

Основные параметры метрической резьбы
Параметры метрической резьбы;
ОСНОВНЫЕ ТИПЫ РЕЗЬБ
Метрическая резьба— изготовляется по стандарту с крупным и мелким шагом. Угол наклона у боковой стороны профиля дает возможность самоторможения и обеспечивает восприятие больших осевых сил. Мелкие резьбы применяют в соединениях, работающих при переменных напряжениях.Метрическую резьбу обозначают буквой М и наружным диаметром резьбы. В мелких резьбах дополнительно указывается шаг резьбы.
Дюймовая резьбаимеет треугольный профиль с углом при вершине ά = 55°. Число витков задают на дюйм (1 дюйм = 25,4 мм). В РФ используется при ремонте импортного оборудования. Не стандартизована.
Трубная резьбаимеет профиль равнобедренного треугольника с закругленными выступами и впадинами.
Трапецеидальная резьба— основная в передаче винт—гайка. Профиль — равнобочная трапеция, угол профиля а = 30°, угол наклона боковой стороны γ = 15° (рис. 1.41). Характеризуется технологичностью, малыми потерями на трение, КПД выше, чем у резьб треугольного профиля. Применяется для реверсивных передач под нагрузкой (домкраты, прессы, ходовые винты станков).
Упорная резьбаПрофиль — неравнобочная трапеция с γ= 3°. Применяют в передаче винт—гайка при больших односторонних нагрузках (винты домкратов, прессов).
Прямоугольная резьба. Профиль резьбы — квадрат, γ = 0°. Имеет самый высокий среди резьб КПД, но затруднительна в изготовлении. Затруднение вызваны тем, что эту резьбу нельзя фрезеровать и шлифовать, т. к. угол профиля а = 0°. Не стандартизирована. Применение ограниченно (малонагруженные передачи винт—гайка).
1. ШагР резьбы — расстояние между соседними одноименными боковыми сторонами профиля, лежащими в одной осевой плоскости.
Наиболее часто применяют однозаходную резьбу (п = 1), для которой шаг (ход) Рн винтовых линий резьбы равен шагу Р резьбы:
Для многозаходных резьб ход винтовых линий
где п — число заходов (для стандартных резьб п
В качестве крепёжной в нашей стране используется резьба метрическая по ГОСТ 24705-81, характеризуемая параметрами: диаметрами, формой и размерами профиля, шагом, числом заходов и углом подъёма. В болтовых соединениях используется однозаходная резьба.
Наружный диаметр резьбы болта 
 диаметр цилиндра, описанного вокруг вершин наружной резьбы. Этот диаметр является номинальным диаметром резьбы.
диаметр цилиндра, описанного вокруг вершин наружной резьбы. Этот диаметр является номинальным диаметром резьбы.
Наружный диаметр резьбы гайки  .
.
Внутренний диаметр резьбы болта  и гайки
и гайки  диаметр цилиндра, описанного вокруг вершин внутренней резьбы.
диаметр цилиндра, описанного вокруг вершин внутренней резьбы.
Средний диметр резьбы болта  и гайки
и гайки  диаметр воображаемого цилиндра, на поверхности которого ширина витков равна ширине впадин.
диаметр воображаемого цилиндра, на поверхности которого ширина витков равна ширине впадин.
Внутренний диаметр резьбы болта по дну впадин  .
.
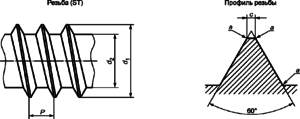
Профиль резьбы (рис.2) контур сечения витка в плоскости, проходящей через ось резьбы. Метрическая резьба 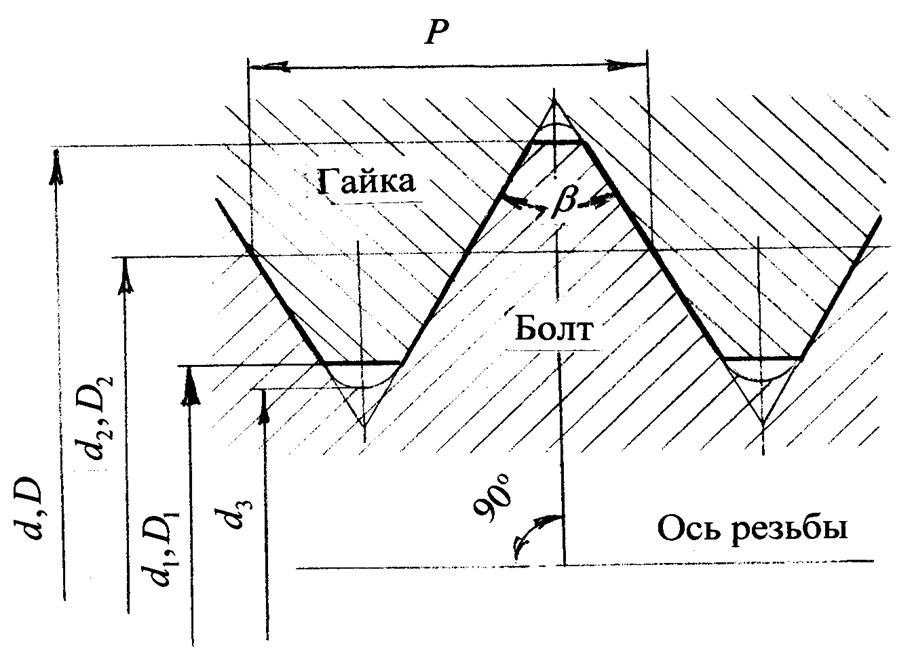 характеризуется углом профиля
характеризуется углом профиля  .
.
Шаг резьбы Р расстояние между параллельными сторонами профиля двух соседних витков, измеренное вдоль оси.
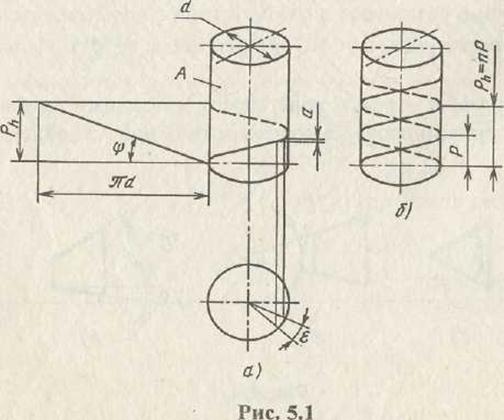
Осевое перемещение, соответствующее полному обороту (ε = 2 π), называют шагом или ходом Рh винтовой линии.
Для многозаходных резьб ход винтовых линий
Рh = пР, где п — число заходов; Р — шаг резьбы.
Ход Ph равен осевому перемещению винта при повороте на один оборот в неподвижной гайке.
В резьбовых соединениях используют обычно однозаходную крепежную треугольную резьбу: метрическую и трубную.
шаг резьбы р — расстояние между соседними одноименными боковыми сторонами профиля в направлении, параллельном оси резьбы; число заходов n (заходность резьбы легко определяется на торце винта по числу сбегающих витков).
Метрические резьбы разделяют на резьбы с крупными и мелкими шагами. Резьбу с крупным шагом обозначают буквой М и числом, соответствующим номинальному диаметру резьбы в мм, например М16, а для резьбы с мелким шагом дополнительно указывают шаг, например  Параметры метрической резьбы приведены в таблице
Параметры метрической резьбы приведены в таблице
Основные параметры метрической резьбы
Метрическая резьба принята для рассмотрения в качестве представителя резьбовых соединений.
