

Обработка титановых сплавов резанием
ВЫСОКИЕ ТЕХНОЛОГИИ
Главная страница » Токарная обработка титана
Токарная обработка титана

Ввиду малых скоростей при обработке титана наблюдается высокое трение инструмента, что вызывает большое выделение тепла. Так при выборе малых радиусов при вершине режущей пластины этот радиус просто «сгорает», поэтому выбираем радиусы побольше. Контролировать температуру в зоне резания можно скоростью, толщиной стружки и глубиной резания.
Обязательно применение СОЖ, и желательно под высоким давлением. Необходимо точно направить подачу СОЖ в зону резания. Используя СОЖ под давлением (80 бар) можно повысить скорость резания на 20%, стойкость инструмента на 50%, а также улучшить стружкодробление.
Для обработки титановых сплавов не используйте инструменты на основе керамики.
Выбор инструмента для наружной токарной обработки
Предварительная обработка:
— Квадратные пластины с большим радиусом вершины, возможно назначить большую глубину резания.
— Круглые пластины больших размеров.
— Использовать стружколомы для тяжелой обработки, стружколомы снижающие силу резания, стружколомы с улучшенным контролем стружкообразования.
— Используйте твердые сплавы без покрытия.
— Круглые пластины (имеется возможность назначить высокие скорости резания, высокую подачу, присутствует меньший износ, небольшая глубина резания.)
— Использовать сплавы без покрытия, или как вариант PVD-покрытие для обеспечения сочетания прочность-износостойкость.
— Снижать подачу при увеличении глубины.
— Выбирать радиус пластины меньше, чем радиус скругления на детали, так не придется занижать радиус.
— На криволинейных участках снижайте подачу на 50%.
— Трохоидальное точение – первый выбор.
— Если невозможно трохоидальное точение используйте врезание под углом.

— Выбирайте пластины с шлифованными режущими кромками, они повышают стойкость и снижают силы резания.
— Предпочтение имеет острая геометрия, но также учитывайте требование стабильности при выборе геометрии и формы пластины.
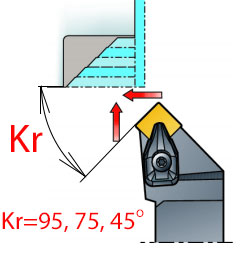
— Для тонкостенных деталей выбирайте главный угол в плане Kr=45 градусов и радиус при вершине не более 3хap, острую геометрию с небольшим радиусом округления режущей кромки. Используйте относительно низкую подачу 0,15 мм/об.
— Для жестких деталей выбирайте большой радиус при вершине и большой радиус округления режущей кромки.
— Выбирайте сплав без покрытия, или с PVD-покрытием и острой кромкой для снижения сил резания и повышения скорости резания, или поликристаллический алмаз (PCD) для обеспечения высокой стойкости и скорости резания. По сравнению с твердым сплавом без покрытия PCD может увеличить скорость в 2 раза
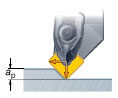
Рекомендации при использовании круглых пластин
1. Используйте рекомендацию назначения ap, как на рисунке ниже.
Режимы токарной обработки титана
Для обработки титана характерны малые скорости резания при большой подаче и глубине резания, интенсивное охлаждение.
Предварительная обработка (тяжелая черновая обработка, удаление корки и т.д.): ap=3-10 мм, fn=0.3-0.8 мм, Vc=25 м/мин.
Промежуточная обработка (черновая, получистовая обработка без корки, профильная обработка и т.д.): ap=0.5-4 мм, fn=0.2-0.5 мм, Vc=40-80 м/мин.
Окончательная обработка (получистовая, чистовая обработка, финишная обработка и т.д.): ap=0,25-0,5 мм, fn=0.1-0.4 мм, Vc=80-120 м/мин.
Выбор инструмента для внутреннего растачивания
Предварительная обработка:
— Главный угол в плане 90 град, но не менее 75 град. Это снизит отжатие оправки и вибрации.
— Используйте твердый сплав без покрытия.
— Используйте максимально возможный диаметр оправки и минимальный вылет.
Промежуточная обработка:
— Главный угол в плане 93 град, угол при вершине 55 град.
— Стружколом обеспечивающий низкие силы резания.
— Твердый сплав без покрытия.
— Максимально возможный диаметр оправки, минимальный вылет
— При необходимости антивибрационный инструмент.
Окончательная обработка:
— Позитивные пластины с задним углом и острая геометрия для снижения сил резания и меньшего отжатия инструмента.
— Шлифованная пластина, угол при вершине 55 град, главный угол в плане 93 град
— Твердый сплав без покрытия.
— Максимально возможный диаметр оправки, минимальный вылет
— При необходимости антивибрационный инструмент.
Далее мы рассмотрим фрезерование титана, выделим основные приемы для преодоления всех сложностей обработки титана уже на фрезерных станках.
Обработка резанием титановых сплавов
ФИЗИЧЕСКИЕ ЯВЛЕНИЯ ПРИ РЕЗАНИИ ТИТАНОВЫХ СПЛАВОВ
Упруго-пластическое деформирование при резании металлов весьма сложно. Оно находится во взаимной связи с другими факторами и явлениями, сопутствующими процессу резания. Поэтому более полная характеристика физических основ резания титановых сплавов может быть получена лишь при комплексном исследовании тепловых явлений, деформаций поверхностных слоев, сил резания, износа режущего инструмента и качества обработанной поверхности.
ТЕПЛОВЫЕ ЯВЛЕНИЯ В ПРОЦЕССЕ РЕЗАНИЯ
Тепло, возникающее в процессе резания, оказывает влияние на состояние, слоя под обработанной поверхностью, шероховатость поверхности, точность обработки, а также на износ и стойкость режущего инструмента. Под влиянием тепла изменяются условия трения на передней и задней поверхностях инструмента, деформация срезаемого слоя, наростообразование и другие явления.
Исследованию был подвергнут высокопрочный титановый сплав отечественного производства ВТЗ-1. Химический состав, механические и теплофизи-ческие свойства заготовки этого сплава взяты в пределах, указанных в табл. 1 и 2. Выбор сплава ВТЗ-1 обусловлен тем, что он имеет (α +β)-структуру, т. е. занимает среднее положение между а- и β-сплавами, поэтому полученные при исследовании результаты являются наиболее типичными. Кроме того, сплав ВТЗ-1 получил наибольшее распространение.
Для получения сравнительных данных были исследованы также сплавы -на основе железа (ЗОХГСА) и никеля (ХН70ВМТЮ). Заготовки этих сплавов находились в состоянии поставки. Химический состав и физико-механические свойства их удовлетворяли техническим условиям.
ВТЗ-1 почти в 2 раза превышает температуру, возникающую при обработке стали 30ХГСА. Она близка к температуре, развивающейся при точении в тех же условиях жаропрочного сплава ХН70ВМТЮ, процесс резания которого характеризуется весьма напряженным тепловым режимом. Сравнение полученных результатов с данными, приведенными в работе [56], показывает, что температура при резании титанового сплава ВТЗ-1 в среднем в 2 раза выше температуры резания стали 40Х и в 3—4 раза выше температуры, возникающей при обработке алюминиевых сплавов. Это свидетельствует о том, что резание титановых сплавов характеризуется весьма высокими температурами, физическая сущность возникновения которых изложена ниже.
При резании пластичных материалов, к которым относится технический титан и его сплавы, работы упругих деформаций и диспергирования незначительны, поэтому основными источниками тепловыделения следует считать пластическую деформацию и трение.
Титановые сплавы по сравнению со сплавами на основе никеля и железа, как было показано выше, характеризуются меньшей пластической деформацией. Подобное заключение следует также из сравнения коэффициентов усадки стружки титановых и никелевых сплавов (рис. 19). Следовательно, можно предположить, что при резании титановых сплавов выделяется меньшее количество тепла, чем при обработке сталей и сплавов на основе никеля.
Согласно приведенным данным интенсивность выделения тепла в деталь при обработке титановых сплавов ниже, чем при. обработке сплавов на основе никеля со сталью 45 выделении тепла у титанового сплава ВТ2 при точении свидетельствуют и кривые на рис. 20. Можно было ожидать, что при резании температура в деформированной зоне титановых сплавов должна быть ниже, чем у сталей. Однако рассмотренные ранее результаты экспериментального исследования температуры резания показывают обратное. Температура резания титанового сплава (см. рис. 17, б) достигает 800° С уже при υ = 40 м/мин, s = 0,17 мм/об и t — = 1,5 мм; при резании же стали 45, по данным исследования [2], аналогичная температура возникает при значительно более высоких параметрах режима резания, а именно: v= 100 м/мин, s = = 0,29 мм/об и t=2 мм.
Таким образом, высокой температуре резания титановых сплавов, значительно превосходящей температуру три аналогичной обработке сталей, соответствует сравнительно небольшое количество выделившегося тепла, меньшее, чем при резании в тех же условиях сплавов на основе железа и никеля.
ИЗНОС РЕЖУЩЕГО ИНСТРУМЕНТА ПРИ ПОЛУЧИСТОВОЙ И ЧИСТОВОЙ ОБРАБОТКЕ.
При чистовом и полулистовом непрерывном точении исследуемых титановых сплавов резцами, оснащенными пластинками из однокарбидного твердого сплава, процесс износа может быть представлен в следующем виде. В начальный период резания на задней поверхности резца, вдоль режущей кромки, наблюдается появление характерных штрихов износа, являющихся результатом трения между соответствующим контактным участком резца и поверхностями обрабатываемой заготовки. Износ по передней поверхности при этом представляет след сходящей стружки и имеет вид лунки, более или менее оформленной в зависимости от условий обработки (режима резания и марки твердого сплава). При дальнейшем резании происходит развитие износа как по передней, так и особенно по задней поверхности (рис. 57, д—ж; 58, д). На передней поверхности развитие износа проявляется в окончательном оформлении лунки, увеличении ее размеров, сопровождающемся устранением перемычки между лункой и режущей кромкой (рис. 57,а), в возникновении местного прорыва кромки (рис. 57,6 и г) и, наконец, в разрушении лунки, при котором по ее наружному контуру выкрашивается кромка (рис. 58,а), вследствие чего передний угол в зоне контакта оказывается отрицательным. Так как при выкрошенной режущей кромке требуемое качество обработанной поверхности и. прилегающего к ней слоя не может быть гарантировано, то при чистовой обработке деталей из титановых сплавов износ передней поверхности, определяющий необходимость переточки резцов, следует характеризовать стадией исчезновения перемычки или началом образования местного прорыва кромки. Этим этапам износа по передней поверхности, как показывают наблюдения и результаты исследования (рис. 57,6 и г), соответствует износ по задней поверхности, равный 0,3—0,4 мм. При получистовом точении, основываясь на результатах проведенных исследований остаточных напряжений первого рода и наклепа, а также исходя из требований точности и чистоты обработки, оказывается возможным допущение большего износа по передней поверхности, определяемого прорывом перемычки и наличием выкрашиваний режущей кромки в зоне контактных поверхностей. Такому затуплению соответствует износ по задней поверхности, равный 0,4—0,5 мм (рис. 58, д).
Согласно приведенным данным (рис. 59—62) износ по задней поверхности указанных резцов по мере увеличения продолжительности резания характеризуется закономерным изменением, возрастанием от узкой, не всегда четко оформленной ленточки штрихов до явно выраженной фаски износа, величина которой не превосходит указанного значения, установленного в качестве критерия затупления. Дальнейшее резание сопровождается наиболее интенсивным развитием износа. При этом происходит не только
истирание, но и выкрашивание кромки по наружному контуру разрушенной лунки (см. рис. 58, а) —наиболее характерное для резцов, оснащенных пластинками из твердых сплавов ВКЗМ, ВК4 и ВК6М (см. рис. 58,б и в), и приводящее их к катастрофическому износу по задней поверхности в виде отслаиваний и сколов (см. рис. 58, г).
Износ резцов, оснащенных пластинками из двух- и трехкарбидных твердых сплавов, по внешнему виду (см. рис. 57, а; 58, е и ж) аналогичен износу, наблюдаемому у резцов с пластинками из сплавов ВК2, ВКЗМ, ВК4, ВК6, ВК6М, ВК8, ВК8Та, ВК12Та. Однако процесс износа у этих резцов протекает значительно интенсивнее. Это заключение следует из сравнения фотографий резцов (см. рис. 57, α, в; 58, д, е, ж) и кривых износа (см. рис. 60, а, б).
Резцы из быстрорежущей стали различных марок (Р18, Р9Ф5 и др.), подобно рассмотренным, характеризуются износом, происходящим на передней и задней поверхностях, причем преобладание износа на задней поверхности выражено более характерно (рис. 63). При средних скоростях резания для резцов с пластинками из сплавов ВК2 и ,ВК4 быстрорежущие резцы подвергаются настолько значительному износу, что не могут быть сравнимы с указанными резцами, оснащенными пластинками из твердых сплавов. Поэтому быстрорежущий инструмент находит применение лишь при работе на небольших скоростях резания, в среднем не превышающих 10—15 м/мин (см. рис. 61,6), причем в тех случаях, когда не представляется возможным изготовить режущий инструмент, оснащенный твердым сплавом. Проведенное исследование износа инструмента, применяемого при выполнении этих видов обработки, показало, что общей особенностью затупления сверл и разверток, оснащенных пластинками, из твердого сплава ВК8, а также быстрорежущих сверл, разверток, метчиков и протяжек является преобладание износа по задней поверхности (рис. 64). Однако у быстрорежущих инструментов наряду со значительным износом по задней поверхности происходит быстрое притупление режущих кромок, в то время как у сверл, разверток и протяжек, оснащенных пластинками из твердого сплава ВК8, режущие кромки практически остаются острыми и при наличии износа по задней поверхности. Притупление кромок приводит не только к увеличению износа по задней поверхности, но и к потере (уменьшению) размера развернутого отверстия или протянутого паза. Указанное явление связано с низким модулем упругости титановых сплавов и, следовательно, значительной склонностью их к упругому деформированию. Вследствие этого возросшие при обработке затупленным инструментом силы резания вызывают существенные упругие деформации обрабатываемой детали.
Титан: особенности обработки
Фрезерование титана требует определенных условий
По сравнению с большинством других металлов, механическая обработка титана предъявляет более высокие требования и накладывает больше ограничений. Титановые сплавы обладают свойствами, способными существенно влиять как на процесс резания, так и на режущий материал. Если инструмент и режимы резания выбраны правильно, а также при хорошей жесткости станка и надежности закрепления заготовки, процесс обработки титана будет высокоэффективным. Многих проблем, которые традиционно возникают при обработке титана, можно избежать. Нужно лишь преодолеть то влияние, которое свойства титана оказывают на процесс обработки.
Многие из тех свойств, которые делают титан таким привлекательным материалом для изготовления деталей, оказывают влияние на его обрабатываемость, а именно:
- высокое отношение прочности к весу, причем его плотность составляет, как правило, всего 60 процентов плотности стали,
- имеет более низкий модуль упругости и более податлив, чем сталь,
- обладает более высокой стойкостью к коррозии, чем нержавеющая сталь,
- низкая теплопроводность.
Эти свойства означают, что титан генерирует относительно высокие и концентрированные силы резания при обработке. Это вызывает вибрацию в процессе обработки, что ведет к быстрому износу режущей кромки. Кроме того, титан плохо проводит тепло. Поэтому обработка титана требует от материала инструмента высокой красностойкости.
Трудности обработки титана
Принято считать, что титан с трудом поддается эффективной механической обработке. Но это не типично для современных инструментов и методов обработки. Трудности отчасти возникают оттого, что механическая обработка титана — новая область, и в ней не накоплено достаточно опыта. Кроме того, проблемы нередко носят относительный характер — в сравнении с ожиданиями или иным опытом, особенно в тех случаях, когда этот опыт касается обработки таких материалов, как чугун или низколегированные стали, которые предъявляют более низкие требования и прощают больше ошибок. Титан также может представляться трудным в обработке по сравнению с некоторыми сортами нержавеющей стали.
Хотя обработку титана, как правило, приходится выполнять при других скоростях и подачах, а также с соблюдением ряда предосторожностей, по сравнению с иными материалами, он может быть довольно легким в обработке. Если жесткая деталь из титана надежно зажата на станке соответствующей мощности, в хорошем состоянии и оборудованном шпинделем с конусом ISO 50 с коротким вылетом инструмента, проблем не должно возникать — при условии, что правильно выбран режущий инструмент.
Но идеальные, стабильные условия не всегда присутствуют при фрезеровании. Кроме того, многие детали из титана имеют сложную форму с мелкими, узкими или большими и глубокими карманами, тонкими стенками и фасками. Для успешной обработки этих форм неизбежно требуется инструмент более длинного исполнения, что может вести к деформации инструмента. Потенциальные проблемы с вибрацией чаще возникают при обработке титана.
Боремся с вибрацией и теплом
Прочие факторы, присутствующие в менее чем идеальных условиях, включают в себя тот факт, что большинство станков оснащены шпинделями с конусом ISO 40. Из-за интенсивности эксплуатации этих станков они недолго остаются новыми. Кроме того, конструктивные особенности обрабатываемой детали нередко затрудняют ее эффективное крепление на станке. Проблему усугубляет и то, что обработка, как правило, включает в себя прорезание канавок, контурную обработку или обработку кромок, а эти операции способны — хотя и не должны — приводить к вибрации. Поэтому необходимо постоянно принимать меры для ее предотвращения, по возможности повышая жесткость закрепления детали. Одним из способов решения проблемы является многоступенчатое крепление заготовок, при котором заготовки располагаются ближе к шпинделю, что ослабляет вибрацию.
Поскольку титан сохраняет твердость и прочность при высоких температурах, на режущую кромку пластины воздействуют мощные силы и нагрузки. При этом в зоне резания вырабатывается значительное количество тепла, а это означает опасность деформационного упрочения детали. Поэтому ключевое значение для успешной обработки приобретает правильный выбор марки сплава и геометрии сменной пластины. Исторически, мелкозернистые марки твердых сплавов без покрытия отлично зарекомендовали себя при обработке титана, и сегодня пластины с покрытием PVD способны существенно повысить эффективность.
Необходимые условия для расчетов режимов резания
Точность радиального и торцевого биения инструментов также имеет большое значение. Например, если пластины неправильно установлены в корпусе фрезы, возможно быстрое повреждение всех режущих кромок. Низкие допуски при изготовлении корпусов фрез или державок, степень их изношенности, наличие дефектов или низкое качество державки или износ шпинделя станка сильнее влияют на стойкость инструмента при обработке титана. Из-за этих факторов наблюдалось снижение стойкости до 80 %.
