специализированном супермаркете (обычном или работающем через интернет), или на строительном рынке;
- надежность и герметичность сборки;
- простоту установки, не требующую наличия специальных навыков и сложного набора профессиональных инструментов;
- сравнительно невысокие расходы при покупке и установке;
- превосходные эксплуатационные характеристики.

Детали цангового соединения
Применение цанги зажимной рекомендуется, обосновываясь близким к идеальному сочетанием ее достоинствам со сравнительно невысокой стоимостью и минимальными накладными расходами, связанными с установкой и последующей эксплуатацией.
Цанговыми зажимами осуществляется множество соединений в разных отраслях хозяйственной деятельности. Рациональность их устройства позволяет с высокой степенью надежности закреплять необходимые детали, заготовки, инструменты и элементы конструкций. При этом, по большей части, не возникает потребности ни в специальном инструменте, ни навыках профессиональной подготовки.
Широкий выбор в плане использования материалов для изготовления, конструктивных особенностей и технических характеристик обусловили высокий уровень востребованности изделий. Спросу на обжимные соединения с применением цанги способствует также их невысокая стоимость и предельно низкие затраты материальных и финансовых ресурсов при монтаже. Простая и удобная конструкция удовлетворяет практически всем требованиям, которые могут быть выдвинуты к соединительному элементу.
Цанговый зажим: описание, виды, советы по выбору
 Цанговый зажим — это разновидность зажимных патронов, активно использующихся в токарных станках. он является самозажимным типом таких приспособлений, поскольку ему не требуется дополнительных деталей. Это простое и надежное устройство, которое отлично подойдет для токарного дела. О том, какие имеются особенности цангового зажима и как его грамотно выбрать, и пойдет речь в статье.
Цанговый зажим — это разновидность зажимных патронов, активно использующихся в токарных станках. он является самозажимным типом таких приспособлений, поскольку ему не требуется дополнительных деталей. Это простое и надежное устройство, которое отлично подойдет для токарного дела. О том, какие имеются особенности цангового зажима и как его грамотно выбрать, и пойдет речь в статье.
Виды зажимных патронов
В зависимости от предстоящих работ и предназначения станков все зажимные изделия можно классифицировать по следующим видам:
-
 Рычажные;
Рычажные; - Цанговые;
- Сверлильные, они же быстрозажимные;
- Клиновые и гидропатроны;
- Трех- и четырехкулачковые;
- Термопатроны и мембранные.
Сверлильные самозажимные патроны используются на универсальных или специальных токарных станках. Их применение позволяет перенести усилие зажима при меньшем крутящем моменте по сравнению со сверлильным патронами.
Особенности конструкции
Патрон состоит из набора цанг и зажимной гайки. Цанга может быть зажимной или подающей, а также выдвижной или неподвижной, и других модификаций.
Итак, зажимная цанга имеет следующие разновидности:
- Подающая заготовку;
- Цельная зажимная;
- Раздельная зажимная.
Первая цанга состоит из стальной втулки с 3 надрезами, формирующими подобие лепестка с концами в центр и пружинящими. Отверстие должно быть таким, чтобы заготовка плотно зажималась. Подающую цангу накручивают на вращающийся шток, который через определенный механизм подает заготовку. Под влиянием упругости лепестки плотно сидят на заготовке. Сила трения увеличивает сцепление во время обработки.
 Цельная цанга представляет собой втулку с пружинящими при воздействии лепестками. Трехлепестковые модификации применяются для работы деталей диаметром менее 3 мм, четырехлепестковые используют для заготовок с диаметрами от 3 до 80 мм, далее следует задействовать шестилепестковые модификации. Сцепление растет за счет понижения размера прорезей при втягивании цанги внутрь патрона.
Цельная цанга представляет собой втулку с пружинящими при воздействии лепестками. Трехлепестковые модификации применяются для работы деталей диаметром менее 3 мм, четырехлепестковые используют для заготовок с диаметрами от 3 до 80 мм, далее следует задействовать шестилепестковые модификации. Сцепление растет за счет понижения размера прорезей при втягивании цанги внутрь патрона.
Разъемный вариант следует задействовать для деталей наименьшего диаметра. Раздвигают кулачки с помощью пружин. В комплект могут также входить сменные вкладыши.
Как выбрать цанговый патрон
