

Метчики для нарезания резьбы гост
ГОСТ 3266-81
Метчики машинные и ручные. Конструкция и размеры
Купить ГОСТ 3266-81 — бумажный документ с голограммой и синими печатями. подробнее
Распространяем нормативную документацию с 1999 года. Пробиваем чеки, платим налоги, принимаем к оплате все законные формы платежей без дополнительных процентов. Наши клиенты защищены Законом. ООО «ЦНТИ Нормоконтроль»
Наши цены ниже, чем в других местах, потому что мы работаем напрямую с поставщиками документов.
Способы доставки
- Срочная курьерская доставка (1-3 дня)
- Курьерская доставка (7 дней)
- Самовывоз из московского офиса
- Почта РФ
Распространяется на машинные и ручные метчики для нарезания метрической резьбы по ГОСТ 24705-81, трубной резьбы по ГОСТ 6357-81 и дюймовой резьбы по ОСТ НКТП 1260.
- Заменяет ГОСТ 3266-71
Издание (февраль 2003 г.) с изменением № 1
Оглавление
Приложение 1 (рекомендуемое) Профили стружечных канавок метчиков
Приложение 2 (справочное) Значения передних углов машинно-ручных метчиков в зависимости от обрабатываемых материалов
Этот ГОСТ находится в:
- Раздел Экология
- Раздел 25 МАШИНОСТРОЕНИЕ
- Раздел 25.100 Режущие инструменты
- Раздел 25.100.50 Метчики, резьбонарезные плашки
- Раздел 25.100 Режущие инструменты
- Раздел 25 МАШИНОСТРОЕНИЕ
- Раздел Электроэнергия
- Раздел 25 МАШИНОСТРОЕНИЕ
- Раздел 25.100 Режущие инструменты
- Раздел 25.100.50 Метчики, резьбонарезные плашки
- Раздел 25.100 Режущие инструменты
- Раздел 25 МАШИНОСТРОЕНИЕ
Организации:
Machine and hand taps. Design and dimensions
- ГОСТ 24705-81Основные нормы взаимозаменяемости. Резьба метрическая. Основные размеры. Заменен на ГОСТ 24705-2004.
- ГОСТ 10549-80Выход резьбы. Сбеги, недорезы, проточки и фаски
- ГОСТ 16925-93Метчики. Допуски на изготовление резьбовой части
- ГОСТ 19090-93Метчики для трубной цилиндрической резьбы. Допуски
- ГОСТ 3449-84Метчики. Технические условия
- ГОСТ 6357-81Основные нормы взаимозаменяемости. Резьба трубная цилиндрическая
- ГОСТ 7250-60Метчики для дюймовой резьбы. Допуски на резьбу
- ГОСТ 9523-84Хвостовики инструментов. Диаметры, квадраты и отверстия под квадраты. Размеры
Чтобы бесплатно скачать этот документ в формате PDF, поддержите наш сайт и нажмите кнопку:
МЕТЧИКИ МАШИННЫЕ И РУЧНЫЕ
КОНСТРУКЦИЯ И РАЗМЕРЫ
ИНК ИЗДАТЕЛЬСТВО СТАНДАРТОВ Москва
HimchohhcjV? I принято Межгосударственным советом по стандартизации, метрологии и сертификации (протокол St 6 от 21.10.94)
)а принятие изменения проголосовали:
Наименование национального органа по станлартизацин
ToccTaiuapT Республики Казахстан
М ал доваста ндарт
МЕТЧИКИ МАШИННЫЕ И РУЧНЫЕ
Конструкция и размеры
Machine and hand taps. Design and dimensions
MKC 25.100.50 OKU 39 1300
Постановлением Государственного комитета СССР по стандартам от 29 января 1981 г. № 328 срок введения установлен
1. Настоящий стандарт распространяется на машинные и ручные метчики для нарезания метрической резьбы по ГОСТ 24705-81. трубной резьбы по ГОСТ 6357-81 и дюймовой резьбы по ОСТ НКТП 1260.
Требования стандарта являются обязательными, кроме пп. 4. 8. 10—12.
(Измененная редакция, Изч. JV? 1).
2. Метчики должны изготовляться одинарными и комплектными для сквозных и глухих отверстий.
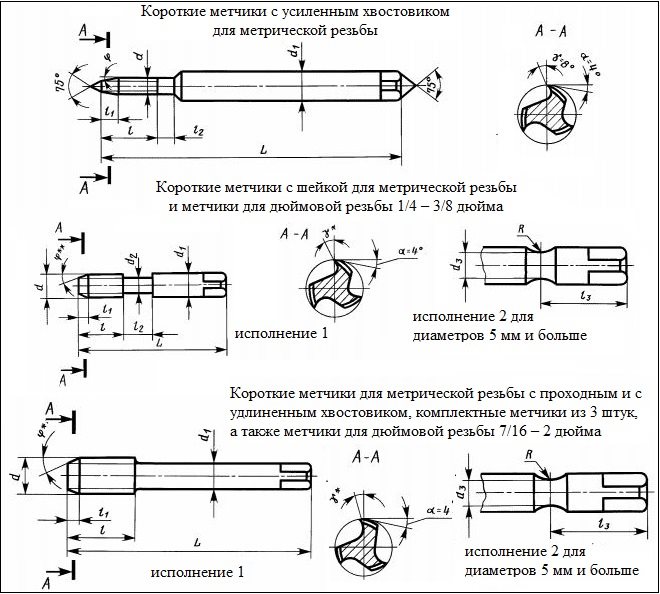
3. Конструкция и размеры метчиков должны соответствовать: коротких метчиков с усиленным хвостовиком для метрической резьбы — указанным на черт. 1 и в табл. I;
коротких метчиков с шейкой для метрической резьбы — указанным на черт. 2 и в табл. 2;
коротких метчиков с проходным хвостовиком для метрической резьбы — указанным на черт. 3 и в табл. 3;
метчиков для метрической резьбы с проходным удлиненным хвостовиком — указанным на черт. 3 и в табл. 4;
комплектных метчиков из трех штук для метрической резьбы — указанным на черт. 3 и в табл. 5;
метчиков для дюймовой резьбы 1/4” — 3/8” — указанным на черт. 2 и в табл. 6;
метчиков для дюймовой резьбы 7/16”—2” — указанным на черт. 3 и в табл. 6;
метчиков для трубной резьбы — указанным на черт. 3 и в табл. 7.
Издание официальное Перепечатка воспрещена
^ Икание (феврть 2003 г.) с И вменением № I, принятым в январе 1999 г. (НУС 4—99)
О Издательство стандартов, 1981 О И Г1К Издательство стандартов, 2003
Короткие метчики с усиленным хвостовиком для метрической резьбы
Метчики для нарезания резьбы – виды, таблица размеров, требования ГОСТ 3266-81
У многих технических устройств, а также у большинства предметов домашнего обихода есть резьбовые соединения, которые человечество начало использовать с древнейших времен. К основным инструментам, при помощи которых изготавливаются элементы таких соединений, относится метчик. Его применение позволяет быстро и без особых затруднений нарезать на внутренней поверхности отверстия точную и качественную резьбу.

Метчики для нарезки резьбы
Конструктивные особенности
Первые инструменты для нарезки внутренней резьбы отличались примитивной конструкцией и представляли собой четырехгранный стержень, на рабочем конце которого, заточенном под пологий конус, выпиливались режущие зубья. Резьба при использовании такого метчика нарезалась посредством его завинчивания во внутреннюю часть гайки или в предварительно подготовленное отверстие в обрабатываемом изделии. Естественно, такой инструмент обладал множеством недостатков, к наиболее значимым из которых следует отнести отсутствие на режущей части задней поверхности, а также отрицательное значение переднего угла. Со временем конструкция метчиков стала более продуманной, и сегодня они позволяют создавать точную и качественную внутреннюю резьбу.
В любом метчике для нарезания резьбы на внутренних поверхностях обрабатываемых изделий вне зависимости от его геометрических параметров и назначения есть следующие элементы:
- боковые канавки (их может быть от 2 до 6);
- коническая заборная часть;
- калибрующая часть, которая имеет цилиндрическую форму.
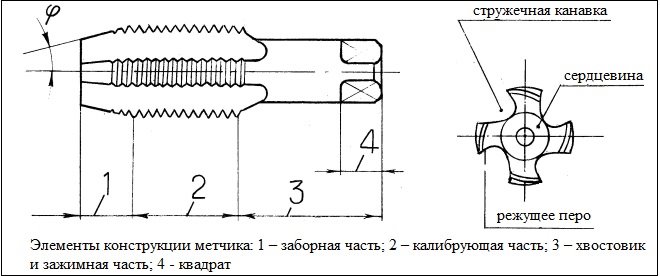
Канавки, расположенные на боковой поверхности инструмента, вдоль всей его длины, одновременно выполняют две функции: обеспечение отвода стружки из зоны обработки и облегчение подвода в такую зону смазывающе-охлаждающей жидкости (СОЖ). Форму, которую канавка метчика имеет в поперечном сечении, определяют две ее поверхности, одна из которых является передней гранью режущего зуба инструмента, а вторая – его спинкой. По типу профиля стружечные канавки бывают следующих видов:
- однорадиусные (с канавками такой формы производятся преимущественно метчики калибровочного типа);
- с прямолинейными передней и задней поверхностями (инструменты с канавками такой формы используются для нарезки резьбы внутри гаек);
- с прямолинейной передней и радиусной задней поверхностями (большинство метчиков производится со стружечными канавками именно такого типа).
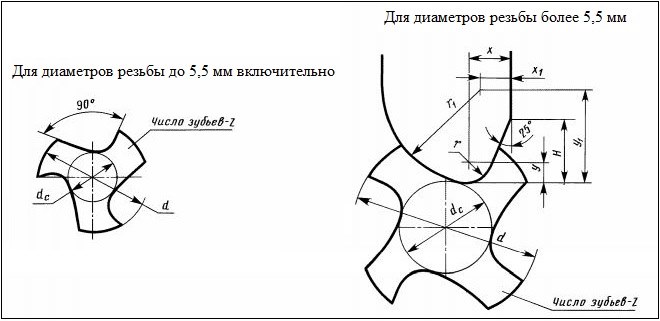
Профили стружечных канавок метчиков
Канавки могут располагаться по-разному: различают прямолинейные, а также спиральные правые или левые. С канавками прямолинейного типа изготавливаются универсальные метчики общего назначения. Со спиральными левонаправленными канавками производятся метчики, используемые для нарезания резьбы на проход. Стружка, создаваемая таким инструментом, двигается впереди него по обрабатываемому отверстию, тем самым исключается риск порчи уже нарезанной резьбы. При использовании метчиков с правым направлением закручивания канавок стружка выводится из зоны обработки к хвостовику инструмента. Правосторонние метчики по этой причине оптимально подходят для нарезки резьбы в глухих отверстиях.
Заборная часть метчика, как уже говорилось выше, имеет коническую форму, что облегчает процесс вхождения инструмента в обрабатываемое отверстие. Конкретное значение угла наклона заборной части, который может находиться в диапазоне 3–20°, выбирают в зависимости от того, для какого типа обработки будет использоваться инструмент – черновой, промежуточной или чистовой.
Конструкции метчиков по ГОСТу
Цилиндрическая калибровочная часть выполняется с обратным занижением величиной до 0,1 мм, что необходимо для того, чтобы уменьшить силы трения, возникающие в процессе нарезки резьбы. Уменьшить силу трения между рабочей частью метчика и обрабатываемой поверхностью позволяет также затыловка задней поверхности режущих зубьев, выполняемая от их вершины на 1/3 их ширины. Таким образом, создается занижение задней поверхности режущих зубьев, величина которого для инструментов диаметром 12–30 мм составляет около 0,1 мм.
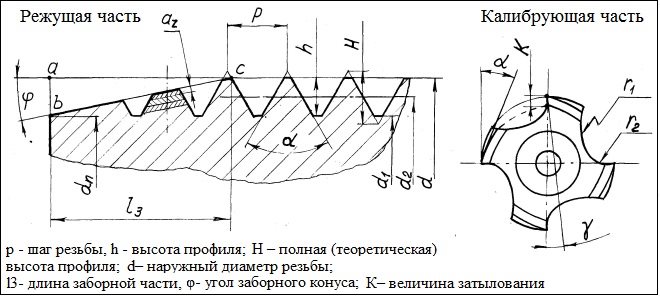
Геометрия режущей и калибрующей части метчика
Виды по назначению
Современная промышленность выпускает различные виды метчиков, которые отличаются друг от друга конструктивным исполнением и функциональными возможностями. Так, по своему назначению метчики могут относиться к одному из следующих типов.
Данные инструменты чаще всего являются ручными и используются в комплекте со специальным воротком, при помощи которого метчику сообщается вращение. Как правило, они выпускаются и используются комплектами, состоящими из двух-трех инструментов, каждый из которых снимает с обрабатываемой поверхности лишь часть припуска. Размеры метчиков, входящих в такой комплект (в частности, их рабочие диаметры), различаются. Первый из инструментов, на хвостовик которого нанесено обозначение в виде одной черточки, используется для выполнения черновой обработки, второй (с двумя черточками на хвостовике) – для промежуточной, а третий (соответственно, с тремя черточками) – для финишной обработки нарезаемой резьбы.

Метчики ручные комплектные
Это инструменты, при помощи которых резьба может нарезаться как вручную, так и на станках различного типа (токарных, сверлильных, агрегатных и др.). От слесарных такие метчики отличаются лишь несколько укороченной заборной частью и более высокой устойчивостью к механическим нагрузкам.

Метчики машинно-ручные тройные
При помощи таких инструментов, как следует из их названия, выполняют нарезание резьбы в гайках. Гайки, в которых таким метчиком уже нарезана резьба, не скручиваются с инструмента, а перемещаются на его удлиненную хвостовую часть. Хвостовики гаечных метчиков, при помощи которых резьба нарезается на сверлильных станках, имеют прямолинейную форму. Гайки с уже нарезанной резьбой, перемещенные на такой хвостовик, просто стряхиваются с него после извлечения инструмента из патрона станка. Для нарезания гаек на резьбонарезных автоматах используются метчики, хвостовки которых имеют изогнутую форму. При выполнении резьбы таким способом гайки под напором друг друга проталкиваются по изогнутому хвостовику инструмента, достигают его конечной части и падают в подготовленную тару.
Нарезание резьбы с помощью гаечного метчика
Требования к конструкции и размерам как ручных, так и машинных метчиков для нарезания метрической резьбы оговаривает ГОСТ 3266-81, который так и называется: «Метчики машинные и ручные. Конструкция и размеры».
Ознакомиться с требованиями ГОСТ к ручным и машинным метчикам можно, скачав документ в формате pdf по ссылке ниже.
Виды по конструкции
По своему конструктивному исполнению метчики также подразделяются на различные виды. Так, в зависимости от данного параметра различают инструменты:
- со стружечными канавками укороченной длины, которые также называют бесканавочными (конструкция таких метчиков специально разработана для того, чтобы нарезать резьбу в деталях из вязких низкоуглеродистых сталей, алюминиевых сплавов, а также высокопрочных легированных сталей);
- с канавками, расположенными по винтовой линии (устанавливают такие инструменты на обрабатывающие центры и используют для нарезки глухой резьбы);
- с режущими зубьями, размещенными в шахматном порядке (за счет того, что режущие зубья на калибровочной части такого инструмента срезаны через один, удается добиться уменьшения силы трения при обработке);
- ступенчатого типа с рабочей частью, разделенной на два участка, каждый из которых выполняет свою функцию (например, есть ступенчатые метчики, первый участок которых работает по генераторной схеме, а второй – по профильной; у ступенчатых инструментов других типов первый участок выполняет режущую функцию, а второй – выглаживающую);
- комбинированные (это фактически два инструмента в одном: их режущая часть, выполненная в единой конструкции, начинается со сверла, а заканчивается метчиком);
- метчики-протяжки, используемые для нарезания резьбы в сквозном отверстии любого диаметра (с их помощью резьба нарезается на токарных станках, в патроне которых закрепляется обрабатываемая деталь, а в резцедержателе – хвостовик используемого инструмента; перемещение метчика в процессе нарезания резьбы обеспечивается автоматической подачей суппорта станка, а вращение обрабатываемой детали – вращением шпинделя);
- с внутренней полостью, за счет которой происходит охлаждение инструмента в процессе обработки (использование таких метчиков, установленных на специализированном или многооперационном оборудовании, позволяет значительно повысить производительность нарезки резьбы);
- колокольные (такие метчики используются для нарезания внутренней резьбы большого диаметра (50–400 мм) и имеют сборную конструкцию, состоящую из отдельных режущих элементов).
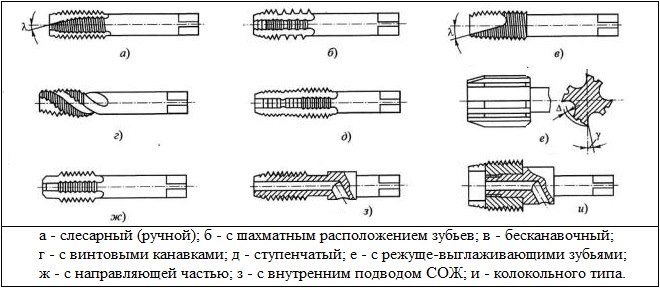
Конструкции основных типов метчиков
Конструктивно все перечисленные выше метчики настолько различаются между собой, что отличить их друг от друга можно даже по фото.
Типы нарезаемой резьбы
Используя метчики разных категорий, как и различные виды плашек, можно формировать на внутренних поверхностях деталей резьбу различных типов. В зависимости от типа нарезаемой резьбы метчики подразделяются на следующие категории.
Это метчики, при помощи которых нарезаются метрические резьбы. Нарезаемый элемент резьбы в таких случаях имеет форму равнобедренного треугольника, а все ее параметры измеряются в миллиметрах. В маркировке таких метчиков содержится буква «М». Для подбора метчиков метрических и диаметра подготовительного отверстия используется специальная справочная таблица.
Рабочая часть таких метчиков имеет коническую форму. Диаметр дюймовых инструментов измеряется в дюймах, а шаг – в количестве ниток на один дюйм (25,4 мм). Уклон средней поверхности метчиков данного типа составляет 1°47’24».
Сюда относятся цилиндрические и конические метчики, используемые для нарезки резьбы в элементах трубных соединений.
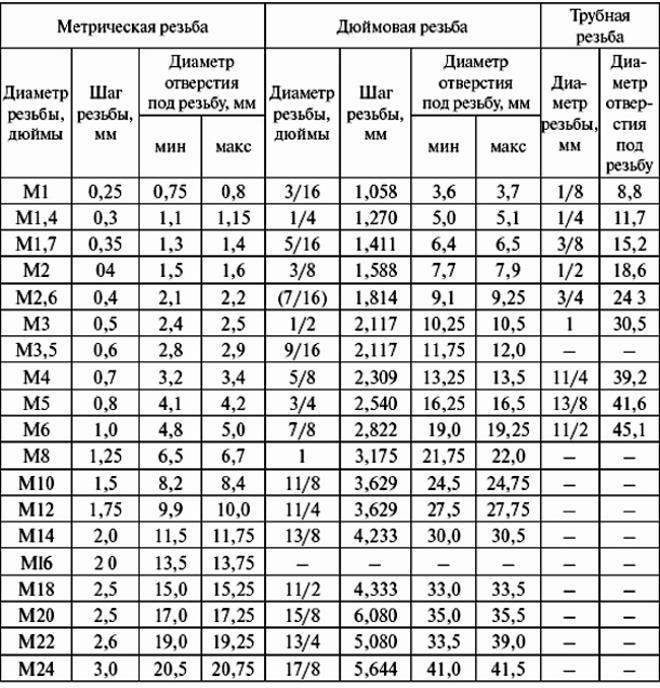
Таблица 1. Параметры метчиков и размер отверстия под резьбу
Метчики можно использовать для получения отверстий как с правой, так и с левой резьбой. Метчики для левой резьбы, если сравнивать их в реальности или по фото с инструментами правого типа, отличаются от последних только направлением подъема винтовой линии своей режущей части.
Материалы для производства метчиков
Для изготовления метчиков различных типов используются следующие материалы:
- высокоуглеродистые инструментальные стали (У10А, У12А и др.) – для ручных инструментов;
- быстрорежущие стали (Р6М5, Р6М5К5 и др.) – для машинных;
- твердые сплавы – для метчиков, работающих в комплекте с высокопроизводительным оборудованием.
Метчики для нарезания резьбы: виды, таблицы размеров, требования ГОСТ

Сделать резьбу в готовом металлическом отверстии или гайке можно буквально за секунды, если у вас есть метчик. С помощью этого металлорежущего инструмента можно нанести внутреннюю резьбу и откалибровать существующую.
Конечно, метчики – не единственный инструмент, применяемый для создания резьбы. В аналогичную категорию попадают, например, плашки и клуппы. Их применяют для нанесения резьбы снаружи детали. Но сейчас не про это.
Видов метчиков существует довольно много – опытные мастера о некоторых из них даже не слышали. Поэтому специфичные типы этого инструмента оставим узкопрофильным специалистам и разберем самые популярные.
Давайте попробуем подобрать инструмент под конкретные нужды. По представленному ниже алгоритму сделать это не составит особого труда.
Шаг 1. Сферы применения: домашняя мастерская или производство
Очевидно, что при работе в домашних условиях и на производстве мастеру понадобится разный инструмент.
Ручные метчики (они же слесарные) найдутся в любой мастерской. За счет значительной прочности и износостойкости инструмент позволяет выполнять работу высокой точности даже в бытовых условиях. Обычно они комплектуются специальным воротком, необходимым для вращения метчика.
Ручные метчики почти всегда продаются наборами из 2-3 штук различных диаметров. Каждый инструмент осуществляет свою задачу: одним производится черновая обработка резьбы, вторым (если есть) – промежуточная, третьим – чистовая, после которой профиль отвечает всем нормам ГОСТ (о них – ниже).
Но ручные метчики не предназначены для работы на высоких скоростях вращения. Для этого применяются машинные аналоги.
Машинные метчики сделаны из более качественной быстрорежущей стали, которая легко переносит серьезный нагрев, возникающий из-за трения и резки металла. Именно по прочности слесарные метчики уступают своим машинным аналогам. Кроме того, у машинных инструментов небольшая заборная часть, т.к. соосность метчика и отверстия заготовки обеспечивается конструкцией станка.
Есть еще третий вид метчиков – гаечные. Нетрудно догадаться, что они используются исключительно для нанесения резьбы в гайках.
Гаечные метчики обладают длинным хвостовиком, который устанавливается в специальный станок-автомат. После нанесения резьбы гайки одна за другой передвигаются на хвостовую часть и ожидают там, когда вся серия будет выполнена. После этого метчик удаляется из патрона, и все гайки сбрасываются в приемный лоток. Таким образом значительно экономится время на операцию, и увеличивается производительность.
Шаг 2. Тип отверстия: глухое или сквозное
Немаловажное значение имеет цель вашей работы: собираетесь ли вы создать профиль в глухом отверстии или дырка сквозная? В зависимости от этого и инструмент понадобится различный. В частности, большую роль будут играть канавки для отвода стружки на метчике. Они могут закручиваться (причем как влево, так и вправо), а могут располагаться прямо.
Прямолинейные канавки применяются в универсальных метчиках.
Инструменты с правым углублением канавки чаще используются для создания профиля в глухих отверстиях. По таким канавкам стружка выдавливается назад, наружу, и не засоряет отверстие.
Направленные влево винтовые канавки применяются для создания профиля в сквозных отверстиях. Стружка выдавливается прямо перед метчиком, сохраняя тем самым только что нанесенную резьбу от повреждений.
Есть еще вариант метчиков со стружечными канавками укороченной длины, известных как бесканавочные, или раскатники. Такая конструкция помогает создавать резьбу в изделиях, изготовленных из вязких материалов, например, из легированных высокопрочных и низкоуглеродистых вязких сталей, а также сплавов из алюминия.
Шаг 3. Тип резьбы
На производстве существует несколько государственных стандартов, различающихся системой измерения. С помощью маркировки на метчике, можно понять, к какой из них относится инструмент – метрической или дюймовой. Исходя из типа устройства метчиков можно нанести три вида резьбы.
Метрические метчики пригодятся для создания профиля, размеры которого измеряются в миллиметрах. Они маркируются символом «M».
Профиль метчиков данного типа представляет собой равнобедренный треугольник с углом при вершине в 60°.
Размерный ряд метрических метчиков довольно обширный – с их помощью можно создать практически любой профиль. Каждый размер метчика имеет свой основной шаг – расстояние между витками резьбы. Чем больше размер, тем больше основной шаг. Для подбора инструмента используется специальная таблица на основе норм госстандартов (согласно ГОСТ 19257-73).

В отличие от метрических размер дюймовых метчиков обозначается в дюймах. Такая система пришла к нам из-за границы. В частности, из США и Великобритании.
Основной шаг обозначается количеством ниток (или числом витков), приходящихся на 1 дюйм. Чем показатель выше, тем мельче шаг резьбы.
Угол при вершине в дюймовой резьбе может быть различным. Угол в 60° характерен для метчиков, распространенных в Северной Америке. Максимальную популярность получила резьба UNC. Такой крепеж нередко встречается на ввозимой в Россию технике (газонокосилки, генераторы, культиваторы и т.п.).
Дюймовая резьба британского стандарта BSW имеет угол при вершине в 55°.
Ниже приведены дюймовые размеры метчиков наиболее популярных стандартов.

Среди дюймовых метчиков отдельно стоит выделить группу инструментов, используемых для создания профиля в трубных соединениях. Особенно часто трубная резьба встречается в элементах систем водоснабжения.
Размеры трубных метчиков специально подстроены под стандартные виды металлических труб. Они разделяются на цилиндрические и конические. Первые обозначаются литерой «G», после которой ставится цифра, соответствующая проходному диаметру. Трубные конические метчики маркируются символами «R» или «Rc». Резьба наносится на поверхности с конусностью 1:16 и доходит до упора.
Традиционно их размеры указываются в дюймах. Однако со временем система обозначений утратила идентичность реальным размерам, поэтому инструмент для трубной резьбы подбирают по таблицам (на основе ГОСТ 6357-81 и ГОСТ 6111-81).

Государственными стандартами определяются требования к размерам и характеристикам метчиков, а также вводятся максимальные допуски, класс точности и степень шероховатости поверхности. Практически все показатели по выбору и качеству резьбы регулируются ГОСТ 3266-81, который вы можете скачать с нашего сайта.
Метчики. Технические условия
ГОСТ 3449-84
Группа Г23
МКС 25.100.50
ОКП 39 1300
Дата введения 1986-01-01
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
РАЗРАБОТЧИКИ
Д.И.Семенченко, канд. техн. наук; Г.А.Астафьева, канд. техн. наук, Н.И.Минаева, Л.Л.Акимова
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 13.08.84 N 2856
3. Срок проверки 1990 г., периодичность проверки 5 лет
4. Стандарт полностью соответствует СТ СЭВ 426-77
5. ВЗАМЕН ГОСТ 3449-71
6. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка
Номер пункта, подпункта, раздела
Вводная часть, 1.1, 1.8
Вводная часть, 1.1
Вводная часть, 1.1
7. Ограничение срока действия снято по протоколу N 5-94 Межгосударственного совета по стандартизации, метрологии и сертификации (ИУС 11-12-94)
8. ИЗДАНИЕ (апрель 2003 г.) с Изменением N 1, утвержденным в мае 1990 г. (ИУС 8-90)
Настоящий стандарт распространяется на метчики машинные по ГОСТ 3266, гаечные по ГОСТ 1604 и гаечные с изогнутым хвостовиком по ГОСТ 6951, изготовляемые для нужд народного хозяйства и экспорта.
Стандарт полностью соответствует СТ СЭВ 426-77.
(Измененная редакция, Изм. N 1).
1. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1.1. Метчики должны изготовляться в соответствии с требованиями настоящего стандарта, ГОСТ 3266, ГОСТ 1604, ГОСТ 6951 по рабочим чертежам, утвержденным в установленном порядке.
1.2. Точности метчиков по ГОСТ 16925, ГОСТ 19090 и ГОСТ 7250 должны соответствовать:
а) машинных: для метрической резьбы — классам 1, 2, 3; для трубной резьбы — классам А2, A3 и В1; для дюймовой резьбы — степеням С и D;
б) гаечных: для метрической резьбы — классам 1, 2, 3; для дюймовой резьбы — степеням С и D.
Гаечные метчики диаметром 3 и 3,5 мм со шлифованным профилем допускается изготовлять 4-го класса точности.
(Измененная редакция, Изм. N 1).
1.3. Метчики должны быть изготовлены из быстрорежущей стали по ГОСТ 19265.
1.4. (Исключен, Изм. N 1).
1.5. Метчики машинные диаметром 12 мм и более и гаечные диаметром 10 мм и более должны изготовляться сварными.
В месте сварки раковины, непровар, поджог и пережог металла, кольцевые трещины и свищи не допускаются.
Метчики меньших диаметров допускается изготовлять сварными.
Машинные метчики диаметром до 14 мм из стали по ГОСТ 14955 допускается изготовлять цельными.
1.6. Хвостовики сварных машинных и гаечных метчиков с прямым хвостовиком должны изготовляться из стали марки 45 по ГОСТ 1050 или из стали марки 40Х по ГОСТ 4543, хвостовики сварных гаечных метчиков с изогнутым хвостовиком — из стали марки У7 по ГОСТ 1435. Допускается хвостовики сварных метчиков изготовлять из стали марки 50 ХФА по ГОСТ 14959.
1.7. Твердость  метчиков должна быть:
метчиков должна быть:
рабочей части:
диаметром до 3 мм
_______________
* Твердость хвостовика должна быть выдержана на длине, включающей: квадрат, квадрат и кольцевую канавку машинных метчиков; квадрат и 1-2 диаметра за квадратом гаечных прямых; расстояние до лыски, лыску и 1-2 диаметра за лыской гаечных прямых.
Твердость рабочей части метчиков из быстрорежущей стали с содержанием ванадия 3% и более и кобальта 5% и более должна быть выше на 1-2 единицы  .
.
Допускается для цельных метчиков твердость хвостовиков выполнять равной твердости рабочей части на всей длине.
У гаечных метчиков с изогнутым хвостовиком твердость хвостовика должна быть выдержана, отступая от рабочей части:
— для цельных метчиков — на 5-9 диаметров;
— для сварных — на 5-6 диаметров.
1.8. Параметры шероховатости поверхностей метчиков по ГОСТ 2789 не должны превышать, мкм:
профиля резьбы, передней и задней поверхностей
хвостовиков машинных и гаечных прямых в посадочной части*
хвостовиков гаечных прямых в направляющей части
и гаечных с изогнутым хвостовиком
_______________
* За длину посадочной части машинных метчиков применяется 1/2 длины хвостовика со стороны квадрата, гаечных — по ГОСТ 1604.
Примечания:
1. На гаечных и машинных метчиках допускаются следы от выхода шлифовального круга на расстоянии не более 20 мм за рабочей частью.
2. Параметры шероховатости передней поверхности должны выдерживаться на высоте не менее 1,5 высоты профиля резьбы.
3. Параметры шероховатости задней поверхности должны выдерживать не менее 0,5 ширины зуба режущей части от передней поверхности метчика.
1.9. Центровые отверстия и наружные центры должны быть механически обработаны после термической обработки.
1.10. Метчики должны быть заточены. Завалы, выкрашивания и прижоги на режущих кромках не допускаются.
1.5-1.10. (Измененная редакция, Изм. N 1).
1.11. Допуски на резьбу метчиков должны соответствовать требованиям ГОСТ 16925, ГОСТ 19090 и ГОСТ 7250.
1.12. Предельные отклонения размеров метчиков не должны превышать:
общей длины и длины рабочей части машинных и гаечных метчиков и длины посадочной части гаечных прямых метчиков при номинальном диаметре резьбы:
длины режущей части метчиков:
машинных для сквозных отверстий
машинных для глухих отверстий

расстояния от торца квадрата до середины кольцевой канавки машинных метчиков
расстояния до лыски гаечных метчиков
длины лыски гаечных метчиков
Диаметра хвостовика метчиков:
машинных и гаечных прямых в посадочной части
гаечных прямых в направляющей части
гаечных с изогнутым хвостовиком в направляющей и изогнутой части
Диаметра кольцевых канавок машинных метчиков
Радиуса кольцевых канавок машинных метчиков
1.13. Предельные отклонения размеров квадрата и размеров между лысками — по ГОСТ 9523. Допуск симметричности квадрата относительно оси хвостовика и допуск симметричности лысок относительно оси хвостовика в радиусном выражении не должен превышать допуска на изготовление квадрата.
1.14. Допуски биения режущей части по наружному диаметру, калибрующей части по наружному и среднему диаметрам и хвостовиков метчиков (в посадочной части), установленных в центрах, должны соответствовать указанным на чертеже и в табл.1.

_______________
* Для гаечных метчиков с прямым хвостовиком на длине  от торца.
от торца.
Гаечные метчики с изогнутым хвостовиком проверяются до загибки хвостовика.
1.15. Метчики (одинарные и комплектные) машинные и гаечные должны изготовляться с обратной конусностью (уменьшение диаметра в направлении к хвостовику) по внутреннему, среднему и наружному диаметрам.
Обратная конусность метчиков должна быть в пределах от 0,05 до 0,15 мм на 100 мм длины.
При этом предельные отклонения среднего диаметра резьбы метчика измеряются на расстоянии 1-2 ниток от начала калибрующей части (в сторону режущей части) у гаечных метчиков и в начале калибрующей части — у машинных метчиков.
1.12-1.15. (Измененная редакция, Изм. N 1).
1.16. Режущая часть метчиков должна быть затылована по наружному диаметру.
1.17. Метчики должны быть затылованы по профилю на всей длине рабочей части.
Величина затылования (уменьшение среднего диаметра на ширине зуба) должна соответствовать следующим значениям для номинального диаметра , мм:
Допускается не производить затылование по наружному диаметру калибрующей части.
Допускается у метчиков в диапазоне диаметров резьб 1-3 мм не производить затылование по профилю, а взамен затылования изготовлять метчики с увеличенной обратной конусностью в пределах от 0,16 до 0,20 мм на 100 мм длины.
1.18. Отклонение образующей изогнутого хвостовика гаечного метчика от общей прилегающей к ней плоскости не должно быть более 0,3 мм.
1.17, 1.18. (Измененная редакция, Изм. N 1).
1.19. Предельные отклонения углов не должны превышать:
переднего для метчиков диаметром до 6 мм
заднего угла на режущей части
1.20. (Исключен, Изм. N 1).
1.21. Предельное отклонение шага резьбы в пределах одного витка не должно превышать допуска на шаг.
1.22. Допускается после окончательной обработки метчики подвергать низкотемпературному отпуску, химико-термической обработке и наносить окисное покрытие по ГОСТ 9.306.
1.23. Средняя наработка до отказа и 95%-ная безотказная наработка метчиков с крупным шагом и длиной заборной части, равной 6Р, для нарезания резьбы с полем допуска 7Н и класса точности В из стали Р6М5 должны быть не менее указанных в табл.1а, при условиях испытаний, указанных в разд.3.
Обозначение размера резьбы, мм
Наработка до отказа (количество отверстий)
Машинные для трубной резьбы
1. Для метчиков с мелкими шагами значения средней наработки до отказа и 95%-ной безотказной наработки следует увеличить в 1,2 раза, а для метчиков с длиной заборной части, равной ЗР и 2Р, уменьшить соответственно в 2,6 и 3,2 раза.
2. При нарезании резьбы с полем допуска 6Н поправочный коэффициент на значения средней наработки до отказа и 95%-ной безотказной наработки 0,8, при нарезании резьбы с полями допусков 4Н, 5Н и класса точности А — 0,6.
3. Для метчиков, изготовленных из сталей с содержанием кобальта, поправочный коэффициент на значения средней наработки до отказа и 95%-ной безотказной наработки 1,2; для метчиков, изготовленных из сталей с содержанием вольфрама менее 6%, — 0,7.
4. Испытания метчиков с шагом резьбы 3,0 мм и более проводить по предварительно нарезанной резьбе. Допускается принудительная подача.
1.24. Критерием затупления метчиков является несоответствие нарезаемой резьбы требуемой точности.
1.25. На хвостовике метчика должны быть четко нанесены:
1) товарный знак предприятия-изготовителя;
2) обозначение метчика (последние четыре цифры);
3) обозначение резьбы;
4) класс точности метчика (с метрической или трубной резьбой) или степень точности метчика (с дюймовой резьбой);
5) номер метчика в комплекте (одна риска на черновом метчике, две — на среднем, чистовой метчик рисок не имеет);
6) марка стали рабочей части;
7) на метчиках с левой резьбой — буквы ;
8) для метчиков повышенной точности — буква .
Примечания:
1. Допускается марку стали Р6М5 не маркировать.
2. Допускается маркировать вместо марки стали:
— буквы HSS для стали с содержанием вольфрама 6% и более,
— буквы HSSC для стали с содержанием кобальта с указанием марки стали на этикетках.
3. На метчиках диаметром до 6,0 мм допускается наносить обозначения, указанные в перечислениях 1), 3), 4), 5), 8).
4. На метчиках диаметром до 5,5 мм с мелким шагом резьбы допускается вместо размера шага маркировать единицу перед буквой М.
1.26. Транспортная маркировка, маркировка потребительской тары и упаковка — по ГОСТ 18088.
1.21-1.26. (Введены дополнительно, Изм. N 1).
2. ПРИЕМКА
2.1. Приемка — по ГОСТ 23726.
2.2. Периодические испытания на среднюю наработку до отказа проводят один раз в 3 года, на 95-процентную безотказную наработку — один раз в год на 5 одинарных метчиках или 5 комплектах.
2.3. Испытания проводятся на любом представителе из диапазона диаметров, мм: от 1 до 5, св. 5 до 12, св. 12 до 52, 1/8, св. 1/8 каждого типа метчика с крупным и любым мелким шагом и каждого класса (степени) точности.
Разд.2. (Измененная редакция, Изм. N 1).
3. МЕТОДЫ ИСПЫТАНИЙ
3.1. Испытания машинных и гаечных прямых метчиков на работоспособность и среднюю наработку до отказа и 95%-ную безотказную наработку должны проводиться на резьбонарезных или сверлильных станках, а гаечных метчиков с изогнутым хвостовиком — на гайконарезных автоматах, соответствующих установленным на них нормам точности и жесткости. Допускается проводить испытания на работоспособность гаечных метчиков с изогнутым хвостовиком в специальных приспособлениях на универсальном оборудовании.
Допускается испытания машинно-ручных метчиков 30 мм проводить на токарно-винторезных или токарных станках.
(Измененная редакция, Изм. N 1).
3.2. Крепление метчиков осуществляется при помощи патронов, удовлетворяющих установленным для них нормам точности и обеспечивающих самоустановление метчиков или изделия в радиальном направлении, компенсирующих отклонение от соосности отверстия и метчика.
3.3. Испытания метчиков на работоспособность, среднюю наработку до отказа и 95%-ную безотказную наработку должны проводиться на режимах обработки, указанных в табл.2 — для метрической резьбы, в табл.2а — для трубной резьбы.
Метчики для нарезания резьбы. Виды и таблица размеров

Любое техническое изделие состоит из отдельных деталей, скрепляемых между собой с помощью крепёжных элементов. Хотя резьбовые соединения были известны ещё в Древнем Риме, Китае, а также цивилизации Майя, метчик стал использоваться в качестве резьбообразующего инструмента лишь в конце Средних веков (XV–XVI столетие). До этого внутреннюю спираль гайки изготавливали другими способами, в том числе и с помощью токарного станка.
Особенности устройства
Вначале использовали трёх- или четырехгранный стержень, на котором выпиливали зубчики. Конец затачивали на пологий конус. При завинчивании такого артефакта в отверстие гайки или корпуса зубчатые перемычки нарезали внутреннюю резьбу. Понятно, что такой инструмент был далёк от совершенства, поскольку режущие зубья не имели заднего угла, а передний угол был отрицательным. Однако постепенно его конструкция совершенствовалась, пока не стала более рациональной. Сегодня любой метчик для нарезания резьбы имеет схожие конструктивные элементы:
- Канавки для выхода стружки и подведения охлаждающе-смазочной жидкости (СОЖ). Количество их обычно — от 2 до 6.
- Профиль впадин может быть разным: однорадиусный, прямолинейные передняя и задняя поверхности, прямолинейная передняя и радиусная задняя.
- Направление канавок: прямолинейные, спиральные правые и левые. Первые применяются в обычных универсальных метчиках. Канавки с левонаправленной винтовой линией служат для нарезания резьбы на проход. При этом стружка идёт перед метчиком, чтобы не портить нарезку. Правые углубления применяют для глухих отверстий, чтобы стружка выводилась назад, в противном случае она, будучи спрессованной, сломает инструмент.
- Заборная часть выполняется конической, для того чтобы облегчить врезание режущих зубьев в материал детали. Угол наклона выполняют от 3 до 20 градусов, в зависимости от назначения метчика (черновой, промежуточный, чистовой).
- Калибрующая часть — цилиндрическая, имеет обратное занижение до 0,1 мм, служащее для уменьшения силы трения. С этой же целью калибрующие зубья затылуют на расстоянии 1/3 ширины пера от вершины зуба. Занижение составляет около одной десятой миллиметра для резьб диаметром от 12 до 30 мм.

Виды метчиков
По назначению
- Слесарные (ручные) метчики используют для изготовления резьбы с помощью воротка. С целью уменьшения усилия, изготавливаются комплектом, в составе которого 2–3 инструмента, каждый из которых снимает лишь часть припуска на обработку. Первый метчик является черновым, последний — чистовым. Чтобы различить их между собой, на хвостовик наносят маркировку в виде чёрточек (одна, две, три черты). Слесарные метчики в основном используют для нарезания резьбы в корпусных деталях.
- Машинные (машинно-ручные). Применяются для механизированного нарезания резьбы на станках: сверлильных, токарных, агрегатных, типа обрабатывающий центр. Конструктивно не отличаются от слесарных, разве что имеют укороченную заборную часть и более высокую стойкость. Основное назначение — нарезание резьбы в деталях.
- Гаечные. Как видно из названия, используются для нарезания гаек. Состоят всегда из одного метчика с удлинённым заборным конусом. При работе метчик из гайки не вывинчивают, а готовые гайки нанизывают на удлинённый хвостовик, который имеет 2 исполнения: прямолинейный и радиусный (изогнутый). Первое используют на сверлильных и токарных станках. После заполнения накопительной части хвостовика инструмент вынимают из быстрозажимного патрона и стряхивают готовые гайки. Кривой метчик применяют на резьбонарезных автоматах. В этом случае гайки под напором друг друга перемещаются до конца инструмента, где падают в тару.

Конструктивные исполнения
- Метчики с короткими канавками (бесканавочные). Используются для нарезания резьбы в алюминиевых сплавах, вязких низкоуглеродистых или высокопрочных легированных сталях.
- С винтовыми канавками. Используют на обрабатывающих центрах, при нарезании глухих резьб.
- С шахматным расположением зубьев. Последние на калибрующей части срезаны через один, тем самым уменьшается сила трения, что актуально для вязких материалов.
- Ступенчатые. Режущая часть инструмента разделена на два участка, каждый из которых работает по своей схеме формообразования. Например, 1-й участок режет по генераторной схеме, 2-й — по профильной. Или, 1-й работает как режущий инструмент, 2-й — как выглаживающий.
- Комбинированные. 1-я ступень представляет собой сверло, 2-я метчик. Как говорится — два в одном.
- Метчик-протяжка. С его помощью нарезают резьбу любого диаметра и шага в деталях со сквозным отверстием на токарном станке. Деталь надевают на хвостовик инструмента, после чего зажимают её в патрон станка, а хвостовик закрепляют в резцедержателе. Устанавливают автоматическую подачу, равную шагу нарезки и включают соответствующее вращение шпинделя. После того как протяжка выйдет из обрабатываемой детали, резьба готова.
- С внутренним подводом СОЖ. Применяют на специализированных или многооперационных станках для повышения производительности.
- Колокольного типа. Используют при нарезании сквозной резьбы большого диаметра (50–400 мм). Инструмент выполняется составным, состоящим из отдельных режущих секторов. Внутрь подводится СОЖ, количество перьев достигает 16, а просторные канавки вмещают большой объем стружки.
По виду нарезаемой резьбы
- Метрические, обозначаются буквой М. Размеры, в том числе и шаг резьбы, измеряются в миллиметрах. Ниже приведена таблица параметров метчиков с основным (крупным) шагом. Для каждого типоразмера ГОСТ 8724–2002 устанавливает несколько дополнительных (мелких) шагов. Три миллиметра — максимальный, который под силу нарезать с помощью воротка.
Обозначение Размеры, мм Основной шаг Сверление под резьбу
- Дюймовые конические. Диаметр выражается в английских единицах длины — дюймах (25,4 мм), а вместо шага записывается обратная величина — количество витков на 1”, или на техническом лексиконе — количество ниток. Чем больше ниток, тем меньше шаг резьбы. Средняя поверхность резьбы имеет уклон, составляющий 1° 47′ 24», поэтому метчик в конце нарезания доходит до упора, что следует иметь в виду, чтобы не сломать его.
- Трубные цилиндрические. Разновидность дюймовых резьб, ограниченная ассортиментом стандартных металлических труб. Шаг также выражается в нитках на 1 дюйм.
- Трубные конические. То же, что и цилиндрические, но с уклоном. Диаметр сверления под резьбу на несколько десяток меньше. Резьба нарезается до упора.

Сводная таблица содержит параметры метчиков с дюймовым шагом резьбы
Обозначение Шаг резьбы (ниток на дюйм) Диаметр отверстия, мм
Инструментальный материал
Ручные метчики при работе нагреваются незначительно, поэтому их изготавливают из высокоуглеродистых инструментальных сталей У10А, У12А. Для машинных метчиков, работающих на повышенных скоростях, применяют быстрорежущие стали Р6М5, Р6М5К5, Р6М5К8. Самый лучший быстрорез — Р18. Наконец, высокопроизводительные станки оснащают твердосплавным инструментом. Небольшие метчики изготавливают полностью из твёрдого сплава, средние выполняют напайными, а крупные обычно имеют сборную конструкцию.
Стандарты ГОСТа для вкручивающихся инструментов: метчик для нарезки резьбы своими руками с использованием таблицы
Метчик для нарезки резьбы представляет собой инструмент, служащий для создания неразъемных соединений. Изготавливается в виде винтового стержня. Его форма бывает цилиндрической, конической, маточной, в виде плашки – такие основные виды существующих в механике метчиков. Формы зависят от вида нарезаемых ниток. На продольных боках стержня выполняются либо три, либо четыре канавки.
Конструктивные особенности
Рассмотрим подробнее, что такое метчик. Винтовой стержень, которым является метчик ГОСТ 3266-81 , состоит из рабочего участка и хвостовика. Назначение хвостовика заключается в надежном крепеже инструмента. При механической обработке деталей он устанавливается в станочных патронах. Ручная нарезка ниток резьбы осуществляется, когда метчик вставляется в вороток, и совершаются винтовые движения по часовой стрелке.
 Установка хвостовика инструмента выполняется головкой в отверстие воротка квадратного сечения.
Установка хвостовика инструмента выполняется головкой в отверстие воротка квадратного сечения.
Участок метчика, которым непосредственно нарезаются нитки резьбы, называется его рабочей частью. Она состоит из заборной и калибрующей части.
Заборный участок инструмента для нарезки резьбы – это конусная зона спереди винта, начинающая и закрепляющая начальные нитки. Калибрующий участок выполнен как ее завершение.
Назначение
Режущие перья изготавливаются в виде зубьев, имеющих конфигурацию механических резцов, обладающих всеми элементами для обработки металла. Они режут основной шаг резьбы, располагаясь по всей окружности метчика. Канавки – это продольные проточки между режущими перьями.
Данные компоненты образуют кромки резания. Через них удаляется стружка, циркулирует охлаждающая жидкость. Метчики с наружным сечением до 20 миллиметров производятся с тремя канавками, более 20 и до 40 миллиметров – с 4-мя. Конструктивное устройство каждого предопределяется его функциональным назначением.
Практически, метчик представляет собой винт с канавками на наружных плоскостях. Метчик ГОСТ с винтовыми канавками намного приоритетнее своего аналога с прямыми канавками. Винтовая структура инструмента обеспечивают более благоприятные условия нарезки резьбы. Они предпочтительнее по следующим характеристикам:
- Нарезка сложных ниток.
- Особо точные работы.
- Высокое качество исполнения.
- Лучше отводят стружку.
- Испытывают меньшие температурные воздействия.
Итак, на какие виды делится метчик? Существует два больших направления:
- нарезание резьбы внутри детали;
- наружное нарезание: прогонки, плашки, винторезные доски.
- станочные;
- для ручных слесарных операций.
Промышленность производит наборы ручных изделий для нарезания ниток. ГОСТ на метчики для метрической резьбы регламентирует, чтобы любой набор включал два либо три инструмента.
Каждый должен иметь свое индивидуальное назначение. В комплекте они называются: первый, второй, третий.
Относительно расположения продольных канавок резьбонарезные инструменты классифицируются как винтовые и прямые.
Наиболее точная резьба получается тогда, когда ее выполняют винтом. Левая резьба нарезается метчиком с левой резьбой, и наоборот.
Изготовление и маркировка
В некоторых случаях производители маркируют свои изделия цифрами 1, 2, 3. Комплекты на два метчика выполняются с незначительно большим сечением первого чернового изделия.
Производимые промышленностью наборы:
- сечение 8-18 мм – по одной штуке;
- сечение 6-24 мм – первый и второй;
- сечение 2-52 мм – первый, второй, третий.
- 5/16–3/4” – по одной штуке;
- 1/4–1” – один черновой и один чистовой в наборе;
- 1/4–2” – один черновой, один средний, один чистовой в наборе.
Для трубной резьбы сечением 1/8–4” в комплект входит один первый номер и один второй.
Метчики для нарезания резьбы. Таблица основных характеристик
Металл для изготовления
Для различных видов плашек , метчиков, других металлорежущих инструментов используют углеродистые стали популярных марок У10А и У12А. Их закаливают до получения твердости HRC 60-62 единицы. Такой показатель делает их наиболее стойкими при резании металла и других твердых материалов.
Намного лучшие показатели красностойкости у инструментальной стали с добавлением легирующих элементов:
Металлорежущие инструменты, изготовленные из подобного материала, например, плашка для нарезания резьбы или метчик протяжка, обладают более высокими режущими свойствами. Обрабатываемость намного лучше, чем у углеродистых сталей. Красностойкость с легирующими добавками также имеет отличные показатели.
Способы соединения изделий между собой
Соединение деталей, узлов, механизмов между собой используют все сферы промышленности и народного хозяйства:
- машиностроительные предприятия;
- изготовители станков;
- нефтегазовая сфера;
- легкая промышленность;
- пищевая отрасль.
Существует множество способов соединения различных частей машин. Наиболее распространенные из них:
- сварные соединения;
- методы склеивания;
- вулканизация;
- сборка заклепками;
- болты с гайками на резьбе.
Последний способ наиболее универсальный, простой, недорогой.
Как нарезать резьбу самостоятельно
Сначала необходимо подготовить материалы и инструменты:
- электродрель;
- сверло необходимого сечения (выбрать из таблицы);
- стандартный комплект метчиков;
- вороток с зажимным квадратом;
- керн, тиски;
- молоток 300 г;
- смазочный материал;
- ветошь, тряпки.
Пошаговая инструкция, как нарезать резьбу метчиком :
- Разметить на детали место под отверстие. Поставить керн на пересечении двух линий.
- Сильным ударом молотка по керну наметить место для будущего отверстия.
- Зажать сверло в патрон электродрели, выставить малые обороты, смазать сверло,просверлить отверстие.
- Сверлом большего сечения снять фаску.
- Вставить черновой метчик квадратной головкой в отверстие воротка, зажать двумя ручками.
- Вращая вороток двумя руками, нарезать резьбу, М12 – основной шаг резьбы .
- Для проверки качества вкрутить в нарезанную резьбу болт М12. Он должен закручиваться не туго, но в то же время, не болтаться в резьбе.
Алгоритм движения:два оборота вперед, один – в обратную сторону. Рекомендуется работать с небольшим усилием. Если инструмент заедает в металле, совершить несколько движений назад. Периодически смазывать поверхности, продолжая работу. Повторить операцию со средним, затем чистовым метчиком.
Смазывать нитки резьбы при нарезании лучше всего старым свиным салом.
Что делать со сломанным метчиком
Выполняя ручное нарезание резьбы, иногда ломают метчик для глухих отверстий . Его не сложно выкрутить назад. Для этого существует несколько способов.
- Если из отверстия торчит длинный обломок, необходимо захватить его пассатижами, зажать в тисках, и выкрутить против часовой стрелки.
- Просунуть через канавку метчика кусок толстой проволоки, согнуть края и выкрутить остаток инструмента против часовой стрелки.
- Разломить оставшийся обломок ударами молотка по закаленному керну и извлечь осколки пинцетом.
- Нагреть деталь с обломком в печи, дать остыть вместе с ним, отожженный метчик высверлить.
- Сварить оправку со штырями, которые по диаметру войдут в канавки сломанного инструмента. Выкрутить его по часовой стрелке.
- Приварить к обломку стальной согнутый прут и выкрутить его из отверстия.
Нарезать резьбу собственными руками несложно. Для этого потребуется минимум инструментов и материалов. Каждый раз перед проведением работ, необходимо ознакомиться со справочными данными из таблицы для нарезания резьбы , чтобы сделать отверстие нужного диаметра с правильным шагом.