Хотя в целом предпочтение отдается геометрии с положительным передним углом, инструмент с несколько более отрицательным передним углом способен вести обработку при существенно более высоких подачах, которые могут достигать 0,5 мм на зуб. В этом случае очень важна жесткость станка и надежность закрепления заготовки.
При фрезеровании глубоких карманов полезно использовать инструмент различной длины с помощью адаптеров вместо того, чтобы выполнять всю операцию одним инструментом большой длины.
Минимальная рекомендуемая подача при фрезеровании титана обычно составляет 0,1 мм на зуб. Частоту вращения шпинделя также можно уменьшить с тем, чтобы получить исходную скорость подачи. Неверно выбранная частота вращения шпинделя способна сократить стойкость на 95 % при минимальной подаче на зуб.
Как только стабильные условия обеспечены, частоту вращения шпинделя и подачу можно пропорционально увеличивать для достижения оптимальной эффективности. Еще одно решение — убрать несколько пластин из фрезы или выбрать фрезу с меньшим количеством пластин.
Другие статьи по сходной тематике
Основные понятия о токарной обработке и токарных станках.
Стали марок AISI 409, 430, 439 — аналоги отечественных марок 08×13, 12×17 и 08×17Т
Гидравлические гильотинные ножницы, гильотинные ножницы с ЧПУ для раскроя и обработки листовых материалов.
Правила нанесения обозначений шероховатости поверхностей на чертежах
Особенности обработки титана
Титан — один из самых интересных и сложных для обработки металлов. Его уникальные свойства нашли широкое применение в разных отраслях промышленности. Механическая обработка титана, в сравнении с обычной сталью, более чем в пять раз сложнее, поэтому для создания из него изделий применяют специальные приемы и оборудование.
Основные проблемы, возникающие при обработке титана, и средства их решения
 Основной проблемой, возникающей при обработке титана, является его склонность к задиранию и налипанию на инструмент. Также одним из усложняющих факторов является его низкая теплопроводность. Большинство металлов сопротивляются плавлению в гораздо меньшей степени, поэтому при контакте с титаном растворяются в нем, образуя сплавы. Это приводит к быстрому износу применяемого инструмента.
Основной проблемой, возникающей при обработке титана, является его склонность к задиранию и налипанию на инструмент. Также одним из усложняющих факторов является его низкая теплопроводность. Большинство металлов сопротивляются плавлению в гораздо меньшей степени, поэтому при контакте с титаном растворяются в нем, образуя сплавы. Это приводит к быстрому износу применяемого инструмента.
Чтобы уменьшить задирание и налипание, а также для отвода выделяемого тепла, применяют следующие способы:
- при резке, а также иной обработке титана используют охлаждающие жидкости;
- заточку изделий выполняют с применением инструментов, изготовленных из твердых сплавов металлов;
- обработку металла резцами выполняют при гораздо меньших скоростях, чтобы избежать излишнего нагрева.
Эффекты налипания и задирания титана обусловлены его высоким коэффициентом трения, который относят к серьёзным недостаткам этого металла. В своем большинстве изделия из титана быстро поддаются износу, поэтому чистый состав этого металла редко используются для изготовления изделий, которые применяются в условиях трения и скольжения. При трении титан налипает на трущуюся поверхность, вызывая связывающий эффект и уменьшая скорость движения сообщающихся деталей. Способами, которые устраняют этот негативный эффект, выступают азотирование и оксидирование титана.
 Азотирование титана — технологический процесс, который заключается в нагреве изделия из титанового сплава до температуры 850 0 С — 950 0 С и его выдержке в течение нескольких суток в среде чистого газообразного азота. В результате происходящих химических реакций на поверхностях изделия образуется пленка из нитрида титана, имеющая золотистый оттенок и обладающая большей твердостью, а также большим сопротивлением к стиранию. Изделия, прошедшие такую обработку, обладают повышенной износостойкостью и не уступают по своим характеристикам изделиям, изготовленным из поверхностно упрочнённых специальных сталей.
Азотирование титана — технологический процесс, который заключается в нагреве изделия из титанового сплава до температуры 850 0 С — 950 0 С и его выдержке в течение нескольких суток в среде чистого газообразного азота. В результате происходящих химических реакций на поверхностях изделия образуется пленка из нитрида титана, имеющая золотистый оттенок и обладающая большей твердостью, а также большим сопротивлением к стиранию. Изделия, прошедшие такую обработку, обладают повышенной износостойкостью и не уступают по своим характеристикам изделиям, изготовленным из поверхностно упрочнённых специальных сталей.
Оксидирование титана — распространенный метод, заключающийся в нагреве титанового изделия до 850 0 С и его резком охлаждении в водной среде, что вызывает образование на поверхности обрабатываемой детали плотной пленки, которая хорошо связывается с основным слоем материала. При этом сопротивление стиранию и общая прочность изделия возрастает в 15-100 раз.
Некоторые особенности резки и сверления титана
Нарезка заготовок является очень сложным технологическим процессом, сопровождающимся использованием специальных инструментов и оборудования. Листы разрезаются гильотинными ножницами, а заготовки из сортового проката — распиливаются механической пилой. Небольшие по диаметру пруты нарезают с помощью токарных станков.
Фрезерование титана остается наиболее сложным способом его обработки. Он налипает на зубьях инструмента (фрезы), что значительно затрудняет работу с заготовкой. Поэтому для такого способа применяют инструменты, изготовленные из твердого сплава металлов, а процесс обработки сопровождают использованием охлаждающих смазок и жидкостей, которые обладают большой вязкостью.
При выполнении операций сверления важно, чтобы стружка, образующаяся в результате сверления, не накапливалась в отводных каналах, в противном случае это может привести к преждевременному износу и поломке инструмента. При сверлении применяют фрезы, изготовленные из быстрорежущей стали.
Особенности соединения титановых изделий и их элементов
Если титановое изделие выступает элементом конструкции, то соединить детали, изготовленные из титановых сплавов, позволяет применение таких методов:
- сварка;
- пайка
- механическое соединение с использованием заклепок
- соединение с применением болтового крепления.
Основным методом соединения выступает сварка, представляющая обычную промышленную технологию. Чтобы обеспечить прочность сварного шва соединение элементов выполняют в среде инертного газа или специальных бескислородных флюсов. Также для этого оберегают шов с применением различных защитных элементов. Взаимодействие расплавленного титана с такими химическими элементами как водород, кислород и азот, содержащимися в воздушной смеси, при нагреве приводит к росту зерна металла, изменению его микроструктуры и хрупкости сварного шва. Сварочные работы выполняют на большой скорости.
Также существует метод сварки в контролируемой среде, который применяется для выполнения работ, требующих большой ответственности. При необходимости соединить небольшие по своим размерам элементы, их помещают в специальные камеры, заполненные инертным газом. В случае соединения элементов большего размера сварочные работы выполняют в специальных герметично изолированных помещениях. Сварка титана — ответственная работа, которая доверяется исключительно подготовленным специалистам, имеющим необходимый практический опыт и навыки.
Пайка титана применяется в случаях, когда проведение сварочных работ невозможно или нецелесообразно. Она также осложнена химическими реакциями. Титан в расплавленном состоянии демонстрирует высокую химическую активность и прочно связан с пленкой окиси, формируемой на поверхностях обрабатываемой детали. Большинство распространенных металлов непригодны в качестве припоя для соединения титановых элементов, для этих целей используются только чистые по своему составу алюминий и серебро.
Механическое соединение элементов из титана с помощью клепок и болтовых креплений также выполняется с применением специальных материалов. В большинстве случаев заклепки изготавливают из алюминия, а применяемые болты покрываются напылением серебра или синтетического тефлона. Это вызвано тем, что при завинчивании титан проявляет свое свойство налипания и задирается, в результате соединения элементов становятся ненадежными, не обеспечивают прочной фиксации.
Фрезерование титана: 10 советов по обработке