Первое, что необходимо учитывать при выборе такого патрона, — это его крепление к шпинделю. Ставить его можно непосредственно на шпиндель, с помощью подходящего переходника или накручивая на резьбу.
Затем смотрим на размеры фланца. Здесь поможет диаметр пояска для соединения или параметры конуса Морзе. Если вы не знаете данных показателей, то вам не удастся подобрать необходимый патрон, а следовательно, не будет возможности для качественной работы ваших инструментов
Ну и, наконец, количество кулачков в инструменте. В зависимости от предназначения инструментов у них может быть от двух до шести кулачков в наборе. Также можно подобрать инструмент из твердого или мягкого сплава, под определенные виды работ, с различными техническими характеристиками.
Самостоятельное изготовление
Для работы по дереву, металлу и пластмассам и для изготовления разнообразных печатных плат лучше всего подходит небольшая дрель. Оснастить ее следует готовым мини-креплением зажимного типа. Но если такого под рукой не оказалось, то можно без проблем изготовить его самостоятельно. Здесь понадобятся паяльник, проволока из стали миллиметровой толщины и припой. Далее процесс изготовления идет по следующей схеме:
- Сворачиваем из проволоки спираль. Ее диаметр должен быть равен диаметру вала электродвигателя и сверла, с которым необходимо будет работать;
- Пропаиваем спираль. Высокое качество обеспечивается паяльным флюсом или схожими вариантами;
- Затем надеваем спираль на вал — и мини-патрон для нашего сверла полностью готов.
 Самодельные цанговые патроны прекрасно подходят при отсутствии готовых вариантов зажимов для дрелей и при наличии соответствующих навыков самостоятельного изготовления подобных механизмов. Незаменимыми они станут и в домашнем хозяйстве, когда требуется работа со специфическими деталями, а готовые зажимы могут не подойти по каким-либо характеристикам.
Самодельные цанговые патроны прекрасно подходят при отсутствии готовых вариантов зажимов для дрелей и при наличии соответствующих навыков самостоятельного изготовления подобных механизмов. Незаменимыми они станут и в домашнем хозяйстве, когда требуется работа со специфическими деталями, а готовые зажимы могут не подойти по каким-либо характеристикам.
Зажимная цанга — важный элемент в токарных станках различных модификаций. С ее помощью можно производить работы по обработке и фрезеровке металлических и пластмассовых деталей. Кроме того, ее без проблем можно изготовить самостоятельно с применением подручных материалов. Имеющееся на сегодняшний день разнообразие таких механизмов позволяет подобрать оптимальную модель зажима под персональные нужды. Также очень важно учесть способ его крепления к шпинделю и размеры фланца, так как без них подобрать цангу будет невозможно. Удачной работы с различными видами зажимов!
Цанговый патрон для станка: разновидности, конструкция, принцип действия
Такое устройство, как патрон цанговый, представляет собой разновидность зажимных механизмов, используемых для фиксации режущего инструмента, вращающегося с большой скоростью. В отличие от моделей быстрозажимного типа, цанговые патроны не требуют использования дополнительных приспособлений, таких как винты, шпильки или стопорные элементы, поэтому такие устройства часто называют самозажимными.
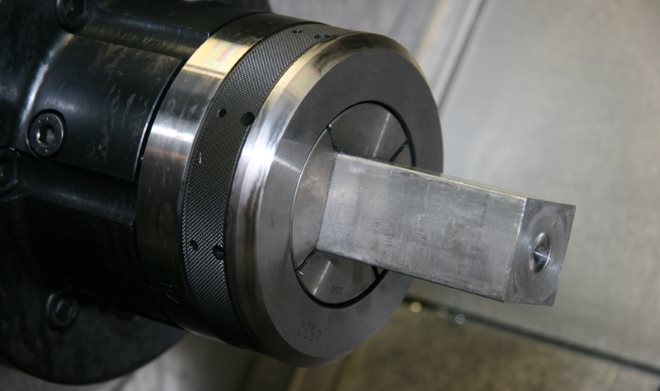
Токарный цанговый патрон для фиксации квадратных прутков
Зажимными элементами цангового типа оснащают патроны для токарного станка, в которых фиксируются детали в процессе обработки. Такие патроны в зависимости от геометрических параметров обрабатываемой заготовки могут отличаться как своими размерами, так и формой зажимных элементов. Самыми распространенными из всех используемых на сегодняшний момент являются цанговые зажимы, относящиеся к типу ER.
Основные разновидности
Для комплектации современных металлообрабатывающих станков (токарных, фрезерных и сверлильных) используются самоцентрирующиеся патроны, оснащаемые двумя, тремя или четырьмя кулачками. Зажимные элементы в таких патронах могут приводиться в действие вручную или при помощи механического привода. Если говорить о сферах применения таких зажимных механизмов, то двухкулачковые патроны используются преимущественно для фиксации фасонных отливок в процессе их обработки, а при помощи трехкулачковых зажимных механизмов обеспечивается надежное крепление заготовок и хвостовиков инструментов круглой, конусной и шестигранной формы. Зажимные механизмы, оснащенные четырьмя кулачками, используются в тех случаях, когда для выполнения обработки необходимо зафиксировать несимметричную заготовку или деталь прямоугольной формы.

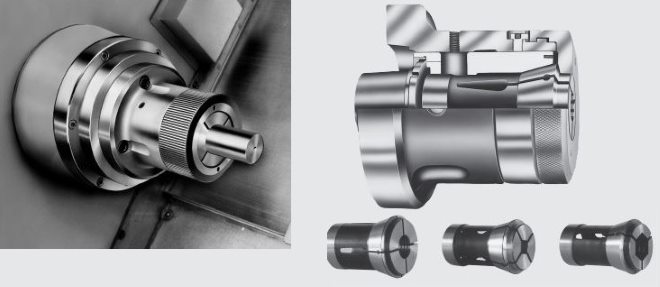
Цанговый патрон ER20 с комплектом цанг для фрезерного или фрезерно-гравировального станка
Вообще все механизмы для фиксации инструмента или заготовки в процессе обработки подразделяются на следующие категории:
- устройства цангового типа;
- рычажные устройства;
- устройства быстрозажимного типа (БЗП);
- клиновые зажимные устройства;
- гидропатроны;
- мембранные зажимы;
- термопатроны;
- двух-, трех- и четырехкулачковые зажимные устройства.
Самозажимные патроны, в которых используется цанговый механизм, нужны для оснащения как специализированных, так и универсальных станков. Преимуществом применения патронов данного типа является то, что их конструкция обеспечивает достаточное усилие зажима даже при небольшом значении крутящего момента, чего нельзя сказать о подобных устройствах других типов. При выборе цангового патрона следует обращать внимание на то, чтобы основные элементы его конструкции были изготовлены из закаленной стали. В таком случае он способен прослужить значительно дольше.
Как работает зажимной цанговый механизм
Фрезерный или токарный патрон, основу которого составляет цанговый зажим, работает по следующему принципу:
- Самозажимная гайка, которую закручивают, создает давление на торец цангового механизма.
- Под воздействием давления цанга передвигается в отверстие конусной формы, что приводит к сжатию лепестков, из которых состоит ее рабочая часть.
- Сжимаясь, лепестки цанги надежно фиксируют хвостовик инструмента или заготовку.