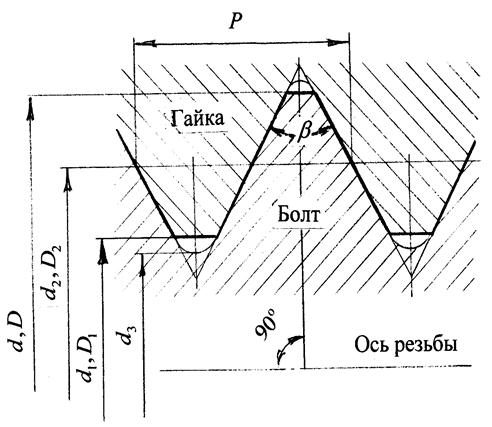
В основу профиля метрической резьбы положен треугольник, у которого срезаны вершины.
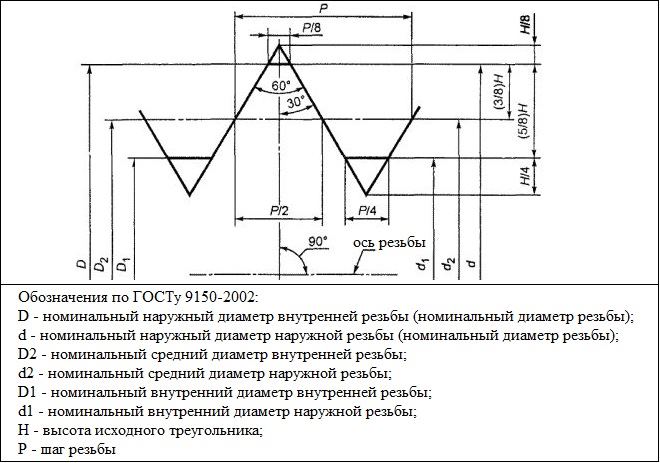
Для образования рабочей высоты профиля H1 из общей высоты равнобедренного треугольника Н в профиле резьбы предусмотрен срез вершины острых углов у гайки Н/4 и у болта Н/8. Исходная высота профиля Н установлена в зависимости от шага резьбы и равна 0,8660254Р, где Р – шаг резьбы.
Форма впадины у болта и гайки не регламентируется и может быть плоскосрезанной или закругленной, и параметры ее определяются нормированием требований к резьбообрабатывающему инструменту. Закругленная форма впадин является предпочтительной по прочностным соображениям. При такой форме облегчается процесс изготовления резьбы накатыванием, который часто применяется для получения резьбовых деталей крепления.
Для обеспечения эксплуатационных свойств резьбы при изготовлении и измерении из сложного профиля резьбы выделяется ряд элементов, одинаковых для болта и гайки, которые и используются при нормировании точности резьбы.
Этими элементами являются наружный диаметр болта d и гайки D, внутренний диаметр болта d1 гайки D1, средний диаметр болта d2 и гайки D2, шаг резьбы Р и угол профиля резьбы  .
.
1. Наружный диаметр d и D (он же номинальный диаметр резьбы) – диаметр воображаемого цилиндра, описанного вокруг вершин наружной резьбы (болта) или по впадинам внутренней резьбы (гайки).
2. Внутренний диаметр d1 и D1 – диаметр воображаемого цилиндра, вписанного во впадины наружной резьбы (болта) или в вершины внутренней резьбы (гайки).
3. Средний диаметр d2 и D2 – диаметр воображаемого цилиндра, соосного с резьбой, каждая образующая которого пересекает профиль таким образом, что отрезок между точками профилей соседних витков, образованный при пересечении с канавкой, равен половине номинального шага.
4. Шаг резьбы Р – расстояние между параллельными сторонами двух соседних витков резьбы, измеренное по среднему диаметру. Для многозаходной резьбы наряду с термином «шаг» применяют термин «ход». Ходом t называется расстояние между параллельными сторонами профилей, соответствующих одному и тому же витку. Ход равен перемещению болта (гайки) в осевом направлении за один оборот относительно гайки (болта):  , где
, где  – число заходов. В зависимости от соотношения между шагом и диаметром метрические резьбы подразделяются на резьбы с мелким, нормальным и крупным шагами. У резьб с мелкими при одном и том же наружном диаметре шаги меньше, чем у резьбы с крупным шагом. Метрическую резьбу с мелкими шагами применяют, когда ограничена длина свинчивания, для соединения тонкостенных деталей и в ряде других случаев. Резьбу с крупным шагом обозначают буквой М (метрическая) и числовым значением наружного диаметра, например М24, МЗО и т.д. У резьб с мелкими шагами помимо буквы М и диаметра указывают также значение шага, например М24х1,5; М30х2 и т.д.
– число заходов. В зависимости от соотношения между шагом и диаметром метрические резьбы подразделяются на резьбы с мелким, нормальным и крупным шагами. У резьб с мелкими при одном и том же наружном диаметре шаги меньше, чем у резьбы с крупным шагом. Метрическую резьбу с мелкими шагами применяют, когда ограничена длина свинчивания, для соединения тонкостенных деталей и в ряде других случаев. Резьбу с крупным шагом обозначают буквой М (метрическая) и числовым значением наружного диаметра, например М24, МЗО и т.д. У резьб с мелкими шагами помимо буквы М и диаметра указывают также значение шага, например М24х1,5; М30х2 и т.д.
5. Угол профиля резьбы – угол между боковыми сторонами профиля, измеренный в плоскости, проходящей через ось резьбы.
6. Половина угла профиля  – угол между боковой стороной профиля и направлением, перпендикулярным к оси резьбы. Измеряя левую и правую половины угла профиля, можно определить полный угол , а также возможный перекос резьбы. Может оказаться, что профиль выдержан правильно, но относительно оси развернут, и сопряжение может не произойти. Для метрической резьбы = 60°.
– угол между боковой стороной профиля и направлением, перпендикулярным к оси резьбы. Измеряя левую и правую половины угла профиля, можно определить полный угол , а также возможный перекос резьбы. Может оказаться, что профиль выдержан правильно, но относительно оси развернут, и сопряжение может не произойти. Для метрической резьбы = 60°.
7. Длина свинчивания l – длина взаимного соприкосновения наружной и внутренней резьбы в осевом направлении. Часто этот элемент называют высотой гайки.
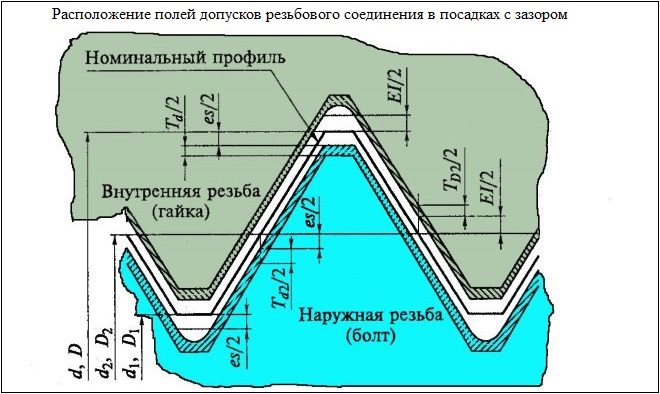
Резьбовые соединения по характеру соединения бывают такими же, как и соединения гладких элементов деталей, т. е. они образуют посадки с зазором, натягом и переходные. Однако для условий крепления деталей наибольшее, если не сказать подавляющее, распространение имеют посадки с зазором.
Соединение внутренних и наружных резьб происходит по боковым сторонам профиля. Возможность контакта по вершинам и впадинам резьбы исключается. В зависимости от характера сопряжения по боковым сторонам профиля (т. е. по среднему диаметру) различают посадки с зазором, натягом и переходные.
Предельные контуры резьбы
На длине свинчивания резьбовых деталей расположено несколько витков резьбы, образующих резьбовой контур.
Взаимозаменяемость резьбы достигается тем, что ограничивают предельные контуры профиля резьбы болта и гайки на длине свинчивания.
Допускаемые отклонения резьбы задаются от номинального профиля в направлении перпендикулярном оси резьбы «в тело» болта и гайки.
Номинальный контур резьбы с основными отклонениями H/h определяет наибольший предельный контур резьбы болта и наименьший – гайки. Он является контуром максимума материала снимаемого при обработке. От номинального контура в направлении, перпендикулярном к оси резьбы, отсчитывают отклонения и располагают вниз поля допусков диаметров резьбы болта, в противоположную сторону – поля допусков диаметров резьбы гайки, определяющие наименьший предельный контур болта и наибольший – гайки.
При изготовлении резьбовых деталей неизбежны погрешности профиля резьбы и ее, размеров, которые могут нарушить свинчиваемость и ухудшить качество соединений. Для обеспечения свинчиваемости и качества соединений, действительные контуры свинчиваемых деталей не должны выходить за предельные контуры на всей длине свинчивания.
Покажем расположение полей допусков на наружную резьбу (болт) и на внутреннюю (гайка) для посадки скольжения, у которой в предельном случае зазор может быть равен нулю.

Рис. 5.1. Резьба с нулевым боковым зазором
Необходимо обратить внимание на то, что не на все элементы резьбы установлены нормы точности.
Для метрической резьбы нормируется точность следующих элементов: наружного диаметра болта (Td); внутреннего диаметра гайки (TD1); среднего диаметра болта и гайки (Td2, TD2).
Таким образом, точность наружного диаметра гайки и внутреннего диаметра болта не нормируется совсем и ограничивается размерами резьбообрабатывающего инструмента, на который указаны нормы точности. Для этих элементов нормируется только одно отклонение, соответствующее номинальному профилю, а именно, верхнее отклонение (es) для d1 и нижнее отклонение (EI) для D, и не нормируется нижнее отклонение (ei) для d1 и верхнее отклонение (ES) для D. На рисунках везде обозначены только половины допусков нормируемых элементов, поскольку изображена не вся резьба, а только одна ее половина.
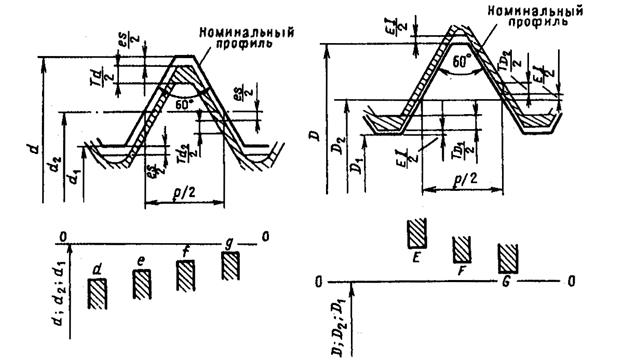
Рис. 5.2. Резьба с гарантированным боковым зазором
Погрешность шага резьбы
Погрешность шага у резьбы имеет прогрессирующий характер и, иногда ее называют «растяжкой» шага.
На рисунке два осевых сечения болта и гайки наложены друг на друга. У этих резьбовых элементов на длине свинчивания не равны значения шагов, а, следовательно, не может произойти свинчивание, хотя значение среднего диаметра у них одинаково. Для того чтобы обеспечить свинчивание, необходимо удалить часть материала (на рисунке заштрихованные участки), т.е. увеличить средний диаметр у гайки или уменьшить средний диаметр у болта. После этого свинчивание произойдет, хотя контакт будет происходить только на крайних профилях,
Значение, на которое необходимо дополнительно обработать болт или гайку по среднему диаметру, можно рассчитать по формуле
Погрешность угла профиля
Погрешность угла профиля возникает, обычно от погрешности профиля режущего инструмента. Компенсация погрешности профиля резьбы производится также изменением значения среднего диаметра, т.е. увеличением среднего диаметра у гайки или уменьшением среднего диаметра у болта.
На рисунке изображены совмещенные профили болта и гайки, при которых свинчивание не может произойти из–за разности углов.
Если удалить часть материала, где профили перекрывают друг друга (увеличить средний диаметр гайки или уменьшить средний диаметр болта), то свинчивание произойдет, но контакт будет происходить на ограниченном участке боковой стороны профиля. Такого контакта достаточно для того, чтобы произошло свинчивание, т.е. скрепление двух деталей. Изменение размера среднего диаметра для метрической резьбы может быть рассчитано по формуле
Итак, влияние ошибок шага и ошибок профиля можно устранить (компенсировать) уменьшением среднего диаметра болта или увеличением среднего диаметра гайки, для того чтобы, обеспечить свинчивание деталей т.е. для образования резьбового сопряжения (обеспечения сборки).
Необходимо помнить, что резьбовые поверхности болта и гайки никогда не соприкасаются по всей винтовой поверхности, а касаются только на отдельных участках. Основное требование, например, для крепежной резьбы заключается в том, чтобы было обеспечено свинчивание болта и гайки – в этом их основное служебное назначение. Поэтому и представляется возможным изменять средний диаметр у болта или гайки и добиваться свинчивания при ошибках шага и профиля, при этом контакт резьбы будет, но не по всей поверхности. По некоторым профилям (при ошибке шага) или на отдельных участках профиля (при ошибках профиля) в результате компенсации этих ошибок изменением среднего диаметра, будет зазор в нескольких местах сопряжения. Часто в контакте по резьбовым элементам находятся лишь 2 — 3 витка.
Метрическая резьба: таблица размеров и параметры по ГОСТ
Метрическая резьба – это винтовая нарезка на наружных или внутренних поверхностях изделий. Форма выступов и впадин, которые ее формируют, представляет собой равнобедренный треугольник. Метрической эту резьбу называют потому, что все ее геометрические параметры измеряются в миллиметрах. Она может наноситься на поверхности как цилиндрической, так и конической формы и использоваться для изготовления крепежных элементов различного назначения. Кроме того, в зависимости от направления подъема витков резьба метрического типа бывает правая или левая. Помимо метрической, как известно, есть и другие типы резьбы – дюймовая, питчевая и др. Отдельную категорию составляет модульная резьба, которую используют для изготовления элементов червячных передач.
От точности исполнения метрической резьбы зависит надежность разъемного соединения
Основные параметры и сферы применения
Наиболее распространенной является метрическая резьба, наносимая на наружные и внутренние поверхности цилиндрической формы. Именно она чаще всего используется при изготовлении крепежных элементов различного типа:
- анкерных и обычных болтов;
- гаек;
- шпилек;
- винтов и др.
