

Как спаять медь и алюминий
Пайка алюминия с медью


О трудностях при пайке алюминия хорошо известно. Но следующим уровнем по сложности и трудности получения качественного и достаточно надежного соединения является пайка изделий из двух таких конфликтных и различных по своим свойствам металлов – алюминия и меди.
Этот процесс сложный, затратный, с большой вероятностью брака в работе. Но потребность в таких соединениях есть и, следовательно, такая технологическая операция становится необходимой в производственной или бытовой сфере.
Сразу предупреждение – стандартный флюс и припой, подходящий для пайки алюминия, неэффективен для такой же операции с медью. На практике приходится получать соединения из литых заготовок, листового материала, труб и проводов. Последний вариант полностью отрицается электриками, так как даже при отличном качестве пайки, надежности соединения и контакта – это место навсегда останется самым ненадежным и опасным в электропроводке из-за склонности к электрохимической коррозии. Вместо пайки лучше применять переходники и зажимы из металлов, которые не «конфликтуют» ни с алюминием, ни с медью. Но вернемся к пайке.

- возможность осуществления сложного по технологии соединения;
- существование нескольких способов получения соединения деталей;
- получение работником ценного опыта при пайке технологически сложных соединений.

- для осуществления пайки необходимо наличие дополнительных, часто узкоспециализированных и дорогостоящих, материалов;
- специальные расходные материалы не так часто применяются – поэтому не являются распространенными и легкодоступными для их приобретения;
- с пайкой алюминий-медь справится только опытный мастер;
- в частном (бытовом) порядке такая пайка является трудноосуществимой;
- иногда требуется изготовление или подборка стальных переходных муфт; при использовании таких муфт возрастает количество применяемых расходников (для каждого металла нужен свой флюс и припой).
- оба металла имеют оксидные поверхностные пленки;
- медь является более тугоплавкой, что часто служит причиной преждевременного прогорания легкоплавкого алюминия в процессе работы;
- металлы имеют различные коэффициенты линейного расширения.
1. С использованием муфты

Этот способ основан на способности обоих металлов надежно и вполне качественно паяться со сталями. Именно к стальным переходным муфтам с разных сторон и припаивают стыкуемые заготовки.
2. С применением специальных припоев

Самый известный припой – Castolin192FBK – продается в виде прутка с сердечником из флюса. Это жидкоплавкий, низкотемпературный (380°С-430°С) припой с хорошими смачивающими свойствами на основе цинка и алюминия. Из-за низкой текучести он является отличным помощником для устранения больших трещин или отверстий.
3. Поверхностная пайка
Суть метода – увеличить площадь контакта соединяемых деталей с припоем, которая повысит прочность соединения на разрыв, излом, кручение. Сначала из алюминиевого края заготовки получают раструб (воронку), в который должна войти медная проволока или трубка. Края полученной воронки запаивают припоем, который, стекая, заполняет весь объем раструба. Таким образом, припой соединяет детали в единое изделие. Чем глубже воронка, тем больше поверхность соединения.

- Условия работы определяют выбор главного инструмента – паяльника или горелки.
- Припой. Он может быть специальным для непосредственной пайки алюминия с медью. При использовании муфт в работе понадобятся припои для каждого металла, подходящие для пайки их со сталью.
- Флюс, подходящий для используемого конкретного вида припоя.
- Муфта, если выбран данный вид соединения.
- Фиксирующие положение деталей инструменты и приспособления.
- Для поверхностной пайки – приспособление для возможности разделки раструба.

- Подготовительный этап, подразумевающий разделку кромок или, по необходимости, изготовление воронки-раструба.
- Механическая обработка кромок заготовок или концов проводов и трубок с обезжириванием и удалением окислов.
- Фиксация деталей перед пайкой.
- Обработка места стыка флюсом.
- Непосредственно пайка. Если для соединения выбрана муфта, то пайка производится поочередно с двух сторон. После пайки с одной стороны муфты и остывания, выполняется соединение с другой стороны и другими расходными материалами.
- После работы дать остыть стыковому шву. Остатки флюса нужно снять после окончания работы и остывания стыка.
- Проверить качество полностью готового изделия. При отсутствии брака считать его годным к эксплуатации.
- Нельзя допускать нагревания открытым огнем самого припоя в месте стыка.
- При пайке нагрев производится с разных сторон стыка с перерывами. Тепло от нагретого участка металла должно плавно перейти на сам стык.
- Начинайте прогревать с меди.
- Чем медленнее будет расти температура в месте пайки, тем выше вероятность получения качественного соединения.
- Работы производить с использованием вытяжки над местом пайки или хорошей вентиляции в рабочем помещении.
- Обязательно выполнять все требования по безопасному использованию электроприборов.
- Не нарушать правила пожарной безопасности, используя горячий инструмент и открытый огонь при пайке.
- Пользоваться специальными подставками для горячего инструмента.
- Удалить из рабочей зоны все лишние предметы и вещи, особенно легковоспламеняющиеся.
Правила пайки алюминиевых и медных проводов
Наиболее распространенным способом соединения в современной электропроводке является пайка проводов. Для данного способа характерна высокая степень надежности электрического соединения, что в свою очередь обеспечивает высокую пожаробезопасность и общую безопасность эксплуатации. Каким образом добиться желаемого результата, правильно и безопасно выполнить данную работу рассмотрим ниже. Начнем с подготовки. Дальше будут описаны теоретические и практические аспекты пайки медных и алюминиевых проводников. Рассматривать детально выбор между медью и алюминием, пожалуй, не будем. Отметим лишь, что хотя медь и стоит больше, зато по качеству и долговечности значительно превосходит алюминиевую проводку. Итак, к вашему вниманию порядок пайки проводов в распределительной коробке.
Какие инструменты и материалы понадобятся?
Выбор инструментов и материалов, которые нам понадобятся, будет обусловлен нашими конкретными целями, а также применяемыми способами пайки. Основной инструмент, который применяется – это либо электрический паяльник, либо газовая горелка. Ну а дальше будет, в общем, стандартный набор для пайки. Нам понадобится:
- Нож для разделки изоляции провода – не забудьте подточить или воспользуйтесь канцелярским ножом. Также можете сделать нож электрика своими руками.
- Пассатижи, для скрутки проводников.
- Припой и флюс. Флюс – это вещество, с помощью которого мы удаляем окисления с поверхности, которую паяем. Припой – это то, чем непосредственно спаиваются жилы.
- Напильник – подойдет мелкий напильник.

При пайке проводов паяльником или газовой горелкой могут быть применены разные припои и флюсы. Так, для медных жил нужен припой на основе смеси олова и свинца – это припои марок ПОС-40, ПОС-50, ПОС-60. Для пайки алюминиевых проводов подойдут такие марки – П-250А (цинк и олово), ЦО-12 (цинк и олово), ЦА-15 (цинк и алюминий), А (цинк, олово, медь). В качестве флюса используется канифоль — органический материал, содержащий в себе смесь смоляных кислот хвойных деревьев. Канифоль является самым распространенным и недорогим вариантом. Также существуют способы пайки с кислотой в качестве флюса, но не рекомендуется их применять из-за их вредности. К тому же кислота дает со временем коррозию на скрутке.
Давайте паять!
Когда готовы все нужные инструменты и материалы подготовлены, беремся за работу. Рассмотрим технологию пайки медных проводов в распределительной коробке. В домашних условиях самый распространенный способ соединения – пайка скруток одножильных проводников. Зачищаем их от изоляции – снимем по 4-5 см с каждого конца. Для хорошего качества скруток следует плотно скрутить и обжать концы пассатижами. Только не переусердствуйте, иначе можете обломать токоведущую жилу. Берем в руки паяльник, который должен быть достаточно прогрет, и начинаем пропитывать нашу скрутку канифолью так, чтобы она как можно лучше проникала между проводами. Затем на жало паяльника наносится припой, состоящий из олова и свинца, и, постепенно прогревая место соединения, добиваемся равномерного нанесения припоя. Он должен хорошо проникнуть между проводами. Когда они «окрасятся» в серебряный цвет, можно считать их залуженными.
Чтобы залудить многожильный медный проводник необходимо хорошо скрутить все мелкие жилки в одну жилу и подтянуть пассатижами. Затем нанести паяльником сначала канифоль, а потом уже нужный припой.

Отличительной особенностью пайки алюминиевых проводов является высокая степень окисления алюминия на воздухе. А если жилы окислятся, то нанести на них припой при электромонтаже уже будет проблематично. Поэтому придётся постоянно механически очищать поверхность от окисления и одновременно выполнять лужение. Для нагрева используется газовая горелка, флюс же подбирается исходя из способа пайки и сечения провода.

Ножом аккуратно срезаем изоляцию с жил примерно по 5 см. Очищаем поверхность до появления характерного блеска с помощью того же ножа либо воспользуемся наждачной бумагой. Далее, нужно соединить жилы в виде желобка, который образуется в результате соединения жил внахлест, методом двойной скрутки. Берем горелку и начинаем греть скрутку примерно до температуры плавления припоя. Продолжаем нагревать соединение и натираем специальной палочкой припоя место пайки. Желобок заполнится припоем. Таким же образом обрабатывается вся поверхность, пока она не покроется полностью оловом.
Некоторые особенности процесса
Рекомендуем также обратить внимание на несколько правил, которые помогут сделать качественную пайку проводов своими руками.
Проверьте жало паяльника перед началом работы. Оно должно быть чистым. Если же на нем присутствуют неровности, раковины, черный нагар, то такое жало нужно очистить, иначе оно не сможет нормально брать припой. Возьмите мелкий напильник, приставьте жало к нему под наклоном и зачистите, чтоб был виден блеск меди. Потом заново залудите его конец. В процессе работы иногда обращайте внимание на его состояние и старайтесь держать его в чистоте. Можно также пользоваться для очистки жала паяльника мелкой наждачной бумагой.

Начинаем паять всегда с дальней от изоляции стороны жилы, так как она может оплавиться, нарушатся ее свойства, что недопустимо. Аккуратно скручивайте соединения пассатижами, без лишних усилий, так чтобы не обломать жилы, особенно это относится к алюминиевой электропроводке, которая особенно ломкая.
Перед нанесением припоя, даже на соединение медных проводов, попробуйте очистить поверхность жилы ножом до блеска, увидите, что припой наносится гораздо проще. Это касается как медных, одножильных и многожильных, так и алюминиевых проводников.
Не забывайте в конце работы тщательно изолировать места соединения. Следует использовать для этих целей хлопчатобумажную либо поливинилхлоридную изоляцию. Обмотайте ими места скруток таким образом, чтобы изоляция заходила на несколько сантиметров от оголенного места.
Не смотря на то, что пайка не является супер быстрым способом, она обеспечивает хорошее качество соединения. А все что описано, в комплексе, поможет вам повысить безопасность выполнения работы, а также увеличит срок службы и надежность электрической проводки.
Напоследок рекомендуем вам просмотреть видео, в которых подробно рассмотрены технологии пайки электропроводки в распредкоробках:
Использование газовой горелки
Применение специального паяльника для труб
Вот мы и рассмотрели, как производится пайка проводов в распределительной коробке. Надеемся, предоставленная инструкция была для вас полезной и понятной!
Советы электрика
Как соединить медный провод с алюминиевым?
 Очень часто в старых домах приходится при ремонте электропроводки соединять алюминиевые провода старой проводки с медными— вновь проложенными.
Очень часто в старых домах приходится при ремонте электропроводки соединять алюминиевые провода старой проводки с медными— вновь проложенными.
Кто незнаком с этой темой и делает ремонт своими руками- просто тупо скручивают их между собой и закрывают в распредкоробке, не понимая какую головную боль они себе приобретут в дальнейшем…
С этой темой- соединение меди с алюминием- сталкиваются не отлько при монтаже внутренней электропроводки, но и при замене ввода в дом
Дело в том, что провода воздушной линии (ВЛ)- алюминиевые и если вы делаете вводной кабель медный, то просто так накрутить на алюминиевый провод жилу кабеля- нельзя!
А ведь делают же! Сколько раз сам видел… А потом удивляются- “Почему это у меня свет в доме моргает?!”
Да, действительно, а почему? А вот из-за чего.
Немного химии. Алюминий- очень активный метал, попробуйте его спаять простым методом как медный провод, ничего не получится.
 Алюминий активно реагирует на воздух, вернее даже не на сам воздух, а на влагу в воздухе, быстро образуя на своей поверхности тонкую пленку окиси.
Алюминий активно реагирует на воздух, вернее даже не на сам воздух, а на влагу в воздухе, быстро образуя на своей поверхности тонкую пленку окиси.
Эта пленка оказывает высокое сопротивление электрическому току- появляется так называемое “переходное сопротивление” в месте соединения проводов.
Но медный провод тоже окисляется, однако не так сильно и интенсивно как алюминий и пленка окиси на поверхности меди оказывает гораздо меньшее сопротивление протеканию тока.
Получается что при соединении медного и алюминиевого провода они контактируют своими оксидными пленками.
Так же у этих двух металлов разное линейное расширение, поэтому при изменении температуры в помещении или величины тока, протекающего через скрутку медь-алюминий контакт между ними со временем ослабевает.
Переходное сопротивление в скрутке итак “тормозило” электрический ток, да еще ослабление контакта еще более увеличивало величину переходного сопротивления.
Это приводит к тому, что скрутка начинает греться, чем дальше- тем больше, греется изоляция провода. разрушается от нагрева даже может загореть.
Сами знаете сколько домов сгорело из-за неисправностей в электропроводке и зачастую виновато в этом именно переходное сопротивление или плохой контакт.
Кстати о переходном сопротивлении.
Это активное сопротивление , то есть вся мощность на нем на 100% преобразуется в теплоту, ну как в утюге например)))
Что бы понять что это такое- представтье что два провода соединены между собой нихромовой проволокой и по ним протекает электрический ток, который раскаляет нихром докрасна.
Вот внутри скрутки медного и алюминиевого провода и находится такая раскаленная докрасна нихромовая нить. А оно вам надо?!
Запомните- переходное сопротивление- аналог раскаленной нихромовой нити.
Так, химии достаточно. Теперь как выйти из положения если надо соединить медный провод с алюминиевым.
Тут суть вот в чем: главное что бы эти два металла не соприкасались между собой. Между ними должен быть нейтральный по отношению к ним материал, естественно токопроводящий.
Это может быть свинцовый припой, дюралюминий,сталь, нержавейка, покрытие из хрома.
Кстати интересно- нельзя: цинк, углерод (графит) и серебро с золотом и платиной.
Хотя я себе не представляю кто может себе позволить такое удовольствие- соединять медь с алюминием через платину)))
В такм случае если денег море- лучше совсем провода полностью из платины сделать, потери напряжения исчезнут напрочь)))
Итак, соединяем медь с алюминием:
-С помощью клемных зажимов;
-Болтовое соединение через шайбы
-Слой из нейтрального материала
Клемные зажимы- это ответвительные сжимы (так называемые “орехи”), wago, клемники в изоляции и т.п.

Ну болтовое соединение итак понятно- делается петля на проводе, вставляется болт, а между медью и алюминием- стальные шайбы.
 Такое соединение гораздо надежнее всех клемников и зажимов, единственный минус- большие габариты, в распредкоробке много метса занимают.
Такое соединение гораздо надежнее всех клемников и зажимов, единственный минус- большие габариты, в распредкоробке много метса занимают.
Я так сам делал например на вводе в дом- когда надо было соединить медный кабель с алюминиевым вводом от ВЛ. Да еще кабель был четырехжильным, а сеть- 220.
Тогда сделал на фазу и ноль по две жилы кабеля, соединил через болтовое соединение с обрезком алюминиевого провода, и уже этот обрезок был подключен энергетиками на ввод.

Уже второй год прошел- замечаний нет))) Это при наличии электроплиты в доме и всего прочего- электротитан, чайник, утюг, микроволновка и т.д.
Сейчас про слой из нейтрального материала. Я имею ввиду- свинцово-оловянный припой.
Как это делается покажу на фото:





Это хороший выход из положения когда нет под рукой зажимов или не хочется их использовать, а болтовое соединение не помещается в коробку.
Тогда надо покрыть медный провод припоем и сделать скрутку с алюминием- соединение будет надежным! Хотя и по ПУЭ- неправильным…
Там требуется или пайка-сварка или клемники-болты, чистая скрутка по ПУЭ- вне закона…
Хотя я лично однажды вскрыл распредкоробку освещения в старом доме- там с выключателя медный провод шел, а на лампочку- алюминиевый. Скрутка была чисто медь с алюминием без вских клемников, припоя и т.д.
Так состояние- как будто только что скрутили !
Все чистенько, никакого окисла и подгара. Я думаю это потому, что в квартире было всегда сухо и к тому же распредкоробка была наглухо запечатана в стене- то есть воздух в нее не проникал.
А поэтому и алюминий не окислялся и к тому же нагрузка на скрутку была минимальная- всего одна лампочка подцеплена.
Поэтому если через соединение медь-алюминий будет проходить большой ток, то лучше сделать болтовое соединение как самое простое, посложнее- пайка.
А вот ваговский зажим в таком случае я бы не рекомендовал использовать, лучше другие клемники где провода хотя бы винтом зажимаются.
Итак, сейчас вы знаете как соединять медный провод с алюминиевым и если вам придется это делать- уверен, вы сделаете правильный выбор!
Как спаять алюминий в домашних условиях, особенности пайки алюминия
Пайка алюминия – трудновыполнимый в домашних условиях процесс. Сложность объясняется свойствами металла, которые затрудняют соединение отдельных частей из алюминия с другими веществами. Соединять алюминий нужно с соблюдением специально разработанных технологий, обеспечивающих качество пайки. Значение имеет опыт мастера, соединяющего пайкой детали из алюминия.
Почему алюминий плохо паяется
Многие пробовали паять алюминий в домашних условиях и хорошо поняли: припой не хочет прилипать к поверхности деталей. Это происходит по причине образования на металле устойчивой оксидной пленки, которая имеет низкую адгезию к материалу припоя. Методы пайки алюминия в домашних условиях сводятся к борьбе с защитной пленкой.
В минералогии оксид алюминия называют корундом. Он состоит из прозрачных кристаллов, являющихся драгоценными камнями. Корунд имеет различную окраску, зависящую от примесей: хром придает красноватый оттенок, сапфир – синеватый. Окисная пленка обладает высокой прочностью и не поддается пайке. Ее необходимо удалить с поверхности и после этого начинать паять детали.

Как удалить оксидную пленку
Пленку с поверхности металла удаляют несколькими способами, наиболее эффективными являются химический и механический. Оба метода для работы требуют безвоздушной среды, в которой нет кислорода.
Химический метод основан на осаждении на поверхности заготовки цинка или меди путем электролиза. На место, подготовленное к пайке, наносят медный купорос в виде концентрированного раствора. К чистому участку металла прикрепляют минусовую клемму аккумулятора или другого источника питания. Один конец медной проволоки подключают к плюсовой клемме, другой опускают в раствор на поверхности алюминия. В результате электролиза медь или цинк тонким слоем оседает на алюминии и крепко к нему прилипает. Теперь можно производить пайку алюминия оловом.
Для удаления оксида используют масляную пленку. Для этого способа лучше брать масло синтетическое или трансформаторное с малым содержанием воды. Другие виды масел нужно подержать при температуре +150…+200°С, вода испарится. При более высокой температуре содержимое начнет разбрызгиваться. Обезвоженное масло наносится на поверхность алюминиевой детали. Наждачной бумагой нужно под нанесенным слоем потереть алюминий для удаления оксида.
Наждачную шкурку заменяют скальпелем, зазубренным жалом паяльника или железной стружкой, полученной из натертого напильником гвоздя. Стружку насыпают на масло и жалом паяльника трут по поверхности, сдирая оксидный слой. Массивную деталь желательно подогреть горячей воздушной струей. Припой паяльником погружается в масляную капельку и растирается по месту пайки. Для лучшего прохождения процесса пайки добавляется канифоль или другой флюс.
Для пайки алюминиевых проводов созданы флюсы на основе ацетилсалициловой или ортофосфорной кислоты, солей борной или натриевой кислоты. Канифоль применяется редко, она малоэффективна в случае с алюминием. Флюсы применяются при пайке проводов, кастрюль и других вещей.
Флюсы для пайки алюминия
Флюсы имеют высокую активность, поэтому после пайки их нужно смывать раствором воды с щелочью. Роль щелочи хорошо выполняет пищевая сода. После щелочи место соединения промывается чистой водой. Следует беречь органы дыхания от попадания в них паров флюса. Они способны раздражать слизистые и попадать в кровь. Наиболее распространенные из них требуется рассмотреть каждый в отдельности.
Канифоль
Канифоль – наиболее востребованный из всех флюсов. Он используется при соединении различных металлов. На алюминии работает только при отсутствии воздуха, поэтому применяется редко. Времени при работе с канифолью тратится больше, эффективности меньше. Этот флюс не для профессионалов, выполнять пайку может, но качество соединения не отличается прочностью.
Порошковый флюс
Алюминий паяют газовой горелкой с применением порошковых флюсов. Не рекомендуется к пламени добавлять кислород, он снижает эффективность работы флюса. Наиболее распространенные флюсы:
- Ф-34А;
- бура;
- ацетилсалициловая кислота;
- паяльный жир.

Ф-34А – активный флюс, имеющий в составе 50% хлорида калия, 32% хлорида лития, 10% фторида натрия и 8% хлорида цинка. Состав применяется с припоями, содержащими химические добавки. Он обладает гигроскопичностью и растворяется в воде.
Бура – порошок, плавящийся при 700°С, обладает растворимостью в воде, смывается водным раствором лимонной кислоты. Отличается низкой стоимостью.
Ацетилсалициловая кислота встречается в виде таблеток аспирина. При нагреве паяльником выделяются вредные для здоровья человека пары, обжигающие нос, глаза и органы дыхания.
Паяльный жир состоит из парафина, хлорида аммония и цинка, деионизированной воды. Хорошо паяет предварительно прогретые места, прошедшие процедуру лужения. После спаивания алюминиевых деталей рекомендуется остатки флюса смывать, иначе он вызывает коррозию металла.
Жидкий флюс
Жидкий флюс наносится на место пайки тонким слоем. При работе паяльником быстро испаряется с выделением обжигающих паров. Флюс Ф-64 в своем составе содержит фториды, тетраэтиламмоний, ингибиторы коррозии и дионизированную воду. Хорошо разрушает оксидную пленку и помогает паять заготовки из алюминия больших размеров. Используется при паянии меди, алюминия, оцинкованного железа и других металлов.
Ф-61 состоит из триэтаноламина, фторбората аммония и фторбората цинка. Используется при лужении и пайке сплавов алюминия при температуре до 250°С. Castolin Alutin 51 L состоит из кадмия, свинца и 32%-ного олова. Наиболее эффективно работает при температурах выше 160°С.
Любой из перечисленных флюсов помогает запаять алюминиевую кастрюлю, алюминиевые заготовки разных размеров, соединять методом пайки дюралюминий, дюралевые (дюраль) заготовки.
Припой для пайки алюминия
Припой для пайки алюминия делается на основе цинка или алюминия. В него вносятся добавки для достижения различных характеристик: для понижения температуры плавления, увеличения прочности. Производят их в Америке, Германии, Франции, России. Рассмотрим некоторые из них.
Распространенный и широко разрекламированный припой для алюминия – HTS 2000. Его производит компания из США. Практика свидетельствует о его непрочности: спаянные детали пропускают воздух и влагу. Без флюса его применять невозможно.
Castolin 192FBK на основе цинка (97%) и алюминия (2%) производится во Франции. Компания Castolin выпускает припои 1827 и AluFlam-190, предназначенные для пайки меди и алюминия при 280°С.

Castolin 192FBK – трубчатый припой, содержащий в сердечнике флюс. Выпускается в виде прутков, 100 г которых стоит 100-150 руб. Хорошо паяет мелкие отверстия и трещинки.
Chemet Aluminium 13 – припой, используемый при сварке деталей при 640°С и выше. В его основе лежит алюминий (87%) и кремний (13%). Температура плавления припоя – около 600°С. Выпускается в виде прутков, которых на 100 г приходится 25 шт. 100 г стоят 500 руб. Разновидность под наименованием Chemet Aluminium 13-UF имеет полую структуру и содержит в сердечнике флюс. Его стоимость за 12 прутков, которые весят 100 г, 700 руб.
Алюминиевый припой производится и на отечественных предприятиях. Для пайки с помощью газовой горелки применяется состав марки 34А. Он плавится при температуре 525°С, хорошо паяет сплавы АМц, АМ3М, АМг2. 100 г стоят 700 руб.
Марка А состоит из 60% цинка, 36% олова и 2% меди. Плавится при 425°С. Выпускается прутьями весом 145 г. Стоимость одного прута – 400 руб.
SUPER A+ производится в Новосибирске и является аналогом HTS-2000. Применяется вместе с флюсом марки SUPER FA. Стоит 800 руб. за 100 г. В расплавленном состоянии становится тягучим, приходится применять стальные инструменты для его разравнивания.
Порошковая проволока
Проволока с флюсом используется при сварке алюминиевых деталей, для пайки она не годится. Сварка алюминия газовой горелкой с порошковой проволокой не осуществляется. Сваривать детали лучше электрическим аппаратом.
Какой паяльник подойдет
Чем паять, какой инструмент для этого нужен – все зависит от площади пайки. Алюминий с медью хорошо проводят тепло, поэтому паяльник нужен мощный. При площади детали в 1000 см² мощность паяльника нужна 50-60 Вт. Паяют часто две или больше частей, в таком случае мощность увеличивается до 100 Вт. При подогреве места соединения подойдет паяльник меньшей мощности. Жало выбирают широкое, на нем можно сделать зазубринки для снятия пленки оксида алюминия.
Требуется рассмотреть, как паять алюминий паяльником. Делается это хорошо разогретым инструментом после снятия оксидной пленки и лужения, к залуженному (залудить можно с применением специальных припоев) участку хорошо прилипает припой и годится любой паяльник
Горелки для пайки алюминия
Нужно знать, как паять газовой горелкой. Если площадь деталей большая и не хватает мощности паяльника, используют горелку. Лучше применять газовую, т. к. пайка алюминия газовой горелкой обладает большими возможностями. Горелка быстро разогревает место соединения деталей почти до температуры плавления алюминия. Флюс с припоем наносится на соединение, разравнивается жалом паяльника и отвердевает. Место соединения нужно обязательно промыть от остатков паяльной кислоты или другого флюса.

При работе с использованием горелок нужно соблюдать правила пожарной безопасности. Рядом не должны находиться горючие жидкости и материалы.
Что лучше – сварка или пайка
Ответы на этот вопрос могут быть разными. Применение того или иного способа зависит от использования деталей после их соединения. Автомобильный радиатор лучше паять. Этот способ стоит дешево и отличается надежностью. Молочные фляги и другие емкости для хранения продуктов питания лучше сваривать. Сварной шов более прочный, особенно при больших размерах. Часто приходится сваривать детали из алюминиевых сплавов. Сварка силумина – практически единственный способ соединения, не считая использования клея.
На сварке и пайке при желании можно неплохо заработать. Вопросы о том, как запаять алюминиевые трубки в холодильнике или отремонтировать раму велосипеда, возникают часто. В мастерских работа стоит дорого: пайка трубок – 1000 руб. и более. При соединении электропроводов способом пайки берут 15 руб. за каждое. Ремонт рамы велосипеда из сплавов алюминия с применением припоев стоит 500 руб. Ремонт кастрюли обойдется в 100 руб. К этим суммам следует добавить расходы времени и денег на доставку изделий в мастерскую и обратно.
Чтобы сэкономить эти деньги, нужно научиться паять самому. Для этого необходимо приобрести газовую горелку в виде баллончика за 700-1000 руб. и припой. Научиться обработке поверхностей и наложению швов можно на старом автомобильном радиаторе.
Как соединить медь с алюминием — чем лучше и надежнее.
 Практически все уже знают, что алюминиевая проводка это наследие прошлого века, и ее обязательно нужно менять при ремонте квартиры. Мало кто проводит капремонт и забывает об этом.
Практически все уже знают, что алюминиевая проводка это наследие прошлого века, и ее обязательно нужно менять при ремонте квартиры. Мало кто проводит капремонт и забывает об этом.
Однако случаются ситуации, когда ремонт проводится частично, и возникает крайняя необходимость соединить алюминиевый провод с медным или просто их нарастить, добавив несколько лишних сантиметров жилы.
 При этом алюминий и медь не совместимы гальванически. Если вы их соедините напрямую, это будет что-то вроде мини батарейки.
При этом алюминий и медь не совместимы гальванически. Если вы их соедините напрямую, это будет что-то вроде мини батарейки.
При прохождении тока через такое соединение, даже при минимальной влажности, происходит электролизная химическая реакция. Проблемы обязательно рано или поздно себя проявят.
Окисление, ослабление контакта, его дальнейший нагрев с оплавлением изоляции. Переход в короткое замыкание, либо отгорание жилы.
К чему может в итоге привести такой контакт, смотрите на фото.
Как же сделать такое соединение грамотно и надежно, чтобы избежать проблем в будущем.
Вот несколько распространенных способов, которые применяют электрики. Правда не все они удобны для работы в монтажных коробках.

Рассмотрим подробнее каждый из них и выберем наиболее надежный, не требующий последующего обслуживания и ревизий.
 Здесь для соединения используется стальная шайба и болт. Это один из наиболее проверенных и простых методов. Правда получается очень габаритная конструкция.
Здесь для соединения используется стальная шайба и болт. Это один из наиболее проверенных и простых методов. Правда получается очень габаритная конструкция.
Для монтажа, закручиваете кончики проводов колечками. Далее подбираете шайбы.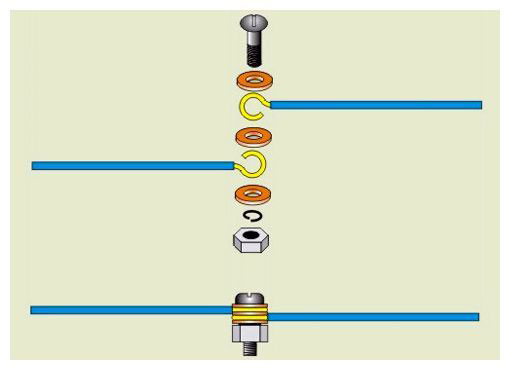
Они должны быть такого диаметра, чтобы все ушко провода спряталось за ними и не могло контактировать с другим проводником.
Самое главное, как расположить колечко. Его нужно одевать так, чтобы во время закручивания гайки, ушко не разворачивалось, а наоборот стягивалось во внутрь.
Стальные шайбы между проводниками из разных материалов препятствуют процессам окисления. При этом не забывайте про установку гравера или пружинной шайбы.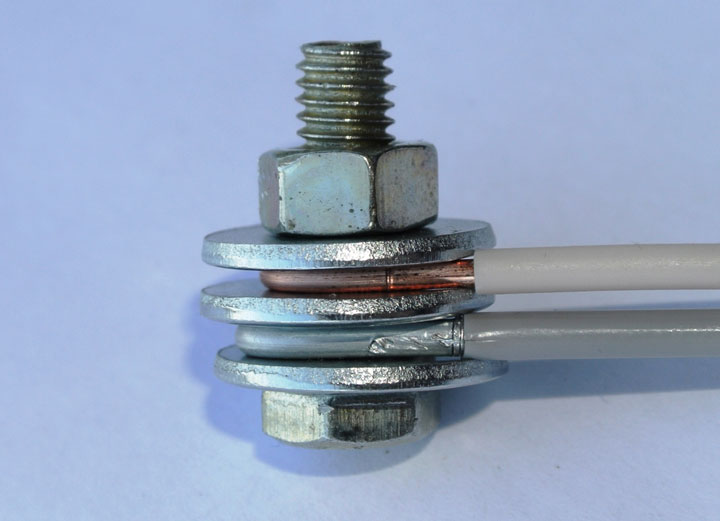
Без нее контакт со временем ослабнет.
Дело в том, что безопасно соединять между собой можно металлы, у которых электрохимический потенциал соединения не превышает 0,6мВ.
Вот таблица таких потенциалов.
Как видите у меди и цинка здесь целых 0,85мВ! Такое подключение даже хуже чем прямой контакт алюминиевых и медных жил (0,65мВ). А значит, соединение будет не надежным.
Однако, несмотря на простоту резьбовой сборки, в итоге получается большая, неудобная конструкция, формой похожая на улей.
И запихнуть все это дело в не глубокий подрозетник, не всегда есть возможность. Более того, даже в такой простой конструкции многие умудряются напортачить.
Последствия себя не заставят ждать через очень короткое время.
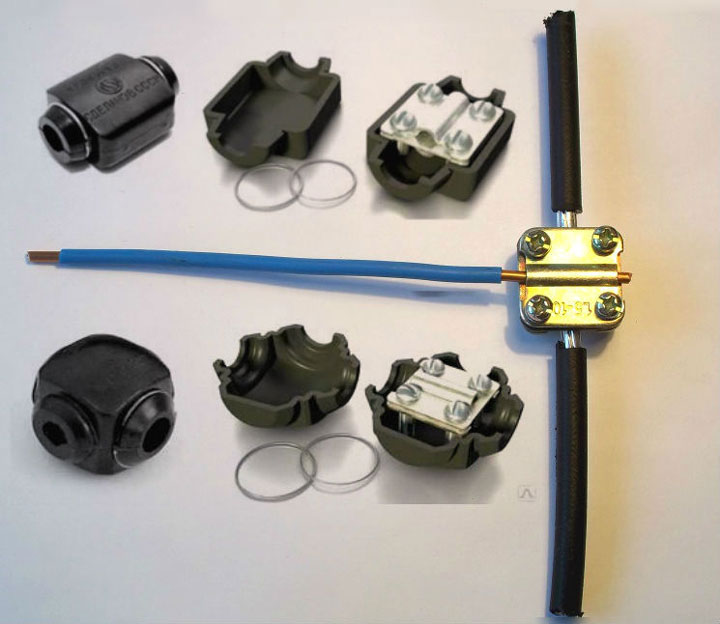 Еще один способ — это применение соединительного сжима типа орех.
Еще один способ — это применение соединительного сжима типа орех.
Он часто используется для ответвления от питающего кабеля гораздо большего сечения, чем отпайка.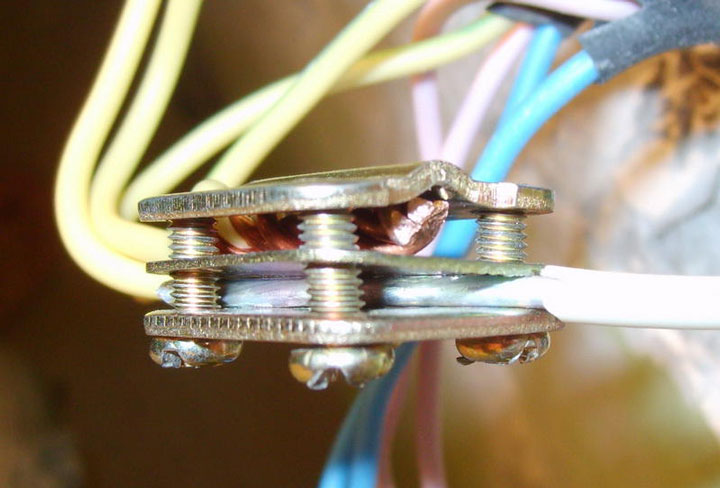
Причем здесь даже не требуется разрезание магистрального провода. Достаточно снять с него верхний слой изоляции. Некоторые нашли ему применение для подключения вводного кабеля к СИПу.
Однако делать этого не стоит. Почему, читайте в статье ниже.
Но опять же, для распаечных коробок орехи не подходят. Более того, и такие зажимы бывает, выгорают. Вот реальный отзыв от пользователя на одном из форумов: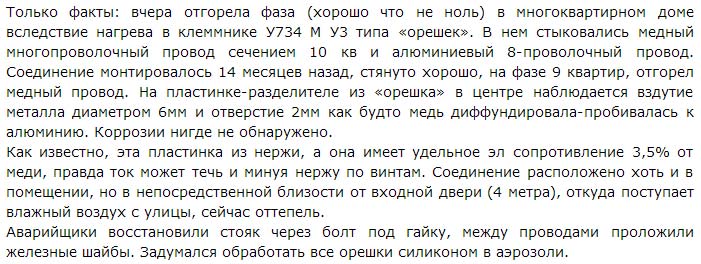
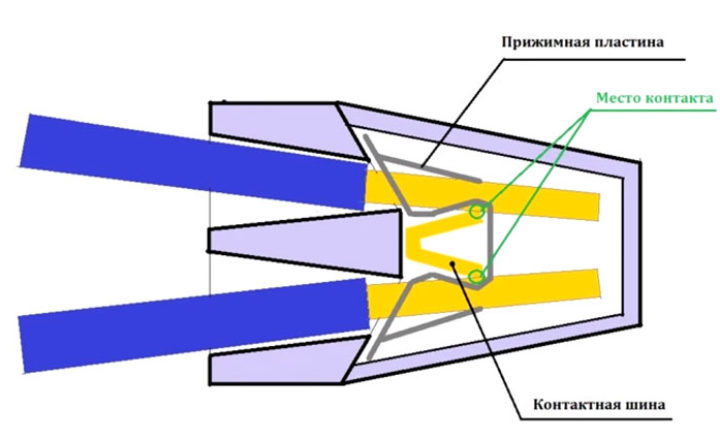
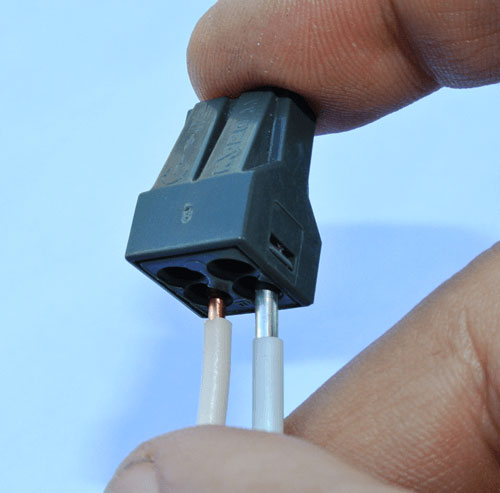 Есть серия специальных зажимов, которыми можно стыковать медь с алюминием.
Есть серия специальных зажимов, которыми можно стыковать медь с алюминием.
Внутри таких клемм находится противоокислительная паста.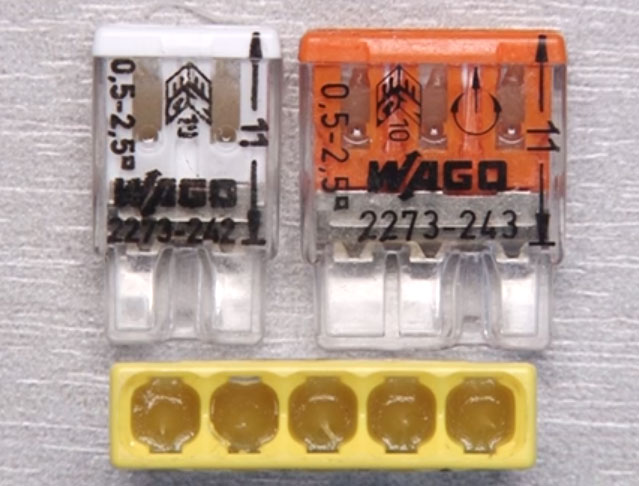
Однако споры о 100% надежности таких зажимов, тем более для розеточных, а не осветительных групп, не утихают до сих пор. При определенной укладке в ограниченном пространстве, контакт может ослабнуть, что неминуемо приведет к выгоранию.
Причем произойти это может даже при нагрузке ниже минимальной на которую рассчитаны Ваго. Почему и когда это происходит?
Дело в том, что когда сжимаются соединяемые проводники, между прижимной пластиной и местом контакта появляется небольшой зазор. Отсюда и все проблемы с нагревом.
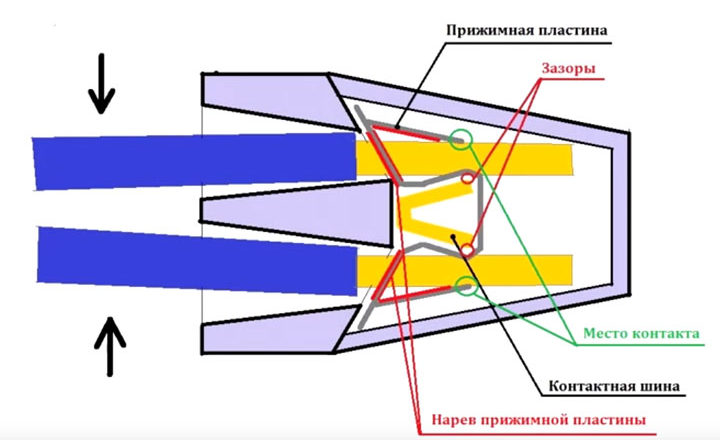
Вот очень наглядное видео, без лишних слов объясняющее данную проблему.
 Данный способ имеет один существенный минус. Большинство продаваемых колодок очень низкого качества.
Данный способ имеет один существенный минус. Большинство продаваемых колодок очень низкого качества.
Некоторые исхитряются и чтобы избежать прямого контакта меди и алюминия, медную жилку припаивают сбоку такого зажима, а не вставляют во внутрь.
Правда клемму для этого придется разобрать. Кроме того, надежный контакт алюминия под винтом без ревизии, не живет очень долго.
Винтики каждые полгода-год нужно будет подтягивать. Частота ревизионных работ будет напрямую зависеть от нагрузки и ее колебаний в периоды максимума и минимума.
Забудете подтянуть и ждите беды. А если все это соединение запрятано глубоко в подрозетнике, то лезть туда каждый раз, не совсем удобное занятие.
Поэтому остается самый надежный из доступных способов – опрессовка. Здесь не будем рассматривать применение специализированных медно-алюминиевых гильз ГАМ, так как они начинаются от сечений 16мм2.
Для домашней же проводки, как правило наращивать нужно провода 1,5-2,5мм2 не более.
Рассмотрим наиболее распространенный случай, который встречается в панельных домах. Допустим, вам нужно запитать одну или несколько дополнительных розеток от уже существующего алюминиевого вывода в сквозной нише.
Для наращивания берете ГИБКИЙ медный провод сечением 2,5мм2. Это уменьшит механическое воздействие на алюминиевою жилу, когда вы будете укладывать провода в подрозетник.
Зачищаете концы медного провода. Далее, для такого соединения их нужно обязательно пропаять. Это исключит непосредственный контакт в гильзе меди и алюминия.
При этом перед пайкой флюсом снимите с жилы оксидный слой.
Сам процесс лужения заключается в окунании провода в специальное отверстие в паяльнике, заполненное оловом.
После остывания жилы остатки флюса удаляются растворителем.
Далее переходите к алюминиевым проводам, торчащим из стены. Аккуратно зачищаете их концы и также удаляете слой окиси.
Для этого можно воспользоваться оксидной токопроводящей пастой. Такая же паста используется при монтаже модульных штыревых систем заземления.
Она рассчитана на работу в любых условиях и исключает дальнейшее появление окиси на поверхности провода. Имейте в виду, что оксидная пленка может в последствии иметь сопротивление в несколько раз большее, чем сам алюминий.
И не удалив ее, вся ваша дальнейшая работа пойдет насмарку. Более того, температура плавления такой пленки достигает 2000 градусов (против примерно 600С у Al).
У некоторых возникнет логичный вопрос, а не продавится ли при опрессовке слой припоя на жиле? Тогда получается что все манипуляции по лужению будут напрасны.
Главное здесь правильно подобрать по сечению гильзу и матрицы инструмента для обжатия.
В этом случае мягкий припой как бы загерметизирует контактное пятно медноалюминиевого соединения. А без отсутствия доступа кислорода к этой точке, эрозии контакта наблюдаться не будет.
Будьте внимательны, при работе с алюминиевыми проводниками нужно действовать крайне осторожно, так как это очень ломкий материал. Одно неосторожное движение и облом жилы вам обеспечен.
После опрессовки необходимо заизолировать данное соединение клеевой термоусадкой.
Именно клеевой тип обеспечит 100% герметичность и предотвратит поступление кислорода к контактным местам. Чтобы не рисковать и не прожечь изоляцию, нагревать термоусадку лучше строительным феном, а не зажигалкой или портативной горелкой.
Полученный пучок проводов укладывать в подрозетник нужно с большой осторожностью, так как алюминий не любит резких перегибов.
Так как наращенные медные жили гибкие, то на концы этих проводников одеваете изолированные наконечники НШВИ.
Только после этого их можно смело заводить в клеммные колодки розеток и затягивать винты.
Безусловно, это не единственный способ наращивания алюминиевых проводов, но он является одним из самых простых (в отличии от сварки или пайки) и надежных (в отличии от скрутки). Подробнее
Подробнее
Если же у вас есть малейшая возможность сменить целиком алюминиевую проводку, делайте это обязательно, не экономьте на своей безопасности.
Пайка алюминия паяльником и газовой горелкой
Существует распространенное убеждение, согласно которому невозможно паять или лудить алюминий (а также сплавы на его основе) не имея для этого спецоборудования.
В качестве аргумента приводится два фактора:
- при контакте с воздухом на поверхности алюминиевой детали образуется химически стойкая и тугоплавкая оксидная пленка (AL2O3), в результате чего создается препятствие для процесса лужения;
- процесс пайки существенно осложняется тем, что алюминий расплавляется при температуре 660°С (для сплавов это диапазон в пределах от 500 до 640°С). Помимо этого металл теряет прочность, когда в процессе нагрева его температура поднимается до 300°С (у сплавов до 250°С), что может вызвать нарушение устойчивости алюминиевых конструкций.
Учитывая приведенные выше факторы, осуществить пайку алюминия обычными средствами действительно невозможно. Решить проблему поможет применение сильнодействующих флюсов, в сочетании с использованием специальных припоев. Рассмотрим подробно эти материалы.
Припой
Обычно в качестве основы легкоплавкого припоя используются: олово (Sn), свинец (Pb), кадмий (Cd), висмут (Bi) и цинк (Zn). Проблема в том, что алюминий в этих металлах практически не растворяется (за исключением цинка), что делает соединение ненадежным.
Применив флюс с высокой активностью и проведя должным образом обработку мест соединения, можно использовать припой на оловянно-свинцовой основе, но лучше отказаться о такого решения. Тем более, что паянное соединение на основе системы Sn-Pb обладает низкой устойчивостью к коррозии. Нанесение лакокрасочного покрытия на место пайки позволяет избавится от этого недостатка.
Для пайки алюминиевых деталей желательно использовать припой на основе кремния, меди, алюминия, серебра или цинка. Например 34A, который состоит из алюминия (66%), меди (28%) и кремния (6%), или более распространенный ЦОП-40 (Sn – 60%, Zn – 40%).
 Припой отечественного производства – ЦОП-40
Припой отечественного производства – ЦОП-40
Заметим, что чем больше процентное содержание цинка в составе припоя, тем прочнее будет соединение и выше его устойчивость к коррозии.
Высокотемпературным считается припой, состоящий из таких металлов, как медь, кремний и алюминий. Например, как упомянутый выше отечественный припой 34A, или его зарубежный аналог «Aluminium-13» , в котором содержится 87% алюминия и 13% кремния, что позволяет осуществлять пайку при температуре от 590 до 600°С.
 «Aluminium-13» производства компании Chemet
«Aluminium-13» производства компании Chemet
При выборе флюса необходимо учитывать, что не каждый из них может быть активным к алюминию. Мы можем порекомендовать использовать в таких целях продукцию отечественного производителя – Ф-59А, Ф-61А, Ф-64, они состоят из фторборатов аммония с добавлением триэтаноламина. Как правило, на пузырьке есть пометка – «для алюминия» или «для пайки алюминия».
 Флюс отечественного производства
Флюс отечественного производства
Для высокотемпературной пайки следует приобрести флюс, выпускаемы под маркой 34А. Он состоит из хлористого калия (50%), хлорида лития (32%), фторида натрия (10%) и хлористого цинка (8%). Такой состав наиболее оптимален, если производится высокотемпературная пайка.
 Рекомендуемый флюс для паки при высокой температуре
Рекомендуемый флюс для паки при высокой температуре
Подготовка поверхности
Прежде чем начинать лужение, необходимо выполнить следующие действия:
- обезжирить поверхность при помощи ацетона, бензина или любого другого растворителя;
- удалить оксидную пленку с места, где будет производится пайка. Для зачистки используется наждачная бумага, абразивный круг или щетка с щетиной из стальной проволоки. В качестве альтернативы можно применить травление, но эта процедура не так сильно распространена в силу своей специфичности.
Следует учитывать, что полностью оксидную пленку удалить не получится, поскольку на очищенном месте моментально появляется новое образование. Поэтому зачистка производится не с целью полного удаления пленки, а для уменьшения ее толщины, чтобы упростить флюсу задачу.
Нагрев места пайки
Для пайки небольших деталей можно воспользоваться паяльником мощностью не менее 100Вт. Массивные предметы потребуют более мощного нагревательного инструмента.
 Паяльник мощностью 300 Вт
Паяльник мощностью 300 Вт
Наиболее оптимальный вариант для нагрева — использование газовой горелки или паяльной лампы.
 Простая газовая горелка
Простая газовая горелка
При использования горелки в качестве нагревательного инструмента следует учесть следующие нюансы:
- нельзя перегревать основной металл, поскольку он может расплавиться. Поэтому в процессе необходимо регулярно контролировать температуру. Делать это можно, касаясь припоем нагреваемого элемента. Расплавление припоя даст знать, что достигнута необходимая температура;
- не следует использовать кислород для обогащения газовой смеси, поскольку он способствует сильному окислению металлической поверхности.
Инструкция по пайке
Процесс пайки алюминиевых деталей не имеет своих отличительных особенностей, он осуществляется также как со сталью или медью.
Алгоритм действий следующий:
- обезжиривается и зачищается место пайки;
- производится фиксация деталей в нужном положении;
- нагревается место соединения;
- прикасаются стержнем припоя (содержащим активный флюс) к месту соединения. Если используется безфлюсовый припой, то для разрушения пленки оксида наносится флюс, после чего трут твердым куском припоя по месту пайки.
Для разрушения пленки оксида алюминия также используется щетка со щетиной из стальной проволоки. При помощи этого простого инструмента производят растирание расплавленного припоя по алюминиевой поверхности.
Пайка алюминия — полная видео инструкция
https://www.youtube.com/watch?v=ESFInizLE9U
Что делать при отсутствии нужных материалов?
Когда нет возможности подготовить все необходимые для пайки материалы, можно использовать альтернативный способ, при котором применяется припой на оловянной или оловянно-свинцовой основе. Что касается флюса, то он заменяется канифолью. Чтобы не образовывалась новая пленка оксида алюминия на месте старой, зачистка производится под слоем расплавленной канифоли.
Паяльник, помимо своего прямого назначения, будет использоваться как инструмент, разрушающий оксидную пленку. Для этого на его жало надевается специальный скребок. Увеличить результативность процесса можно, добавив в канифоль металлических опилок.
Процесс производится следующим образом:
- нагретым луженым паяльником расплавляют канифоль в месте пайки;
- когда канифоль полностью покрывает поверхность, начинают тереть об нее жалом паяльника. В результате этого металлические опилки и жало разрушают пленку оксида алюминия. Поскольку слой расплавленной канифоли не позволяет проникать воздуху к алюминиевой поверхности, на ней не образовывается оксидная пленка. По мере того, как производится разрушение пленки, будет происходить лужение детали;
- когда процесс лужения завершен, детали соединяют и прогревают, пока не будет достигнута температура плавления припоя.
Необходимо предупредить, что процесс пайки алюминия без специальных материалов — довольно хлопотный процесс без гарантии успешного завершения. Поэтому лучше не тратить на такую работу свои силы и время, тем более, что качество и надежность такого соединения будут сомнительными.
Гораздо проще купить активный флюс и высокотемпературный припой, при помощи которых пайка алюминия даже в домашних условиях не вызовет затруднений.