Устройство простого цангового зажима
Большим преимуществом цанговых патронов для фрезерного станка (или токарного оборудования), если сравнивать их с подобными устройствами других типов, является то, что инструмент или заготовка, которые в них фиксируются, отлично центрируются, что обеспечивает их минимальное радиальное биение. Кроме того, чтобы использовать фрезерный или токарный патрон цангового типа, нет необходимости применять специальные ключи, которые, как правило, часто теряются.
В патроне токарного станка могут зажиматься прутки различной формы благодаря сменным цангам
Цанговые патроны можно использовать для фиксации деталей, конфигурация поперечного сечения которых не соответствует форме их входного отверстия. Для того чтобы зафиксировать в цанговом патроне такую деталь, применяются специальные картриджи, поставляемые в комплекте с устройством.
Конструктивные особенности
Основными элементами конструкции любого цангового патрона являются зажимная гайка и цанговый зажимной механизм, который может быть выдвижным, втягиваемым или неподвижным. В зависимости от своего назначения цанговые механизмы могут быть зажимными и подающими. Механизмы цангового типа используются и для фиксации обрабатываемых деталей по поверхности их внутреннего отверстия. Обеспечивает такую фиксацию специальное приспособление – цанговая оправка. Кроме фиксации деталей в процессе их обработки, цанговая оправка может использоваться для закрепления на ней фрез насадного типа.
Классификация цанговых патронов по конструкции
Цанговые механизмы подающего типа применяются в тех случаях, когда зафиксированную в них деталь в процессе ее обработки необходимо периодически выдвигать из зажимного устройства. Конструкция такой цанги состоит из стальной втулки, на боковой поверхности которой выполнено три надреза, формирующих пружинящие зажимные лепестки, а также из трубки, через внутреннее отверстие которой заготовка подается в зону обработки. Перед началом использования такого механизма цанговая втулка вкручивается в резьбовое отверстие в трубке, а конец обрабатываемой заготовки пропускается между лепестками зажимного механизма. За подачу заготовки в зону обработки отвечает специальный шток, приводимый в действие посредством кулачкового или гидромеханического механизма.
Зажимная цанга, которая также выполнена в виде втулки с пружинящими лепестками, обеспечивает только фиксацию заготовки, без ее подачи в зону выполнения обработки. В зависимости от диаметра хвостовика инструмента или обрабатываемой заготовки, которые фиксируются при помощи цангового механизма, количество лепестков может быть различным. Так, для фиксации инструментов и заготовок с диаметром не больше 3 мм используются трехлепестковые цанги, с диаметром от 3 до 80 мм – четырехлепестковые, с диаметром более 80 мм – шестилепестковые.
Для фиксации инструментов и заготовок самого маленького диаметра нужны разъемные зажимные цанги, в конструкции которых присутствуют специальные пружины, отвечающие за разжимание кулачков. Цанги данного типа могут дополнительно комплектоваться вкладышами, подбираемыми в зависимости от диаметра инструмента или заготовки.

Цанговые держатели с цилиндрическим хвостовиком
Цанговые патроны, конструкция которых дополнена еще одной гайкой, могут использоваться для фиксации инструментов небольшого диаметра с хвостовиком, имеющим форму конуса Морзе. Минусом цанг данного типа является то, что для инструментов различного диаметра необходимо использовать отдельный зажимной механизм.
Точение заготовок небольшого диаметра, выполняемое на станках продольного типа, также может выполняться с применением цанговых зажимных механизмов. Цанговые патроны, используемые в подобных случаях, отличаются своей конструкцией от обычных моделей.
Рекомендации по выбору
Первое, на что следует обращать внимание при выборе зажимного патрона цангового типа, – это то, как такое устройство фиксируется на шпинделе используемого оборудования. Вариантов такого крепления может быть два: использование специального переходника или накручивание патрона на резьбовой конец шпинделя. Если фрезерный или токарный патрон цангового типа будет присоединяться к шпинделю станка при помощи фланца или посредством конуса Морзе, необходимо предварительно выяснить их точные параметры (диаметр пояска и параметры конусности).
Как уже говорилось выше, в зависимости от диаметра хвостовика инструмента или обрабатываемой заготовки выбирается количество зажимных элементов, которыми оснащена цанга. Кроме того, следует обращать внимание на материал, из которого изготовлены такие элементы: чем он тверже, тем дольше вам прослужит патрон.
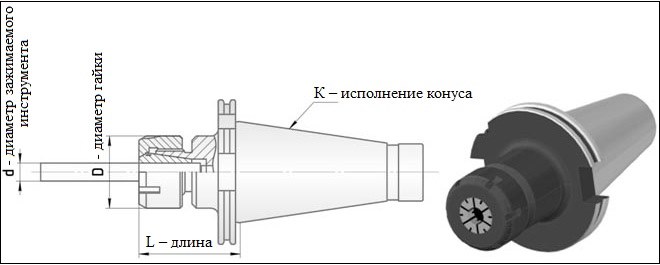
Технические параметры цангового патрона с конусным хвостовиком, учитываемые при подборе оснастки
Простейший цанговый зажим, при помощи которого на валу электродвигателя фиксируется сверло, можно сделать и своими руками. Для изготовления такого фиксирующего механизма, который можно использовать только при выполнении сверлильных работ по мягким материалам, вам потребуются:
- стальная проволока диаметром 1 мм;
- цилиндрическая оправка, диаметр которой соответствует поперечному размеру вала электродвигателя и сверла;
- паяльник и припой.
Из стальной проволоки, наматываемой на оправку, формируется пружина, которая затем тщательно пропаивается. После этого самодельная цанга может использоваться по назначению.
Механизмы зажима. Часть III. Цанговые и рычажные механизмы
Описание
Механизмы зажима. Часть III. Цанговые и рычажные механизмы
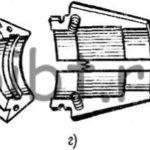
4 Цанговые механизмы зажима
Основным элементом цангового механизма зажима является цанга, которая представляет собою втулку с переменным сечением стенки (см. Рис 49).Она состоит из опорной части 1 и лепестков 2, которые образованы продольными пазами выполненными в теле цанги, при этом ее опорная часть 1 имеет наружную центрирующую поверхност ь 3а лепестки выполнены с внутренней цилиндрической поверхностью 4, которая контактирует с зажимаемой заготовкой и наружной конической поверхностью 5, воздействие на которую приводит к изгибу лепестков 2 и смещению в радиальном направлении их поверхностей 4, осуществляющих при
этом зажим заготовки.

Рис 49 Конструкция зажимной цанги по ГОСТ 2876 – 80
ГОСТ 2876 – 80 определяет основные конструктивные размеры, материал и термическую обработку зажимных цанг, применяемых в механизмах зажима токарных автоматов. В данном стандарте также приведены формулы для расчета размеров лепестков цанги.
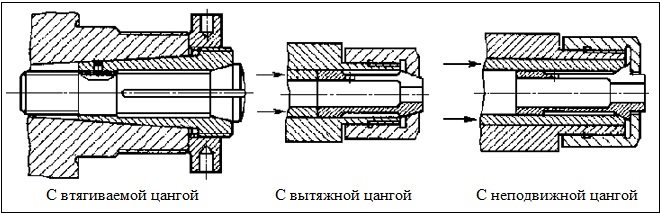
По типу зажима заготовки цанги можно разделить на три группы:
– цанги I типа имеют конус, вершина которого обращена в сторону от шпинделя, поэтому для зажима заготовки к цанге необходимо приложить толкающее усилие, перемещающее ее в направлении упорной поверхности (см. Рис. 50а),
– цанги II типа имеют обратный конус, вершина которого обращена к шпинделю, поэтому для зажима заготовки к цанге необходимо приложить тянущее усилие, перемещающее ее в коническое отверстие шпинделя (см. Рис. 50б),
– цанги III типа имеют обратный конус, но осуществляют зажим заготовки за счет осевого перемещения зажимной трубы с коническим отверстием на торце обращенном к цанге, при этом, сама цанга при зажиме остается неподвижной (см. Рис. 50в)
Рис 50 Основные типы зажимных цанг
Наибольшее распространение получили цанги II типа , поскольку обеспечивают хорошее центрирование зажимаемой заготовки, так как конус под цангу расположен непосредственно в шпинделе, а во время подачи заготовки (прутка) до упора не может возникнуть заклинивание, кроме того осевые силы действующие при обработке заготовки не раскрывают цангу а запирают ее, увеличивая силы заклинивания.

Рис 51 Схемы для расчета усилия необходимого для зажима цангой заготовки для различных типов цанг
В этом разделе полной версии статьи приведены формулы
для расчетов цанговых зажимов
Цанговые механизмы чаще всего применяются для зажима прутковых заготовок в токарных автоматах, а также для зажима инструмента (фрез, сверл) в шпинделе станка, реже они применяются для зажима штучных заготовок в составе станочных приспособлений. Рассмотрим примеры использования цанговых механизмов зажима.