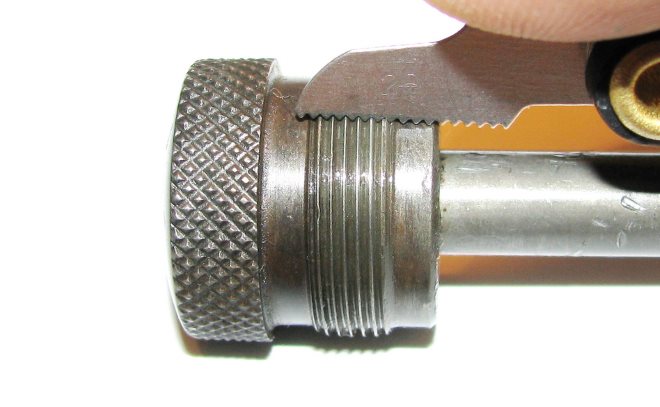
Детали конической формы, на поверхность которых нанесена резьба метрического типа, требуются в тех случаях, когда создаваемому соединению необходимо придать высокую герметичность. Профиль метрической резьбы, нанесенной на конические поверхности, позволяет формировать плотные соединения даже без использования дополнительных уплотнительных элементов. Именно поэтому она успешно применяется при монтаже трубопроводов, по которым транспортируются различные среды, а также при изготовлении пробок для емкостей, содержащих жидкие и газообразные вещества. Следует иметь в виду, что профиль резьбы метрического типа один и тот же на цилиндрических и на конических поверхностях.
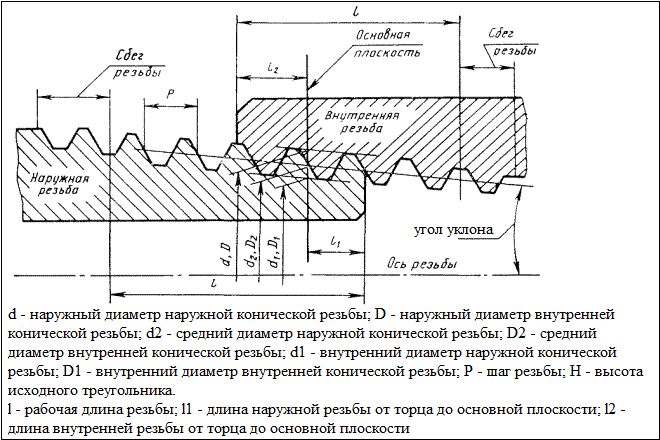
Параметры конусной метрической резьбы
Виды резьб, относящихся к метрическому типу, выделяют по ряду параметров, к которым относятся:
- размеры (диаметр и шаг резьбы);
- направление подъема витков (левая или правая резьба);
- расположение на изделии (внутренняя или наружная резьба).
Есть и дополнительные параметры, в зависимости от которых метрические резьбы разделяются на различные виды.
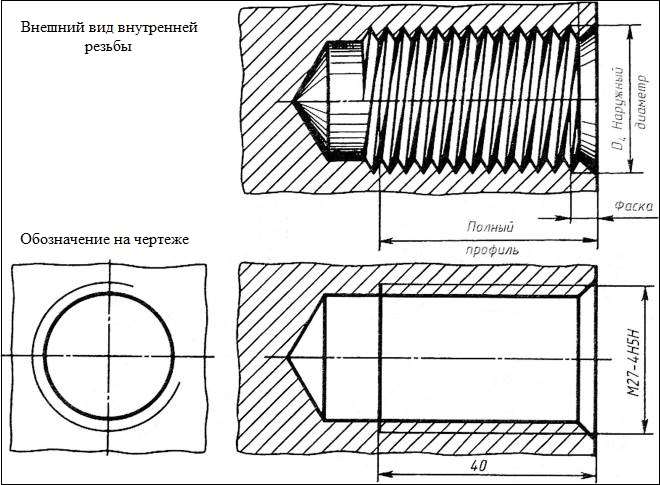
Внутренняя метрическая резьба
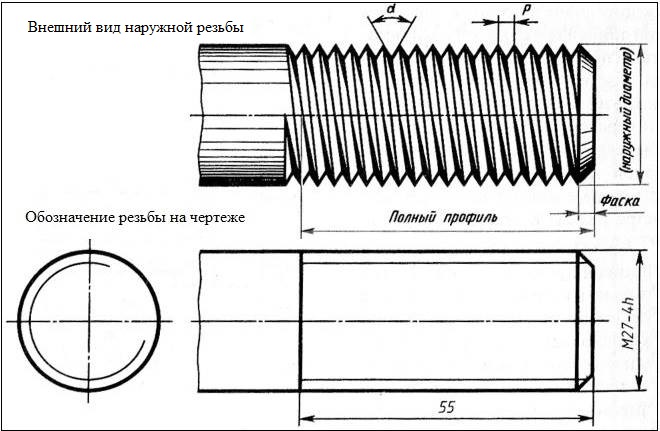
Наружная метрическая резьба
Геометрические параметры
Рассмотрим геометрические параметры, которые характеризуют основные элементы резьбы метрического типа.
- Номинальный диаметр резьбы обозначается буквами D и d. При этом под буквой D понимают номинальный диаметр наружной резьбы, а под буквой d – аналогичный параметр внутренней.
- Средний диаметр резьбы в зависимости от ее наружного или внутреннего расположения обозначается буквами D2 и d2.
- Внутренний диаметр резьбы в зависимости от ее наружного или внутреннего расположения имеет обозначения D1 и d1.
- Внутренний диаметр болта используется для расчета напряжений, создаваемых в структуре такого крепежного изделия.
- Шаг резьбы характеризует расстояние между вершинами или впадинами соседних резьбовых витков. Для резьбового элемента одного и того же диаметра различают основной шаг, а также шаг резьбы с уменьшенными геометрическими параметрами. Для обозначения этой важной характеристики используют букву P.
- Ход резьбы представляет собой расстояние между вершинами или впадинами соседних витков, сформированных одной винтовой поверхностью. Ход резьбы, которая создана одной винтовой поверхностью (однозаходная), равен ее шагу. Кроме того, значение, которому соответствует ход резьбы, характеризует величину линейного перемещения резьбового элемента, совершаемого им за один оборот.
- Такой параметр, как высота треугольника, который формирует профиль резьбовых элементов, обозначается буквой H.
Геометрические параметры основного профиля метрической резьбы

Значения диаметров метрической резьбы (мм)
Полная таблица метрических резьб согласно ГОСТ 24705-2004
Этот стандарт содержит требования к параметрам шага резьбы и ее диаметра. ГОСТ 8724, действующая редакция которого вступила в силу в 2004 году, является аналогом международного стандарта ISO 261-98. Требования последнего распространяются на метрические резьбы диаметром от 1 до 300 мм. По сравнению с этим документом, ГОСТ 8724 действует для более широкого диапазона диаметров (0,25–600 мм). В настоящий момент актуальна редакция ГОСТа 8724 2002, вступившего в действие в 2004 году вместо ГОСТа 8724 81. Следует иметь в виду, что ГОСТ 8724 регламентирует отдельные параметры метрической резьбы, требования к которой оговаривают и другие стандарты резьб. Удобство использования ГОСТа 8724 2002 (как и других подобных документов) состоит в том, что вся информация в нем содержится в таблицах, в которые включены метрические резьбы с диаметрами, находящимися в вышеуказанном интервале. Требованиям данного стандарта должна соответствовать как левая, так и правая резьба метрического типа.
ГОСТ 24705 2004
Данный стандарт оговаривает, какие должна иметь резьба метрическая основные размеры. ГОСТ 24705 2004 распространяется на все резьбы, требования к которым регламентируются ГОСТом 8724 2002, а также ГОСТом 9150 2002.
Это нормативный документ, в котором оговорены требования к профилю метрической резьбы. ГОСТ 9150, в частности, содержит данные о том, каким геометрическим параметрам должен соответствовать основной резьбовой профиль различных типоразмеров. Требования ГОСТа 9150, разработанного в 2002 году, как и двух предыдущих стандартов, распространяются на метрические резьбы, витки которых поднимаются слева вверх (правого типа), и на те, винтовая линия которых поднимается влево (левого типа). Положения данного нормативного документа тесно перекликаются с требованиями, которые приводит ГОСТ 16093 (а также ГОСТы 24705 и 8724).
Данный стандарт оговаривает требования к допускам на метрическую резьбу. Кроме того, ГОСТ 16093 предписывает, как должно осуществляться обозначение резьбы метрического типа. ГОСТ 16093 в последней редакции, которая вступила в действие в 2005 году, включает в себя положения международных стандартов ISO 965-1 и ISO 965-3. Под требования такого нормативного документа, как ГОСТ 16093, подпадает как левая, так и правая резьба.
Стандартизируемым параметрам, указанным в таблицах резьб метрического типа, должны соответствовать размеры резьбы на чертеже будущего изделия. Выбор инструмента, при помощи которого будет выполняться ее нарезка, должен быть обусловлен данными параметрами.
Правила обозначения
Для обозначения поля допуска отдельного диаметра метрической резьбы используется сочетание цифры, которая указывает на класс точности резьбы, и буквы, определяющей основное отклонение. Поле допуска резьбы также должно обозначаться двумя буквенно-цифровыми элементами: на первом месте – поле допуска d2 (средний диаметр), на втором – поле допуска d (наружный диаметр). В том случае, если поля допусков наружного и среднего диаметров совпадают, то в обозначении они не повторяются.
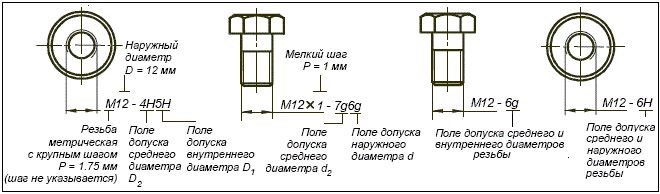
Обозначение метрической резьбы
По правилам первым проставляется обозначение резьбы, затем следует обозначение поля допуска. Следует иметь в виду, что шаг резьбы в маркировке не обозначается. Узнать данный параметр можно из специальных таблиц.
В обозначении резьбы также указывается, к какой группе по длине свинчивания она относится. Всего существует три таких группы:
- N – нормальная, которая не указывается в обозначении;
- S – короткая;
- L – длинная.
Буквы S и L, если они необходимы, идут за обозначением поля допуска и отделяются от него длинной горизонтальной чертой.
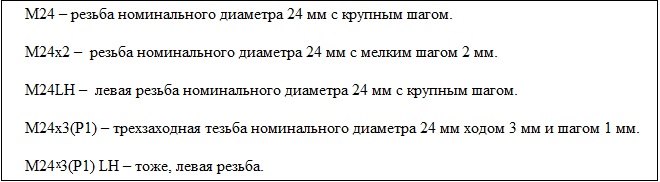
Пример обозначение резьбы на 24 мм различного типа (по ГОСТу 8724)
Обязательно указывается и такой важный параметр, как посадка резьбового соединения. Это дробь, формируемая следующим образом: в числителе проставляется обозначение внутренней резьбы, относящееся к полю ее допуска, а в знаменателе – обозначение поля допуска на резьбу наружного типа.
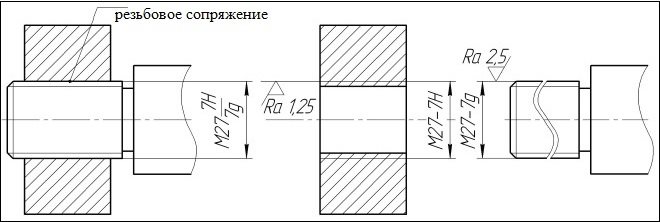
Пример обозначения посадки резьбового соединения на чертежах
Поля допусков
Поля допусков на метрический резьбовой элемент могут относиться к одному из трех типов:
- точные (с такими полями допуска выполняется резьба, к точности которой предъявляются высокие требования);
- средние (группа полей допуска для резьбы общего назначения);
- грубые (с такими полями допуска выполняют резьбонарезание на горячекатаных прутках и в глубоких глухих отверстиях).
Свинчиваемость деталей в резьбовом соединении обеспечивается допусками
Поля допусков на резьбы выбираются из специальных таблиц, при этом надо придерживаться следующих рекомендаций:
- в первую очередь выбираются поля допусков, выделенные жирным шрифтом;
- во вторую – поля допусков, значения которых вписаны в таблицу светлым шрифтом;
- в третью – поля допусков, значения которых указаны в круглых скобках;
- в четвертую (для крепежных изделий коммерческого назначения) – поля допусков, значения которых содержатся в квадратных скобках.
В отдельных случаях разрешается использовать поля допусков, образованные отсутствующими в таблицах сочетаниями d2 и d. Допуски и предельные отклонения на резьбу, на которую впоследствии будет наноситься покрытие, учитываются по отношению к размерам резьбового изделия, пока еще не обработанного с помощью такого покрытия.
Основные параметры метрической резьбы
Метрическая резьба принята для рассмотрения в качестве представителя резьбовых соединений.
В основу профиля метрической резьбы положен треугольник, у которого срезаны вершины.
Для образования рабочей высоты профиля H1 из общей высоты равнобедренного треугольника Н в профиле резьбы предусмотрен срез вершины острых углов у гайки Н/4 и у болта Н/8. Исходная высота профиля Н установлена в зависимости от шага резьбы и равна 0,8660254Р, где Р – шаг резьбы.
Форма впадины у болта и гайки не регламентируется и может быть плоскосрезанной или закругленной, и параметры ее определяются нормированием требований к резьбообрабатывающему инструменту. Закругленная форма впадин является предпочтительной по прочностным соображениям. При такой форме облегчается процесс изготовления резьбы накатыванием, который часто применяется для получения резьбовых деталей крепления.
Для обеспечения эксплуатационных свойств резьбы при изготовлении и измерении из сложного профиля резьбы выделяется ряд элементов, одинаковых для болта и гайки, которые и используются при нормировании точности резьбы.
Этими элементами являются наружный диаметр болта d и гайки D, внутренний диаметр болта d1 гайки D1, средний диаметр болта d2 и гайки D2, шаг резьбы Р и угол профиля резьбы  .
.
1. Наружный диаметр d и D (он же номинальный диаметр резьбы) – диаметр воображаемого цилиндра, описанного вокруг вершин наружной резьбы (болта) или по впадинам внутренней резьбы (гайки).
2. Внутренний диаметр d1 и D1 – диаметр воображаемого цилиндра, вписанного во впадины наружной резьбы (болта) или в вершины внутренней резьбы (гайки).
3. Средний диаметр d2 и D2 – диаметр воображаемого цилиндра, соосного с резьбой, каждая образующая которого пересекает профиль таким образом, что отрезок между точками профилей соседних витков, образованный при пересечении с канавкой, равен половине номинального шага.
