

Какими частями микрометра охватывается измеряемая деталь
Как пользоваться микрометром?
Бывают ситуации, когда нужно знать точный размер детали, вплоть до сотых или даже тысячных долей миллиметра. Таковы, например, приборы точной механики, в которых важен чуть ли не каждый микрометр. Для этого и служит прибор с таким же названием, в котором ударение падает на другой слог.
Правила использования разных видов
В простейшем варианте микрометр – измерительное устройство как минимум с тремя линейками. Одна, основная, считает целые миллиметры. Вторая, смещённая на полмиллиметра относительно первой, позволяет измерить ширину (толщину, высоту) детали с точностью до 500 мкм. Третья, резьбовая, имеет точку отсчёта (ноль), относительно которого вращается барабан. Он поворачивается вокруг основной оси прибора – и имеет 50 делений, похожих на миллиметровые. В этом случае точность измерений составляет 10 мкм (0,5 мм/50 = 0,01 мм). Простейший аналоговый (механический) микрометр работает на винтовой паре, представляющей собой микротиски, в которой зажимается измеряемая по толщине деталь, проволока или отрезок стального листа.
Устройство
У микрометров, предназначенных для конкретного применения, свои особенности. Так, гладкий микрометр, снимающий размеры в диапазоне 0–25 мм с механическим или цифровым замерителем, состоит из следующих деталей.
- скоба – несущий элемент для неподвижной части;
- упор – зафиксирован на конце скобы и строго перпендикулярен поверхности зажимаемой детали;
- винт – длиннее скобы до десятков раз, крутится на неподвижной винтовой основе и также перпендикулярен зажимаемой детали; он перемещается в пределах измерительной зоны, равной у механических микрометров 2,5–7,5 см;
- стопор – не даёт винту болтаться;
- измерительная основа (стебель) – содержит две шкалы грубого измерения (с точностью до полумиллиметра); она имеет вид пустотелого цилиндра, в котором вращается винтовая пара, удерживаемая при помощи специальных крепёжных деталей;
- барабан – основа для точного измерения, которая вращается вместе с винтом и содержит шкалу точного измерения (до 0,01 мм);
- трещотка – ограничивает усилие, приложенное к измеряемой детали;
- эталонная деталь для поверки – применяют для настройки разрегулированного микрометра; поставляется в комплекте вместе с прибором.
Класс точности
В быту большая, чем 0,01 мм точность вряд ли пригодится. А вот в производстве – особенно на заводах точной механики – и у узкопрофильных мастеров нормой считается цена деления в 1 мкм (0,001 мм) или 100 нм (0,0001 мм), достижимая в основном на микрометрах с цифровой шкалой. Ещё более высокий класс точности, используемый в производстве наноматериалов, применяемых, например, в микросхемах – удел не микрометров, а совершенно иных механизмов и приспособлений.
Как устроены микрометры других видов?
Все разновидности микрометров функционируют по одному и тому же принципу. Наиболее известная область применения – определение бракованных деталей, могущих вызвать поломки в механизмах, где они применяются. Но точность измерений – до 10 мкм – достигается различными способами.
- В рычажном микрометре крутящийся барабан заменён стрелочным указателем. Достоинство стрелочного измерителя – повышение быстродействия, пропускной способности на этапе проверки деталей микрометром: в деления вглядываться не нужно.
- Микрометр со счётным механизмом (часового или циферблатного типа) – вроде того, что применялись в электромеханических счётчиках и кассетных (или катушечных) магнитофонах – калибруется и используется аналогично классическому. Поворот цифр в счётчике осуществляется пошагово. Смена одной цифры другой делится на 10 дополнительных делений (позиций) – благодаря шестерёнкам счётчика, что повышает точность замера с десяти до одного микрона.
- На цифровых моделях устанавливается особо точный датчик, дающий градуировку в единицы микрон. Достоинство – точность измерений составляет 1 мкм, ошибки практически исключены. Такое изделие не уступает предыдущему типу – показания прибора считываются почти мгновенно. Складывать показания незачем – датчики и микропроцессор с успехом выполняют эту работу «на лету».
- Выше цифровых по уровню точности стоят лазерные микрометры. Лазерный луч заслоняется деталью, его улавливает высокоточная фотоматрица, отсылающая полученное отклонение луча на АЦП и далее – на процессор и дисплей. Измерение занимает менее 1 с.
Но лазерный микрометр не терпит толчков и вибрации, требует регулярной юстировки. Он критичен даже к малейшей пыли, а внутренние размеры деталей им измерить не удастся.
Для конкретных задач
Узкоспециализированным микрометрам присущи свои особенности.
- У зубомера имеются усечённо-конусные насадки, позволяющие определять зазор в пазах, размеры зуба шестерёнки или зубчатки. Теоретически можно переделать обычный (гладкий) микрометр в зубомерный, установив на винт и пятку специальные насадки-шляпки определённой длины. По форме они напоминают потайные головки винтов – в простейшем случае их можно изготовить именно из таких винтов, приварив их затем к пятке и винту. При измерении длина насадок вычитается из той, что замеряется переделанным таким образом прибором. Это привнесёт в замеры дополнительное действие при вычислении. К тому же исходный микрометр должен иметь запас хода винта не на 2,5 см, а больше, например, на 5–7,5 см.
Не занимайтесь самодеятельностью – лучше сразу купите готовый микрометр-зубомер, на котором шкалы и ноль уже настроил сам изготовитель.
- «Трубный» микрометр пользуется спросом у работников управляющих контор. Им замеряют толщину стенок трубы, чтобы определить их износ. Он обладает переходниками, позволяющими измерить диаметр и толщину стенок трубы, покрывшейся ржавчиной. Эти насадки также позволяют подробно выяснить размеры баттированной трубы, обладающей переменной толщиной стенок. «Трубным» прибором легко забраковать трубы и трубки, получившие отклонения от нормативной толщины стенки ещё на этапах литья и проката. От обычного (гладкого) микрометра трубный отличается особым упором (пяткой), располагающимся не перпендикулярно, а параллельно зажимаемой трубе. Этот щуп прикасается к внутренней поверхности трубы точечно, что обеспечивает точность замера. Действия при измерении ничем не отличаются от действий с гладким микрометром: те же винт и барабан с трещоткой, при срабатывании которой вы получите искомый диаметр или толщину стенки трубы.
- У листового толщиномера пятка более мелкая, чем у обычного микрометра, но винт по диаметру примерно совпадает с винтом обычного прибора. Градуировка здесь куда более точная, чем у обычного изделия. Скоба у «листомера» далеко вытянута в сторону, подобно длинной U-образной трубке. Насадки для такого прибора поставляются в двух вариантах: узкие (для соответствующих деталей и листов) и удлинённые (измеряют толщину широких и вытянутых заготовок).
Измерять обычным микрометром листы не рекомендуется – он продавит их своим узким винтом. Здесь нужна площадь соприкосновения в разы большая, чем при снятии замера с подшипников и свёрл.
- К универсальному микрометру в комплекте идут насадки – для деталей разных типов. Он измеряет и диаметр шарика подшипника, и диаметр листа одинаково точно. Он обладает большим запасом хода винта – до 10 см, что делает его «всеядным»: им можно замерить шарик, лист, поперечные размеры профильных столбов и конструкций – и даже обмерить со всех сторон головку железнодорожного рельса.
- Проволочный – подойдёт для проволоки, свёрл, шариков и других мелких деталей с круглым сечением, которое легко нарушить зажимом обычного микрометра.
- Призматический – даёт возможность замерить толщину спуска лезвия ножа. Насадка к нему исполнена в виде контура, повторяющего остриё с 30-градусным спуском. Проще говоря, это двойная пятка со скатами. Винт при этом заострённый, но его остриё немного подтуплено. В комплекте идут насадки и под другой угол спуска, включая и для «односкатной» заточки лезвий, например, как у ножей газонокосилок.
- Канавочный микрометр измеряет глубину и диаметр просверленных в стенах и опорах отверстий. Замер производится посредством специального выдвижного щупа, имеющего небольшую шляпку на конце. Это позволяет мастеру, не пересверливая или не сверля отверстие заново, подобрать для него подходящий саморез.
- Резьбовый прибор замеряет глубину резьбы. В его состав входят ввинчивающиеся (и навинчивающиеся) насадки с конусообразными концами либо с оголовками в виде двузубца.
- Многошкальный микрометр имеет дополнительную шкалу. Отдалённо он напоминает штангензубомер, но одно существенное отличие у него есть. Это как бы два (три, более) микрометра в одном – одинаковые, классические микрометрические механизмы на общей, вытянутой далеко в сторону скобе. Имея запас хода до 10 см, можно за один приём обмерить заготовку углового, таврового или рельсового профиля.
Ускоренному замеру поддаются и любые профильные конструкции со сложной формой поперечного сечения, напоминающей букву или простой иероглиф.
- Горячепрокатный – атрибут металлургического завода. Он позволяет измерить толщину только что застывшего изделия в приданную ему форму. Вместо винта в состав такого прибора входит разметочное колесо. Пятка подпружинена, имеет поперечно вытянутую (а не круглую, как у простого изделия) форму. Принцип действия – микрометр прокатывается по листу или профилю, позволяя обнаружить дефекты (сколы, кривизну) на только что отлитой заготовке.
- Нутрометр – работает вместе со станком, когда деталь протачивается на внутренней поверхности. Его щупы, имеющие плавную кривизну и уменьшающийся к концу посадочный размер, вставляются в обрабатываемый кусок трубы или трубки, либо любую другую деталь, которая вращается в фиксирующем механизме станка. Это ускоряет работу токаря – не нужно десятки раз снимать деталь с протачивателя, чтобы удостовериться, приняла ли деталь нужную форму.
Каков бы ни был микрометр – при покупке изделия попросите продавца сделать проверку. Существенным превосходством будет проверка диаметра или толщины одной и той же детали с помощью другого такого же или похожего прибора.
Чёткий контроль при покупке – залог успешного и долгого пользования изделия.
Как настроить и проверить точность?
Данный измерительный прибор – из числа тех, что перед проведением измерений калибруются в обязательном порядке, так как речь идёт о микронах, а не о миллиметрах. Перенося его без чехла или футляра, случайное падение способно сбить точность. Методика проверки, несмотря на кажущуюся новичку сложность, очень проста. Для настройки на ноль обычного механического микрометра 0–25 мм выполните несколько шагов.
- Убедитесь, что прибор чистый – особенно проконтролируйте удерживающие поверхности на пятке и винте. Для удаления соринок и жирового налёта лучше всего подойдёт чистый лист бумаги – поместите его между зажимами прибора и закрутите барабан до упора.
- Раскрутите барабан обратно. При необходимости повторите этот шаг несколько раз, передвигая бумагу, пока смыкаемые поверхности не очистятся. Регулировка без очистки этих поверхностей невозможна – твёрдые частицы не дадут выставить точность.
- Проверьте надёжность крепления скобы и пятки. Они не должны болтаться. Если это не так – инструмент подлежит ремонту, при котором скоба вновь надёжно закрепляется, а параллельность прижимной поверхности винта и пятки выставляются заново.
- Завинтите барабан до упора без детали – до 3-го, 4-го или 5-го щелчков трещотки. Убедитесь, что все шкалы встали точно по нулевым отметкам.
- Если, к примеру, отметка на барабане не совпадает с нулевой – отрегулируйте основу (стебель), подкрутив её с помощью спецключа, поставляющегося в комплекте. Ключ используют на приборе, в котором винт удержан при помощи дополнительной гайки или вторичного (опорного) винта со специальным углублением.
- Проверьте точность измерений, зажав микрометром эталонную деталь – в среднем также до 4-го щелчка трещотки. Именно по ней можно откалибровать сам прибор. Микрометр успешно настроен и готов к работе.
Важно! Если вы уроните прибор – это не причинит ему особого вреда. Откалибровав его нулевые отметки, вы вновь можете пользоваться им. Такие приборы изготавливаются из высококачественной инструментальной и нержавеющей сталей.
Как правильно пользоваться микрометром
Токарям, автомеханикам, представителям многих других профессий приходится часто пользоваться микрометром. Это может быть рычажный тип инструмента, трубный для измерения диаметров цилиндрических деталей. Наиболее удобен в использовании электронный микрометр, предлагающий данные в наглядном и понятном виде. Существует ряд классов измерителей. Каждый из них ориентирован на работу с определенным типом заготовок.

Конструкция и принцип работы устройства
Задача, которую решает микрометр, заключается в измерении размеров объекта с точностью до сотых и даже тысячных долей миллиметра. Самая простая область применения такого прибора — изготовление вырубных форм для металла и других твердых материалов. Для эффективной работы штампа необходим минимальный зазор между его движущимися частями.

Устройство микрометра довольно простое.
- Жесткая и прочная скоба, внутри которой фиксируется объект измерений. Разные виды микрометров могут предназначаться для работы с заготовками тех или иных габаритов.
- Пятка скобы, тщательно закрепленный элемент из закаленного металла, не подверженного деформации. Сплав подбирается так, чтобы обеспечивать минимально возможные уровни температурных расширений в пределах допустимого диапазона использования прибора.
- Подвижная измерительная губка. Этот элемент мобилен, работает как средство предварительной фиксации детали. На нем также нанесена основная размерная шкала, обычно в миллиметрах. Разметка двухдиапазонная, отмечены не только целые шаги измеряемой величины, но и их половинные значения.
- Позиционный зажим, служит фиксатором подвижной губки для начала точных измерений. Предотвращает смещение контрольных элементов во время измерений.
- Барабан с круговой шкалой с точностью измерений до сотых долей миллиметра. Особо точные приборы позволяют определять размер до тысячных частей.
- Узел трещотки. Настраивается на нормированное усилие прижатия подвижной губки к детали. При достижении критического значения начинает прокручиваться.

Описанную конструкцию и точный перечень узлов имеет самый простой аналоговый, он же гладкий микрометр. Есть и более сложные приборы. Например, микрометр часового типа, который позволяет настраивать усилие прижатия и измерять размеры с точностью до тысячных долей миллиметра.
Виды микрометров
Сегодня существует огромное количество приспособлений, позволяющих удобно и быстро измерять габариты, диаметры, величину углубления и даже равномерность толщины. Виды микрометров разделяются, прежде всего, по сферам применения.
Гладкий
Гладкий микрометр достаточно универсален. У него нет привязки ни к форме детали, ни к позиции проведения измерений. Мерить микрометром данного класса можно плоские, круглые заготовки, исследовать толщины на нужных срезах деталей. Научиться использовать классический аналоговый гладкий микрометр несложно. А цифровой вариант такого прибора гарантирует скорость и точность проведения измерений.
Трубный
При производстве труб важно контролировать толщину стенки. Для этой задачи разработан специальный микрометр. У него нет пятки скобы как таковой. Для удобства манипулирования внутри трубы предлагается тонкий и прочный штырь.

Зубомер
Зубомер предназначен для исследования параметров шестеренчатых колес. У него особые насадки на пятке скобы и подвижной губке. Калибровка микрометра данного класса производится по эталонной заготовке, которая всегда поставляется в комплекте с этим прибором.

Листовой
Листовой микрометр состоит из скобы, конструкция которой обеспечивает быстрое размещение прибора в рабочем положении. У данного вида измерителя шкалы обращены в сторону наблюдателя. Это обеспечивает быстрое чтение показателей. В зависимости от толщины целевых заготовок, можно купить тот или иной микрометр.

Подшипниковый
Самые компактные среди приборов своего класса, подшипниковые микрометры предназначены для исследования шариков соответствующих изделий. Также можно очень точно определить толщину проволочного проката. Конструкция измерителя классическая, однако компактность его скобы и в целом целевых заготовок позволяет делать приборы размером с толстую шариковую ручку.

Призматический
У призматического микрометра пятка многоточечная. Обычно она выполняется в виде двух площадок на скобе сложной формы, размещаемых по трапеции. Прибор хорошо показывает себя при измерении цилиндрических объектов или исследований износа многолезвийных режущих инструментов.

Резьбовой
Резьбовой микрометр работает как с метрическими, так и дюймовыми, коническими нарезками. Обычно прибор комплектуется набором насадок, которые ориентированы на тот или иной род измерений.

Канавочный
Обозначение «канавочный» означает, что при помощи этого микрометра можно измерять глубину. Это полезно, например, при определении точности обработки посадочных мест для шпонок и других фиксирующих элементов. Принцип использования прибора такой же, как у штангенциркуля, но точность измерений намного выше.
Нутрометр
Аналогично канавочному, нутрометр предназначен для измерения внутренних диаметров труб. В зависимости от параметров заготовки, используется прибор того или иного размерного типа.

Стоматологический
Стоматологический микрометр более простой прибор, чем его другие представители того же класса. Он позволяет достигать высокой точности благодаря большой разности плечей. Врач зажимает концы измерительной зоны на коронке. А большая шкала на другой стороне приспособления позволяет определить толщину с очень малой погрешностью.

Оптический
Оптический микрометр относится к классу визуальных измерителей. Обычно он выполняется в виде насадки на объектив микроскопа или иного увеличительного устройства. По нанесенной в окуляре микрометра шкале легко определить толщину в очень малых пределах.

Лазерный
Лазерный микрометр работает на принципе интерференции когерентного света. По расстоянию между отклоненными фронтами определяют толщину заготовки. В общем случае, для наглядности измерений, в приборах этого класса используются стеклянные пластинки. Их скошенные грани позволяют отобразить два световых интерферентных фронта на большем расстоянии.

Стрелочный
Стрелочный, он же часовой микрометр — также достаточно хрупкий прибор. Он позволяет наглядно определять усилие прижатия измерительных губок к поверхности детали. На шкале микрометра находятся два указателя. От пользователя требуется при повороте прижимного барабана следить, чтобы они установились в ноль, что будет означать нормированное значение прижима. При этом главная стрелка покажет тысячные доли миллиметров габарита измеряемого объекта — такая высокая точность.

Универсальный
Универсальный микрометр может быть как стрелочным, так и цифровым или классическим механическим, гладким. Его главное достоинство в огромном количестве сменных насадок и эталонных образцов. В результате один и тот же прибор может использоваться для исследований резьб, шагов зубьев, толщин и так далее.

Как пользоваться микрометром
Использовать микрометр достаточно просто. При этом, если человек умеет обращаться с классическим аналоговым прибором, он без труда освоит любой тип измерителя. Чтобы гарантированно получить точные результаты, необходимо перед началом работы настроить микрометр и произвести первичную калибровку.
Проверка нулевой позиции делается в обязательном порядке. Особенно, если микрометр часто используется, работает с различным характером заготовок, применяется в широком диапазоне температур. Перед любыми настройками требуется очистить поверхность пятки и подвижной губки. Это делается следующим образом.
- Берется лист бумаги. Если прибор применялся для исследования металлических заготовок, его можно смочить растворителем.
- Бумага зажимается между пяткой скобы и подвижной губкой, затем медленно вытаскивается.
- При необходимости, если на поверхности контрольных элементов заметны загрязнения, операцию повторяют. Только после этого приступают к настройке.
Настройка на ноль
Настроить микрометр на ноль можно при помощи специального ключа, который поставляется в комплекте с прибором. В общем случае необходимо:
- до предела выдвинуть передвижную губку, до ее касания пятки скобы;
- вращать барабан до достижения номинального усилия прижатия (срабатывания трещотки);
- проверить, чтобы центральная линия шкалы стебля совпадала с нулевой отметкой на барабане.
Если этого не происходит, необходимо провести калибровку. Алгоритм, как отрегулировать микрометр, достаточно прост. В сжатом состоянии, когда трещотка прокручивается, нужно зафиксировать передвижную губку зажимом. Затем специальным ключом ослабляется крепление в барабане. После того, как трещотка освобождена, деталь со шкалой поворачивают до выставления на ноль. Затем крепление барабана снова закручивается.
Порядок измерений
Измерять микрометром нужно аккуратно, не прилагая чрезмерных усилий. Деталь зажимается между неподвижной пяткой скобы и передвижной губкой. Затем нужно крутить винт барабана до срабатывания трещотки. После этого передвижную губку рекомендуется зафиксировать зажимом, чтобы случайное смещение заготовки не вызвало повреждение резьбовых элементов внутри микрометра.
Определение показаний
Некоторые типы микрометров предлагают данные об измеренной величине в наглядном виде. Прежде всего, это цифровые решения. Но большинство устройств имеет тот же метод отображения результата, как и у классического аналогового, гладкого прибора.
Определить значение измеряемой величины можно так.
- По шкале стебля измеряются целые значения — это количество рисок по нижней части шкалы.
- Верхняя разметка показывает половинные значения. Если здесь видна риска, к величине целых прибавляется еще 0.5.
- По круговой шкале барабана определяют сотые доли. Это значение в точке касания центральной риски шкалы стебля.
Таким образом, значение измеряемой величины складывается из трех частей: целые по нижней шкале стебля, половины единиц по верхней, количество сотых по барабану.
В качестве заключения
Чистота и бережное отношение — залог долговременного сохранения микрометром своих показателей точности и достоверности измерений. Прибор всегда хранят в комплектном футляре. Процедуры калибровки и установки нуля проводятся в обязательном порядке перед началом важных измерений. Или периодически, в качестве превентивной меры для сохранения характеристик точности прибора.
Правила эксплуатации микрометра всегда изложены в инструкции по его использованию. И следовать им нужно обязательно, чтобы гарантировать постоянный уровень точности измерений.
Как правильно пользоваться микрометром
Микрометр – высокоточный прибор, предназначенный для измерения линейных величин абсолютным методом. Чтобы определить его показания, необходимо просуммировать значения шкалы стебля и барабана.
Определение показаний прибора
Указателем при отсчете по шкале 2 стебля служит торец барабана, а продольный штрих 1 является указателем для круговой шкалы 3. Пронумерованная шкала стебля показывает количество миллиметров, а его дополнительная шкала служит для подсчета половин миллиметров.

Отметим последний полностью открытый барабаном штрих миллиметровой шкалы стебля. Его значение составляет целое число миллиметров, и на рисунке он обозначен зеленым цветом. Если правее этого штриха имеется открытый штрих дополнительной шкалы (выделен голубым), нужно прибавить 0,5 мм к полученному значению.
При отсчете показаний круговой шкалы 3 в расчет берут то её значение, которое совпадает с продольным штрихом 1. Таким образом, на верхнем изображении показания прибора составляют:
- 16 + 0,22 = 16,22 мм.
- 17 + 0,5 + 0,25 = 17,75 мм.
Распространенной ошибкой является случай, когда неверно учитывают (или не учитывают) величину 0,5 мм. Это связано с тем, что ближайший к барабану штрих дополнительной шкалы может быть открыт частично. При необходимости проверьте себя с помощью штангенциркуля.
Порядок проведения измерений микрометром
Рабочие поверхности микрометра разводят на величину чуть большую, чем размер измеряемой детали, иначе при работе можно её поцарапать. Дело в том, что торцевые поверхности пятки и микрометрического винта имеют высокую твердость для устойчивости к истиранию.
Пятку слегка прижимают к детали и вращают микрометрический винт с помощью трещотки до соприкосновения его с измеряемой поверхностью. Трещотка служит для регулирования усилия натяга – делается обычно 3 – 5 щелчков. Положение микрометрического винта фиксируют с помощью стопорного устройства для того, чтобы не сбить показания при считывании значений со шкалы.
В процессе работы с микрометром его следует держать за скобу таким образом, чтобы была видна шкала стебля, и показания можно было снять на месте.
При измерении диаметра вала, измерительные поверхности нужно выставлять в диаметрально противоположных точках. При этом пятка прижимается к валу, а микрометрический винт, который медленно вращают трещоткой, последовательно выравнивается в двух направлениях: осевом и радиальном. После работы необходимо проверить точность инструмента с помощью эталона.
Устройство гладкого микрометра типа мк-25
Основные элементы конструкции гладкого микрометра представлены на рисунке ниже и обозначены цифрами:

- Скоба. Она должна быть жесткой, поскольку её малейшая деформация приводит к соответствующей ошибке измерения.
- Пятка. Она может быть запрессована в корпус, а может быть сменной у микрометров с большим диапазоном измерений (500 – 600 мм, 700 – 800 мм и т.д.).
- Микрометрический винт, который перемещается при вращении трещотки 7.
- Стопорное устройство. У микрометра на рисунке оно выполнено в виде винтового зажима. Используется для фиксации микрометрического винта при настройке прибора или снятии показаний.
- Стебель. На него нанесены две шкалы: пронумерованная (основная) показывает количество целых миллиметров, дополнительная – количество половин миллиметров.
- Барабан, по которому отсчитывают десятые и сотые доли миллиметра. Торец барабана также является указателем для шкалы стебля 5.
- Трещотка для вращения микрометрического винта 3 и регулировки усилия, прикладываемого к измерительным поверхностям прибора.
- Эталон, который служит для проверки и настройки инструмента. Не предусмотрен для некоторых моделей микрометров МК-25.
Настройка микрометра и проверка его точности
Проверку нулевых показаний микрометра проводят каждый раз перед началом работы, при необходимости выполняют настройку. Ниже приведена общая последовательность действий.
- Проверить жесткость крепления пятки и стебля микрометра в скобе. Протереть чистой мягкой тканью измерительные поверхности.
- Проверить нулевые показания инструмента. Для этого у МК-25 соединяют между собой рабочие поверхности пятки и микрометрического винта усилием трещотки (3 — 5 щелчков). Если прибор настроен правильно, его показания будут равны 0,00.
Для проверки микрометров с диапазоном измерений 25 — 50 мм, 50 — 75 мм и более используют соответствующие им эталоны (концевые меры длины), точный размер которых известен. Эталон, имеющий чистую торцевую поверхность, должен быть зажат без перекосов между измерительными поверхностями прибора усилием трещотки в несколько щелчков. Полученное значение сравнивают с известным, а при необходимости выполняют настройку микрометра в следующей последовательности.
Настройка на ноль
а) Фиксируют микрометрический винт при помощи стопорного устройства в положении с зажатой концевой мерой или соединенными вместе измерительными поверхностями.
б) Разъединяют барабан и микрометрический винт между собой. Для этого придерживают одной рукой барабан, а другой отворачивают корпус трещотки (достаточно полуоборота).
Также возможна конструкция прибора, в которой соединение барабана с микрометрическим винтом осуществлено с помощью винта или прижимной гайки с углублением. В этом случае воспользуйтесь ключом, идущим в комплекте.
в) Нулевой штрих барабана совмещается с продольным штрихом стебля. После этого барабан вновь соединяют с микрометрическим винтом, проводят новую проверку. Настройка повторяется при необходимости.
Измерение размеров деталей штангенинструментами и микрометрическими инструментами (Лабораторная работа № 4) , страница 2
Штангензубомеры выпускают для измерения зубчатых колес с модулем от 1 до 18 мм и от 5 до 36 мм, с отчетом по нониусу 0,02мм.
Проверку точности показаний штангензубомера производят по концевым мерам. Практически погрешность достигает ±0,05 мм, в результате чего этот измерительный инструмент вытесняется более точными и надежными в работе зубомерными приборами, в которых используются микрометрические устройства и индикаторы
К микрометрическим инструментам относят микрометры для наружных измерений, микрометры для внутренних измерений (микрометрические штихмасы), микрометрические глубиномеры, микрометры для измерения резьбы, микрометры зубомерные и др.
Устройство всех микрометрических инструментов основано на применении винтовой пары, преобразующей вращательное движение микрометрического винта в его поступательное движение. Во всех микрометрических инструментах шаг резьбы винта принят равным 0,5 мм. Следовательно, при повертывании винта на один полный оборот его измерительная поверхность (торец винта) переместится на 0,5 мм, что отмечается на отсчетном устройстве стебля 1 микрометра (рис.4, а). На скошенном конце барабана 2 имеется круговая шкала с 50 делениями, при вращении барабан перемещается вдоль стебля 1 на 0,5 мм за один оборот. Следовательно, цена деления круговой шкалы барабана 0,5:50=0,01 мм. При измерениях целое число миллиметров отсчитывают на нижней шкале стебля, а половины миллиметров — по верхней шкале. Сотые доли миллиметра отсчитывают на шкале барабана 2 по тому делению, которое совпадает с продольной риской на втулке.
Микрометрический винт имеет длину резьбы 25 мм. Этим размером ограничивают интервалы измерения всех микрометрических инструментов, так как удлинение резьбы винта приводит к потере его точности.
Микрометры для наружных измерений. На рис. 4, б показано устройство микрометра. В скобу 3 запрессованы пятка 4 и стебель 7. Микрометрический винт 6 ввинчивается в микрометрическую гайку 9. Гладкое отверстие стебля обеспечивает точное направление микровинта. Чтобы исключить зазор в резьбе микропары, конец микрогайки разрезан и снабжен наружной резьбой с конусом. На эту резьбу навинчивается регулировочная гайка 10, которая своим конусом стягивает мякрогайку до тех пор, пока микровинт не будет перемещаться в ней без зазоров (без люфта).
На микровинт надет барабан 8, закрепляемый установочным колпачком 11. В колпачке просверлено глухое отверстие для пружины и зуба 13, упирающегося в зубчатую поверхность трещотки 12. При вращении трещотка передает микровинту крутящий момент, необходимый для создания определенного усилия (500-900 Г).
Для закрепления микровинта в требуемом положении имеется стопор, состоящий из втулки 14 и стопорного винта 15, зажимающих гладкую часть микровинта.
Микрометры типа МК для измерения наружных размеров деталей выпускаются с пределами измерения, мм: 0-25, 25-50, 50-75, 75-100, 100-125, 125-150, 150-175, 175-200, 200-225, 225-250, 250-275, 275-300. Допустимая погрешность показаний для микрометров с пределами измерений до 100 мм ± 0,004 мм, от 100 до 200 мм ±0,005 мм, от 200 до 300 мм ±0,006 мм. Микрометры с пределом измерения 0-25 мм могут выпускать и с повышенной точностью в пределах ±0,002 мм. Твердость измерительных поверхностей микрометров должна быть в пределах HRC 58—62, а шероховатость не ниже  мкм.
мкм.
Микрометрические глубиномеры. По устройству глубиномер (рис. 5, а) напоминает обычный микрометр, микрометрическая головка 1 которого запрессована в основание 2. Глубиномеры имеют сменные измерительные стержни 3 для измерений в пределах 0-25, 25-50, 50-75, 75-100, 100-125 и 125-150 мм. В комплект глубиномера входят установочные меры с цилиндрическим отверстием для проверки на размер 25, 75 и 125 мм. Погрешность мер не должна превышать соответственно ±0,001, ±0,0015 и ±0,002 мм. Суммарная погрешность глубиномера в интервале 0-25 мм не должна превышать ±0,005 мм.
Оцифровка шкал стебля и барабана у глубиномера производится в обратном направлении по сравнению с микрометрами, так как у глубиномеров чем больше измеряемая глубина, тем больше должен выдвигаться микровинт из основания.
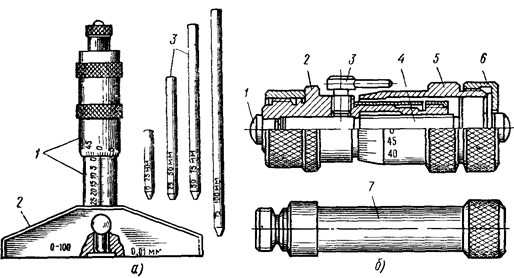
Рис.5. Микрометрические глубиномеры (а) и нутромер (б)
Микрометрические нутромеры. Нутромеры предназначаются для измерения диаметров отверстий, расстояний между параллельными стенками деталей, ширины пазов и т. п. Они отличаются от микрометров некоторыми конструктивными особенностями: отсутствием скобы, трещотки, пятки и др.
Микрометрические нутромеры изготовляют с ценой деления 0,01 мм и с пределами измерения 50-75, 75-175 и 75-600 мм. Выпускаются также микрометрические нутромеры повышенной жесткости с удлинителями для измерения в пределах 150-1250, 800-2500, 1250-4000, 2500-6000 и 4000-10000 мм. Нутромеры с пределами измерения от 1250 мм и выше поставляются с двумя головками: микрометрической и микрометрической с индикатором, имеющим цену деления 0,01 мм. Применение индикаторной головки значительно облегчает нахождение диаметрального размера при измерении отверстий большого диаметра и уменьшает погрешности центрирования и перекоса.
Микрометрический нутромер имеет стебель 2 (рис. 5, б), в отверстие которого вставлен микрометрический винт 4. Конец стебля и микрометрического винта имеют сферические измерительные поверхности 1. На винт насажен барабан 5 с установочной гайкой. В установленном положении микровинт закрепляется стопором 3. При перемещении микрометрического винта в стебле удлиняется расстояние между измерительными поверхностями на 13 мм. Для измерения отверстий диаметром более 63 мм используют удлинительные стержни 7 с размерами 13, 25, 50, 100, 150, 200 и 600 мм. Перед навинчиванием удлинителя со стебля свинчивают гайку 6, а после присоединения удлинителя эту гайку навинчивают на резьбовой конец присоединенного стержня.
- АлтГТУ 419
- АлтГУ 113
- АмПГУ 296
- АГТУ 266
- БИТТУ 794
- БГТУ «Военмех» 1191
- БГМУ 172
- БГТУ 602
- БГУ 153
- БГУИР 391
- БелГУТ 4908
- БГЭУ 962
- БНТУ 1070
- БТЭУ ПК 689
- БрГУ 179
- ВНТУ 119
- ВГУЭС 426
- ВлГУ 645
- ВМедА 611
- ВолгГТУ 235
- ВНУ им. Даля 166
- ВЗФЭИ 245
- ВятГСХА 101
- ВятГГУ 139
- ВятГУ 559
- ГГДСК 171
- ГомГМК 501
- ГГМУ 1967
- ГГТУ им. Сухого 4467
- ГГУ им. Скорины 1590
- ГМА им. Макарова 300
- ДГПУ 159
- ДальГАУ 279
- ДВГГУ 134
- ДВГМУ 409
- ДВГТУ 936
- ДВГУПС 305
- ДВФУ 949
- ДонГТУ 497
- ДИТМ МНТУ 109
- ИвГМА 488
- ИГХТУ 130
- ИжГТУ 143
- КемГППК 171
- КемГУ 507
- КГМТУ 269
- КировАТ 147
- КГКСЭП 407
- КГТА им. Дегтярева 174
- КнАГТУ 2909
- КрасГАУ 370
- КрасГМУ 630
- КГПУ им. Астафьева 133
- КГТУ (СФУ) 567
- КГТЭИ (СФУ) 112
- КПК №2 177
- КубГТУ 139
- КубГУ 107
- КузГПА 182
- КузГТУ 789
- МГТУ им. Носова 367
- МГЭУ им. Сахарова 232
- МГЭК 249
- МГПУ 165
- МАИ 144
- МАДИ 151
- МГИУ 1179
- МГОУ 121
- МГСУ 330
- МГУ 273
- МГУКИ 101
- МГУПИ 225
- МГУПС (МИИТ) 636
- МГУТУ 122
- МТУСИ 179
- ХАИ 656
- ТПУ 454
- НИУ МЭИ 641
- НМСУ «Горный» 1701
- ХПИ 1534
- НТУУ «КПИ» 212
- НУК им. Макарова 542
- НВ 777
- НГАВТ 362
- НГАУ 411
- НГАСУ 817
- НГМУ 665
- НГПУ 214
- НГТУ 4610
- НГУ 1992
- НГУЭУ 499
- НИИ 201
- ОмГТУ 301
- ОмГУПС 230
- СПбПК №4 115
- ПГУПС 2489
- ПГПУ им. Короленко 296
- ПНТУ им. Кондратюка 119
- РАНХиГС 186
- РОАТ МИИТ 608
- РТА 243
- РГГМУ 118
- РГПУ им. Герцена 124
- РГППУ 142
- РГСУ 162
- «МАТИ» — РГТУ 121
- РГУНиГ 260
- РЭУ им. Плеханова 122
- РГАТУ им. Соловьёва 219
- РязГМУ 125
- РГРТУ 666
- СамГТУ 130
- СПбГАСУ 318
- ИНЖЭКОН 328
- СПбГИПСР 136
- СПбГЛТУ им. Кирова 227
- СПбГМТУ 143
- СПбГПМУ 147
- СПбГПУ 1598
- СПбГТИ (ТУ) 292
- СПбГТУРП 235
- СПбГУ 582
- ГУАП 524
- СПбГУНиПТ 291
- СПбГУПТД 438
- СПбГУСЭ 226
- СПбГУТ 193
- СПГУТД 151
- СПбГУЭФ 145
- СПбГЭТУ «ЛЭТИ» 380
- ПИМаш 247
- НИУ ИТМО 531
- СГТУ им. Гагарина 114
- СахГУ 278
- СЗТУ 484
- СибАГС 249
- СибГАУ 462
- СибГИУ 1655
- СибГТУ 946
- СГУПС 1513
- СибГУТИ 2083
- СибУПК 377
- СФУ 2423
- СНАУ 567
- СумГУ 768
- ТРТУ 149
- ТОГУ 551
- ТГЭУ 325
- ТГУ (Томск) 276
- ТГПУ 181
- ТулГУ 553
- УкрГАЖТ 234
- УлГТУ 536
- УИПКПРО 123
- УрГПУ 195
- УГТУ-УПИ 758
- УГНТУ 570
- УГТУ 134
- ХГАЭП 138
- ХГАФК 110
- ХНАГХ 407
- ХНУВД 512
- ХНУ им. Каразина 305
- ХНУРЭ 324
- ХНЭУ 495
- ЦПУ 157
- ЧитГУ 220
- ЮУрГУ 306
Полный список ВУЗов
Чтобы распечатать файл, скачайте его (в формате Word).
Гладкий микрометр – измерения с точностью до микрона
Гладкий микрометр относится к измерительным устройствам, позволяющим выполнять замеры наружных линейных размеров деталей. Основной областью использования этих приборов является машиностроение.
Какие бывают микрометры и как устроен гладкий вариант?
Существуют различные типы микрометров, отличающиеся своим назначением. Они обеспечивают точность измерений, соответствующую 1 и 2 классу. По предназначению принято выделять следующие типы измерительных инструментов (по ГОСТ 6507-90):

- МК – для измерения наружных размеров;
- МЛ – для измерения толщины листов;
- МТ – для измерения толщины стенок трубного проката;
- МЗ – для измерения размеров зубчатых колес;
- МГ – головки, предназначенные для измерения перемещений;
- МП – для измерения толщины проволоки.
Гладкий микрометр, устройство которого включает в себя скобообразный корпус и винтовую пару, обеспечивает высокую точность замеров. Конструкция преобразующей винтовой пары состоит из микрометрического винта и гайки (микропары), закрепленной внутри стебля. Стебель и пятка запаиваются в корпус прибора. К микровинту колпачком с трещоткой присоединяется барабан.
При проведении измерений деталь охватывается поверхностями микровинта и пятки. Приближение микровинта к пятке осуществляется путем вращения трещотки по часовой стрелке. После того, как микровинт принял необходимое положение, он стопорится. Трещотка также обеспечивает ограничение измерительного усилия. В случае излишне плотного соприкосновения поверхностей она начинает издавать легкий треск, свидетельствующий о том, что вращение микровинта необходимо прекратить.

Основные требования, которым должен соответствовать гладкий микрометр (ГОСТ 6507-90):
- Диапазон измерительного усилия не менее 5Н и не более 10Н, колебание усилия – не более 2Н.
- Допускаемая погрешность измерений не должна превышать определенные стандартами параметры.
- Измерительная поверхность изготавливается из твердых сплавов (ГОСТ 3882), не должна иметь пор более 120 мкм, пористости более 0,4 % (ГОСТ 9391).
- Соответствие измерительного усилия заданным параметрам регулируется трещоткой или аналогичным устройством.
- Закрепление микрометрического винта должно выполняться при помощи стопора, после фиксации стопорящим устройством винт не должен вращаться.
- Для защиты наружных поверхностей на них должно наноситься антикоррозийное покрытие (в соответствие с ГОСТ 9.303 или ГОСТ 9.032).
- Приборы с пределом измерений выше 50 мм должны иметь теплоизолированный корпус.
- Микрометры с верхним пределом более 300 мм оснащаются сменной пяткой.
По каким принципам должны выполняться замеры?
В основе принципа действия этого измерительного прибора лежит осевое перемещение винта во время его вращения в гайке. Гладкие микрометры производятся в двух исполнениях – с круговой шкалой и нониусом, и цифровые. Для установки прибора на «ноль» применяются эталонные меры, входящие в комплект поставки.
Сечение эталонных мер может быть в виде цилиндра или параллелепипеда, а их размер соответствует нижнему пределу измерений.
Микропара является преобразующим устройством. Показания считываются с помощью круговой шкалы. В электронных устройствах данные выводятся на дисплей в цифровом виде. Замеряемая деталь устанавливается между измерительными поверхностями прибора. Регулирование измерительного усилия осуществляется с помощью трещотки.

Отсчетный узел включает в себя две шкалы:
- Первая – на стебле, где цена деления 0,5 или 1 миллиметр, а параметр зависит от шага резьбы микропары.
- Вторая – круговая, расположенная на барабане прибора. Она включает в себя 50 делений. Цена одного деления круговой шкалы – 10 мкм. Вращение барабана на одно деление обозначает, что микровинт выполнил осевое перемещение на 10 мкм. Цена деления может также соответствовать 1, 2, 5 мкм, в зависимости от конкретного вида микрометра.

Как правильно пользоваться гладким микрометром?
Замеры гладким микрометром выполняются в соответствии с правилами. Измеряемая деталь и поверхности устройства обязательно протираются. Перед началом замеров проверяется плавность хода винта, инструмент выставляется на «ноль». Для этого измерительные поверхности выставляются с помощью установочной меры, после чего микровинт стопорится. Далее нулевой штрих круговой шкалы на барабане совмещается с продольным штрихом линейной шкалы, размещенной на стебле.

Деталь размещается между пяткой и торцевой частью микровинта, после чего барабан устанавливается в необходимое положение трещоткой. О необходимости прекращения вращения барабана свидетельствуют три щелчка, издаваемые трещоткой. Определение размера осуществляется по всем шкалам. Сначала считываются данные с основной и дополнительной шкалы на стебле, сдвинутых по отношению друг к другу на 0,5 мм. В первую очередь считываются целые миллиметры на нижней шкале, так же, как при использовании обычной измерительной линейки. На этом сходство выполнения замеров заканчивается.
Следующий шаг – уточнение полученного результата с помощью данных верхней шкалы. По ней мы смотрим, находится ли риска правее, чем риска нижней шкалы. В том случае, если она будет просматриваться, к полученным данным прибавляется 0,5 мм. Если риска не видна, учитываются только показания нижней шкалы стебля. Показания с круговой шкалы на барабане считываются относительно прямой линии, расположенной вдоль стебля между шкалами.

Рассмотрим снятие показаний микрометра на конкретном примере. Допустим, размер замеряемой детали по нижней шкале составил 15 мм, риска на верхней шкале не просматривается, по шкале барабана замер составил 0,26 мм. Окончательный результат замеров рассчитывается следующим образом: 11 мм + 0 мм + 0,26 мм = 11,26 мм. Если бы риска на верхней шкале просматривалась, замеры рассчитывались бы немного иначе: 15 мм + 0,5 мм + 0, 26 мм = 11,76 мм.
В чем преимущества электронных микрометров?
Электронные микрометры обеспечивают большую точность измерений, практически исключая влияние человеческого фактора на полученные результаты. Они существенно проще в использовании, но отличаются от ручных приборов более высокой стоимостью. Основными преимуществами цифровых устройств являются:

- простота выставления прибора на «ноль» путем простого нажатия кнопки;
- возможность переключения между метрической и дюймовой системами;
- высокая точность полученных измерений, незначительная погрешность замеров;
- возможность выполнения относительных измерений, при которых ноль выставляется в любой необходимой точке диапазона;
- наличие дополнительных функций, не доступных при использовании механических приборов, например, функция удержания результатов.
Микрометр.
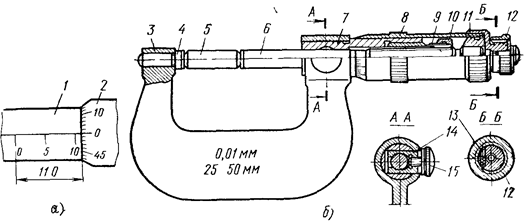
Микрометр (фиг. 563) состоит из следующих частей: скобы 7 , пятки 1 , стебля 5 , микрометрического винта 2 , барабана 3 , трещотки 4 и стопора 6 . Скоба является основной частью: к ней крепятся остальные части микрометра; пятка служит неподвижным упором при измерениях. Стебель представляет собой трубку, неподвижно соединенную со скобой; на стебле имеется шкала, которая состоит из риски, нанесенной вдоль образующей стебля, и штрихов, перпендикулярных к риске и нанесенных под ней и над ней. Штрихи под риской расположены через 1мм , над риской — точно в середине, между нижними штрихами. Следовательно, расстояние по направлению риски (образующей) между любым нижним штрихом и следующим за ним верхним штрихом равно 0,5 мм.

Конец микрометрического винта является подвижным упором. Стопор служит для зажима микрометрического винта в нужном положении. Барабан представляет собой муфту, надетую на стебель; левая часть его сточена на конус. Вся коническая поверхность барабана разделена на 50 равных частей штрихами, имеющими направление образующих конуса. За один полный оборот барабана микрометрический винт и вместе с ним барабан продвинутся по направлению оси на 0,5 мм, т. е. на одно расстояние между соседними нижним и верхним штрихами шкалы стебля; следовательно, при повороте барабана на одно деление скоса (на 1 /50 часть полного оборота) микрометрический винт, а вместе с ним и барабан продвинутся вдоль оси на 1 /50 часть от 0,5мм , т. е. на 0,01мм . Трещотка служит для ограничения давления микрометрического винта на измеряемую деталь.
Как пользоваться микрометром.
При измерениях микрометром деталь помещают между пяткой и микрометрическим винтом, затем поворачивают барабан с таким расчетом, чтобы микрометрический винт приблизился к детали, но не касался ее; дальнейшее продвижение микрометрического винта осуществляется поворотом трещотки до тех пор, пока не послышится характерное потрескивание, показывающее, что микрометрический винт достаточно плотно прижат к поверхности детали; тогда его застопоривают и читают получившееся значение размера.
Отсчет размера по микрометру производится так: определяют количество видимых под риской делений шкалы стебля и полученное число делений умножают на 1мм затем смотрят, не видно ли штриха над риской правее последнего нижнего штриха; если такой штрих виден, то это означает, что к полученному числу надо еще прибавить 0,5мм . Далее определяют, какой штрих на коническом скосе барабана совпадает с горизонтальной линией шкалы стебля; полученная цифра является количеством сотых долей миллиметра, которое прибавляют к ранее полученному числу миллиметров.
Размер, соответствующий положению барабана, изображенному на фиг. 564, а, следующий:

а) под риской четыре полных деления шкалы — 4 мм.
б) над риской не видно штриха правее нижнего правого штриха шкалы.
в) на скосе барабана совпадает с риской штрих 42-го деления — 0,42 мм.
Сложив показания шкал, получим полный размер, равный 4,42 мм.
Размер, соответствующий положению барабана, изображенному на фиг. 564, б, следующий:
а) под риской семь полных делений шкалы -7 мм
б) над риской виден штрих прлвее нижнего правого штриха шкалы — 0,5 мм
в) на скосе барабана совпадает с риской штрих 26-го деления — 0,26 мм.
Сложив показания шкал, получим полный размер, равный 7,76 мм.

На фиг. 565, а показано измерение микрометром толщины пластины, а на фиг. 565, б — измерение диаметра стержня.