

Наждачные круги зернистость маркировка
Виды шлифовальных кругов и расшифровка их маркировки
Каждому человеку, собравшемуся делать ремонт или выполнить определенные задачи по шлифовке, необходимо знать, что означает маркировка шлифовальных кругов. Они отличаются своими характеристиками и применяются в различных случаях. Дабы эффективно выполнить работы инструментом, необходимо знать все нюансы обозначений шлифовальных кругов.
Классификация абразивных кругов
Классифицируются диски на такие типы:
- с выточкой (ПВ – для круглой шлифовки);
- двухсторонние конические (ПВДК);
- прямого профиля (ПП – универсальный круг);
- с конической односторонней либо двухсторонней выточкой;
- кольцевые (К – подходят для плоского шлифования);
- тарельчатые (Т);
- чашечные конические или цилиндрические;
- с двусторонним коническим профилем (2П: область применения – резьбошлифование, шлицешлифование, зубошлифование).
Маркировка шлифовальных кругов
Шлифовальные круги могут различаться по геометрической форме, виду абразивного материала, а также типу связки, зернистости круга, твердости и т.д. При выборе шлифкруга твердость и структура могут иметь большой вес, нежели вид абразива.
Согласно различными редакциями ГОСТов, маркировка кругов имеет различные параметры обозначений. Практически каждый производитель по-разному маркирует свои круги.
Так, полная маркировка разновидностей шлифовальных кругов содержит:
- тип круга;
- шлифовальный материал;
- размеры диска;
- степень твердости;
- размер зерна;
- структуру;
- связующее вещество;
- максимальную скорость вращения;
- класс точности;
- класс неуравновешенности.
Тип абразивного материала
К наиболее популярным и распространенным материалам, используемых при изготовлении шлифкругов, относят:
- Электрокорунд. При покупке такого круга можно увидеть белые, титановые, хромистые и циркониевые варианты. Основным используемым диском служит белый электрокорунд, который обладает высокой самозатачиваемостью. В работе с ним можно добиться более ровной и гладкой поверхности.
- Карбид кремния. Различают черного и зеленого тона, отличается данный круг структурой и степенью хрупкости – он тверже и прочнее, нежели первый вышеописанный вид. Область применения – работа с твердыми сплавами, фарфором и мрамором.
- Эльбор. Этот вид шлифовального круга имеет наиболее твердый абразивный материал и высокую теплостойкость. Эльбор могут использовать для заточки режущих инструментов и других деталей, способных деформироваться от тепла, а также для работ с твердыми металлами.
- Алмаз. Еще один твердый вид абразивных кругов. Его применяют в работе с твердыми материалами, стеклом и керамическими поверхностями. Самозатачивается, но кубонит и эльбор имеют большую теплостойкость, не уступая при этом в прочности.
Независимо от типа абразивного материала, все круги характеризуются по параметрам прочности, износостойкости и термостойкости, однако при выборе следует учитывать главный параметр – твердость. Характеристика твердости прописана в нормах ГОСТа 2424 и вычисляется по специальным таблицам.
К примеру, тип шлифовального материала круга 25A F180 K 7 V – белый корунд. Существуют и другие типы известных абразивов:
- нормальные электрокорунды (13-16А);
- белые (23-25А);
- хромистые (33 и 34А);
- титанистый только один (37А);
- циркониевый тоже один (38А);
- монокорунды (43-45А);
- черный карбид кремния (53 и 54С);
- зеленый карбид кремния (62-64С).
Маркировка зернистости шлифовальных кругов
При маркировке шлифовальных кругов производители указывают только его ширину (МКМ или F с числовым показателем величины зерна). Размер зерна не только показывает износостойкость абразива, но также играет важную роль при шлифовке той или иной поверхности.
Размер зернистости круга влияет на качество и чистоту обработки поверхности. Учитывайте материал, с которым работаете. Чтобы получить максимально чистую поверхность, следует купить круг с самым маленьким показателем зернистости. Однако человек, работающий с таким кругом, должен понимать, что он быстро засаливается, часто происходит прижог обрабатываемого материала.
Согласно ГОСТу от 1980 г., для измерения зернистости кругов используют единицы, равные 10 мкм. В современном варианте ГОСТа Р 52381-2005 круги маркируются буквой F с определенной цифрой (при увеличении числа степень зернистости понижается).
Например, номер зернистости по старому ГОСТу (М40-М5) и по новому (F280, F320, F360, F400-F600, F800). Для расшифровки: такой диск применяют при окончательной доводке и хонинговании деталей с точностью 3-5 мкм и менее, а также суперфинишировании. Или размер 40, 32 по старому ГОСТу и F40, F46 по новому: круги с такой зернистостью применяются для предварительной и окончательной шлифовки деталей с шероховатостью поверхностей 7-9 классов чистоты, а также для заточки режущих инструментов.
Размер абразивных дисков
Маркировка абразивных кругов по размеру пишется так: DхТхН (где D – наружный диаметр, Т – высота, Н является диаметром отверстия). Параметр D может достигать максимального размера в 1100 мм, значение Н может быть до 305 мм, а параметр Т варьируется от 0,18 мм до 250 мм.
Типы эльборовых и алмазных дисков подробнее описаны в ГОСТе 24747-90. Маркировка формы подобных шлифкругов состоит из трех или четырех символов, обозначающих форму сечения корпуса и слоя, его расположения на круге, а также предоставляют информацию о конструктивных особенностях корпуса.
Например, 150x16x32 – размер абразивного круга 25А электрокорунда белого.
Памятка при выборе абразивных кругов:
- При выборе диаметра круга следует учесть число оборотов шпинделя и возможность обеспечить оптимальную скорость.
- Чем больше диаметр, тем меньше удельный износ круга. На рабочей поверхности небольших кругов расположено меньшее количество зерен. Так, в работе они изнашиваются неравномерно.
- При выборе алмазного круга следует учитывать ширину алмазоносного слоя. При неправильном использовании на поверхности круга могут появиться уступы.
Структура и показатель твердости
Плотность структуры кругов для шлифовки обозначается процентным соотношением объема зерен абразива в единице объема круга. Чем больше абразива, тем плотнее будет структура шлифовального круга.
Если осуществлять заточку инструмента, круг с менее плотной структурой лучше подвержен очистке поверхности от частиц материала, создает меньше риска для возникновения деформации и быстрее охлаждается.
Зачастую специалисты используют диски средней твердости, однако все зависит от вида выполняемых работ, обрабатываемого покрытия и самого инструмента.
Какие бывают номера структур и объемы абразива в шлифовальном круге:
- к плотным структурам относят единицы измерения от 1 до 4;
- к средней плотности относятся цифры 5-8;
- к открытым – от 9 до 12;
- высокопористая структура наблюдается у кругов с показателями 13, 14>.
Однако не путайте показатели твердости круга с показателями твердости абразива. Согласно ГОСТ 2424, твердость шлифовального круга различают по заглавной букве.
По ГОСТу Р 52587-2006 существуют такие обозначения:
- очень мягкие – буквы F и G;
- к мягким кругам – H, I, J;
- к средней мягкости относят маркировку K, L;
- средние – это M, N;
- круги средней твердости имеют в обозначении буквы O, P, Q;
- твердые обозначаются как R и S;
- очень твердые – T, U;
- к чрезвычайно твердым относят V, W, X, Y, Z.
Какую твердость шлифкруга выбрать? Это зависит от многих параметров – особенностей обрабатываемого материала или поверхности, физических свойств, конечно, мощности шлифовальной машинки. Если необходимо выдержать точную форму обрабатываемого материала, следует приобрести круг с высокой степенью твердости. Мягкие же применяются для предотвращения трещин и прижогов, также при шлифовке без дополнительного жидкостно-смазочного охлаждения поверхности.
К примеру, возьмем тот же шлифовальный круг 25A, у которого класс твердости K, а структура 7. Это означает, что этот диск относится к среднемягким и имеет среднюю структуру абразива.
Тип связки
Связка является показателем скрепления между собой абразивных зерен. Современные круги для шлифовки имеют три вида связок:
- V (керамическая, ранее маркировалась буквой К);
- B (бакелитовая, ранее известная как Б4 и БУ);
- R (вулканитовая, раньше обозначалась буквой В).
Круги с керамической маркировкой имеют смешанные и измельченные в различных пропорциях материалы, такие как кварц, песок, глину и т.п. Такие круги достаточно высокопрочные. Однако применять их при силовом шлифовании металла не следует.
Бакелитовые или круги из искусственной смолы высокоэластичны и термостойки. Часто бакелит смешивают с упрочняющими элементами, например, с графитом.
Вулканическая связка состоит в основном из каучука, применяют такие круги в отдельных отраслях обработки.
На примере шлифовального круга 25A F180 K 7 V рассмотрим тип связки, где обозначение V относит данный диск к керамической связке.
Класс неустойчивости
Класс точности имеет три значения: АА, А и Б. Первый тип применяют для работ на станках, автоматических линиях. Класс А довольно точный, а круги класса Б применяются для менее ответственных операций при обработке поверхностей.
Неустойчивость имеет четыре класса (от 1 – самый точный – до 4 – самый грубый). Это обозначение показывает специалисту отношение массы абразивного диска к точности его геометрической формы. Зачастую маркировка классов точности и неустойчивости указаны рядом.
Например, рассматриваемый нами шлифовальный круг 25А F46 L 6 V 35 Б 3 имеет показатели точности Б и неустойчивости 3.
Так, круги с маркировкой АА имеют наименьшую неуравновешенность, с точностью А – 1 и 2, с буквенным обозначением Б – от 1 до 4 классов.
Маркировка шлифовальных кругов: расшифровка
Статья подготовлена при поддержке экспертов компании ДиамМаркет – товары для обработки камня.
Шлифовальный диск – один из видов абразивного инструмента наряду с головками, сегментами, брусками, абразивными лентами и шлифшкурками, активно применяемый для обработки различного рода поверхностей. Абразивами, используемыми для изготовления шлифкругов, являются прочные, высокотвердые вещества: алмаз, корунд, кварц, а также искусственные материалы – электрокорунд, синтетические алмазы, карбид кремния и бора и прочие. Зерна этих веществ подвергают механической обработке поверхность других материалов, в плане назначения их можно сравнить с зубьями обычной пилы, но расположенные не по краям, а по периметру диска. Шлифовальные круги применяются для обработки многих материалов: углеродистой стали, стекла, пластика, бронзы, кованого железа и цветных металлов. Кроме того, они применяются в инструментах для резки кирпича, камня, керамической плитки, гипсокартона.
Классификация
Непрофессиональная классификация, знакомая многим, разделяет шлифовальные круги на следующие типы:
- Диски с так называемой «липучкой» – специальной тканью, которая нанесена на шлифбумагу.
- Лепестковые круги – имеют поверхность из абразивного материала, расположенного в виде веерного наложения слоев. Они очень прочные, обеспечивают ровную поверхность после обработки, чаще всего применяются для шлифовки труб или деревянных поверхностей.
- Фибровые диски, состоящие из вулканизированной бумаги с многослойной структурой. На станок они крепятся с помощью опорной тарелки с необходимым сечением. Применяются фибровые диски для зачистки металлических, деревянных, стальных изделий.
- Алмазные круги, применяемые для финальной обработки. Как правило, имеют небольшую прочность.
Маркировка шлифовальных кругов
Качественные характеристики абразивных кругов регламентируются ГОСТами, нормативами и техническими условиями. Каждый из шлифкругов имеет свою маркировку по следующим характеристикам:
- Шлифматериал
- Величина диска
- Размер зерен
- Тип диска
- Степень твердости
- Связующее вещество
- Класс неустойчивости
- Структура
- Сегменты
- Оптимальная скорость вращения
Для расшифровки этих пунктов, необходимо рассмотреть маркировку шлифовальных кругов более подробно.
Тип шлифующего абразива
Наиболее часто маркировка абразивных кругов по типу материала встречается следующая:
Маркировка 12А,13А,14А,15А,16А: электрокорунд нормальный (материал с высокой теплостойкостью, хорошей сцепляемостью со связующим веществом, механически прочными зернами). Применяется для обработки кованого железа, чугуна, стали, бронзы, хромированной стали.
22А,23А,24А,25А: электрокорунд белый (более однородный, чем тип 14А, более твердый, с острыми кромками, имеет свойство самозатачиваться, обеспечивает более однородную поверхность обрабатываемого материала). Применяется для заточки и шлифования инструментальной стали, тонкостенных деталей и инструментов, а также отделочной и финишной обработки.
 Маркировка абразивных кругов
Маркировка абразивных кругов
32А,33А,34А: электрокорунд хромистый.
37А: электрокорунд титанистый.
38А: циркониевый. Чем выше маркировка, тем выше прочность дисков.
Маркировка 52-55С: карбид кремния черный (обладает повышенной твердостью по сравнению с предыдущим типом абразива, и хрупкостью). Применяются для полировки чугунных, гранитных, фарфоровых, кремниевых, керамических, стеклянных поверхностей, а также вязких алюминиевых, медных, резиновых материалов, изделий из жаропрочной стали.
Маркировка 62С,63С,64С: карбид кремния зеленый. Отличается от черного большей хрупкостью.
Маркировка CBN, КНБ, кубонит, боразон: обладает прочностью алмаза, но большей термостойкостью.
Маркировка алмазных кругов: АС2 (обычной прочности), АС4 (повышенной прочности),АС6 (высокой прочности), АС32 (монокристаллы), АС50, АРБ1, АРК4, АРС3. Обладают самой высокой износостойкостью, прочностью, низкой хрупкостью. Применение алмазных кругов находит себя в обработке хрупких и высокотвердых сплавов (чугуна, керамики, кремния, оптического стекла), а также финишного шлифования, резки, заточки твердосплавных инструментов.
Шлифовальные круги, зернистость (маркировка)
Такая характеристика, как зернистость, определяет гладкость обрабатываемой поверхности. Величина зерна шлифовального диска определяет его изнашиваемость, толщину снимаемого слоя металла за один проход и т.д. Чем меньше значение одного зерна, тем более гладкой и чистой получится обрабатываемая поверхность.
Размер зерен определяет маркировку дисков:
- Шлифзерно: размер фракции составляет от №200 до №16
- Шлифпорошок: №№12-4
- Микрошлифпорошок: М63-М14
- Тонкий микрошлифпорошок: М10-М5.
Единицы измерения зернистости приведены в мкм. Маркировка алмазных шлифовальных кругов, точнее, тип их зернистости, обозначается другим способом (через дробь верхнего и нижнего значения).
 Маркировка зернистости шлифовальных кругов
Маркировка зернистости шлифовальных кругов
Размер кругов
Размеры дисков регламентируются ГОСТом 2424-75. Маркировка D – это числовое обозначение внешнего диаметра, d – внутреннего диаметра, h – высоты (ширины). Наружный диаметр может варьироваться в диапазоне 3-1100 мм, внутренний – от 1,0 до 305 мм, а высота – от 0,18 мм до 250 мм.
Класс неустойчивости (неуравновешенности)
Существует обозначение четырех классов неуравновешенности (от 1 до 4), т.е. допустимых значений отклонения диска от статического баланса. Класс неуравновешенности обозначает отношение массы абразивного диска к точности его геометрической формы. Поэтому часто маркировка неуравновешенности и точности указываются рядом. Класс точности А используется для работы на высокоточном оборудовании, класс Б является более универсальным, АА – диски идеальной формы и геометрии из абразива очень высокого качества.
Структура
Плотность структуры обозначается в зависимости от соотношения количества зерен абразива на объем диска. Чем больше абразива на единицу объема шлифкруга, тем плотнее его структура. Если производится заточка инструмента, диск с менее плотной структурой лучше подвержен очистке поверхности от частиц материала, создает меньше риска для возникновения деформации, быстрее охлаждается.
Числовое обозначение структуры следующее:
1,2,3,4 – плотная структура;
5,6,7 – средней плотности;
 Маркировка шлифовальных кругов: старая и новая, разница по ГОСТ
Маркировка шлифовальных кругов: старая и новая, разница по ГОСТ
Условные показатели дисков до 2008 года регламентировались согласно ГОСТ 2424-83. С 2008 года вступила в действие новая редакция ГОСТ 2424. В 2009 году началась маркировка абразивных кругов по-новому: вступили в силу современные нормы на условное обозначение твердости обрабатывающего инструмента (ГОСТ 52587-2006 взамен старого ГОСТ 18118, 19202, 21323), зернистости (ГОСТ 52381-2005 вместо ГОСТ 3647-80), связок (новый ГОСТ 52588-2006).
Также современные показатели типов шлифкругов отличаются от принятых в СССР. Существующее обозначение шлифкругов следующее (в скобках указано ранее применяемое обозначение):
- – сечение круга прямого профиля (ПП). Подходит для универсального применения
5 – прямого профиля с односторонней выточкой (ПВ). Применяется для круглого шлифования.
7 – с двумя выточками (ПВД)
10 – со ступицей и двусторонней выточкой
6 – цилиндрический чашечной формы (ЧЦ). Применяются для заточки инструмента.
36 – с крепежными элементами (ПН)
11 – конический чашечной формы (ЧК)
41 – отрезной тип диска
4 – с коническим профилем двустороннего типа (2П)
- – тип с коническим профилем (3П)
12,14 – тарелчатый (Т,1Т).
Маркировка лепестковых шлифовальных кругов производится с указанием типа, внешнего диаметра, внутреннего диаметра, высоты, зернистости и серии шлифшкурки.
Маркировка по типам связки
Связка скрепляет шлифовальные зерна с основой и между собой. Обычно на дисках указывается три вида маркировки связок: это вулканитовая, керамическая и бакелитовая.
Первый вид связки обозначается как R, или, вышедшее из употребления обозначение – «В». Она состоит из синтетического каучука, подвергнутого процессу вулканизации.
Керамическая связка маркируется как V, бывшее наименование – «К». Она включает в себя соединение неорганических веществ (глины, кварца). Ее преимуществами является износостойкость, термо-и химическая устойчивость, но вместе с тем и хрупкость.
Бакелитовая связка маркируется как В, ранее известное как «Б4» и «БУ». В ее состав входят искусственные смолы. Это эластичная связка, но в остальном параметры ниже, чем у керамической.
Показатели твердости
Показатель твердости шлифкруга обозначает прочность удерживания зерен связкой на поверхности при воздействии на диск обрабатываемого абразива.
Обозначения твердости диска начинаются с весьма мягкого (ВМ1, ВМ2) до чрезвычайно твердого (ЧТ), в новом обозначении маркировка осуществляется буквами английского алфавита, начиная с F (весьма мягкий) до Z (чрезвычайно твердый).
Чаще всего используются диски средней твердости, но выбор типа степени зависит от вида выполняемой работы, поверхности материала, самого инструмента.
Зернистость
Согласно ранее действовавшему ГОСТ, маркировка степени зернистости выражалась в измерении количества зерен в объеме 10 мкм, для микрошлифпорошка эти значения выражались добавлением буквы «М». Новый стандарт устанавливает обозначение буквой «F» с добавлением числа, которое указывает на степень зернистости. Чем оно больше, тем меньше зерна и наоборот.
Маркировка абразивных кругов
Шлифовальный круг – один из наиболее распространенных инструментов, которые применяются в хозяйстве. Он позволяет обработать различные детали и заготовки. При их производстве используются абразивы из различных материалов. Обычно в качестве основы выступают природные материалы, такие как алмаз, кварц и корунд, или синтетические вещества.

В зависимости от типа абразива, который воздействуют на поверхность обрабатываемых изделий, можно обрабатывать стекло, сталь, цветные металлы, дерево, керамику или камень. Маркировка абразивных кругов применяется для обозначения определенных характеристик, которые необходимо знать в процессе роботы с ними.
Особенности маркировки шлифовальных изделий
Производство кругов выполняется согласно ГОСТу, соответственно их маркировка также регулируется нормативными актами. Обычно основными критериями для маркировки абразивных кругов являются:
- Шлифматериал – это крошка особого материала, которая отличается высокой прочностью и хорошими шлифовочными свойствами.
- Величина диска – характеризирует диаметр круга.
- Размер зерен – от него напрямую зависит степень обработки. Чем зерна крупнее, тем интенсивнее и грубее стирается обрабатываемая поверхность. Крупная зернистость применяется, когда необходимо быстро снять большое количество материала и отрезать большой кусок от детали. Мелкая обычно используется для тонкой обработки, шлифовки и сглаживания углов.
- Тип диска – зависит от особенностей профиля нового наждачного круга. На сегодняшний день выделяют 39 различных видов профилей.
- Степень твердости – этот показатель никак не связан с твердостью абразивной крошки, он характеризирует способность связующего материала удерживать на своей поверхности зерна и препятствовать их отрыванию в процессе обработки.
- Связующее вещество – указывает на материал, выступающий в качестве основы круга. Связующее вещество необходимо для формирования круга из крошки.
- Класс неустойчивости – от него зависит точность обработки поверхности. Чем неустойчивость выше, тем ниже качество работы. Причиной этого чаще всего выступает неправильная форма круга, неравномерное распределения связующего материала и смещение посадочного места относительно геометрического центра круга.
- Структура – указывает на соотношение количества абразива и связующего материала, наличием пор в составе, характер расположения зерен и однородность их распределения.
- Оптимальная скорость вращения – рассчитывается зависимо от предназначения наждака, его структуры, особенностей используемого материала и формы. Ее рекомендуется придерживать для достижения оптимального результата.
Чтобы правильно подбирать инструмент, важно разбираться в особенностях маркировки шлифовальных дисков.
Зернистость шлифовального круга
Зернистость, возможно, наиболее важный показатель, так как от размеров абразива зависит гладкость готовой поверхности. Опираясь на показатель зернистости можно четко определить толщину снимаемого слоя, степень изнашиваемости диска и показатель гладкости обработки. Обычно производители инструментов предоставляют специальные таблицы, в которых подробно описаны характеристики модельного ряда кругов, в том числе зернистость и предназначение диска.
Зернистость круга может быть такого небольшого размера, что позволяет использовать его для полировки стекла. С его помощью убирают небольшие царапины, сколы и возвращают стеклу идеально ровную поверхность.

Наиболее часто можно встретить такие типы:
- шлифзерно – размер абразива колеблется от №200 до №16;
- шлифпорошок – от №12 до №4;
- микрошлифпорошок – М63-М14;
- тонкий микрошлифпорошок – М10-М5.
Размер частиц измеряется в микрометрах. Стоит отметить, что точный размер абразива можно определить обычно только для искусственных материалов. При производстве алмазных кругов невозможно подобрать крошку одного размера, поэтому при маркировке используются два показателя, минимальный и максимальный размер зерна.
Тип абразива
На сегодняшний день при производстве наждаков применятся большое количество разнообразных материалов. Это позволяет добиться оптимальных характеристик диска, добиться его высокой прочности, долговечности или точности обработки.
Наиболее часто можно встретить следующие материалы:
- Электрокорунд – используется при работе с металлическими изделиями, обычно кованого железа. Он отличается высокой теплоустойчивостью, хорошим свойством сцепляемости со связкой. Абразив очень прочный и отличается высокой долговечностью. Наиболее распространенный электрокорунд нормальный.
Также распространен электрокорунд белый. Абразив более однородный, имеет острые кромки, которые самозатачиваются. Из-за своих свойств он используется для финальной обработки, деталей из высококачественных сталей.Реже можно встретить хромистый, титанистый и циркониевый электрокорунд. Чем выше цифра маркировки, тем выше прочность круга. - Карбид кремния – отличается повышенной прочностью и одновременно значительной хрупкостью. Он маркируется как 52-55С, используется при работе с фарфором, гранитом, керамикой, стеклом и множеством других прочных материалов.
- Эльбор – очень твердый материал, практически не уступающий алмазу, но более хрупкий. Такие круги имеют маркировку CBN, КНБ.
- Алмаз – очень прочный природный материала, отличается низкой хрупкостью. Такие диски используется при механической обработки сплавов на основе железа, стекла, керамики и кремния.



Алмазные круги делятся на несколько типов:
- обычной прочности (АС2);
- повышенной (АС4);
- высокой (АС6);
- монокристаллы (АС32).
Маркировка по размерам
Главными показателями размеров абразивных кругов, которые применяются при маркировке, являются внешний и внутренний диаметр, а также высота, или ширина диска. Внешинй диаметр обозначается большой латинской буквой D, внутренний – d, ширина или высота диска – H. Все обозначения указываются в мм.
Размер дисков может колебаться в диапазоне от 3 до 1100 мм.


Вместе с размером часто можно встретить класс неустойчивости, который делиться на 4 группы. Класс неустойчивости особенно важен, когда требуется добиться высокой точности обработки материалов. Диски идеальной формы и балансировки обозначаются АА.
Структурная плотность
Суть показателя структурной плотности абразива заключается в соотношение зерен к общему объему диска, то есть зерен и связующего вещества. Чем выше плотность зернистости, тем большее количество материала можно снять за один проход. Иногда чем ниже плотность, тем лучше. Например, при произведении заточки. Диск быстрее самоочищается, не перегревается за счет быстрого отвода тепла, обеспечивая защиту круга от деформации.
Обычно маркировка выглядит следующим образом:
- плотная структура – от 1 до 4;
- средняя – от 5 до 7;
- открытая – 8, 9, 10;
- пористая – 11, 12.
В качестве связующего вещества обычно применяется керамическая, бакелитовая и вулканитовая связки. Первая наиболее распространенная, в ее основе лежат песок, глина и кварц. Такие диски отличаются высокой прочностью, однако они одновременно хрупкие. При силовой обработки использовать их не рекомендуется.
В основе бакелитовых кругов используется смола. Такие диски отличают высокой устойчивостью к перепадам температур в процессе работы. Вулканическая связка используется редко и обычно в узкоспециализированных сферах, в ее основе применяется каучук.
Степень твердости абразива
Показатель твердости заключается в степени удерживания абразива на поверхности круга. Существует несколько разновидностей кругов, от весьма мягких (ВМ) до чрезвычайно твердых (ЧТ). Наиболее универсальными являются круги средней твердости, подходящие для широкого спектра материалов, поэтому обычно применятся в быту.

К этому параметру стоит относиться с особым трепетом, так как неправильно подобранный диск быстрее изнашивается, может разрушаться в процессе обработки, повреждать обрабатываемый материал или совсем не давать результат даже после нескольких повторений шлифовки.
Расшифровка маркировки
Если диски планируется применять в быту для выполнения простых задач, уметь расшифровывать маркировку необязательно. Достаточно лишь знать народные название разных видов.
Чаще всего можно встретить такую классификацию:
- Диски с липучкой – отличаются нанесением плотной, прочной ткани на бумагу. Очень распространены из-за низкой стоимости, но не отличаются долговечностью.
- Фибровые диски – производиться из бумаги, которая имеет множество слоев, в центре которой установлено крепление в виде опорной тарелки.
- Лепестковые круги – отличается особой структурой, отдельные сегменты налаживаются друг на друга, образовывая эффект веера. Основное назначение — это создание идеально ровной поверхности. Обычно применяются для постобработки.
- Алмазные диски – используются для финишной обработки и доводки материалов.
Но не всегда универсальные наждаки подходят. Иногда требуется высокая прочность, иногда наоборот, нужен мягкий абразив, которые будет стираться в процессе обработки. Для полировки часто нужен гибкий круг, который сможет приобрести форму округло поверхности.



Даже если требуется подобрать круг только определенного типа, помочь разобраться с обозначениями, указанными производителем, могут консультанты в специализированных магазинах, а также можно разобраться самостоятельно, просто изучив инструкцию, приложенную производителем.
К расшифровке нужно относиться с особой внимательностью, так некоторые типы могут отличаться лишь одной буквой или цифрой. Но свойства таких моделей могут значительно отличаться.
Стоит отметить, иностранные производители могут придерживаться других принципов маркировки, и обозначать круги с помощью латинских букв и особых аббревиатур.
На производствах выбором дисков должен заниматься только технолог или инженер. Это обусловлено тем, что ошибочно подобранный диск может разлететься в процессе работы, повредив обрабатываемую поверхность. Также отдельные сегменты могут навредить работникам. Даже если круг практически полностью подходит, это не значит, что с его помощью получиться добиться желаемого результат. Даже малейшая неточность обработки может негативно повлиять на качество изделия.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Маркировка и выбор шлифовальных кругов
Полная маркировка шлифовальных кругов содержит:
- тип круга;
- его размеры;
- вид абразивного материала;
- номер зернистости;
- степень твердости;
- структуру (соотношение между абразивом, связкой и порами в теле инструмента);
- вид связки;
- максимальную скорость;
- класс точности;
- класс неуравновешенности.
Маркировка кругов, выполненная в соответствии с различными редакциями ГОСТов, имеет некоторые отличия, касающиеся обозначений зернистости, твердости, марки абразива и связки. Производители по-разному маркируют свои круги, используя старые или новые обозначения и исключая некоторые характеристики. Ниже приведены примеры расшифровки обозначений шлифовальных кругов.
Выбор марки шлифовального круга должен делаться с учетом всех его характеристик.
Типы шлифовальных кругов и их размер
Выпускаются следующие типы шлифовальных кругов (в скобках даны обозначения по старому ГОСТ 2424-75):
- 1 (ПП) — прямого профиля;
- 2 (К) — кольцевой;
- 3 (3П) — конический;
- 4 (2П) — двухсторонний конический;
- 5 (ПВ) — с односторонней выточкой;
- 6 (ЧЦ) — чашечный цилиндрический;
- 7 (ПВД) — с двумя выточками;
- 9 — с двусторонней выточкой;
- 10 (ПВДС) — с двусторонней выточкой и ступицей;
- 11 (ЧК) — чашечный конический;
- 12 (Т) — тарельчатый;
- 13 — тарельчатый;
- 14 (1Т) — тарельчатый;
- 20 — с односторонней конической выточкой;
- 21 — с двусторонней конической выточкой;
- 22 — с конической выточкой с одной стороны и цилиндрической с другой;
- 23 (ПВК) — с конической и цилиндрической выточками с одной стороны;
- 24 — с конической и цилиндрической выточками с одной стороны и цилиндрической выточкой с другой;
- 25 — с конической и цилиндрической выточками с одной стороны и конической с другой;
- 26 (ПВДК) — с конической и цили нд риче ской выточками с обеих сторон;
- 27 — с утопленным центром и упрочняющими элементами;
- 28 — с утопленным центром;
- 35 — прямого профиля, работающий торцом;
- 36 (ПН) — с запрессованными крепежными элементами;
- 37 — кольцевой с запрессованными крепежными элементами;
- 38 — с односторонней ступицей;
- 39 — с двусторонней ступицей.
Все типы описаны в ГОСТе 2424-83.
Кроме формы профиля, круги характеризуются размером DхТхН, где D — наружный диаметр, Т — высота, Н — диаметр отверстия.
Типы алмазных и эльборовых кругов регламентируются ГОСТ 24747-90. Маркировка формы эльборовых и алмазных кругов состоит из 3-х или 4-х символов, несущих информацию о форме сечения корпуса, форме сечения эльборосодержащего или алмазоносного слоя, о расположении последнего на круге, о конструктивных особенностях корпуса (если имеются).
Все типы описаны в ГОСТе 24747-90.
Тип и размеры круга выбираются, исходя из вида и конфигурации шлифуемых поверхностей, а также характеристики используемого оборудования или инструмента.
Выбор диаметра круга обычно зависит от числа оборотов шпинделя на выбранном станке и от возможности обеспечить окружную скорость оптимальной величины. Удельный износ будет наименьшим при наибольшем размере круга по диаметру. На рабочей поверхности кругов с меньшими размерами расположено меньшее количество зерен, каждому зерну приходится снимать большее количество материала, и поэтому они быстрее изнашиваются. При работе кругами небольших диаметров часто наблюдается неравномерный износ.
При выборе алмазного круга желательно обратить внимание на ширину алмазоносного слоя. При работе «на проход» она должна быть относительно большой. При шлифовке методом «врезания» ширина алмазного напыления должна быть соизмерима с шириной обрабатываемой поверхности. В противном случае на поверхности круга могут появиться уступы.
Абразивы
Наиболее часто используемыми абразивными материалами для шлифовальных кругов являются: электрокорунд, карбид кремния, эльбор, алмаз.
Электрокорунд выпускается следующих марок: белый — 22А, 23А, 24А, 25А (чем больше число, тем выше качество); нормальный — 12А, 13А, 14А, 15А, 16А; хромистый — 32А, 33А, 34А; титанистый — 37А; циркониевый — 38А и другие.
Карбид кремния. Выпускается две разновидности карбида кремния: черный — 52С, 53С, 54С, 55С и зеленый — 62С, 63С, 64С, отличающиеся друг от друга некоторыми механическими свойствами и цветом. Карбид зеленый по сравнению с карбидом черным более хрупок.
Алмаз широко используется для изготовления алмазных шлифовальных кругов, применяемых для доводки и заточки твердосплавного инструмента, обработки деталей из твердых сплавов, оптического стекла, керамики и пр. Он используется также для правки шлифовальных кругов из других абразивных материалов. При нагревании на воздухе до 800°С алмаз начинает сгорать.
Эльбор (КНБ, CBN, боразон, кубонит) представляет собой кубическую модификацию нитрида бора. Имея такую же твердость, как алмаз, он значительно превосходит последний в термостойкости.
Абразивные материалы характеризуются твердостью, зернистостью, абразивной способностью, прочностью, термо- и износостойкостью. Высокая твердость — главная отличительная особенность абразивных материалов. Ниже приведены сравнительные характеристики по микротвердости и термостойкости основных абразивных материалов.
Выбор того или иного абразивного материала в значительной степени определяется характеристикой обрабатываемого материала.
Обработка материалов с высоким сопротивлением разрыву (стали, ковкого чугуна, железа, латуни, бронзы).
Обработка тех же материалов, что и электрокорунд нормальный. Обеспечивает меньшее теплообразование, более высокую чистоту поверхности и меньший износ. Шлифование быстрорежущих и легированных инструментальных сталей. Обработка тонкостенных деталей и инструментов, когда отвод теплоты образующейся при шлифовании, затруднен (штампы, зубья шестерен, резьбовой инструмент, тонкие ножи и лезвия, стальные резцы, сверла, деревообрабатывающие ножи и т.п.); деталей (плоское, внутреннее и профильное шлифование) с большой площадью контакта между кругом и обрабатываемой поверхностью, сопровождающейся обильным теплообразованием; при отделочном шлифовании, хонинговании и суперфинишировании.
Обработка материалов с низким сопротивлением разрыву, высокой твердостью и хрупкостью (твердых сплавов, чугуна, гранита, фарфора, кремния, стекла, керамики), а также очень вязких материалов (жаропрочных сталей и сплавов, меди, алюминия, резины).
Шлифование и доводка труднообрабатываемых сталей и сплавов; чистовое шлифование, заточка и доводка инструментов из быстрорежущих сталей; чистовое и окончательное шлифование высокоточных заготовок из жаропрочных, коррозионностойких и высоколегированных конструкционных сталей; чистовое и окончательное шлифование направляющих станков, ходовых винтов, обработка которых затруднена обычными абразивными инструментами из-за больших тепловых деформаций.
Шлифование и доводка хрупких и высокотвердых материалов и сплавов (твердых сплавов, чугунов, керамики, стекла, кремния); чистовое шлифование, заточка и доводка твердосплавных режущих инструментов.
Алмазные круги способны обработать материал любой твердости. Однако нужно иметь в виду, что алмаз очень хрупок и плохо противостоит ударной нагрузке. Поэтому алмазные круги целесообразно использовать для заключительной обработки твердосплавных инструментов, когда нужно снять небольшой слой материала, и отсутствует ударная нагрузка на зерно. К тому же алмаз обладает относительно низкой термостойкостью, поэтому его желательно использовать с охлаждающей жидкостью.
Зернистость
Зернистость абразива — характеристика шлифовальных кругов определяющая чистоту получаемой поверхности. Зерно представляет собой либо сростки кристаллов, либо отдельный кристалл, либо его осколки. Как и все твердые тела, оно характеризуется тремя размерами (длиной, шириной и толщиной), однако для простоты оперируют одним — шириной. От величины зерна зависит множество параметров — количество снимаемого за один проход металла, чистота обработки, производительность шлифования, изнашиваемость круга и пр.
По ГОСТ 3647-80 в обозначении зернистости шлифовальных кругов размер зерна обозначается в единицах, равных 10 мкм (20=200мкм), для микропорошков — в мкм с добавление буквы М.
В новом ГОСТ Р 52381-2005, в основном соответствующем международному стандарту FEPA, зернистость шлифпорошков обозначается буквой F с числом. Чем больше число, тем мельче зерно и наоборот.
Алмазные и эльборовые круги имеют свои обозначения размера зерна. Их зернистость обозначают дробью, значение числителя которой соответствует величине стороны верхнего сита в мкм, а знаменателя — нижнего сита.
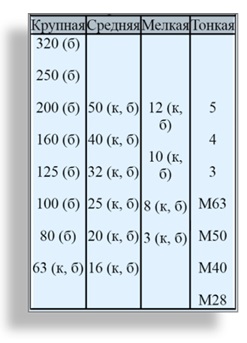
В таблице ниже приведены соотношения зернистости шлифовальных кругов по старым и действующим стандартам.
Выбор твердости шлифовального круга зависит от вида шлифования, точности и формы шлифуемых деталей, физико-механических свойств обрабатываемого материала, типа инструмента и оборудования. На практике в большинстве случаев используют круги средней твердости, обладающие сочетанием относительно высокой производительности и достаточной стойкости.
Незначительное отклонение характеристики кругов от оптимальной приводит либо к прижогам и трещинам затачиваемой поверхности, когда твердость круга выше, чем требуется, либо к интенсивному износу круга и искажению геометрической формы затачиваемого инструмента, когда твердость круга недостаточна. Особенно точно по твердости должны быть выбраны круги для заточки инструментов с пластинами из твердых сплавов.
Вот некоторые рекомендации, которые могут быть полезными при выборе шлифовальных кругов по твердости. При заточке инструментов с твердосплавными резцами круг должен обладать высокой самозатачиваемостью. Поэтому при их заточке применяют круги невысоких степеней твердости — H, I, J (мягкий), реже K. Чем больше в твердом сплаве карбидов вольфрама или титана, тем мягче должен быть шлифовальный круг.
Когда требуется выдерживать высокую точность формы, размеров, отдают предпочтение тем видам шлифовальных кругов, которые имеют повышенную твердость.
С использованием смазочно-охлаждающих жидкостей, при шлифовании применяют более твердые круги, чем при шлифовке без охлаждения.
Круги на бакелитовой связке должны иметь твердость на 1-2 ступени выше, чем круги на керамической связке.
Для предотвращения появления прижогов и трещин следует применять более мягкие круги.
Структура
Под структурой инструмента обычно понимается процентное соотношение объема абразивного материала в единице объема инструмента. Чем больше абразивного зерна в единице объема круга, тем плотнее структура инструмента. Структура абразивного инструмента влияет на величину свободного пространства между зернами.
При заточке режущих инструментов желательно применять круги с более свободным пространством между зернами, так как это облегчает удаление стружки из зоны резания, уменьшает возможность появления прижогов и трещин, облегчает охлаждение затачиваемого инструмента. Для заточки режущих инструментов применяются круги на керамической связке 7-8-й структуры, на бакелитовой связке — 4-5-й структуры.
Связка
При изготовлении шлифовальных кругов, абразивные зерна скрепляются с основой и друг другом при помощи связки. Наиболее широко применяемые связки: керамическая, бакелитовая и вулканитовая.
Керамическая связка изготавливается из неорганических веществ — глины, кварца, полевого шпата и ряда других путем их измельчения и смешивания в определенных пропорциях. Маркировка шлифовальных кругов с керамической связкой содержит букву (V). Старое обозначение — (К)
Керамическая связка придает абразивному инструменту жесткость, теплостойкость, устойчивость формы, но одновременно и повышенную хрупкость, вследствие чего круги с керамической связкой нежелательно применять при ударной нагрузке, например при обдирочном шлифовании.
Бакелитовая связка в основном состоит из искусственной смолы — бакелита. Маркировка кругов с бакелитом имеет в обозначении латинскую букву (B). Старое обозначение — (Б). В сравнении с керамической, бакелитовая связка обладает большей упругостью и эластичностью, меньше нагревает обрабатываемый металл, однако имеет меньшую химическую и температурную стойкость, худшую кромкостойкость.
Бакелитовая связка может быть с упрочняющими элементами (BF, старое обозначение — БУ), с графитовым наполнителем (B4, старое обозначение — Б4).
Вулканитовая связка — это подвергнутый вулканизации синтетический каучук. Маркировка абразивного круга имеет букву (R). Старое обозначение — (В).
В большинстве случаев применяются абразивные круги на керамической или бакелитовой связках. И та и другая имеет свои особенности, которые и определяют их выбор для конкретной работы.
К достоинствам керамической связки относится прочное закрепление зерна в связке, высокая термо- и износостойкость, хорошее сохранение профиля рабочей кромки, химическая стойкость. К недостаткам — повышенная хрупкость, пониженная прочность на изгиб, высокое теплообразование в зоне резания, а, следовательно, и склонность к прижогам обрабатываемого материала.
Достоинствами бакелитовой связки являются эластичность, хорошая самозатачиваемость круга вследствие пониженной прочности закрепления зерна в связке, сниженное теплообразование. Недостатками — более интенсивный износ в сравнении с керамической связкой, пониженная кромкостойкость, низкая стойкость против охлаждающих жидкостей, содержащих щелочи, невысокая теплостойкость (бакелит начинает приобретать хрупкость и выгорать при температуре выше 200°C).
Маркировка шлифовальных кругов – все характеристики
Содержание: Скрыть Открыть

Маркировка шлифовального круга содержит всю необходимую информацию о материале и геометрии изделия, является основой для выбора инструмента при проведении различных технологических операций. Ниже мы опишем обозначение шлифовальных кругов, их характеристики и показатели.
Что указывается в маркировке
Основными характеристиками, учитываемыми при выборе кругов, является их тип, вид абразива, связка, твердость и зернистость. При этом твердость и структура для многих видов обработки играют более важную роль, чем материал абразива.
В маркировке изделий содержится следующая информация:
- тип круга;
- размер изделия;
- материал абразива;
- зернистость круга;
- твердость изделия;
- структура;
- связующий материал;
- допустимая скорость вращения;
- класс точности круга;
- неуравновешенность круга.

При выборе круга необходимо учесть, что маркировка, выполненная по различным ГОСТам, отличается обозначениями зернистости, твердости и других параметров. Кроме того, производители используют различную маркировку для своих кругов, исключая некоторые параметры и используя старые и новые обозначения. Приведём пример расшифровки

1 – 25А – в качестве абразива используется белый электрокорунд;
2 – средний размер абразивного зерна 370 мкм (F46);
3 – твердость среднемягкая, тип L;
4 — средняя структура (6);
5 – керамическое связующее вещество (V);
6 – максимальная скорость вращения 35 м/с;
7 — категория точности Б;
8 – 3-й класс неуравновешенности.
Тип и размер круга
Тип круга обозначается цифрой от 1 до 39 в соответствии с ГОСТ 2424-83. Возможно использование буквенного обозначения по старому стандарту ГОСТ 2424-75. Приведём некоторые варианты исполнения кругов:
- Прямой профиль- тип 1 или ПП.
- Кольцевой профиль – 2 или К.
- Коническая конфигурация – 3 или 3П.
- Двухсторонняя коническая конфигурация – 4 или 2П.
- Круг с односторонней выточкой – 5 или ПВ.
- Чашечный цилиндрический круг – 6 или ЧЦ.
Следующим в маркировке идёт обозначение размера DхТхН. D – это наружный диаметр круга, Т- его высота и Н – его внутренний диаметр.

Круги с алмазным или эльборовым абразивом обозначаются по ГОСТ 24747-90. Тип круга маркируется 3-4 символами означающих форму круга и форму сечения абразивного слоя, а также расположение абразива и конструктивные особенности.
Абразивы и зернистость
Материал абразива обозначается цифробуквенной маркировкой. Так, электрокорунд маркируется литерой А. Белый электрокорунд – от 22А до 25А, нормальный от 12А до 16А, хромистый от 32А до 34А. Также есть титанистый электрокорунд (37А), циркониевый (38А) и другие разновидности. Чем выше номер, тем выше качество материала. Карбид кремния обозначается литерой С и подразделяется на черный (от 52С до 55С) и зеленый (62С – 64С).
Алмазные круги маркируются следующим образом:
- АС2 – круг обычной прочности.
- АС4 – повышенная прочность.
- АС6 – абразив высокой прочности.
- АС32 – монокристаллический абразив.

Зернистость определяет чистоту получаемой поверхности. В маркировке обозначается размер (ширина) зерна. В соответствии со старым ГОСТ 3647-80 данный параметр обозначается в единицах равных микрометрам поделенным на 10 (10 = 100 мкм). Микропорошки маркируются буквой М. Согласно новому ГОСТ Р 52381-2005 зернистость обозначается литерой F и числовым обозначением. При этом, в отличие от старого стандарта, чем больше число – тем меньше размер абразивного зерна.

Твердость и другие параметры
Твердость – это способность связующего вещества удерживать зерна от вырывания, что влияет на возможность самозатачивания. Всего существует 8 групп твердости в соответствии с приведенной ниже таблицей.

Следующий параметр – структура круга, что подразумевает процент абразива в единице объёма. Плотная структура обозначается цифрами от 1 до 4, средняя 5 – 7, открытая 8 – 10 и высокопористая 11 и 12.
Далее идёт обозначение связки. Керамическая обозначается буквой V или К по старому ГОСТу, бакелитовая — В (Б) и вулканитовая R (В). Бакелитовая связка с упрочнителем обозначается BF (БУ), с графитовым наполнением В4 (Б4). Класс точности АА, А и Б. Наиболее точным является АА, круги данного класса используются в автоматических линиях. И последнее значение – класс неуравновешенности массы инструмента. Обозначается цифрами от 1 до 4. Данный параметр не влияет на балансировку инструмента в сборе с фланцами.
Как выбрать зернистость шлифовального круга?

Что такое шлифовальный круг?
Шлифовальный круг — это режущий абразивный инструмент. Он может использоваться для ручной обработки поверхности или же для работы на станках или специальных шлифовальных приспособлениях. Например, у профессионалов востребован шлифовальный круг для точила с зернистостью, которая обеспечит максимально эффективное использование инструмента.
Шлифовальные круги подразделяются по многим параметрам. Обязательным для каждого вида является наличие абразивных материалов и связующих элементов.
Зерна абразивного материала могут быть выполнены из:
- карбида кремния;
- алмаза (искусственного или природного);
- электрокорунда;
- эльбора.
Именно зернистость шлифовальных кругов определяет их основное функциональное назначение. Абразивный материал срезает микроскопическую стружку с деталей или материала. Что касается связки, то она может иметь искусственное или природное происхождение. Назначение связки — прочно скреплять зерна между собой.
Кроме того, на поверхности шлифовального круга обязательно имеются поры. Благодаря пространству, не заполненному связкой — микроскопическим порам, на поверхности и образуется шероховатость. Некоторые производители наделяют шлифовальные круги специфическими пропитками для снижения температуры в зоне обработки. Такие инструменты называют «импрегнированными».
Зернистость шлифовальных кругов
Выбор зернистости шлифовальных кругов зависит от тех требований, которые предъявляются к чистоте обработанной поверхности. На каждом шлифовальном круге есть обозначение (маркировка).
Именно маркировка помогает правильно выбрать наждачный инструмент или точило для выполнения той или иной задачи. Зернистость шлифовальных кругов для дерева и для металла отличается, поэтому от правильно выбранной модели зависит качество обработки. Если на поверхности обрабатываемого материала или инструмента имеются грубые штрихи или просматриваются зазубрины, значит, при выборе зернистости круга была допущена ошибка.
Самыми востребованными на рынке специфического инструментария стали:
- круг шлифовальный зернистость 120;
- круг шлифовальный зернистость 60;
- круг шлифовальный зернистость 100.
Выбор зернистости определяется видом шлифования конкретной степени чистоты поверхности, а также режимом шлифования.
Таблица зернистости шлифовальных кругов
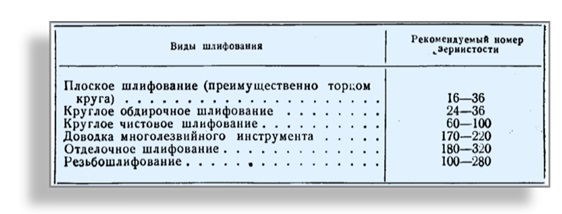
Как выбрать зернистость шлифовального круга? Она подбирается в зависимости от типа операции. Она может быть получистовой или чистовой. Черновое шлифование предполагает использование кругов с достаточно крупными фракциями зерен. Чистовая обработка материала или инструмента требует более мелких фракций. Кроме того, выбор шлифовального круга зависит также от технических особенностей режущего инструмента и режима заточки.
Классификация шлифовальных кругов по зернистости
Технические особенности шлифовального круга зависят от степени зернистости.
Классификация по зернистости
Степень зернистости определяет количество снимаемого материала. Например, высокая зернистость лепестковых шлифовальных кругов дает возможность обрабатывать даже крупногабаритные металлические трубы. А для обработки дерева подбирается инструмент с меньшей степенью зернистости.
Круги шлифовальные абразивные с зернистостью разной степени требуются для:
- предварительных операций с большой глубиной резания;
- обтирочных операций;
- обработки алюминия, латуни и меди.
Крупнозернистые модели используются при плоском шлифовании торцом круга, а также при внутреннем шлифовании. Как правило, крупнозернистые инструменты нужны для работы на станках с особенно высоким коэффициентом жесткости и мощности.
Среднезернистые и мелкозернистые круги используются для:
- обработки твердых сплавов;
- обработки закаленных сталей;
- финишного шлифования;
- заточки инструментов.
Среднезернистые и мелкозернистые круги требуются в том случае, если предъявляются особенно высокие требования к точности обрабатываемого профиля.
Классификация зернистости должна соответствовать ГОСТ Р 52381-2005. Ранее классификация шлифовальных кругов по зернистости соответствовала ГОСТ 3647.
Поскольку на рынке представлены инструменты разных видов, в том числе, и выпуска прежних лет, обе классификации шлифовальных кругов по зернистости по-прежнему актуальны.
Таблица зернистости шлифовальных кругов по старым и нынешним стандартам