4. Шаг резьбы Р – расстояние между параллельными сторонами двух соседних витков резьбы, измеренное по среднему диаметру. Для многозаходной резьбы наряду с термином «шаг» применяют термин «ход». Ходом t называется расстояние между параллельными сторонами профилей, соответствующих одному и тому же витку. Ход равен перемещению болта (гайки) в осевом направлении за один оборот относительно гайки (болта):  , где
, где  – число заходов. В зависимости от соотношения между шагом и диаметром метрические резьбы подразделяются на резьбы с мелким, нормальным и крупным шагами. У резьб с мелкими при одном и том же наружном диаметре шаги меньше, чем у резьбы с крупным шагом. Метрическую резьбу с мелкими шагами применяют, когда ограничена длина свинчивания, для соединения тонкостенных деталей и в ряде других случаев. Резьбу с крупным шагом обозначают буквой М (метрическая) и числовым значением наружного диаметра, например М24, МЗО и т.д. У резьб с мелкими шагами помимо буквы М и диаметра указывают также значение шага, например М24х1,5; М30х2 и т.д.
– число заходов. В зависимости от соотношения между шагом и диаметром метрические резьбы подразделяются на резьбы с мелким, нормальным и крупным шагами. У резьб с мелкими при одном и том же наружном диаметре шаги меньше, чем у резьбы с крупным шагом. Метрическую резьбу с мелкими шагами применяют, когда ограничена длина свинчивания, для соединения тонкостенных деталей и в ряде других случаев. Резьбу с крупным шагом обозначают буквой М (метрическая) и числовым значением наружного диаметра, например М24, МЗО и т.д. У резьб с мелкими шагами помимо буквы М и диаметра указывают также значение шага, например М24х1,5; М30х2 и т.д.
5. Угол профиля резьбы – угол между боковыми сторонами профиля, измеренный в плоскости, проходящей через ось резьбы.
6. Половина угла профиля  – угол между боковой стороной профиля и направлением, перпендикулярным к оси резьбы. Измеряя левую и правую половины угла профиля, можно определить полный угол , а также возможный перекос резьбы. Может оказаться, что профиль выдержан правильно, но относительно оси развернут, и сопряжение может не произойти. Для метрической резьбы = 60°.
– угол между боковой стороной профиля и направлением, перпендикулярным к оси резьбы. Измеряя левую и правую половины угла профиля, можно определить полный угол , а также возможный перекос резьбы. Может оказаться, что профиль выдержан правильно, но относительно оси развернут, и сопряжение может не произойти. Для метрической резьбы = 60°.
7. Длина свинчивания l – длина взаимного соприкосновения наружной и внутренней резьбы в осевом направлении. Часто этот элемент называют высотой гайки.
Резьбовые соединения по характеру соединения бывают такими же, как и соединения гладких элементов деталей, т. е. они образуют посадки с зазором, натягом и переходные. Однако для условий крепления деталей наибольшее, если не сказать подавляющее, распространение имеют посадки с зазором.
Соединение внутренних и наружных резьб происходит по боковым сторонам профиля. Возможность контакта по вершинам и впадинам резьбы исключается. В зависимости от характера сопряжения по боковым сторонам профиля (т. е. по среднему диаметру) различают посадки с зазором, натягом и переходные.
Метрическая резьба: размеры, таблица с диаметром и шагом
 Для соединения различных элементов довольно часто применяются крепежные резьбовые изделия. Метрическая резьба — винтовая нарезка на наружной или внутренней поверхности, которая характеризуется довольно большим количеством различных особенностей. Получаемая винтовая нарезка получила свое название по причине измерения геометрических параметров в миллиметрах. Метрическая резьба (размеры в таблицу заносят для того, чтобы упростить поиск наиболее подходящих крепежных изделий) может нарезаться на цилиндрическую и коническую поверхность.
Для соединения различных элементов довольно часто применяются крепежные резьбовые изделия. Метрическая резьба — винтовая нарезка на наружной или внутренней поверхности, которая характеризуется довольно большим количеством различных особенностей. Получаемая винтовая нарезка получила свое название по причине измерения геометрических параметров в миллиметрах. Метрическая резьба (размеры в таблицу заносят для того, чтобы упростить поиск наиболее подходящих крепежных изделий) может нарезаться на цилиндрическую и коническую поверхность.
Сфера применения
Наибольшее распространение получила метрическая резьба м8 или с другим размером. Производители применяют и дюймовые, питчевые резьбы при создании крепежных элементов. Витки наносятся на поверхность при создании следующих изделий:
- Гайки получили широкое распространение. Как правило, они имеют внутреннее цилиндрическое отверстие с резьбой, снаружи изделие имеет форму многогранника.
- Анкерные и обычные болты часто применяются в качестве крепежного изделия. В этом случае витки наносятся на наружную поверхность.
- Шпильки применяются в случае, когда создаваемая конструкция рассчитана на высокое механическое воздействие.
Современные технологии производства позволяют получить витки с точными геометрическими формами. Именно поэтому резьбовое соединение характеризуется высокой степенью герметичности даже без использования специальных уплотнительных материалов, применяется при создании трубопроводов, емкостей для различных жидкостей.
Основные параметры
Применяемая таблица метрических резьб с диаметрами и шагом позволяет быстро подобрать наиболее подходящее крепежное изделие. Создаваемые витки характеризуются несколькими основными параметрами:
-
 Направление подъема витков. Все резьбы можно разделить на две основные группы: левые и правые. Наибольшее распространение получили левые варианты исполнения, но могут применяться и правые резьбы.
Направление подъема витков. Все резьбы можно разделить на две основные группы: левые и правые. Наибольшее распространение получили левые варианты исполнения, но могут применяться и правые резьбы. - Размеры: диаметр и шаг. В большинстве случаев указывается только наружный диаметр нарезаемых витков, но в справочной литературе можно встретить и многие другие параметры. Важное значение имеет и шаг расположения бороздок друг относительно друга. При нарезании витков учитывается диаметр наружной или внутренней поверхности. На момент подготовки изделия мастер учитывает то, каких размеров должна быть заготовка. Существует и нормативная документация, которая позволяет подобрать более подходящий диаметр для получения резьбы с определенными параметрами.
- Резьба может располагаться внутри или снаружи изделия. Этот показатель определяет лишь особенности применяемой технологии нарезания поверхности. Для обработки наружной поверхности применяется токарно-винторезный станок с соответствующим резцом и плашка, для внутренней метчик и расточной резец. Инструмент подбирается в зависимости от того, какой точности нужно получить резьбу, и какой материал использовался при изготовлении заготовки.
При производстве крепежных элементов учитываются и многие другие геометрические параметры. Они отображаются на создаваемом чертеже.
Геометрические размеры
В большинстве случаев таблица резьб содержит информацию о наружном диаметре и шаге расположения витков. Основные геометрические параметры, которые указываются на чертеже, следующие:
-
 Номинальный диаметр на чертеже обозначается буквами D и d. При этом первая буква применяется для обозначения номинального наружного диаметра, вторая — аналогичного внутреннего параметра.
Номинальный диаметр на чертеже обозначается буквами D и d. При этом первая буква применяется для обозначения номинального наружного диаметра, вторая — аналогичного внутреннего параметра. - Средний диаметр зависит от наружного и внутреннего расположения резьбы, в технической документации или таблицах указывается буквами D 2 и d2. Аналогичный параметр для внутреннего диаметра указывается в технической документации и на чертеже как D 1 и d 1.
- Витки, расположенные поблизости, характеризуются наличием вершин и впадин. Расстояние между ними называют шагом резьбы. Для обозначения этого важного параметра применяется буква Р. Стоит учитывать, что болт и гайка должны обладать не только одинаковыми диаметрами, но и шагом. Если витки будут расположены на различном расстоянии друг от друга, то гайка не накрутится на болт.
- Внутренний диаметр болта применяется для расчета напряжений, которые могут возникнуть при эксплуатации изделия. Слишком высокое напряжение становится причиной среза стержня.
- Ход резьбы, который создается одной винтовой парой, в большинстве случаев равен шагу. Этот параметр определяет линейное перемещение при одном повороте резьбовой пары. Параметр учитывается при создании различных ответственных механизмов.
- На создаваемых чертежах обозначается профиль витков буквой Н. В большинстве случаев профиль напоминает треугольник. Применяемые методы обработки определяют формирование скругленной фаски в качестве вершины.
При создании крепежных элементов выдерживаются стандарты ГОСТ. Это существенно упрощает подбор наиболее подходящего варианта исполнения, для чего могут применяться таблицы.
Применение табличной информации
Шаг резьбы м10 или другого размера можно определить по специальным таблицам. При их создании учитываются некоторые стандарты:
-
 ГОСТ 8724 содержит информацию о том, какие требования предъявляются к диаметру и шагу. Последняя редакция рассматриваемого стандарта была принята в 2004 году, и она является аналогом международного стандарта ISO 261−98. У обоих стандартов есть одно отличие: международный определяет параметры метрической резьбы с диаметром от 1 до 300 мм, ГОСТ действует в диапазоне от 0,25 до 600 мм. Для удобства использования рассматриваемых стандартов они отображены в виде таблицы соответствия всех параметров. Применяемые требования подходят для левой и правой резьбы.
ГОСТ 8724 содержит информацию о том, какие требования предъявляются к диаметру и шагу. Последняя редакция рассматриваемого стандарта была принята в 2004 году, и она является аналогом международного стандарта ISO 261−98. У обоих стандартов есть одно отличие: международный определяет параметры метрической резьбы с диаметром от 1 до 300 мм, ГОСТ действует в диапазоне от 0,25 до 600 мм. Для удобства использования рассматриваемых стандартов они отображены в виде таблицы соответствия всех параметров. Применяемые требования подходят для левой и правой резьбы. - ГОСТ 9150 применяется для определения требований, которые предъявляются к профилю. В создаваемых таблицах указываются основные геометрические параметры. Они должны выдерживаться при создании крепежных элементов. Стандарты этой редакции были приняты в 2002 году, они тесно связаны с теми, которые указаны в ГОСТ 16093 .
- ГОСТ 16093 определяет требования по допускам. Кроме этого, в этой документации указываются стандарты, применяемые при маркировке изделия. Последняя редакция нормативных документов была принята в 2005 году, она включает в себя международные нормативы ISO 965−1 и ISO 965−3. Под установленные нормы входит левая и правая резьба.
- ГОСТ 24705 редакции 2004 года определяет основные размеры нарезаемых витков. Она применяется при создании всех винтовых пар.
Рассматриваемые стандарты применяются при выборе инструмента, при помощи которого будут нарезаться витки. Кроме этого, подобные параметры учитываются при настройке применяемых токарно-винторезных станков. За счет стандартизации основных параметров при выборе крепежных изделий достаточно уделить внимание лишь некоторым параметрам: диаметру и шагу.
Правила маркировки
Сложность нарезаемых витков определяет то, что для обозначения основных параметров применяются определенные правила, которые указаны в ГОСТ. К особенностям маркировки рассматриваемых изделий отнесем следующие моменты:
-
 Обозначение поля допуска отдельного диаметра проводится путем сочетания определенных цифр, которые указывают на класс точности. Буква определяет отклонение размеров от нормы.
Обозначение поля допуска отдельного диаметра проводится путем сочетания определенных цифр, которые указывают на класс точности. Буква определяет отклонение размеров от нормы. - В самом начале маркировки указывается буква, которая определяет тип резьбы. Для метрической применяется буква М, после которой идут все другие обозначения.
- После допуска резьбы обозначается двумя буквенно-цифровыми сочетаниями. Если параметры совпадают, то при обозначении они повторно не указываются.
- Шаг расположения витков не указывается при маркировке. Именно поэтому при подборе наиболее подходящего крепежного элемента применяется табличная информация. Показателю шага резьбы соответствует определенный наружный, средний и внутренний диаметр. Указывается и внутренний диаметр по дну впадины.
Классификация крепежных элементов проводится по длине свинчивания. Все они делятся на три основные группы. Для обозначения группы применяются символы:
- N — нормальная длина свинчивания. Этот символ часто не указывается в маркировке.
- S — короткая длина свинчивания.
- L — наибольший показатель.
При изготовлении и маркировке некоторых изделий длина свинчивания важна. Поэтому проводится указание подходящей буквы, после чего вертикальная линия и обозначения полей допуска.
Посадка резьбового соединения также считается важным параметром, который указывается при маркировке. Этот показатель обозначается в виде дроби:
- В числителе указывается обозначение внутренней резьбы и поля допуска.
- В знаменатель вносится обозначение поля допуска витков наружного типа.
Некоторые из приведенных выше параметров указываются и на чертеже. На само изделие маркировка наносится методом гравировки или краской.
Поля допусков
При создании болтов, гаек и шпилек учитываются поля допусков. Все они делятся на три основные группы:
-
 Точные. Некоторые резьбы должны иметь высокую точность, за счет чего обеспечивается высокая степень герметизации создаваемой конструкции. Достигается высокая точность за счет применения современных методов обработки, к примеру, ЧПУ станков. Высокая стоимость изготовления определяет то, что изделия этой группы подходят только для создания ответственных изделий.
Точные. Некоторые резьбы должны иметь высокую точность, за счет чего обеспечивается высокая степень герметизации создаваемой конструкции. Достигается высокая точность за счет применения современных методов обработки, к примеру, ЧПУ станков. Высокая стоимость изготовления определяет то, что изделия этой группы подходят только для создания ответственных изделий. - Средние. Эта группа полей свойственна крепежам общего назначения. Выдержать подобную точность можно при применении обычных станков или ручного инструмента. За счет упрощения процесса изготовления снижается себестоимость изделия, что и определяет их распространение.
- Грубые. Подобные поля допусков выполняют при обработке глубоких глухих отверстий или прутков, когда повысить качество витков и точность их геометрической формы сложно.
Для выбора допусков применяются специальные таблицы. Они встречаются в различной технической документации. Рекомендации по применению справочной информации следующие:
-
 В первую очередь уделяется внимание полю допуска, которое выделено жирным шрифтом.
В первую очередь уделяется внимание полю допуска, которое выделено жирным шрифтом. - Следующая информация по важности — та, которая вписана в таблицу более светлым шрифтом.
- Дополнительным параметром являются цифры, которые указываются в круглых скобках.
В некоторых случаях применяется информация, которая указывается в квадратных скобках. Она рассматривается только в том случае, если вся другая не подходит при производстве крепежных изделий. Дюймовая и другие резьбы характеризуются несколько иными параметрами, которые также указываются в соответствующей технической документации и таблицах.
