Нанесение покрытий гальваническим способом
Гальваническое покрытие

Содержание статьи
- Метод покрытия
- Процесс покрытия
- Виды покрытий:
- Покрытие медью
- Покрытие золотом
- Покрытие хромом
- Покрытие серебром
- Покрытие никелем
- Покрытие цинком
- Покрытие оловом
- Обозначение гальванических покрытий
В современном мире большую популярность получила процедура нанесения на металлические материалы различных веществ, которые предотвращают образование на них коррозийного налета. Гальваника служит для защиты металлов от образования на них ржавчины и для продления срока службы того или иного изделия.
Метод гальванического покрытия

В современном мире не редко при обработке металлических поверхностей используется гальванический метод. Гальваническое покрытие материалов заключается в нанесении, на их поверхность тонкого металлического слоя. При этом образуется пленка небольшой толщины, которая противостоит окислению отдельных металлов. Гальванический метод используется для придания изделию или материалу:
- прочность,
- износостойкость,
- устойчивость к появлению коррозии,
- привлекательные внешние качества.
В современном мире данный метод обработки металлических покрытий приобрел большую популярность, потому что к оборудованию и другим изделиям предъявляется большое количество требований. Требуется постоянно увеличивать прочность отдельных деталей и повышать их устойчивость к влиянию агрессивной внешней среды. Металлические детали на современном производстве должны обладать способностью выдерживать температурные перепады. Именно этим обусловлено то, что многие отрасли промышленности широко используют гальванический метод обработки металлических изделий.
Важно: Толщина гальванического покрытия является достаточно тонкой при методе гальваники. Она составляет от 6 до 20 микрон. Она зависит от материалов, которые используются для гальванического процесса.
Гальваническеи покрытия за счет своей прочности получили широкое распространение в таких промышленных отраслях, как:
- авиастроение,
- машиностроение,
- строительная промышленность,
- радиотехническая промышленность,
- электронная промышленность.
Процесс гальванического покрытия

Впервые гальваническое покрытие появилось в 1836и году. Оно было открыто русским физиком Якоби. Он провел ряд экспериментов и выяснил, что на катоде после пропускания металлов через водные и соляные растворы под воздействием электрического тока оседают положительно заряженные ионы. Во время прохождения через солевые растворы при помощи электрического тока происходит распад металлов на ионы, которые обладают разными зарядами. Те, которые имеют отрицательный заряд, оседают на аноде. Те, которые имеют положительный заряд, оседают на катоде. Его роль при гальванике играют металлы, которые необходимо защитить от образования коррозии.
Процесс гальванического покрытия с физической точки зрения является достаточно простым.
Он состоит из трех основных этапов:
- Подготовка поверхности. На данном этапе необходимо тщательным образом подготовить металлическую поверхность к проведению процедуры гальваники. Для этого сначала нужно убрать с нее все загрязнения и провести процесс обезжиривания. Затем необходимо промыть поверхность водой и обработать средствами для остановки процесс окисления.
- Нанесение гальванического покрытия. После всех подготовительных процедур наступает процесс погружения металлических деталей в гальванические ванны. В них содержится сплав металла, которым будет покрываться поверхность. Вся процедура проводится при высоких температурах. При этом величина электрического тока поддерживается на определенном уровне.
- Обработка покрытого металлом материала. На завершающем этапе проводятся тесты по определению уровня сцепления металлического сплава с поверхностью.
Виды гальванических покрытий

В современном мире для гальванического покрытия могут быть использованы различные металлы. Они дают тонкую пленку, которая обладает надежной защитой.
Сегодня выделяют:
Гальваническое покрытие медью
Данная процедура получила название медирование. Благодаря меди можно создать на поверхности самых разных металлов прочную защитную пленку. Чаще всего для проведения данной процедуры использует медный купорос.
Гальваническое покрытие золотом
В настоящее время большое распространение получила процедура золочения. Она заключается в том, чтобы раствором покрыть металлическую поверхность придания ей боле дорого внешнего вида и для защиты от появления коррозии.
Гальваническое покрытие хромом
Обработка металлов хромом делает их более прочными и устойчивыми к условиям, которые предлагает агрессивная внешняя среда. Благодаря данному элементу на поверхности образуется тонкая пленка, которая обладает защитными и эстетическими качествами.
Гальваническое покрытие серебром
Нередко в промышленных условиях применяется серебрение. При этом на поверхности металлов появляется серебристая пленка, которая придает металлам немалое количество полезных характеристики. К тому же покрытые серебром изделия всегда выглядят дорого.
Гальваническое покрытие никелем
Покрытие данным элементом обладает экономичностью. Использование данного метода обработки металлов является оптимальным для придания металлическому материалу устойчивости к внешним воздействиям окружающей среды.
Гальваническое покрытие цинком
Данная процедура получила названием цинкование. Благодаря ней на поверхности металлов образуется тонкая пленка цинка, которая предотвращает образование ржавчины. К тому же такое покрытие придает блеск изделиям.
Гальваническое покрытие оловом
Олово применяется для нанесения на такие металлы, как: алюминий, цинк, сталь и медь. Оно придает им прочность и твердость.
Гальваническое покрытие металла: виды, методы, описание процесса

Гальваническое покрытие – это химический метод нанесения металлической пленки для защиты изделий и придания им дополнительных характеристик: устойчивости к коррозии, твердости, износостойкости, декоративности и т. д. В дополнительной защите нуждается любое металлическое изделие, гальванической изоляцией покрывают даже алюминиевые детали.
Принцип
Схема, по которой реализуется гальваническое покрытие металла, довольно проста. В нее входит изделие, на которое наносится защитное покрытие, емкость с раствором электролита, куда помещается изделие. Третьим участником процесса является металлическая пластина, на которую подается положительный заряд тока, она выполняет функции анода, помещенное в раствор изделие становится катодом, куда подается отрицательный заряд.
При замыкании электрической сети металл анода (пластины) растворяется в электролите и под действием тока устремляется к отрицательно заряженному изделию (катоду), тем самым создавая прочное покрытие. Электролит является проводящим раствором для перемещения металлов с анода на катод. Размер емкостей (ванн) с электролитом бывает разным, в зависимости от производственных задач.
Изделия больших размеров размещают на подвесах, через которые пропускают отрицательный заряд, конструкция удерживается на весу в объеме ванной. Мелкие изделия получают гальваническое покрытие в ваннах барабанного типа, где одновременно гальванизируется большое количество продукции. В этом случае отрицательный заряд подается на барабан, вращающийся в емкости с электролитом, куда заведен анод.
Существуют колокольные наливные ванны, где гальваническое покрытие одновременно наносится на большое количество очень мелких деталей, например на метизы. В емкости засыпают продукцию, заливают электролитный состав и устанавливают анод. Ваннам придается медленное вращение, в процессе которого изделия равномерно покрываются защитным металлом.
Методы
Гальванический метод покрытия изделий позволяет создать стойкое защитное покрытие на металлах, изолируя детали от агрессивного воздействия рабочих сред. Изоляция может быть создана из различных металлов, нанесение осуществляется анодным и катодным напылением.
Катодное покрытие характеризуется тем, что при малейшем нарушении целостности нанесенного слоя металл под ним разрушается более интенсивно, чему способствует сама технология покрытия. Примером быстрой эрозии служат изделия из луженого металла, где изоляционным слоем служит олово.

Анодное нанесение гальванических покрытий имеет иные характеристики. При возникновении условий угрозы коррозии разрушению подвергается гальваническая изоляция, металл длительное время остается нетронутым. Анодированные изделия надежно защищены от агрессивных сред, механических повреждений. Наиболее распространенный вид изоляции – цинкование. Метод позволяет сохранить все характеристики обрабатываемого изделия, его внешний вид, форму и размеры.
Гальванические покрытия разделяются на несколько видов в зависимости от целей применения изделия:
- Защитно-декоративные. Целью нанесения является получение высоких эстетических характеристик и защита продукции от разрушающих факторов.
- Защитные. Изолируют металлические детали от действия агрессивных сред, механических повреждений.
- Специального назначения. Гальваническое покрытие наносится для получения новых свойств – повышенной износостойкости, увеличения характеристик твердости, получения магнитных, электроизоляционных свойств готового изделия. В некоторых случаях гальванизацию используют для восстановления первоначального вида изделия или после длительной эксплуатации.
Виды покрытий
Гальванический способ покрытия реализуется нанесением различных металлов на изделие, каждый из них имеет свои особенности и цели в дальнейшей эксплуатации детали или предмета:
- Серебрение – увеличивает эстетическую ценность, защищает от коррозии, улучшает отражающие, токопроводящие характеристики. Вид нанесения востребован при производстве статических реле, контакторов, электромагнитных реле, электромагнитных пускателей, микросхем и другой электронной продукции.
- Никелирование – наиболее востребованное гальваническое покрытие стали, медных и алюминиевых изделий. Никелевый слой надежно защищает изделия или детали машин от ржавчины, образующейся под воздействием внешней среды, а также от видов коррозии, возникающих вследствие загрязнения агрессивными средами рабочей среды – щелочами, кислотами, солями. Никелированные изделия демонстрируют высокую устойчивость к сильным механическим повреждениям, истиранию.
- Хромирование – увеличивает износостойкость, твердость анодированных поверхностей, позволяет улучшить внешний вид, восстановить поврежденные детали до первоначальных параметров. В зависимости от изменений технологического режима получают гальваническое покрытие с различными параметрами и свойствами – серое матовое (увеличение твердости, но низкая износоустойчивость), блестящее (высокие показатели износостойкости, твердости), молочное пластичное (эстетичность, высокая степень антикоррозионной защиты, низкая твердость), цинкование – антикоррозионная обработка цельных стальных листов, частей автомобилей, строительно-отделочных материалов.

- Гальваническое золотое покрытие – используется в ювелирном деле, электронной промышленности и других сферах. Слой золота придает деталям высокие отражающие свойства, эстетичность, защиту от коррозии, повышает токопроводящие качества.
- Омеднение – часто используется для покрытия металла в целях защиты от коррозии, медь повышает токопроводящие качества, металл с таким покрытием часто используются для производства электропроводников, эксплуатируемых на открытом воздухе.
- Латунирование – используется для защиты от коррозионного повреждения сталей, алюминия и сплавов. Слой латуни обеспечивает необходимую адгезию металлических деталей с резиной.
- Родирование – специальное покрытие, наносимое для придания деталям высокой устойчивости в химических агрессивных средах, получения дополнительной механической износоустойчивости. Также покрытие родием придает изделиям декоративность, бережет серебряные предметы от окисления, тусклости.
Регуляция качества и технологических процессов гальванического покрытия происходит с помощью ГОСТ 9.301-78.
Подготовительный этап
Нанесение гальванического покрытия – это многоуровневый технологический процесс, реализуемый в три основных этапа (подготовка, нанесение покрытия, заключительная обработка готового изделия).
Подготовка поверхностей для дальнейшей гальванизации – наиболее трудоемкий и ответственный этап всего процесса. От правильности и достаточности его проведения зависит качество полученного защитного покрытия. При наличии на поверхности металла малейших следов жира и оксидной пленки получение однородной сплошной защитной пленки будет невозможно – покрытие не сможет проникнуть в слои основного металла, могут образоваться пузыри, разрывы и т. д.

Дефекты могут возникнуть на местах, где остались заусенцы, неровности поверхности, в местах плохо отшлифованных спаев, недостаточно очищенных от пыли местах. Гальваническое покрытие требует низкой шероховатости поверхности, тщательного очищения после шлифовки и обязательной обработки обезжиривающими средствами.
Виды обработки деталей
Механическая обработка и достижение идеальной гладкости металлических деталей достигается в домашних условиях шлифованием поверхности наждачной бумагой и другими абразивами, в промышленных масштабах используются пескоструйные, химические, автоматизированные методы достижения результатов. На подготовительном этапе проводят изоляцию деталей или отдельных мест, не подлежащих гальванизации.
В зависимости от вида наносимого металла проводят различную подготовку. Перед цинкованием или кадмированием поверхность защищаемой детали обезжиривают и протравливают. Хромирование и никелирование предваряют механической шлифовкой, обезжириванием, удалением оксидной пленки. Обезжиривание проводится в два этапа – стартовые работы и полное обезжиривание.

Предварительно детали промывают растворителями – уайт-спиритом, бензином, специальными органическими смесями и т. д. Окончательную обработку реализуют при помощи щелочных растворов или электрохимическим методом. После чего детали промывают горячей водой, проводят активацию и легкое протравливание металла для удаления мельчайших пленок окислов, что улучшает адгезию поверхности детали с гальваническим покрытием металла.
Как реализуется процесс
Осаждение защитного слоя металла на изделиях проводится при помощи специального оборудования. Различия нанесения видов гальваники отражены в рецептуре используемого электролита.
Гальванический метод покрытия металлов и других материалов происходит следующим образом:
- Гальванические ванны заполняются электролитическим раствором. В них помещают аноды и обрабатываемые изделия. Размер и вид ванны зависят от величины деталей, требующих покрытия.
- Нагревательное устройство доводит температуру электролитического состава до нужного технологически обоснованного значения.
- В конструкцию подается ток от источника, оснащенного регулятором напряжения.
- Процесс гальванического покрытия занимает определенное время, его величина обуславливается размером детали, достижением необходимой толщины защитного слоя.
Особенности процесса
В некоторых случаях при гальваническом методе покрытия обрабатываемые детали навешивают на катодную штангу, расположенную в ванной, а на анодной штанге размещают пластины металла, который будет покрывать изделия. Для получения определенных характеристик покрытия в электролит могут вводиться соли металлов, органические соединения, блескообразователи и т. д.
Для ускорения процесса перенесения металлов электролит перемешивают, что дает возможность применять большую плотность тока. Реверсирование направления тока позволяет получать гладкую поверхность.

Точное время длительности гальванического процесса покрытия устанавливается опытным путем – нанесением защитного слоя на деталь, измерением толщины получаемого слоя за определенный отрезок времени при заданных условиях технологического процесса. Особое внимание на этапе приладки уделяют толщине слоя в углублениях и полостях обрабатываемой опытной детали.
Толщина слоя
Толщина гальванического покрытия определяется согласно данным о средних толщинах наносимого слоя, зависит от условий, в которых будет эксплуатироваться деталь. Они делятся на группы:
- Легкие условия (ЛС) – детали используются в закрытых отапливаемых помещениях с относительно сухой атмосферой, или изделие будет эксплуатироваться в течение непродолжительного срока во внешней среде, где нет активных коррозионных агентов. Толщина однослойного покрытия составляет около 7 мк, многослойного – 15 мк.
- Средние условия (СС) – детали будут использоваться в среде со средней влажностью, загрязнением, небольшими количествами топливных, промышленных выбросов или испарений морской воды. Толщина однослойного покрытия составляет 15 мк, многослойного – 30 мк.
- Жесткие условия (ЖС) – предусматривают эксплуатацию деталей в условиях высокой влажности, повышенного уровня загрязнений промышленными газами, отходами топлива, твердыми веществами, пылью. Толщина однослойного покрытия – 30 мк, многослойного – 45.

Данные о толщине гальванического покрытия деталей одним слоем содержит ГОСТ 2249-43. Сюда относятся цинковые покрытия. Контролирует многослойное нанесение гальванического покрытия ГОСТ 3002-45 (никелевые покрытия). Толщина слоя может быть изменена по конструктивным требованиям или в тех случаях, когда обрабатываемая деталь рассчитана на короткий срок эксплуатации. Срок службы цинкования – до 5 лет, для остальных видов покрытий – до 3 лет.
Обработка готового изделия
Гальваническое покрытие деталей завершается этапом дополнительной обработки. В этом процессе реализуются следующие операции:
- Осветление.
- Окраска лакокрасочными составами.
- Пассивирование.
- Обезводороживание.
- Промасливание или полировка.
- Выполнение серебрения составами против тусклости.
Осветление и пассивирование повышают антикоррозионные свойства оцинкованных изделий и кадмиевых покрытий. Процесс пассивирования – это погружение изделий в специальный раствор, образующий на поверхности детали защитную пленку толщиной до 1 мкм.
Изделия из стали, меди с гальваническим покрытием дополнительно обрабатывают маслами – промасливают. Это делается в целях улучшения защитных качеств металлической изоляции и способствует повышению антикоррозионной устойчивости.

Контроль качества
Требования к качеству гальванического покрытия зависят от условий эксплуатации обработанного изделия. Для оценки нанесения используются такие виды контроля:
- Оценка внешнего вида детали путем визуального осмотра, сравнения с эталонными образцами (чистота поверхности, цвет, наличие или отсутствие блеска).
- Определение толщины гальванического покрытия и пористость производится в лабораторных условиях (измерение).
- Устойчивость к коррозии согласно ТУ или ГОСТ (испытание).
- Механическая, физическая устойчивость (отражательные свойства, пластичность, износостойкость, электрическое и температурное сопротивление, твердость и пр.)
Преимущества
К преимуществам данного метода защиты металлических изделий относятся:
- Высокие антикоррозионные качества.
- Стойкость к механическим и физическим повреждениям.
- Сопротивляемость агрессивным средам природного и промышленного происхождения.
- Низкая пористость покрытия.
- Твердость, износостойкость.
- Возможность регулировать толщину наносимого покрытия в процессе нанесения.
К недостаткам метода относится большой расход электроэнергии, экологические угрозы, высокая стоимость очистных мероприятий.
Гальваническое покрытие. Технология гальванических покрытий. Гальваника
Гальванической покрытие представляет собой метод покрытия одного металла каким-то другим посредством электролиза. Эта процедура осуществляется с использованием традиционных методов погружения. После предварительной подготовки печатные платы загружают в гальваническую ванну, представляющую собой емкость из диэлектрика, которая наполнена электролитом и снабжена анодами (они могут быть растворимыми и нерастворимыми), а также устройством для поддержания температуры и перемешивания раствора.

Обработка плат
Пропускание постоянного тока приводит к тому, что непокрытые защитной маской и подключенные к электроду участки платы покрываются слоем никеля или золота определенной толщины. Правильное расположение анодов гарантирует, что толщина покрытия будет примерно равномерной.
Золочение печатных плат обычно производится с использованием двухстадийного процесса. Сначала их погружают в ванну, где гальваническим способом наносится никель. При этом используется высокая плотность тока, благодаря которой из кислого раствора осаждается слой никеля, толщина которого составляет 0,05-0,1 мкм. Благодаря этому обеспечивается прочное сцепление никеля и меди, что позволяет уменьшить пористость покрытия, а также предотвратить проникновения меди в золотой слой. После промывки изделия обычно перемещают в ванну золочения, где производится наращивание слоя золота до 0,5 мкм из электролита.
Гальваника и декорирование
Уже в древние времена существовала декоративная отделка художественных металлов. Современное производство предполагает, что для придания каких-то особых свойств поверхности металла будет использоваться гальваническая обработка. Защитные покрытия из благородных металлов можно получить благодаря осаждению металлов из солевых растворов под действием электрического тока. Благодаря таким покрытиям удается достаточно длительное время сохранить цвет и блеск ювелирных изделий. Они не только предотвращают потемнение изделий, но и обладают превосходным полирующим эффектом. К примеру, гальваническое покрытие золотом или серебром позволяет надолго сохранить цвет и блеск ювелирного изделия.
Существует несколько разных вариантов этого процесса, каждый из которых предполагает использование того или иного металла:

Хромирование
Это диффузное насыщение стальной поверхности хромом либо осаждение на детали слоя вещества из электролита под действием электротока. В данном случае гальваника ориентирована на защиту от коррозии, применяется для декорирования либо для увеличения степени твердости поверхности. Хромирование в промышленности может использоваться и для декорирования. В данном случае основная цель процедуры – придание металлической поверхности красивого эффектного блеска. Деталь перед нанесением хрома должна быть отполирована.
Свойства покрытия
Твердое хромовое покрытие характеризуется жаростойкостью, высокой степенью износостойкости, плохой смачиваемостью, низким коэффициентом трения, а также незначительной пластичностью. Кроме того, поверхность получает такие свойства, как устойчивость в плане трения, способность выдерживать распределительную нагрузку, а также недостатком, связанным с легкостью разрушения под действием сосредоточенных ударных нагрузок. Гальваническое покрытие в форме молочного хрома обладает невысокой степенью износостойкости и твердости, малой пористостью. Поверхность получает защиту от коррозии, при этом сохраняя привлекательный декоративный вид.

Использование хромирования в промышленности
Основная цель, с которой оно используется в промышленности, это придание детали таких свойств, как повышенная износостойкость, увеличенная устойчивость к коррозии, а также сниженное трение. Благодаря этому процессу сталь становится прочнее, не подвергается газовой коррозии, а также не разрушается в морской и обычной воде, азотной кислоте. Гальваническое покрытие данного типа приводит к тому, что поверхностные дефекты становятся только значительнее, из-за чего требуется производить последующую обработку, так как в данном случае нет эффекта выравнивания.
Меднение
Использование медных покрытий актуально в тех случаях, когда требуется повысить электропроводность, а также их применяют в качестве промежуточного слоя на стальных изделиях перед тем, как будет нанесено хромовое, никелевое или иное покрытие. Так удается обеспечить более качественное сцепление, а также повысить защитную способность. Гальваническое покрытие медью обычно не используется в качестве самостоятельного или декоративного. Благодаря тому, что данный металл способен предотвращать образование искр, изделие можно использовать в нефтяной и газовой промышленности.

Применение меднения
Данный процесс используется для нанесения покрытия из меди на стальные изделия либо на стальную проволоку. Часто этот вид покрытия применяется для защиты отдельных участков изделий из стали от цемента, а обработке при этом подвергаются те участки, которые дальше предполагается обрабатывать резанием.
Гальванические покрытия металлов в данном случае часто применяются в нефтегазовой отрасли, чтобы исключить образование искр, в электроэнергетической сфере для последующего нанесения многослойных покрытий, предназначенных для защиты и декорирования, в производстве печатных плат, для улучшения пайки, а также для многого другого. Поверхность приобретает цвет от светло-розового до темно-красного. Оттенки обычно не нормируются.

Одним из наиболее распространенных методов для защиты металлических изделий является цинкование. Обычно его применяют для обработки разнообразных легированных или углеродистых марок стали. Нанесение гальванических покрытий данного типа достаточно востребовано для защиты изделий из проволоки и крепежных элементов. Попадая во влажную среду, цинковая поверхность выступает в качестве анода, благодаря чему замедляются окислительные реакции, а основной металл при этом получает надежную защиту от негативных факторов среды.
Гальваника данного типа может использоваться только после того, как металлических изделия будут обработаны особым образом. Для этого следует очистить их от ржавчины, окалины, технических средств смазочно-охлаждающего назначения. Когда процесс гальванического цинкования будет завершен, изделие должно подвергнуться осветлению, то есть его протравливают слабым раствором азотной кислоты, после чего проводят пассивацию. Так не только удается увеличить устойчивость оцинкованных изделий к негативным факторам, но и сделать их более декоративными, то есть придать блеск и определенный оттенок. Технология гальванических покрытий в данном случае предполагает толщину цинкового слоя от 6 мкм до 1,5 мм.

Никелирование
Защита металлических изделий может осуществляться с использованием различных технологий. Одной из наиболее востребованных и распространенных на данный момент является никелирование. Такая популярность объясняется химическими свойствами никеля. Он обладает высокой степенью устойчивости к коррозии в водной среде, а оксид никеля предотвращает последующее окисление металла. Помимо этого, никель слабо поддается воздействию солей, кислот и щелочей, за исключением азотной кислоты. К примеру, гальваническое покрытие толщиной 0,125 мм надежно защищает от большинства промышленных газов, характеризующихся повышенной агрессивностью. Очень важен и такой момент: никелированию поддаются почти все металлы, благодаря чему такой способ можно применять для дополнительной обработки изделий.
Использование никелирования уместно для решения целого ряда задач:
— обеспечение защиты металлических изделий;
— использование в качестве декоративного покрытия;
— формирование предварительного слоя, который будет подвергнут дальнейшей обработке;
— восстановление деталей и узлов.
Покрытие характеризуется повышенной износостойкостью и твердостью и рекомендовано для деталей, которые работают в условиях трения, в особенности при отсутствии какой-либо смазки, используется для защиты от коррозии, а также обеспечения качественной пайки низкотемпературных припоев, все это прописано в ГОСТ. Гальванические покрытия обладают повышенной хрупкостью, поэтому не рекомендовано производить развальцовку и гибку деталей, прошедших процедуру никелирования. Его рекомендуется применять для сложнопрофилированных деталей. После процедуры термообработки в условиях температуры 400 градусов Цельсия покрытие приобретает максимальную твердость.

Оловянное покрытие характеризуется стойкостью к действию соединений, содержащих серу, поэтому рекомендуется для деталей, которые находятся в контакте с резиной и пластмассами. Среди его свойств можно назвать превосходное сцепление с основным металлом, эластичность, способность к изгибу, вытяжке, штамповке, развальцовке, прессовой посадке, а также хорошее сохранение при свинчивании. Свежеосажденное оловянное покрытие хорошо поддается пайке.
Выводы
Гальваническое покрытие позволяет улучшить токопроводящие характеристики деталей, придавая им превосходные свойства электроизоляции, а также защищая от воздействия различных веществ. Кроме того, этот способ позволяет получить отличные поверхности, имеющие зеркальный вид, а также имитирующие покрытие эмалью. Сложно переоценить, насколько гальваника важна в современном производстве, так как развитие технологий позволило сделать процесс более совершенным.
Гальваника и гальваническое покрытие: оборудование, методы, процесс, технология
Содержание статьи:
- Назначение гальванического метода
- Суть технологического процесса
- Гальванический метод
- Предварительный осмотр детали
- Подготовка электролита
- Присоединение электродов
- Гальванический процесс
- Гальванические технологии
- Самостоятельные работы
- Оценка результата
Гальванический метод обработки металлических поверхностей активно применяют сегодня в различных отраслях производства. Таким способом можно наносить на детали и целые изделия тончайший слой декоративного или защитного гальванического покрытия. Подобные технологии активно применяются научно-производственным предприятием «6 микрон» в Москве.ООО «6 микрон» — это научно-производственная компания, работающая в области гальваники (электрохимического и химического нанесения металлов).Гальваника – раздел электрохимии, который изучает процессы осаждения металлов на определенной поверхности. Так проводят золочение, серебрение родирование металлов для придания им красоты, долговечности, износостойкости и других необходимых изделию свойств.
Чтобы понять преимущества этого метода, необходимо ознакомиться с технологическими особенностями применения гальванических ванн, спецификой подбора электролитов для каждого типа поверхности, расчетом толщины осаждаемого металла.
Назначение гальванического метода
 Процесс гальваники проводят в специальных ваннах. Туда заливается электролит, содержащий соли того металла, который осаждается на поверхности обрабатываемой детали. По сравнению с прочими методами, гальваническое нанесение имеет преимущества. При применении, например, пульверизатора или иных приспособлений для распыления (очень многие организации выдают такой способ металлизации за гальванику) невозможно добиться идеально ровного покрытия, качественной адгезии и получить на поверхности свойства металла. Обычно путем распыления наносят непроводящий полимерный слой, проще говоря, краску, либо тонкий серебряный слой (реакция серебряного зеркала см. школьную программу) а сверху прозрачный или калорированный лак. Гальваника же позволяет получать равномерное, плотное, хорошо адгезированное покрытие, обладающее всеми свойствами осажденного металла.
Процесс гальваники проводят в специальных ваннах. Туда заливается электролит, содержащий соли того металла, который осаждается на поверхности обрабатываемой детали. По сравнению с прочими методами, гальваническое нанесение имеет преимущества. При применении, например, пульверизатора или иных приспособлений для распыления (очень многие организации выдают такой способ металлизации за гальванику) невозможно добиться идеально ровного покрытия, качественной адгезии и получить на поверхности свойства металла. Обычно путем распыления наносят непроводящий полимерный слой, проще говоря, краску, либо тонкий серебряный слой (реакция серебряного зеркала см. школьную программу) а сверху прозрачный или калорированный лак. Гальваника же позволяет получать равномерное, плотное, хорошо адгезированное покрытие, обладающее всеми свойствами осажденного металла.
Суть технологического процесса
Метод гальваники достаточно прост:
- Обрабатываемая деталь тщательно осматривается на предмет имеющихся покрытий и состояния поверхности.
- Проводятся процедуры обезжиривания, травления и активации поверхности детали.
- Подбирается состав жидкого электролита, в который будет погружено изделие.
- В специальную ванну, к которой подсоединено один или два анода, заливается электролит.
- В нее опускается деталь, подсоединенная к катоду.
- Запускается электрический ток.
- Под его воздействием частицы солей металла направляются к отрицательно заряженному изделию.
- На всей поверхности изделия тонким равномерным слоем оседает металл.
- После завершения гальванического процесса прекращается подача электрического тока, изделие извлекается, тщательно промывается и сушится, при необходимости дополнительно обрабатывается.
Технология гальваники несложная, но требует наличия специального оборудования, достаточной квалификации исполнителей.
Гальванический метод
 Гальванический метод нанесения покрытий применяется в следующих отраслях деятельности:
Гальванический метод нанесения покрытий применяется в следующих отраслях деятельности:
- Обработка изделий от коррозии;
- Покрытие деталей и узлов сложных станков, оборудования;
- Обработка бижутерии и ювелирных украшений;
- Обеспечение паяемости и смачиваемости поверхности деталей;
- Придание антиокислительных и декоративных свойств поверхности (в основном, драгоценные покрытия).
Если в сфере машиностроения, автомобилестроения, производства металлоконструкций требуются большие промышленные гальванические ванны, то при производстве и обработке ювелирных украшений и контактных групп используют компактное оборудование.
Предварительный осмотр детали
 Перед началом работ эксперт проведет предварительное обследование, оценивая размер, форму, геометрию изделия, наличие декоративных элементов, гравировки, рельефных деталей. Состав металла тоже важен.
Перед началом работ эксперт проведет предварительное обследование, оценивая размер, форму, геометрию изделия, наличие декоративных элементов, гравировки, рельефных деталей. Состав металла тоже важен.
На основе полученных сведений подбирается состав электролита. С заказчиком заранее оговаривается точная толщина гальванического слоя. Чем толще будет покрытие, тем дольше оно прослужит, тем значительнее расходы на обработку и, следовательно, выше стоимость работы.
При необходимости металл дополнительно обезжиривается и чистится. Полировка возможна только в небольшом объеме и только на простых деталях. Если необходимо получить зеркальное покрытие на изделии, нужно предварительно его отполировать у ювелира или самостоятельно. Только таким способом можно получить идеально ровное гальваническое покрытие. Целостность изделия при нанесении гальванического покрытия не нарушается. Если деталь сложная, то обязательно требуется разборка на отдельные детали до нанесения покрытия.
Подготовка электролита для гальваники
Состав электролита подбирают индивидуально. Эксперты учитывают следующие особенности:
- тип формируемого покрытия;
- его толщина;
- материал обрабатываемого изделия.
Присоединение электродов
К ванне и изделию подсоединяют электроды для запуска электрического тока. Положительная клемма подключена к анодам, а обрабатываемая деталь – к отрицательной клемме. После запуска системы через электролит проходит электрический ток, поэтому катионы металла налипают на поверхность отрицательно заряженного изделия. Металл, который содержится в электролите, ровным однородным слоем оседает на детали. Два анода применяют, чтобы обработать поверхность с обеих сторон одновременно.
Гальванический процесс
 Система запускается через источник постоянного тока с регулировкой уровня входящего напряжения или тока. Чем дольше длится воздействие электрического тока на электролит и изделие, тем толще становится слой защитного покрытия. Иногда деталь обрабатывают несколько раз, в зависимости от конкретной технологии и конечной задачи от клиента.
Система запускается через источник постоянного тока с регулировкой уровня входящего напряжения или тока. Чем дольше длится воздействие электрического тока на электролит и изделие, тем толще становится слой защитного покрытия. Иногда деталь обрабатывают несколько раз, в зависимости от конкретной технологии и конечной задачи от клиента.
Важна температура электролита. Иногда используется дополнительное нагревательное устройство, которое погружается в гальваническую ванну или находится вне ее.
Строгие требования предъявляют к помещению, где проходит обработка. Обязательное условие – эффективная вентиляция, проточная вода и пожарная безопасность. Работы проходят в лабораториях компании «6 микрон», которые специально оборудованы для выполнения таких заданий. Здесь созданы оптимальные микроклиматические условия, поддерживается требуемая температура и влажность воздуха. Эксперты работают в специальных защитных костюмах. Технология гальваники металла досконально изучена представителями научно-производственного предприятия.
Гальванические технологии
 Изделие, погружаемое в гальваническую ванну, выступает в роли негатива, то есть покрытие растет не на рабочей стороне изделия а на задней, обратной стороне. На форму из непроводящего материалы осаждается слой металла, чаще всего это медь.
Изделие, погружаемое в гальваническую ванну, выступает в роли негатива, то есть покрытие растет не на рабочей стороне изделия а на задней, обратной стороне. На форму из непроводящего материалы осаждается слой металла, чаще всего это медь.
Толщина меди может достигать 2 мм, обычно такого запаса по прочности не требуется и в среднем, в гальванопластике растят покрытия до 1 мм. После отделения матрицы от созданного слоя получают его точную копию. Таким способом создают точные копии окладов, медали, панно, декоративные элементы.
Самостоятельные работы
Категорически запрещено пытаться собрать гальваническую ванну у себя дома самостоятельно, запустить систему.
Малейшие ошибки в подборе электролита, выборе оптимального напряжения сети приведут к негативным последствиям. Кроме того, это небезопасно. Обратитесь к экспертам электрохимических технологий, которые качественно выполнят работы или обучат клиентов работе со сложным оборудованием.
Оценка результата
По завершении обработки эксперты оценивают итоговый результат. Если работы по гальванике проводят профессионалы, сомневаться в высоком качестве покрытия не стоит. С использованием точных инструментов оценивается толщина нанесенного слоя металла, равномерность покрытия, прочие критерии.
Способы нанесения гальванических покрытий

Гальваника — это технологический процесс получения металлических покрытий путем осаждения требуемого элемента на поверхность детали из раствора солей.
Гальванические покрытия могут быть получены химическим и электрохимическим способом. Электрохимическим называется способ получения металлического неорганического покрытия в электролите под действием электрического тока от внешнего источника. Химическим называется способ получения металлического неорганического покрытия в растворе солей без наложения на него электрического тока.
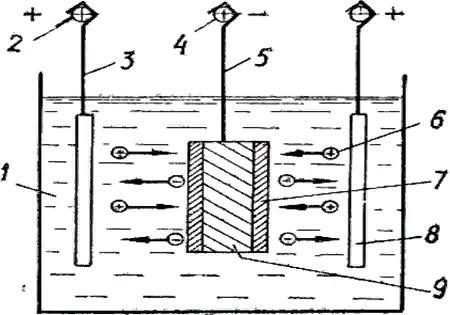
Электрохимический процесс
Электрохимический процесс, протекающий на электродах при прохождении через электролит электрического тока, называется электролизом. Устройства, в которых за счет внешней электрической энергии совершаются химические превращения веществ, называются электролизерами или электролитическими (гальваническими) ваннами 1 (рис. 5.1). При гальваническом покрытии деталей в качестве электролита 2 применяют обычно раствор соли осаждаемого металла (в электролит вводят также некоторые компоненты, улучшающие свойства покрытий и увеличивающие электрическую проводимость электролита и т.д.). Анодами 3 служат пластины из осаждаемого металла, а катодами 4 — предварительно очищенные и подготовленные детали, подлежащие покрытию.
Процесс электролиза состоит из следующих этапов:
- получение в электролите ионов осаждаемого металла;
- перенос полученных ионов к детали-катоду;
- переход ионов металла в атомарное состояние;
- осаждение атомов на поверхности детали;
- формирование кристаллической решетки.

Рис. 5.1. Схема стационарной гальванической ванны:
1 — ванна; 2 — электролит; 3 — аноды; 4 — деталь.
Электролиз может проводиться с применением растворимых и нерастворимых анодов. В случае проведения электролиза с растворимым анодом, изготовленным из осаждаемого на поверхности детали металла, он постепенно растворяется в электролите, образуя новые ионы металла взамен выделившихся на катоде, тем самым поддерживая требуемую концентрацию металла в растворе. В тех случаях, когда происходит нанесение покрытия на внутреннюю поверхность цилиндрических деталей малого диаметра и большой длины, допускается применение нерастворимых анодов. Нерастворимые аноды изготавливаются из металла или сплава, который в данном электролите не растворяется (чаще всего используется свинец), или из графита. При осаждении металлов из цианистых электролитов в качестве нерастворимых анодов используют стальные аноды, а в кислых — освинцованную проволоку. На нерастворимых анодах при электролизе обычно выделяется кислород.
Выбор электролитов
Режим электролиза при заданном составе электролита характеризуется тремя основными показателями:
- кислотностью электролита, выраженной в граммах на литр, или в единицах рН;
- температурой электролита;
- катодной плотностью тока в амперах на квадратный дециметр.
В зависимости от кислотности электролиты можно разделить на две группы: щелочные и кислые электролиты. По составу входящих в них соединений электролиты бывают простые и сложные, в состав которых входят комплексные соединения.
Качество гальванических покрытий определяется их внешним видом, прочностью сцепления с основным металлом, толщиной и пористостью. Допускается наличие рисок, царапин, отдельных шероховатостей и несквозных пор, легко устраняемых при последующем полировании. Допустимыми дефектами являются также высохшие подтеки воды и разные оттенки.
Виды ванн
В зависимости от размеров детали конструкция гальванической ванны существенно различается. Нанесение гальванических покрытий может проводиться:
- в стационарных емкостях с вращением детали и без него;
- в струйных ваннах;
- в переносных ваннах;
- электролизом во внутренних полостях деталей без использования гальванической ванны;
- в барабанах и колоколах.

Рис. 5.2. Установка для покрытия наружной поверхности цилиндрических деталей:
1 — катодная шина со скользящим контактом; 2 — покрываемая деталь; 3 — цилиндрический корпус гальванической ванны; 4 — цилиндрический анод; 5 — подпятник из пластмассы; 6 — станина; 7 — электродвигатель с редуктором.
Процесс получения гальванических покрытий в стационарных емкостях представлен выше (см. рис. 5.1). Вращение детали вокруг своей оси в течение всего времени осаждения позволяет формировать более ровные по толщине гальванические покрытия. Вращение детали также применяют для покрытия наружной поверхности цилиндрических деталей. Как видно из рис. 5.2, деталь помещена вертикально в центре цилиндрического анода, установленного также в цилиндрической стационарной ванне, и получает вращение от электродвигателя с редуктором. Для питания током к детали подведен скользящий контакт. Вращение детали позволяет применять высокие плотности тока и поэтому покрытия получаются гладкими и равномерными.
Использование для нанесения покрытий струйных ванн повышает производительность процесса. Постоянная смена электролита, контактирующего с поверхностью детали, предотвращает его обеднение ионами осаждаемого металла. Возможность регулировки размеров ванны для струйного нанесения позволяет создавать гальванические покрытия на отдельных участках длинномерных деталей (рис. 5.3).
Применение переносных ванн целесообразно для создания местных покрытий на крупногабаритных деталях. В переносных ваннах деталь не погружают в электролит целиком, а наоборот, пристраивают ванну к тому участку детали, на котором необходимо сформировать гальваническое покрытие (рис. 5.4).

Рис. 5.3. Схема установки для струйного нанесения покрытий:
1 — анод; 2 — верхняя часть гальванической ванны; 3 — деталь; 4 — раздвижная кассета; 5 — нижняя часть гальванической ванны; 6 — электролит; 7 — подогреватель; 8 — насос.

Рис. 5.4. Схема установки переносной ванны:
1 — деталь; 2 — анод; 3 — электролит; 4 — гальваническая ванна; 5 — клеевой слой.
Создание гальванических покрытий на внутренних поверхностях в деталях, имеющих закрытые внутренние полости, может осуществляться без использования емкостей для электролита. Роль такой емкости выполняет сама деталь (рис. 5.5).

Рис. 5.5. Монтаж внутренних электродов для создания покрытий на внутренних поверхностях трубчатых деталей:
1 — анод; 2 — центрирующая втулка; 3 — деталь.
В центре наращиваемой детали помещают свинцовый анод, а деталь служит катодом. При монтаже внутренних анодов в трубчатых деталях диаметр анодов должен составлять от 0,3 до 0,5 внутреннего диаметра труб. Внутренние аноды должны быть строго центрированы по отношению к стенкам трубы, что достигается установкой центрирующих втулок из пластмассы. Если диаметр анода велик, то его изготовляют полым внутри, а для снижения его массы и увеличения активной поверхности сверлят ряд отверстий в стенках. Полые трубчатые аноды особенно удобны, когда электролит во время процесса необходимо нагревать или охлаждать. Часто через полые трубчатые аноды производят прокачивание электролита для улучшения или ускорения процесса. При большой длине труб или при использовании гибких проволочных анодов на них через равные промежутки длины надевают центрирующие изоляторы в форме равностороннего плоского треугольника с отверстием в центре для пропускания анода. В качестве материала для изолятора применяют листовой целлулоид, винипласт и прочие химические стойкие пластмассы.
При этом деталь устанавливают на резиновый лист рядом с емкостью для удаления в процессе нанесения покрытий промывающей и охлаждающей жидкости. Резиновый лист покрывают целлулоидом, так как резина может растворяться в горячем электролите.
Для массового осаждения покрытий на крепежных или мелких деталей используют ванны с вращающимися барабанами. Барабан изготовляют шестигранного сечения, из листового железа, с задвижной дверцей для загрузки и выгрузки деталей и с шестерней для вращения, закрепленной по оси на одном из торцов. Диаметр с барабана обычно принимают равным 500-600 мм при длине 600-800 мм. Частота вращения не выше 15-5 об/ч. Загрузка барабана составляет 40-50 кг деталей.
Возможно Вас так же заинтересуют следующие статьи:
Что такое гальваника металла, детали и виды процесса
Операция гальванического покрытия металлов заключается в нанесении на поверхность металлического изделия тонкой пленки из такого же материала с использованием электролита. В процессе обработки детали молекулы покрывающего металла переносятся токопроводящим раствором и проникают в верхний слой изделия. В итоге происходит внедрение одного металла в поверхностное пространство другого.
Как результат, такой гальванический метод позволяет металлоизделиям приобретать дополнительную твердость, устойчивость к коррозии и износостойкость. У металла с гальваническим покрытием значительно повышается декоративность.
Для проведения гальванического процесса необходима ванна, которая является основой всего оборудования. В нее заливается токопроводящий раствор, в который помещаются 2 анода.
Для гальванизации металлов существуют линии оборудования. Устанавливаются они в отдельных цехах. Поскольку работа связана с химическими реактивами, в помещении монтируется вентиляция.
Несмотря на сложность гальванического процесса, он достаточно хорошо изучен. Поэтому его можно проводить и в домашних условиях. При этом следует помнить основное правило: общая площадь анодов должна превышать этот же параметр обрабатываемой детали.

Для чего гальванизируют металл
Во время гальванической обработки металла преследуются определенные цели. Все зависит от условий, в которых будет работать данное изделие, и требований, которые к нему будут применяться.
Цели гальванизации металла бывают следующие:
- Придание поверхностному слою защитных функций. Как вариант – никелирование.
- В целях улучшения декоративности предметов. Например, хромирование.
- Для получения копий деталей, отличающихся сложностью рельефа поверхности.
- Нашло широкое применение гальваническое цинкование продукции. Проводится оно с трубопрокатными, кровельными и строительными конструкциями. Это придает им устойчивость в условиях повышенной влажности.
- В ювелирном деле. Поверхностный слой украшений насыщается золотом и серебром. При этом не только улучшаются декоративные качества продукции, но и верхний слой золотых изделий увеличивает свою твердость в 2 раза.
Процесс гальванизации металлов отличается характерной особенностью. На поверхности изделий формируется пленка. Вне зависимости от сложности конфигурации ее толщина везде будет одинаковая. Это особенно важно, когда на первый план выходит внешний вид продукции.
Методы гальваники
Процесс образования защитной пленки другим металлом осуществляется двумя методами:
- Гальваническое катодное напыление. Такая технология покрытия металла отличается тем, что при небольшом ее нарушении происходит быстрая коррозия основного изделия. Этому процессу способствует сам поверхностный слой. В качестве примера можно привести лужение оловом.
- Гальваническое анодное нанесение. Относится к надежным гальваническим покрытиям. При возникновении угрозы коррозии в первую очередь начинаются разрушения в поверхностном слое. Основной металл длительное время сохраняет первоначальную форму. При этом он надежно защищен не только от внешней среды, но и от механических воздействий.
Процесс гальванического покрытия металла
Гальваническая обработка металла состоит из 3 этапов:
- Подготовка. Это наиболее трудоемкий процесс. В случае наличия на поверхности металла жира, заусенцев или пыли качество гальванизирования будет низким. Изделия должны быть обработаны вручную или на пескоструйной машине. При наличии остатков жира их следует обработать химическим раствором.
- Сам процесс гальванической обработки металла. Электролит заливается в ванну, в него помещаются 2 анода и покрываемая деталь. Проводится нагрев электролита с помощью специального устройства до температуры, указанной в технологии. Затем включается ток, который контролируется регулятором напряжения. Катодом является сама деталь. Положительно заряженные ионы движутся через электролит и оседают на отрицательно заряженном изделии, образуя поверхностный слой. Длительность второго этапа продолжается до тех пор, пока поверхностный слой металла не достигнет требуемой величины.
- После гальванической процедуры детали нуждаются в дополнительной обработке. Заключается она в осветлении, пассивировании или промасливании поверхности. Для этого изделия погружаются в специальный раствор с реактивами. В результате идет образование поверхностной пленки толщиной 1 мм.
При проведении процесса гальванической операции существует понятие совместимости материалов. Все металлы в соединениях корродируют. В некоторых случаях это процесс идет замедленно. Но существуют пары, которые нельзя соединять вместе.
О совместимости гальванических пар таблица дает наглядное представление.