Рис 52 Конструкция шпинделя токарного автомата с механизма подачи и зажима прутка.
На Рис 52 показана конструкция шпинделя токарного автомата с цанговым механизма подачи и зажима прутка. Он содержит установленные в отверстии шпинделя 1 цангу 2 для зажима заготовки 3, взаимодействующую с ней трубу зажима 4 и расположенную в отверстии последней трубу подачи 5, контактирующую посредствам подшипника 7 с ползуном подачи 8, на котором закреплена штанга 9, проходящая в отверстии ползуна зажима 10, при этом на штанге 9 установлена подпружиненная пружиной 12 паразитная шестерня 11, которая находится в постоянном зацеплении с зубчатым колесом 13. Ползун зажима 10 посредствам поводка 25 связан с подвижной муфтой 18, которая своей конической поверхностью взаимодействует с рычагами 26, установленными в подвижной втулке 15 и передающими поступательное движение через обойму16 и пакет тарельчатых пружин 17 установленному на резьбовом конце трубы зажима 4 зубчатому колесу 14, которое имеет возможность зацепляться с паразитной шестерней 11. Муфта 18 посредствам шпоночного соединения связана, с поджатым комплектом тарельчатых пружин 19, конусным диском 20 фрикционного тормоза, который взаимодействует с конусным отверстием 27, выполненным в шпиндельном барабане 28. Во время обработки заготовки 3 вращение шпинделю 1 сообщается через зубчатое колесо 23 при включенной фрикционной дисковой муфте 21, которая после разжима цанги 2 удерживается комплектом тарельчатых пружин 22, постоянно стремящихся развести ее диски.
Работает механизм подачи и зажима прутка следующим образом. Ползун зажима10 перемещается вправо и производит разжим прутка 3, а пружина 22, отталкивая втулку 15, отключает дисковую муфту 21. В это время конусный диск 20, находящийся на муфте 18 входит в контакт с конусной поверхностью 27 шпиндельного барабана 28 и останавливает шпиндель 1 с усилием комплекта тарельчатых пружин 19. После этого вправо перемешается ползун подачи 8 и производит подачу прутка на требуемую величину, а также посредствам пружины 12 перемещает вправо паразитную шестерню 11 и полностью вводит ее в зацепление с зубчатыми колесами 14 и 13. Затем контрольное устройство производит замер фактической величины диаметра прутка 3 и через систему электроавтоматики станка от отдельного привода через зубчатые колеса 13 и 11 приводит во вращение зубчатое колесо 14, которое за счет контакта по резьбовой поверхности с трубой зажима 4 перемещает ее вправо или влево в зависимости от фактической величины прутка, а затем, поворачиваясь на фиксированы угол производит зажим прутка 3 в цанге 2. Далее производится перемещение влево ползуна зажима 10, в результате чего паразитная шестерня 11 выводится из зацепления с зубчатым колесом 14 , а поводок 25 перемещает подвижную муфту влево, выводя конусный диск 20 из конического отверстия 27, растормаживая, таким образом, барабана шпинделя 28, и сжимая при этом диски муфты 12,что позволяет сообщить шпинделю 1 вращение через зубчатое колесо 23.
В полной версии статьи приведены примеры конструктивного исполнения
цанговых механизмов зажима различного назначения (см. табл.)

2 Рычажные механизмы зажима
В ранее рассмотренных примерах механизмов зажима рычаги в основном использовались как передаточные звенья, позволяющие изменить направление зажима, или вынести приводной (винтовой или клиновой) механизм в удобное место (см. Рис.19, 28, 29) . Однако достаточно часто рычажные механизмы используются для зажима без клиновых и винтовых механизмов, при этом обычно они приводятся пневмо – гидроцилиндрами (см. Рис. 61, 62).
 Рис 61 Конструкция рычажного механизма зажима фрезерно – центровального станка
Рис 61 Конструкция рычажного механизма зажима фрезерно – центровального станка
На Рис 61 показана конструкция рычажного механизма зажима фрезерно – центровального станка, содержащего два шарнирных четырехзвеника, ведущим звеном которых является трехплечий рычаг, при этом, ведущее плечо последнего связано со штоком приводного пневмоцилиндра, а ведомые коромысла четырехзвенников соединены с поступательно перемещающимися зажимными призмами. Он содержит корпус 4, закрепленный на станине 1 станка, в котором шарнирно установлен посредствам оси 2 и кронштейна 3 приводной пневмоцилиндр 5 со штоком 6, при этом последний с помощью тяги 19 и трехплечего рычага 7, промежуточных тяг 8 и 10 и двуплечих рычагов 9, 11 и тяг 14, 15, шарнирно соединен с ползунами 12 и 13, которые установлены в направляющих 16 и 17 корпуса 4. На ползунах 12 и 13 закреплены призмы 18 и 19, между которыми установлен базовый ложемент 23.
Работает механизм зажима следующим образом. Для зажима заготовки 20 (вала подлежащего торцеванию и центрованию), предварительно установленной на базовый ложе-мент 23, сжатый воздух подается в штоковую полость пневмоцилиндра 5, при этом его шток 6 втягивается и поворачивает по часовой стрелке трехплечий рычаг 7, который через промежуточные тяги 8 и 10 и двуплечие рычаги 9 и 11 и тяги 14, 15 сводит ползуны 12 и 13 вместе с закрепленными на них призмами 18 и 19, которые осуществляют зажим заготовки. Для освобождения обработанной заготовки 20, сжатый воздух подается в поршневую полость пневмоцилиндра 5, при этом его шток 6 выдвигается и посредствам тяги 19 и рычажного механизма возвращает ползуны 12 и 13 с призмами 18 и 19 в исходное положение, освобождая при этом обработанную заготовку.
Рассмотренные рычажные механизмы зажима, решая достаточно сложные задачи на проектирование, не увеличивают усилие зажима, но при этом обеспечивают зажимной призме, или прихвату достаточно большое перемещение необходимое для установки и снятия зажимаемой заготовки. Однако в ряде случаев нет необходимости в большом перемещении зажимного рычага или прихвата, а необходимо увеличить усилие зажима, развиваемое приводным цилиндром. Для этого можно использовать рычажный механизм, в котором ведущие тяги, шарнирно соединенные со штоком цилиндра таким образом, что их продольные оси расположены по отношению друг к другу в момент зажима под углом близким к к 180 град. (обычно этот угол выбирается в пределах 150 – 160 град).
 Рис 63 Конструкция плунжерно – рычажного механизма увеличивающего усилие зажима заготовки
Рис 63 Конструкция плунжерно – рычажного механизма увеличивающего усилие зажима заготовки
На Рис 63 показана конструкция плунжерно – рычажного механизма зажима, увеличивающего усилие зажима заготовки за счет шарнирного соединения штока приводного цилиндра с ведущими тягами, продольные оси которых расположены в момент зажима по отношению друг к другу под углом близким к 180 град. Он содержит корпус 2 установленный на основании 1 приспособления, на котором закреплен гидроцилиндр 3, а его шток 4 шарнирно соединен с тягами 5, продольные оси которых расположены друг к другу в момент зажима заготовки 11 под углом 150 – 160 град, при этом последние также шарнирно соединены с плунжерами 6, имеющими возможность горизонтального перемещения во втулках запрессованных в корпус 2, которые посредствам регулировочных винтов 7 взаимодействуют с зажимными рычагами 8, шарнирно установленными на корпусе 2 с помощью осей 9. Зажимаемая деталь 11 при этом перед зажимом устанавливается на базовую оправку 12, а зажимные рычаги посредствам пружин 10 постоянно прижаты к торцевой поверхности плунжеров 6. На основании кинематической схемы рычажно – плунжерного механизма зажима, показанной на Рис 64а, определим развиваемое им усилие зажима заготовки. 
Рис 64 Схема для расчета усилия, развиваемого плунжерно – рычажным механизмом зажима
В этом разделе полной версии статьи приведены формулы для
расчета рычажных механизмов зажима, а также примеры
их конструктивного исполнения (см. табл.)

Для приобретения полной версии статьи добавьте ее в корзину
Стоимость полной версии статьи 150 руб
Цанговые патроны
Цанговый патрон – специальное приспособление, используемое для зажима инструмента при выполнении токарных, фрезерных, сверлильных и прочих операций связанных с обработкой металлических заготовок на основании технического задания (последовательности выполняемых операций, технологии обработки, прилагаемого эскиза изделия).

Виды и принципы действия зажимных патронов
Цанговые патроны используют в основном при обработке холоднокатаного прутка или других металлических изделий имеющих уже обработанную поверхность.
Конструктивно патроны можно классифицировать по функциональности:
- с неподвижным механизмом;
- с выдвижным механизмом;
- с втягиваемым механизмом.
Каждая конструкция имеет свои особенности. Подающий тип выполнен в виде стальной втулки с 3-мя разрезами образующими лепестки, которые обладают пружинящим эффектом.
Чертеж № 1 цанги главного шпинделя

Цанги типа F – зажимные главного шпинделя используются для закрепления обрабатываемого изделия.
Чертеж № 2 цанги противошпинделя

Цанги типа LN – противошпинделя производятся удлиненными, размер Е зависит от типоразмера.
Чертеж № 3 цанги типа R

Типа R – являются цангами тянущего типа.
Чертеж № 4 цанги типа Т

Типа Т – зажимные.
Чертеж № 5 цанги BF

Цанга, подающая типа BF — предназначена для подачи прутка.
При установке на станке подающая цанга по резьбе крепится на трубу с помощью, которой подается в рабочую зону. Необходимо учитывать конструктивную особенность – размер и форму цанги, которая в обязательном порядке должна соответствовать профилю обрабатываемого прутка.
В ходе подготовки к обработке пруток продвигается через лепестки, которые за счет конструктивных особенностей плотно удерживают заготовку. В ходе обработки при подаче заготовки за счет вращения увеличивается сила сцепления между лепестками и изделием. Принцип действия зажимных элементов основан на усилении сцепления лепестков с обрабатываемой заготовкой при вращении рабочего механизма. Втулки, имеющие 3 лепестка, используются для обработки изделий до 3 мм, четыре – до 80 мм, шесть – свыше 80 мм. Обычно цанги имеют угол в вершине конуса равным 30º.

Цанги на вал 2 мм (0,1-3 мм) для микродерели
При обработке тонкого прутка используются цанги оснащенные пружинами, увеличивающими прижимную силу кулачков. При увеличении диаметра обрабатываемой заготовки применяются конструкции, оснащенные специальными вкладышами подбираемые по габаритам изделия. Цанговый зажим также используются при обработке с помощью сверла, фрезы или метчика. Втулка фиксируется в патроне с помощью гайки, а режущий инструмент непосредственно в цанге. При фиксации гайкой производится уменьшение внутреннего объема отверстия, где устанавливается заготовка тем самым, увеличивается сила удерживающая пруток в неподвижном состоянии.
Патроны данной конструкции имеют и свои недостатки. Прежде всего, должно выполняться требование совпадения хвостовиков используемого инструмента с характеристиками используемых цанг. На предприятиях наиболее широко используются цанги типа ER, составляющими наибольшее количество в общем объеме используемого инструмента.
При выполнении сложных работ по изготовлению изделий, используются различные цанги с указанием всех размеров и технологии выполнения рабочих операций, но часто приходится комбинировать оснастку или изготавливать своими руками необходимый цанговый патрон с требуемыми характеристиками.
Видео обзор токарного цангового патрона
Как самостоятельно сделать цанговый патрон
При изготовлении своими руками различных изделий возникают ситуации, когда имеющаяся в наличии оснастка не позволяет выполнить необходимые операции. Требуется изготовить цанговый патрон, отвечающий предъявляемым запросам с выполнением изделия согласно разработанному эскизу.
Все работы необходимо начинать с подготовки эскиза с проработкой всех необходимых деталей. Эскиз патрона позволяет учесть все особенности при изготовлении своими руками необходимой оснастки и зажимного механизма.
При изготовлении цанг своими руками необходимо учитывать несколько особенностей:
- внутренний диаметр цанги равен или меньше минимального диаметра детали;
- в цанге увеличение внутреннего диаметра возможно за счет расширения лепестков;
- для увеличения изготовления разводных цанг после разводки и повышения качественных характеристик необходима дополнительная шлифовка конической и направляющей части цанги;
- необходимо учитывать, что в ходе длительной работы теряется упругость лепестков цанг вследствие чего может произойти поломка.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