Метрическая резьба: таблица размеров, ГОСТ, шаги, диаметры
Такие соединения могут применяться на разных материалах – на металле, пластмассе, дереве. Их основное достоинство в том, что они такие же прочные, как и при сварных конструкциях, но при этом имеют возможность разъединения. В статье мы расскажем про основные размеры и параметры метрических резьб в таблицах с диаметрами и шагом.

Сфера применения
Используются повсеместно – в автомобилестроении, станкостроении, в изготовлении бытовой техники и в быту. Особенность технологии в том, что она прочно вошла в нашу жизнь из-за своего удобства, а также захватила все области производства, так как конструкции могут производиться как крупные, так и миниатюрные. Самые простые примеры – это гайка и болт. В первом случае произведена внутренняя нарезка с помощью метчика, а во втором – внешняя, с использованием плашки.
Гайки и шурупы из разных материалов используются везде. От самых миниатюрных креплений, например, при закручивании крышки мобильного телефона, до огромных гаек, на которых держался колеса большегрузных автомобилей.
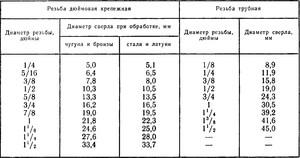
Территориально способ применяется во всем мире. В России есть ГОСТы, у нас маркировка измеряется в мм. За рубежом используется дюймовое измерение. Мы предлагаем таблицу, как соотносятся миллиметры и дюймы:
Диаметр в дюймах
Наружное сечение в мм
Внутреннее сечение в мм

Основные параметры
Трудно подобрать болт и гайку друг под друга, если у них были разные размеры и конструкция. Но они зеркально повторяют друг друга, поэтому можно говорить о характеристиках, которые подходят для обеих деталей:
- Наружный диаметр. По нему определяется большинство процедур, в том числе именно на него ориентируются тогда, когда требуется просверлить отверстие под метчик. На схемах записывается как d или D у болта и гайки соответственно.
- Средний – d2 и D2. Если взять базовую единицу витка, то требуется разделить ее пополам, чтобы найти эти точки.
- Внутренний – d1 и D1. Определяется по верхним граням. Если по ним провести воображаемую линию, то можно увидеть цилиндр, который и будет отображать этот размер.
- Шаг (Р) – если мы берем нить, то каждое ее вращение приводит к образованию линии на одной из сторон. Расстояние между двумя точками (гребнями, лезвиями) – это и есть параметр. Найти его можно, линейкой обозначив на поверхности 10 мм (измерения можно производить и в сантиметрах), затем посчитать, сколько витков находится в этих пределах, и разделить полученное число на 10.
- Ход – (t) он равен предыдущему значению, если рассматривать болты однозаходные, с одной нитью. Но так как чаще встречаются двухзаходные, то t = 2Р. Или 3Р, если имеет место быть трехзаходный элемент. То есть это полный оборот к исходной точке одного витка.
- Угол профиля – очень важно его рассчитать. Он индивидуален для разных заготовок в зависимости от толщины и плотности материала. Не может превышать 140 градусов.
- Длина свинчивания или высота гайки – это расстояние, на продолжении которого есть витки, которые приходят во взаимодействие с зеркальной внутренней резьбой.

Геометрические размеры
От перечисленных выше параметров зависят эксплуатационные характеристики. От всех трех диаметров зависит то, какое отверстие нужно делать с помощью сверла при работе с метчиком. От шага и хода – насколько прочно будет происходить завинчивание, чем больше витков, и чем они чаще, тем лучше. Такая работа является более тонкой, поэтому выполнить ее в домашних условиях фактически невозможно, только на специальном оборудовании.
От того, насколько глубокие канавки, зависит прочность соединения. Здесь тоже есть ограничения. Если болтик будет выполнен в миниатюре, то слишком сильный перепад между углублениями и гребнями делать нельзя, это повышает хрупкость.
Угол профиля определяет то, насколько хорошо будет входить передняя часть метчика в материал. Ведь не так просто начать вращения, к тому же сделать это достаточно ровно, без перекосов. Чем мягче материал (например, медь или алюминий), тем лучше происходит вкручивание. Очень важна соразмерность двух элементов, которые приходят во взаимодействие.

Применение табличной информации
Как и для многих других способов металлообработки, есть стандарты резьбы метрической. Они прописываются в нормативных актах. Ниже мы перечислим документы, в которые необходимо обращаться для того, чтобы найти подходящую таблицу:
- ГОСТ 8724-2002. Здесь предложены стандартные требования по диаметрам и шагам. Наш отечественный норматив был издан еще во времена СССР, но затем дополнялся и обновлялся. В 2004 году был проверен на соответствие международной системе. Оказалось, что наши рамки значительно шире, мы рассматриваем как миниатюрные детали от 0,25 мм, так и большие – до 60 см. В то время как зарубежная номенклатура типизированных размеров варьируется в рамках от 1 до 300 мм.
- ГОСТ 9150-81. Здесь предлагаются нормы, по которым определяется взаимозаменяемость запасных частей. Ведь многие детальки входят если не идеально, то просто подходят и могут использоваться в быту.
- ГОСТ 16093-81. Определяет уровень точности, а также правила маркировки. Необходим скорее для изготовителей и в повседневной жизни не используется.
Эти нормативы применяются изготовителями, покупателями для домашнего обихода, а также для работы на станках.

Правила обозначения
В маркировке присутствует несколько параметров. Каждый из них находит буквенное или числовое отображение. Если такого набора нет на торце изделия (плашки и метчика, готовых металлических крепежей), то, возможно, это подделка. Что обозначается:
- Уровень допуска, то есть точность соответствия заявленным размерам.
- Тип. Для метрической – буква М. Для остальных вариантов другие маркировки, например для цилиндрической – G.
- Внутренний диаметр. Шаг не указывается, так как согласно стандартам все конструкции имеют аналогичный ход, если обладают одинаковым сечением.
Также есть обозначение длины свинчивания. Она может быть:
Все вышеперечисленное указывается как на чертеже при проектировании и изготовлении изделий, так и уже в момент производства – обычно применяется метод гравировки. Он наиболее долговечный, а при попытке сэкономить используется краска.

Поля допусков
Для ряда производственных циклов важно максимальное соответствие соединяемых деталей. Такие значения называются точными. Это приводит к:
- повышенной герметичности – никаких лишних зазоров;
- прочность;
- отсутствие вибраций.
Изготовление происходит исключительно на станках для металлообработки, которые основаны на дистанционном пульте управления. Здесь оператор не отвечает за процесс, а только заносит проект, разработанный с помощью автоматизированной программы для проектирования, в компьютер. Инструменты с высокой точностью до 0,001 мм вытачивают зубцы.
Второй стандартный размер точности метрических резьб – это средний. Он является нормой, применяется наиболее часто. Именно к этой категории относится крепеж, который поставляется на прилавки строительных магазинах. Изготовление – машинное, но с применением ручной установки и закрепления детали, направления сверла и пр.
Третий класс – грубый. К нему можно причислить нарезки, которые производятся умельцами в домашних условиях. Часто не имеют трехслойной обработки, во многих случаях концы витков обломаны или готовы к тому, чтобы крошиться.

Основной шаг
Представим эти нормы в виде таблицы, но отметим, что есть стандартизированные разъемы, а есть нестандартные. Для последних используют специальные параметры, чтобы создать пару. Предлагаем табличные данные:
