

Лист с ромбическим рифлением гост 8568 77
Стандарт распространяется на стальные горячекатанные с односторонним ромбическим и чечевичным рифлением листы общего наначения.
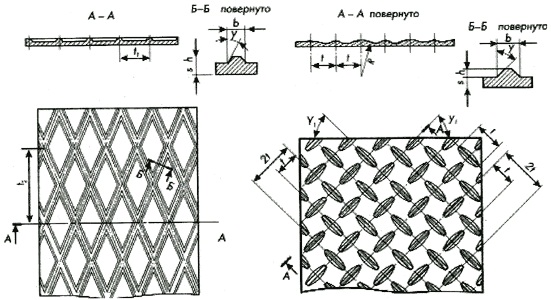
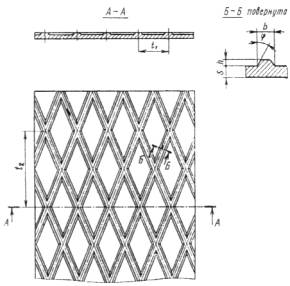
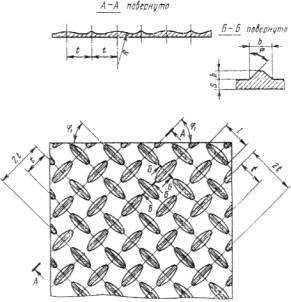
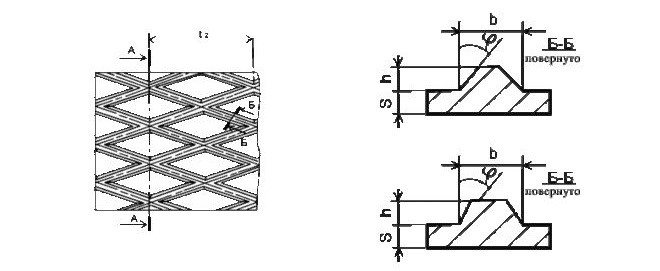
Форма, размеры, предельные отклонения и масса 1 м листа с ромбическим и чечевичным рифлением должны соответствовать указанным на черт.1, 2
Рифленый прокат изготавливают в листах и рулонах с односторонним ромбическим или чечевичным рифлением.
Листовой прокат по толщине изготовляют:
высокой точности — А,
нормальной точности — В.
Примеры условных обозначений:
Лист горячекатаный из стали марки Ст3сп с односторонним ромбическим рифлением размером 3,0х1000х2000 мм, нормальной точности по толщине, улучшенной плоскостности с катаной кромкой:
Лист ромб В-К-ПУ-3,0х1000х2000 Ст3сп ГОСТ 8568-77
То же, с чечевичным односторонним рифлением:
Лист чечевица В-К-ПУ-3,0х1000х2000 Ст3сп ГОСТ 8568-77
Рулонный горячекатаный прокат марки Ст3сп с односторонним ромбическим рифлением размером 3,0х1000 мм, высокой точности, с катаной кромкой:
Рулон ромб А-К-3,0х1000 Ст3сп ГОСТ 8568-77
То же, с чечевичным односторонним рифлением:
Рулон чечевица А-К-3,0х1000 Ст3сп ГОСТ 8568-77
Лист рифленый на складе Компании МеталлТехСервис представлен в следующем ассортименте:
Лист стальной рифленый ГОСТ 8568-77 . Рифленую сталь изготавливают в листах и рулонах с односторонним ромбическим или чечевичным рифлением.
Существуют две разновидности рифленого листа:
Лист рифленый ромбический

-
Лист рифленый чечевица

Высота рифлей на листах должна быть 0,2 — 0,3 толщины основания листа, но не менее 0,5 мм.
Листы с ромбическим рифлением изготавливают с диагоналями ромба (25-30)х(60-70) мм. Конфигурация рифлей и расположение больших диагоналей ромба вдоль или поперек листа устанавливаются изготовителем. Пжяы с чечевичным рифлением изготавливаются с расстоянием между рифлями 20, 25 м 30 мм.
Листовой прокат с чечевичным рифлением А-1-ПВ-СтЗсп2-6х600х6000 TV 14-2-818-88 с катаной кромкой, односторонним рифлением изготавливается из углеродистой стали с химическим составом по ГОСТ 380. Высота рифов на полосе 1,5 мм на расстоянии 40 мм от боковой кромки. Листы изготавливают шириной от 600 до 2200 мм и длиной от 1400 до 8000 мм с градацией 50 мм.
По соглашению изготовителя с потребителем допускается изготовление листов других размеров.
В зависимости от назначения листы изготавливаются:
- мерной длины;
- кратной мерной длины;
- мерной длины с остатком не более 10% массы партии;
- кратной мерной длины достатком не более 10% массы партии;
- немерной длины.
Остатком считают листы длиной в пределах немерной, остающиеся при резке на мерные и кратные мерным.
Лист рифлёный производят на предприятиях из углеродистой стали марок БСтО, БСт1, БСт2 и БСтЗ по ГОСТ 8568-77 Рифленый лист- это стальной лист на гладкой стороне которого формируют определённый рисунок Изготовляют рифлёные листы шириной от 600-2200 мм, длиной 1400-8000 мм и толщиной от 2,5-12,0 мм. Рифленый лист изготавливают в листах и рулонах, отличаются они маркой стали, видом рисунка и габаритными размерами листа. На нашем складе имеются рифлёные листы с различной высотой рисунка от 0,5 мм, при этом расстояние между рифлями от 20 до 35 мм. Изготовление рифлёных листов может быть с указанием размеров необходимых нашим потребителям, также с указанием вида рисунка, высотой рисунка.
Применения металлического рифленого листа:
Этот вид листового проката очень часто используют в качестве напольного антискользящего покрытия. Также его часто применяют для изготовления ступеней и настилов, декорации интерьеров, применяют для выставления ограждений по требованиям безопасности.
Лист рифленый, имеет широкое применение. Он используется как напольное покрытие, его структура препятствует скольжению, так же из рифленого листа изготавливают формы для производства железобетонных изделий требующих рифление, например, таких как дорожные плиты.
МеталлТехСервис поставляет со склада лист с рифлениями чечевица и ромб.
Условия поставки Нашей компанией выгодны для клиента по нескольким причинам:
- низкая цена,
- предоставляем услуги резки,
- рубки, сверления.
Данное предложение не является публичной офертой и носит информационный характер.
Пожалуйста, уточняйте наличие товаров и цену у менеджеров.
Купить лист рифленый можно одним из следующих способов:
- через форму обратной связи на сайте
- он-лайн консультан на сайте
- или позвоните нам: тел. +7 (343) 344-50-68; 268-68-29; 268-68-26

- или напишите: e-mail:metalltehservis@bk.ru.

1. СОРТАМЕНТ
1.1. Форма, размеры, предельные отклонения и масса 1 м 2 листа с ромбическим и чечевичным рифлением должны соответствовать указанным на черт. 1 , 2 и в таблице .
Измененная редакция. Изм. № 2.
1.1а. Листовой прокат по толщине изготовляют:
высокой точности — А,
нормальной точности — В.
Измененная редакция. Изм. № 4.
Предельные отклонения по толщине листа при ширине, мм
Ширина основания рифлей b , мм
Угол при вершине рифлей j , град
Радиус закругления рифлей R , мм
Расположение рифлей на плоскости листа j 1 , град
Масса 1 м 2 листа, кг
Предельные отклонения по массе, %
св. 1000 до 1500
св. 1500 до 2000
св. 2000 до 2200
Ромбическое рифление
Чечевичное рифление
1. Толщина листов с односторонним ромбическим и чечевичным рифлением определяется по толщине основания листа s в миллиметрах.
2 Для листов, прокатанных на станах полистной прокатки, в средней части ширины листа, допускается толщина основания на 0,2 мм выше плюсового предельного отклонения.
3. Ширина основания рифлей b , угол при вершине рифлей j , диагонали ромба t 1 + t2, угол расположения рифлей на плоскости листа j 1, расстояние между рифлями t , длина рифлей l, радиус закругления рифлей R на готовых листах не контролируются и даны для расчетов при изготовлении инструмента.
4. Масса 1 м 2 листа определена по номинальным размерам листов, высоте рифлей, равной 0,2 толщины листа, малой диагонали ромба, равной 27,5 мм, большей диагонали ромба, равной 65 мм. Плотность стали 7,85 г/см 3 .
Измененная редакция. Изм. № 2, 3, 4.
1.2. Рифленый прокат изготовляют в листах и рулонах с односторонним ромбическим или чечевичным рифлением.
Измененная редакция. Изм. № 3.
1.3. Высота рифлей на листах должна быть 0,1 — 0,3 толщины основания листа, но не менее 0,5 мм. По требованию потребителя листы толщиной основания 5 мм и более должны иметь высоту рифлей не менее 1,0 мм.
Измененная редакция. Изм. № 2.
1.4. Листы с ромбическим рифлением изготовляют с диагоналями ромба (25-30) ´ (60-70) мм. Конфигурация рифлений и расположение больших диагоналей ромба вдоль или поперек листа устанавливаются изготовителем.
По требованию потребителя разрешается изготовление листа с другим соотношением диагоналей ромба.
Измененная редакция. Изм. № 2, 3.
1 .5. Листы с чечевичным рифлением изготовляют с расстоянием между рифлями 20, 25 и 30 мм.
1.6. Листы изготовляют шириной от 600 до 2200 мм и длиной от 1400 до 8000 мм с градацией 50 мм.
1.7. По требованию потребителя допускается изготовление листов других размеров.
Измененная редакция. Изм. № 3.
1.8. Листы по размерам изготовляются:
с указанием размеров по толщине в соответствии с размерами, указанными в таблице, и по ширине и длине в пределах, указанных в п. 1.6 — форма I ;
с указанием размеров по толщине в пределах, указанных в таблице, без указания размеров по ширине и длине — форма II ;
с указанием размеров, кратных по ширине и длине размерам, указанным потребителем в пределах, установленных в п. 1.6 — форма III ;
с указанием мерных размеров в пределах, указанных в п. 1.6 — форма IV .
Измененная редакция. Изм. № 1.
1.9. Предельные отклонения по длине и ширине листов — по ГОСТ 19903-74.
По требованию потребителя листы и рулоны изготовляют с предельными отклонениями:
+20 мм — по ширине для рулонного проката свыше 1000 мм с необрезной кромкой;
+15 мм — по длине для листа свыше 2000 до 6000 мм и свыше при толщине 4,0 и 5,0 мм;
+25 мм — при толщине 6,0; 8,0; 10,0 и 12,0 мм.
Измененная редакция. Изм. № 3, 4.
1.10. Отклонения от плоскостности — по ГОСТ 19903-74 улучшенной плоскостности.
Измененная редакция. Изм. № 1, 4.
1.11. (Исключен. Изм. № 1.)
1.12. Требования к стали, изготовляемой в рулонах, а также размеры рулонов по ширине — по ГОСТ 19903-74.
Примеры условных обозначений
Лист горячекатаный из стали марки Ст3сп по ГОСТ 380-88 с односторонним ромбическим рифлением размером 3,0 ´ 1000 ´ 20 00 мм, нормальной точности по толщине, улучшенной плоскостности с катаной кромкой:
Лист ромб В-К-ПУ-3,0 ´ 1000 ´ 2000 Ст3сп ГОСТ 8568-77
То же, с чечевичным односторонним рифлением:
Лист чечевица В-К-ПУ-3,0 ´ 1000 ´ 2000 Ст3сп ГОСТ 8568-77
Рулонный горячекатаный прокат марки Ст3сп по ГОСТ 380-88 с односторонним ромбическим рифлением размером 3,0 ´ 1000 мм, высокой точности, с катаной кромкой:
Рулон ромб А-К-3,0 ´ 1 000 Ст3сп ГОСТ 8568-77
То же, с чечевичным односторонним рифлением:
Рулон чечевица А-К-3,0 ´ 1 000 Ст3сп ГОСТ 8568-77
Измененная редакция. Изм. № 4.
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Листы и рулоны изготовляют в соответствии с требованиями настоящего стандарта по технологическому регламенту, утвержденному в установленном порядке.
Измененная редакция. Изм. № 4.
2.2. Листы и рулоны изготовляют из углеродистой стали обыкновенного качества марок Ст0, Ст1, Ст2 и Ст3 (кипящей, спокойной и полуспокойной) с химическим составом по ГОСТ 380-88.
По согласованию изготовителя с потребителем допускается изготовлять листовой прокат без нормирования содержания хрома, никеля, меди.
Измененная редакция. Изм. № 4.
2.3. По требованию потребителя допускается изготовление листов из стали других марок.
Измененная редакция. Изм. № 1, 3.
2.4. Листы, прокатанные на станах полистной прокатки, обрезаются с четырех сторон.
Измененная редакция. Изм. № 1.
2.5. Листы и рулоны, прокатанные на стане непрерывной прокатки, допускается поставлять с катаными продольными кромками.
Имеющиеся на кромках зазубрины не должны выводить лист за номинальные размеры по ширине.
Измененная редакция. Изм. № 1.
2.6. На поверхности листов не должно быть прокатных и слиточных плен, раковин-вдавов, раковин от окалины, раскатанных пузырей, трещин и загрязнений. На кромках листов не должно быть расслоений.
2.7. На поверхности листов допускаются рябизна, окалина, ржавчина, отпечатки, отдельные плены, глубина залегания которых не превышает предельных отклонений по толщине.
3. ПРАВИЛА ПРИЕМКИ
3.1. Листы и рулоны принимаются партиями. Партия состоит из листов одного вида рифления. Определение партии по ГОСТ 1 46 3 7 -79.
Измененная редакция. Изм. № 2.
3.2. Для контроля размеров и качества поверхности от партии отбирают два листа или один рулон.
3.3. При получении неудовлетворительных результатов контроля хотя бы по одному из показателей повторный контроль проводят на выборке, отобранной по ГОСТ 7566-81.
Измененная редакция. Изм. № 3.
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Контроль поверхности производят без применения увеличительных приборов.
4.2. Толщину основания листов и высоту рифлей измеряют на расстоянии не менее 100 мм от углов и 40 мм от кромок.
Размеры в любой измеряемой точке не должны выводить толщину листа за предельные отклонения.
4.3. Высота рифлей h определяется как разность размеров общей толщины листа s + h и толщины основания листа s .
5. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ
И ХРАНЕНИЕ
5.1. Маркировка, упаковка, транспортирование и хранение — по ГОСТ 7566-81.
ГОСТ 8568-77
Листы стальные с ромбическим и чечевичным рифлением. Технические условия
Купить ГОСТ 8568-77 — бумажный документ с голограммой и синими печатями. подробнее
Распространяем нормативную документацию с 1999 года. Пробиваем чеки, платим налоги, принимаем к оплате все законные формы платежей без дополнительных процентов. Наши клиенты защищены Законом. ООО «ЦНТИ Нормоконтроль»
Наши цены ниже, чем в других местах, потому что мы работаем напрямую с поставщиками документов.
Способы доставки
- Срочная курьерская доставка (1-3 дня)
- Курьерская доставка (7 дней)
- Самовывоз из московского офиса
- Почта РФ
Распространяется на стальные горячекатаные с односторонним ромбическим и чечевичным рифлением листы общего назначения.
- Заменяет ГОСТ 8568-57 «Сталь листовая рифленая (ромбическая и чечевичная)»
Издание (сентябрь 2004 г.) с изменениями № 1, 2, 3, 4
Оглавление
2 Технические требования
3 Правила приемки
4 Методы испытаний
5 Маркировка, упаковка, транспортирование и хранение
Этот ГОСТ находится в:
- Раздел Строительство
- Раздел Стандарты
- Раздел Другие государственные стандарты, применяемые в строительстве
- Раздел 77 Металлургия
- Раздел Другие государственные стандарты, применяемые в строительстве
- Раздел Стандарты
- Раздел Экология
- Раздел 77 МЕТАЛЛУРГИЯ
- Раздел 77.140 Продукция из чугуна и стали
- Раздел 77.140.50 Стальной листовой прокат и полуфабрикаты
- Раздел 77.140 Продукция из чугуна и стали
- Раздел 77 МЕТАЛЛУРГИЯ
- Раздел Электроэнергия
- Раздел 77 МЕТАЛЛУРГИЯ
- Раздел 77.140 Продукция из чугуна и стали
- Раздел 77.140.50 Стальной листовой прокат и полуфабрикаты
- Раздел 77.140 Продукция из чугуна и стали
- Раздел 77 МЕТАЛЛУРГИЯ
Организации:
Corrugated steet rnombic and lentilform steel. Technical requirements
- ГОСТ 380-94Сталь углеродистая обыкновенного качества. Марки. Заменен на ГОСТ 380-2005.
- ГОСТ 7566-94Металлопродукция. Приемка, маркировка, упаковка, транспортирование и хранение. Заменен на ГОСТ 7566-2018.
- ГОСТ 14637-89Прокат толстолистовой из углеродистой стали обыкновенного качества. Технические условия
- ГОСТ 19903-74Прокат листовой горячекатаный. Сортамент. Заменен на ГОСТ 19903-2015.
Чтобы бесплатно скачать этот документ в формате PDF, поддержите наш сайт и нажмите кнопку:
ЛИСТЫ СТАЛЬНЫЕ С РОМБИЧЕСКИМ
И ЧЕЧЕВИЧНЫМ РИФЛЕНИЕМ
ИПК ИЗДАТЕЛЬСТВО СТАНДАРТОВ
ЛИСТЫ СТАЛЬНЫЕ С РОМБИЧЕСКИМ
И ЧЕЧЕВИЧНЫМ РИФЛЕНИЕМ
Corrugated steet rnombic and lentilform steel.
Technical requirements
Дата введения 01.01.78
Настоящий стандарт распространяется на стальные горячекатаные с односторонним ромбическим и чечевичным рифлением листы общего назначения.
(Измененная редакция, Изм. № 4).
1. СОРТАМЕНТ
1.1а. Листовой прокат по толщине изготовляют:
высокой точности — А,
нормальной точности — В.
(Введен дополнительно, Изм. № 4).
1.1. Форма, размеры, предельные отклонения и масса 1 м 2 листа с ромбическим и чечевичным рифлением должны соответствовать указанным на черт. 1, 2 и в таблице.
Предельные отклонения по толщине листа при ширине, мм
Масса 1 м 2 листа, кг
Предельные отклонения по массе, %
св. 1000 до 1500
св. 1500 до 2000
св. 2000 до 2200
Ромбическое рифление
Чечевичное рифление
1. Толщина листов с односторонним ромбическим и чечевичным рифлением определяется по толщине основания листа s в миллиметрах.
2 Для листов, прокатанных на станах полистной прокатки, в средней части ширины листа, допускается толщина основания на 0,2 мм выше плюсового предельного отклонения.
3. Ширина основания рифлей b, угол при вершине рифлей j, диагонали ромба t1 + t2, угол расположения рифлей на плоскости листа j1, расстояние между рифлями t, длина рифлей l, радиус закругления рифлей R на готовых листах не контролируются и даны для расчетов при изготовлении инструмента.
4. Масса 1 м 2 листа определена по номинальным размерам листов, высоте рифлей, равной 0,2 толщины листа, малой диагонали ромба, равной 27,5 мм, большей диагонали ромба, равной 65 мм. Плотность стали 7,85 г/см 3 .
5. (Исключено, Изм. № 4).
(Измененная редакция, Изм. № 2, 3, 4; Поправка).
1.2. Рифленый прокат изготовляют в листах и рулонах с односторонним ромбическим или чечевичным рифлением.
(Измененная редакция, Изм. № 3).
1.3. Высота рифлей на листах должна быть 0,1 — 0,3 толщины основания листа, но не менее 0,5 мм. По требованию потребителя листы толщиной основания 5 мм и более должны иметь высоту рифлей не менее 1,0 мм.
(Измененная редакция, Изм. № 2).
1.4. Листы с ромбическим рифлением изготовляют с диагоналями ромба (25-30) ´ (60-70) мм. Конфигурация рифлений и расположение больших диагоналей ромба вдоль или поперек листа устанавливаются изготовителем.
По требованию потребителя разрешается изготовление листа с другим соотношением диагоналей ромба.
(Измененная редакция, Изм. № 2, 3).
1.5. Листы с чечевичным рифлением изготовляют с расстоянием между рифлями 20, 25 и 30 мм.
1.6. Листы изготовляют шириной от 600 до 2200 мм и длиной от 1400 до 8000 мм с градацией 50 мм.
1.7. По требованию потребителя допускается изготовление листов других размеров.
(Измененная редакция, Изм. № 3).
1.8. Листы по размерам изготовляются:
с указанием размеров по толщине в соответствии с размерами, указанными в таблице, и по ширине и длине в пределах, указанных в п. 1.6 — форма I;
с указанием размеров по толщине в пределах, указанных в таблице, без указания размеров по ширине и длине — форма II;
с указанием размеров, кратных по ширине и длине размерам, указанным потребителем в пределах, установленных в п. 1.6 — форма III;
с указанием мерных размеров в пределах, указанных в п. 1.6 — форма IV.
(Измененная редакция, Изм. № 1).
1.9. Предельные отклонения по длине и ширине листов — по ГОСТ 19903
По требованию потребителя листы и рулоны изготовляют с предельными отклонениями:
+20 мм — по ширине для рулонного проката свыше 1000 мм с необрезной кромкой;
+15 мм — по длине для листа свыше 2000 до 6000 мм и свыше при толщине 4,0 и 5,0 мм;
+25 мм — при толщине 6,0; 8,0; 10,0 и 12,0 мм.
(Измененная редакция, Изм. № 3, 4).
1.10. Отклонения от плоскостности — по ГОСТ 19903 улучшенной плоскостности.
(Измененная редакция, Изм. № 4).
1.11. (Исключен, Изм. № 1.)
1.12. Требования к стали, изготовляемой в рулонах, а также размеры рулонов по ширине — по ГОСТ 19903.
Примеры условных обозначений
Лист горячекатаный из стали марки Ст3сп по ГОСТ 380 с односторонним ромбическим рифлением размером 3,0´1000´2000 мм, нормальной точности по толщине, улучшенной плоскостности с катаной кромкой:
Лист ромб В-К-ПУ-3,0´1000´2000 Ст3сп ГОСТ 8568-77
То же, с чечевичным односторонним рифлением:
Лист чечевица В-К-ПУ-3,0´1000´2000 Ст3сп ГОСТ 8568-77
Рулонный горячекатаный прокат марки Ст3сп по ГОСТ 380 с односторонним ромбическим рифлением размером 3,0´1000 мм, высокой точности, с катаной кромкой:
То же, с чечевичным односторонним рифлением:
(Измененная редакция, Изм. № 2,3,4).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Листы и рулоны изготовляют в соответствии с требованиями настоящего стандарта по технологическому регламенту, утвержденному в установленном порядке.
2.2. Листы и рулоны изготовляют из углеродистой стали обыкновенного качества марок Ст0, Ст1, Ст2 и Ст3 (кипящей, спокойной и полуспокойной) с химическим составом по ГОСТ 380
По согласованию изготовителя с потребителем допускается изготовлять листовой прокат без нормирования содержания хрома, никеля, меди.
2.1, 2.2. (Измененная редакция, Изм. № 4).
2.3. По требованию потребителя допускается изготовление листов из стали других марок.
(Измененная редакция, Изм. № 3).
2.4. Листы, прокатанные на станах полистной прокатки, обрезаются с четырех сторон.
2.5. Листы и рулоны, прокатанные на стане непрерывной прокатки, допускается поставлять с катаными продольными кромками.
Имеющиеся на кромках зазубрины не должны выводить лист за номинальные размеры по ширине.
2.4, 2.5. (Измененная редакция, Изм. № 1).
2.6. На поверхности листов не должно быть прокатных и слиточных плен, раковин-вдавов, раковин от окалины, раскатанных пузырей, трещин и загрязнений. На кромках листов не должно быть расслоений.
2.7. На поверхности листов допускаются рябизна, окалина, ржавчина, отпечатки, отдельные плены, глубина залегания которых не превышает предельных отклонений по толщине.
3. ПРАВИЛА ПРИЕМКИ
3.1. Листы и рулоны принимаются партиями. Партия состоит из листов одного вида рифления. Определение партии — по ГОСТ 14637.
3.2. Для контроля размеров и качества поверхности от партии отбирают два листа или один рулон.
3.3. При получении неудовлетворительных результатов контроля хотя бы по одному из показателей повторный контроль проводят на выборке, отобранной по ГОСТ 7566.
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Контроль поверхности производят без применения увеличительных приборов.
4.2. Толщину основания листов и высоту рифлений измеряют на расстоянии не менее 100 мм от углов и 40 мм от кромок.
Размеры в любой измеряемой точке не должны выводить толщину листа за предельные отклонения.
4.3. Высота рифлей h определяется как разность размеров общей толщины листа s + h и толщины основания листа s.
5. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. Маркировка, упаковка, транспортирование и хранение — по ГОСТ 7566.
(Измененная редакция, Изм. № 3).
1. РАЗРАБОТАН И ВНЕСЕН Министерством черной металлургии СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 13.04.77 № 926
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
ГОСТ 8568-77
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ЛИСТЫ СТАЛЬНЫЕ С РОМБИЧЕСКИМ И ЧЕЧЕВИЧНЫМ РИФЛЕНИЕМ
Технические условия
Corrugated steet rnombic and lentil form steel. Specifications
Дата введения 01.01.90 (Взамен ГОСТ 8568-57)
Настоящий стандарт распространяется на стальные горячекатаные с односторонним ромбическим и чечевичным рифлением листы общего назначения.
1. СОРТАМЕНТ
1.1а. Листовой прокат по толщине изготовляют:
- высокой точности — А,
- нормальной точности — В.
1.1. Форма, размеры, предельные отклонения и масса 1 м2 листа с ромбическим и чечевичным рифлением должны соответствовать указанным на черт. 1, 2 и в таблице.



1. Толщина листов с односторонним ромбическим и чечевичным рифлением определяется по толщине основания листа s в миллиметрах.
2 Для листов, прокатанных на станах полистной прокатки, в средней части ширины листа, допускается толщина основания на 0,2 мм выше плюсового предельного отклонения.
3. Ширина основания рифлей b, угол при вершине рифлей j, диагонали ромба t1 + t2, угол расположения рифлей на плоскости листа j1, расстояние между рифлями t, длина рифлей l, радиус закругления рифлей R на готовых листах не контролируются и даны для расчетов при изготовлении инструмента.
4. Масса 1 м2 листа определена по номинальным размерам листов, высоте рифлей, равной 0,2 толщины листа, малой диагонали ромаба, равной 27,5 мм, большей диагонали ромба, равной 65 мм. Плотность стали 7,85 г/см3.
1.2. Рифленый прокат изготовляют в листах и рулонах с односторонним ромбическим или чечевичным рифлением.
1.3. Высота рифлей на листах должна быть 0,2-0,3 толщины основания листа, но не менее 0,5 мм. По требованию потребителя листы толщиной основания 5 мм и более должны иметь высоту рифлей не менее 1,0 мм.
1.4. Листы с ромбическим рифлением изготовляют с диагоналями ромба (25-30) C (60-70) мм. Конфигурация рифлений и расположение больших диагоналей ромба вдоль или поперек листа устанавливаются изготовителем.
По требованию потребителя разрешается изготовление листа с другим соотношением диагоналей ромба.
1.5. Листы с чечевичным рифлением изготовляют с расстоянием между рифлями 20, 25 и 30 мм.
1.6. Листы изготовляют шириной от 600 до 2200 мм и длиной от 1400 до 8000 мм с градацией 50 мм.
1.7. По требованию потребителя допускается изготовление листов других размеров.
1.8. Листы по размерам изготовляются:
- с указанием размеров по толщине в соответствии с размерами, указанными в таблице, и по ширине и длине в пределах, указанных в п. 1.6 — форма I;
- с указанием размеров по толщине в пределах, указанных в таблице, без указания размеров по ширине и длине — форма II;
- с указанием размеров, кратных по ширине и длине размерам, указанным потребителем в пределах, установленных в п. 1.6 — форма III;
- с указанием мерных размеров в пределах, указанных в п. 1.6 — форма IV.
1.9. Предельные отклонения по длине и ширине листов — по ГОСТ 19903-74.
По требованию потребителя листы и рулоны изготовляют с предельными отклонениями:
- +20 мм — по ширине для рулонного проката свыше 1000 мм с необрезной кромкой;
- +15 мм — по длине для листа свыше 2000 до 6000 мм и свыше при толщине 4,0 и 5,0 мм;
- +25 мм — при толщине 6,0; 8,0; 10,0 и 12,0 мм.
- 1.10. Отклонения от плоскостности — по ГОСТ 19903-74 для нормальной и улучшенной плоскостности.
- 1.11. (Исключен)
- 1.12. Требования к стали, изготовляемой в рулонах, а также размеры рулонов по ширине — по ГОСТ 19903-74.
Примеры условных обозначений
Лист горячекатаный из стали марки Ст3сп по ГОСТ 380-88 с односторонним ромбическим рифлением размером 3,0C1000C2000 мм, нормальной точности по толщине, улучшенной плоскостности с катаной кромкой:
Лист ромб В-К-ПУ-3,0C1000C2000 Ст3сп ГОСТ 8568-77
То же, с чечевичным односторонним рифлением:
Лист чечевица В-К-ПУ-3,0C1000C2000 Ст3сп ГОСТ 8568-77
Рулонный горячекатаный прокат марки Ст3сп по ГОСТ 380-88 с односторонним ромбическим рифлением размером 3,0C1000 мм, высокой точности, с катаной кромкой:
Рулон ромб А-К-3,0C1000 Ст3сп ГОСТ 8568-77
То же, с чечевичным односторонним рифлением:
Рулон чечевица А-К-3,0C1000 Ст3сп ГОСТ 8568-77
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Листы и рулоны изготовляют в соответствии с требованиями настоящего стандарта по технологическому регламенту, утвержденному в установленном порядке.
2.2. Листы и рулоны изготовляют из углеродистой стали обыкновенного качества марок Ст0, Ст1, Ст2 и Ст3 (кипящей, спокойной и полуспокойной) с химическим составом по ГОСТ 380-88.
По согласованию изготовителя с потребителем допускается изготовлять листовой прокат без нормирования содержания хрома, никеля, меди.
2.3. По требованию потребителя допускается изготовление листов из проката других марок.
2.4. Листы, прокатаные на станах полистной прокатки, обрезаются с четырех сторон.
2.5. Листы и рулоны, прокатанные на стане непрерывной прокатки, допускается поставлять с катаными продольными кромками.
Имеющиеся на кромках зазубрины не должны выводить лист за номинальные размеры по ширине.
2.6. На поверхности листов не должно быть прокатных и слиточных плен, раковин-вдавов, раковин от окалины, раскатанных пузырей, трещин и загрязнений. На кромках листов не должно быть расслоений.
2.7. На поверхности листов допускаются рябизна, окалина, ржавчина, отпечатки, отдельные плены, глубина залегания которых не превышает предельных отклонений по толщине.
3. ПРАВИЛА ПРИЕМКИ
3.1. Листы и рулоны принимаются партиями. Партия состоит из листов одного вида рифления. Определение партии по ГОСТ 14637-79.
3.2. Для контроля размеров и качества поверхности от партии отбирают два листа или один рулон.
3.3. При получении неудовлетворительных результатов контроля хотя бы по одному из показателей повторный контроль проводят на выборке, отобранной по ГОСТ 7566-81.
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Контроль поверхности производят без применения увеличительных приборов.
4.2. Толщину основания листов и высоту рифлей измеряют на расстоянии не менее 100 мм от углов и 40 мм от кромок.
Размеры в любой измеряемой точке не должны выводить толщину листа за предельные отклонения.
4.3. Высота рифлей h определяется как разность размеров общей толщины листа s + h и толщины основания листа s.
5. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. Маркировка, упаковка, транспортирование и хранение — по ГОСТ 7566-81.
Лист ромбический рифленый: характеристики, производство, ГОСТ
Кроме металлической листовой продукции с гладкой поверхностью, во многих случаях используется рифленый лист. Его специально сформированные выпуклости (рифли) могут иметь различную форму (ромб, чечевица и др.). Металлические листы, на поверхность которых нанесено рифление различного типа, отличаются не только своими характеристиками, но и технологией производства.

Стальной лист с ромбическим рифлением
Что собой представляет лист с ромбическим рифлением
Выпуклости на металлических листах, которые формируют с помощью рифления, – это не метод декоративного оформления, хотя подобная продукция и отличается привлекательным внешним видом. Рифленая поверхность, если сравнивать ее с гладкой, способна обеспечить значительно лучшее сцепление с предметами, которые с ней соприкасаются. Этим свойством, собственно, и определяется основное назначение листов, на которые специально нанесено рифление.
Форма и размеры ромбического рифления
Листы с рифлями в виде ромбов могут производиться в различных типоразмерах, а именно:
- толщина, измеряемая без высоты профиля рифлей, – 2,5–12 мм;
- ширина – 600–2200 мм;
- длина изделий, шаг стандартных типоразмеров которых составляет 50 мм, – 1400–8000 мм.
Самым популярным у потребителей данной продукции является размер 1500х6000 мм.
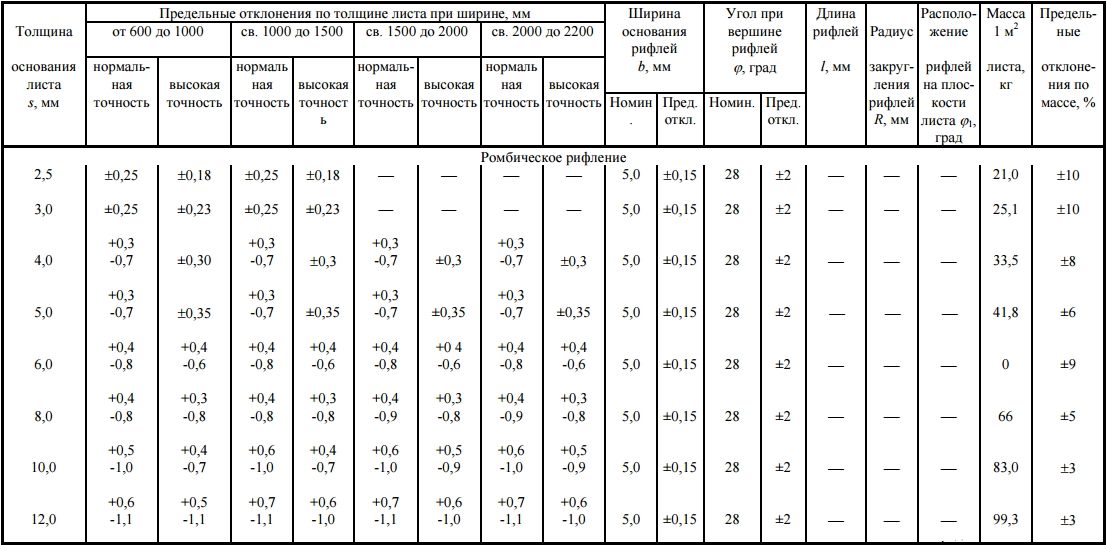
Допустимые отклонения размеров и массы согласно ГОСТ (нажмите для увеличения)
Рифление на поверхности таких листов представляет собой пересекающиеся линии. Размеры диагоналей ромбов, полученных этими пересечениями, могут находиться в пределах 25–30 и 60–70 мм. Между тем данные размеры не фиксированы, по договоренности заказчика с производителем они могут быть изменены, как и расположение рисунка на поверхности листа.
Лист «Ромб» успешно используется во многих сферах. Из рифленых металлических листов изготавливают элементы лестничных конструкций, мостиков и переходов, ими покрывают пол в промышленных объектах, обустраивают с их помощью эскалаторы в метро и крупных торговых центрах. Кроме того, изделия с рифлением в виде ромбов применяются для армирования полов, из них возводятся стеновые перегородки, изготавливаются емкости, используемые не только в промышленности, но и в сельском хозяйстве.
Декоративные характеристики такого материала делают его пригодным для оформления различных архитектурных конструкций, чем активно пользуются современные дизайнеры. В частном строительстве и для оформительских целей применяются рифленые металлические листы небольшой толщины, а для промышленных объектов приобретают более толстые изделия.
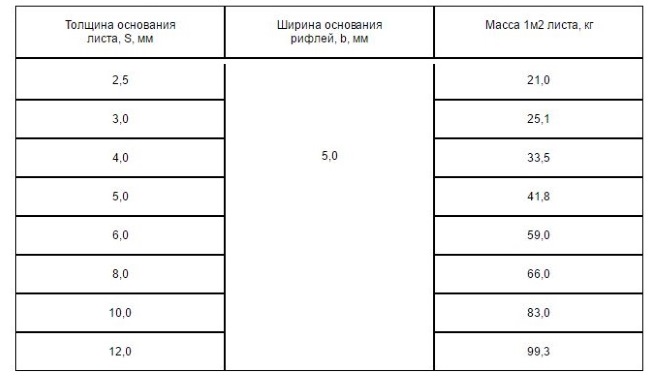
Масса рифленого листа в зависимости от толщины основы
Поскольку рифленые листы «Ромб» изготовлены из металла, их отличает высокая прочность, а если в качестве такого металла используется нержавеющая сталь (что допускается требованиями ГОСТа), то еще и исключительная коррозионная устойчивость. Материал таких листов обладает не только способностью выдерживать значительные нагрузки, но и пластичностью, хорошей обрабатываемостью. Эти характеристики металлических листов с ромбическим (да и с любым другим) рифлением значительно расширяют сферы их применения.
В бытовой сфере рифленые листы «Ромб» также нашли широкое применение. Из них, например, сооружают заборы и различные ограждения, изготавливают ворота и калитки, кожухи и емкости различного назначения.
Между тем следует иметь в виду: если для изготовления конструкций используются рифленые листы из черного металла, их обязательно следует покрывать защитными составами, чтобы они не утратили внешней привлекательности и других характеристик после непродолжительного периода эксплуатации.
Технология производства
В соответствии с положениями нормативного документа, металлические рифленые листы, в том числе и с рифлями в виде ромба, производят по технологии горячего деформирования. Данная технология предполагает, что металл предварительно нагревают до температуры ковки, а затем пропускают через два валка. Один из них имеет ровную поверхность, а на второй нанесен рисунок, соответствующий типу и геометрическим параметрам будущего рифления. Наиболее распространенным материалом, из которого изготавливают листы «Ромб», является углеродистая сталь.
ГОСТ 8568-77 также допускает, что рифленая продукция данного типа может быть изготовлена из нержавеющей стали. Последняя используется в том случае, если изделиям из рифленых листов, кроме высокой прочности, долговечности и исключительной декоративности, необходимо придать способность успешно противостоять воздействию высокой влажности и других агрессивных сред. Главным недостатком изделий из нержавеющей стали является их высокая стоимость. Рифленый металл небольшой толщины, согласно требованиям ГОСТа 8568-77, может поставляться заказчикам как в листах, так и в рулонах, изделия большой толщины – только в листах.

Лист стальной ромбический толщиной 8 мм
Чтобы улучшить коррозионную устойчивость рифленых листов, изготовленных из обычной стали, производители могут подвергать их такой операции, как покрытие слоем цинка. Слой данного металла, который создает на стальном листе защитное покрытие очень незначительной толщины, препятствует окислению основного металла и, соответственно, возникновению и развитию коррозионных процессов.
Каждая партия отгружаемой продукции должна сопровождаться документом, содержащим следующую информацию:
- наименование компании-производителя и ее адрес;
- номер заказа, который был ему присвоен в договоре;
- марка стали, из которой изготовлена продукция;
- наименование продукции;
- результаты основных испытаний изделия;
- химический состав металла.
Требования к качественным характеристикам
Согласно положениям нормативного документа (ГОСТ 8568-77), металлические листы с рифлением «Ромб» могут относиться к нормальному (В) и высокому (А) классу точности изготовления. Стандартом оговаривается, что высота нанесенных на поверхность металлического листа рифлей должна составлять 10–30% от толщины основания, но при этом быть больше 0,5 мм. В отдельных случаях, если толщина основания составляет не менее 5 мм, допускается выполнять рифли с высотой 1 мм (после предварительного согласования с заказчиком продукции).
Требования к геометрическим параметрам листов с рифлением в виде ромбов (а также к допустимым отклонениям) оговариваются положениями ГОСТа 19903-74. В стандарте также указаны такие параметры, как класс точности, масса одного квадратного метра изделия, расположение элементов рифления на поверхности листа.
ГОСТ 8568-77 Листы стальные с ромбическим и чечевичным рифлением.
ГОСТ 8568-77 является основным государственным стандартом, который регламентирует изготовление листов стальных с ромбическим и чечевичным рифлением изготовленных методом горячей деформации. Данный стандарт относится как к обычной, так и к нержавеющей стали, поэтому если вас интересуют нержавеющие листы, этот стандарт будет Вам полезен.
Ознакомившись с данным нормативным документом Вы будете иметь представление о сортаменте, технических требованиях, правилах приемки, методах испытанй данного вида металлопроката. Это может помочь вам при выборе качественных изделий для покупки.
Сортамент
Первое, что интересует покупателя, это размеры. ГОСТ 8568-77 содержит сортамент листов с ромбическим и чечевичным рифлением. Для выпуска доступны следующие размеры: по толщине от 2,5 до 12 мм, по ширине от 600 до 2200 мм, по длине от 1400 до 8000 мм с градацией 50 мм. Однако допускается и изготовление изделий других размеров.
Лист рифленый отличается от обычного наличием особых выступов на поверхности. Эти выступы имеют свое технологическое назначение и именно из-за них потребители и приобретают данный вид металлопроката. Однако некоторые могут не знать, как отличить ромбическое рифление от чечевичного.
На практике это очень просто: достаточно посмотреть на рисунок фактурной поверхности.
- При ромбическом рифлении на поверхности отчетливо просматриваются выпуклые линии, которые пересекаясь, образуют ромбовидные ниши. Эти выпуклые линии имеют четкие границы, и они непрерывны по всей дине.
- В случае с чечевичным рифлением на поверхности листа определенным образом располагаются выступы. Они напоминают небольшие горки и расположены под прямым углом друг к другу. Эти выступы короткие и более пологие.
Наибольшей популярностью среди покупателей пользуются листы с чечевичным рифлением. Они имеют более приятный внешний вид и поэтому могут использоваться для решения большего количества задач.

При покупке важно принять во внимание, что рифление наносится на поверхность только с одной стороны!
Стандарт регламентирует следующие параметры для каждого размера листа: толщину, ширину, массу одного квадратного метра и отклонения по размерам. Такие параметры, как ширина основания рифлей, угол при вершине рифлей, длина рифлей, радиус их закругления, и их расположение на плоскости указаны в стандарте, но не контролируются. Они даны в качестве справочного материала для изготовления инструментов.
По точности изготовления доступны два варианта изготовления: высокой (буква А в маркировке) и нормальной точности (буква В в маркировке). Отличие между ними состоит в размере допустимых отклонений. Для изделий высокой точности они значительно ниже, чем для изделий нормальной точности.Поэтому если для вашего проекта важен такой параметр как точность, рекомендуется приобретать изделия категории А.
Вы можете ознакомится со списком допустимых размеров и соответствующих им предельных отклонений в таблице ниже.

При измерении толщины важно знать, что толщиной считается основание листа без учета высоты рифления.
В случае, если изделие изготовлено на станах полистной прокатки, допускается утолщение его основания в средней части. Это утолщение должно быть не более +0,2 мм плюсового предельного отклонения.
Масса одного квадратного метра рассчитана при высоте рифлей, равной 0,2 толщины, малой диагонали ромба равной 27,5 мм, большой диагонали ромба, равной 65 мм п плотности стали 7,85 г/см3.
Важно знать, что рифленый прокат с односторонним рифлением выпускается также в виде рулонов.
Размеры рифления
Что касается высоты рифлей, то в стандарте указано, что она должна быть в пределах 0,1 – 0,3 толщины, но не менее 0,5 мм. В случае, если потребителю требуются толстые листы (5 мм и более), то разрешается увеличить минимальную высоту рифлей до 1 мм, но только по согласованию.
Для листов с ромбическим рифлением диагонали ромба могут иметь длину (25 – 30) х (60 – 70) мм., однако допускается изготовление рифления с другими размерами по согласованию. Расположение больших диагоналей вдоль или поперек листа устанавливается изготовителем.
Для листов с чечевичным рифлением расстояние между рифлями может быть 20, 25 или 30 мм.
Предельные отклонения
Предельные отклонения по толщине листа можно посмотреть в таблице выше, но там не указаны отклонения по длине и ширине. В стандарте указано, что их необходимо брать из ГОСТ 19903 Прокат листовой горячекатаный. Отклонения от плоскости необходимо брать из этого же стандарта для нормальной и улучшенной плоскости.
В случае, если прокат изготавливается в рулонах, требования и размеры рулонов необходимо брать из ГОСТ 19903.
Условные обозначения
Глядя на условное обозначение поначалу сложно разобрать, что обозначают все эти буквы и цифры. Однако это не так сложно, как кажется на первый взгляд.
- В начале идет маркировка изделия. Указан тип изделия: лист или рулон и вид рифления.
- Далее идет указание точности изготовления: А – высокой точности, В – нормальной.
- После этого указан тип кромки. К – катаная.
- Затем идут размеры: толщина х ширина х длина (или толщина х ширина в случае рулона)
- В самом конце указана марка стали и ГОСТ.
Технические Требования
Листы с ромбическим и чечевичным рифлением изготавливаются в соответствии с требованиями ГОСТ 8568-77 из углеродистой стали или из сталей других марок.
При изготовлении на стане полистной прокатки, изделие обрезают с четырёх сторон.
При изготовлении на стане непрерывной прокатки допускается наличие катаных продольных кромок. В случае, если на кромках имеются зазубрены, их величина не должна выводить ширину листа за номинальные размеры.
Приемка и Испытания
После окончания процесса производства приходит время принимать партии. Партия должна содержать прокат одного вида рифления. То есть в партии ромбических листов не может быть ни одного чечевичного. Определение партии необходимо брать из ГОСТ 14637.
Для произведения необходимых замеров из партии берется один рулон или два листа. Если в процессе определения качества получают хотя бы один неудовлетворительный результат, производится вторая стадия испытаний. Для этой стадии выборка совершается по ГОСТ 7566.
Замеры для определения толщины основания и высоты рифлений производят на расстоянии не менее 100 мм от углов и 40 мм от кромок.
Высота рифлей определяется путем вычитания толщины основания листа из общей толщины.
История Стандарта
ГОСТ 8568-77 был разработан и внесен Министерством черной металлургии СССР. 13 апреля 1977 года был утвержден и введен в действие государственным комитетом Стандартов Совета Министров СССР взамен ГОСТ 8568-57.
После распада СССР данный стандарт был принят на территории России. В 1995 году Межгосударственный совет по стандартизации, метрологии и сертификации снял с него ограничение срока действия.
МЕТАЛЛОТЕНДЕР — металлоторговая система для покупателей и продавцов. Вся информация на сайте носит ознакомительный характер. Для получения точных данных обращайтесь к соответствующим ГОСТ.
На нашем веб-сайте используются файлы cookies, которые позволяют улучшить Ваше взаимодействие с сайтом. Когда вы посещаете данный веб-сайт, Вы даете согласие на использование файлов cookies в соответствии с настоящим уведомлением об их использовании.