

Какие измерения можно выполнять с помощью штангенциркуля
Как правильно пользоваться штангенциркулем
Штангенциркуль – высокоточный инструмент, используемый для измерения наружных и внутренних линейных размеров, глубин отверстий и пазов, разметки. Свое название этот универсальный прибор получил от линейки-штанги, которая служит основой его конструкции.
Определение показаний по нониусу
Для определения показаний штангенциркуля необходимо сложить значения его основной и вспомогательной шкалы.
- Количество целых миллиметров отсчитывается по шкале штанги слева направо. Указателем служит нулевой штрих нониуса.
- Для отсчета долей миллиметра необходимо найти тот штрих нониуса, который наиболее точно совпадает с одним из штрихов основной шкалы. После этого нужно умножить порядковый номер найденного штриха нониуса (не считая нулевого) на цену деления его шкалы.
Результат измерения равен сумме двух величин: числа целых миллиметров и долей мм. Если нулевой штрих нониуса точно совпал с одним из штрихов основной шкалы, полученный размер выражается целым числом.
На рисунке выше представлены показания штангенциркуля ШЦ-1. В первом случае они составляют: 3 + 0,3 = 3,3 мм, а во втором — 36 + 0,8 = 36,8 мм.
Нониус с ценой деления 0,05 мм
Шкала прибора с ценой деления 0,05 мм представлена ниже. Для примера приведены два различных показания. Первое составляет 6 мм + 0,45 мм = 6,45 мм, второе — 1 мм + 0,65 мм = 1,65 мм.
Аналогично первому примеру необходимо найти штрихи нониуса и штанги, которые точно совпадают друг с другом. На рисунке они выделены зеленым и черным цветом соответственно.
Устройство механического штангенциркуля
Устройство двустороннего штангенциркуля с глубиномером представлено на рисунке. Пределы измерений этого инструмента составляют 0—150 мм. С его помощью можно измерять как наружные, так и внутренние размеры, глубину отверстий с точностью до 0,05 мм.
Основные элементы
- Штанга.
- Рамка.
- Губки для наружных измерений.
- Губки для внутренних измерений.
- Линейка глубиномера.
- Стопорный винт для фиксации рамки.
- Шкала нониуса. Служит для отсчета долей миллиметров.
- Шкала штанги.
Губки для внутренних измерений 4 имеют ножевидную форму. Благодаря этому размер отверстия определяется по шкале без дополнительных вычислений. Если губки штангенциркуля ступенчатые, как в устройстве ШЦ-2, то при измерении пазов и отверстий к полученным показаниям необходимо прибавлять их суммарную толщину.
Величина отсчета по нониусу у различных моделей инструмента может отличаться. Так, например, у ШЦ-1 она составляет 0,1 мм, у ШЦ-II 0,05 или 0,1 мм, а точность приборов с величиной отсчета по нониусу 0,02 мм приближается к точности микрометров. Конструктивные отличия в устройстве штангенциркулей могут быть выражены в форме подвижной рамки, пределах измерений, например: 0–125 мм, 0–500 мм, 500–1600 мм, 800–2000 мм и т.д. Точность измерений зависит от различных факторов: величины отсчета по нониусу, навыков работы, исправного состояния инструмента.
Порядок проведения измерений, проверка исправности
Перед работой проверяют техническое состояние штангенциркуля и при необходимости настраивают его. Если прибор имеет перекошенные губки, пользоваться им нельзя. Не допускаются также забоины, коррозия и царапины на рабочих поверхностях. Необходимо, чтобы торцы штанги и линейки-глубиномера при совмещенных губках совпадали. Шкала инструмента должна быть чистой, хорошо читаемой.
- Губки штангенциркуля плотно с небольшим усилием, без зазоров и перекосов прижимают к детали.
- Определяя величину наружного диаметра цилиндра (вала, болта и т. д.), следят за тем, чтобы плоскость рамки была перпендикулярна его оси.
- При измерении цилиндрических отверстий губки штангенциркуля располагают в диаметрально противоположных точках, которые можно найти, ориентируясь по максимальным показаниям шкалы. При этом плоскость рамки должна проходить через ось отверстия, т.е. не допускается измерение по хорде или под углом к оси.
- Чтобы измерить глубину отверстия, штангу устанавливают у его края перпендикулярно поверхности детали. Линейку глубиномера выдвигают до упора в дно при помощи подвижной рамки.
- Полученный размер фиксируют стопорным винтом и определяют показания.
Работая со штангенциркулем, следят за плавностью хода рамки. Она должна плотно, без покачивания сидеть на штанге, при этом передвигаться без рывков умеренным усилием, которое регулируется стопорным винтом. Необходимо, чтобы при совмещенных губках нулевой штрих нониуса совпадал с нулевым штрихом штанги. В противном случае требуется переустановка нониуса, для чего ослабляют его винты крепления к рамке, совмещают штрихи и вновь закрепляют винты.
Какие измерения можно выполнять с помощью штангенциркуля

В промышленности, в ремонтной практике и быту широко используется штангенциркуль — точный, удобный в работе, и в то же время очень простой измерительный прибор. О том, что такое штангенциркуль, каких типов он бывает, как устроен и работает, а также о правильном выборе штангенциркуля читайте в статье.
Что такое штангенциркуль?
Штангенциркуль — измерительный инструмент, используемый для измерения наружных и внутренних размеров деталей (линейных размеров, диаметров), и глубин отверстий. Название «штангенциркуль» происходит от немецкого слова «stangenzirkel», отражающего устройство инструмента — в его основе лежит линейка-штанга, по которой и производятся измерения.
Сегодня штангенциркуль остается одним из основных измерительных инструментов, который находит применение во всех областях промышленности, в ремонтной практике, в строительной сфере и в быту. Этот инструмент имеет простую конструкцию и очень прост в использовании, однако обеспечивает высокую точность измерений, а его цена лежит в самых разумных пределах. Но прежде, чем делать выбор и покупку штангенциркуля, необходимо разобраться в существующих видах этого инструмента, их особенностях и возможностях.










Типы, конструкция и принцип работы штангенциркуля
Штангенциркули делятся на типы по принципу работы и выполняемым с их помощью измерениям. Классификация и особенности данного инструмента в нашей стране регламентированы в ГОСТ 166-89, ряд производителей также выпускают инструмент в соответствии с ТУ 3933-145-00221072-2003.
По принципу работы штангенциркули делятся на три вида:
- Нониусные;
- Циферблатные (с круговой шкалой);
- Электронные (с цифровой индикацией).

Нониусный штангенциркуль. Основу данного инструмента составляет линейка-штанга, изготовленная заодно с неподвижной (или двумя неподвижными) губкой, и несущая на себе шкалу с ценой деления 1 мм. На штанге установлен нониус — подвижная рамка, выполненная заодно с губкой (или двумя губками) и линейкой глубиномера (если он предусмотрен). На нониусе нанесена вспомогательная шкала, при совмещении делений которой с делениями шкалы на линейке-штанге можно отсчитывать десятые или сотые доли миллиметра.
Наличие вспомогательной шкалы дает возможность производить измерения небольших величин, которые сложно отследить невооруженным глазом. Эта шкала как бы «растягивает» небольшую величину в несколько раз (в 10, 20, 50 или даже 100), позволяя визуально определить ее. Считывание показаний осуществляется по совпадению штрихов обеих шкал — число, соответствующее штриху нониуса, и будет означать количество десятых или сотых долей миллиметра.

Циферблатный штангенциркуль. Данный инструмент имеет аналогичную конструкцию, однако в нем нониус заменен механической измерительной головкой — подвижной рамкой с круговым циферблатом и шестереночным приводом стрелки. На штанге размещена зубчатая рейка, имеющая зацепление с шестерней измерительной головки. При движении головки по штанге шестерня вращается по рейке, пройденное шестерней расстояние отмечается перемещением стрелки по циферблату. Данный штангенциркуль не утомляет глаз (не нужно искать совмещения штрихов на основной и вспомогательной шкалах) и сокращает время работы.

Электронный (цифровой) штангенциркуль. Инструмент этого типа также имеет описанную выше конструкцию, однако в нем нониус заменен электронной измерительной головкой. Для измерения используется емкостный датчик, который состоит из подвижной и неподвижной обкладок конденсатора. В качестве неподвижной обкладки используется штанга инструмента, а подвижная находится в головке. Измерение осуществляется по изменению емкости конденсатора, полученные результаты преобразуются в показания на ЖК-дисплее.
Представленные типы штангенциркулей в соответствии с действующим стандартом имеют маркировку:
- Нониусные — ШЦ;
- Циферблатные — ШЦК;
- Электронные — ШЦЦ.
Тем же стандартом устанавливаются и типы инструмента по выполняемым измерениям:
- Тип I — двухсторонний, с глубиномером, имеет большие плоские губки для выполнения наружных измерений и малые ножевидные губки для внутренних измерений;
- Тип II — двухсторонний, имеет две пары больших губок, верхние ножевидные губки только для наружных измерений, нижние губки с плоскими и цилиндрическими измерительными поверхностями — для наружных и внутренних;
- Тип III — односторонний, оснащается только одной парой губок с плоскими и цилиндрическими измерительными поверхностями для выполнения наружных и внутренних измерений;
- Тип Т-1 — односторонний, с глубиномером, отличается от остальных упрочненными рабочими поверхностями.
Инструменты II и III типа могут оснащаться приспособлением для выполнения разметки, они дополнительно несут на себе механизм микрометрической подачи.
По маркировке инструмента можно узнать об его особенностях и назначении. Например, наиболее распространенный тип ШЦ-I — это двухсторонний инструмент с глубиномером, он универсален и позволяет выполнять любые измерения. Тип ШЦК-I и ШЦЦ-I — то же, но с циферблатной шкалой или с электронной головкой. Соответственно, ШЦ-II и ШЦ-III — нониусные двухсторонний и односторонний штангенциркули, а ШЦТ-1 — односторонний штангенциркуль с губками из твердых сталей.
Основные характеристики и особенности штангенциркулей
К основным характеристикам штангенциркулей, на которые необходимо обращать внимание при их выборе и покупке, относятся:
- Диапазон измерения;
- Значение отсчета по нониусу/циферблату/цифровому отсчетному устройству;
- Погрешность измерений.
Диапазон измерения может лежать в различных пределах — от 0 до 2000 мм. Самое широкое распространение получили штангенциркули с максимальным пределом измерения от 125 до 300 мм, также существует инструмент с диапазонами измерения 0-400 и 0-500 мм. Специальные штангенциркули позволяют измерять величины от 250 до 2000 мм.
Значение отсчета по нониусу определяет минимальную величину, которую можно измерить штангенциркулем, данная характеристика может принимать следующие значения:

- Нониусные — 0,1 и 0,05 мм (наиболее точные зарубежные приборы могут измерять величины до 0,02 мм, отечественный стандарт такой точности не предусматривает);
- Циферблатные — 0,1, 0,05 и 0,02 мм;
- Электронные — до 0,01 мм.
Данная характеристика обычно указывается в маркировке инструмента в виде десятичной или обычной дроби. Например, значение отсчета 0,05 может обозначаться, как 1/20, 0,02 — как 1/50, и т.д.
Наконец, погрешность указывает ошибку, которую допускает инструмент при измерениях. Максимальная погрешность прямо зависит от значения отсчета по нониусу и диапазона измерений. Для нониусных инструментов со значением отсчета 0,1 погрешность может составлять от 0,05 до 0,2; для циферблатных инструментов со значением отсчета 0,1 погрешность не должна превышать 0,08 мм, а со значением отсчета 0,02 и 0,05 мм — 0,04 мм; для электронных погрешность может составлять от 0,03 до 0,07 мм. Причем, чем шире диапазон измерений инструмента, тем выше его погрешность.
Данные параметры измеряются для температуры +20°C — это может указываться непосредственно на инструменте.
Как выбрать штангенциркуль
При выборе и покупке штангенциркуля следует учитывать, какие измерения с его помощью будут производиться, какая точность измерений нужна, и в каких условиях он будет эксплуатироваться.
Наиболее универсальным и простым в применении является инструмент ШЦ-I — механический, точный, надежный и удобный, он всегда готов к работе, позволяет измерять величины вплоть до 300 мм и более, и при этом имеет доступную цену. Если во главу угла ставится удобство работы с инструментом, то отличным выбором может стать покупка циферблатного или электронного штангенциркуля типа I.
Штангенциркули типа II и III — это уже более специализированные инструменты, которые практически не нужны в быту, но незаменимы в других областях. Так, для измерения и выполнения разметки без применения другого инструмента подойдут штангенциркули типа II, а для работы только с плоскими или цилиндрическими деталями лучшим решением станет инструмент типа III. А в тех ситуациях, когда приходится работать по деталям из твердых марок сталей или с абразивными поверхностями, то следует отдать предпочтение штангенциркулю типа Т-1.
Для бытовых нужд достаточно штангенциркуля со значением отсчета 0,1 мм, для профессионального применения лучше использовать инструменты со значением отсчета 0,05, 0,02 или даже 0,01 мм. Однако следует учитывать, что электронные штангенциркули с отсчетом 0,01 мм имеют меньшую точность, чем циферблатные с отсчетом 0,02 и 0,05 мм, поэтому последние хотя и имеют больший отсчет, но в ряде случае обеспечивают лучшую точность измерений.
Что касается диапазона измерений и погрешности, то здесь есть масса вариантов. Для большинства ситуаций достаточно штангенциркуля с диапазоном измерения до 250 или 300 мм, хотя в случае постоянной работы с небольшими изделиями лучше выбрать инструмент с диапазоном измерения до 150 или даже до 125 мм — такой штангенциркуль дает меньшую погрешность и более удобен в работе.
Наконец, необходимо обращать внимание не только на характеристики штангенциркулей, но и на их маркировку, качество и соответствие ГОСТ. Наилучшую точность и надежность измерений обеспечивают инструменты, изготовленные в соответствии со стандартом, на них присутствует соответствующая маркировка. «Безымянные» штангенциркули могут стоить в разы дешевле, но с их помощью нельзя добиться высокой точности измерений, поэтому эта экономия в будущем выльется в новые затраты.
При верном подборе штангенциркуля вы получите надежный инструмент, который позволит решать самый широкий круг задач в различных сферах.
Как правильно пользоваться штангенциркулем
Штангенциркуль – высокоточный инструмент, используемый для измерения наружных и внутренних линейных размеров, глубин отверстий и пазов, разметки. Свое название этот универсальный прибор получил от линейки-штанги, которая служит основой его конструкции.
Определение показаний по нониусу
Для определения показаний штангенциркуля необходимо сложить значения его основной и вспомогательной шкалы.
- Количество целых миллиметров отсчитывается по шкале штанги слева направо. Указателем служит нулевой штрих нониуса.
- Для отсчета долей миллиметра необходимо найти тот штрих нониуса, который наиболее точно совпадает с одним из штрихов основной шкалы. После этого нужно умножить порядковый номер найденного штриха нониуса (не считая нулевого) на цену деления его шкалы.
Результат измерения равен сумме двух величин: числа целых миллиметров и долей мм. Если нулевой штрих нониуса точно совпал с одним из штрихов основной шкалы, полученный размер выражается целым числом.
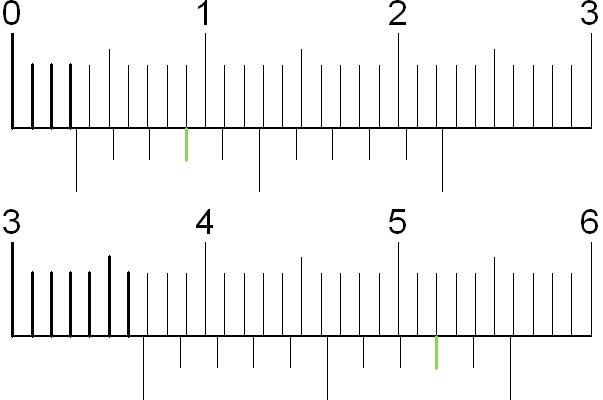
На рисунке выше представлены показания штангенциркуля ШЦ-1. В первом случае они составляют: 3 + 0,3 = 3,3 мм, а во втором — 36 + 0,8 = 36,8 мм.
Нониус с ценой деления 0,05 мм
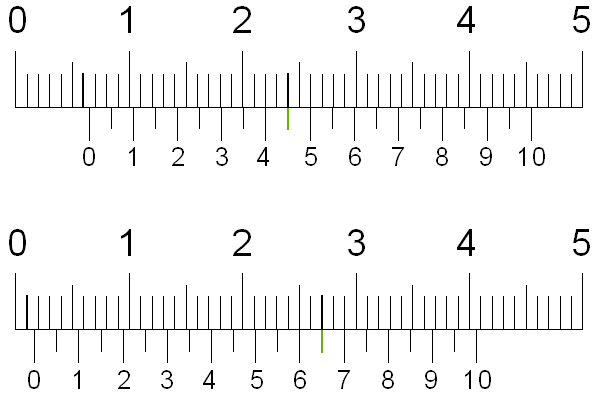
Шкала прибора с ценой деления 0,05 мм представлена ниже. Для примера приведены два различных показания. Первое составляет 6 мм + 0,45 мм = 6,45 мм, второе — 1 мм + 0,65 мм = 1,65 мм.
Аналогично первому примеру необходимо найти штрихи нониуса и штанги, которые точно совпадают друг с другом. На рисунке они выделены зеленым и черным цветом соответственно.
Устройство механического штангенциркуля
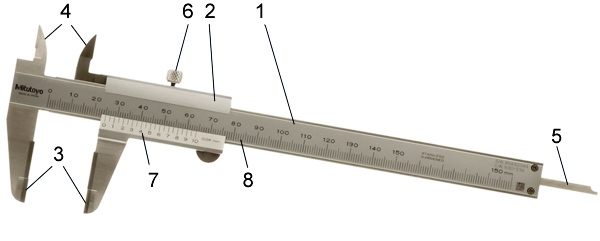
Устройство двустороннего штангенциркуля с глубиномером представлено на рисунке. Пределы измерений этого инструмента составляют 0—150 мм. С его помощью можно измерять как наружные, так и внутренние размеры, глубину отверстий с точностью до 0,05 мм.
Основные элементы
- Штанга.
- Рамка.
- Губки для наружных измерений.
- Губки для внутренних измерений.
- Линейка глубиномера.
- Стопорный винт для фиксации рамки.
- Шкала нониуса. Служит для отсчета долей миллиметров.
- Шкала штанги.
Губки для внутренних измерений 4 имеют ножевидную форму. Благодаря этому размер отверстия определяется по шкале без дополнительных вычислений. Если губки штангенциркуля ступенчатые, как в устройстве ШЦ-2, то при измерении пазов и отверстий к полученным показаниям необходимо прибавлять их суммарную толщину.
Величина отсчета по нониусу у различных моделей инструмента может отличаться. Так, например, у ШЦ-1 она составляет 0,1 мм, у ШЦ-II 0,05 или 0,1 мм, а точность приборов с величиной отсчета по нониусу 0,02 мм приближается к точности микрометров. Конструктивные отличия в устройстве штангенциркулей могут быть выражены в форме подвижной рамки, пределах измерений, например: 0–125 мм, 0–500 мм, 500–1600 мм, 800–2000 мм и т.д. Точность измерений зависит от различных факторов: величины отсчета по нониусу, навыков работы, исправного состояния инструмента.
Порядок проведения измерений, проверка исправности
Перед работой проверяют техническое состояние штангенциркуля и при необходимости настраивают его. Если прибор имеет перекошенные губки, пользоваться им нельзя. Не допускаются также забоины, коррозия и царапины на рабочих поверхностях. Необходимо, чтобы торцы штанги и линейки-глубиномера при совмещенных губках совпадали. Шкала инструмента должна быть чистой, хорошо читаемой.
- Губки штангенциркуля плотно с небольшим усилием, без зазоров и перекосов прижимают к детали.
- Определяя величину наружного диаметра цилиндра (вала, болта и т. д.), следят за тем, чтобы плоскость рамки была перпендикулярна его оси.
- При измерении цилиндрических отверстий губки штангенциркуля располагают в диаметрально противоположных точках, которые можно найти, ориентируясь по максимальным показаниям шкалы. При этом плоскость рамки должна проходить через ось отверстия, т.е. не допускается измерение по хорде или под углом к оси.
- Чтобы измерить глубину отверстия, штангу устанавливают у его края перпендикулярно поверхности детали. Линейку глубиномера выдвигают до упора в дно при помощи подвижной рамки.
- Полученный размер фиксируют стопорным винтом и определяют показания.
Работая со штангенциркулем, следят за плавностью хода рамки. Она должна плотно, без покачивания сидеть на штанге, при этом передвигаться без рывков умеренным усилием, которое регулируется стопорным винтом. Необходимо, чтобы при совмещенных губках нулевой штрих нониуса совпадал с нулевым штрихом штанги. В противном случае требуется переустановка нониуса, для чего ослабляют его винты крепления к рамке, совмещают штрихи и вновь закрепляют винты.
Какие измерения можно выполнять с помощью штангенциркуля
В промышленности, в ремонтной практике и быту широко используется штангенциркуль — точный, удобный в работе, и в то же время очень простой измерительный прибор. О том, что такое штангенциркуль, каких типов он бывает, как устроен и работает, а также о правильном выборе штангенциркуля читайте в статье.
Что такое штангенциркуль?
Штангенциркуль — измерительный инструмент, используемый для измерения наружных и внутренних размеров деталей (линейных размеров, диаметров), и глубин отверстий. Название «штангенциркуль» происходит от немецкого слова «stangenzirkel», отражающего устройство инструмента — в его основе лежит линейка-штанга, по которой и производятся измерения.
Сегодня штангенциркуль остается одним из основных измерительных инструментов, который находит применение во всех областях промышленности, в ремонтной практике, в строительной сфере и в быту. Этот инструмент имеет простую конструкцию и очень прост в использовании, однако обеспечивает высокую точность измерений, а его цена лежит в самых разумных пределах. Но прежде, чем делать выбор и покупку штангенциркуля, необходимо разобраться в существующих видах этого инструмента, их особенностях и возможностях.
Типы, конструкция и принцип работы штангенциркуля
Штангенциркули делятся на типы по принципу работы и выполняемым с их помощью измерениям. Классификация и особенности данного инструмента в нашей стране регламентированы в ГОСТ 166-89, ряд производителей также выпускают инструмент в соответствии с ТУ 3933-145-00221072-2003.
По принципу работы штангенциркули делятся на три вида:
- Нониусные;
- Циферблатные (с круговой шкалой);
- Электронные (с цифровой индикацией).
Нониусный штангенциркуль. Основу данного инструмента составляет линейка-штанга, изготовленная заодно с неподвижной (или двумя неподвижными) губкой, и несущая на себе шкалу с ценой деления 1 мм. На штанге установлен нониус — подвижная рамка, выполненная заодно с губкой (или двумя губками) и линейкой глубиномера (если он предусмотрен). На нониусе нанесена вспомогательная шкала, при совмещении делений которой с делениями шкалы на линейке-штанге можно отсчитывать десятые или сотые доли миллиметра.
Наличие вспомогательной шкалы дает возможность производить измерения небольших величин, которые сложно отследить невооруженным глазом. Эта шкала как бы «растягивает» небольшую величину в несколько раз (в 10, 20, 50 или даже 100), позволяя визуально определить ее. Считывание показаний осуществляется по совпадению штрихов обеих шкал — число, соответствующее штриху нониуса, и будет означать количество десятых или сотых долей миллиметра.
Циферблатный штангенциркуль. Данный инструмент имеет аналогичную конструкцию, однако в нем нониус заменен механической измерительной головкой — подвижной рамкой с круговым циферблатом и шестереночным приводом стрелки. На штанге размещена зубчатая рейка, имеющая зацепление с шестерней измерительной головки. При движении головки по штанге шестерня вращается по рейке, пройденное шестерней расстояние отмечается перемещением стрелки по циферблату. Данный штангенциркуль не утомляет глаз (не нужно искать совмещения штрихов на основной и вспомогательной шкалах) и сокращает время работы.
Электронный (цифровой) штангенциркуль. Инструмент этого типа также имеет описанную выше конструкцию, однако в нем нониус заменен электронной измерительной головкой. Для измерения используется емкостный датчик, который состоит из подвижной и неподвижной обкладок конденсатора. В качестве неподвижной обкладки используется штанга инструмента, а подвижная находится в головке. Измерение осуществляется по изменению емкости конденсатора, полученные результаты преобразуются в показания на ЖК-дисплее.
Представленные типы штангенциркулей в соответствии с действующим стандартом имеют маркировку:
- Нониусные — ШЦ;
- Циферблатные — ШЦК;
- Электронные — ШЦЦ.
Тем же стандартом устанавливаются и типы инструмента по выполняемым измерениям:
- Тип I — двухсторонний, с глубиномером, имеет большие плоские губки для выполнения наружных измерений и малые ножевидные губки для внутренних измерений;
- Тип II — двухсторонний, имеет две пары больших губок, верхние ножевидные губки только для наружных измерений, нижние губки с плоскими и цилиндрическими измерительными поверхностями — для наружных и внутренних;
- Тип III — односторонний, оснащается только одной парой губок с плоскими и цилиндрическими измерительными поверхностями для выполнения наружных и внутренних измерений;
- Тип Т-1 — односторонний, с глубиномером, отличается от остальных упрочненными рабочими поверхностями.
Инструменты II и III типа могут оснащаться приспособлением для выполнения разметки, они дополнительно несут на себе механизм микрометрической подачи.
По маркировке инструмента можно узнать об его особенностях и назначении. Например, наиболее распространенный тип ШЦ-I — это двухсторонний инструмент с глубиномером, он универсален и позволяет выполнять любые измерения. Тип ШЦК-I и ШЦЦ-I — то же, но с циферблатной шкалой или с электронной головкой. Соответственно, ШЦ-II и ШЦ-III — нониусные двухсторонний и односторонний штангенциркули, а ШЦТ-1 — односторонний штангенциркуль с губками из твердых сталей.
Основные характеристики и особенности штангенциркулей
К основным характеристикам штангенциркулей, на которые необходимо обращать внимание при их выборе и покупке, относятся:
- Диапазон измерения;
- Значение отсчета по нониусу/циферблату/цифровому отсчетному устройству;
- Погрешность измерений.
Диапазон измерения может лежать в различных пределах — от 0 до 2000 мм. Самое широкое распространение получили штангенциркули с максимальным пределом измерения от 125 до 300 мм, также существует инструмент с диапазонами измерения 0-400 и 0-500 мм. Специальные штангенциркули позволяют измерять величины от 250 до 2000 мм.
Значение отсчета по нониусу определяет минимальную величину, которую можно измерить штангенциркулем, данная характеристика может принимать следующие значения:
- Нониусные — 0,1 и 0,05 мм (наиболее точные зарубежные приборы могут измерять величины до 0,02 мм, отечественный стандарт такой точности не предусматривает);
- Циферблатные — 0,1, 0,05 и 0,02 мм;
- Электронные — до 0,01 мм.
Данная характеристика обычно указывается в маркировке инструмента в виде десятичной или обычной дроби. Например, значение отсчета 0,05 может обозначаться, как 1/20, 0,02 — как 1/50, и т.д.
Наконец, погрешность указывает ошибку, которую допускает инструмент при измерениях. Максимальная погрешность прямо зависит от значения отсчета по нониусу и диапазона измерений. Для нониусных инструментов со значением отсчета 0,1 погрешность может составлять от 0,05 до 0,2; для циферблатных инструментов со значением отсчета 0,1 погрешность не должна превышать 0,08 мм, а со значением отсчета 0,02 и 0,05 мм — 0,04 мм; для электронных погрешность может составлять от 0,03 до 0,07 мм. Причем, чем шире диапазон измерений инструмента, тем выше его погрешность.
Данные параметры измеряются для температуры +20°C — это может указываться непосредственно на инструменте.
Как выбрать штангенциркуль
При выборе и покупке штангенциркуля следует учитывать, какие измерения с его помощью будут производиться, какая точность измерений нужна, и в каких условиях он будет эксплуатироваться.
Наиболее универсальным и простым в применении является инструмент ШЦ-I — механический, точный, надежный и удобный, он всегда готов к работе, позволяет измерять величины вплоть до 300 мм и более, и при этом имеет доступную цену. Если во главу угла ставится удобство работы с инструментом, то отличным выбором может стать покупка циферблатного или электронного штангенциркуля типа I.
Штангенциркули типа II и III — это уже более специализированные инструменты, которые практически не нужны в быту, но незаменимы в других областях. Так, для измерения и выполнения разметки без применения другого инструмента подойдут штангенциркули типа II, а для работы только с плоскими или цилиндрическими деталями лучшим решением станет инструмент типа III. А в тех ситуациях, когда приходится работать по деталям из твердых марок сталей или с абразивными поверхностями, то следует отдать предпочтение штангенциркулю типа Т-1.
Для бытовых нужд достаточно штангенциркуля со значением отсчета 0,1 мм, для профессионального применения лучше использовать инструменты со значением отсчета 0,05, 0,02 или даже 0,01 мм. Однако следует учитывать, что электронные штангенциркули с отсчетом 0,01 мм имеют меньшую точность, чем циферблатные с отсчетом 0,02 и 0,05 мм, поэтому последние хотя и имеют больший отсчет, но в ряде случае обеспечивают лучшую точность измерений.
Что касается диапазона измерений и погрешности, то здесь есть масса вариантов. Для большинства ситуаций достаточно штангенциркуля с диапазоном измерения до 250 или 300 мм, хотя в случае постоянной работы с небольшими изделиями лучше выбрать инструмент с диапазоном измерения до 150 или даже до 125 мм — такой штангенциркуль дает меньшую погрешность и более удобен в работе.
Наконец, необходимо обращать внимание не только на характеристики штангенциркулей, но и на их маркировку, качество и соответствие ГОСТ. Наилучшую точность и надежность измерений обеспечивают инструменты, изготовленные в соответствии со стандартом, на них присутствует соответствующая маркировка. «Безымянные» штангенциркули могут стоить в разы дешевле, но с их помощью нельзя добиться высокой точности измерений, поэтому эта экономия в будущем выльется в новые затраты.
При верном подборе штангенциркуля вы получите надежный инструмент, который позволит решать самый широкий круг задач в различных сферах.
Измерение деталей штангенциркулем.
Здравствуйте! Сегодня мы поговорим с вами про измерение деталей штангенциркулем или как многие его называют «колумбиком». К стати говоря а вы знаете почему штангенциркуль называют колумбиком. НЕТ? Тогда читайте мою статью и все станет понятно 🙂

Штангенциркуль или колумбик?
Многие из вас на производстве при измерении деталей столкнулись наверное с самым (по моему) популярным видом измерительного инструмента — штангенциркулем или как часто его называют бывалые работники колумбик. Честно я вам скажу когда я пришел на завод в 2004 году я часто слышал как его так называют да и сам стал произносить это название, чтобы не выглядеть неучем среди опытных коллег ИТР 🙂 .
Шли годы и так ни кто и не спросил — А ПОЧЕМУ КОЛУМБИК.
Мне стало интересно узнать про чудное даже немного заморское название штангенциркуля и вот, что я выяснил, оказывается штангенциркуль стал называться колумбиком потому, что в советское время основным поставщиком данного мерителя была американская фирма COLUMBUS вот название и прилипло :).
А еще интересно то, что в авиационной промышленности штангенциркули называли МАУЗЕР, как вы уже догадались это и был поставщик туда измерительного инструмента.
Ну думаю было познавательно и интересно. Ну да ладно отвлеклись немного на историю 🙂 Теперь по теме.
Как устроен штангенциркуль, он же колумбик, все в этом видео:
Измерение деталей штангенциркулем. Как пользоваться?

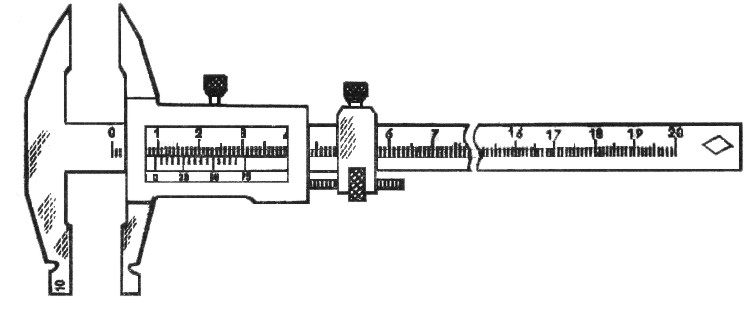
И так на рисунке выше предоставлен штангенциркуль ШЦ -1 в его классическом исполнении. Разберем его конструкцию подробнее:
- Это так называемые губки (но целовать их не стоит) они предназначены для измерения внутренних поверхностей.
- Эту часть называют рамка ведь на нее она и похожа .
- Зажим с помощью которого можно надежно зафиксировать рамку (п.2).
- Называют штанга, по ней рамка перемещается и позволяет производить измерения штангенциркулем.
- Под номером 5 у нас линейка глубиномера с помощью которого очень удобно измерять глубину фрезеровки или отверстий деталей.
- Шкала штанги. Тут вроде все понятно.
- Нониус. С помощью него собственно и удается производить измерения с точностью от 0,01 до 0,1 мм (в зависимости от точности вашего штангенциркуля).
- И завершают наш список губки для измерения наружных поверхностей. Иногда оснащаются вставками из твердого сплава для меньшего износа при частом использовании.
Как пользоваться штангенциркулем.

Чтобы понять как пользоваться штангенциркулем обратим внимание на рисунок выше. На нем мы видим две шкалы я специально обозначил их разными цветами шкалу штанги салатовым цветом, а шкалу рамки которая по ней перемещается голубым. Если мы видим такую картину то это значит, что измеренная деталь равна 42,7 мм. Как я определил.
Да очень просто. Видите риска рамки под которой находится «0» стоит дальше 42 мм (забыл сказать цена деления штанги 1 мм) но в тоже время не доходит до 43 мм. Это значит наш реальный размер находится между 42 и 43 мм.
Теперь смотрим на шкалу рамки (нониус) его размер от «0» до окончания 19 мм которые разделены на равные 10 частей. Получается цена деления равна 1,9 мм (но по этому поводу не заворачивайтесь ). Я и для того пишу этот пост, чтобы все было предельно ясно. И так, целое число миллиметров мы знаем, а для определения дробной части обратите внимание какая риска шкалы рамки штангенциркуля совпадает с рисской штанги.
Как отчетливо видно с рисунка это риска под номером «7» если посчитать от нулевой риски нониуса и это говорит о том, что размер который вы измерили штангенциркулем равен 42 целых и 7 десятых миллиметра. Вот и все По моему уже проще объяснить не удастся . Да и вроде и так понятно.
Схемы измерения деталей штангенциркулем.
При контроле деталей необходимо правильно держать штангенциркуль для получения наиболее точных результатов. И от того на сколько вы овладеете данным искусством будет зависеть как вы будете измерять детали и получать достоверные данные о качестве получаемой заготовки. Мы рассмотрим четыре наиболее часто применяемые схемы измерения деталей штангенциркулем. На самом деле их намного больше но это как говорится классика жанра.
1. Измерение валов штангенциркулем.

И так как мы видим из предоставленной схемы мы видим, что при помощи штангенциркуля можно измерять наружный диаметр вала и его общую длину.Сразу поясню, линия измерения это прямая между двумя точками касания измеряемой заготовки с губками колумбика. Когда проводите измерение деталей штангенциркулем сконцентрируйтесь и будьте внимательны.
Линия измерения 1 — показывает как необходимо установить штангенциркуль для корректного измерения диаметра вала. То есть линия измерения должна быть перпендикулярна оси измеряемого вала. Хотя в принципе если вы все делаете аккуратно то все получится без особых усилий.
Линия измерения 2 — при таком виде контролируется длина вала. Линия измерения параллельна оси заготовки но в тоже время перпендикулярна губкам штангенциркуля.
2. Измерение внутреннего отверстия штангенциркулем.

При таком измерении губки штангенциркуля (специально для этого предназначенные) вставляются в отверстия таким образом, чтобы линия измерения проходила через центр отверстия и в тоже время была перпендикулярна его оси. Вроде ясно, а то как то круто загнул .
3. Измерение деталей штангенциркулем, внутренних прямолинейных поверхностей.

При измерение внутренних прямолинейных поверхностей необходимо вставить губки колумбика таким образом, чтобы угол между линией измерения и поверхностью заготовки был равен 90 градусов. Если же вы при измерении будете держать колумбик с перекосом, то не получите достоверных результатов. По этому я рекомендую проводить измерения несколько раз, дабы исключить возможные ошибки.
4.Измерение глубины линейкой глубиномера штангенциркуля.

При таком измерении необходимо установить ваш штангенциркуль таким образом, чтобы линейка глубиномера была строго перпендикулярна двум поверхностям между которыми измеряется расстояние. Можно сказать, что для измерения глубины различных деталей штангенциркуль подходит не совсем идеально и есть другие приборы более точные.
Подробная видео инструкция как пользоваться штангенциркулем (Советую к просмотру) :
Пожалуй на сегодня хватит информации :). Подытожим сегодня мы с вами поговорили про измерение деталей штангенциркулем в условиях производства и я надеюсь, что моя статья поможет вам в самообразовании и вы поняли, что проводить измерение деталей штангенциркулем не так уж и сложно. Ожидайте новых постов. ПОКА ДРУЗЬЯ.
Какие измерения можно выполнять с помощью штангенциркуля
Измерение штангенциркулем

При разметке и обработке деталей широко используется контрольно-измерительный инструмент. С простейшим из них — измерительной линейкой вы уже знакомы. Она позволяет определить размеры деталей с точностью до 1 мм. Для измерения с большей точностью (до 0,1 мм) применяют штангенциркуль. Это универсальный измерительный инструмент. С его помощью можно измерять наружные и внутренние размеры деталей и глубину отверстия.
В немецком языке штангенциркулем (Stangenzirkel) называется циркуль для начертания окружностей и дуг больших радиусов. По-немецки штангенциркуль называется Messschieber или Schieblehre — соответственно, «раздвижной измеритель» или «раздвижная линейка».
Разновидность штангенциркуля, оснащённая глубиномером на профессиональном сленге называется «Колумбус» или «Колумбик». Это название произошло от «Columbus» — производителя измерительного инструмента, такой штангенциркуль массово поставлялся в СССР под этой маркой.
В авиационной промышленности такие штангенциркули назывались «Маузер», по причине того что штангенциркули повышенного качества поставлялись в СССР фирмой «Маузер»
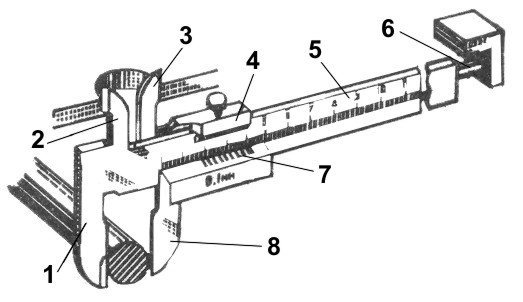
Штангенциркули бывают разных видов, они отличаются пределами и точностью измерения. На рисунке справа показан штангенциркуль ШЦ-1. Он состоит из штанги с неподвижными губками 1 и 2, по которой перемещается рамка 4 с подвижными губками 3 и 8. Рамку можно закреплять в нужном положении стопорным винтом. На штанге 5 нанесены деления, которые образуют миллиметровую шкалу. Цена ее деления—1 мм. Длина миллиметровой шкалы — 150 мм.
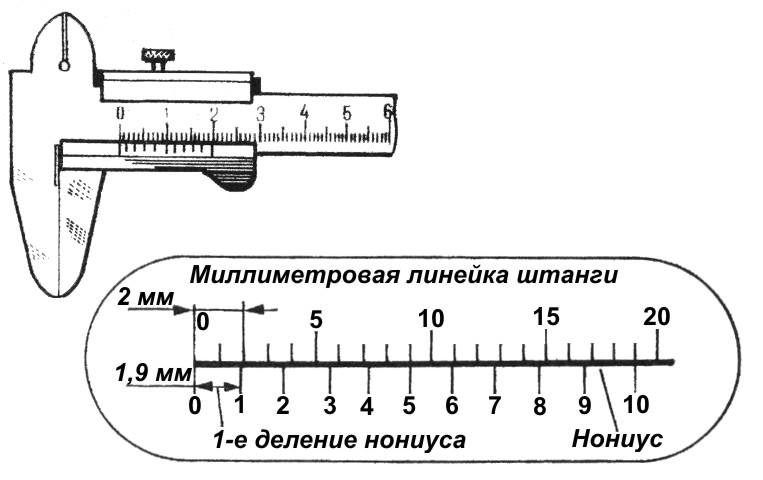
На подвижных губках нанесена вспомогательная шкала, называемая нониусом (рис. слева). Она разделена на 10 равных частей, а вся длина нониусной шкалы составляет 19 мм. Значит, длина каждой части равна 1,9 мм. Эта величина является ценой деления нониуса.
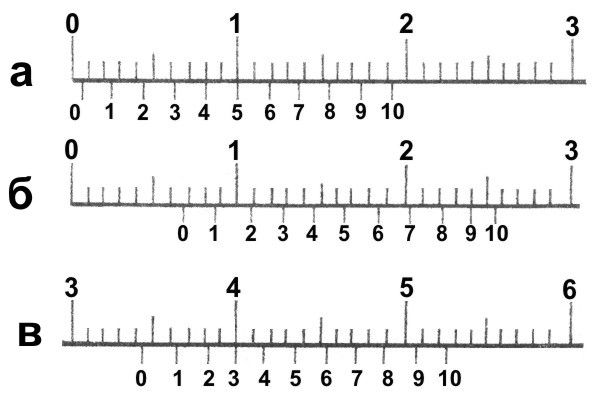
При измерении штангенциркулем целое число миллиметров отсчитывают по миллиметровой шкале до нулевого штриха нониуса, а десятые доли миллиметра — по шкале нониуса начиная от нулевой отметки до той риски, которая совпадает с какой-либо риской миллиметровой шкалы (рис. справа). На рисунке показаны положение шкал штангенциркуля при отсчёте размеров: а – 0,5 мм; б – 6,9 мм; в – 34,3 мм.
Перед началом измерений штангенциркулем надо осмотреть его и проверить на точность. Для этого надо совместить губки инструмента. При этом нулевые риски обеих шкал должны совпасть. Одновременно должен совместиться десятый штрих нониуса с девятнадцатым штрихом миллиметровой шкалы.
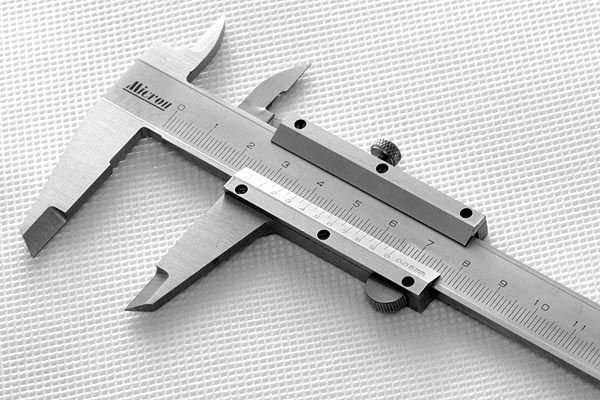
Штангенциркуль ШЦ-II (см. рис. слева) можно применять не только для измерения, но и для разметки. С его помощью наносят прямые риски от строго прямолинейных базовых кромок или поверхностей заготовок, делают засечки, проводят окружности.
Штангенциркуль является дорогостоящим и точным инструментом, поэтому бережное обращение с ним должно быть основным правилом работы. Перед началом работы штангенциркуль протирают чистой мягкой тканью, удалив смазку и пыль (особенно тщательно очищают измерительные поверхности). Нельзя очищать инструмент шлифовальной шкуркой или ножом. Измерять можно только чистые и сухие плоскости деталей, без задиров, заусенцев, стружки и царапин. Инструмент нельзя класть на нагревательные приборы и держать на солнце. Измерение следует выполнять чистыми и сухими руками.
Измеряя деталь, нельзя допускать перекоса губок штангенциркуля. Положение их обязательно фиксируется стопорным винтом.
Читая показания штангенциркуля, надо держать его прямо перед глазами.
Губки штангенциркуля имеют острые концы, поэтому при пользовании им соблюдайте осторожность.
Штангенциркуль должен лежать на рабочем месте так, чтобы им было удобно пользоваться. На него не должны попадать стружки, опилки.
После работы штангенциркуль надо протереть чистой ветошью.
Ниже вы можете проверить свои умения пользования штангенциркулем.
1.Выбираете заготовку
2.Находите на шкалах штангенциркуля(справа) размер.
3.Вписываете в прямоугольник внизу полученное значение и получаете оценку вашего ответа
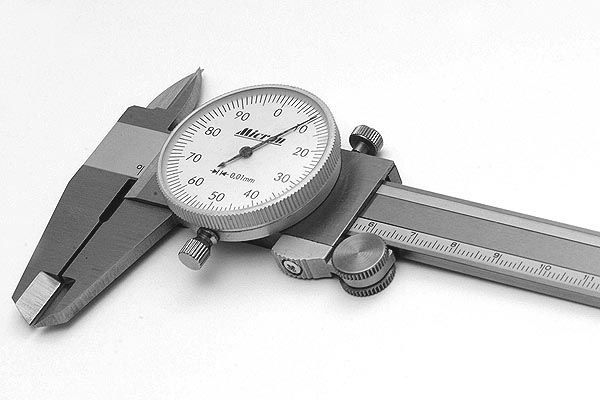
ШЦК — (штангенциркуль с круговой шкалой). В выемке штанги размещена рейка, с которой сцеплена шестерёнка головки, поэтому показания штангенциркуля, отвечающие положению губок, читают по шкале штанги и круговой шкале головки по положению стрелки. Это значительно проще, быстрее, чем чтение отсчёта по нониусу.
ШЦЦ — с цифровой индикацией (электронный) может измерять с точностью до сотых долей миллиметра.