

Метчик для чего используется
Метчик что это такое. Конструкция виды и как им пользоваться
Всем хорошего настроения! А вы никогда не задумывались над вопросом — метчик что это такое за чудо техники? Вот про это мы поговорим. Сегодня я постараюсь рассмотреть основные виды и элементы конструкции метчиков. Дочитав до конца этот пост вы сможете с уверенностью сказать, что тема изучена .

Метчик — что это за елочка такая?
Метчик — это режущий инструмент который позволяет без особого труда получить достаточно точную резьбу в отверстии. Я не зря назвал его елочкой. Ведь он имеет зубчики и если смотреть под определенным углом то похож .
А вы не задумывались как правильно поставить ударение метчИк или мЕтчик? Есть ответ — если вы говорите про орудие для образования резьбовой поверхности то это вариант с ударением на букву «и». А если вы говорите про человека или приспособление для нанесения разметки то говорите с ударением на букву «е».
Ну с этим разобрались а теперь встречайте его величество.
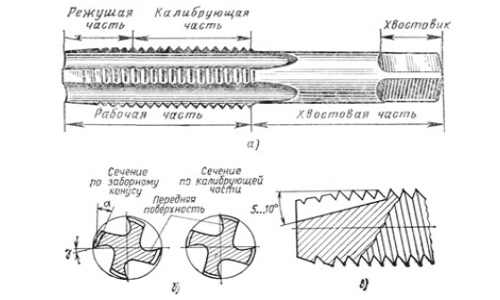
Основные части конструкции метчика.

Основной части у метчика нет, как и у других его собратьев , это так к слову пришлось. А сам он выполнен из следующих элементов:
- Заборная . Первая соприкасается с металлом и начинает процесс образования витков резьбы.
- Калибрующая. Когда заборный сектор заборные зубцы сделали свое дело,необходимо довести профиль резьбы до ума, тут и включаются в работу калибрующие зубцы.
- Нитка или виток. Помогает получить качественную резьбу в отверстии. От ее качества зависит качество нашей резьбы в отверстии.
- Хвостовик. Самая бесполезная составляющая. Просто проливает вылет режущей части .
- Квадрат. Не позволяет метчику провернуться в патроне станка, усилия там ОГО ГО, уж поверьте на слово.
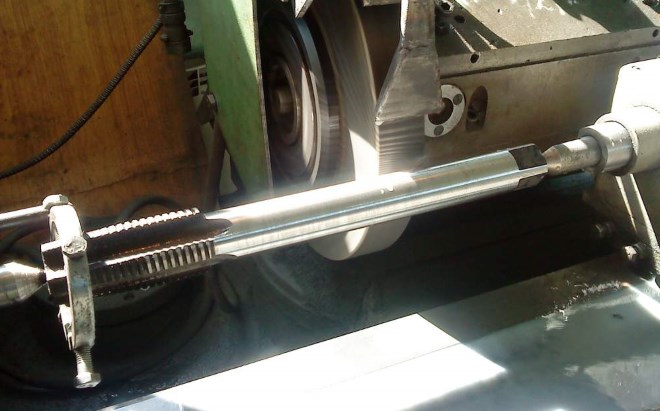
Метчики идеально подходят, для нарезания резьбы в отверстиях различных диаметров. Инструмент который я показал на фото выше — это классическое его исполнение.
Не забывайте, что мы живем в 21 веке и машиностроение постоянно совершенствуется и вы встретите много интересных экземпляров. Я расскажу лишь про самые известные и популярные экземпляры этого орудия для нарезки резьбы.
Виды и назначение метчиков в зависимости от конструкции.
1. С винтовыми стружечными канавками.

Такой метчик хорошо себя зарекомендовал при работе с использованием СОЖ (смазочно охлаждающей жидкостью). Видите какие у него изогнутые канавки? Когда инструмент погружается в тело детали, охлаждающие жидкости перестают попадать в зону резания, что негативно влияет как на стойкость метчика, так и на качество резьбы. А когда канавки имею характерный изгиб, то выход стружки и попадание СОЖ в зону резания увеличивается многократно.
Современные метчики все изготавливаются в таком исполнении. Ведь данная конструкция является оптимальной для процесса резьбонарезания в металле.
Небольшое видео про метчик фирмы Walter с винтовыми канавками:
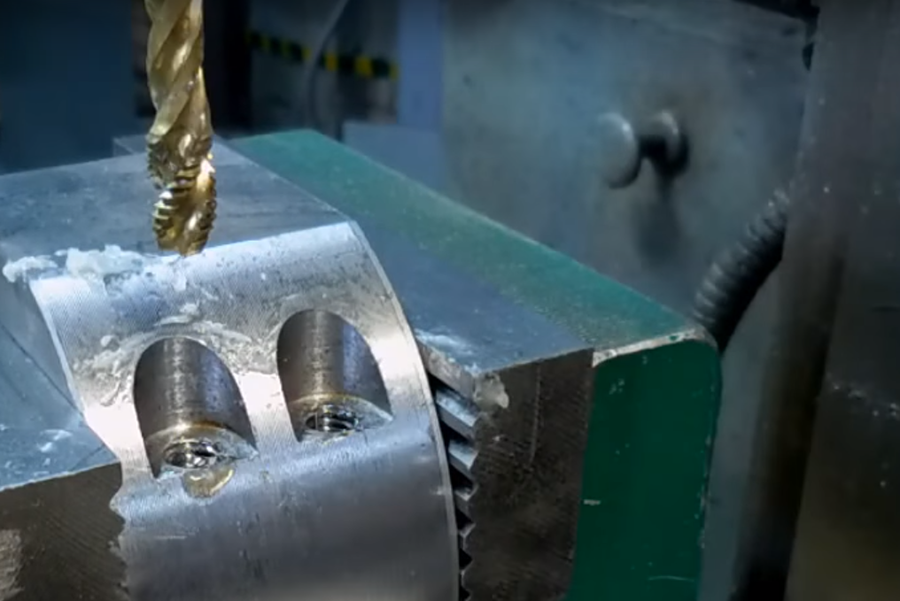
2. Метчик с шахматным расположением зубьев.

Да, Крамник Владимир Борисович очень бы удивился. Ведь он один из лучших шахматистов в мире, а про такой вид шахмат наверное не слыхал . Ладно шучу. В таком инструменте не все зубья расположены как клетки на доске (через одну). Заборная часть этого метчика имеет классический вид, а вот калибрующие зубья располагаются через один.
К примеру вы видите, что у метчика расположенного на рисунке имеется 4 стороны (пера) и на каждом имеются зубцы. Вот калибрующие зубья на каждом из низ сдвинуты относительно друг друга. Объяснить на пальцах сложно так, что посмотрим на этот рисунок.

Тут видно как смещены зубчики на которые указывает красная стрелка относительно, зубьев обозначенных синей стрелкой. Думаю про шахматное расположение калибрующих зубьев все понятно. Если нет, пишите в комментариях обсудим.
3. Метчик машинно-ручной для резьбы от 3 до 10 мм.

Такой метчик отличается от обычного более «крутым» заборным сектором витков. Это позволяет резать резьбу как обычному слесарю вручную так и на станках сверлильной или токарной группы. В отличии от обычного своего собрата машинно-ручной метчик выдерживает приличные нагрузки и силы резания.
4. Метчик-протяжка.
 С такой протяжкой для резьбы нужно обращаться весьма осторожно. Как показано на рисунке, для получения резьбового отверстия такой метчик необходимо закрепить на резцедержателе токарного станка. Для этого есть специальные приспособления по этому выдумывать ничего не надо. Хотя из практики скажу, что видал СТОЛЬКО различных самоделок… Вам советую использовать только официальную оснастку для выполнения различных операций механической обработки.
С такой протяжкой для резьбы нужно обращаться весьма осторожно. Как показано на рисунке, для получения резьбового отверстия такой метчик необходимо закрепить на резцедержателе токарного станка. Для этого есть специальные приспособления по этому выдумывать ничего не надо. Хотя из практики скажу, что видал СТОЛЬКО различных самоделок… Вам советую использовать только официальную оснастку для выполнения различных операций механической обработки.
Немного отвлеклись. На рисунке выше изображена схема нарезания резьбы метчиком протяжкой
- Метчик-протяжка.
- Захват для хвостовика.
- Резцедержатель.
- Обрабатываемая деталь.
Процесс простой — метчик тяните на рабочей подаче, шпиндель вращается как показано на рисунке, в отверстии получается резьба. Качество получаемых поверхностей при таком методе резания не совсем хорошая. Применяется данный метчик весьма редко (во всяком случае на нашем предприятии). Посмотрите как он выглядит в живую на этом видео
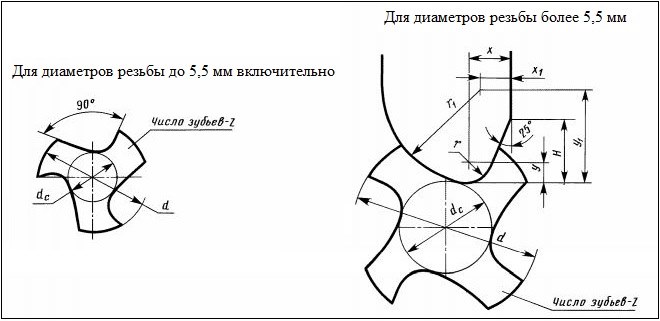
4. Метчики для резьбы Ø до 2,5 мм.

Из-за таких размеров он похож на спички из коробка. Имеют угол заточки заборной части 75 градусов. Достаточно широко применяются в машиностроении и не только. Это обусловлено тем, что диаметр отверстия до 2,5 мм не позволит нарезать резьбу ничем другим. Лучше выбирать импортного производства например Guhring.
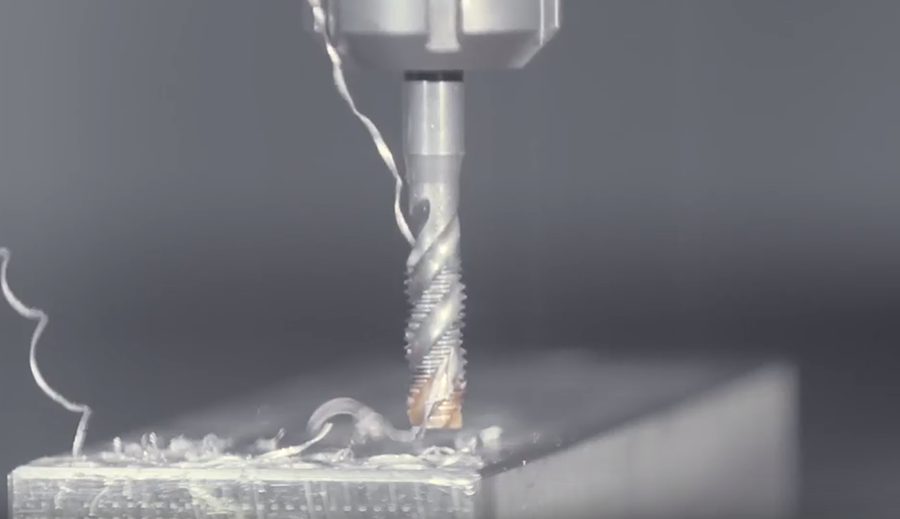
5. Комбинированное сверло-метчик.
Тут картинки вы не увидите, потому, что она в самом верху данной статьи. Сверло метчик это свежее дыхание прогресса и новый взгляд на механическую обработку резьб. Когда сверло благополучно проходит слой металлического листа, обороты шпинделя уменьшаются и в дело вступает резьбовая часть этого гибрида.Как видите метчик это не только нарезка резьбы но и сверление. Да что я все рассказываю лучше один раз посмотреть, чем сто раз услышать. Смотрим видео
Вот мы и рассмотрели основные виды метчиков. Думаю в ваших головах уже просветляется ответ на вопрос — Что это такая за «елочка»? Ну а мы следуем дальше.
Припуск и схема резания при работе метчиком.
Любой инструмент имеет схему резания. Которая предельно понятна из этого фото.
Схема распределения припуска.

Как указано на рисунке черновой инструмент снимает 75 процентов припуска, а для чистового остается всего 25 процентов. Это необходимо для получения более качественной резьбы в детали.
Схема резания.

На черновой приходится львиная доля снимаемого припуска, однако профиль он не формирует. Для формирования профиля резьбы применяется специальный чистовой инструмент в зависимости от выбранного вида резьбы.
Размеры метчиков. ГОСТ
Все размеры вы найдете в ГОСТах которые сможете скачать в конце статьи. На многих сайтах я например вижу встроенные таблицы. И всегда задаюсь вопросом — ЗАЧЕМ? Если собрались проектировать метчик, то ГОСТ вам в помощь. ГОСТы для того и разрабатывались, что бы такие как мы с вами могли заглянуть туда и получить необходимую информацию.
Специально для вас, моих любимых читателей блога инженера, я создал сборку из самых актуальных и сканированных в отличном качестве ГОСТов. В сборке 16 документов для разных наименований метчиков. Для ВАС скачивание бесплатно. Для появления ссылки не надо регистрироваться или посылать свой телефон , я знаю, что вы не робот . Просто поделитесь данной статьей в социальных сетях. Качайте, пользуйтесь!
Подборка ГОСТов посвященных теме метчик.
А на этом мы заканчиваем. Сегодня вы узнали, что метчик это инструмент для получения достаточно точной и качественной резьбы в металлических конструкциях и деталях. Думаю пост был вам полезен. буду рад увидеть ВАШИ КОММЕНТАРИИ.
Набор метчиков – накрутим новую резьбу!
Набор метчиков и плашек спасет нас в тех ситуациях, когда нужно создать резьбу. Конечно, сегодня это больше атрибут машиностроения, причем, в большинстве случаев, эти операции механизированы, однако у домашних умельцев иногда появляются задачи подобного рода.
Лерки и метчики – как различать?
Нарезать резьбу приходится в нескольких исполнениях – внешнюю и внутреннюю. Для этого необходимы разные инструменты, но принцип их действия очень близок. Может быть, многие слышали где-то такие слова, как лерки, метчики, плашки. Это как раз те приспособления, которые и помогают осуществить данную задачу. Различия тут достаточно простые, если не углубляться в конструкцию и классификации каждого приспособления. Мы постараемся указать на них в нескольких выражениях, чтобы не путать вас.
Лерки, они же плашки, создают резьбу внешнюю, то есть по верху какого-то изделия, например, трубы. Конечно, делают это на заводе-изготовителе, но если вдруг вы решили сделать дома ремонт и обрезали трубы, то новую резьбу создать поможет именно такой инструмент. Сегодня эти два названия отождествляют, раньше разделяли. Леркой считали неразборное приспособление, а плашкой – разборное и регулируемое. Считалось, что лерка создает более качественную резьбу.
Метчики же используются для образования резьбового разъема внутри какой-то детали или ее заготовки. Многие, чтобы описать инструмент, просят представить обычный винт, на котором особым образом вырезаны канавки, которые чередуются с режущими зубьями. Одним концом данное приспособление крепят к станку (при механической нарезке) или воротку (при ручной работе), это место называется хвостовиком. Другим концом метчик вставляют в отверстие и вращают; продвигаясь, он образует резьбу.





Размеры метчиков или что учесть при работе?
Работа, которую выполняют данные инструменты, может быть серийной, поэтому большинство приспособлений – это метчики машинно-ручные, то есть ими можно пользоваться и на станках, и в домашнем хозяйстве. Причем несложно догадаться, что с таким объемом работ может справиться только очень крепкий материал, поэтому изготавливают их из твердых сплавов, чтобы износ был минимальным, либо быстрорежущих сталей, чтобы процесс происходит быстрее и легче.
Чтобы получить качественную нарезку, желательно подбирать размеры метчиков под отверстие. Если предстоит создавать резьбу большого диаметра, то для лучшего эффекта последовательно нужно использовать несколько размеров, чаще всего хватает двух-трех. Если вы обрабатываете мягкий материал, то придется «растянуть» удовольствие от работы на пять метчиков. Когда отверстия вовсе нет, сначала используется сверло, метчик вступает в игру уже позже. Причем для металлических заготовок сверло тоже должно быть довольно крепким.
Стоит внимательно выбирать профиль инструмента для нарезки, ведь то, что вы получите в отверстии, зависит именно от него.
Не стоит путать метчики для сквозных и глухих отверстий, потому что при неверном выборе деталь отправится в брак. Также при нежелании использовать универсальный резьбовой инструмент, приобретая машинный или ручной метчик, обращайте внимание на хвостовик, подойдет ли он для вашего крепления. Иногда стружечный вариант образования резьбы не подходит, тогда можно использовать накатывание, где формируются канавки, вследствие пластических деформаций. Для этого также необходим особый метчик.
Набор метчиков – плюсы и минусы такого инструмента
Теоретически все кажется простым в работе с метчиками, но это не совсем так. Если разобрать процесс подробнее, то это довольно затратное мероприятие в плане физической силы, особенно, если вы принялись за работу вручную. Ведь нарезать металл металлом непросто, огромны силы трения, стружка не такая податливая, как в деревянных изделиях при сверлении, она также очень сопротивляется при выходе по канавкам. Из-за наличия канавок в корпусе метчика, прочность корпуса несколько понижена, поэтому эти приспособления часто ломаются, особенно, когда используется тонкий размер.
Но не все так удручающе, ведь не зря метчик использовался раньше и не пропал из инструментария до сих пор. Сам по себе он устроен несложно, прост в изготовлении и применении, не надо долго думать, как же им пользоваться и куда закрепить. Точность резьбы достаточно высокая, а для очень требовательных деталей ее можно повысить улучшением качества самого метчика, что проще, чем строить сложные приборы контроля самого процесса нарезки. Сделав более совершенный метчик, вы уже можете рассчитывать на такую же совершенную резьбу.
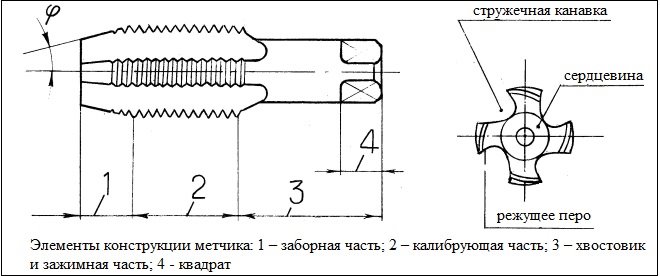
Метчики машинно-ручные и другие виды приспособлений
Некоторые разновидности метчиков, конечно, имеют свои особенности, но если постараться описать общий принцип устройства, то выглядит данное приспособление примерно следующим образом. Сначала идет заборная часть, которая выглядит, как наконечник сверла с режущим пером, а следом за ней идет резьба, выполняющая функции калибрующей части. Последняя характеризуется числом перьев и зубьев, на ней же находятся и канавки для удаления стружки. Заканчивается все хвостовиком, на котором образованы крепления. По конструкции и применению основная масса метчиков делится на ручные, машинные, машинно-ручные (критерии классификации определить несложно в данном случае).
Ручные варианты называют еще слесарными, обычно увидеть их можно комплектами, поодиночке их не продают, это не строгий инструмент, класс точности у него всего лишь четвертый. Те приспособления, что созданы для машинного использования, выше классом по точности, используются в токарных, агрегатных и сверлильных станках. Это в большинстве своем метчики метрические для создания резьбы М2-М4, но для некоторых случаев используются и метчики дюймовые, создающие резьбу типа К (коническую). Изготавливаются они все из прочных марок стали и с более качественно накатанной резьбой, стандартизированы по размерам.
Также различают гаечные, плашечные и специальные варианты. Вот тут мы остановимся чуть подробнее. Первая разновидность говорит сама за себя, резьба образуется в гайках, такие приспособления используются на станках и обрабатывают большое количество гаек сразу, прорезая насквозь ряд выстроенных друг за другом кругляшков. Плашечный метчик калибрует резьбу в плашках, если она пришла в некоторую негодность. А вот группа специальных видов довольно широкая, потому что определяется профилем и формой резьбы, которую они способны нарезать, тут можно встретить круглые профили, в виде трапеции и т.д., также в этой группе мы найдем метчик конический, трубный, сборный, регулируемый и др.
К специальным относят приспособления, где зубья друг относительно друга стоят в шахматном расположении, это исключает заклинивание из-за плохого отвода стружки. Метчик с укороченной канавкой нужен для особо тяжелых работ, потому что он крепче остальных. А изделие с винтовой канавкой лучше отводит стружку, что важно при работе с глухими отверстиями. Ступенчатый и режуще-выглаживающий инструмент позволяет реализовать несколько режимов нарезки. Колокольный тип метчиков позволяет делать резьбу сравнительно больших размеров (до 40 см).
Конический метчик характеризуется отсутствием калибрующей части, длина его равна длине резьбы. А метчик-протяжка и вовсе выбивается из ряда этих инструментов. Дело в том, что он устроен иначе, хвостовик у него движется впереди режущей части, то есть он тянет за собой весь корпус этого приспособления. Он довольно функционален, может делать резьбу любого профиля, длины, шага. Такой метчик бывает левый и правый, то есть вращается в разные стороны, делая соответствующую резьбу.
Метчик
Содержание: Скрыть Открыть

Метчики – это основной инструмент для нарезания внутренних резьб в глухих и сквозных отверстиях ручным или машинным способом. С точки зрения доступности метчик для нарезания резьбы относится к сравнительно простым инструментам, применение которых доступно и любителям, и профессионалам, позволяющим получить в условиях обычной мастерской стандартную резьбу, соответствующую требованиям ГОСТ.
Устройство метчиков
Данный тип резьбонарезного инструмента представляет собой винт с прямыми и винтовыми канавками необходимыми для нарезания резьбы и отвода образуемой в процессе стружки. Рабочая зона включает калибрующую и режущую части. Для крепления инструмента в ручных воротках или патронах имеется квадратная хвостовая часть. Сам процесс нарезки представляет собой поворот инструмента в предварительно просверленном отверстии (глухом или сквозном) путем возвратно-поступательного движения.
В зависимости от варианта исполнения, устройство метчика позволяет нарезать резьбу за один, два или три прохода. Подготовка резьб более чем за один проход осуществляется комплектами из чернового, среднего и чистового инструментов. Для нарезки в отверстиях из особо вязких материалов, например титанового сплава, выпускаются комплекты из пяти инструментов.
Применение
Метчики для нарезания резьб являются основным резьбонарезным инструментом для бытового, полупрофессионального и профессионального применения. Они могут быть использованы для подготовки, практически, всех видов резьб – метрической, дюймовой, трапециидальной и т. д.
Основные характеристики метчиков:
- Материал изготовления. Наилучший вариант – легированные стали обеспечивающие высокую долговечность инструмента.
- Способ нарезки – для ручного или машинно-ручного применения.
- Диаметр отверстия – определяется по соответствующей таблице.
- Параметры нарезаемой резьбы – метрическая, дюймовая, основной или мелкий шаг и т. д.
Основные правила нарезки внутренней резьбы
Чтобы правильно нарезать резьбу метчиком необходимо придерживаться следующих рекомендаций:
- Просверлить отверстие нужного диаметра. По сути – это главный этап, т. к. при ошибке вы получите либо неплотную резьбу, либо сломаете метчик из-за перегрузки. Для наиболее распространенной, метрической резьбы таблица диаметров приведена ниже. Для грубой оценки необходимо отнять от диаметра резьбы её шаг. Сверлить необходимо строго перпендикулярно к плоскости.

- Для нарезки вручную выполняем возвратно-поступательные движения – два оборота вперёд, один назад.
- После прохода черновым метчиком, повторяем процедуру чистовым.
- При нарезке в глубоком отверстии необходимо периодически полностью выкручивать инструмент и очищать канавки.
- Для нарезки в глухом отверстии его длина должна быть больше планируемой длины резьбы.
- При нарезке резьбы в глубоких отверстиях обязательно используйте смазку – эмульсия, керосин или льняное масло.
Виды метчиков для нарезания резьб
В зависимости от способа нарезки существуют следующие виды метчиков – ручные, машинно-ручные и машинные. Ручные оснащены квадратной хвостовой частью для фиксации в воротке, выпускаются 2-х и 3-комплектными. Машинно-ручные метчики могут быть установлены и в вороток, и в патрон станка. Для нарезания резьбы в сквозном отверстии выпускаются с шестью нитками на рабочей части, для глухих отверстий – с тремя. Машинные метчики предназначены исключительно для установки в патрон станка, имеют винтовые и укороченные канавки.
Кратко перечислим некоторые специальные виды метчиков:
- Гаечные – имеют длинную хвостовую часть для нанизывания гаек, что позволяет нарезать резьбы в нескольких изделиях без выворачивания инструмента. Предназначены для машинной нарезки.
- Метчики для левой резьбы – обозначаются литерами LH, имеют тот же шаг и диаметр как инструмент с метрической резьбой.
- Метчики дюймовые – инструмент для нарезки резьб в дюймовой системе измерений. Выпускаются 2-х или 3-комплетными в трех классах точности.
- Метчики трубные – позволяют нарезать трубные резьбы с дюймовой системой измерения в диапазоне от 1/8 до 2 дюймов. Выпускаются в ручном и машинно-ручном исполнении, в двух комплектах с острым и тупым заходом.
- Метчики конические – применяются для подготовки соответствующего типа резьб метрических (К) и трубных (Rc). Отличаются наличием удлиненной начальной заборной части с неполной резьбой, постепенно переходящей в полную.
Действующие стандарты
Конструкцию машинных и ручных метчиков регулирует ГОСТ 3266-81. Технические условия — ГОСТ 3449-84. Также для каждого типа инструмента действует свой стандарт определяющий его конструкцию.
Видео
Наглядную информацию об инструменте вы можете получить в представленном ниже видео
Что такое метчик
Метчик относится к металлорежущему типу инструментов, с помощью которого наносится внутренняя резьба и калибруется существующая. Способ нанесения – ручной или автоматизированный, зависит от размера заготовки. По внешнему виду метчик схож с винтом или валиком цилиндрической формы. Максимальный диаметр резьбы – до 50 мм как для глухих, так и сквозных отверстий. Для производства метчиков используют сталь марки – Р9, Р18, Р6М5.
Применение
Резьбонарезной инструмент по конструкционным особенностям и применению подразделяется на типы:
- • ручной, где зубья расположены по окружности. Используется в слесарных работах и при ручном способе нарезки;
- • гаечный, для сквозных отверстий на гайках. С удлиненным или изогнутым хвостовиком;
- • машинный, для создания глухих отверстий машинным способом. Обработка происходит на токарных станках;
- • комбинированный, возможно использование как ручного, так и машинного способа несения резьбы на деталь.
Инструмент позволяет наносить все виды резьбы – метрическая, дюймовая, трапецеидальная.
Конструкционные особенности
Метчик любого типа состоит из рабочей области, шейки и хвостовика. Вся механическая работа приходится на рабочую область, которая в сою очередь имеет заборную часть, и два типа зубьев – режущие и калибрующие. Роль крепежа выполняет хвостовик, который фиксируется на станках в специальном резьбонарезном патроне, а при ручных работах в воротке или метчикодержателе. Характерной особенностью для ручных метчиков является их комплектность – не менее 3 штук. Каждый со своей рабочей функцией: черновой, серединный и чистовой.
Как нарезать внутреннюю резьбу метчиком
Для создания внутренней резьбы в готовых отверстиях необходимо подобрать соответствующий метчик по размеру и характеристикам. Практически все показатели по выбору и качеству резьбы регулируются нормативные документом ГОСТ 19257-73. Рекомендации по работе:
- • для изделий, полученных литьем или штамповкой требуется дополнительная подготовка прежде чем наносить резьбу. Отверстие зенкеруется или рассверливается для увеличения диаметра;
- • для точной и качественной резьбы рекомендуется хвостовик метчика крепить в патронах с реверсивными, самоцентрующимися и плавающими свойствами;
- • со всех обрабатываемых заготовок предварительно снимается фаска;
- • в процессе нарезания обязательно применяются охлаждающие и смазывающие растворы.
Типы резьбы: метрическая, дюймовая и трубная.
- Метрическая – параметры резьбы измеряются в мм, с соответствующей маркировкой «М».
- Дюймовая – используется для конической формы метчиков, измеряется в дюймах.
- Трубная – для цилиндрических метчиков, резьба наносится на трубные соединения.

Классификация метчиков
По конструктивным особенностям и типу резьбы различают: плашечные (резьба формируется за один проход), маточные (для очистки резьбы) и безканавочные метчики с высокой производительностью. В зависимости от конструкционных особенностей рабочей части (типа резьбы) метчики бывают: шахматные или спиральные; прямые, винтовые, укороченный.
Машинные и машинно-ручные метчики
Для калибровки и создания резьбы в глухих и сквозных отверстиях разной формы используют инструмент – метчик, машинного или машинно-ручного типа.
— Машинные металлорежущие инструменты применяют для работы на токарных, сверлильных, агрегатных и револьверных станках, чтобы нарезать резьбы всех видов. Они намного быстрее обрабатывают изделия, их можно использовать для конвейерного производства и больших заказов. Оснасткой этого типа можно нарезать резьбу за один подход, если нужна резьба с шагом до трех миллиметров. Резьбу крупного шага изготавливают на несколько проходов метчиком по металлоизделию.
— Машинно-ручными оснастками можно выполнять нарезку резьбы и ручным способом, и с помощью сверлильных устройств (станков). Инструмент выпускается в количестве одной или двух штук. В наборе из двух метчиков один металлорежущий инструмент применяют для черновых работ, а другой – чистовых. Часто комплект машинно-ручных оснасток используют для работы с разными видами материалов: мягкую сталь и чугун обрабатывают одним инструментом, а твердую сталь обрабатывают двумя метчиками. От просто ручных резьборезов машинно-ручные виды отличаются видом хвостовика – там имеется квадрат и кольцевая выточка, благодаря которой оснастка не вываливается из патрона в процессе обработки изделий. Машинно-ручным изделием для работы с металлом можно делать резьбу в автомобильных деталях, нарезать крепёжную резьбу и мелкометрическую, цилиндрическую и коническую. В сквозных проймах и глухих.
Метчики – протяжки
Чтобы получить крупнопрофильную резьбу в металлоизделии, используют метчик-протяжку. Им обрабатывают сложные сквозные или трапецеидальные отверстия. Протяжки могут работать только в токарном станке. Резьба нарезается за один проход вдоль отверстия. От других видов этот метчик отличается более точным исполнением и жёсткостью. Он работает на растяжение, а не на сжатие, как обычные резьбонарезные инструменты. За счет функции протяжки толщина спила уменьшается, а длина режущей части – увеличивается.
Гаечные метчики
Инструменты гаечного типа предназначены для резьбонарезания в гайках разного диаметра. Конструкция гаечного метчика такова, что инструмент не нужно выворачивать в конце процесса обработки отверстия гайки. Гаечные оснастки могут быть с разными хвостовиками: изогнутыми и удлинёнными. С изогнутыми – применяют в работе с гайконарезными автоматами. Хвостовик у гаечного метчика в любом случае длиннее, чем у других видов, это необходимо для того, чтобы нанизывать на него гайки по мере нарезания в них резьбы. Это увеличивает скорость и производительность.
Слесарные метчики
Для работы с отверстиями разного вида и формы мастера берут комплект из слесарных метчиков. Резьбонарезные оснастки изготавливаются комплектами, в которые входят черновые инструменты конусной формы, получистовые и чистовые цилиндрические оснастки. Слесарными метчиками можно обработать деталь вручную. Комплектом металлорежущих оснасток мастер может выполнить нарезку крупной и метрической резьбы. Метчики для слесарных работ бывают левыми и правыми в зависимости от направления их вращения.

Из каких материалов изготавливаются метчики
Плашки металлорежущего инструмента изготавливают из высококачественной стали разных марок: инструментальной, быстрорежущей, легированной. Технология современного производства позволяет делать метчики из твердосплавной стали и из стали порошковой, в последнем случае инструмент получает способом спекания порошков. Метчики из твёрдых сплавов более качественные, так как обладают устойчивостью к высоким температурам, износостойкость и могут долго работать на быстрых скоростях, что позволяет обработать большое количество металлоизделий. У оснасток, сделанный из порошков стали тоже есть свое преимущество – это высокая прочность за счет меньшей твердости инструмента.
ГОСТы
Машинно-ручные с канавками прямыми/винтовыми/укороченными изготовленные из углеродистой стали регулируются ГОСТ3266-71-71/ГОСТ17933-72/ГОСТ 17931-72. Гаечные метчики с прямым/изогнутым хвостовиком производятся из низколегированной стали согласно ГОСТ1604-71/ГОСТ6951-71. Машинно-ручные, где зубья расположены в шахматном порядке из нержавеющей стали – ГОСТ17927-71. Гаечные с шахматным расположением и прямым хвостовиком (метчики из жаропрочной стали) по ГОСТу 17929-72. Машинные с винтовыми или укороченными типами канавок (инструмент из легких сплавов) – ГОСТ 17932-72/17930-72.
Подготовка к нарезанию резьбы
Отверстие перед нарезкой резьбы готовят несколькими способами – затачиванием, обтачиванием или сверлением поверхности металлической заготовки. Для наружной резьбы необходимо диаметр уменьшить на 0,1 – 0,4 миллиметра. В начале участка, на котором будет резьба, делают фаску методом затачивания – это нужно, чтобы притупить заход резьбы. А если перед резьбонарезкой отверстие растачивают, его диаметр увеличивается до 0,4 мм. Отверстие под резьбу должно быть диаметром немного больше, чем диаметр самой резьбы – это позволяет предотвратить поломку резьборежущей оснастки.
Как подобрать сверло под метчик
Можно использовать специальный инструмент, сверло-метчик, который позволяет одновременно выполнять операции сверления и нарезания резьб. В выборе сверла необходимо ориентироваться на два параметра — шаг и диаметр отверстия.
Как вытащить сломанный метчик из отверстия
Метчик может сломаться, если резьба нарезается в отверстии с низким диаметром, также может произойти защемление стружки при извлечении инструмента.
Способы извлечения
- 1. Сдвоенные концы жесткой проволоки нужно просунуть в канавки метчика и выкрутить его;
- 2. Можно пирварить к сломанному инструменту ручку и с помощью нее извлечь;
- 3. Существуют специальные оправки и зенкера, которые помогут справиться с данной проблемой;
- 4. Если часть метчика осталась снаружи, можно приварить к нему хвостовик с квадратным наконечником;
- 5. Высверливание винтовыми сверлами;
- 6. Выжигание электроэрозионными станками;
- 7. Вытравливание разбавленной азотной кислотой.
Метчики для нарезания резьбы – виды, таблица размеров, требования ГОСТ 3266-81
У многих технических устройств, а также у большинства предметов домашнего обихода есть резьбовые соединения, которые человечество начало использовать с древнейших времен. К основным инструментам, при помощи которых изготавливаются элементы таких соединений, относится метчик. Его применение позволяет быстро и без особых затруднений нарезать на внутренней поверхности отверстия точную и качественную резьбу.

Метчики для нарезки резьбы
Конструктивные особенности
Первые инструменты для нарезки внутренней резьбы отличались примитивной конструкцией и представляли собой четырехгранный стержень, на рабочем конце которого, заточенном под пологий конус, выпиливались режущие зубья. Резьба при использовании такого метчика нарезалась посредством его завинчивания во внутреннюю часть гайки или в предварительно подготовленное отверстие в обрабатываемом изделии. Естественно, такой инструмент обладал множеством недостатков, к наиболее значимым из которых следует отнести отсутствие на режущей части задней поверхности, а также отрицательное значение переднего угла. Со временем конструкция метчиков стала более продуманной, и сегодня они позволяют создавать точную и качественную внутреннюю резьбу.
В любом метчике для нарезания резьбы на внутренних поверхностях обрабатываемых изделий вне зависимости от его геометрических параметров и назначения есть следующие элементы:
- боковые канавки (их может быть от 2 до 6);
- коническая заборная часть;
- калибрующая часть, которая имеет цилиндрическую форму.
Канавки, расположенные на боковой поверхности инструмента, вдоль всей его длины, одновременно выполняют две функции: обеспечение отвода стружки из зоны обработки и облегчение подвода в такую зону смазывающе-охлаждающей жидкости (СОЖ). Форму, которую канавка метчика имеет в поперечном сечении, определяют две ее поверхности, одна из которых является передней гранью режущего зуба инструмента, а вторая – его спинкой. По типу профиля стружечные канавки бывают следующих видов:
- однорадиусные (с канавками такой формы производятся преимущественно метчики калибровочного типа);
- с прямолинейными передней и задней поверхностями (инструменты с канавками такой формы используются для нарезки резьбы внутри гаек);
- с прямолинейной передней и радиусной задней поверхностями (большинство метчиков производится со стружечными канавками именно такого типа).
Профили стружечных канавок метчиков
Канавки могут располагаться по-разному: различают прямолинейные, а также спиральные правые или левые. С канавками прямолинейного типа изготавливаются универсальные метчики общего назначения. Со спиральными левонаправленными канавками производятся метчики, используемые для нарезания резьбы на проход. Стружка, создаваемая таким инструментом, двигается впереди него по обрабатываемому отверстию, тем самым исключается риск порчи уже нарезанной резьбы. При использовании метчиков с правым направлением закручивания канавок стружка выводится из зоны обработки к хвостовику инструмента. Правосторонние метчики по этой причине оптимально подходят для нарезки резьбы в глухих отверстиях.
Заборная часть метчика, как уже говорилось выше, имеет коническую форму, что облегчает процесс вхождения инструмента в обрабатываемое отверстие. Конкретное значение угла наклона заборной части, который может находиться в диапазоне 3–20°, выбирают в зависимости от того, для какого типа обработки будет использоваться инструмент – черновой, промежуточной или чистовой.
Конструкции метчиков по ГОСТу
Цилиндрическая калибровочная часть выполняется с обратным занижением величиной до 0,1 мм, что необходимо для того, чтобы уменьшить силы трения, возникающие в процессе нарезки резьбы. Уменьшить силу трения между рабочей частью метчика и обрабатываемой поверхностью позволяет также затыловка задней поверхности режущих зубьев, выполняемая от их вершины на 1/3 их ширины. Таким образом, создается занижение задней поверхности режущих зубьев, величина которого для инструментов диаметром 12–30 мм составляет около 0,1 мм.
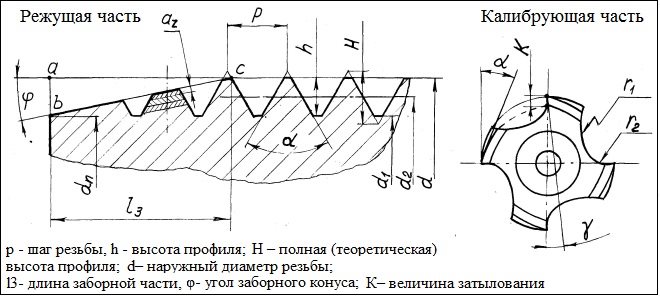
Геометрия режущей и калибрующей части метчика
Виды по назначению
Современная промышленность выпускает различные виды метчиков, которые отличаются друг от друга конструктивным исполнением и функциональными возможностями. Так, по своему назначению метчики могут относиться к одному из следующих типов.
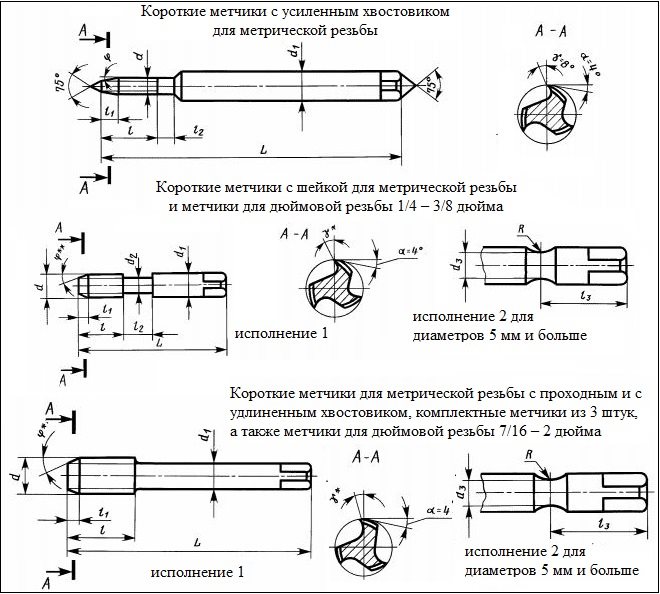
Данные инструменты чаще всего являются ручными и используются в комплекте со специальным воротком, при помощи которого метчику сообщается вращение. Как правило, они выпускаются и используются комплектами, состоящими из двух-трех инструментов, каждый из которых снимает с обрабатываемой поверхности лишь часть припуска. Размеры метчиков, входящих в такой комплект (в частности, их рабочие диаметры), различаются. Первый из инструментов, на хвостовик которого нанесено обозначение в виде одной черточки, используется для выполнения черновой обработки, второй (с двумя черточками на хвостовике) – для промежуточной, а третий (соответственно, с тремя черточками) – для финишной обработки нарезаемой резьбы.

Метчики ручные комплектные
Это инструменты, при помощи которых резьба может нарезаться как вручную, так и на станках различного типа (токарных, сверлильных, агрегатных и др.). От слесарных такие метчики отличаются лишь несколько укороченной заборной частью и более высокой устойчивостью к механическим нагрузкам.

Метчики машинно-ручные тройные
При помощи таких инструментов, как следует из их названия, выполняют нарезание резьбы в гайках. Гайки, в которых таким метчиком уже нарезана резьба, не скручиваются с инструмента, а перемещаются на его удлиненную хвостовую часть. Хвостовики гаечных метчиков, при помощи которых резьба нарезается на сверлильных станках, имеют прямолинейную форму. Гайки с уже нарезанной резьбой, перемещенные на такой хвостовик, просто стряхиваются с него после извлечения инструмента из патрона станка. Для нарезания гаек на резьбонарезных автоматах используются метчики, хвостовки которых имеют изогнутую форму. При выполнении резьбы таким способом гайки под напором друг друга проталкиваются по изогнутому хвостовику инструмента, достигают его конечной части и падают в подготовленную тару.
Нарезание резьбы с помощью гаечного метчика
Требования к конструкции и размерам как ручных, так и машинных метчиков для нарезания метрической резьбы оговаривает ГОСТ 3266-81, который так и называется: «Метчики машинные и ручные. Конструкция и размеры».
Ознакомиться с требованиями ГОСТ к ручным и машинным метчикам можно, скачав документ в формате pdf по ссылке ниже.
Виды по конструкции
По своему конструктивному исполнению метчики также подразделяются на различные виды. Так, в зависимости от данного параметра различают инструменты:
- со стружечными канавками укороченной длины, которые также называют бесканавочными (конструкция таких метчиков специально разработана для того, чтобы нарезать резьбу в деталях из вязких низкоуглеродистых сталей, алюминиевых сплавов, а также высокопрочных легированных сталей);
- с канавками, расположенными по винтовой линии (устанавливают такие инструменты на обрабатывающие центры и используют для нарезки глухой резьбы);
- с режущими зубьями, размещенными в шахматном порядке (за счет того, что режущие зубья на калибровочной части такого инструмента срезаны через один, удается добиться уменьшения силы трения при обработке);
- ступенчатого типа с рабочей частью, разделенной на два участка, каждый из которых выполняет свою функцию (например, есть ступенчатые метчики, первый участок которых работает по генераторной схеме, а второй – по профильной; у ступенчатых инструментов других типов первый участок выполняет режущую функцию, а второй – выглаживающую);
- комбинированные (это фактически два инструмента в одном: их режущая часть, выполненная в единой конструкции, начинается со сверла, а заканчивается метчиком);
- метчики-протяжки, используемые для нарезания резьбы в сквозном отверстии любого диаметра (с их помощью резьба нарезается на токарных станках, в патроне которых закрепляется обрабатываемая деталь, а в резцедержателе – хвостовик используемого инструмента; перемещение метчика в процессе нарезания резьбы обеспечивается автоматической подачей суппорта станка, а вращение обрабатываемой детали – вращением шпинделя);
- с внутренней полостью, за счет которой происходит охлаждение инструмента в процессе обработки (использование таких метчиков, установленных на специализированном или многооперационном оборудовании, позволяет значительно повысить производительность нарезки резьбы);
- колокольные (такие метчики используются для нарезания внутренней резьбы большого диаметра (50–400 мм) и имеют сборную конструкцию, состоящую из отдельных режущих элементов).
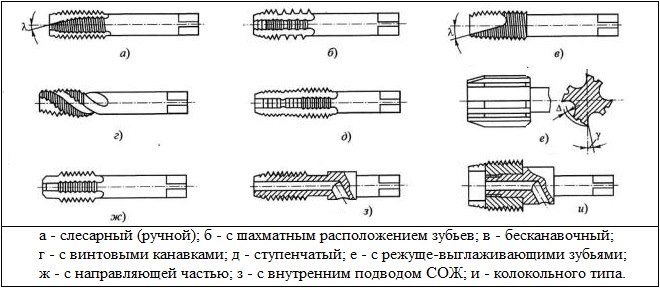
Конструкции основных типов метчиков
Конструктивно все перечисленные выше метчики настолько различаются между собой, что отличить их друг от друга можно даже по фото.
Типы нарезаемой резьбы
Используя метчики разных категорий, как и различные виды плашек, можно формировать на внутренних поверхностях деталей резьбу различных типов. В зависимости от типа нарезаемой резьбы метчики подразделяются на следующие категории.
Это метчики, при помощи которых нарезаются метрические резьбы. Нарезаемый элемент резьбы в таких случаях имеет форму равнобедренного треугольника, а все ее параметры измеряются в миллиметрах. В маркировке таких метчиков содержится буква «М». Для подбора метчиков метрических и диаметра подготовительного отверстия используется специальная справочная таблица.
Рабочая часть таких метчиков имеет коническую форму. Диаметр дюймовых инструментов измеряется в дюймах, а шаг – в количестве ниток на один дюйм (25,4 мм). Уклон средней поверхности метчиков данного типа составляет 1°47’24».
Сюда относятся цилиндрические и конические метчики, используемые для нарезки резьбы в элементах трубных соединений.
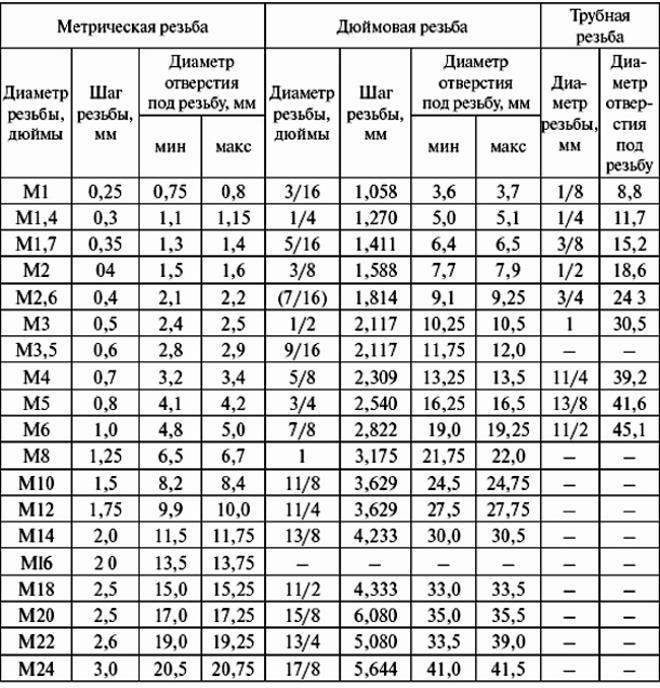
Таблица 1. Параметры метчиков и размер отверстия под резьбу
Метчики можно использовать для получения отверстий как с правой, так и с левой резьбой. Метчики для левой резьбы, если сравнивать их в реальности или по фото с инструментами правого типа, отличаются от последних только направлением подъема винтовой линии своей режущей части.
Материалы для производства метчиков
Для изготовления метчиков различных типов используются следующие материалы:
- высокоуглеродистые инструментальные стали (У10А, У12А и др.) – для ручных инструментов;
- быстрорежущие стали (Р6М5, Р6М5К5 и др.) – для машинных;
- твердые сплавы – для метчиков, работающих в комплекте с высокопроизводительным оборудованием.
Метчик



Метчи́к — инструмент для нарезания внутренних резьб. Метчик представляет собой винт с прорезанными прямыми или винтовыми стружечными канавками, образующими режущие кромки. Метчик хвостовой частью крепится в вороток, рабочей частью вставляется в отверстие, в котором при проворачивании воротка возвратно-поступательными движениями нарезается резьба. Рабочая часть метчика имеет режущую и калибрующую части. Задняя поверхность для исключения трения её об обрабатываемую деталь выполняется затылованной (некруглой). Профиль резьбы метчика должен соответствовать профилю нарезаемой резьбы.
При нарезании крупных резьб часто используют комплекты из двух или трёх метчиков, отличающихся размерами, на вязких материалах (титановых сплавах) используются комплекты из пяти метчиков.
Различают метчики для глухих и сквозных отверстий.
Метчики могут использоваться на токарных и сверлильных станках и обрабатывающих центрах (машинные метчики), а также для нарезания резьб вручную. Машинный метчик отличается от ручного формой заходной части. Метчик закрепляют на станке в специальном патроне(патрон с осевой компенсацией), либо обычном цанговом патроне с цангой для метчиков. Так же в последнее время, как альтернатива патронам с осевой компенсацией, стали появляться цанги с компенсацией которые можно использовать на обычном цанговом патроне.
Для получения внутренних резьб пластическим деформированием — накатыванием — применяют бесстружечные метчики (раскатники). Их основным отличием от режущих метчиков является отсутствие стружечных канавок.
Литература
- Родин П. Р. Режущие инструменты. — К. : Вища школа, 1974. — С. 400.
- Якухин В. Г., Ставров В. А. Изготовление резьб. Справочник. — М .: Машиностроение, 1989. — С. 192.
См. также
Ссылки
Wikimedia Foundation . 2010 .
Смотреть что такое «Метчик» в других словарях:
Метчик — инструмент для нарезания внутренней резьбы в предварительно просверленных отверстиях. Метчик представляет собой закаленный винт с прорезанными вдоль стержня канавками, образующими режущие кромки. Метчики подразделяются: по назначению на ручные,… … Финансовый словарь
метчик — метч, инструмент, клеймовщик, меточник, клеймитель, банкомет Словарь русских синонимов. метчик сущ., кол во синонимов: 9 • банкомет (6) • … Словарь синонимов
МЕТЧИК — инструмент для нарезания внутренней резьбы цилиндрический валик с режущими кромками на конце. Бывают ручные и машинные метчики. Материал инструментальная или быстрорежущая сталь … Большой Энциклопедический словарь
МЕТЧИК — 1. МЕТЧИК, метчика, муж. (тех.). Инструмент для винтовой нарезки в отверстиях. 2. МЕТЧИК, метчика, муж. (спец.). 1. Тот, кто метит, ставит знаки на чем нибудь. 2. Инструмент для выбивания знаков на металлах. Толковый словарь Ушакова. Д.Н. Ушаков … Толковый словарь Ушакова
МЕТЧИК — 1. МЕТЧИК, метчика, муж. (тех.). Инструмент для винтовой нарезки в отверстиях. 2. МЕТЧИК, метчика, муж. (спец.). 1. Тот, кто метит, ставит знаки на чем нибудь. 2. Инструмент для выбивания знаков на металлах. Толковый словарь Ушакова. Д.Н. Ушаков … Толковый словарь Ушакова
МЕТЧИК — 1. МЕТЧИК, метчика, муж. (тех.). Инструмент для винтовой нарезки в отверстиях. 2. МЕТЧИК, метчика, муж. (спец.). 1. Тот, кто метит, ставит знаки на чем нибудь. 2. Инструмент для выбивания знаков на металлах. Толковый словарь Ушакова. Д.Н. Ушаков … Толковый словарь Ушакова
Метчик — I м етчик м. Тот, кто ставит меты [мета I 1.], метки на чём либо. II м етчик м. Сельскохозяйственное орудие для проведения линий или борозд перед посадкой растений вручную; маркёр IV 1.. III метч ик м. Инструмент для нарезания внутренней винтовой … Современный толковый словарь русского языка Ефремовой
Метчик — I м етчик м. Тот, кто ставит меты [мета I 1.], метки на чём либо. II м етчик м. Сельскохозяйственное орудие для проведения линий или борозд перед посадкой растений вручную; маркёр IV 1.. III метч ик м. Инструмент для нарезания внутренней винтовой … Современный толковый словарь русского языка Ефремовой
МЕТЧИК — (Screw tap) режущий инструмент для нарезания винтовой резьбы в предварительно просверленных отверстиях. Самойлов К. И. Морской словарь. М. Л.: Государственное Военно морское Издательство НКВМФ Союза ССР, 1941 … Морской словарь
МЕТЧИК — инструмент для нарезания внутренней резьбы путем введения его в отверстие и сообщения ему вращения. Врезаясь в металл. М. своими зубцами прорезает винтовые канавки, образуя нужную резьбу. В зависимости от способа нарезания вручную или на станках… … Технический железнодорожный словарь