

Ленты на шлифмашинку размеры
Выбор лент для шлифовальной машины
Нередко в быту возникают ситуации, когда ту или иную поверхность нужно отшлифовать, снять старое покрытие лака или краски. Вручную справиться с этим очень непросто, особенно при большом объеме работ. Поэтому электрическая шлифовальная машина – это необходимый инструмент в арсенале любого домашнего мастера. В зависимости от правильно подобранного оборудования и расходных материалов можно успешно решать самые разнообразные задачи по обработке различных поверхностей.
Принцип работы
Данный вид шлифовальной машины называется так, потому что на катки инструмента крепится полотно шкурки, которое похоже на замкнутую ленту. Когда катки вращаются, полотно непрерывно движется. В результате этого движения быстро и качественно шлифуются различные поверхности. Ленточную шлифовальную машину целесообразно использовать для обработки немалых площадей, поскольку она имеет высокую производительность. Современные механизмы имеют регулировку скорости движения ленты.
Как правильно выбрать?
Шлифовальная лента – это основа из ткани или бумаги, на которую при помощи клея закреплено абразивное зерно. Она склеивается в кольцо, поэтому часто ее называют бесконечной. Чтобы сделать идеальный выбор, нужно внимательно изучить виды основ наждачной бумаги, свойства абразивных материалов, иметь понятие о показателях длины и ширины шлифленты, а также знать, что такое зернистость.
Виды основ наждачной бумаги
Наждачная лента для шлифмашины – это самый востребованный абразив. В народе ее называют шкурка, так как раньше для шлифования использовали акульи шкуры. Она так же, как и лента, имеет свою основу. Стоит подробнее ознакомиться с самыми распространенными основами шкурки.
- Бумага. Это самый часто встречающийся и экономичный вид основы. Такую бумагу пропитывают полимерами для придания ей прочности и устойчивости к истиранию или разрыву. Но для интенсивного использования она не рекомендуется.
- Ткань. Это эластичная основа, легко принимающая форму изделия. Она более устойчивая, у нее большой срок эксплуатации, но абразив может крошиться при натяжении. Тканевая основа шкурки прочная и устойчивая к влаге. Ее применяют при интенсивной работе с различными типами древесины.
- Фибра. Она используется для обработки твердых материалов.
- Комбинированная. Это сочетание ткани и бумаги, на которую нанесен абразив. Данная основа сочетает в себе полезные свойства бумажного и тканевого полотна. Она устойчива к изгибам, истиранию и влаге. Такая основа имеет высокую стоимость.
Свойства абразивов
Как известно, абразивные материалы характеризуются высокой твердостью и используются для обработки поверхности разнообразных материалов. Более твердые зерна абразива рекомендованы для глубокой обработки. Если расположить абразивные зерна по убыванию жесткости, то получится следующая цепочка: алмаз – гранат – кварц – окись алюминия – карбид кремния – электрокорунд. Абразив наносят на основу несколькими способами.
- Открытое насыпание. При таком способе бывает покрыто 60% поверхности основы. Он рекомендован для мягких материалов с низкой плотностью, предотвращает засорение промежутков и появление комочков.
- Закрытое насыпание. Покрывается 100% поверхности основы. Этот способ необходим при шлифовании металлов и твердой древесины.
Размеры
При выборе ленты необходимо внимательно изучить параметры ее длины и ширины. Если лента широкая, то мощность ленточной шлифовальной машины больше, а скорость движения меньше. При использовании узкой ленты мощность механизма низкая, а скорость вращения высокая. Идеальным выбором станут размеры лент следующего стандарта:
- шириной 75 (76), 100 или 115 мм;
- длиной – 457 или 533 мм.
Важно! При выборе ширины следует учитывать условия работы, а от длины зависит эффективность.
Зернистость
От данного свойства будет зависеть качество обработки любых поверхностей. Если зернистость абразивного материала выше, то такая обработка мягче. Зернистость принято обозначать английской буквой Р. Она соответствует числовому промежутку от 12 до 2500. Чем больше число, тем абразив мельче. Существует несколько типов крупнозернистых лент.
- Очень крупные. Такие ленты имеют особо крупные зерна (Р22–Р36). Они необходимы для черновой шлифовки поверхностей и их выравнивания.
- Крупные. Ленты с показателем Р40–Р60. Они требуются для начальной обработки материала, не забиваются пылью из-за крупного размера зерен.
- Для начальной обработки. Ленты с маркировкой Р70–Р120 рекомендуются для удаления лакокрасочных основ или ржавчины.
- Для финальной обработки. Ленты с показателем Р150–Р220. С их помощью зачищают поверхность перед полированием.
Мелкозернистые ленты также бывают нескольких видов.
- Для финишной обработки. Они рекомендуются для заключительной шлифовки древесины твердых пород. Их зернистость составляет Р240–Р280.
- Для полировки. Данные ленты делают окрашенные поверхности гладкими, но могут засоряться пылью и краской. Их зернистость составляет Р400–Р600.
- Для тонкой шлифовки. Ленты с маркировкой Р1000 идеальны для заключительной обработки металлов, керамической поверхности или древесины, покрытой лаком.
При выборе лент для шлифовальной машины следует обязательно изучить требования инструмента и параметры конкретного материала. Высококачественное шлифовальное полотно даже при частой эксплуатации прослужит вам очень долго.
Бесконечная шлифовальная лента. Размеры и цены

Как завершающая операция обработки древесины, металла или декоративного камня, бесцентровое шлифование является наиболее ответственной операцией. И, независимо от оборудования – специализированной или универсальной шлифмашины, её лучше всего выполнять, используя бесконечную шлифовальную ленту.
Классификация лент
Бесконечная шлифовальная лента представляет собой полосу шлифовальной бумаги, торцы которой соединены встык или внахлёст. Каждый вариант имеет своё рациональное применение. Например, для стационарных шлифовальных станков – для гриндеров – удобнее использовать стыковое исполнение (такие ленты маркируются буквой Т). Удобство связано с тем, что стыковые ленты гарантируют наиболее прочное соединение, и допускают максимально возможное усилие натяжения, при котором биение инструмента по поверхности натяжного ролика отсутствует. Поэтому бесконечные шлифовальные ленты стыкового типа работают при шлифовании плоских поверхностей с неоднородными по твёрдости компонентами, а также металла, камня и т. п.
При шлифовке сложных контуров, где важна повышенная эластичность, лучше показывают себя ленты, соединённые внахлёст (маркируются буквой В). Их используют преимущественно для шлифовальных машин ручного типа, когда требуется оперативно изменять угол наклона и направление шлифования.
Кроме способа соединения, бесконечные шлифовальные ленты различают по следующим показателям:
- По размерам. Стандартная маркировка включает два числа – ширину и длину, в мм, например 50×686, 75×533 и т. д. Допустимые предельные отклонения составляют от ±0,5 мм до ±3,0 мм — по ширине и от ±1,0 мм до ±10,0 мм – по длине. Расхождение в значениях предельных отклонений указывает на обязательную эластичность материала основы, благодаря чему лента хорошо переносит растягивающие напряжения, и обладает определённой усталостной прочностью.
- По материалу основы. Она может быть бумажной, тканевой, и из специальных искусственных материалов. Искусственные ленты имеют более высокие показатели прочности и эластичности, а также менее чувствительны к влажности шлифуемой поверхности. Несомненным «плюсом» бумажных лент является их цена.
- Характеристики абразива, нанесённого на основу. Среди основных материалов — корунд, электрокорунд, карбид кремния. Они различаются по твёрдости и характеру износа. Имеет значение также зернистость – размеры единичного зерна, плотность насыпки, которая определяется крупностью зёрен, а также способ соединения абразива с основой бесконечной шлифовальной ленты.
- Качество соединения краёв ленты. Это может быть обычным образом сошлифованные на угол 45º кромки, применение армирующей плёнки, либо зигзагообразное соединение, при котором шлифовке подвергаются также и крайние зёрна абразива. С усложнением соединения возрастает площадь укреплённого стыка и сопротивление ленты растягивающим напряжениям. Однако при этом увеличится стоимость, и проблемным станет попытка восстановления разорванной ленты.
Особенности технологии производства
Явным лидером в производстве бесконечных шлифовальных лент считается торговая марка Klingspor, которая использует для изготовления своей продукции прогрессивную технологию Advanced Coating Technology, или, сокращённо – АСТ. Сущность этой технологии заключается в следующем:
- С целью повышения эрозионной стойкости частиц абразива к механическим ударам используются значительно более высокие скорости нанесения абразива на исходную поверхность ленты. Фактически зёрна абразива «вбиваются» в более мягкую основу, и удерживаются в ней не только за счёт применения клеящего вещества, но и вследствие проникновения зерна в толщину самой ленты;
- Процесс покрытия основы абразивным материалом происходит при повышенных температурах, в результате чего объём зерна возрастает, и его прикрепление к основе производится по увеличенной площади. Затем, в процессе резкого охлаждения основа уменьшается, создавая в зерне сжимающие напряжения. Как известно, наличие в материале остаточных напряжений сжатия увеличивает его стойкость;
- В процессе нанесения зёрен абразива на основу происходят электрохимические реакции, которые приводят к пассивации покрытия и увеличивают его способность отталкивать от себя частицы сошлифованного лентой вещества. В результате такие ленты медленнее забиваются, и дольше сохраняют свою первоначальную шлифующую способность.

Умеренная микропористость бесконечных шлифовальных лент, изготовленных по технологии АСТ, улучшает теплообмен между различными участками, при этом термические напряжения значительно снижаются. Таким образом, не имеет значение вид материала, который подвергается шлифованию лентами АСТ: это может быть и стекло, и титан, и нержавеющая сталь.
Принципы выбора
Исходными пунктами является предназначение ленты и типоразмер машины, на которую она будет устанавливаться. Так, на ручных шлифовальных машинах, в зависимости от размера фиксирующей подошвы могут использоваться изделия размерами, уже упомянутыми ранее, а также 100×610 или 75×457. Более крупные ленты, например, 120×1000 и более, подойдут для шлифовальных машин стационарного типа.
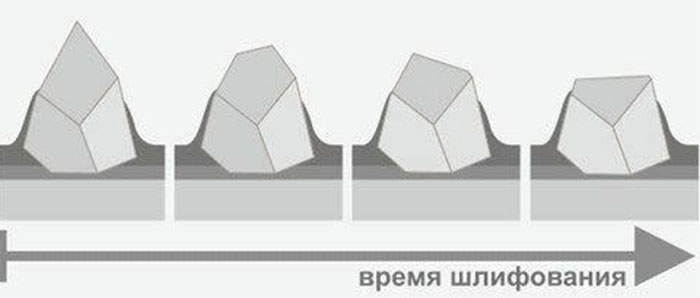
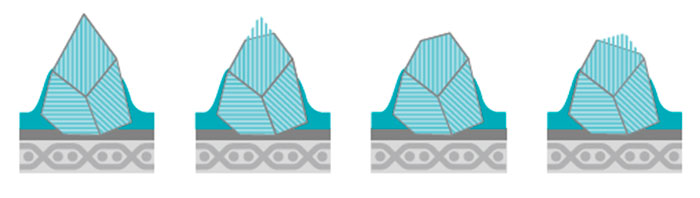
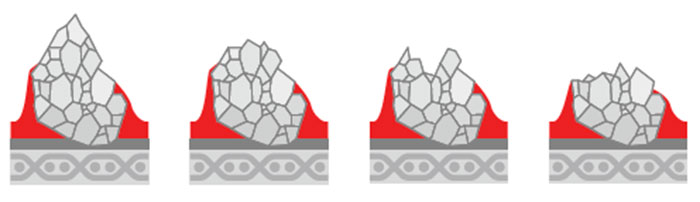
Для того, чтобы обеспечить максимальную долговечность бесконечных шлифовальных лент полезно знать особенности износа абразивов различного типа. Так, обычный электрокорунд изнашивается равномерно, а циркониевый электрокорунд и карбид кремния, как более хрупкие материалы, обладают способностью к самозатачиванию (процесс происходит при хрупком сколе отдельных зёрен, отделяющихся от основы). С повышением твёрдости стойкость бесконечной шлифовальной ленты возрастает, поэтому наиболее прочной считается лента с керамическим электрокорундом.
Приобретая ленты, стоит поинтересоваться о плотности насыпки абразивного вещества. Если необходимо шлифовать мягкие металлы – алюминий, латунь, малоуглеродистую сталь, то предпочтение имеют ленты с полуоткрытой насыпкой, при плотности не ниже 75%. Для шлифовки твёрдой древесины или декоративного камня эксплуатационное преимущество получат бесконечные шлифовальные ленты с закрытой насыпкой (плотность не ниже 95%).
Ленты на шлифмашинку размеры
Шлифовальная лента – абразивный расходный материал, предназначенный для обработки металлических и деревянных деталей. В зависимости от специфики осуществляемых работ, для шлифования используются различные виды лет. Они отличаются друг от друга эксплуатационными характеристиками, эффективностью обработки деталей, износостойкостью и т.д.
Что такое шлифовальная лента?
Шлифовальная лента (шлифлента) – гибкий материал на тканевой или бумажной основе, на который нанесен тонкий слой абразива. Используется для машинной или ручной обработки различных материалов:
Ленточное шлифование применяются для устранения шероховатостей, обработки швов, удаления краски и т.д. Благодаря большому выбору материалов, из которых производятся ленты, их можно использовать для решения множества задач. Производители электроинструмента и комплектующих изготавливают несколько видов шлифовальных лент для:
- ручных шлифмашинок;
- шлифовальных станков;
- пневмоинструментов;
- УШМ;
- эксцентриковых шлифмашинок.
Обработка поверхностей с помощью специальных станков и ручного инструмента способствует подготовке материалов к покраске и вскрытию лаком. В зависимости от используемого типа абразивной ленты, можно осуществлять шлифовку и полировку изделий со сложной геометрией.
Виды шлифовальных лент
Абразивно-ленточное шлифование осуществляется с помощью различных расходных материалов, которых отличаются друг от друга по нескольким параметрам. Одни используются для черновой обработки металла или дерева, а другие – для чистовой.
По степени твердости шлифовальные ленты можно разделить на три вида:
Первые два вида абразивны хлент применяют для черновой шлифовки и выравнивания поверхностей. Мягкие зернистые материалы обрабатывают детали со сложной геометрией, что позволяет добиться гладкости при полировке.
Для большинства ленточных шлифовальных машинок (ЛШМ) используются бесконечные абразивные ленты, концы которых соединены между собой. В зависимости от способа соединения, различают такие виды лент:
- Шов A– соединение ленты внахлест без компенсации абразива в месте склеивания концов;
- Шов B – соединение концов ленты внахлест с компенсацией абразива в месте состыковки;
- Шов T – соединение краев ленты стык в стык при вертикальном разрезе;
- Шов TS – волнообразное соединение шлифовальной ленты стык в стык;
- Шов TT – соединение концов ленты встык со стороны нанесенного слоя абразива на подложке.
Материалы абразивного зерна для лент
Качество ленточного шлифования определяется степенью износостойкости абразивного слоя, который может состоять из порошка различных материалов. Чаще всего шлифовальные ленты идут со следующими типами напыления:
- оксид алюминия – хрупкий материал, который чаще всего используется в деревообрабатывающей промышленности;
- карбид кремния – прочный и износостойкий материал, предназначенный для шлифования металла, стекловолокна, твердого пластика и окрашенных поверхностей;
- гранат – абразив высокой прочности, который чаще используется для обработки деревянных заготовок;
- цирконат – износостойкий и крупнозернистый абразив, предназначенный для грубого ленточного шлифования металла, дерева, пластика;
- компакт-зерно – зернистый материал, который применяется для шлифовки изделий из нержавеющей или черной стали;
- керамический абразив – твердый материал, использующийся для шлифовки и выравнивания древесины.
В тяжелой промышленности широко применяются шлифовальные ленты, изготовленные с использованием технологией микрорепликации. Абразивный слой лент состоит из структурированных зерен. В случае их использования на ленточных станках удается добиться высококачественного финишного шлифования металлических поверхностей.
Размеры шлифлент
Во время выбора подходящей шлифовальной ленты для инструмента нужно учитывать два параметра – длину и ширину. Для ручных ЛШМ и станков чаще всего производятся ленты с длиной от 350 до 600 мм. Чтобы подобрать подходящий размер, необходимо измерять рабочую длину на станке или ручном гриндере.
Ширина шлифовальной ленты варьируется в диапазоне от 30 до 150 мм. Чаще всего для электроинструмента выбирают абразивные полотна с шириной 76 мм. Такой размер подходит для большинства стационарных станков и ручного инструмента.
Зернистость шлифовальной ленты
Степень зернистости шлифовальной ленты влияет на качество обработки поверхностей различных материалов. Классификация шлифлент осуществляется по размеру зерен: чем выше показатель зернистости, тем мягче обработка.
Крупнозернистые ленты
- Особо крупная зернистость. Шлифленты с очень крупными зернами (P22-P36) используются для черновой шлифовки и выравнивания поверхностей. Размеры гранул в таких лентах находятся в диапазоне от 500 до 1000 мкм;
- Крупная зернистость. Если зернистость шлифовальной ленты составляет Р40–Р60, такой инструмент будет использоваться для стартовой обработки древесины. Благодаря достаточно большому размеру гранул (250-500 мкм), такие ленты долго не забиваются пылью;
- Шлифленты для первичной обработки. Абразивные материалы (P70–P120) применяются для зачистки поверхностей при необходимости удаления старой краски, ржавчины и т.д. Размер зерен в ленте не превышает 100-250 мкм;
- Шлифленты для финальной зачистки. Ленты с достаточно мелкой зернистостью используются для финальной абразивной обработки поверхностей перед полировкой. Размеры гранул для P150–P220 не превышают 63-100 мкм.
Мелкозернистые ленты
- Шлифовальные ленты для финишной шлифовки. Применяются для финальной обработки деревянных изделий из твердых пород дерева. Размеры гранул абразива P240–P280 составляют 40-63 мкм;
- Шлифленты для полировки. Используются для придания гладкости окрашенным поверхностям. Часто применяется перед полировкой мокрым способом. Зерна шлифлент P400–P600 маленькие (20-40 мкм), поэтому они быстро забиваются пылью и остатками краски;
- Шлифленты для тонкой полировки. Такие ленты предназначены для финальной обработки металла, керамики или лакированной древесины. Гранулы шлифлент P1000 имеют размер до 14 мкм;
Также существуют ленты для деликатной полировки, с помощью которых уже готовым изделиям придают блеск и гладкость. Их можно использовать для шлифовки неровностей после прокраски.
Маркировка шлифовальных лент
Зернистость – один из важнейших показателей шлифовальных лент. В зависимости от назначения абразивного материала, размеры зерен могут колебаться от нескольких миллиметров до микрон. Широкое распространение в мире получил стандарт маркировки ISO 6344 (FEPA).
Согласно общепринятой классификации, зернистость абразивного слоя обозначается английской литерой «P» и числом от 12 до 2500. Зерно абразива тем мельче, чем больше числовая составляющая маркировки. Иными словами, шлифовальная лента P100 может использоваться для первичной обработки материалов, а лента типа P2000 – для финишной полировки или деликатной шлифовки мокрым способом.


Для шлифования и «шкурения» больших площадей используется ленточная шлифовальная машина. С ее помощью вы сделаете работу гораздо быстрее, чем вручную. Для заправки этой машины в продаже имеется бесконечная лента — именно так она называется, поскольку лента склеена в круг.
Что нужно знать при покупке бесконечной ленты:
1. Размер
2. Зернистость наждачной бумаги
Каждая модель ленточной шлифмашинки работает только с одним размером ленты.
Всего 3 типоразмера:
75*457 мм
75*533 мм
100*600 мм
Первая цифра — ширина бесконечной ленты, вторая — размер в мм по окружности. Поэтому при покупке бесконечной ленты позаботьтесь заранее о том, чтобы узнать размен нужной вам ленты, а не спрашивать у продавцов.
В продаже чаще всего можно встретить импортную бесконечную ленту, поэтому маркировка будет импортная P. Наиболее часто используемая зернистость наждачки:
P40 самая крупная(для первоначальной обработки поверхностей, содрать старую краску с дерева или старый лак, очень часто это требуется при восстановлении паркета).
P60 крупная(альтернатива зерну P40, только менее крупная)
P80 средняя(можно использовать как финишную под покраску-лакировку, хотя будет немного крупновато)
P100 мелкая(для окончательной доводки поверхности, под покраску-морение-лакирование)
P120 еще мельче(дерево будет очень гладкое).
Чаще всего нужно купить всего 2 вида зернистости, этого вполне хватает, чтобы обработать дерево под покраску или лакирование. К примеру, если первое зерно у вас было P40, то следующее лучше купить P80. ну а если первое было P60, то второе — P100-P120. Если вы попробуете шлифовать дерево сначала P40, а потом сразу очень мелкой, то будет трудно вывести царапины, оставленные крупной наждачкой P40. В идеале использовать 3 шага зернистости, однако это будет уже накладно как по деньгам, так и по времени работы. Проходить поверхность 2 раза или 3 — есть разница. Одной ленты хватает примерно на 3-4 квадратных метра, так что примерное количество для покупки можно просчитать, если знаете объем работы. Крупная лента «забивается» не так быстро, как мелкая, поэтому финишная бесконечная лента расходуется быстрее.
Стоимость зависит от размера ленты и от производителя. Для дома-дачи рекомендуется покупать недорогую импортную, например качественная бесконечная лента фирмы Matrix, Fit и других качественных бытовых фирм.
75*457 самая дешевая, если брать недорогую импортную(Matrix, Fit), то 1 штука будет стоить 15 рублей
75*533 подороже, 20 рублей за штуку.
Продаются ленты как поштучно, так и упаковками по 10 штук.
Шлифовальные ленты сегодня получили широкое распространение в среде как профессионалов, так и любителей. Большой ассортимент ручных и стационарных машин, использующих их в качестве абразивного материала, огромное число производителей этих изделий на российском рынке могут застать врасплох неподготовленного покупателя.
В этой статье мы расскажем об основных видах шкурок и шлифовальных лент, разберемся в их предназначении, расскажем о главных преимуществах и недостатках этих изделий.
Ленты для шлифовальных машин

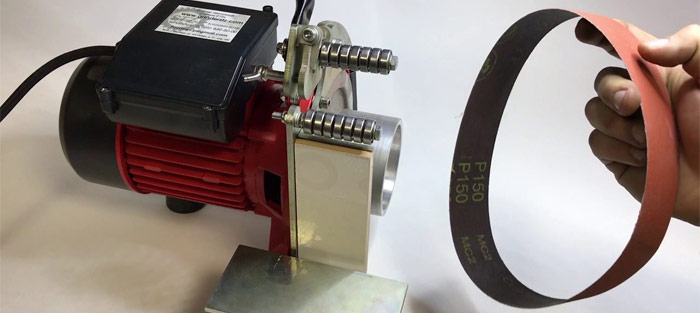
Они занимают одну из самых распространенных ниш в сфере абразивных расходников. Одними из главных преимуществ является их удобство в использовании и сравнительная эффективность при работе. Существует отдельный класс шлифовальных станков – специальных ручных гриндеров, использующих шлифовальные ленты в качестве абразива.
Наждачная лента для шлифмашины
Наждачная лента для шлифовальной машинки является самым востребованным абразивным материалом для обработки различных материалов. Основа, на которую распыляется абразив, может быть выполнена из нескольких видов изделий:
- Бумажная основа для абразива – самый распространенный вид, который является привлекательным ввиду своей экономичности. Бумага пропитывается полимерами, делающими ее устойчивой к истиранию, разрыву, износу. Однако для интенсивной работы она не подходит.
- Тканевая основа для абразива отличается большей устойчивостью к износу и имеет более долгий срок эксплуатации. Полотно хорошо удерживает абразивную крошку, эластично и влагоустойчиво. Возможно его использование в интенсивной работе с мягкими и плотными материалами типа древесины.
- Тканево-бумажная – это комбинированный вид, сочетающий в себе преимущества тканевой и бумажной основ – стойкий к изгибу, истиранию, влиянию влаги.
Шлифовальная лента для шлифмашины
Они небольшие по размеру, в комплекте к ним часто идут ленточные абразивы, разрабатывающиеся под определенные модели. По ширине бывают широкими и узкими. По виду применяемого материала это могут быть материалы бумажные и тканевые, для особых целей используются комбинированные и полиэстеровые абразивы. В качестве добавок, усиливающих абразивные свойства ленты, используют карбид кремния и электрокорунд.
Шкурка для ленточной шлифовальной машины
Шкурка для ленточной машинки имеет, как и лента, свою основу. Вещество основы разное, и чаще всего это:
- Бумага – экономичный материал, но она недостаточно прочна, уступает по водостойкости тканевой основе.
- Ткань – ее эластичность является одновременно и преимуществом, и недостатком. Позволяя легко принимать форму изделия, абразив крошится при сильном растяжении. Отличается прочностью и влагостойкостью, дорогая.
- Фибра – зачастую используется для дисковых пил, применяется при обработке твердых материалов.
- Комбинированная основа – симбиоз ткани и бумаги с нанесенным абразивом. Очень дорогой материал.
Абразив на основу может наноситься несколькими способами:
- Способ открытой насыпки – позволяет покрыть 60% поверхности основы.
- Способ закрытой насыпки – позволяет покрыть 100% поверхности основы.
- Механический способ.
- Электростатический способ – с помощью электромагнитного поля.
Размер ленты для шлифмашины
Одними из основных параметров лент, как вам известно, является длина и ширина. Ширина варьируется в широких пределах от 30 до 140 мм. Самая распространенная модель имеет ширину 76 мм. Производитель чаще всего ориентирует свой инструмент под эту ширину ленты. По длине лента может достигать от 400 до 600 мм.
Зернистость ленты для шлифовальных машин
Зернистость влияет на такое ее свойство, как эффективность обработки материала заготовки. Чем крупнее зерна, тем большей толщины слой частиц материала можно снять с его помощью. Маркируется данная величина числовыми индексами. Для грубой обработки используют шкурки с индексом 40–60. Универсальными считаются ленты с зернистостью 80–100. Финишная обработка происходит с помощью изделий с индексом 120–300. Ленты с индексом 300 используют чаще всего для обработки мелких деталей и изделий.
В этой статье мы кратко осветили наиболее важные моменты и нюансы, которые вам необходимо знать и помнить при выборе этих материалов, раскрыли их назначение и сферы применения, осветили некоторые особенности работы. Надеемся, что этот материал окажется вам полезным.
Шлифовальные ленты. Как правильно выбрать.

Профессионально отшлифованные детали привлекают хорошо узнаваемым качеством структуры их поверхности, которая требуется для надежности функционирования, простоты очистки и последующей обработки.
На пути к совершенству решающее значение имеет применение лучшего оборудования и высококачественных абразивов.
Одним из самых современных и эффективных способов обработки металла является применение шлифовальной ленты.
Что же такое шлифовальная лента?
Шлифовальная лента представляет собой тканевую или бумажную основу, с нанесенным на нее с помощью клеевого состава абразивным зерном и склеенную в кольцо (за это ее часто называют бесконечной).
Благодаря огромному разнообразию материалов из которых она изготавливается, шлифовальная лента имеет огромный диапазон применения:
- грубая шлифовка, агрессивный съем металла и других материалов.
- тонкая шлифовка, деликатная обработка поверхностей, получение необходимого качества.
- придание структуры поверхности.
- полировка поверхностей из любых материалов.
Также очень широк и перечень оборудования с которым применяется шлифовальная лента. Это и ручной электроинструмент, и пневмоинструмент, и стационарные шлифовальные станки. В зависимости от подобранного оборудования возможно решать самые разнообразные задачи и обрабатывать изделия с простой или сложной геометрией поверхности.
Шлифовка дерева ручной ленточной машиной.

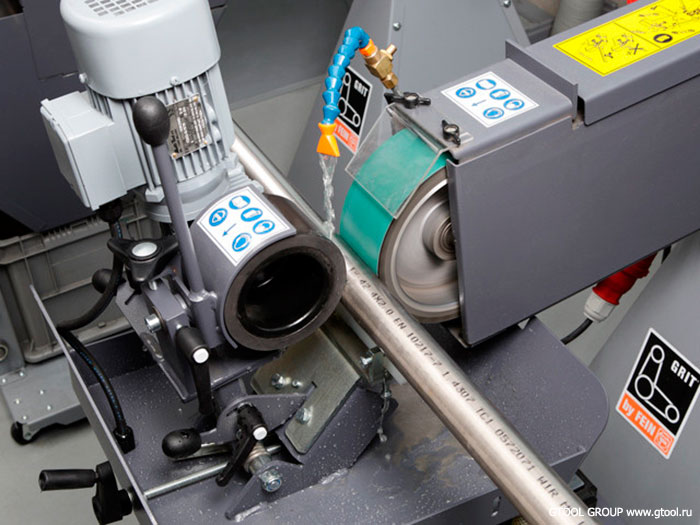
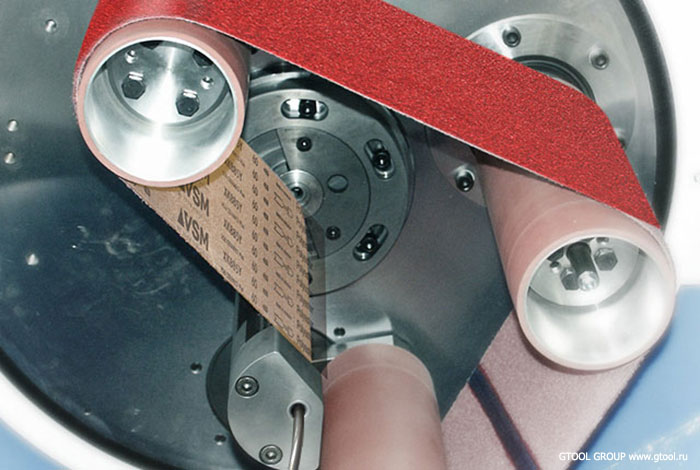
Шлифовка круглой трубы из нержавеющей стали на бесцентровом станке.

Как вы видите, применение шлифовальной ленты очень многообразно. И чтобы получить совершенный результат, нужно учесть много факторов. Мы поможем вам разобраться и расскажем какие основные моменты нужно учесть при выборе шлифовальной ленты.
1. Размер шлифовальной ленты.
Как бы это не казалось очевидно, но это первое, на что следует обратить внимание при выборе ленты.
Размер ленты всегда выбирается под оборудование, на котором вы ее применяете. На каждом инструменте или станке указаны длина и ширина рекомендуемых материалов (если не указано на инструменте или эти надписи стерлись, то они указаны в руководстве или техническом паспорте). Мы часто сталкиваемся с ситуациями, когда клиент хочет заказать ленту, но не знает ее размеров, а на инструменте ее уже нет и утеряны все документы. Точно измерить ленту тоже не всегда возможно, поэтому рекомендуем после приобретения оборудования не терять его паспорт или инструкцию, они вам еще пригодятся.
Сегодня на рынке есть огромное количество производителей ленточно-шлифовального оборудования и инструмента, поэтому многообразие размеров может легко вас запутать.
В большинстве случаев, при изготовлении шлифовальной ленты важно абсолютно точно соблюсти ее размеры. Правильно подобранная по размеру лента позволит получить требуемое качество обработки и продлит срок службы самого инструмента.
2. Основа шлифовальной ленты.
Практически вся шлифовальная лента сегодня производится на тканевой основе. Но эта ткань может быть разной по составу и жесткости и служить для выполнения разных задач. Этот вопрос достаточно сложен. Поэтому для простоты мы выделим две группы шлифовальных лент в зависимости от основы:
- Шлифовальная лента на жесткой основе. Предназначена для работы с сильным и средним прижимом. Такая лента нужна, когда обработка ведется на контактном колесе ленточного станка или опорной пластиной ленточной машины и так далее.

- Шлифовальная лента на гибкой основе. Предназначена для работы на прижиме слабом или ниже среднего. Такие ленты применяются для работы “провисом”. Это очень удобно для обработки не прямолинейных поверхностей. За счет эластичности такая лента позволяет обрабатывать места, которые недоступны для обработки лентой с более плотной основой и получить высокое качество поверхности.

Каждое оборудование можно применять по разному и выполнять разные задачи. Поэтому, правильно выбрав плотность основы, вы сможете расширить диапазон применения уже привычного инструмента.
3. Материал абразивного зерна.
Этот пункт является, наверное, самым главным при подборе шлифовальной ленты. Вы можете приобрести ленту нужного размера, с правильно подобранной основой. Но если сам абразив будет подобран неправильно, то все пойдет насмарку.
Важно знать что и как вы будете обрабатывать.
- Будет это дерево или металл.
- Будет это обычная или нержавеющая сталь, а может цветные металлы.
- Будете ли вы применять охлаждающие жидкости или нет.
От этого зависит какой материал абразивного зерна будет наилучшим образом справляться с поставленной задачей.
Ниже опишем основные материалы, которые применяются для решения задач металлообработки, в чем преимущества и особенности применения того или иного материала.
1. Оксид алюминия (ALUMINIUM OXIDE).
В качестве абразивного материала используют оксид алюминия, получаемый искусственным путем (электрокорунд).
Электрокорунд, из-за своей невысокой стоимости, применяется практически во всех операциях шлифования и по всем материалам. Cамое широкое применение нашел в деревообработке.
Но из-за относительно невысокой твердости самого зерна его применение в металлообработке весьма ограничено.
Хорошо справляется с задачами доводки и финиширования.
2. Цирконат алюминия (ZIRCONIA ALUMINA).
Циркониевый электрокорунд (ZK), иногда его просто называют цирконат.
Шлифовальные ленты из такого материала обладают высокой агрессивностью, по сравнению с обычным оксидом алюминия. Ленты с абразивом ZK изготавливаются не из чистого цирконата, а из цирконата смешанного с электрокорундом.
Такие ленты могут содержать в себе разное соотношение АО и ZK, и от этого будет зависеть их производительность и в итоге цена. Чем больше цирконата в составе ZK/AО, тем агрессивнее, долговечнее и дороже шлифовальная лента. Поэтому такая лента разных производителей может сильно отличаться по стоимости.
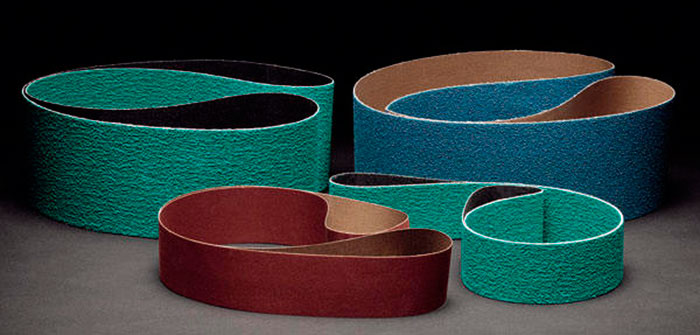
Ленты ZK применяются для агрессивного шлифования. Данные ленты производятся в зернистостях Р40, 60, 80 и 120. Чаще всего имеют синий (или его оттенки) цвет поверхности, реже зеленый.
Шлифовальные ленты ZK — это один из наилучших вариантов для грубой обработки черных сталей. Их отличает невысокая стоимость и высокая скорость резания за счет высокой способности зерна к самозатачиванию.
Популярные размеры 75*2000, 150*2000.
3. Керамическое зерно (CERAMICS).
Керамическое зерно (Ceramic, CR) — это специальный продукт, созданный для самых агрессивных операций шлифования металла.
Практически все шлифовальные ленты CR отличаются возможностью шлифования с охлаждением, что позволяет увеличить время службы абразивного материала.
Благодаря своей твердости и прочности, керамическое зерно отлично подходит для обработки очень твердых материалов. Высокая скорость резания и возможность применения охлаждения дают возможность не перегревать металл при обработке и исключить цвета побежалости (появление цветов побежалости) .
Безусловно, шлифовальные ленты с керамическим зерном — это лучший выбор для агрессивной шлифовки, обработки нержавеющей стали и других твердых металлов.
Сейчас множество производителей абразивных материалов имеют в своей линейки продукты с керамическим зерном. Конечно, такие ленты отличаются по своим характеристикам.
Шлифовальные ленты с керамическим зерном активно применяются на шлифовании радиусов примыкания на станках Grit GXR и GIR (размеры 75*2250 и 150*2250 мм).
Но также прекрасно работают на любом другом оборудовании.
Мы предлагаем нашим клиентам только лучшие материалы из керамического зерна. Это продукты компании 3М и VSM. Специалисты нашей компании помогут Вам правильно подобрать производителя и марку керамического зерна для вашей задачи.
4. Компактное зерно (COMPACT GRAIN).

Компактное зерно (компакт-зерно) состоит из отдельных гранул. Каждая гранула представляет собой склеенный блок с множеством абразивных зерен (AO, ZK, SiC).
Именно при машинном шлифовании компактное зерно проявляет себя в полной мере, обеспечивая длительный срок службы, одинаковый съем материала и одинаковое качество получаемой поверхности на протяжении всего срока службы продукта.
Ленты из компактного зерна получили широкое применение в шлифовке круглой трубы из черной и нержавеющей стали
Такие ленты имеют очень широкий диапазон зернистостей вплоть до Р1200. Это позволяет получать высочайшее качество поверхности.
Популярные размеры 75*2000, 150*2000.
Важно при подборе шлифовальной ленты из материала Compact Corn учитывать будете вы использовать охлаждение при обработке или нет.
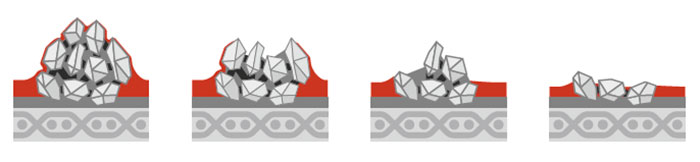
5. Технология микрорепликации Trizact ™.
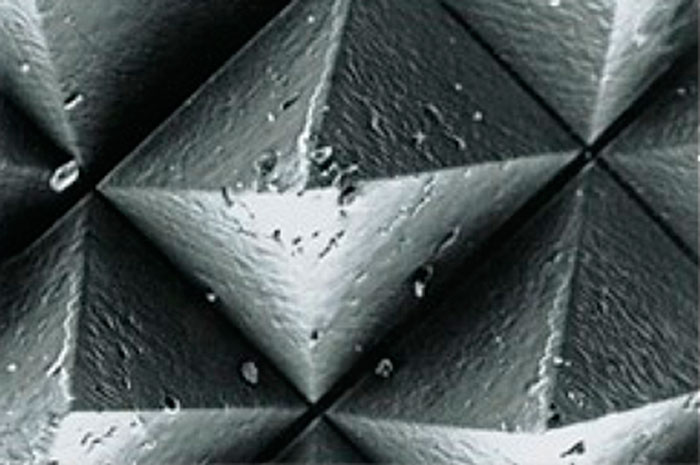
Данная технология заключается в укладке зерна в специальную форму (структурирование).
Абразивное изделие, изготовленное таким способом:
- Обеспечивает стабильный финиш (параметры шероховатости) и скорость резания (производительность) на всем сроке службы ленты.
- Может самоочищаться от продуктов шлифовки.
Шлифовальные ленты из материалов Trizact ™ позволяют получить лучшую финишную обработку. Поэтому они получили применение в задачах, где предъявляются высочайшие требования к обработке поверхностей (чаще всего нержавеющая сталь).
Часто применяется в финишной шлифовке круглой и профильной трубы из нержавеющей стали на станках Grit.
Не менее активно Trizact ™ применяется в шлифовальных гильзах при обработке плоскостей.
Как и компактное зерно ленты Trizact ™ имеют разные модификации, которые обеспечивают лучший результат при работе с охлаждением или без.
6. Нетканные шлифовальные материалы (NON-WOVEN, Scotch-Brite ™)

Это объемный нетканый абразив. Проще говоря – это губка, с абразивными частицами внутри, которые закреплены на волокне с помощью связки.
Этот материал нашел большое применение в ручной обработке.
А использование его при производстве шлифовальной ленты позволяет существенно расширить спектр решаемых задач.
Ленты из нетканых материалов позволяют шлифовать металл с минимальным съемом материала, придавать структуру поверхности, подготавливать металл под покрытия и покраску.
Благодаря своей эластичности и одновременно высокой плотности, ленты из нетканого материала успешно применяются как на шлифовальных станках, так и в ручном электро и пневмоинструменте.

Подбор правильных параметров шлифовальной ленты может отнять немало времени и денег. Особенно, когда необходимо подобрать целую линейку материалов, чтобы на финише получить требуемый результат.
- Неважно, какое оборудование вы применяете: ленточный напильник, ленточно-шлифовальный станок, шлифовальную машину.
- Неважно, какой материал вы обрабатываете: сталь, нержавеющая сталь, цветные металлы.
Мы поможем вам быстро подобрать оптимальное решение, инструменты и абразивы для решения вашей задачи!
Как выбрать ленточную шлифовальную машину

Ленточные шлифовальные машины – первые из шлифмашинок, с которыми «знакомится» каждая столярная деталь в процессе создания. Ленточные шлифмашинки выполняют первичную грубую шлифовку – когда нужно сгладить перепады высот поверхности, устранить дефекты распиловки, скрыть следы зубьев пилы. Также ленточные шлифмашинки хорошо подходят для удаления старых лакокрасочных покрытий.
В то же время, нельзя сказать, что каждая ленточная шлифмашинки одинаково хорошо справится со всеми этими задачами – предлагаемые покупателю модели различаются в большом диапазоне цен и характеристик. Чтобы не прогадать с выбором, нужно четко понимать, для каких работ приобретается шлифмашинка, и какие её характеристики важны в этом случае.

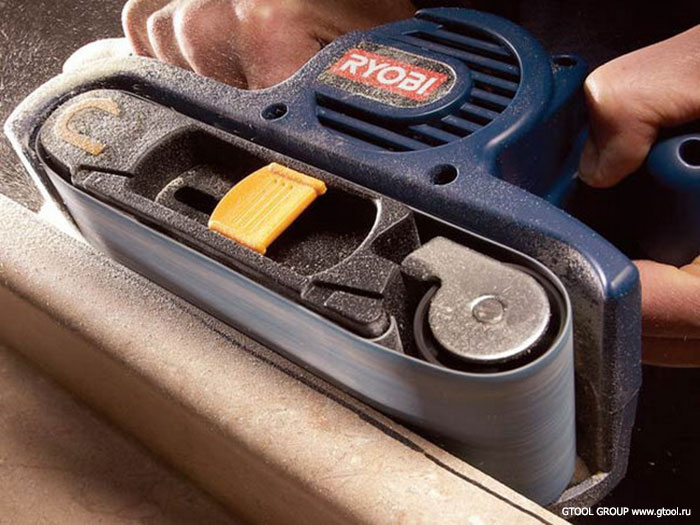
Устроена шлифмашинка несложно: бесконечная шлифующая лента (1) натянута на несколько (чаще 2) валиков, один из которых – ведущий (2) — посредством ременной передачи (3) приводится во вращение двигателем (4). Оставшиеся валики (5) обеспечивают натяжение и центровку ленты. Подошва (6) служит для прижима ленты к обрабатываемому материалу.
У недорогих моделей валики и механизм натяжения сделаны из пластика: это хоть и снижает вес инструмента, но ухудшает центровку ленты и значительно сокращает срок жизни деталей. Впрочем, для нечастого бытового использования этого может быть и достаточно.
Высокопроизводительные профессиональные модели отличаются мощными двигателями, полностью металлической конструкцией и высокой ценой.
Области применения ленточных шлифовальных машинок
Ленточные шлифмашинки могут работать не только по дереву, но и по пластику, фанере, гипсу, металлу. Но, исходя из особенностей конструкции, ленточные шлифовальные машины пригодны для обработки не всяких деталей, а только достаточно больших, плоских и без выступов на краях. Если форма детали сложная, то реноватор, угловая или вибрационная шлифмашинка справятся с задачей лучше.

Ленточные шлифмашинки применяются для:
— шлифовки стен и потолков при отделке помещений;
— шлифовки мебельных щитов и деталей при производстве мебели;
— снятия старой краски при реставрации мебели и деревянных конструкций;
Характеристики ленточных шлифмашинок
Мощность. Чем больше мощность шлифмашинки, тем выше её производительность. Ленточная шлифмашинка малой мощности может оказаться вообще неспособна работать с крупнозернистыми лентами – такие ленты создают большое сопротивление (особенно с твердыми материалами) и у маломощного двигателя обороты могут падать до нуля. Даже если вы не планируете использовать крупнозернистые шлифовальные ленты, запас мощности не будет лишним – любой электродвигатель прослужит намного дольше, если используется не на пределе мощности.
Максимальная скорость ленты. Чем выше максимальная скорость, тем выше производительность работы шлифмашинки. Но, во-первых, скорость движения ленты должна соответствовать мощности двигателя, иначе под нагрузкой она будет сильно снижаться. А во-вторых, скорость должна соответствовать выполняемой задаче.
При тонкой шлифовке лентой невысокая (70-250 м/мин) скорость будет предпочтительней: на высокой скорости можно случайно снять материал глубже, чем требуется и испортить заготовку. А если материал нужно снять на большую глубину и на большой площади, высокая (400-500 м/мин) скорость позволит сделать это быстро и эффективно. Средняя скорость (250-400 м/мин) движения ленты является универсальной и подходит для большинства задач.

Наличие регулировки оборотов увеличивает универсальность шлифмашинки, позволяя эффективно производить как тонкую, так и грубую шлифовку.

Ширина ленты определяет ширину рабочей поверхности инструмента и влияет на то, какие детали можно будет обрабатывать шлифмашинкой. Модели с узкой лентой (76 мм) требуют менее мощный двигатель, такие шлифмашинки легче и компактнее, ими проще обрабатывать детали сложной формы. Кроме того, они и дешевле. Модели с широкой лентой (100 мм) имеют большую производительность, но только в том случае, если к большей ширине ленты прилагается и более мощный мотор. Существуют также шлифмашинки с очень узкой (10-50 мм) лентой – это узкоспециализированный инструмент для обработки пазов, отверстий и других подобных участков, недоступных для обычных шлифмашинок.

Длина ленты. Имеется несколько стандартных длин лент, наиболее распространенными из которых являются 457, 533 и 610 мм. Если выбранная шлифмашинка имеет другую длину ленты, с поиском расходников для нее могут возникнуть проблемы.
Как правило, длина ленты определяет и длину рабочей поверхности инструмента – чем длиннее лента, тем больше длина рабочей поверхности. Шлифмашинки с большой длиной ленты (610 мм) удобнее при обработке больших площадей, кроме того, длинная лента медленнее изнашивается. Короткие шлифмашинки (с длиной ленты 457 мм) компактнее и легче. Шлифмашинку с длиной ленты в 533 мм можно считать «золотой серединой». Неудивительно, что большинство машинок поддерживают именно этот стандарт.

Размеры ленты также определяют, какие расходники потребуются для шлифмашинки в дальнейшем. Абсолютное большинство шлифмашинок могут работать с лентами только «своей» длины. По ширине такого строгого требования нет: так, в продаже встречаются шлифмашинки под довольно редкий стандарт 610х75 мм, и, если не удастся найти ленту такого размера, в машинку можно, подрезав, установить ленту более распространенного стандарта 610х100.

Во время работы шлифующая лента может деформироваться. Кроме того, дешевые расходники изначально могут иметь неточную геометрию. И то и другое ведет к тому, что лента начинает съезжать с роликов в сторону. Для предотвращения этого на большинстве моделей есть центровочный винт, с помощью которого можно подрегулировать наклон ведомого валика и отцентрировать ленту. А некоторые модели оснащены опцией автоматического центрирования. На разных моделях эта опция реализована по-разному: на бюджетных моделях автоцентровка достигается за счет бочкообразной формы ведомого валика, в дорогих моделях используются более сложные решения.

Питание устройства
С недавних пор в продаже появились и аккумуляторные ленточные шлифмашинки. Такой инструмент может выручить там, где отсутствует нормальное электропитание. Но следует помнить о том, что по сравнению с сетевыми, аккумуляторные шлифмашинки обладают меньшей производительностью и большей ценой. Кроме того, при работе с нагрузкой аккумулятор быстро садится.

Мешком для пыли комплектуются практически все ленточные шлифмашинки, но пыли при работе образуется много и возможностей встроенного «пылесоса» частенько не хватает для сохранения рабочего места в чистоте – особенно у недорогих моделей, в которых функция пылесбора часто реализована «для галочки». Но даже профессиональная модель будет работать намного чище, если подключить её к пылесосу, благо такая возможность тоже есть у большинства моделей.
Ограничение пускового тока (плавный пуск) обеспечивает постепенный набор оборотов при включении инструмента. Это снижает нагрузку на двигатель и позволяет продлить его жизнь.
Вес этого инструмента в большинстве случаев нельзя назвать важным критерием – если обрабатываемые поверхности всегда будут расположены горизонтально, им можно пренебречь. А вот если обрабатывать предполагается стены и потолки (например, при отделке помещений), инструмент во время работы придется держать на весу. Тогда на этот критерий следует обратить самое пристальное внимание.
Варианты выбора

Для бытового применения «от случая к случаю» подойдут [url=»http://www.dns-shop.ru/catalog/17a9ca5116404e77/lentochnye-shlifovalnye-mashiny/?p=1&i=3&mode=list&f=2499-4499&f=0-850]недорогие модели в диапазоне 2500-4000 рублей.
Для грубой обработки поверхностей большой площади потребуется [url=»http://www.dns-shop.ru/catalog/17a9ca5116404e77/lentochnye-shlifovalnye-mashiny/?p=1&i=3&mode=list&f=1000-1300]высокопроизводительный инструмент с мощным двигателем.

Если вам важна возможность регулировки степени воздействия шлифмашинки на поверхность, выбирайте среди моделей с регулировкой скорости ленты.
Если вы не желаете тратить время на периодическую подстройку центровки ленты при шлифовке, обратите внимание на [url=»http://www.dns-shop.ru/catalog/17a9ca5116404e77/lentochnye-shlifovalnye-mashiny/?p=1&i=3&mode=list&f=2oge]модели с автоматической центровкой.

Для обработки узких и труднодоступных полостей предназначены [url=»http://www.dns-shop.ru/catalog/17a9ca5116404e77/lentochnye-shlifovalnye-mashiny/?p=1&i=3&mode=list&f=9-50]специальные шлифмашинки с шириной ленты в 10-30 мм.
Если на рабочем месте отсутствует электрическая сеть, прекрасной альтернативой ручной шлифовке может стать использование аккумуляторной шлифмашинки.
Разбираемся в ассортименте абразивов для шлифовальных машинок: шлифовальная и наждачная лента
Шлифовальные ленты сегодня получили широкое распространение в среде как профессионалов, так и любителей. Большой ассортимент ручных и стационарных машин, использующих их в качестве абразивного материала, огромное число производителей этих изделий на российском рынке могут застать врасплох неподготовленного покупателя.
В этой статье мы расскажем об основных видах шкурок и шлифовальных лент, разберемся в их предназначении, расскажем о главных преимуществах и недостатках этих изделий.
Ленты для шлифовальных машин
Они занимают одну из самых распространенных ниш в сфере абразивных расходников. Одними из главных преимуществ является их удобство в использовании и сравнительная эффективность при работе. Существует отдельный класс шлифовальных станков – специальных ручных гриндеров, использующих шлифовальные ленты в качестве абразива.
Наждачная лента для шлифмашины
Наждачная лента для шлифовальной машинки является самым востребованным абразивным материалом для обработки различных материалов. Основа, на которую распыляется абразив, может быть выполнена из нескольких видов изделий:
- Бумажная основа для абразива – самый распространенный вид, который является привлекательным ввиду своей экономичности. Бумага пропитывается полимерами, делающими ее устойчивой к истиранию, разрыву, износу. Однако для интенсивной работы она не подходит.
- Тканевая основа для абразива отличается большей устойчивостью к износу и имеет более долгий срок эксплуатации. Полотно хорошо удерживает абразивную крошку, эластично и влагоустойчиво. Возможно его использование в интенсивной работе с мягкими и плотными материалами типа древесины.
- Тканево-бумажная – это комбинированный вид, сочетающий в себе преимущества тканевой и бумажной основ – стойкий к изгибу, истиранию, влиянию влаги.
Шлифовальная лента для шлифмашины
Они небольшие по размеру, в комплекте к ним часто идут ленточные абразивы, разрабатывающиеся под определенные модели. По ширине бывают широкими и узкими. По виду применяемого материала это могут быть материалы бумажные и тканевые, для особых целей используются комбинированные и полиэстеровые абразивы. В качестве добавок, усиливающих абразивные свойства ленты, используют карбид кремния и электрокорунд.
Шкурка для ленточной шлифовальной машины
Шкурка для ленточной машинки имеет, как и лента, свою основу. Вещество основы разное, и чаще всего это:
- Бумага – экономичный материал, но она недостаточно прочна, уступает по водостойкости тканевой основе.
- Ткань – ее эластичность является одновременно и преимуществом, и недостатком. Позволяя легко принимать форму изделия, абразив крошится при сильном растяжении. Отличается прочностью и влагостойкостью, дорогая.
- Фибра – зачастую используется для дисковых пил, применяется при обработке твердых материалов.
- Комбинированная основа – симбиоз ткани и бумаги с нанесенным абразивом. Очень дорогой материал.
Абразив на основу может наноситься несколькими способами:
- Способ открытой насыпки – позволяет покрыть 60% поверхности основы.
- Способ закрытой насыпки – позволяет покрыть 100% поверхности основы.
- Механический способ.
- Электростатический способ – с помощью электромагнитного поля.
Размер ленты для шлифмашины
Одними из основных параметров лент, как вам известно, является длина и ширина. Ширина варьируется в широких пределах от 30 до 140 мм. Самая распространенная модель имеет ширину 76 мм. Производитель чаще всего ориентирует свой инструмент под эту ширину ленты. По длине лента может достигать от 400 до 600 мм.
Зернистость ленты для шлифовальных машин
Зернистость влияет на такое ее свойство, как эффективность обработки материала заготовки. Чем крупнее зерна, тем большей толщины слой частиц материала можно снять с его помощью. Маркируется данная величина числовыми индексами. Для грубой обработки используют шкурки с индексом 40–60. Универсальными считаются ленты с зернистостью 80–100. Финишная обработка происходит с помощью изделий с индексом 120–300. Ленты с индексом 300 используют чаще всего для обработки мелких деталей и изделий.
В этой статье мы кратко осветили наиболее важные моменты и нюансы, которые вам необходимо знать и помнить при выборе этих материалов, раскрыли их назначение и сферы применения, осветили некоторые особенности работы. Надеемся, что этот материал окажется вам полезным.