

Какими электродами варить алюминий
Как заварить алюминий электросваркой
Алюминиевые конструкции, детали иногда нужно срочно отремонтировать. Имея навыки сварщика, многие самостоятельно заваривают алюминий электросваркой. В домашних условиях качественно выполнить шов не получится. Но как экстренную меру сварку алюминия электродом часто используют. Во время работы с легким металлом нужно учитывать особенности сплавов. Марганец увеличивает окислительную способность, магний улучшает свариваемость, кремний снижает температуру плавления.

Особенности сварки алюминия электродом
Сварить алюминий электродом без защитной атмосферы не получится. Горячий металл быстро насыщается водородом, шов получается пористым, расплав сильно разбрызгивается, шов получается неровным. Чтобы уменьшить разбрызгивание, металл варят на токе обратной полярности, на деталь подключают минусовую клемму, к держателю подводят плюс. Заготовки предварительно прогревают до +150 – +190°С, чтобы устранить воду, накапливающуюся в порах оксидного слоя.
Возникают трудности из-за оксидной пленки, она расплавляется при +2037°С, алюминий – при +660°С. Перед сваркой оксидный слой зачищают до блеска. Чистота поверхности влияет на качество соединения. У сплавов хорошая теплопроводность, он быстро нагревается, остывает, дает большую усадку, возникают внутренние напряжения, трещины. При сварке металла используют теплоотводящие подкладки. Они поддерживают необходимую температуру. Легкий металл в домашних условиях варят на высоких токах. Электроды выбирают специальные, предназначенные для сварки.
Выбор сварочного аппарата и электродов
Алюминий относится к плохо поддающимся сварке металлам. Сила рабочего тока должна быть в 1,5 раза выше, чем для стали. Сварочный аппарат должен генерировать постоянный ток до 250–300 ампер. Для работы подойдет бытовой аппарат для сварки, работающий от сети 220 В. Можно подобрать выпрямители, трансформаторы или генераторы, но лучше остановить выбор на инверторе, его преимущества:
- высокий КПД, до 95%;
- низкие индуктивные потери;
- снижение расхода тока за счет автоматического отключения;
- аппарат спокойно переносит просадку напряжения в сети;
- поддерживается стабильная дуга, достаточно задеть заготовку;
- есть дополнительные функции;
- небольшие габариты, можно переносить его в любое место.
Легкие сплавы несколькими электродами с солевой обмазкой, образующей шлаковый защитный слой:
- Озана, Озана-2 производства Спецэлектрод;
- ОК 96.20, 96.10, 96.50, шведская компания ESAB;
- УАНА отечественных производителей.
Можно использовать другие расходники, предназначенные для сварки алюминиевого литья и сплавов. Заготовки 2мм варят диаметром 2,5, для 3–4 мм деталей выбирают толщину 3,2; максимальный диаметр стержней – 4
Технология сварки алюминия электродом
В домашних условиях заготовки предварительно зачищают. У деталей, свыше 3 мм, разделывают кромки под углом 45–60°. Чем больше угол, тем качественнее получится шов. Если пластины толще 7 мм, их укладывают с зазором 2 мм. Трещины предварительно выравнивают, углубляют болгаркой, края высверливают, чтобы снять внутренние напряжения.
Как варят алюминий электродами:
- сначала заготовки прихватывают в нескольких местах;
- корневой шов ведут, держа электрод перпендикулярно;
- толстые детали варят в несколько проходов, каждый слой простукивают для снятия окалины;
- наплавочный валик должен выступать на 2-5 мм в зависимости от толщины деталей.
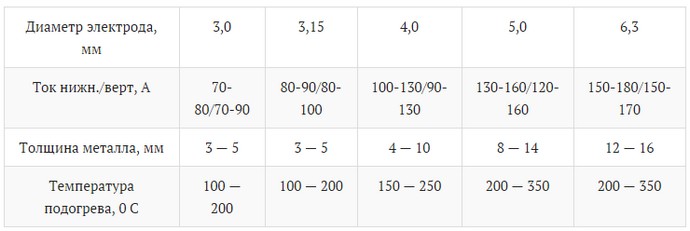
Сваривать алюминий нужно с соблюдением рабочего режима (толщина заготовки, мм/ток, А):
Виды электродов по алюминию и правила качественной сварки
Электроды по алюминию, представляющие собой металлические стержни, покрытые специальной обмазкой, очень редко используют на крупном производстве. С их помощью варят металл в домашних условиях, на небольших предприятиях или при выполнении сложных монтажных работ вне стен производственного цеха. При использовании таких электродов удается избавиться от оксидной пленки на поверхности алюминия, которая очень сильно затрудняет сварочные работы, выполняемые с деталями из данного металла.

Шведские электроды Elga для сварки алюминия и его сплавов
Особенности сварочных работ с деталями из алюминия
Всем специалистам-сварщикам известно: варить алюминий непросто. Это объясняется наличием на поверхности деталей из этого металла тугоплавкой оксидной пленки. Важнейшими задачами, которые необходимо решить для того, чтобы сварка была выполнена качественно, являются тщательная очистка поверхностей соединяемых заготовок от загрязнений и удаление с них оксидной пленки.
Чтобы эффективно очистить и обезжирить поверхности алюминиевых деталей перед тем, как вы начнете выполнять сварочные работы, можно использовать органический растворитель (ацетон, РС-1, РС-2, уайт-спирит) либо щелочную ванну (в ней заготовки оставляют на несколько минут – не более 5). Выдержка в щелочной ванне является более эффективным способом очистки деталей из алюминия. Приготовить раствор для нее несложно даже в домашних условиях своими руками. Для этого потребуются:
- 1 л воды;
- 50 г карбоната натрия;
- 50 г технического тринатрийфосфата;
- 30 г жидкого стекла.
Пример очистки алюминиевой детали в щелочном растворе
После очистки деталей из алюминия и их обезжиривания надо решить еще одну важную задачу – удалить тугоплавкую оксидную пленку. Если этого не сделать, варить такие заготовки будет очень затруднительно, а полученное соединение будет обладать низким качеством и невысокой надежностью. Для удаления оксидной пленки в производственных и домашних условиях используют металлические щетки, напильники или шлифовальные машинки. После выполнения механической обработки поверхности соединяемых деталей второй раз обрабатывают растворителем.

Поверхность детали из алюминия, качественно подготовленная к сварке путем механической чистки
По окончании вышеперечисленных подготовительных работ можно приступать к сварке деталей из алюминия. Лучше всего делать это с помощью инвертора, используя специальные электроды для сварки алюминия. Их, чтобы получить стабильно горящую дугу и качественный сварочный шов, необходимо прогреть в печи, выдерживая температуру 200 градусов Цельсия. Продолжительность такого прогрева должна составлять порядка 2 часов.
Чтобы варить алюминий, необходимо использовать источник постоянного тока и подключать его в обратной полярности. Используя определенные электроды для сварки алюминия, важно правильно выбирать силу сварочного тока: его величина должна составлять 25–30 А на один миллиметр их диаметра.
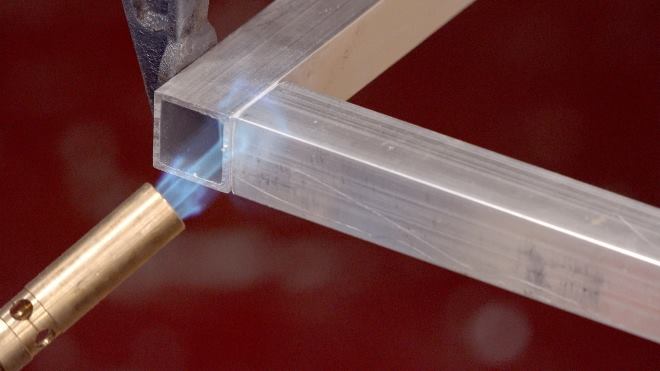
Прогрев алюминиевых заготовок газовой горелкой
Необходимо учитывать еще одну тонкость, которая позволяет получать надежные и качественные сварные соединения. Заключается эта тонкость в том, что место будущего соединения прогревают при помощи газовой горелки. Температура, до которой необходимо нагреть соединяемые детали из алюминия, зависит от их толщины. Чем этот показатель выше, тем интенсивнее следует прогревать заготовки из алюминия.
На качество сварного соединения деталей из алюминия влияет в том числе и скорость их охлаждения: она должна быть очень медленной. Такие технологические приемы позволяют хорошо проплавить металл даже при сварке на невысоких токах, избежать коробления соединяемых деталей и появления в месте их соединения кристаллизационных трещин.
Есть ряд обязательных действий, которые выполняют при сварке алюминия (их можно также изучить по видео).
- Перед сваркой, если предстоит варить детали значительной толщины, место соединения необходимо прогреть при помощи газовой горелки.
- Полученный сварной шов следует тщательно очистить от шлака.
- Очищенный сварной шов обдается горячей водой (это обеспечит его медленное остывание).
- После остывания шов тщательно очищается от остатков шлака металлической щеткой. Если не выполнить это требование, остатки шлака на сформированном соединении могут привести к образованию и развитию коррозии.
Виды и методы использования электродов по алюминию
Варить алюминий можно с помощью электродов различного типа – угольных, графитовых, вольфрамовых. На их выбор оказывает влияние ряд факторов. В первую очередь, это технология сварки, которую планируется использовать.
Сварка, выполняемая по ручной дуговой технологии
Эта технология предполагает использование в качестве электродов угольных стержней, а также металлических прутков со специальным покрытием, выполняющим роль присадочного материала. Такую сварку проводят на прямом токе обратной полярности. Особенно активно она используется при соединении алюминиевых деталей небольшой толщины, при исправлении брака, обнаруженного в отливках из алюминия. Для сварки с использованием данной технологии, как правило, пользуются инвертором.
Дуговая сварка, выполняемая по автоматической технологии
Такая технология эффективна при соединении встык алюминиевых деталей, толщина сечения которых больше 4 мм. В качестве электродов используется алюминиевая проволока, а сам процесс выполняется под слоем флюса, обладающего невысокой электропроводностью. Основу такого флюса составляет карбоксиметилцеллюлоза, замешиваемая на обычной воде. После замешивания флюс перетирается через ячейки сита, а затем прогревается в течение 6 часов при высокой температуре – 300 градусов Цельсия.
Сварка в среде защитных газов (аргона или его смеси с гелием)
Такая сварка, для которой применяется алюминиевая проволока, используется для соединения алюминиевых деталей, отличающихся небольшой толщиной. Для зажигания и поддержания в стабильном состоянии сварочной дуги при применении данной технологии необходимы вольфрамовые электроды. Выполняться такая сварка может и в ручном, и в автоматическом режимах, для чего используется погруженная или импульсная дуга. Сварочная дуга, создаваемая при помощи вольфрамового электрода, отличается высокой стабильностью, что дает возможность получать качественные и надежные соединения.
Такая сварка характеризуется высокой скоростью выполнения и проходит с применением вольфрамовых электродов и присадочной алюминиевой проволоки. Для плазменной сварки необходим источник переменного тока. Диаметр вольфрамовых электродов, применяемых при этом, находится в интервале 0,8–1,5 мм. Защитным газом для такой сварки выступает аргон (в чистом виде или в смеси с гелием).
Небольшой обзор дорогих электродов для сварки алюминия и его сплавов от производителя Weldcap.
Популярные типы электродов для сварки алюминия
Среди большого разнообразия электродов, которые применяют для сварки деталей, выполненных из алюминия, есть ряд марок, которые пользуются наибольшей популярностью.
Щелочно-солевые электроды марки ОК
Наиболее популярными моделями являются 96.10, 96.20, 96.50. Такими электродами рекомендуется варить технический алюминий, а также изделия из сплавов данного металла с марганцем и магнием. Электроды названных марок отличаются высокой гигроскопичностью, поэтому хранить их следует в помещениях с минимальным уровнем влажности.

Сварочные электроды ОК
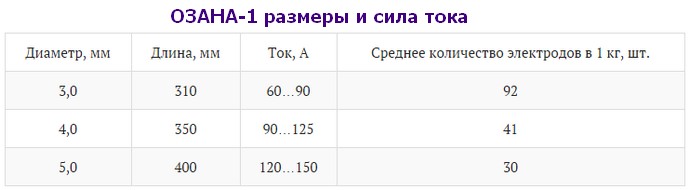
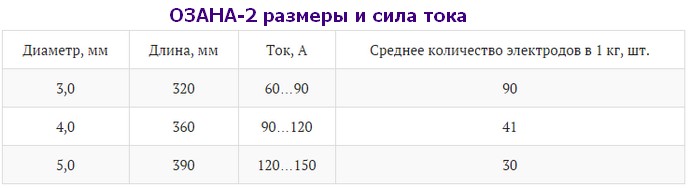
Распространенными модификациями этих электродов для алюминия являются ОЗАНА-1 и ОЗАНА-2. Первые используют, если необходимо выполнить сварку или наплавку деталей из сплавов А0-А3, вторые – для сплавов АЛ4, АЛ9, АЛ11 и др.
Для их изготовления используется проволока сварочная алюминиевая марок СвА 1,3,5,10. Применяются электроды данной марки для сварки деталей, которые изготовлены из чистого алюминия или выполнены из сплавов данного металла с кремнием.

Марки электродов по алюминию и их особенности
Их применяют для сварки заготовок из деформируемых и литейных сплавов алюминия.
Это электроды из вольфрама, сварка с их использованием выполняется в защитной среде аргона. Изделия данной марки не в состоянии обеспечить качественного зажигания сварочной дуги, поэтому они не очень популярны у профессионалов.
На видео ниже вы можете ознакомиться с кратким обзором турецких электродов по алюминию Kobatek.
Как изготовить электроды по алюминию своими руками
Все марки электродов, которые используются для сварки деталей из алюминия, стоят недешево, поэтому у многих домашних умельцев возникает естественный вопрос: можно ли сделать их своими руками. В интернете есть много видео, наглядно демонстрирующих процесс изготовления самодельных электродов по алюминию. Кроме того, чтобы своими руками сделать электроды, применимые для сварки алюминия, вы можете воспользоваться следующей инструкцией.
- Алюминиевая проволока, диаметр которой составляет 3–4 мм, нарезается на куски длиной 25–30 см.
- Для приготовления обмазки электродов необходимо измельчить обычный мел и смешать полученный порошок с силикатным клеем – жидким стеклом. Смесь данных компонентов надо довести до однородной массы и обмазать ею прутки из алюминиевой проволоки.
- Обмазку из силикатного клея и измельченного мела наносят на поверхность алюминиевого прутка слоем толщиной 1,5–2 мм, затем полученный электрод сушат до полного затвердевания его поверхности.
Пользуясь этой несложной инструкцией, вы сможете сделать своими руками электроды для сварки заготовок из алюминия, а приведенное ниже видео на данную тему вам в этом поможет. Несмотря на простоту изготовления, самодельные электроды дают возможность выполнять сварку деталей из алюминия с высокой эффективностью, получать качественные и надежные соединения.
Какие электроды применять для сварки алюминия
Интересуетесь, какие существуют электроды по алюминию для электродуговой сварки и в среде защитных газов? Расскажем про промышленные и самодельные стержни!
Какими электродами сваривают алюминий
Плавящиеся покрытые стержни:
- ОЗАНА-1 и ОЗАНА-2;
- ОЗА-1 — ОЗА-2;
- УАНА;
- Capilla ALU 60/12 Si;
- Aluminil Si 12;
- EAL 4047;
- ALUMIN-351N;
- ZELLER 480;
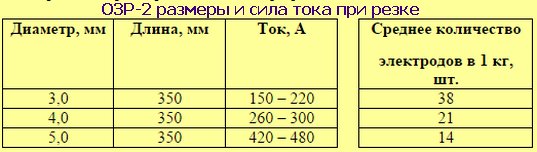
- ОЗР — ОЗР-2 использовать лучше для резки металла.
1) ОЗАНА-1, ОЗА-1, ESAB 96.10 применяются для наплавки и сварки чистых сплавов алюминия с предварительным нагревом металла. Процесс происходит на постоянном токе обратной полярности. Шов имеет коррозийную стойкость.
2) ОЗАНА-2, ОЗА-2, ESAB 96.50 сваривают сплавы кремнистые (силумин), АЛ4, АЛ9, АЛ11, пригодны для литья. Постоянный ток обратной полярности. Стержни нуждаются в прокалке, а металл в подогреве.
3) УАНА (солевое покрытие) для алюминиевых литейных сплавов АД00, АД0, АД1, АД, АМц.
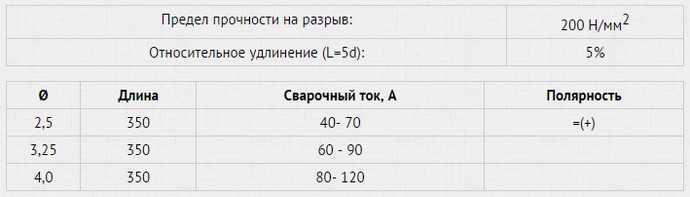
Режимы эксплуатации УАНА
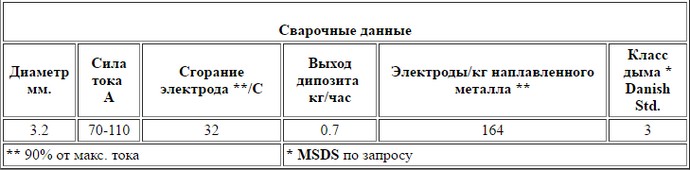
4) Capilla ALU 60/12 Si спецпокрытие для соединения алюминиево-кремниевых сплавов (Al-Si, Al-Mg-Si, Al-Si-Mg-Cu). Цена 2 350 рублей за упаковку 2 кг, диаметр стержней 2,5 мм.
Capilla ALU 60/12 Si
5) Электроды для алюминия Aluminil Si 12 со специальным белым покрытием для соединения деталей, где требуется совпадение цвета. Ремонтируют трубы, окна, мебель, детали автомобилей. Литые сплавы с содержанием Si-а до 12% — AlSi 12 (Cu), AlSi 10 Mg (Cu), AlSi 6 Cu 4. Металл толще 15 мм подогревают перед сваркой от 150 °C до 250 °C.

Характеристики Aluminil Si 12
6) EAL 4047 для соединения алюминиевых сплавов:
- Al Si 12 (алюминий-кремний);
- Al Si 12 (Cu);
- Al Si 10 Mg (алюминий-магний-кремний);
- Al Si 10 Mg (Cu);
- Al Si 6 Cu 4.

7) ALUMIN-351N для восстановления турбин, штреков, крышек, поршней, труб толщиной более 2 мм. Свариваемые материалы:
- Al Si 5 Mg (3.2341);
- Al Si 10 Mg (3.2381);
- Al Si 10 Mg (Cu) (3.2381);
- Al Si 12 (3.2581);
- Al Si 12 (Cu) (3.2583);
- Al Si 11;
- Al Si 9 M g;
- Al Si 9 Cu 3;
- Al Si 7 M g;
- Al Si 6 Cu 4.
8) ZELLER 480 с улучшенным покрытием для электродуговой сварки и наплавки алюминия, силумина, дюралюминия. Применяется для устранения дефектов литья и ремонта блоков двигателей, картеров и т.п.

9) ОЗР-1 и ОЗР-2 для резки на повышенных режимах с наклоном стержня в противоположную сторону. Движения электрода возвратно-поступательные: сверху-вниз или вперед-обратно. Прокалка изделий 1 час, при температуре 170 градусов.
Электроды алюминиевые быстро поглощают влагу, хранить их лучше в сухих местах.
Вольфрамовые электроды для сварки алюминия (неплавящиеся):
- WP с зеленным наконечником;
- WZ-8 с белой маркировкой;
- WL-15 (цвет золотистый);
- WL-20 (маркировка синяя),
Для полуавтоматов применяют проволоку MAL 4047, ER 4043, ER 5183, ER 5356.
Цена на стержни описанные выше приличная и домашние «кулибины» делают самодельные электроды для сварки алюминия. В домашних условиях, сделать своими руками стержни — не сложно. Рецепт изготовления прост:
- взять алюминиевую проволоку 3-4 мм, порезать на куски 300-350 мм, зачистить шкуркой;
- измельчить мел, соединить с жидким стеклом (силикатный клей), перемешать до состояния пасты;
- нанести смесь на приготовленные куски слоем 2 мм, просушить.
Проволока погружается в раствор обмазки вертикально, с оставленным чистым концом длиной 30 мм. Самодельные стержни подвешиваются для просушки.
Как варить алюминий электродом
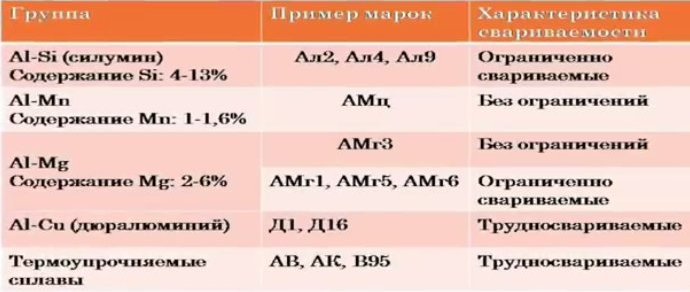
Алюминиевые сплавы имеют различную свариваемость, из-за присутствия в них легирующих элементов разной концентрации. Таблица поможет определить легко и трудносвариваемые группы материалов.
При толщине металла более 5 мм, сварка алюминия электродом выполняется с разделкой кромок. V-образная канавка делается со скосом 45-60 градусов, а технологический зазор между заготовками 1-2.5 мм, исходя от толщины свариваемых элементов.

Изделия подвергаемые сварке нуждаются в просушке (подстраховка от пористости шва), а электроды в прокалке по инструкции завода-изготовителя.
Подготовленные кромки обезжириваются ацетоном или растворителем.
Электросварка алюминия электродом выполняется под прямым углом (без наклона стержня), короткой дугой.

У толстого металла, место соединения подогревается до температуры 150-200 градусов.
Технология выполняется инвертором на постоянном токе обратной полярности (положительный полюс на электроде, отрицательный на детали).
Необходимые сварочные принадлежности:
- источник тока для ручной дуговой сварки;
- металлическая щетка для очистки оксидной пленки;
- молоток для удаления шлаковой корки;
- сварочный щеток;
- электроды;
- краги.
Если у кого нет, чего-либо из описанного оборудования, то поспешите в магазин за покупками.
Описание процесса
Возьмем для примера, материал толщиной 10 мм. Нарезаем кромки под углом 45 градусов. Газовой горелкой делаем просушку и подогрев кромок деталей, предварительно обезжирив их.

Газом греем изделие до 200 градусов
С помощью зажимных приспособлений устанавливаем пластины с зазором 1 мм и щеткой удаляем оксидную пленку.
Абразивный инструмент нельзя применять, частицы абразива попадут в вязкий слой алюминиевого сплава и вызовут дефекты сварного шва.
После зачистки выполняем сварку сухим электрод, диаметром 3 мм. После каждого прохода, удаляем шлак молотком. Соединение по шлаку не допускается.
При соблюдении технологических рекомендаций, получается прочное соединение.
Видео:
Как варить алюминий электродом
Из алюминия произведено множество конструкций применяемых в устройстве автомобиля. Это могут быть блоки двигателя, коробки передач и элементы кузова. Изготавливают из этого нержавеющего материала различные емкости для промышленных и бытовых нужд. В случае образования трещины или свища заварить проблемное место лучше в среде аргона специальным аппаратом. Но если такой возможности нет, то можно воспользоваться инвертором. Сварка алюминия электродом в домашних условиях требует определенного режима и предварительной подготовки. Используются и специализированные расходные материалы. Как все это осуществить описывается ниже и демонстрируется на дополнительном видео.

Сварочный процесс-трудности работы с материалом
Электрической дугой можно соединять многие виды железа. У нее достаточно высокая температура горения, что позволяет хорошо проплавлять разную толщину пластин и создавать надежные и герметичные соединения. Но сваривать алюминий инвертором сложнее ввиду нескольких специфичных особенностей этого материала.
Первой трудностью являются гигроскопичные свойства алюминия. Материал способен впитывать окружающую влагу и накапливать в себе. Это не проявляется видимым образом на охлажденном изделии, но сразу станет заметно при ведении сварки. Когда зажигается дуга и металл оказывается в зоне повышенной температуры, то влага начинает испаряться с его поверхности, неизбежно попадая в зону сварки. Это приводит к чрезмерным брызгам и помехам при выполнении шва. Чтобы предупредить такое явление, требуется предварительный подогрев изделия горелкой при температуре 150-190 градусов. Во время выполнения процедуры можно увидеть выделение влаги на поверхности.
Еще одной сложностью является оксидная пленка, покрывающая все изделие тонким слоем. Она защищает металл от разрушения в кислотной среде, но существенно мешает свариванию инвертором в домашних условиях. Трудность заключается в огромной разнице температур плавления. Алюминиевый материал плавится при 500 градусах, а его оксид при 2000 градусах. Чтобы устранить этот перепад необходимо зачистить место сварки железной щеткой, дающей доступ к основному металлу.
Взаимодействие с окружающим воздухом способствует образованию пор в структуре шва, что значительно понижает его герметичные свойства. Защита сварочной ванны выполняется подачей аргона в случае TIG, или созданием газового облака от покрытых электродом при сварке инвертором в домашних условиях.
Поскольку чистый алюминий не используется в изделиях, то трудностью для сварки могут быть другие элементы входящие в сплав. Так, марки Ал2 и Ал9 с содержанием силумина от 4 до 13% считаются ограниченно свариваемыми. Такие же показатели имеют марки AMr1 и AMr6, где марганец может добавляться от 2 до 6%. Дюралюминий Д16 относится к трудносвариваемым.
Выполняем сварку: этапы работы
Как сварить алюминий стало понятно после многочисленных попыток и экспериментов. Далее представлены пошаговые действия, позволяющие получить качественное соединение в домашних условиях:
- Если свариваемые пластины имеют толщину более 5 мм, то необходима разделка кромок. Стандартом считается срез краев под 45 градусов, но допускаются и другие значения. Стоит отметить, что чем больше угол разделки, тем шире получится сварочный шов. При толщине пластин более 7 мм между ними требуется технологический зазор в 2 мм. Если рабочим объектом является трещина, то ее необходимо расширить отрезным диском и «болгаркой», иначе шов будет поверхностным.
- Подготовленное изделие необходимо прогреть. Удаление влаги производится пропан-кислородным пламенем. Это может быть резак или обычный баллончик с бытовой горелкой. Нагреть необходимо поверхность до 150 градусов. Проверить это можно специальным аппаратом или визуально по сухому состоянию материала.
- После нагрева быстро осуществляется зачистка оксидной пленки. Для этого подойдет обычная щетка по металлу. Снять тугоплавкий слой важно в начале зоны сварки. Последующее действие будет оказывать электрод, чей состав и температура разъедают оксид, позволяя производить сварку.
- На подготовленном материале ставятся прихватки, фиксирующие свариваемые стороны. Корневой шов необходимо провести ровно, заполнив зазор. Угол относительно свариваемых частей необходим в 90 градусов. Это непривычно для начинающих сварщиков, или тех, кто работал только с углеродистой сталью. Но так расплавляемый металл будет точнее попадать в место соединения. После небольшого остывания поверхности отбивается шлак. Это происходит довольно трудно, поэтому требуется острый молоточек.
- Последующие слои шва наносятся до того уровня, чтобы заполнить всю толщину материала и создать небольшой валик поверх места соединения.
- Швы ведутся короткой дугой. Чрезмерное увеличение зазора может приводить к обрыву дуги. На конце электрода образуется нагар в виде белого слоя. Это выступающая щелочь. Чтобы продолжить сварку требуется удалить этот диэлектрик.
Электрод при сварке алюминия инвертором плавится быстрее, чем при работе с обычной сталью, поэтому тренировки на нерабочей поверхности помогут привыкнуть руке к сохранению дистанции.
Оборудование и электроды
Сваривание изделий из алюминия можно выполнять обычным инвертором. Аппарат удобен для транспортировки и передвижению на месте. Полярность необходимо выставить так, чтобы в руках сварщика находился «плюс», а на изделие крепился «минус». Потребуется розетка с 220 V.
Электроды необходимы специализированные, например UTP 48, или аналоги. Они бывают различных диаметров и подбираются по толщине металла. Состав расходных материалов тоже имеет гигроскопичные свойства, что требует предварительной просушки для образования качественного соединения. Подходящие режимы для сварки могут быть такими:
Техника сварки инвертором алюминия электродами в домашних условиях
Высокая прочность, малый удельный вес и доступная цена сделали алюминий одним из самых популярных металлов. Его используют везде: от авиакосмической отрасли до производства домашней утвари. Ремонт алюминиевых изделий и создание собственных конструкций в мастерской на дому затруднены рядом особенностей металла. Сварка алюминия электродом в домашних условиях инвертором – один из способов преодоления этих сложностей, не требующий дорогостоящего оборудования и высокой квалификации работника.
Особенности работы
Температура плавления металла 660 о С. При нагреве атомы вступают в реакцию с кислородом, образуя слой тугоплавкого оксида алюминия с температурой плавления свыше 2200 о С. Этот слой препятствует полноценному формированию шва.
Алюминий обладает высокой теплопроводностью и электропроводностью. На практике это означает, что для прогрева металла заготовки, особенно при большой толщине, придется использовать большие значения рабочего тока.
Металл и его сплавы характеризуются также высокой текучестью, затрудняющей работу в ряде сварочных положений.
Чтобы предотвратить контакт расплава и кислорода воздуха, используют сварку в газовой среде. В рабочую зону подают гелий, аргон или его смеси, вытесняющие воздух и создающие защитное облако. Этот способ требует дорогостоящего оборудования и постоянной подачи газа. Он экономически эффективен при больших объемах работ.
Для ограниченных объемов работы на дому подойдет ручная электродная сварка постоянным током. Для этого производятся электроды с покрытием, оптимизированные для применения с теплопроводящими материалами.
Что нужно знать, чтобы сделать качественный шов?
Чтобы получать прочные и долговечные соединения, необходимо знать и учитывать следующие моменты:
- изделия из алюминиевых сплавов всегда покрыты слоем тугоплавких оксидов;
- перед началом сварки этот слой следует снять с помощью механической зачистки или протравливания;
- оксидный слой быстро восстанавливается на воздухе, поэтому обработку нужно проводить непосредственно перед сваркой;
- цвет алюминиевой заготовки при нагреве практически не меняется, следить за температурой визуально не удастся;
- при нагреве снижается прочность изделия, это может привести к появлению микродефектов в ходе кристаллизации.
Учет этих особенностей позволяет избегнуть типовых ошибок, когда нужно заварить алюминиевые заготовки на дому.
Можно ли инвертором?
Как варить алюминий инвертором и можно ли вообще это сделать? Такая возможность существует. Использование электродов с обмазкой дает возможность работать с использованием обычных инверторов средней мощности бытового класса. Разумеется, такими устройствами можно сваривать только заготовки толщиной 3-4 мм. Для более толстых потребуется мощные полупрофессиональные инверторы.
Специфика
Сам инвертор, применяемый для сварки алюминиевых заготовок, может быть начального уровня, бытового класса. Решающее значение играет подготовка поверхности, подбор сварочных материалов и тщательное соблюдение технологии.
Электроды серий ОЗ обладают отличными эксплуатационными качествами. Но проявляются эти качества только при низкой влажности материала обмазки. Поэтому до применения их обязательно нужно прокалить при температуре 120-140 о С в течение 40 минут. После прокаливания электроды нужно хранить в печи или в специальном герметичном футляре.

В ходе работы нужно соблюдать внимательность и осторожность. Высокая текучесть расплава и его тенденция к образованию брызг не позволяет работать в вертикальном и потолочном положениях. И в нижнем сварочном положении рекомендуется использовать подкладные пластины, чтобы предотвратить протечку расплава.
Во избежание температурных деформаций в ходе затвердевания швы нужно стараться по возможности размещать дальше друг от друга.
Каким должен быть аппарат?
Особо специфических условий к аппарату не предъявляется. Он должен поддерживать рабочий ток, достаточный для выбранной толщины заготовки и диаметра электрода. Рабочее напряжение выставляется в районе 22-24 вольт.
Аппарат должен поддерживать режим обратной полярности.
Большой запас по току приводит к росту габаритов, веса и повышенному расходу электроэнергии.
Если планы на сварку алюминия большие и такие работы планируется выполнять постоянно, то лучше сразу приобрести устройство, поддерживающий режим TIG, или сварку неплавким электродом в аргоновой или гелиевой защитной атмосфере. Электрод может быть из вольфрама или графита. Такой полуавтомат позволяет варить и обычными стержневыми плавкими электродами без подачи газа.
Электроды
Наиболее популярными электродами, применяемыми по алюминию для инверторной сварки, являются изделия следующих серий:
- ОЗА-1. Служит для сварки чисто алюминиевых заготовок. Перед сваркой требуется снять оксидный слой и подогреть поверхность для ее осушения.
- ОЗА-2. Применяется для наплавных работ кремниево-алюминиевыми сплавами. а также для ремонта брака отливок.
- ОЗАНА-1. Для чисто алюминиевых деталей толще 10 мм. Прогревать их необходимо до 400 о С.
- ОЗАНА-2. Модификация для сварки алюминиевых сплавов.
- ОКБ96.20. Для работы по алюминиевым сплавам, легированным Mn, Mg и Si. Применим и по дюралюминию.
Техника сварки покрытыми
Сварка деталей из алюминия инвертором проводятся с использованием тока обратной полярности, в нижнем сварочном положении. Это обуславливается высокой текучестью расплава и необходимостью поддерживать высокую скорость движения электрода
Электрод следует подносить перпендикулярно линии шва либо с небольшим наклоном назад. Траектория движения- прямая, без поперечных качаний.
Рабочие режимы для сварки алюминиевых деталей разной толщины.
Содержащиеся в составе обмазки вещества повышают сопротивление материала сварочной ванны прохождению тока, это осложняет повторный розжиг электродуги.
Если дуга погасла, следует снять слой шлака с кратера и с кончика стержня, отступить на 1 см назад. Остаток шва и кратер должны вариться повторно, чтобы не возникла пористость.
По окончании шва его поверхность зачищается от шлаков и промывается водой.
Правила подготовки и проведение
Сваривать ответственные соединения алюминиевых заготовок лучше всего методом аргонодуговой сварки. Метод с использованием инвертора и стержневых плавких электродов позволяет получить качество, достаточное для домашнего ремонта или конструирования. Как сварить заготовки из алюминия в домашних условиях инвертором?
Прочность и долговечность шва во многом определяется качеством и тщательностью подготовительных работ. Они призваны удалить слой оксидов с высокой температурой плавления, покрывающий любую деталь из алюминия или его сплавов при контакте с воздухом.
Работы выполняются в такой последовательности:
- зачистить область шва и околошовную область с помощью проволочной щетки или угловой шлифмашины;
- для зачистки можно применить и химический способ, обработав поверхность реагентом;
- прокалить электроды, чтобы избавиться от влажности обмазки;
- при необходимости прогреть заготовки;
- рука с горелкой должна двигаться с постоянной скоростью по прямой траектории, без поперечных качаний.
По окончании шва его следует зачистить от слоя шлака, тщательно промыть водой и просушить. Это снижает риск возникновения и распространения коррозии.
Заключение
Сварка алюминия электродом с обмазкой — доступный и несложный метод, применимый в домашних условиях. Для этого необходимо использовать инвертор, качественные электроды и соблюдать технологию.
Какие электроды применять для сварки алюминия
Интересуетесь, какие существуют электроды по алюминию для электродуговой сварки и в среде защитных газов? Расскажем про промышленные и самодельные стержни!
Какими электродами сваривают алюминий
Плавящиеся покрытые стержни:
- ОЗАНА-1 и ОЗАНА-2;
- ОЗА-1 — ОЗА-2;
- УАНА;
- Capilla ALU 60/12 Si;
- Aluminil Si 12;
- EAL 4047;
- ALUMIN-351N;
- ZELLER 480;
- ОЗР — ОЗР-2 использовать лучше для резки металла.
1) ОЗАНА-1, ОЗА-1, ESAB 96.10 применяются для наплавки и сварки чистых сплавов алюминия с предварительным нагревом металла. Процесс происходит на постоянном токе обратной полярности. Шов имеет коррозийную стойкость.
2) ОЗАНА-2, ОЗА-2, ESAB 96.50 сваривают сплавы кремнистые (силумин), АЛ4, АЛ9, АЛ11, пригодны для литья. Постоянный ток обратной полярности. Стержни нуждаются в прокалке, а металл в подогреве.
3) УАНА (солевое покрытие) для алюминиевых литейных сплавов АД00, АД0, АД1, АД, АМц.
Режимы эксплуатации УАНА
4) Capilla ALU 60/12 Si спецпокрытие для соединения алюминиево-кремниевых сплавов (Al-Si, Al-Mg-Si, Al-Si-Mg-Cu). Цена 2 350 рублей за упаковку 2 кг, диаметр стержней 2,5 мм.
Capilla ALU 60/12 Si
5) Электроды для алюминия Aluminil Si 12 со специальным белым покрытием для соединения деталей, где требуется совпадение цвета. Ремонтируют трубы, окна, мебель, детали автомобилей. Литые сплавы с содержанием Si-а до 12% — AlSi 12 (Cu), AlSi 10 Mg (Cu), AlSi 6 Cu 4. Металл толще 15 мм подогревают перед сваркой от 150 °C до 250 °C.
Характеристики Aluminil Si 12
6) EAL 4047 для соединения алюминиевых сплавов:
- Al Si 12 (алюминий-кремний);
- Al Si 12 (Cu);
- Al Si 10 Mg (алюминий-магний-кремний);
- Al Si 10 Mg (Cu);
- Al Si 6 Cu 4.
7) ALUMIN-351N для восстановления турбин, штреков, крышек, поршней, труб толщиной более 2 мм. Свариваемые материалы:
- Al Si 5 Mg (3.2341);
- Al Si 10 Mg (3.2381);
- Al Si 10 Mg (Cu) (3.2381);
- Al Si 12 (3.2581);
- Al Si 12 (Cu) (3.2583);
- Al Si 11;
- Al Si 9 M g;
- Al Si 9 Cu 3;
- Al Si 7 M g;
- Al Si 6 Cu 4.
8) ZELLER 480 с улучшенным покрытием для электродуговой сварки и наплавки алюминия, силумина, дюралюминия. Применяется для устранения дефектов литья и ремонта блоков двигателей, картеров и т.п.
9) ОЗР-1 и ОЗР-2 для резки на повышенных режимах с наклоном стержня в противоположную сторону. Движения электрода возвратно-поступательные: сверху-вниз или вперед-обратно. Прокалка изделий 1 час, при температуре 170 градусов.
Электроды алюминиевые быстро поглощают влагу, хранить их лучше в сухих местах.
Вольфрамовые электроды для сварки алюминия (неплавящиеся):
- WP с зеленным наконечником;
- WZ-8 с белой маркировкой;
- WL-15 (цвет золотистый);
- WL-20 (маркировка синяя),
Для полуавтоматов применяют проволоку MAL 4047, ER 4043, ER 5183, ER 5356.
Цена на стержни описанные выше приличная и домашние «кулибины» делают самодельные электроды для сварки алюминия. В домашних условиях, сделать своими руками стержни — не сложно. Рецепт изготовления прост:
- взять алюминиевую проволоку 3-4 мм, порезать на куски 300-350 мм, зачистить шкуркой;
- измельчить мел, соединить с жидким стеклом (силикатный клей), перемешать до состояния пасты;
- нанести смесь на приготовленные куски слоем 2 мм, просушить.
Проволока погружается в раствор обмазки вертикально, с оставленным чистым концом длиной 30 мм. Самодельные стержни подвешиваются для просушки.
Как варить алюминий электродом
Алюминиевые сплавы имеют различную свариваемость, из-за присутствия в них легирующих элементов разной концентрации. Таблица поможет определить легко и трудносвариваемые группы материалов.
При толщине металла более 5 мм, сварка алюминия электродом выполняется с разделкой кромок. V-образная канавка делается со скосом 45-60 градусов, а технологический зазор между заготовками 1-2.5 мм, исходя от толщины свариваемых элементов.
Изделия подвергаемые сварке нуждаются в просушке (подстраховка от пористости шва), а электроды в прокалке по инструкции завода-изготовителя.
Подготовленные кромки обезжириваются ацетоном или растворителем.
Электросварка алюминия электродом выполняется под прямым углом (без наклона стержня), короткой дугой.
У толстого металла, место соединения подогревается до температуры 150-200 градусов.
Технология выполняется инвертором на постоянном токе обратной полярности (положительный полюс на электроде, отрицательный на детали).
Необходимые сварочные принадлежности:
- источник тока для ручной дуговой сварки;
- металлическая щетка для очистки оксидной пленки;
- молоток для удаления шлаковой корки;
- сварочный щеток;
- электроды;
- краги.
Если у кого нет, чего-либо из описанного оборудования, то поспешите в магазин за покупками.
Описание процесса
Возьмем для примера, материал толщиной 10 мм. Нарезаем кромки под углом 45 градусов. Газовой горелкой делаем просушку и подогрев кромок деталей, предварительно обезжирив их.
Газом греем изделие до 200 градусов
С помощью зажимных приспособлений устанавливаем пластины с зазором 1 мм и щеткой удаляем оксидную пленку.
Абразивный инструмент нельзя применять, частицы абразива попадут в вязкий слой алюминиевого сплава и вызовут дефекты сварного шва.
После зачистки выполняем сварку сухим электрод, диаметром 3 мм. После каждого прохода, удаляем шлак молотком. Соединение по шлаку не допускается.
При соблюдении технологических рекомендаций, получается прочное соединение.
Видео:
