

Лучшие диски для резки металла
Какой лучше выбрать диск отрезной по металлу?
При работе с металлом часто используют болгарку. А её эффективность напрямую зависит от круга, который используется. Так как выбрать диск отрезной по металлу, чтобы получить оптимальное качество? В качестве примеров сравниваться будут круги с наиболее популярным «бытовым» диаметром 125 мм.
Выбираем толщину
Следует отметить, что если говорить про диски отрезные по металлу, размеры играют не последнюю роль. Так, слишком большой диаметр круга не позволит использовать его в болгарке. Но существует ещё один параметр, который отвечает за комфортность работы, это толщина. Наиболее простыми и эффективными в плане резки обычно являются диски на 1 и 1,2 мм. И они пользуются соответствующей популярностью. Но почему так? Дело в том, что тонкие диски являются более упругими, чем их «толстые» собратья. Благодаря возможности небольшого изгиба нивелируются мелкие ошибки оператора и биение вала. Также при разрыве диска (что довольно труднодостижимо), масса и кинетическая энергия разлетающихся осколков будет относительно малой. К тому же из-за сложности их производства вероятность встретить подделку из Китая весьма небольшая. Поэтому в качестве объекта и были выбраны диски отрезные по металлу 125 мм с толщиной 1 миллиметр, как популярные в быту и сложные для подделки.

Результаты тестирования
Но принять решение о выборе конкретной модели можно только сравнивая их эффективность на практике. Поэтому предлагаю вашему вниманию результаты экспериментов, где будет рассмотрено несколько популярных представителей. В качестве тестового задания выступала резка стальных прутов в количестве 50 штук с диаметром в 10 миллиметров. Для равномерности тестирования использовался станок PoggiPosqualino. Также осуществлялся разгон до 150 м/с (при заявленном показателе в 80 метров), чтобы проверить стойкость к разрыву на устройстве этой же фирмы.

Hitachi PowerTools
Выпускается Лужским абразивным заводом, но считается партнерской продукцией Японии. Промаркированы они без нарушений правил с указанием назначения диска и его соответствия ГОСТу. По результатам тестирования было установлено, что его диаметр уменьшился на 8 миллиметров, а коэффициент эффективности составил 5,75. Также данный диск успешно прошел тестирование на скорость. По конечному результату можно сказать, что эффективность данного круга является самой высокой среди рассмотренных вариантов в статье, а по соотношению качество/цена он занимает почетное второе место. Также не приходилось слышать, чтобы этот диск отрезной по металлу подделывался, поэтому для уверенности можно приобрести именно эту единицу продукции.

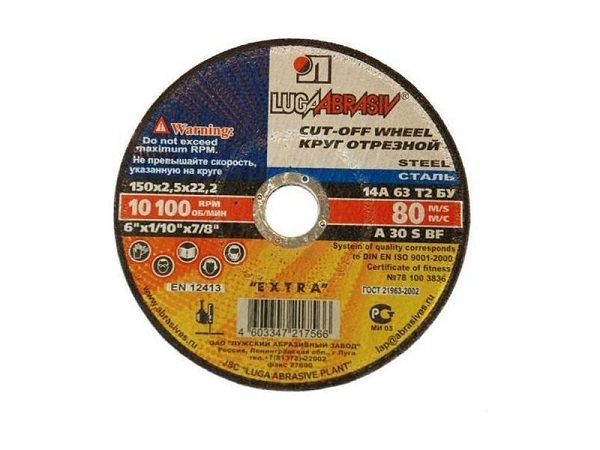
Luga Abrasiv Extra
Также продукция Лужского абразивного завода. Причем является одним из самых узнаваемых брендов даже в мировом масштабе. По эффективности резки данный представитель уступает предыдущему, но благодаря низкой цене ему можно присудить первое место в общем зачете. Также они выдержали проверку на скорость. Но следует отметить, что многие замечают при использовании быстрое стирание и различные побочные эффекты. Но это справедливо не для всех изделий, при том что официальная продукция проходит все тестирования. Также отмечается скорость работы и, соответственно, износа круга. Поэтому есть предположения, что данные диски, несмотря на их дешевизну, Китай всё же научился подделывать.
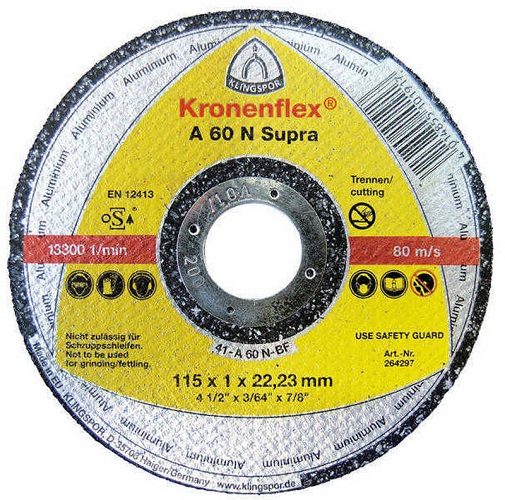
KronenflexA 60 Extra
Часто данную модель называют фаворитом соотношения цена/качество. Но, по некоторой информации, это не отвечает действительности. В результате тестирования в диаметре диск потерял 13 миллиметров. Конечный коэффициент эффективности — 2,35. При скорости больше 120 м/с данную модель использовать не рекомендуется.

«Интерскол»
Является продукцией одноименной китайской компании. По результатам тестирования конечный диаметр диска уменьшился на 16 миллиметров. Следует отметить отсутствие маркировки безопасности и соответствия ГОСТу, необходимых обозначений и даты изготовления. Правда, присутствует старая советская маркировка, которая, тем не менее, не соответствует действительности. Также количество оборотов в минуту на 50 единиц меньше, чем требуется стандартами. Несмотря на ряд подозрительных моментов, диск успешно прошел тестирование на увеличение скорости. Но общий коэффициент эффективности составил чуть больше двойки. Несмотря на отсутствие высот в характеристике, можно сказать, что износ низкий, а рез ровный.
ЗУБР «Эксперт»
После тестирования диаметр диска уменьшился на 17 миллиметров, а коэффициент эффективности реза составил 1,81. Во время проверки его свойств выяснилось, что круг относительно плохо врезается в металл. Также можно наблюдать превышение толщины в 1,5 раза от указанного размера. Также не указаны соответствие ГОСТу и производитель. Но тест на скорость, несмотря на ряд нареканий, данный диск отрезной по металлу прошел весьма успешно.
Rhodius ALPHA line
После использования диаметр диска уменьшился на 19 миллиметров. Первоначально эта немецкая продукция производит положительно впечатление: нет нареканий на маркировку, сам экземпляр на ощупь напоминает высококачественную продукцию. Но, как показала практика, она имеет значительный износ. Соответствие ГОСТу и успешная проверка скорости позволяют дать положительные отзывы, но высокая цена всё же заставляет поставить довольно низкий общий коэффициент полезности – 1,61. Поэтому, несмотря на качественный рез, использование данного диска является довольно неэффективным.

Заключение
На российском рынке присутствует ещё довольно много продукции, правда, в основном китайского происхождения (она часто маркируется как товары европейского происхождения), которая показала не очень высокое качество. Один из кругов – Orientcraft Professional смог даже износиться после 41-го стального прутика. Но в конечном итоге, какой лучше выбрать диск отрезной по металлу, ориентируясь по цене/качеству, выбирать всё же вам. А задача данной статьи – предоставить информацию, на основе которой и будут сделаны выводы о том, в пользу какой единицы продукции всё же необходимо сделать свой выбор.
Помощники в работе по металлу для домашней мастерской
Пользователи портала делятся опытом выбора и использования современного металлорежущего инструмента и оборудования.
Достаточно зайти в любой магазин, торгующий электроинструментом для металлообработки, или посетить специализированный сайт, как глаза разбегаются от обилия предложений. Помимо стандартного инструмента — дрелей и углошлифовальных машин, встречается и более «экзотическое» оборудование. Например, дисковые циркулярные пилы и отрезные станки по металлу. Кроме этого, любой домашний мастер хотел бы узнать, как упростить и ускорить работу с металлом, используя самый обычный электроинструмент. В этой статье мы собрали практический опыт пользователей портала и ответим на следующие вопросы:
- Для чего нужна циркулярная пила по металлу.
- Оправданна ли покупка дорогого дискового отрезного станка по металлу.
- Как разрезать листовой металл лобзиком.
Особенности работы циркулярной пилой по металлу
Часто при строительстве дома или изготовлении металлоконструкций нужно быстро и точно разрезать листовой металл толщиной от 3 до 6 мм. Как это сделать? На первый взгляд, всё просто — берём УШМ («болгарку») и режем материал. Но как быть, если требуется распилить много металла и сделать десятки метров прямого реза? Причём, желательно с ровными краями. Именно такой вопрос задал пользователь портала с ником Jurky.

У меня есть самая обычная бюджетная «болгарка». Думаю, распилить с её помощью много листового металла не получится. Инструмент может не выдержать нагрузки, да и качество реза не то. Хочу купить дисковую циркулярную пилу по металлу. Задумался, стоит ли она того, сколько прослужит диск, и удобно ли с ней работать?

У дисковой пилы, предназначенной для распиловки древесины, в среднем, число оборотов составляет 5000-5500 об/мин. У дисковой пилы по металлу число оборотов снижено — около 2000-3200 об/мин. Важно: у пильных дисков по металлу в характеристиках написано максимальное допустимое количество оборотов, обычно не более 2000-3200 об/мин (в зависимости от вида распиливаемого металла — сталь, алюминий, нержавеющая сталь). Поэтому попытка сэкономить и поставить пильный диск по металлу на обычную циркулярную пилу может привести к печальным последствиям — высока вероятность того, что диск разлетится. Кроме этого, режим пиления обычной «циркулярки» по дереву при повышенных оборотах не предназначен для работы с металлом.

Выход: нужно купить специальную дисковую пилу, предназначенную для работы с металлом, или приобрести циркулярную пилу с регулятором числа оборотов и системой электронной поддержки постоянных оборотов под нагрузкой. Такая пила может стать «универсальным бойцом», с помощью которого (меняя количество оборотов и пильные диски) можно пилить дерево, алюминий, пластик, кирпич и металл.

Я в итоге купил циркулярную пилу по металлу, а впечатления от работы с ней только положительные. Пилил листовой металл толщиной 5 мм, по два листа 4-ки и 3-ки размером 1х2 м. Нарезал много уголков и труб, фиксируя их в самодельной приспособе.


По словам пользователя, в связке «пила + УШМ + лобзик» можно выпилить из металла всё, что угодно.

Пильного диска хватило на один строительный сезон (весна-лето), после чего он затупился и хоть и пилит, но работать стало сложнее.

Нюансы эксплуатации дискового отрезного станка по металлу
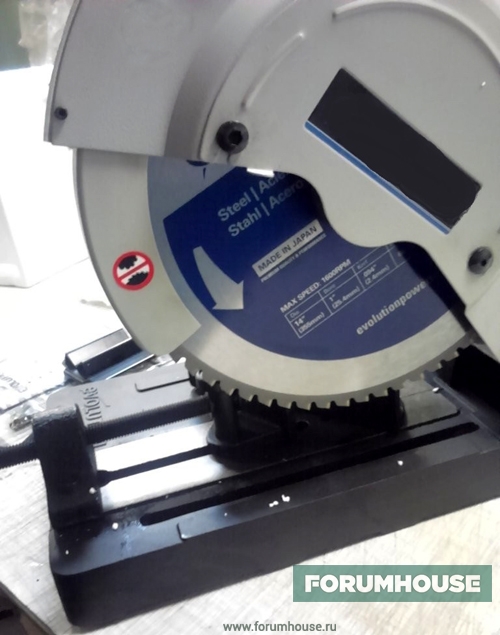
Иногда для работы с металлом требуется особенный инструмент. Например, с помощью которого можно делать точные чистые резы труб, двутавра, швеллера, уголка, строго под определённым углом, например, 45 или под 90 градусов. Именно такая задача стояла перед Mechanicus.

Мне нужно распилить профильную трубу (примерно 70 заготовок), сечением 10х5 см и толщиной стенки 3 мм точно под 45 градусов. Затем предполагается работа с профилем сечением 2х2 см и т.д. Сначала пробовал пилить трубу обычной отрезной машиной с абразивным диском диаметром 350 мм. Диск упирается в нижнюю стенку трубы и дальше стопорится. Поэтому решил купить дисковый отрезной станок по металлу родом из Англии, с максимальным диаметром пильного диска 355 мм.

Внешне такой станок похож на всем известную дисковую торцовочную пилу по дереву.

Т.е. заготовка зажимается в тисках, на станине, и далее производится рез дисковой маятниковой пилой. Заготовку из стали, алюминия и нержавейки можно пилить под точно выставленным углом, при этом рез не имеет заусенцев, а металл не перегревается. Также отсутствует абразивная пыль, что особенно важно при работе в закрытом помещении, например, в гараже или мастерской.
Широкому распространению этого инструмента мешает высокая стоимость – в магазине за такую пилу просят около 50 тыс. руб., и «кусается» цена на пильные диски. В зависимости от вида распиливаемого материала (сталь, алюминий, нержавейка) «родной» фирменный диск на такой станок может стоить от 9 до 15 тысяч рублей и выше.
Mechanicus купил отрезной станок напрямую, минуя посредников в Англии, за 36 тыс. руб. Распаковав дорогой инструмент, пользователь, вопреки ожиданиям, увидел на коробке надпись не «Made in England», а «Сделано в Китае». Хотя инструмент изготовлен и собран качественно, а пила отпускается без бокового люфта, пришлось его немного доработать, чтобы иметь возможность распиливать профиль нужного сечения.

Я переставил неподвижную губку тисков на резьбу для самого широкого реза и попытался выставить 45 градусов. Оказалось, что в таком положении отпиливаемый край заготовки упирается в элемент станины. Пришлось подложить на неподвижную губку пластинку из ПВХ в 1 см. Также пришлось спилить часть кожуха пилы, чтобы при опускании он не упирался в неподвижную губку. Т.к. мне надо пилить длинные заготовки, возможен сдвиг угла, поэтому пришлось просверлить станину и губку и закрепить губку на дополнительный болт.

Настал черёд работы. По инструкции при работе с отрезной пилой не требуется использовать СОЖ (смазочно-охлаждающую жидкость). Количество оборотов диска в минуту 1450. Первую заготовку (профтрубу 100х50х3 мм) распилили под углом 45 градусов секунд за 30. Рез едва теплый, заусенцев нет, искр практически тоже.

На девятом резе изменился звук пиления. Труба стала заметно греться. Скорость работы упала. На десятом резе пила не смогла пройти нижнюю стенку трубы. Не помогли ни «перекуры», ни использование в качестве охлаждающей жидкости вэдешки (WD-40).

Работали мы с пилой аккуратно, сильно на неё не давили. Попытались отдать диск в переточку. Не берут. Говорят, нет оборудования под такой диаметр. Причём, при внешнем осмотре диск не имеет критического износа. Конечно, работать с профилем меньшего сечения можно, но мне-то нужно пилить большую трубу!
В результате поисков точильщика Mechanicus нашёл мастера, который чуть подправил диск (всего 3-4 зуба), хотя, по его мнению, диск вполне острый. Пользователь продолжил работу, используя самодельную СОЖ такого состава: водка + жидкое мыло + WD-40. Смесь подаётся в область реза шприцом с длинной иглой. Подавая СОЖ непрерывно, удалось с трудом допилить не распиленную в прошлый раз трубу. Новую заготовку распилить не получилось.
Для чистоты эксперимента Mechanicus попробовал распилить профиль сечением 15х15х1.5 мм. Пила пилит быстрее, чем «болгарка», рез получается чистым, хотя заготовка и нагревается. В результате мытарств пользователь сначала думал продать пилу как бесполезную игрушку, на которой можно пилить профиль сечением не больше, чем 5х5 см, но потом передумал.

Я решил еще «помучить» пилу. Также куплю несколько дисков разных фирм и сравню их ресурс.

Замечу, что металл не «любит» обработки с высокой скоростью и большим количеством оборотов. Лучше уменьшить скорость и увеличить подачу. Причём, с такими дисками и станком нужно работать, строго выдерживая скорость/количество оборотов и глубину обработки/подачу, что можно сделать в условиях производства, но не в домашней мастерской. Плюс, думаю, сразу закладываются затраты на переточку недешёвых дисков.
Чтобы продолжить работу с отрезным станком, Mechanicus отправил диск на переточку из Читы в Москву, т.к. для заточки диска необходимо специальное оборудование, которого просто нет в мастерской «средней руки».

Итоги: после перезаточки «родным» диском с непрерывной подачей СОЖ удалось сделать ещё 23 распила профиля 10х5 см, после чего диск снова отправили на переточку.

Неродным диском на 90 зубьев (от другого производителя) удалось сделать только 3 реза и диск перестал пилить, после чего его тоже отправили на заточку.

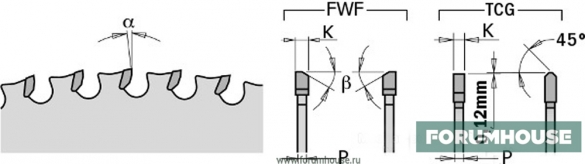
После переточки неродной диск заработал. Распилил им 15 больших труб, а мелкие продолжаю пилить. Родной диск мне испортили — неправильно заточили — переточили с типа заточки TCG на заточку FWF. Удалось им распилить только 2 трубы, и он вышел из строя, но к чести компании отмечу, что т.к. это произошло по их вине, они мне вернули деньги за диск, а это 13 тыс. руб.
Использование лобзика для резки металла
Электрический лобзик чаще всего используют для резки плитных материалов ОСП, фанеры и для фигурного вырезания по дереву. И, хотя в технических характеристиках написано, что инструментом можно резать металл, у начинающих мастеров возникают вопросы: какой металл можно резать лобзиком, какой толщины, на какой скорости и подаче хода маятника и какую использовать для этого пилку?

У меня есть обычный электрический лобзик. Инструмент валялся без дела. Однажды я решил им разрезать лист нержавеющей стали толщиной в 5 мм. Перепробовал пилки по металлу нескольких производителей. Пилить непросто, но рез получается очень аккуратным. Правда, под конец работы не хватило терпения и дорезал металл «болгаркой».
Также Big Muzzy попробовал пилить лобзиком обычный «чёрный» металл толщиной 2-3 мм. Инструмент режет, как по маслу, причём, приноровившись, можно делать даже фигурные вырезы.

Itpb также пилил лобзиком профтрубу 3х3 см. На распиливание заготовки уходит около 1 минуты. Обороты ставятся поменьше, ход маятника не использовался или ставился на первый шаг. В место реза подавалось масло, т.к. без масла пилка быстро выходит из строя.

Я резал лобзиком лист металла толщиной 4 мм. Пилку и обратную сторону реза смазывал салом, все получилось.

Я распилил лобзиком две стальные пластины толщиной больше 1 см. На рез длиной 25 см ушло примерно 25 минут + 1 пилка. Резал с «перекурами» на первой подаче, обороты ставил на третье и четвёртое деление регулятора оборотов. В зону реза подливал масло. Еще резал металл толщиной 9 мм. Пилил пилкой по алюминию, на самой маленькой скорости. Вот, что получилось.


musicman3 делится опытом разрезания металла толщиной 0.5 см и длиной 1300 мм. Скорость он ставил на цифру 5 из доступных 6. Маятник на 1. Резал без использования воды и масла. С учётом перерывов на работу ушло примерно полчаса, и израсходована одна пилка. По словам musicman3, пилить лобзиком проще и безопаснее, чем УШМ, а рез получается качественнее.
Подведение итогов: покупка дорого специализированного инструмента для металлообработки не всегда оправдана, если он нужен для разовой работы. Ведь потом он большую часть времени станет валяться без дела в мастерской или, в лучшем случае, использоваться 1-2 раза в год. Поэтому: прежде чем приобрести какой-либо инструмент, нужно подумать и взвесить все «за» и «против». Зачастую распилить металл, отрезать трубу под нужным углом и даже обточить детали можно с помощью самых простых бытовых электроинструментов или бюджетных самоделок. Главное – знать, как это сделать, а для этого нужно изучить темы на FORUMHOUSE.
На портале есть раздел, где пользователи делятся опытом металлообработки и секретами выбора металлорежущего инструмента. Также полезен материал об особенностях ручной дуговой сварки инвертором.
Как разобраться в дисках для болгарки по металлу
Для качественной резки металла, недостаточно выбрать болгарку, необходимо еще грамотно подобрать диск.
При помощи различных насадок для УШМ, можно резать, зачищать и полировать металл, а также многие другие материалы. Среди многообразия дисков по металлу для болгарки, совершить правильный выбор, порой сложно даже профессионалу.
Разобраться в типах расходников и особенностях работы с ними, поможет данная статья.

Классификация сменных насадок УШМ
По своему функциональному назначению, насадки для болгарки делятся на:
- Отрезные. Самый распространенный вид дисков, применяемых в болгарках. Они применяются для резки материалов различной плотности и происхождения. Круги для работы с разными материалами, различаются по конструкции и методу резки.
- Шлифовальные и полировальные. С их помощью, поверхности детали придают зеркальную гладкость или убирают неровности.
- Заточные и обдирочные. Назначение — заточка инструмента и очистка деталей от краски, ржавчины и других наслоений.
Отрезные круги
В зависимости от вида распиливаемого материала, различают несколько типов отрезных расходников:
1. Для резки металла. Предназначены для распила изделий из металла. Они различаются толщиной и внешним диаметром.

Самым маленьким, является отрезной диск для болгарки 125 мм, а самый большой – 230 мм. Толщина варьируется от 1 до 3,2 мм. Чем больше диаметр диска, тем он толще. Однако, насадки малых размеров, могут иметь любую толщину. Такая зависимость между диаметром и толщиной, обусловлена скоростью вращения.
2. Для резки камня.

Конструкция и способ применения таких насадок, полностью идентичны расходникам по металлу, отличие состоит в используемых для их изготовления абразивных материалах.
3. Распилочный по дереву. Работы с применением распилочных сменных элементов по древесине, очень опасные и чреваты получением человеком травмы. Такая конструкция представляет собой тонкий металлический диск с острыми зубцами.

При вращении, он с легкостью разрезает древесину. Однако, при его заклинивании, болгарку может вырвать из рук работника, в результате чего он может получить травму.
Во избежание подобных инцидентов, при резке дерева, рекомендуется выполнять следующие инструкции:
- Категорически запрещается снимать защитный кожух с УШМ.
- Нужно использовать сменный элемент с мелким зубом.
- Нельзя использовать мощную подачу, так как при заклинивании, инструмент неминуемо вылетит из рук.
- При необходимости распиливать древесину больших размеров мощной болгаркой, следует применять для нее специальные крепления (оснастку).
4. Алмазный диск. Является по сути универсальным, которым можно резать материалы любой твердости от самых мягких, до самых твердых. Чаще всего, расходники такого типа используются при резке железобетона, керамогранита, камня и кафеля.
Для различных видов распиливаемого материала, применяются алмазные диски различных конструкций.
По конструкции режущей кромки, различают насадки:
- Со сплошной режущей кромкой.
- С режущими секторами.
По величине напыления:
- Крупное алмазное напыление.
- Мелкое напыление.
В качестве примера можно привести алмазные сменные элементы для резки бетона, которые имеют разделенную на сектора режущую кромку и напыление из мелких алмазов. В отличие от которых, диски для работ по камню, представляют собой сплошной круг.
По внешнему виду, практически нереально определить назначение алмазного расходника, поэтому при покупке, следует внимательно изучить упаковку. На ней отображена вся информация о данном инструменте.
Шлифовальные и полировальные модели
Для УШМ выпускается огромное множество расходных материалов, позволяющих шлифовать и полировать различные поверхности.
По типу используемого покрытия диски делятся на:
- С наждачной бумагой.
- Губчатые.
- Войлочные.
- Матерчатые.

Кроме собственного шлифующего покрытия, совместно со многими сменными материалами требуется использовать мелкоабразивные пасты.
Грубая шлифовка поверхности, производится при помощи мелкоабразивных шлифовальных кругов. Окончательная полировка осуществляется матерчатой или войлочной насадкой.
Заточные и обдирочные насадки
Для обдирки различных поверхностей, выпускаются сменные элементы различных конфигураций.
Наиболее распространенными, являются:
1. Витые шарошки. Зачистные круги по металлу для болгарки, незаменимы при необходимости очистить поверхность от старой краски или цементного раствора. Витая шарошка состоит из стальных чашечек, с установленными на их краях щетками из стальной проволоки.

Диаметр проволоки зависит от требуемой жесткости щетки. Чем шарошка жестче, тем толще проволока.
2. Заточные расходники. Служат для грубой обработки металлических изделий, такими элементами можно зачищать сварные швы или затачивать инструмент. Широкое распространение получили заточные круги малых диаметров. Так как маленькой болгаркой удобнее производить подобные виды работ.
Заточную насадку легко отличить от отрезного, благодаря большой ширине (не менее 5 мм.) и углублению на внутренней стороне, за счет чего, можно затачивать инструмент плоской стороной круга.

3. Алмазные обдирочные элементы. Отличительно особенностью данного типа дисков, является то, что работы производятся только периферийной частью насадки, на которую нанесено алмазное напыление. По остальным свойствам, такой сменный элемент схож с абразивным.

Алмазный расходник применяется для обдирки каменных, бетонных и схожих с ними материалов. Такая конструкция идеально подходит для снятия небольших участков бетонной стяжки.
Маркировка
На лицевой стороне диска для болгарки, указывается вся необходимая мастеру информация.
При выборе, сразу же следует обратить внимание на его специализацию. Также, указывается внешний диаметр, срок годности и максимальные обороты, при которых он может работать не разрушаясь.
Срок годности является очень важным параметром, после его истечения – элемент лучше не использовать.
Размеры отрезных кругов по металлу для болгарки нанесены на внешнюю сторону насадки и состоят из трех параметров, разделенных символом «X». Габариты дисков характеризуются внешним диаметром, толщиной и посадочным диаметром , стандартный размер которого, составляет 22,2 мм.
Внешний диаметр определяет для какой болгарки он подходит. Он соответствует размерам УШМ, расходники выпускаются на 115, 125, 150, 180 и 230 мм.
Установка круга большего диаметра, чем на который рассчитана болгарка, категорически запрещается!
Толщина круга определяет легкость резки, чем она тоньше, тем легче и быстрее можно разрезать какую-либо конструкцию. Однако тонкий элемент легче сломать в процессе резки, хотя для маломощных (получающих питание от аккумулятора) болгарок, применение кругов такой толщины наиболее оптимально.
Спецификация режущего диска зашифрована в четырехзначном коде, содержащем сведения об основных компонентах, составляющих режущие зерна и связки. При выборе сменного элемента, важно, чтобы его назначение, соответствовало типу разрезаемого материала, в противном случае качество резки будет низким, а диск может сломаться.
Особенности расходников для резки алюминия
Алюминий очень мягкий и вязкий метал, поэтому при его резке, отрезной диск истирается быстрее, а опасность его заклинивания многократно возрастает. После резки сплава алюминия, круг для УШМ становиться не пригодным для резки стали. По причине интенсивного забивания его пор частичками металла.
Алюминий не дает искр при его резке, однако мелкая стружка, невидимая глазом, можем травмировать работающего, поэтому при работах такого плана, применение защитных очков обязательно.
Для качественной резки алюминиевого сплава, необходимо соблюдать требования:
- Капать на рабочий шов керосин.
- Соблюдать правила пожарной безопасности.
- Приобретать соответствующий круг.
Для алюминия чаще всего используют отрезной круг по алюминию 125 мм в диаметре, идеально подходящий для данного вида работ.
Выбираем правильный отрезной диск по металлу для УШМ
Болгарка с отрезным диском по металлу уже давно практически полностью вытеснила из обихода слесарную ножовку. Этот инструмент не имеет себе равных там, где без высокой точности требуется быстро и аккуратно отрезать излишки арматуры, разделить на две части трубу или произвести заготовку мерных деталей из проката для дальнейшей сварки объемных конструкций. Основным рабочим инструментом для болгарки при резке металла является тонкий диск, изготовленный из абразивной смеси на основе смол и армированный сеткой из стекловолокна. Несмотря на очень высокие скорости резания, эти изделия гораздо безопаснее монолитных шлифкругов. Армирование не позволяет откалываться крупным частям, а разрушение диска, как правило, происходит только из-за нарушения правил эксплуатации и несоблюдения режимов резания.
Виды отрезных дисков по металлу
Технические характеристики отрезных кругов (или иначе дисков) для работы по металлу регламентируются ГОСТ Р 57978—2017, который предусматривает два типа этого инструмента: плоские (ISO 41) и с утопленным центром (ISO 42). Этим же ГОСТом устанавливаются размерные ряды и другие нормируемые параметры для обоих типов. Конструктивно отрезной диск по металлу представляет собой структуру типа сэндвич, состоящую из чередующихся слоев армирующей сетки и режущего композита, в которые запрессована металлическая втулка (см. рис. ниже).

Армирующие сетки, как правило, изготавливаются из стекловолокна и в зависимости от условий применения инструмента могут иметь разные толщину и размеры ячеек. Режущий композит состоит из абразивного порошка и связки. Для резки металлов в качестве абразива используют порошки из различных видов электрокорунда и карбида кремния, а связкой обычно служат бакелитовые смолы (хотя ГОСТом также предусмотрено применение вулканитов).
Конструктивные и физические свойства отрезных дисков зависят от вида обрабатываемого металла. По этому признаку международными стандартами предусмотрено четыре типа инструмента: для работ по конструкционной стали, по чугуну, по нержавеющей стали и по цветным металлам. Последние имеют много вариантов твердости, хрупкости и вязкости, поэтому производители нередко указывают в своих каталогах, для какого конкретного вида металла тот или иной тип диска предназначен. Кроме того, выделяют отрезной инструмент для ручной и машинной работы, в частности диски по металлу, предназначенные для болгарок, должны содержать в маркировке код «Рд».
Кроме армированных абразивных кругов на связках из смол существуют твердосплавные диски для резки металла на стационарных маятниковых и торцовочных пилах. Такой инструмент обычно используют в заготовительных цехах металлообрабатывающих предприятий, он имеет узкоспециализированное применение и относится к дисковым пилам. Еще один вид отрезного инструмента — это алмазные диски, но они в соответствии с ГОСТ 32833—2014 не могут применяться для резки металлов. Иногда к отрезным относят и пильные диски, используемые в деревообработке на циркулярных станках. Внешне они в чем-то подобны отрезным кругам для обработки древесины. Но на самом деле такие пильные диски имеют другое назначение, и ГОСТом классифицируются как «дисковые пилы».
Маркировки кругов для резки металла
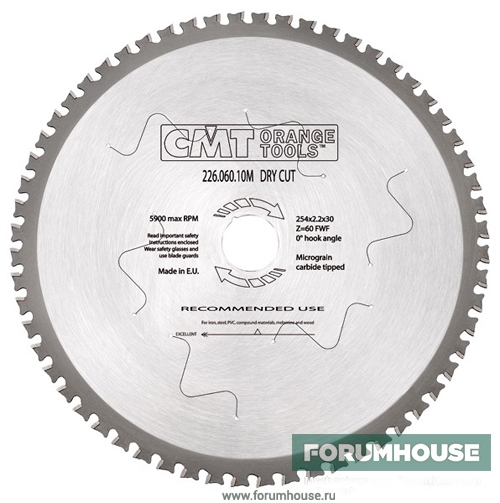
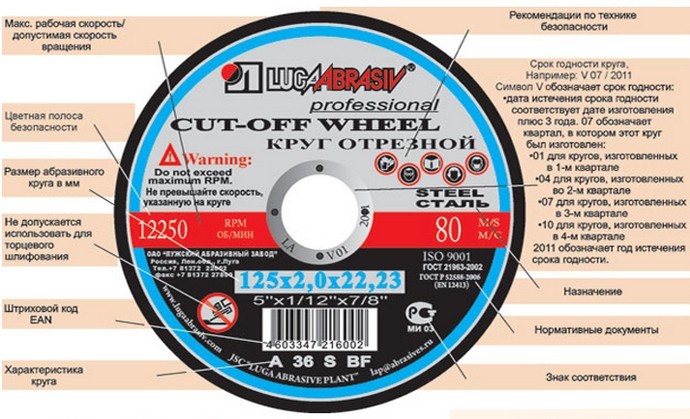
Содержание маркировки, наносимой на поверхность отрезных кругов по металлу, регламентируется ГОСТ P 52588—2011 и ГОСТ Р 57978—2017. Первый определяет маркировочные данные, относящиеся к технике безопасности (в том числе и предельные эксплуатационные параметры), и информацию о производителе, а второй — физико-технические характеристики изделия. Оба ГОСТа разработаны на основе профильных международных стандартов ISO, поэтому маркировки зарубежных производителей практически не отличаются от ГОСТовских.

На фото выше показан диск для резки металла Лужского абразивного завода, промаркированный в соответствии с государственными стандартами. Цифрами обозначены следующие поля:
- Конструктивный тип (ISO 41, плоский).
- Геометрические характеристики (диаметр, толщина, посадочное отверстие). Ниже, под красной полосой, они же указаны в дюймах.
- Физические характеристики: тип абразива (А – электрокорунд); размер зерна; степень твердости (латинская Т — весьма твердые); тип связки (BF – бакелит армированный).
- Максимальная скорость вращения.
- Максимально допустимая окружная скорость.
- Для какого материала предназначен.
- Пиктограммы техники безопасности.
- Ссылка на нормативные документы.
- Логотип производителя.
Кроме того, ГОСТ P 52588—2011 и международные стандарты обязывают производителей наносить на свои изделия цветовую маркировку в виде сплошной горизонтальной полосы шириной от 5 до 20 мм, указывающей на предельную окружную скорость. Для отрезных дисков по металлу обычно это красная полоса, соответствующая 80 м/сек (см. фото выше). Некоторые производители дополнительно маркируют свою продукцию цветовыми полями в соответствии с группой материалов (металлы, камень, керамика и пр.), для резки которой предназначен конкретный тип круга. Такие маркировки в системах ANSI и ISO совпадают только частично, поэтому лучше ориентироваться на указатели в виде надписей и пиктограмм.
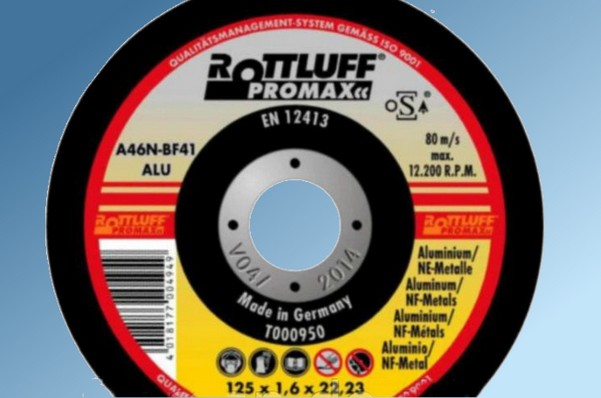
Особенности дисков для резки алюминия
Из-за повышенной вязкости цветные металлы с трудом поддаются резке дисками, предназначенными для работы по сталям и чугуну. Это происходит из-за того, что в процессе работы стружка не отводится из зоны резания, а забивает (засаливает) пространство между абразивными зернами и наполнителем. Поэтому для резки чистого алюминия и его сплавов используют специальные диски с более мягкой и склонной к выкрашиванию связкой. При такой конфигурации компонентов режущая кромка лучше самозатачивается, хотя это и увеличивает скорость износа инструмента.
Специальные диски для резки алюминия выпускает только ограниченное число производителей, остальные в типе материала обычно указывают более широкое назначение, например «для работы по цветным металлам». В целом резка алюминия болгаркой имеет смысл только при каких-то разовых работах. А для больших объемов алюминиевых заготовок гораздо лучше подходят отрезные и раскроечные станки со специальными пильными дисками по алюминию. На фото ниже: диск для работ по алюминию фирмы Metabo. Обратите внимание на маркировку класса твердости (О означает «среднетвердый») и сравните с маркировкой лужского диска.

Как правильно подобрать отрезной диск
При покупке отрезного круга для работ по металлу в первую очередь необходимо обратить внимание на его диаметр, т. к. он должен точно соответствовать тому виду болгарки, на котором будет использоваться. Кроме того, следует правильно выбрать диаметр посадочного отверстия (22 или 22.2 мм). О предельных оборотах и окружной скорости беспокоиться не стоит, т. к. они являются стандартными для каждого типоразмера. На всех отрезных дисках для болгарок, кроме размеров и скоростей, на самом видном месте всегда указано (текстом или пиктограммой), для резки какого материала данный образец предназначен. Если речь идет о металлах, то обычно выделяют четыре вида: сталь, нержавейка, чугун и цветные металлы. Кроме того, выпускаются диски как комбинированного применения (обычно это сталь + нержавейка), так и для резки отдельных цветных металлов, в частности алюминия.
Обязательно нужно обратить внимание на срок годности (он выбит на ободе втулки), т. к. в качестве связки в таких изделиях используются бакелитовые смолы, которые со временем высыхают и теряют упругость. Также нужно понимать, что диски для резки металла одного и того же типа, но различных производителей во время работы ведут себя по-разному. Поэтому, чтобы не было сюрпризов, кроме анализа стандартных данных, надо обязательно поискать дополнительную информацию в отзывах покупателей, на профильных форумах и т. п. Ниже в видеоролике рассказывается, чем отличаются несколько практически одинаковых дисков различных брендов.
Сравнение расходников популярных производителей
Главным производителем отрезных кругов в России является Лужский абразивный завод, который выпускает свои изделия под торговой маркой «Луга-Абразив». Его диски для резки металла относятся к нижней и средней ценовой категории и занимают львиную долю российского рынка этого инструмента. В этом же сегменте и примерно по таким же ценам предлагают свои абразивные круги китайского производства российские и зарубежные торговые марки, специализирующиеся на электроинструменте и садово-огородной технике. Мировые гранды типа Bosch и Metabo заказывают диски под своими торговыми марками на заводах ЕС. Их продукция отличается высоким качеством, но стоит значительно дороже. Ниже в таблице представлен небольшой обзор цен на абразивные круги для резки металла обычных серий Ø125 мм и толщиной 1 мм.
Какие бывают отрезные диски для болгарки
Основным инструментом для болгарки являются отрезные круги. Не секрет, что качество и скорость выполняемой работы напрямую зависит от правильности подбора расходных материалов. Поэтому, прежде чем идти покупать диск для болгарки, рекомендуется ознакомиться с основными видами и характеристиками расходников.
Маркировка на отрезных дисках
Для того чтобы владельцы болгарок могли правильно выбирать расходные материалы в соответствии с предстоящими работами данным инструментом, производители отрезных дисков наносят на них специальную маркировку.
Абразивные диски
Из маркировки можно почерпнуть следующую информацию.
-
Материал, из которого изготовлена насадка, обозначается первой буквой: А – корунд, применяется для резки металла; AS – электрокорунд (белый), режет нержавеющую сталь; C – карбид кремния, хорошо режет камень и бетон. Металл с помощью данной абразивной насадки резать нельзя.

- Далее, после буквы, обозначающей материал, идет цифра. Она означает, сколько абразивных зерен находится в единице площади. Соответственно, чем меньше зерно, тем цифра больше. Если вам потребуется разрезать сталь, то выбирайте диск с зерном помельче – 40 или 60. Крупнозернистые диски используются в основном для резки цветных металлов.
- Следующий параметр – это твердость связки. Обозначается буквами латинского алфавита (H, I, J, K, L, M, N, O, P, Q, R, S, T). Чем ближе находится буква к началу алфавита, тем мягче связка, и наоборот. Для обработки мягких материалов связка должна быть твердой, а для прочных и твёрдых материалов – мягкой.
- Последние буквы означают тип связки. Керамическая маркируется буквой V. Такие диски отличаются хорошей водостойкостью, огнеупорностью и стойкостью перед химическими веществами. Бакелитовая связка обозначается литерой B. Такие круги имеют хорошую прочность при изгибе и сжатии, но разрушаются при использовании охлаждающей жидкости с щелочной средой. Также связки на основе бакелита имеют невысокую теплостойкость. При температуре 200 градусов она становится хрупкой, а при больших температурах – начинает выгорать. Третий вид связки — бакелитовая с усилением прочности – помечается как BF или БУ.
- Максимальная скорость, которую нельзя превышать для данного расходника. Может указываться линейная скорость кромки в м/с или в количестве оборотов в минуту.
- Размеры круга в мм: наружный диаметр, толщина и диаметр посадочного места.
- Дата изготовления. Обычно указывается на металлической вставке, находящейся вокруг посадочного отверстия. Устанавливать просроченный круг на болгарку не разрешается, поскольку он со временем может потерять прочность и разлететься во время работы.
- Назначение насадки. Указывается, для резки каких материалов предназначен инструмент.
- Цветовая маркировка: для резки стали используется синий цвет, для резки камня – зеленый.
Цветовая маркировка алмазных дисков
Алмазные круги маркируются следующими цветами:
- оранжевый – для резки кирпича;
- синий хорошо режет бетон и мрамор;
- зеленый используется для резки гранита;
- серый режет черепицу, гранит и керамику;
- желтый – алебастр и кафель.
Разновидности отрезных дисков
Отрезные круги для углошлифовальной машинки могут быть как из абразивного материала, так и цельнометаллические. В зависимости от вида обрабатываемого материала, подбирается и тип отрезного диска.
По металлу
Если требуется порезать металл, то всегда используйте расходники на бакелитовой связке с наличием упрочняющих элементов. При этом должно быть не меньше 2-х армирующих сеток.
Для черных металлов применяется обычный корунд, содержащий, кроме окиси алюминия, примеси хлора, железа и серы.
Для порезки нержавейки, недопустимо наличие в составе отрезного круга вышеуказанных примесей, поскольку они вызывают прижег стали (перегрев). В результате этого, из нержавейки могут выгорать легирующие добавки, и она превращается в обычную сталь, вследствие чего место среза начинает покрываться ржавчиной. Поэтому важно перед покупкой диска внимательно ознакомиться с нанесенной на нем информацией. Отрезной диск для нержавейки всегда промаркирован буквами “AS” и словом “INOX”.

Для резки цветных металлов применяются диски с крупными частицами абразива. Например, отрезной круг по алюминию, кроме крупного абразива, имеет в составе специальные наполнители, которые препятствуют засорению режущей кромки.
Часто пользователи угловых шлифовальных машин задаются вопросом: какие отрезные диски по металлу лучше использовать? Идеальный диск для болгарки должен иметь:
- бакелитовую усиленную связку (БУ);
- правильно выбранный тип абразива: для нержавеющей стали белый электрокорунд (AS), для черного металла – обычный корунд;
- толщину диска от 1,6 до 2 мм;
- внешний диаметр 125 мм;
- мелкофракционные абразивные частицы, если требуется порезка стальных конструкций.
Для резки профнастила применять абразивные круги не рекомендуется, поскольку место среза перегревается, и из него выгорает цинк — основной элемент, препятствующий коррозии. Чтобы снизить перегрев материала, некоторые умельцы применяют циркулярный металлический диск для болгарки с мелкими зубьями. Но в обоих случаях место среза нужно обработать специальным антикоррозийным составом, который можно приобрести в магазине, где продаются профилированные металлические листы.
Для резки камня
Для резки камня в бытовых условиях подойдет абразивный диск, изготовленный из карбида кремния (маркируется буквой С).

Данный отрезной диск применяется для мелких работ по камню, поскольку он быстро изнашивается. Но, благодаря невысокой стоимости, данный расходник является довольно популярным у владельцев болгарок.
Для профессиональной эксплуатации абразивный диск по камню не годится. Для этих целей рекомендуется выбрать цельнометаллический отрезной круг с алмазным напылением.
По бетону
Диски для резки бетона и железобетона производятся из высокопрочной закаленной стали, с нанесением на режущую часть алмазной крошки. Также данные отрезные круги могут быть сегментированные и цельные.


Перед началом резки бетона необходимо определить его тип. Он может быть обычный или армированный (содержащий металлическую сетку). Также стоит учитывать возраст бетона.
- Молодой бетон обладает абразивными свойствами, поэтому быстро изнашивает инструмент. Для его резки требуется использовать алмазные сегментированные диски по бетону увеличенной толщины.
- Старый бетон является очень твердым материалом. Для его обработки лучше применять круг на болгарку умеренной толщины.
Для резки армированного бетона устанавливают универсальный алмазный круг.

Для резки плитки и керамогранита
Лучше всего для резки керамической плитки использовать цельные обрезные круги с алмазным напылением. На таких дисках обычно написано “Мокрый рез”. Как показывает практика, данный инструмент замечательно делает ровный, с минимумом сколов, рез по плитке даже без применения воды, хотя при этом образуется много мелкой пыли.

Сплошной алмазный диск также можно использовать и по керамограниту.
Кстати, данный круг можно применять не только по керамике, но и для резки толстого стекла.
По кафелю, конечно же, можно использовать сегментированные (сухие) и турбо диски, но качество реза будет очень низким, поскольку по его краям неизбежно будут образовываться сколы.
Для резки пластика
Пластик хорошо режется обычным абразивным инструментом по металлу. Но существует и специальный пильный круг (трёхзубчатый), предназначенный для резки дерева, фанеры и пластика. Его можно использовать не только для резки, но и для продольного пропила материала, особенно толстого.
Устанавливая данный инструмент, важно правильно определить направление вращения шпинделя болгарки.

Использовать циркульные пилы с множеством зубьев по пластику и дереву не рекомендуется, из-за большой вероятности обратной отдачи инструмента, что может привести к травме.
Каким кругом резать металл?
Абразивные отрезные круги для УШМ в немалом количестве представлены на любом строительном рынке или в магазине. Как найти подходящий вариант?

- 1 из 1
На фото:
Основная информация
На лицевой стороне круга. Здесь вы найдете, пожалуй, все основные данные, которые нужны для выбора оснастки. В первую очередь — специализацию круга (абразивную отрезную «расходку» выпускают для резки не только стали, но и цветных металлов, камня и даже в универсальном варианте). Также указывают размеры круга, его срок годности, максимальные эксплуатационные обороты и спецификацию. Обо всем этом стоит сказать подробнее.
Срок годности
В формате «квартал/год». Чаще всего срок годности указан в виде кода типа «V04/2014», который выбит на металлическом кольце вокруг посадочного отверстия. Читается код просто: V04 — это обозначение квартала по номеру первого месяца. То есть диск с такой маркировкой действителен до второго квартала 2014 года, так как первый месяц второго квартала — апрель (четвертый месяц в году). Другие возможные варианты маркировки: V01 (январь), V07 (июль) или V10 (октябрь). Через дробь указан год. От просроченного товара лучше отказаться. Кроме того, при покупке планируйте заранее: чтобы купленные отрезные диски по металлу не лежали у вас месяцами без дела.
Размеры круга

На фото: отрезной круг Best for Metal компании Bosch.
Три параметра. Они указаны на этикетке через символ «х»: внешний диаметр, толщина круга и посадочный диаметр (он, как правило, равен 22,2 мм). Внешний диаметр фактически указывает на класс болгарки, для которой предназначен данный круг. На практике можно встретить такие варианты: 115, 125, 150, 180 или 230 мм. Запомните, что устанавливать на болгарку круг большего, чем положено, диаметра нельзя ни в коем случае. Это смертельно опасно! (см. «Основы безопасной работы с болгаркой»)
Толщина
Чем тоньше диск, тем легче резка. Более толстый круг испытывает большее сопротивление материала, а значит, резка потребует большего усилия. Тонкие же круги режут значительно легче, быстрее и аккуратнее. Они меньше нагревают материал, но интенсивнее стачиваются. Такие диски — идеальный вариант для маломощных УШМ или аккумуляторных моделей, которые потратят меньше энергии на один рез. Стандартная толщина для диска диаметром 125 мм — 2,3-2,5 мм. Тонкий вариант для диска того же диаметра — 1-1,2 мм.
Тонкие круги не опаснее толстых. Бытует мнение, что тонкие отрезные диски по металлу легко сломать на ходу, поэтому многие побаиваются их покупать. На самом деле бояться не стоит, ведь внутри круга, независимо от толщины, есть армирующая сетка. Ну, а если все-таки случится разлет, то осколки будут сравнительно легкими.
Спецификация
В виде четырехзначного кода. В нем зашифрованы параметры режущих зерен и связки — основных элементов, составляющих абразивный круг. От этих параметров зависит его спецификация.
Как прочитать код — например «А 30 S BF»?

На фото: отрезной диск AC-D SP компании Hilti.
- Первая буква — это материал абразивных зерен: А — электрокорунд, AS — электрокорунд белый, который максимально очищен от железа, серы и хлора, а потому не прижигает заготовку сильно, что важно для резки нержавейки. Встречается также «С» (карбид кремния). Из него делают зерна для кругов по камню.
- Цифра обозначает фракцию абразива. Под сталь используют крупные зерна (24 или 30), а под цветные металлы — помельче (40 или 60).
- Следующий символ показывает твердость связки. Чем выше порядковый номер буквы в алфавите, тем тверже связка. Здесь важно знать, что твердость разрезаемого материала и прочность связки имеют обратную зависимость. Важно подобрать оптимальное соотношение. В процессе резки затупившиеся зерна должны крошиться и уступать место новым режущим элементам. Если связка слишком твердая, то круг «засаливается», из-за чего режет с трудом и перегревает заготовку. С другой стороны, диск со слишком мягкой связкой будет быстро стачиваться.
- Наконец, BF — это бакелит. Именно он, как правило, служит материалом-связкой.