Благодаря особой геометрии режущей кромки, высокоскоростная фреза позволяет использовать утоньшение стружки для достижения более высоких скоростей подачи
Несколько простых принципов помогут сделать фрезерование титановых сплавов эффективнее. По заявлениям компании Stellram, конструкция изображенной на рисунке высокоскоростной фрезы при обработке высокотемпературных аэрокосмических сплавов обеспечивает скорость подачи, превышающую скорость фрезерных инструментов традиционной конструкции в пять раз.
Титановые и алюминиевые сплавы в некотором отношении схожи: оба металла применяются в конструктивных элементах самолетов, и в обоих случаях для изготовления детали может требоваться удаление 90 процентов исходного материала.
Пожалуй, большинство производителей хотели бы, чтобы эти металлы имели больше общих черт. Традиционно обрабатывающие алюминий поставщики авиадеталей теперь по большей части работают с титаном, поскольку в новейших авиационных конструкциях все больше используется именно данный металл.
Менеджер компании-поставщика режущих инструментов Stellram Джон Палмер, ответственный за работу с ведущими производителями авиакосмической отрасли, отмечает, что многие из таких предприятий в действительности имеют бо́льший потенциал обработки титана, чем они реализуют на данный момент. Многие ценные и эффективные технологии обработки титана достаточно просто внедрить, но лишь немногие из них используются для повышения продуктивности. Проконсультировавшись с производителями по вопросам эффективности фрезерования разных аэрокосмических сплавов, включая сплавы титана, Палмер пришел к выводу, что работа с титаном – не такой сложный процесс. Самое главное – продумать весь процесс обработки, поскольку любой элемент может оказать влияние на общую эффективность.
По словам Палмера, ключевым фактором является стабильность. При контакте инструмента с заготовкой образуется так называемый «замкнутый круг», в который входит инструмент, державка, шпиндель, станина, направляющие, рабочий стол, зажимное приспособление и заготовка. От всех этих частей зависит устойчивость процесса. Кроме того, важными аспектами являются давление, объем и способ подачи смазочно-охлаждающей жидкости, а также вопросы методики и применения, освещенные в данной статье. Для максимальной реализации потенциала данных процессов, способных повысить производительность обработки титана, Палмер рекомендует следующее:

Зависимость скорости резания от дуги контакта
Совет № 1. Сохраняйте малую площадь контакта
Одна из основных проблем титана – его низкая теплопроводность. В этом металле лишь относительно малая часть вырабатываемого тепла отводится вместе со стружкой. По сравнению с другими металлами, при обработке титана бо́льший процент тепла передается на инструмент. Вследствие данного эффекта выбор рабочей площади контакта определяет выбор скорости резания.
Эту зависимость демонстрирует кривая на рисунке 1. Полный контакт – врезание по дуге 180º – возможен только при относительно низкой скорости резания. В то же время уменьшение площади контакта сокращает период выделения тепла режущей кромкой и обеспечивает больше времени для охлаждения перед новым врезанием в материал. Таким образом, уменьшение зоны контакта обуславливает возможность повышения скорости резания с сохранением температуры в точке обработки. Фрезерование с крайне малой площадью контакта и остро заточенной режущей кромкой при высокой скорости и минимальной подаче на зуб может обеспечить непревзойденное качество чистовой обработки.

Увеличение количества зубьев
Совет № 2. Увеличьте количество зубьев
Обычные концевые фрезы имеют четыре или шесть зубьев. Для титана этого может быть недостаточно. Наибольшую эффективность обработки данного металла обеспечивает инструмент с десятью или более зубьями (см. рисунок 2).
Увеличение количества зубьев устраняет необходимость снижения подачи на зуб. При этом в большинстве случаев слишком близкое расположение зубьев в десятизубой фрезе не обеспечивает достаточно пространства для отвода стружки. Тем не менее, продуктивному фрезерованию титана способствует малая площадь контакта (см. совет № 1), и образующаяся в результате тонкая стружка дает возможность использовать многозубые концевые фрезы для повышения производительности.
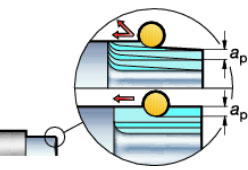
Совет № 3. Соблюдайте принцип «от толстой стружки к тонкой»
Данная идея связана с термином «попутное фрезерование» и предполагает такое расположение инструмента, при котором кромка врезается в материал в направлении подачи.

Принцип «от толстой стружки к тонкой»
Этому методу противопоставляется «встречное фрезерование», сопровождающееся образованием тонкой стружки на входе и толстой на выходе. Такой метод известен как «традиционный» и отличается высокой силой трения при снятии стружки в начале резания, в результате чего образуется тепло. Тонкая стружка не может поглотить и отвести это выработанное тепло, и оно передается на режущий инструмент. Затем на выходе, где толщина максимальна, возросшее режущее усилие создает опасность налипания стружки.
Попутное фрезерование, или способ формирования стружки «от толстой к тонкой», предполагает вход в заготовку с максимальной толщиной среза, а выход – с минимальной (см. рисунок 3). При фрезеровании периферией фреза «подминает» под себя заготовку, создавая толстую стружку на входе для максимального поглощения тепла и тонкую стружку на выходе для предотвращения налипания стружки.
Фасонное фрезерование требует тщательного контроля траектории инструмента, с тем чтобы инструмент продолжал входить в заготовку и выходить на обработанной поверхности нужным образом. Для этого следует не прибегать к сложным манипуляциям, а просто подавать материал вправо.

Врезание по дуге
Совет № 4. Используйте врезание по дуге
При работе с титаном и другими металлами срок службы инструмента сокращается в моменты резких колебаний усилия, в особенности при входе в заготовку. При прямом врезании в материал (что характерно практически для любой траектории инструмента) эффект сопоставим с ударом по режущей кромке молотком.
Вместо этого следует аккуратно проходить режущей кромкой по касательной. Нужно выбрать такую траекторию движения, чтобы инструмент входил в материал по дуге, а не под прямым углом (см. рисунок 4). При фрезеровании от толстой стружки к тонкой дуга врезания должна совпадать с направлением вращения инструмента (по часовой или против часовой стрелки). Дуговая траектория обеспечивает постепенное увеличение силы резания, предотвращая рывки и повышая устойчивость инструмента. При этом выделение тепла и толщина стружки также постепенно возрастают до момента полного погружения в заготовку.

Снятие фаски в конце прохода
Совет № 5. Снимайте фаску в конце прохода
Резкие изменения усилия могут возникать и на выходе инструмента из материала. Как бы ни было эффективно фрезерование от толстой стружки к тонкой (совет № 3), проблема данного метода заключается во внезапной остановке постепенного утоньшения стружки, когда инструмент достигает конца прохода и начинает шлифовать металл. Такой резкий переход сопровождается соответствующим резким изменением силы, в результате чего на инструмент оказывается ударная нагрузка, способная вызвать повреждение поверхности детали. Чтобы снизить резкость, примите меры предосторожности – снимите 45-градусную фаску в конце прохода, обеспечив постепенное уменьшение радиальной глубины резания (см. рисунок 5).
Совет № 6. Выбирайте фрезы с большим вспомогательным задним углом
Острая режущая кромка минимизирует усилие резания титана, но при этом она должна быть достаточно прочной, чтобы выдержать давление резания.

Фрезы с большим вспомогательным задним углом
Конструкция инструмента с большим вспомогательным задним углом, где первая область кромки с положительным углом наклона принимает на себя нагрузку, а следующая за ней вторая область с бо́льшим углом увеличивает зазор, позволяет решить обе эти задачи (см. рисунок 6). Такая конструкция довольно широко распространена, но именно в случае титана экспериментирование с различными величинами вспомогательного заднего угла позволяет достигнуть существенного увеличения производительности и срока службы инструмента.
Совет № 7. Изменяйте осевую глубину
Режущая кромка инструмента может подвергаться окислению и воздействию химических реакций. Многократное использование инструмента с одной и той же глубиной врезания может привести к преждевременному износу в зоне контакта.

Измерение осевой глубины
В результате последовательных осевых врезаний поврежденная область инструмента вызывает деформационное упрочнение и образование зазубрин, наличие которых недопустимо на деталях аэрокосмического оборудования, поскольку данный поверхностный эффект может вызвать необходимость преждевременной замены инструмента. Этого можно избежать, защитив инструмент путем изменения осевой глубины резания для каждого прохода и распределив тем самым проблемную область по разным точкам зубьев (см. рисунок 7). В процессе точения аналогичного результата можно достичь обтачиванием конической поверхности при первом проходе и обработкой цилиндрической поверхности при последующем – это позволит предотвратить образование проточин.

Ограничение осевой глубины обработки тонких элементов
Совет № 8. Ограничьте осевую глубину обработки тонких элементов
Во время фрезерования тонкостенных и выдающихся элементов титановых деталей важно помнить о соотношении 8:1. Чтобы избежать искривления стенок пазов, фрезеруйте их последовательно в осевом направлении вместо обработки по всей глубине за один проход концевой фрезы. В частности, осевая глубина резания при каждом проходе не должна превышать конечную толщину стенки более чем в 8 раз (см. рисунок 8). Например, для достижения толщины стенки 2 мм осевая глубина соответствующего прохода должна составлять максимум 16 мм.
Несмотря на ограничение глубины, данное правило все же позволяет сохранить производительность фрезерования. Для этого тонкие стенки нужно фрезеровать так, чтобы вокруг них оставалась необработанная область, а толщина элемента в 3 или 4 раза превышала конечную толщину. Если нужно получить стенку толщиной 7 мм, согласно правилу 8:1 осевая глубина может достигать 56 мм. При обработке толстых стенок следует соблюдать небольшую глубину прохода до достижения окончательного размера.

Использование инструмента значительно меньше паза
Совет № 9. Используйте инструмент значительно меньше паза
В силу большого количества тепла, поглощаемого при обработке титана, фрезе требуется пространство для охлаждения. При фрезеровании небольших пазов диаметр инструмента не должен превышать 70 процентов от диаметра (или сопоставимого размера) паза (см. рисунок 9). При меньшем зазоре существенно возрастает риск ограничения доступа охлаждающей жидкости к инструменту, а также задерживания стружки, которая могла бы отводить хотя бы часть тепла.
Данное правило также применимо при фрезеровании открытой поверхности. При этом ширина элемента должна составлять 70 процентов от диаметра инструмента. Смещение инструмента составляет 10 процентов, что способствует утоньшению стружки.

Использование инструментальной стали
Совет № 10. Обратите внимание на инструментальную сталь
Высокоскоростные фрезы, изначально разработанные для обработки инструментальной стали при изготовлении пресс-форм, в последние годы начали активно использоваться в производстве титановых деталей. Высокоскоростная фреза не требует большой осевой глубины резания, и на такой глубине скорость подачи превышает показатели фрез традиционной конструкции.
Данные характеристики обусловлены утоньшением стружки. Ключевая особенность высокоскоростных фрез – пластины с большим радиусом закругления кромки (см. рисунок 10), способствующим распределению образуемой стружки по увеличенной площади контакта. Благодаря этому при осевой глубине резания 1 мм возможно образование стружки толщиной всего 0,2 мм. В случае титана такая тонкая стружка устраняет необходимость в низкой подаче на зуб, обычно используемой для данного металла. Таким образом, становится возможным установка скоростей подачи значительно выше стандартных.
Источник материала: перевод статьи
10 Tips for Titanium,
Modern Machine Shop
Автор статьи-оригинала:
Питер Зелински (Peter Zelinski),
главный редактор
Обработка титана на токарном станке и выбор инструмента
Технология профессиональной токарной обработки титана сопряжена с рядом трудностей. Они обусловлены изначальными свойствами материала, которые напрямую влияют на выбор режима работы и инструмента.
Трудности обработки титана

Титан — это легкий металл с серебристым оттенком. Помимо превосходной механической стойкости практически не подвержен ржавлению. Это связано с формированием пассивирующей оксидной пленки TiO2. Процесс разрушения происходит только в щелочных средах.
Перед обработкой титана следует ознакомиться с его свойствами. Главная проблема заключается в высоких прочностных характеристиках этого металла. До недавнего времени считалось, что невозможно выполнить эффективный процесс резания титана на обычном токарном станке. В большинстве случаев инструмент быстро изнашивался, а качество обработки оставляло желать лучшего.
Это напрямую связано со следующими факторами:
- высокий показатель вязкости. В процессе резания происходит значительное повышение температуры в узкой области. В результате этого происходит налипание частиц металла на фрезу или сверло;
- титановая пыль имеет свойство взрываться. Это же относится и к стружке. Поэтому во время обработки следует соблюдать все меры безопасности;
- минимальная мощность оборудования. Для оптимизации процессов рекомендовано применять комплексные обрабатывающие станки. Они выполняют одновременно несколько операций, тем самым уменьшая вероятность появления вышеописанных факторов. Однако это влечет за собой удорожание оборудования.
Кроме этого, следует учитывать низкую теплопроводность материала. Практически все марки металлов и абразивов растворяются в титане. Поэтому следует выбрать специальный режущий инструмент, а также предварительно рассчитать режим его применения.
После окончательного изготовления детали она должна пройти процесс высокотемпературного оксидирования. Заготовку нагревают, а затем она проходит процесс охлаждения на открытом воздухе, это повышает износоустойчивость.
Режимы токарной обработки титана

Токарная обработка изделий из титана выполняется с применением специальных режущих инструментов. Существуют три основных этапа работ: предварительный, промежуточный и окончательный.
Для выбора оптимального режима работы необходимо знать основные технические параметры обработки. Они зависят от угла расположения инструмента в плане (Kr), величины подачи (Fn) и скорости резания (Ve). Для контроля температурного нагрева можно изменять скорость вращения заготовки, толщину образовавшейся стружки и глубину резания.
Рекомендации по значениям основных параметров токарной обработки титана в зависимости от области применения:
- черновая – до 10 мм. Она применяется для удаления неравномерной корки на титане. С ее помощью происходит формирование кольца-свидетеля, которое отрезается для анализа состояния материала по всей глубине заготовки. Рекомендуемые параметры: Kr – 3-10 мм; Fn – 0,3-0,8 мм; Ve – 25 м/мин;
- промежуточная – от 0,5 до 4 мм. Этот этап необходим для подготовки детали к окончательному резанию. В процессе может изменяться глубина резания, материал не должен содержать корки. Обязательно необходимо оставить припуск 1 мм для окончательного этапа. Рекомендуемые параметры: Kr – 0,5-4 мм; Fn – 0,2-0,5 мм; Ve – 40-80 м/мин;
- окончательная – 0,2-0,5 мм. На этом этапе выполняется окончательное удаление припусков, происходит формирование детали. К нему предъявляются высокие требования. Во время его выполнения следует максимально точно рассчитать режимы: Kr – 0,25-0,5 мм; Fn – 0,1-0,4 мм; Ve – 80-120 м/мин.
Для всех вышеописанных режимов рекомендуется применять специальные охлаждающие жидкости. Это позволит уменьшить влияние температурного налипания стружки к поверхности резца.
При увеличении глубины резания необходимо снижать значение подачи. На криволинейных участках значение этого параметра может составить 50% от номинального.
Выбор инструмента для токарной обработки титановых сплавов

Важным моментом является правильный выбор токарного инструмента. Зачастую для этого применяют резцы со сменной режущей частью. Они могут иметь различную форму, которая определяет угол и степень обработки титана.
Выбор определенной модели резца зависит от текущего режима работы и характеристик оборудования. Но существуют общие рекомендации по форме и материалу изготовления режущего инструмента:
- предварительная. Применяются пластины квадратной или круглой формы (с большим диаметром). Рекомендуемый размер — iC19. В качестве материала изготовления лучше всего использовать сплав H13A без покрытия;
- промежуточная. Оптимальным вариантом являются круглые пластины. Для уменьшения теплового эффекта глубина вхождения резца не должна превышать 25% от диаметра инструмента. Используемые сплавы для изготовления — H13A (без покрытия) и GC1115 с PDV покрытием. Последний вариант позволит добиться оптимального соотношения точности и износоустойчивости инструмента;
- окончательная. Применяются пластины с шлифованными режущими кромками. Применяемые сплавы: H13A (без покрытия); GC1105 (PVD, с острыми кромками); CD10 (PCD).
Для выполнения последнего этапа необходим точный станок с функцией подачи охлажденной жидкости под высоким давлением. При формировании тонкостенных деталей снижается радиальная составляющая силы резания.
В видеоматериале даются практические советы по обработке титана:
