

Методы определения шероховатости поверхности
Шероховатость поверхности
Шероховатостью поверхности называется совокупность микронеровностей, образующих рельеф поверхности и рассматриваемых в пределах участка, длина которого равна базовой длине.
Параметры шероховатости
В большинстве случаев шероховатость поверхности определяется одним из параметров Ra или Rz.
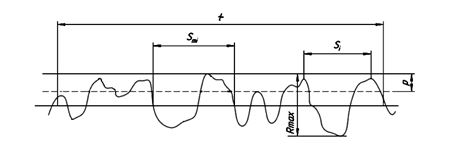
Высота неровностей профиля по десяти точкам Rz — является суммой средних абсолютных значений высот точек пяти наибольших выступов профиля и глубин пяти наибольших впадин в пределах базовой длины, измеренных от произвольной линии АВ

Среднее арифметическое отклонение профиля Ra – это среднее арифметическое абсолютных значений отклонений профиля yi от средней линии m в пределах базовой длины

Рисунок 1.

Механизм возникновения шероховатости
Все причины возникновения шероховатости можно разбить на 3 группы:
- Расположение режущих кромок инструмента, относительно обрабатываемой поверхности;
- Упругая и пластическая деформация обрабатываемого металла;
- Вибрации в технологической станочной системе.

Образование неровностей на обработанной поверхности можно представить как след от движения режущих кромок инструмента. Назовём такой профиль регулярным (рис.2).
На образование регулярного профиля влияет геометрия резца, в частности – углы в плане, а так же величина подачи S. Их влияние описывается формулой

В реальном процессе резания впереди резца и под обработанной поверхностью образуется зона пластической деформации, которая вносит некоторую погрешность в регулярный профиль. Пластически деформированный металл в отдельных местах как бы наволакивается на микронеровности, а в где-то вырываются отдельные куски металла. Потому реальное значение Rz может быть записано как:

где  — приращение высоты микронеровностей, вызванное пластической деформацией металла. Следовательно, чем меньше пластическая деформация, тем меньше высота микронеровностей. Величина пластической деформации зависит, в большей степени, от твёрдости обрабатываемого материала и, в меньшей — от глубины резания — t.
— приращение высоты микронеровностей, вызванное пластической деформацией металла. Следовательно, чем меньше пластическая деформация, тем меньше высота микронеровностей. Величина пластической деформации зависит, в большей степени, от твёрдости обрабатываемого материала и, в меньшей — от глубины резания — t.
Методы и средства оценки шероховатости поверхности
Шероховатость поверхности оценивают двумя основными методами:
качественным и количественным.
Качественный метод оценки основан на визуальном сопоставлении обработанной поверхности с эталоном невооруженным глазом или под микроскопом, а также по ощущениям при ощупывании рукой (пальцем, ладонью, ногтем). Визуальным способом можно достаточно точно определять шероховатость поверхности, за исключением весьма тонко обработанных поверхностей. Эталоны, применяемые для оценки шероховатости поверхности визуальным способом, должны быть изготовлены из тех же материалов, с такой же формой поверхности и тем же методом, что и деталь. Качественную оценку весьма тонко обработанных поверхностей следует производить с помощью микроскопа или лупы с пятикратным и большим увеличением.
Количественный метод оценки заключается в измерении микронеровностей поверхности с помощью приборов: профилографов и профилометров.
Профилографы
Профилографы — это приборы, позволяющие получатть изображение микронеровностей профиля в увеличенном масшттабе на каком-либо носителе (фотоплёнке, фотобумаге).
Профилометры — минуя этап получения изображения, производят необходимые измерения профиля микронеровностей.
Рисунок 3.

Схема профилографа Б. М. Левина приведена на рис. 3. Луч света от лампы 1, проходя через линзу 2, щель 3 и оптическую систему 5, падает на зеркала 8 и 7. Зеркало 8 связано с ощупывающей иглой 9. Луч света, отраженный от зеркала 7 и затем от зеркала 8, проходит оптическую систему 6 и, попадая на зеркала 4 и далее на цилиндрическую линзу 14, проецирует изображение щели 3 на светочувствительную пленку 13,расположенную на барабане 12. Изображение щели проецируется в виде световой точки. Деталь 10, на поверхности которой измеряют шероховатость, располагается на верхнем диске предметного стола 11. При вращении синхронного двигателя стол вместе с деталью движется поступательно относительно иглы 9, а барабан 12 вращается. Таким образом, на светочувствительной фотоплёнке получается изображение пути светового луча, повторяющего профиль обработанной поверхности испытуемой детали.
Рисунок 4.

Принцип действия профилометра конструкции В. М. Киселева заключается в возбуждении колебаний напряжения в результате движений ощупывающей иглы. На рис. 4 приведена схема этого профилометра (модель КВ-7). Игла 1 с алмазным наконечником, радиус закругления которого 12 мкм, подвешена на пружинах 2. Нижний конец ее ощупывает неровности поверхности детали, а верхний связан с индукционной катушкой 3, которая перемещается в магнитном поле полюсов 4 и 6 магнита 5. Возбуждаемый этим перемещением ток подают на усилитель и затем на гальванометр. Перемещение иглы по поверхности осуществляют с помощью электропривода со скоростью 10. 20 мм/с. Давление иглы на поверхность проверяемой детали составляет 5. 25 кПа. При подключении к профилометру осциллографа можно получить профилограмму исследуемой поверхности.
Рисунок 5.

Для измерения шероховатости предназначен также двойной микроскоп В. П. Линника (рис. 5). Прибор состоит из двух частей: микроскопа А для освещения исследуемой поверхности, микроскопа Б для наблюдения и измерения профиля поверхности. Оси обеих частей микроскопа, наклоненные под углом 45° к исследуемой поверхности, пересекаются между собой в предметной точке объективов.
В плоскости изображения объектива 3 микроскопа А перпендикулярно плоскости оси микроскопа расположена щель 2, освещаемая источником света 1. Объектив 3 дает уменьшенное изображение а щели 2 на проверяемой плоскости Р в виде узкой светящейся линии. При отсутствии на участке поверхности Р микронеровностей объектив 4 микроскопа Б в плоскости сетки окуляра 5 даст изображение а 2 той же узкой светящейся линии, а также изображение близлежащего участка исследуемой поверхности.
При том же расположении микроскопов А и Б при наличии микронеровностей h часть пучка света, отраженная от участка поверхности P 1 при наблюдении будет казаться выходящей из точки a 1 или из точки а 1 поверхности Р 1, расположенной на расстоянии 2h ниже поверхности Р. Тогда изображение точки из на сетке окуляра 5 будет на расстоянии h от оси микроскопа Б, равном h = 2xh sin 45°, где х — увеличение объектива 4.
Для измерений высоты неровностей в микроскопе Б установлен окулярный микрометр. Двойной микроскоп В. П. Линника позволяет также фотографировать исследуемую поверхность с высотой неровностей 0,9. 60 мкм.
Способы и методы измерения шероховатости поверхности.
Любая, обработанная даже тщательнейшим образом поверхность детали, не может быть полностью идеально ровной. Значение гладкости и ровности поверхности детали в любом случае будет отличаться от заданного чертежом значения, т.е. от номинального значения. При этом, отклонение может быть либо макрогеометрическим, либо микрогеометрическим. Макро геометрические отклонения могут быть охарактеризованы волнистостью детали и несоответствием форме. Микрогеометрические отклонения, в свою очередь, определяются не чем иным, кроме шероховатости поверхности.
Шерховатость — это совокупность микронеровностей появляющихся на поверхностях готовых изделий или деталей. При этом, шаг неровности, принимаемый в качестве шероховатости, должен быть очень мал, относительно базовой длины всей поверхности.
Вообще, принято выделять три вида шероховатости объекта:
— Исходная шероховатость — возникающая в результате технологической обработки изделия различными абразивами.
— Эксплуатационная шероховатость — это приобретаемая в процессе эксплуатации шероховатость в результате износа и рабочего трения.
— Равновесная шероховатость — это вид эксплуатационной шероховатости, который можно воспроизвести в стационарных условиях трения.
Параметры шероховатости определены в ГОСТ 2789-73 «Шероховатость поверхности. Параметры, характеристики и обозначения». Согласно этому документу, выделяют такие показатели шероховатости, как:
- Ra — это среднее арифметическое значение отклонения профиля.
- Rz — это высота неровностей профиля, снятая в 10 точках.
- S — это средний шаг местных выступов профиля;
- Sm — это среднее арифметическое значение шага неровности;
- Rmax — это максимальная высота профиля;
- tp — это относительная длина профиля (опорная), р — это уровень сечения профиля.
При задании шероховатости, как правило, используется параметр ср. арифм-го. отклонения профиля (Ra).
Стоит отметить, что именно шероховатость, оказывает наиболее сильное влияние на эксплуатационные характеристики двигателей машин, а также деталей и узлов различного оборудования. Возможно, именно поэтому, точное определение значения шероховатости — одна из самых важных задач метрологии.
Оценка шероховатости может производиться двумя способами:
Наиболее точным, на момент написания статьи, является поэлементный способ, который может быть осуществлен различными методами определения шероховатости:
1) Щуповой метод измерения шероховатости поверхности — это контактный метод, измерения при котором производятся при помощи профилометра. Профилометр представляет собой чувствительный датчик, оборудованный тонкой, остро заточенной алмазной иглой, с так называемой, ощупывающей головкой.
Алмазная игла прижимается и перемещается параллельно исследуемой поверхности. В местах возникновения микронеровностей (выступов и впадин), возникают механические колебания измерительной головки иглы. Эти колебания передаются в датчик, преобразующий механическую энергию колебания в электрический сигнал, который усиливается преобразователем и измеряется. Записанные параметры этого сигнала в точности повторяют неровности на шероховатой поверхности детали.
Профилометры, по признаку типа преобразователя сигналов, разделяют на пьезоэлектрические, электронные, индукционные и индуктивные. Наиболее распространены приборы, использующие индуктивные преобразователи.
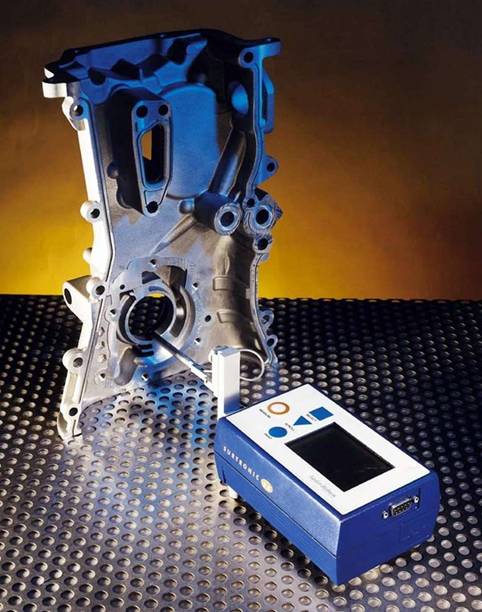
В качестве примера профилометра можно привести приборы моделей «СЕЙТРОНИК-ПШ8» (модели СЕЙТРОНИК-ПШ8-1, СЕЙТРОНИК-ПШ8-2, СЕЙТРОНИК-ПШ8-3 и СЕЙТРОНИК-ПШ8-4) а также старый-добрый «профилометр модели 130».
Помимо профилометров существуют также профилографы, которые позволяют не просто измерить, но и записать параметры шероховатого профиля в заранее выбранном масштабе.
Исследование поверхностней щуповым методом производится в несколько этапов: так, сначала профиль исследуемого объекта «ощупывается» несколько раз, а только затем, на основании серии измерений вычисляется усредненное значение параметра, характеризующегося как количественное выражение неровности относительно длины участка.

Профилограф — профилометр СЕЙТРОНИК-ПШ8-1
2) Оптический метод — это бесконтактный метод измерения шероховатости, который состоит из целой группы методов. Самые распространенные из них — это:
— метод светового свечения и теневой метод,
Итак, растровый метод предполагает следующую последовательность действий: на исследуемую поверхность кладется стеклянная пластинка, с нанесенной на неё растровой сеткой (т.е. системой равноудаленных параллельных линий), с маленьким шагом. Затем, на пластинку подаются световые лучи под наклоном. При падении световых лучей под наклоном в местах микроскопических неровностей, штрихи отраженной растровой сетки накладываются на штрихи реально нарисованной сетки, в результате чего возникают муаровые полосы, которые и свидетельствуют о наличии выступов или впадин на поверхности изучаемого объекта. При помощи растрового микроскопа и определяют параметры неровности. Точную методику определения параметров можно посмотреть в соответствующем ГОСТе. Отметим, что растровый метод применим для обследования поверхностей, следы неровностей на которых имеют преимущественно одинаковое направление (например, царапины в цилиндрах двигателей внутреннего сгорания).
Метод светового и теневого свечения — это наиболее часто применяемые методы измерения параметров неровностей. Метод светового свечения сводится к тому, что: световой поток от источника света, проходя сквозь узкую щель, превращается в тонкий, узкий пучок. Затем, при помощи объектива, он направляется на исследуемую поверхность под определенным углом. Отражаясь, луч опять проходит через объектив и формирует изображение щели в окуляре. При этом, абсолютно ровная поверхность будет иметь идеально прямой световой пучок (линия), а шероховатая поверхность — искривленный.
Теневой метод — это усовершенствованный и продолженный метод светового свечения. Состоит он в том, что: недалеко от изучаемой поверхности приспосабливается линейка со скошенным ребром. Пучок света преодолевает тоже самое расстояние, однако, будто ножом, срезается ребром линейки. При этом, на измеряемой поверхности можно наблюдать тень, верхняя часть которой в точности повторяет изучаемый профиль. При помощи микроскопа, такое изображение рассматривают, анализируют и делают выводы о параметрах и характере шероховатости.
Микроинтерференционный метод — реализуется при помощи специального измерительного прибора, который состоит из измерительного микроскопа и интерферометра. Используя интерферометр, получают интерференционную картину поверхности исследуемого объекта с искривлениями полос в местах неровностей. Параметры шероховатости измеряют, затем, при помощи микроскопа.
Также, следует выделить отдельно метод слепков, который применяется для оценки шероховатости различных труднодоступных поверхностей, а также поверхностей, обладающих сложным строением. Метод слепков, представляет собой снятие негативных копий поверхности при помощи воска, парафина или гипса, а также последующее их изучение щуповым или оптическим методом. Таким образом, метод слепков — это не самостоятельный метод, а лишь метод связанный с подготовкой к измерению. Он применим только совместно с одним из способов измерения шероховатости.
Методы измерения шероховатости поверхности деталей.
Средства измерения шероховатости поверхности разделаются на количественные и качественные.
К количественным относятся: профилометр; профилограф; двойной микроскоп; интерференционный микроскоп, эти приборы определяют неровности в сечении; пневматический прибор — для оценки микронеровностей участка поверхности интегральным методом.
К качественным относятся: образцы чистоты поверхности; сравнительный микроскоп.
Профилометры служат для цехового контроля шероховатости поверхности 5-12 классов частоты по ГОСТу 2789-59.
Определяемый показатель шероховатости — среднее арифметическое отклонение неровностей поверхности от средней линии. Наи большее применение нашли контактные электродинамические профилометры КВ-4, КВ-7 (В. М. Киселева) и ПЧ-3 (В. С. Чамана).
Профилометры КВ-4 и КВ-7 имеют электродинамический датчик (рис.1), состоящий из подвижной катушки 4, находящейся в магнитном поле магнита 3, катушка жестко скреплена с иглой 2, перемещающейся по контролируемой поверхности 1.

Рисунок 2.1– Схема профилометров с электродинамическим датчиком (КВ-4, КВ-7).
Колебания иглы возбуждают в обмотке катушки 4 электродвижущую силу (э.д.с.), пропорциональную скорости колебания иглы. Так как э.д.с. очень мала, в приборе имеется усилитель 5. Усиленное напряжение интегрируется во времени специальным звеном. После интегрирования напряжение на выходе усилителя, пропорциональное мгновенному значению положения иглы (высота иглы на профиле), измеряется прибором 6, показывающим среднее арифметическое значение напряжения, а, следовательно, микронеровностей профиля.
Профилометр укомплектован двумя датчиками — типов Б и М и служит для измерения шероховатости плоских и наружных цилиндрических поверхностей, датчик типа М — для измерения шероховатости поверхности отверстий диаметром d=5 мм.
Привод служит для механизированного перемещения датчика с равномерной скоростью (обычно 5-6 мм/с).
Погрешности метода измерения, включая систематические ошибки ощупывания поверхности иглой, лежит в пределаых ±15% для любого из классов чистоты. Собственная погрешность прибора не превышает ±5% .
Профилографы предназначаются для лабораторного исследования шероховатости поверхностей. Они дают увеличенную профилограмму микропрофиля поверхности. Из профилограммы определяют высоту неровностей.
Интерференционный микроскоп В. П. Линника предназначен для лабораторного контроля тонкообработанных поверхностей.
Предел измерения — 10-14-й классы частоты
Метод измерения — Абсолютный
Производительность контроля — 15-20 деталей в смену
Габаритные размеры микроскопа — 370x270x280 мм
Метод измерения основан на использовании явления интерференции /13/.
Пневматический прибор предназначается для контроля шероховатостей поверхностей 4-9-го классов.
Настройка производится по отечественным технологическим образцам чистоты поверхности или по образцовым деталям.
Метод измерения основан на определении расхода воздуха, изменяющегося в зависимости от размеров впадин микронеровностей под торцом сопла измерительной головки (рис.2). Прибор (рис.3) состоит из набора пневматических измерительных головок 1 и поплавкового микрометра 2. В набор пневматических головок входит две головки для измерения шероховатости плоских поверхностей (одна головка для 4-6 классов, вторая — для 3-9 классов), и две головки для проверки цилиндрических поверхностей диаметром 25-90 мм (для 4-6-го и 6-9-го классов). Поплавковый микрометр, определяющий суммарный расход воздуха через впадины микронеровностей, дает показания, зависящие от формы и размеров профиля микронеровностей.

Рисунок 2.2– Схема пневматического принципа измерения.

Рисунок 2.3– Схема пневматического прибора.
Шероховатость поверхности определяется по положению поплавка в конической стеклянной трубке конусностью 1:1000. Калибровка шкалы микрометра производится по технологическим образцам, шероховатость поверхности которых определена приборами для абсолютных измерений (профилометры, двойные микроскопы).
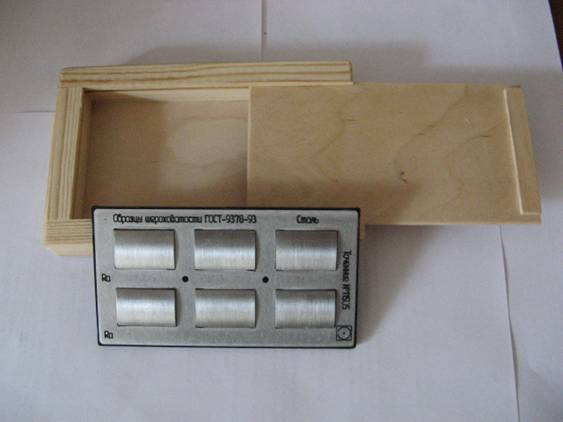
Образцы чистоты поверхности.
Определение шероховатости поверхностей деталей методом сравнения с образцами широко применяется в цехах, а также при назначении классов чистоты поверхностей вновь проектируемых деталей. Такие образцы служат также для настройки приборов, работа которых основана на использовании сравнительных методов оценки шероховатости поверхностей (пневматические приборы).
Визуальный контроль шероховатости поверхностей деталей сравнением с образцами даёт надежные результаты для поверхностей до 6 -го класса включительно. При контроле поверхностей 7 – 10 -го классов не исключается возможность отнесения поверхности детали к соседнему классу чистоты.
График погрешности контроля сравнением с образцами приведен на рис. 2.4.
Сравнительный микроскоп повышает точность их определения шероховатости поверхностей деталей сравнением с образцами.
Оптическая система микроскопа ЛИТМО (рис.2.5) позволяет наблюдать одновременно увеличенное изображение поверхностей образца и контролируемой детали.
Лучи от источника света 1 попадают через конденсор 2 на разделяющую призму 3. Часть лучей, пройдя эту призму, попадают через объектив 4 на поверхность образца 5 и отразившись, возвращается к призме. Отразившись от плоскости стыка призмы, лучи дают изображение в окуляре 7, занимая половину поля зрения.

Рисунок 2.4– График погрешности контроля сравнением с образцами.

Рисунок 2.5– Схема сравнительного микроскопа.
Вторая часть лучей, отразившись от плоскости стыка призмы, идет через объектив 4 на контролируемую поверхность детали 6. После отражения лучи проходят призму и дают изображение этой поверхности второй половине поля зрения окуляра 7. Сравнивая изображения обеих поверхностей, определяют К.П.Д. чистоты поверхности детали
Принцип работы микроскопа МИС-11 и определение шероховатостей поверхности образцов.
Двойной микроскоп МИС-11 В.П. Линника предназначается для лабораторного контроля шероховатости поверхностей 3-12-го классов. Определяемый показатель шероховатости поверхности — . Метод измерения основан на принципе светового сечения.
На контролируемую поверхность детали 1 (рисунок 6) проектируется под углом (обычно 45°) через осветительный тубус световая щель 2, рассматриваемая под углом через наблюдательный тубус 3. Так как на контролируемой поверхности имеются микронеровности, то линия пересечения световой проекции щели и поверхности — кривая, контролирующая неровности в данном сечении.
В окуляре наблюдается искаженный контур поверхности. Высоты микронеровностей измеряются с помощью окулярного микрометра и определяются по формуле:
A – разность отсчетов по барабану окуляра микрометра;-ч;
E – цена деления барабана окуляра-микрометра.

Рисунок 2.6– Схема двойного микроскопа.
Значение Rz определяется по нескольким отсчетам. Вследствие высокой погрешности и неоднородности контролируемой поверхности нужно производить несколько измерений на различных участках. Рекомендуется брать:
Поверхность классов: 3-4-й; 5-6-й; 8-9-й.
Число участков: 1; 2-3; 3-5.
Погрешность оценки резко уменьшается, если сфотографировать микронеровности и определить Rz по фотоснимку.

Рисунок 2.1– Характеристики оптической системы двойного микроскопа МИС-11
Результаты измерения показания шероховатости поверхности необходимо занести табл. 1.
Выполнить лабораторную работу, заполнить Таб.1.
Определение класса шероховатости по величине Rz производится с учетом табл. 2.
Выполнить лабораторную работу, заполнить Таблица 2.Параметр шероховатости и классы.
Вид отчетности
— цель, задачи и краткое содержание работы.
— описать принцип работы микроскопа МИС-11.
— привести результаты измерения шероховатости поверхности по табл.1 и определить класс шероховатости согласно табл.2.
— краткие выводы по результатам исследований.
— выполнить лабораторную работу, заполнить Бланк отчета.Таб.1.
188.64.169.166 © studopedia.ru Не является автором материалов, которые размещены. Но предоставляет возможность бесплатного использования. Есть нарушение авторского права? Напишите нам | Обратная связь.
Отключите adBlock!
и обновите страницу (F5)
очень нужно
Контроль шероховатости поверхности
При рассмотрении качеств поверхности следует уделить внимание шероховатости. Этот параметр измеряется на момент производства различной продукции различными методами, предусматривающие применение специальных инструментов контроля. Контроль шероховатости поверхности – часть технологического процесса, предусматривающий применение различных методов оценки параметра шероховатости.
Применяемые методы контроля
Шероховатость поверхности может оцениваться самыми различными методами. Контроль может проводится на различных этапах, в некоторых случаях он визуальный, в других предусматривает применение специальных инструментов. Наиболее распространенными методами контроля шероховатости поверхности можно назвать:
- Компараторы.
- Электронные приборы.
- Микроскопы.
- Метод реплик согласно стандартам ISO.
- Профилометр.
Шероховатость поверхности контролируют в процессе обработки материала или после выпуска продукции при определении его качества. Наиболее доступный метод оценки визуальный, но он не позволяет определить шероховатость поверхности с высокой точность. Визуальный метод не является разновидностью контроля, а только позволяет определить наличие или отсутствие дефектов. Наиболее доступный метод контроля шероховатости поверхности заключается в применении компараторов ISO, технические показатели которого соответствуют установленному стандарту ИСО 8503-1. Для контроля могут использоваться два типа рассматриваемого измерительного инструмента, которые применимы на различных производствах.
Параметры шероховатости
Для того чтобы проводить измерения шероховатости поверхности следует учитывать то, какой параметр при этом учитывается. Проводимый контроль предусматривает проверку совокупности неровностей, которые образуют рельеф на определенном участке.
Рассматривая поверхность определяется шероховатость, которая обозначается Rz или Ra. Шероховатость Rz – показатель 5-ти наиболее возвышенных точек, с которых берутся усредненные значения. Контроль проводят в пределе линии АВ. Шероховатость Ra представляет собой средний показатель арифметических абсолютных значение, которые касаются отклонения профиля поверхности от средней линии в пределах измеряемой базы.

Поверхность оценить визуально для определения всех вышеприведенных показателей практически не возможно. Визуальный способ неприменим в промышленности или в другой производственной деятельности, следует рассматривать особенности инструментального метода определения шероховатости, так как он позволяет определить нужные показатели с высокой точностью.
Методы и средства оценки показателя
Поверхность может иметь самые различные показатели, шероховатость один из наиболее сложных в измерении. Оценивать поверхность, а точнее, рассматриваемый показатель можно двумя наиболее распространенными методами, которые получили название качественный и количественный.
Особенностями качественного метода определения рассматриваемого показателя можно назвать нижеприведенные моменты:
- Визуальный осмотр проводится при наличии эталона. Подобный способ применяется на протяжении многих лет, но сегодня из-за невысокой эффективности встречается крайне редко.
- Поверхность может проверяться при использовании микроскоп или просто визуально. Специалист с высокой вероятностью может на ощупь определить то, к какому классу можно отнести поверхность.
Применение метода визуального осмотра возможно только в случае, есть тонкость обработки поверхности невысока. Контроль рассматриваемым методом определяет использование эталонов, которые должны иметь соответствующую шероховатость. Контролировать показатель можно только в том случае, если эталон изготовлен из того же материала, что и контролируемой детали. При недостаточной эффективности метода контроля при визуальном осмотре используются специальные микроскопы. Но зачастую визуального контроля недостаточно
Контролировать шероховатость можно и количественным методом. Он основан измерение параметра при помощи профилометра и профилографа. Контролировать параметры в данном случае приходится при контакте инструмента с поверхностью.
Профилографы – контактный инструмент, при помощи которого проводится измерение рассматриваемого показателя. Данная методика основана на измерении показателя путем получения изображения микронеровностей профиля. После получения изображения при измерении проводятся определенные расчеты.
Оценка этим прибором проводится следующим образом:
- Он контактный, поверхность ощупывается при помощи алмазной иглы.
- Этот прибор может относиться к оптико-механической группе оборудования. Подобные методики позволяют получить фотографию: деталь ощупывается и изображение наносится на ленту в увеличенном виде. При контактной методике проверка позволяет определить от 4-го до 11-го класс. Проверить подобным способом можно металл и другие материалы.

Профилометры: виды и применение
Профилометры – методика, предусматривающая использование инструмента, который не предусматривает получение изображений. Контактный метод позволяет провести точные расчеты для получения нужного результата. Этот инструмент может относиться к контактной группе, имеет следующие особенности:
- Относится оборудование к рассматриваемой группе по причине проверки путем ощупывания поверхности иглой.
- Оценка проводится за счет перемещения иглы вдоль своей оси. При этом оценивается частота и амплитуда колебания. Их определение позволяет определить класс шероховатости.
- Прибор относится к электрическим системам, имеет специальные датчики и процессор для обработки полученной информации. В данном случае для определения Ra или Rz не нужно проводить сложные расчеты. Способ подходит для случая, когда высота микронеровностей находится в пределе от 0,03 до 12 мкм. Можно проверять этим устройство металлы и другие материалы. Определять рассматриваемый показатель данным способом решил В.М. Киселев, который разработал это средство.
Есть довольно много методов определения степени шероховатости. Некоторые средства и методы уже практически не применяются по причине появления более современных инструментов, которые позволяют повысить точность изменения и снизить вероятность ошибки. Некоторое оборудование относится к контактному типу, другие к оптическому и смешанному типу. Выбор зависит от того, насколько высока должна быть точность проведенных измерений.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Шероховатость поверхности. Виды, методы и параметры.
Поверхности деталей, которые обработаны самым тщательным образом, не может быть идеально ровной: от номинальной – заданной чертежом – она будет отличаться. Есть два вида возможных отклонений: макро- и микрогеометрические, и при том, что первые характеризуют волнистость детали и степень её несоответствия форме, то вторые определяют не что иное, как шероховатость поверхности.
Понятию «шероховатость» можно дать следующее определение: она представляет собой совокупность микронеровностей на поверхности детали или изделия. Ещё одно немаловажное уточнение – шаг неровности относительно базовой длины очень и очень мал.
Виды и параметры шероховатости:
Выделяют несколько видов шероховатости.
- Исходная шероховатость – следствие технологической обработки изделия абразивными материалами.
- Эксплуатационная шероховатость – шероховатость, которую приобрела поверхность вследствие изнашивания и трения.
- Равновесная шероховатость – эксплуатационная шероховатость, которая воспроизводится при стационарных условиях трения.
Согласно ГОСТ 2789-73 номенклатура параметров шероховатости выглядит следующим образом.
- Ra – среднее арифметическое значение отклонения профиля;
- Rz – высота неровностей профиля, снятая в 10 точках;
- S – средний шаг местных выступов профиля;
- Sm – среднее арифметическое значение шага неровности;
- Rmax – максимальная высота профиля;
- tp – относительная длина профиля (опорная), р – уровень сечения профиля.
Предпочтительным при задании шероховатости является параметр Ra.
Шероховатость во многом определяет эксплуатационные характеристики деталей и узлов, поэтому её точное измерение является одной из важных задач метрологии. Оценка может проводиться поэлементно (сравнение отдельных параметров) либо комплексно – путём сравнения исследуемой поверхности с эталоном.
В современных технологических исследованиях предпочтительным является первый способ.
Щуповой метод измерения шероховатости поверхности относится к контактным методам и реализуется с помощью профилометра. Прибор представляет собой датчик, оснащённый тонкой остро заточенной алмазной иглой с ощупывающей головкой.
Игла перемещается по нормали к исследуемой поверхности. Естественно, в местах микронеровностей (впадин и выступов) возникают механические колебания относительно головки. Эти колебания передаются на датчик, который преобразует механическую энергию в электрическую. Сигнал, генерируемый преобразователем, усиливается и измеряется: его параметры точно характеризуют неровности поверхности детали или изделия.
В зависимости от типа преобразователя полезных сигналов профилометры подразделяются на индуктивные, электронные, индукционные и пьезоэлектрические, причём наибольшее распространение получили устройства первого вида. Кроме этого, существует ещё одна разновидность приборов – профилографы, позволяющие не только измерить, но и записать параметры профиля в заранее подобранном горизонтальном и вертикальном масштабах.
Исследование неровности проводится в несколько этапов: профиль «ощупывается» определённое количество раз, и лишь на основе серии измерений вычисляется окончательное – усредненное – значение параметра: количественная характеристика неровности относительно длины участка.
Группа оптических – бесконтактных – способов измерения шероховатости поверхности достаточно обширна. Самыми распространёнными входящими в неё методами являются следующие:
- светового и теневого свечения;
- микроинтерференционный;
- растровый.
Суть данного метода достаточно проста: на исследуемую поверхность накладывается изготовленная из стекла пластинка, на которую нанесена растровая сетка (система равноудалённых параллельных линий) с достаточно малым шагом.
При наклонном падении световых лучей в местах микронеровностей штрихи отраженной сетки накладываются на штрихи реальной – возникают муаровые полосы, свидетельствующие о наличии впадин и выступов на изучаемой поверхности. Точное измерение параметров неровности осуществляется по изложенной в ГОСТ методике с помощью растрового микроскопа.
Стоит отметить, что данный метод используется при исследовании лишь тех поверхностей, следы обработки на которых имеют преимущественное направление.
Методы светового и теневого свечения
Метод светового свечения при измерении параметров неровности применяется наиболее часто и заключается в следующем. Исходящий от источника света световой поток преобразуется в тонкий пучок, проходя через узкую щель. Далее он с помощью объектива под определённым углом направляется на исследуемую поверхность. Отраженный луч снова проходит через объектив и формирует изображение щели в окуляре. Абсолютно ровная поверхность соответствует идеально прямой светящейся линии, шероховатая поверхность – искривлённой.
Теневой метод является «продолжением» светового: на небольшом расстоянии от изучаемой поверхности устанавливается линейка, ребро которой скошено. Пучок света проходит тот же путь, однако, словно ножом срезается ребром. На контролируемой поверхности появляется тень, верхняя часть которой точно повторяет изучаемый профиль. Рассматривая это изображение в микроскоп, делают выводы о характере и параметрах шероховатости.
Для реализации микроинтерференционного метода используют измерительный прибор, в состав которого входит интерферометр и измерительный микроскоп. С помощью первого устройства формируется интерференционная картина исследуемой поверхности с искривлениями полос в местах неровностей. Увеличивающий в разы полученную картину микроскоп позволяет измерить параметры шероховатости.
Описанный ниже метод используют для оценки шероховатостей труднодоступных поверхностей и поверхностей, имеющих сложную конфигурацию.
Метод слепков заключается в снятии негативных копий (материалом для их изготовления, как правило, служит парафин, гипс или воск) поверхности при их дальнейшем исследовании оптическими или щуповым методами. Иными словами, метод слепков не является самостоятельным методом и используется лишь в сочетании с вышеописанными способами измерения шероховатости поверхности.
Методы определения шероховатости поверхности
ИЗДЕЛИЯ ИЗ ДРЕВЕСИНЫ И ДРЕВЕСНЫХ МАТЕРИАЛОВ
Методы определения параметров шероховатости поверхности
Products from wood and wood materials. Methods for determination of roughness parameters
Дата введения 2014-01-01
Цели, основные принципы и порядок проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0-92 «Межгосударственная система стандартизации. Основные положения» и ГОСТ 1.2-2009 «Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, применения, обновления и отмены»
Сведения о стандарте
1 РАЗРАБОТАН Федеральным государственным бюджетным образовательным учреждением высшего профессионального образования «Московский государственный университет леса»
2 ВНЕСЕН Федеральным агентством по техническому регулированию и метрологии (Росстандарт)
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 25 марта 2013 г. N 55-П)
За принятие проголосовали:
Сокращенное наименование национального органа по стандартизации
Минэкономики Республики Армения
Госстандарт Республики Беларусь
Госстандарт Республики Казахстан
4 Приказом Федерального агентства по техническому регулированию и метрологии от 1 августа 2013 г. N 475-ст межгосударственный стандарт ГОСТ 15612-2013 введен в действие в качестве национального стандарта Российской Федерации с 1 января 2014 г.
Информация об изменениях к настоящему стандарту публикуется в ежегодном информационном указателе «Национальные стандарты», а текст изменений и поправок — в ежемесячном информационном указателе «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячном информационном указателе «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
1 Область применения
1 Область применения
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ 166-89 (ИСО 3599-76) Штангенциркули. Технические условия
ГОСТ 427-75 Линейки измерительные металлические. Технические условия
ГОСТ 7016-2013 Изделия из древесины и древесных материалов. Параметры шероховатости поверхности
ГОСТ 19300-86 Средства измерения шероховатости поверхности профильным методом. Профилографы-профилометры контактные. Типы и основные параметры
ГОСТ 25142-82 Шероховатость поверхности. Термины и определения
ГОСТ 28498-90 Термометры жидкостные стеклянные. Общие технические требования. Методы испытаний
Примечание — При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя «Национальные стандарты» за текущий год. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины и определения
3.1 В настоящем стандарте применены термины по ГОСТ 25142 «Шероховатость поверхности. Термины и определения» и ГОСТ 7016 «Изделия из древесины и древесных материалов. Параметры шероховатости поверхности».
4 Метод определения высотного параметра Rm(max)
Индикаторные глубиномеры, позволяющие выполнить измерения неровностей высотой до 1600 мкм, приведенные в приложении А.
4.2 Подготовка к измерениям
4.2.1 При применении индикаторного глубиномера индикатор часового типа закрепляют в колодке стопорным винтом так, чтобы измерительный наконечник выступал над опорной плоскостью колодки на величину хода, равную от 1,6 до 2,0 мм (рисунок 1).
1 — индикатор; 1.1 — шкала индикатора; 1.2 — шкала индикатора, фиксирующая полные обороты большой стрелки; 1.3 — измерительный наконечник; 2 — колодка; 3 — стопорный винт
4.2.2 В результате визуального осмотра на контролируемой поверхности выбирают не менее пяти крупных неровностей.
4.2.3 Направление измерений на контролируемой поверхности выбирают из условия получения максимального значения высоты неровности.
4.2.4 Индикаторный глубиномер должен опираться на контролируемую поверхность только собственной массой
4.3 Проведение измерений
4.3.1 Устанавливают индикаторный глубиномер на контролируемую поверхность так, чтобы измерительный наконечник индикатора касался низшей точки впадины измеряемой неровности. Поворачивая шкалу индикатора (1.1), совмещают нулевое деление шкалы индикатора со стрелкой. Фиксируется количество полных оборотов по шкале (1.2), которое принимают за начало отсчета.
4.3.2 Индикаторный глубиномер смещают на контролируемой поверхности так, чтобы измерительный наконечник плавно поднялся до высшей точки выступа измеряемой неровности. Фиксируют значение показания индикатора по шкале (1.1) и количество полных оборотов по шкале (1.2).
где — цена деления шкалы индикатора, мм;
— отсчет по шкале индикатора (1.1);
— количество полных оборотов, принятое за начало отсчета (по впадине);
— количество полных оборотов стрелки шкалы индикатора (1.1), фиксируемое по шкале (1.2) (по выступу).
* Формула и экспликация к ней соответствуют оригиналу. — Примечание изготовителя базы данных.
4.3.4 Результаты измерений записывают в журнал, приведенный в приложении Б.
4.4 Обработка результатов
где — расстояние от низшей точки впадины до высшей точки выступа -й наибольшей неровности, мкм;
5 Метод определения высотных параметров Rm, Rz, Rp, Rk, Rv, Ra и шагового параметра Sm
5.1.1 Профилометры и профилографы-профилометры по ГОСТ 19300 (приложение В).
5.1.2 Сосуд для выдерживания образцов в воде.
5.1.3 Термометр лабораторный ТЛ-5 N 2 по ГОСТ 28498.
5.2 Подготовка к измерениям
5.2.1 Отбор образцов проводят в соответствии с нормативно-технической документацией на конкретную продукцию.
5.2.2 Размеры образцов щитовых деталей должны быть не более 200х100 мм, длина образцов брусковых деталей — не более 200 мм.
Примечание — При использовании накладных приборов контролируемые детали по своему максимальному размеру не ограничены, а их минимальные размеры зависят от опорных площадок приборов.
5.2.3 Количество образцов, вырезаемых из одной детали, должно быть не менее пяти (при этом длинная сторона образца должна быть перпендикулярна направлению следов обработки).
5.2.4 В случае, когда в нормативно-технической документации на конкретные изделия установлено требование к вымачиванию перед измерением, образцы выдерживают в жидкости в течение двух часов при температуре (20±2) °C, поместив в сосуд свободно плавающими, испытуемой поверхностью вниз.
5.2.6 Расположение участков измерения на контролируемой поверхности должно быть равномерным, но не ближе 3 мм друг от друга и от края образца.
5.2.7 Направление измерения параметров шероховатости должно выбираться таким, чтобы фиксировались наибольшие неровности.
Для поверхностей, на которых не наблюдаются явно направленные следы обработки, измерения проводят в произвольном направлении.
5.3 Проведение измерений
5.3.1 Измерения проводят на образцах в сухом состоянии или подготовленных в соответствии с 4.2.4.
На выдержанных в жидкости образцах измерения проводят не позднее чем через 15 мин после изъятия их из сосуда.
5.3.2 Подлежащий контролю образец размещают на предметном столике или под накладной головкой профилометра так, чтобы направление измерения соответствовало заданному (см. 4.2.7).
5.3.3 Датчик устанавливают на контролируемой поверхности образца в соответствии с инструкцией по эксплуатации на конкретный прибор.
5.3.4 Числовое значение базовой длины выбирают по ГОСТ 7016.
5.3.5 Измерение значений параметров шероховатости поверхности осуществляют в соответствии с инструкцией по эксплуатации на конкретный прибор.
5.3.6 Значения параметров шероховатости записывают в журнал (приложение Г).
5.4 Обработка результатов
— среднее значение высотного параметра шероховатости на -м образце, мкм.
— среднее значение параметра шероховатости на -м образце, мкм.
* Формула и экспликация к ней соответствуют оригиналу. — Примечание изготовителя базы данных.
6 Метод оценки кинематической волнистости
6.1 Средства измерения
Линейка измерительная металлическая по ГОСТ 427 и штангенциркуль ШЦ-1-125-0,1 по ГОСТ 166.
6.2 Подготовка к измерениям
6.3 Проведение измерений
6.3.1 На образце выбирают не менее трех участков длиной от 100 до 150 мм каждый, перпендикулярно следам обработки.
6.4 Обработка результатов
где — суммарное количество волн на -м контролируемом участке;
— длина -го контролируемого участка (100-150 мм).
где — количество контролируемых участков.
6.4.3 , мкм, приближенно определяют по формуле
где — радиус окружности, описываемой лезвием ножа, мм.
6.4.4 Результаты измерений записывают в журнал, приведенный в приложении Д.
7 Метод контроля по образцам шероховатости
7.1 Образцы шероховатости применяют для контроля шероховатости поверхности деталей той же формы, породы древесины, обработанных тем же методом.
7.2 Контроль осуществляют путем визуального сравнения шероховатой поверхности обработанной детали с поверхностью образца шероховатости.
7.3 Для сравнения контролируемую деталь и образец шероховатости располагают так, чтобы их поверхности были равномерно освещены рассеянным светом. При комбинированном освещении общая освещенность деталей должна быть не менее 750 лк.
7.4 Детали и образцы шероховатости должны располагаться между контролером и источником света.
7.5 Сравнение шероховатости поверхностей детали и образца шероховатости осуществляют так, чтобы угол между направлением визирования и перпендикуляром к поверхности был не менее 60°.
7.6 Образцы шероховатости должны иметь шероховатость поверхности в соответствии с нормативно-технической документацией на данный вид продукции.
7.7 Образцы шероховатости должны иметь размеры поверхности 300х200 мм. Длина образцов шероховатости в виде брусков — 300 мм. Допускаемые отклонения размеров образцов не должны превышать (±3 мм).
7.8 Проверка шероховатости поверхности образцов шероховатости должна производиться в специализированных лабораториях, аттестованных для проведения подобного вида работ, а также самими предприятиями по одному или нескольким параметрам по ГОСТ 7016.
7.9 Образцы шероховатости необходимо снабжать ярлыком, на котором указывают:
— вид обработки, назначение изделия и породу древесины;
— значение параметра шероховатости с указанием отклонений;
— дату утверждения и срок действия;
— подпись лица, утверждающего образец;
— подписи руководителей технического контроля и лица, проводившего измерения.
Размеры ярлыка не должны превышать 100х70 мм.
7.10 Срок действия образцов шероховатости устанавливает руководитель технического контроля. Проверку образцов шероховатости выполняют не реже одного раза в год.
7.11 На предприятии должно быть не менее двух комплектов образцов шероховатости. Первый комплект находится непосредственно на рабочем месте. Второй комплект образцов шероховатости является контрольным при возникновении различий в оценке обработанных деталей. Контрольные образцы хранят в помещении, исключающем попадание производственной пыли, при нормальных условиях воздушной среды.