

Как отлить форму из силикона
Литье из силикона. Советы начинающим мастерам

Все больше мастеров проявляют желание попробовать свои силы в работе с этим относительно новым материалом, однако с самых первых шагов сталкиваются с трудностями, не зная, с чего начать, какой силикон использовать и как с ним обращаться. Здесь я попробую обобщить основные моменты, опираясь на собственный опыт и информацию, полученную из интернета. Сразу скажу, ничего принципиально нового я не сообщу — все, о чем пойдет речь, хорошо известно профессионалам, работающим с силиконом, однако надеюсь, что собранная в одном месте информация поможет новичкам преодолеть первые трудности.
Какие силиконы нужны для литья?
Итак, прежде всего сам силикон. При создании кукол я использую компаунды (двухкомпонентные силиконы) на платиновой основе от Smooth-On производства США, потому речь пойдет именно о них. Для работы потребуются силиконы двух типов: для литья самих кукол и для изготовления формы. Первых не так много, прежде всего это Dragon Skin Series и Ecoflex Series. Они обладают высокой степенью эластичности и позволяют наиболее реалистично передать эффект человеческой плоти.
Силиконы каждой из этих серий имеют различные технические характеристики: мягкость, время жизни (отрезок времени, когда силикон сохраняет текучесть), время застывания, вязкость и т.п. Какой именно силикон лучше использовать при создании кукол? Здесь ничего конкретного я сказать не могу — все зависит от конечной цели мастера. На мой взгляд, правильнее всего пойти по пути эксперимента, пробуя разные серии, чтобы на практике найти тот самый, единственный, позволяющий достичь нужного эффекта материал.
Силиконы серий Dragon Skin Series и Ecoflex Series бесцветны и полупрозрачны, поэтому для получения реалистичного цвета куклы их надо окрашивать при помощи специальных пигментов Silc Pig.
Второй тип силиконов используется для изготовления формы. Будьте внимательны — силиконы на основе платины можно лить только в формы, сделанные из платиносодержащего силикона. Силиконы с оловянным катализатором использовать нельзя. В противном случае, отливка не застынет. Силиконы, предназначенные для снятия форм, обладают меньшей степенью эластичности, большей твердостью, как правило, окрашены в яркие цвета или прозрачны. Яркая окраска одного из компонентов позволяет равномерно перемешать компоненты А и В перед заливкой, а прозрачные позволяют видеть находящуюся в форме модель (это удобно, если форма отливается целиком, а затем разрезается на части). К силиконам, предназначенным для снятия форм относятся такие серии, как: E-Series, Mold Star Series, Equinox Series, Rebound Series и тп.
Форму можно делать методом заливки, либо поэтапно нанося слои силикона кистью. Первый способ проще и быстрее, но требует большего расхода силикона. Второй более трудоемок, к тому же для него необходимо иметь различные дополнительные материалы. Наглядно увидеть процесс создания формы «в намазку» можно на официальном видео компании:
Немного о формах
Готовая силиконовая форма остается эластичной, это ее безусловное достоинство, однако нельзя забывать, что она может легко деформироваться, поэтому ее обязательно надо поместить в специальный защитный кожух, отлитый из обычного гипса.
Перед литьем силикона в силиконовую форму обязательно надо использовать специальный разделительный состав Ease Release, иначе форма и отливка намертво склеятся между собой. Слой разделителя надо тщательно просушить, поскольку в некоторых случаях он препятствует полному застыванию силиконовой отливки.
Формы для литья кукол можно делать не только из силикона, но и из гипса. Желательно использовать для этой цели специальные стоматологические гипсы, такие как Fuji Rock, которые обладают повышенной прочностью, прекрасно передают мелкие детали рельефа и достаточно быстро сохнут. В сравнении с силиконовыми формами, гипсовые не требуют использования разделительного состава и впитывают излишки силиконового масла еще в процессе отливки. Однако есть у гипсовых форм и существенные недостатки — мастер-модель практически невозможно без повреждений вынуть из гипса, раскрываются формы с большим трудом и довольно быстро расшатываются, теряя точность совмещения половинок. Также, в сравнении с силиконовой, гипсовую форму приходится делать из большего количества частей, что увеличивает количество швов на готовой отливке.
Основные правила работы с силиконом
Итак, с материалами для литья мы разобрались, теперь поговорим о самом процессе. Чтобы избежать брака и неудач работая с силиконом надо соблюдать два золотых правила, существенно облегчающего жизнь мастера:
-
1. Всегда строго и педантично следовать инструкциям, не допуская никакой самодеятельности.
-
2. Всегда тестировать на совместимость новые материалы, контактирующие с силиконом.
Для работы желательно приобрести вакуумную камеру с насосом, откачивающую воздух из смеси перед заливкой. Некоторые типы силиконов можно использовать и без предварительной дегазации, однако риск того, что в застывшей массе останутся пузырьки воздуха, достаточно велик.
Также неплохо обзавестись духовкой или сушильным шкафом для постотверждения готовых изделий. Подвергшейся термообработке силикон быстрее приобретает заявленные производителем физико-химические свойства. Нагревать изделия в духовке, предназначенной для пищевых продуктов я бы не рискнула, несмотря на то, что силиконы на платиновой основе считаются нетоксичными материалами.
Замечу, что изготовление силиконовых кукол требует значительных денежных затрат, однако экономить на материалах и оборудовании, ища дешевые аналоги и занимаясь самодеятельностью нельзя — результат таких экспериментов, как правило, плачевен и приводит к неизбежной порче отливок и форм.
Работать с силиконом надо только в виниловых перчатках, латексные использовать нельзя.
Помещение для литья нужно отапливать, температура в нем не должна опускаться ниже 22-23 градусов. Необходимый температурный режим один из важнейших факторов — при температуре ниже 18 градусов силикон может просто не застыть, а более высокая температура воздуха незначительно сокращает время жизни готовой силиконовой смеси.
А вот хранить силикон в жаре нельзя. Материал имеет ограниченный срок годности, сокращающийся от повышения температуры. Открытую банку надо использовать быстро, поскольку контакт с окружающей средой также может повлиять на его свойства. Алгоритм действий при работе с силиконом должен быть таким: достаем банки с силиконом из прохладного места, ждем, когда он прогреется до положенных 23 градусов, тщательно перемешиваем содержимое каждой из банок, соединяем в точной пропорции компоненты А и В, подвергаем готовую смесь дегазации, заливаем в форму и возвращаем оставшийся силикон в холодное помещение.
Вообще, следует помнить, что силикон очень капризный материал, не позволяющий вольностей в обращении.
Капризы силикона
В принципе, процесс изготовления силиконовых отливок элементарен, но эта простота обманчива. Силикон постоянно преподносит неприятные сюрпризы, не позволяя мастеру расслабляться и ошибаться. Главная опасность для незастывшего силикона — это ингибирование (отравление) различными, несовместимыми с ним веществами. Наиболее грозный и в тоже время самый распространенный «враг» силикона — содержащий серу пластилин. Для работы надо покупать только пластилины с пометкой Sulfur Free, такие как Monster Clay или Chavant. Вызывающие сомнения пластилины лучше вообще не держать в мастерской — даже случайное прикосновение руки к серосодержащему материалу может «инфицировать» силиконовую форму.
Второй «враг» силикона — латекс. Нельзя использовать латексные перчатки, шприцы с резиновыми насадками на поршнях и любые другие инструменты, имеющие в своей конструкции латексные детали.
С большой осторожностью надо использовать деревянные палочки для перемешивания смеси. Некоторые виды силикона не переносят контакты с деревом и могут быть ингибированы. Чтобы подстраховаться от неприятных неожиданностей, желательно перемешивать силикон металлическими мешалками.
Представляют опасность и свежеотвержденные полиэфиры, эпоксидные и полиуретановые каучуки. Как я уже писала выше, прежде чем использовать в работе какой-либо новый материал, надо протестировать его, залив небольшой порцией силикона. Если смесь полностью застынет за обычное, отведенное для полной полимеризации время, а поверхность силикона не будет липкой — можно считать, что новый материал успешно прошел экзамен и его можно использовать в дальнейшейработе.
Вот, собственно и все, что я хотела рассказать о приемах работы с силиконом. Я сама частенько совершала ошибки, переживала много неприятных моментов и надеюсь, что этот выстраданный опыт поможет начинающим мастерам не наступать на до боли знакомые старые грабли, сэкономить нервы, время и деньги. Удачи в творчестве!
Разборная форма из силикона для литья своими руками
Сегодня мы будем создавать сложную форму из силикона для многоразовых отливок.



Автор постарался слепить этот макет более-менее похожим по форме на тот самый взрыв. Будем делать с него слепок. Чтобы потом отлить его из эпоксидки.
Все любят взрывы и приятно иметь у себя на столе такой маленький светящийся атомный взрыв.
Материалы и инструменты:
1. Силикон
2. Вазелин
3. Пара досок
4. Шуруповерт и саморезы
5. Нож
6. Пассатижи
7. Пластиковые колпачки
8. Скульптурный пластилин
При снятии слепка очень важно продумать то, как будет располагаться модель, чтобы не получилось так, что при заливке силикона, он не может заполнить какие-то участки. Либо в будущем когда будете заливать в форму пластик, эпоксидку, гипс, воск или что-нибудь еще, то так же не должно оказаться такое место где могут появиться воздушные полости, в которые состав просто не сможет попасть.
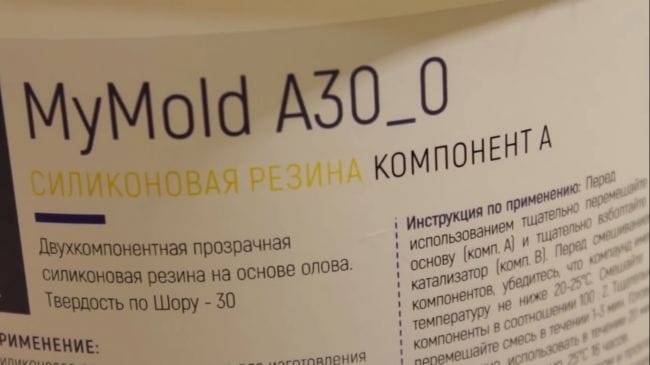
Для этой цели автор прикупил ведерочко дешманского китайского силикона и, наверное, это самый дешевый силикон из, всех которые существуют. Твердость тридцатка. То есть вроде как средней жесткости. Для разборных форм то что нужно.












Если же силикон не хочет застывать, то нужно покрыть пластилин слоем вазелина. Или, как вариант, приобрести специальные аэрозольные разделители. Продаются они там же где и силикон.
Прикинув необходимый объем силикона, с учетом того, что он еще и по таре размажется при размешивании, автор решил приготовить полтора кило. При смешивании с отвердителем нужно очень аккуратно, вручную перемешивать, чтоб не нагнать пузырей в силикон. Обычно даже если пузыри появились, то они в принципе хорошо выходят из смеси. Но не в нашем случае. Китайский силикон хапает воздух прямо как перед смертью. Даже при легком помешивании внутри оказывается куча пузырей. Автор попытался сделать дегазацию с помощью небольшого вакуумного насоса.












При заливке второй половины, в получившиеся углубления зальется силикон и получатся замки, которые помогут точно стыковать две половины.
Далее смазываем вазелином поверхность силикона, чтобы следующий слой к нему не прилип. Окончательно закрываем опалубку последний доской. Затем наливаем силикон до отметки, которую ранее наметили карандашом.
Чтобы силикон лучше смочил модель и выпустил газы, его можно слегка провибрировать ложкой.


Теперь нужно ждать, когда полностью застынет вторая половина. На это должно уйти около 16 часов при комнатной температуре. Вообще конкретно вот этот силикон схватывается уже через час, но полную твёрдость набирает почти через сутки.
Силикон, оставшийся в контейнере, полимеризовался, но не до конца. Как обычно у дна и в углах хорошо перемешать силикон с отвердителем не получается. Он так и остается навсегда липкой бякой.
Поэтому лучше для замеса использовать одноразовую посуду. Или ту которую не жалко. Но если вас угораздило замешивать силикон в любимой чашки своей мамки, жены, или не дай бог тещи, то отмывать ее точно придется. В принципе, как и руки. Обычное мыло, честно говоря, хреново справляется. Точнее силикон с рук оно вообще не смывает. Большую часть силикона с посуды и рук можно вытереть тряпками. А с оставшимся силиконом хорошо справляется чистящая паста для рук.


Вот эта паста — это что-то вроде концентрированного мыло в перемешку с мелким абразивом. Он соскребает весь силикон и не дает ему прилипнуть снова. После протирания чистящий пастой, достаточно просто смыть водой весь силикон. И не нужны никакие растворители или еще какие-то чистящие средства.
Ну что ж, можно разбирать эту чудо шкатулку. Всякие лишние торчащие куски, сразу срезаем. Видно, как силикон протек через небольшую щель.







Несмотря на большое количество пузырей в силиконе слепок кажется получился без заметных косяков. Но только после заливки будет видно, что на самом деле получилось. Слепок покрыт шероховатостями из-за того, что поверхность пластилина не была сглажена перед заливкой.
Возможно все-таки стоило пройтись кисточкой с растворителем, чтобы убрать слишком мелкую фактуру с поверхности модели.
Давайте попробуем состыковать две половины.
Стыкуются вообще идеально. Практически не видно линии стыка. Даже при нажатии две половины двигаются как одно целое. Как будто стыка нет вообще.
Боковые стороны автор специально оставил ровными, чтобы было удобнее фиксировать две половины перед заливкой, прижав их с обеих сторон двумя кусками доски. Сильно сжимать не нужно, но хотя бы слегка придерживать необходимо. Эпоксидка имеет свойство протекать через любые щели. Так что посмотрим, как она себя поведет.




Благодарю за внимание. До новых встреч!
Получайте на почту подборку новых самоделок. Никакого спама, только полезные идеи!
*Заполняя форму вы соглашаетесь на обработку персональных данных
Литье пластмасс в силикон — доступное мелкосерийное производство в домашних условиях
Многие из тех, кто печатает на 3D-принтере сталкиваются или с необходимостью получить партию моделей в короткие сроки, или скопировать удачно получившуюся деталь, или получить изделия с прочностными характеристиками, превосходящими таковые у пластиков для домашней 3d-печати.
3D-принтер далеко не всегда способен выполнить такие задачи, но отлично подойдет для создания единственного образца, или мастер-модели. А дальше на помощь нам приходят материалы производства компании Smooth-On, наверное, самого популярного производителя материалов холодного отверждения.

В этом обзоре мы сравним самые основные и популярные силиконы, полиуретаны и добавки к ним, кратко посмотрим на основные способы создания форм и изделий, подумаем, где это может найти применение и, наконец, создадим свою силиконовую форму и модель.
Перед написанием этого поста мы прошли трехдневный тренинг у официального дилера Smooth-On в России, чтобы разобраться во всех тонкостях литья в силикон.
Процесс создания изделий методом литья практически всегда одинаков: создаем модель, с её помощью создаем силиконовую форму, заливаем в нее материал, получаем изделие. Но в зависимости от модели, необходимых свойств, количества отливок, каждый этап может кардинально меняться. Существует несколько способов как создания формы, так и готового изделия.
Пару слов о подготовке моделей, напечатанных на 3D-принтере. Компания Smooth-On обратила своё внимание на эту технологию и выпустила специальный лак под названием XTC-3D. Он прекрасно сглаживает характерные для напечатанных моделей огрехи, видимые слои, которые обязательно перейдут на силиконовую форму, и придает поверхности гладкость и глянцевый вид.
Подробный обзор XTC 3D Вы можете прочитать здесь.
Методы создания форм
Самый простой способ: модель помещается в опалубку (специальную герметичную емкость из обычного оргстекла, пластика или другого материала), фиксируется в ней и заливается силиконом. Хорошо подходит для простых двухмерных моделей, рельефов, сувенирной и брендинговой продукции.
Аналогичен предыдущему, только модель размещается с учетом того, что форма будет разрезаться полностью или частично для облегчения съема. Модель может быть подвешена с помощью проволоки или размещена на тонкой опоре. Способ предназначен для более сложной геометрии, технических изделий, сложных фигур.
Это один из самых сложных способов. Заключается в помещении модели на глиняную или пластилиновую основу, которая делит силиконовую форму пополам.
На основе размещаются специальные замки, которые будут обеспечивать точное совмещение двух форм и отсутствие смещений. Вокруг основы собирается опалубка, герметизируется горячим клеем или пластилином, и в неё заливается первая половина формы. Затем, после отверждения силикона, форма переворачивается, глина или пластилин счищаются, силикон покрывается разделительным составом, и заливается вторая половина формы.
• Метод «в намазку»
Этим методом создаются так называемые «чулочные» формы, когда силикон точно повторяет форму объекта и имеет толщину от 3 мм до нескольких сантиметров. Для создания формы «в намазку» необходим достаточно вязкий силикон, который бы не стекал с модели.
Можно использовать как специально предназначенные для этого силиконы, называемые тиксотропными, так и обычные, но модифицированные с помощью загустителей.
Силикон наносится кисточкой или шпателем в несколько слоёв, в которых чередуется вязкость и скорость отвердевания, чтобы форма была максимально детализированной и прочной. После того, как все слои готовы, с помощью специального состава создается жесткая внешняя оболочка, которая будет держать форму.
Методы заливки пластиков
Самый простой метод заключается в обычной заливке пластика в форму, он подходит для домашнего использования и позволяет достичь приемлемого качества. Но, по необходимости, для более качественного результата возможно использование установок высокого давления, что позволит практически полностью убрать пузырьки воздуха.
Для этого форма вместе с залитым пластиком помещается в камеру, в которой создается повышенное до 4 атмосфер давление. Форма должна оставаться в камере все время отвердевания полиуретана. При таком давлении пузыри уменьшаются до почти невидимых глазу размеров, что значительно повышает качество изделия.
Еще один метод, так называемая заливка «в обкатку», используется для создания полых изделий. В форму заливается небольшое количество пластика, около 10% от общего объема, отверстие для заливки закрывается, и начинается вращение формы по всех плоскостях, вручную или на специальной ротационной машине. При этом пластик отвердевает на стенках формы, создавая полую модель, что позволяет существенно снизить вес изделия и экономить материал.

• Серия Mold Star 15, 16, 30
Силиконы для создания форм на основе платины. Застывают при комнатной температуре, образуют прочную, гибкую и очень детализированную форму. Предназначены для литья силикона, полиуретана, смол, полиэстера, воска и других материалов. Химически чувствительны и не способны работать с латексом, серой и некоторыми другими соединениями.
Самые базовые и основные силиконы, способные решать большинство задач. Цифра в названии отражает твердость по шкале Шор А. Обладает низкой вязкостью, что позволяет в большинстве случаев работать без оборудования для дегазации. Материал двухкомпонентный, части смешиваются в удобном соотношении 1:1 по объему. В основном предназначены для создания форм методом сплошной заливки.
• Серия Rebound 25, 40
Серия силиконов для создания форм методом «в намазку», который состоит в том, чтобы наносить силикон кистью или шпателем на поверхность модели. Обладает высокой вязкостью, возможностью модификации свойств с помощью загустителей и ускорителей для создания качественной многослойной формы. Двухкомпонентный, смешивается в соотношении 1:1 по объему.
• Серия Equinox 35, 38, 40
Силиконовые пасты с временем жизни 1, 4 и 30 минут. Предназначены для ручного смешивания, по консистенции напоминают густое тесто. Цифры соответствуют твердости по Шору А. Обладает крайне высокой прочностью на разрыв и долговечностью. В отвержденном состоянии является безопасным для заливки шоколада, карамели и других ингридиентов.
• Серия SortaClear 18, 37, 40
Серия полупрозрачных силиконов. Такая особенность, как оптическая прозрачность, используется для создания сложных разрезных форм — изделие прекрасно просматривается, что позволяет сделать точный разрез. Как и серия Equinox, является безопасным при контакте с пищевыми продуктами.
Также к силиконам существует большое количество добавок, обладающих самыми разными эффектами. Accel-T и Plat-Cat являются ускорителями отверждения, Slo-jo — увеличивает время жизни силикона, Thi-Vex увеличивает вязкость силикона и позволяет намазывать его кистью или шпателем на модель, Silc-Pig — это концентрированные пигменты для окрашивания.
• Серия Smooth-Cast
Самая основная и популярная серия полиуретанов для создания конечных изделий. Линейка включает в себя более 10 наименований различных пластиков с самыми разными свойствами, позволяющими подобрать материал именно для Вашего проекта. Например, Smooth-Cast 300 обладает коротким временем жизни в 3 минуты и временем отверждения в 10 минут, что позволяет быстро воспроизводить большие партии деталей. Smooth-Cast 305 аналогичен предыдущему, но «живет» уже 7 минут, что позволяет провести дегазацию смешанных компонентов и получить еще более качественное изделие. ONYX обладает глубоким черным цветом, которого не достичь с помощью красителей, 65D ROTO предназначен для создания полых моделей с помощью метода «в обкатку», 325 незаменим для точного воспроизведения цвета, 385 отверждается практически без усадки и максимально точно копирует изделие.
• Серия TASK
Серия полиуретанов специального назначения. Разработана для промышленного применения и обладает специфическими свойствами для конкретных задач.
Для Вашего удобства мы сформировали специальные фильтры по сферам применения:
• Пищевые:
Smooth-Sil 940, серия Sorta Clear, серия Equinox, TASK 11.
• Архитектурные, заливка бетона и других абразивных материалов:
Серия VytaFlex, серия Brush-On, серия Ez-Spray, серия PMC.
• Медицинские: симуляция тканей и органов
Серия Dragon Skin, добавки Slacker, Ecoflex 0030, Ecoflex Gel, Body Double.
• Прототипирование:
Практически любые полиуретаны и силиконы, в зависимости от задач и требований. Серии Mold Max, Mold Star, Smooth-Cast, TASK.
• Спецэффекты и грим:
Skin Tite, Body Double, Dragon Skin, Alja-Safe, Ecoflex, Soma Foama, Rubber Glass, Encapso K.
Стоит отметить, что это деление все же условное, и дано, чтобы примерно представить возможности широкого ассортимента компании Smooth-On.
Мы будем использовать только те материалы и оборудование, которые можно применить в домашних условиях. Мы попробуем создать самую сложную в изготовлении двухсоставную форму.
Нам понадобятся:
• Платиновый силикон Mold Star 30
• Заливочный полиуретан Smooth-Cast 300
• Лак для 3D-моделей XTC-3D
• Упаковка виниловых перчаток
• Несколько одноразовых пластиковых стаканчиков
• Емкости для смешивания
• Термоклеевой пистолет
• Материал для опалубки (пластиковые панели)
• Скульптурная глина
• Несколько малярных кистей
В роли мастер-модели выступит модель довольно популярного среди печатников тестового болта. Мы распечатали его черным PLA пластиком на Picaso 3D Designer с толщиной слоя 100 микрон. Сделали мы это специально для того, чтобы продемонстрировать эффект XTC 3D, поскольку далеко не каждый 3D принтер может печатать с качеством 50 микрон.
Далее — обработка, чтобы отлитая модель не переняла слоистость напечатанного объекта. Обрабатываем болт лаком XTC-3D (подробнее об этом процесс можно прочитать тут), а затем шкурим, чтобы получить гладкую матовую поверхность.
Теперь модель готова к заливке силиконом. Помещаем её на глиняную основу, с помощью которой мы создадим силиконовую форму из двух частей.
Модель должна быть погружена в глину ровно наполовину, так что начинаем процесс выравнивания глины. Края должны быть максимально ровными и полностью прилегать к модели, от этого зависит качество разделения силиконовых половинок. Убираем лишнюю глину и заключаем модель в пластиковую опалубку.
Все стыки пластика обрабатываем термоклеевым пистолетом и закрываем опалубку, окончательно обрабатываем глиняную основу, делаем в ней выемки для замков.
Все готово к заливке силикона. Поскольку двухкомпонентные силиконы и полиуретаны склонны к разделению на фракции, перед каждым использованием их необходимо тщательно перемешивать в емкости.
После перемешивания отмеряем равное количество двух компонентов по объему и приступаем к смешиванию.
Для данной марки силикона дегазация в вакуумной камере необязательна, что очень удобно: исключены появления пузырьков, которые могут испортить нашу форму. Медленно заливаем силикон в опалубку, в самую нижнюю её точку.
И оставляем застывать. Время застывания для этой марки силикона составляет 6 часов. По истечении этого времени освобождаем модель от опалубки.
Затем убираем глину, тщательно очищаем модель от её остатков, смазываем силикон разделительным составом. В случае его отсутствия, можно использовать и обычный вазелин, но качество будет немного хуже.
И дальше полностью повторяем процесс, заливая вторую половину силиконовой формы.
Спустя еще 6 часов силиконовая форма готова. С помощью лезвия аккуратно разъединяем половинки, вынимаем деталь и оцениваем, что у нас получилось.
Хорошо видны замки, закладывавшиеся в глиняной основе, хорошая детализация, несмотря на то, что разделительная линия проходила по довольно сложным местам, вроде вдавленных букв.
На самом деле, для данной модели это не самый оптимальный способ создания формы. Но нам было интересно протестировать именно этот метод, несмотря на сложности.
Итак, все готово к заливке полиуретана. Соединяем две половинки формы, используя элементы опалубки для жесткости, скрепляем с помощью резинок, скотча или другим способом, и приступаем к подготовке полиуретана.
Хорошо перемешиваем оба компонента, встряхивая их в течение 5-10 минут. После этого даем немного отстояться, чтобы вышли образовавшиеся пузыри. Все остальное точно так же, как и с силиконом: отмеряем равное количество по объему и смешиваем их. А дальше действовать нужно быстро: время жизни этого полиуретана составляет всего 3 минуты, а время начинает идти сразу, как вы смешали два компонента вместе. Так что мешаем быстро, но аккуратно, чтобы не создавать лишних пузырьков, и сразу заливаем в форму.
Примерно через 3 минуты, в зависимости от объема материала, произойдет быстрое схватывание пластика, а через 10 минут деталь готова к извлечению.
Модель готова. Переданы абсолютно все детали оригинала.
Хочется отметить, что поистине огромные возможности использование материалов Smooth-On открывает в совокупности с 3D-печатью.
Теперь Вы можете получать изделия из огромного количества материалов с самыми различными свойствами, а не ограничиваться лишь классическими PLA и ABS. К тому же, доступным станет мелкосерийное производство: распечатав всего один экземпляр и должным образом его обработав, Вы сможете в довольно короткие сроки создать необходимое Вам количество копий в домашних условиях. Для достижения приемлемого результата вовсе не обязательно использование дорогостоящего оборудования.
В случае если Вам необходимы услуги мелкосерийного производства Top 3D Shop к вашим услугам.
Литьё силикона. Как я это делаю.
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых постах.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Статья относится к принтерам:
Получилось так что интерес к 3Д печати у меня начался с вопроса жены ‘А ты такое можешь сделать?’ И ссылки на один из сайтов, где продают вырубки для пряников.
В последствии оказалось что не только печатные формы используются, но и силиконовые.
Поскольку я и раньше занимался отливкой силикона, то ничего особо нового для меня в этом не было.
Моделирую форму для отливки, 2-15 часов печати и можно лить.
Для начала надо собрать все что потребуется. У меня это такой набор: весы, емкость для размешивания, миксер, ящики для вакуумирования, вакуумный насос и собственно формы.










Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых постах.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Еще больше интересных постов
Робот-рука DARM. Калибровка и настройка.
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых постах.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Где-то больше полугода назад я первый раз наткнулся на проект DARM (3d print desktop robot arm).
Первая в России ферма 3D-печати Raise3D спасает локомотивы !
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых постах.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Печать и покраска деталей для автомобилей
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых постах.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Приветствую, уважаемое сообщество!
В этой теме я бы хотел немного отойти от ‘домашней’ постобработки напечатанных деталей и описать п.
Комментарии
А марку и тип силикона можно узнать? ( по цвету платина, да и раз в пищу — тоже платина).
Я искал того кто даст бумаги, в которых написано что этот компаунд имеет пищевой допуск. Как минимум одни продавцы признались, что есть забугонрная бумага. А локальные только на не вредность.
Да. Там платиновый катализатор.
А чьего производства силикон продавец не признается ) Говорит что штатовский.
Твердость 20 по Шор А.
Вообще easy найти пищевой силикон. А можно вообще взять стоматологический биосовсестимый A-силикон типа elite double )
Много чего можно.
Но есть еще такой фактор как стоимость.
К сожалению сейчас это один из ключевых факторов.
силикон достаточно дешев
2 кг итальянского биосовместимого силикона второго класса (контакт даже с тканями операционной раны) стоит 3000 рублей. просто пищевой дешевле. из него можно таких форм наделать ну очень много
В том то и дело — стоимость много чего определяет )
И в стоматологическом, например, я не нашел такой характеристики как стойкость к нагреву.
Выпекают пряники при температуре до 200 градусов.
Должен выдерживать )
Выдержит. Оно всё поливинилсилоксан
Это, наверное, хорошо )
Но доставка весь интерес на корню убьет )
Дилеров Тулдекора нету?
Именно тулдекор не искал. Нашел тех, чье качество устраивает. И успокоился в этом направлении.
Надо — написал, оплатил, через пару дней забрал у транспортной компании.
И не так страшно как кажется )
Не страшно, но бывает грязновасто 🙂
Однажды пролил 2 литра не смешанного еще силикона на пол на кухне.
Я так тыльники на приклад для страйкбольных винтовок делаю Литье в напечатанную форму силиконом
. Еще говорят что если использовать нормальную смазку и Pet-g, то можно лить и полиуретаны в расспечатанные формы. Думаю попробовать.


Я раньше (когда с денежкой было чуть лучше) отливал и из какого-то полиуретана детальки.
Относительно мягкий. 40-45 по Шор А.
Лил в формы собранные из листового акрила (на фрезере пилили). Как минимум тот что был у меня не прилипал к акрилу.
Еще делал из него формы для отливки силикона )
Смысл был в том что мастер-модель могла пойти в переработку, А форма из силикона вот она.
И все отлично вытаскивалось.
Предполагаю что если каким-то воском пройти по поверхности любого пластика, то не прилипнет полиуретан. Восков есть много всяких разных. Да и тыльники не такие заковыристые при вытаскивании из формы.
Вижу что в Вашей отливке есть пузыри воздуха. Если занимаетесь более-менее постоянно этим делом, то хоть какой-то насос на откачивание рекомендую использовать.
Продавец силикона, который я использую, более чем настойчиво рекомендует перед заливкой вакуумировать.
Мне повезло разжиться вакуумным насосом. Но можно и что-то попроще, вплоть до напечатанного, использовать )
https://www.thingiverse.com/thing:2222485 — нашлось печатное )
Благодарю за комментарий. Вакуумный насос двухступенчастый купил и собрал себе камеру из кастрюли на 5л и 12мм поликарбоната. Ошибкой было не ставить вакууметр, потому пока переделываю крышку для его установки, поскольку полиуретан при вакуумировании ‘кипит’ очень быстро разбрызгиваясь по камере, есть мысль что насос VE 160N слегка избыточен.
Форма из строительного силикона для декоративного камня своими руками
У каждого в жизни когда-то случается он, такой долгожданный и немного пугающий — РЕМОНТ! Для отделки стен коридора, части кухни и гостиной был выбран декоративный камень. Всего 80 кв.м. Стоимость данного камня 300 руб. за упаковку 0,33 кв.м. Всего на эту площадь понадобится 243 упаковки, а это чуть больше 72к рублей. По грубым подсчетам понадобится 1215 кг гипса, что в розницу обойдётся почти в 9к рублей. Выгода колоссальная.

Прочитав множество информации, конечно же, выбор пал на изготовление форм из полиуретана. Но в силу того, что в моём городе вообще никто не занимается продажей компаунда, а по всей стране его реализуют единицы, а пересылка возможна только при мелком ОПТе — остановился на колхозном изготовлении: строительный силикон и картофельный крахмал:

Сперва, конечно же, нужно приготовить сам объект для снятия копии — плитку. Мне не понравилось качество отливки и исправил огрехи производителя пластилином, о чём в будущем пожалел. Приклеил её тем же силиконом на обрезок ДСП:

Начинаем месить «тесто»:

Через минут 5 получается вот такая тестоподобная масса:

Сам процесс не снимал, главное хорошо утрамбовать:

Через час снял опалубку и обнаружил это:

Но это легко исправить, замешав небольшую часть массы:

Ещё через 3 часа извлек форму:

Силикон вступил в реакцию и нагрел пластилин:

Как по мне — отличная получилась форма:

А вот, куда пошли остатки силикона, т.к. 2 тубы оказалось много:


Плитка гипсовая 0.33 кв.м — 300 руб. (одна штука 21 руб.)
Герметик силиконовый универсальный 2 тубы (оказалось много) — 310 руб.
Крахмал картофельный 500 г — 40 руб.
Уголок алюминиевый 30х30 — 230 руб.
На этом пока всё, в будущем, если зайдет пост, покажу, что произошло с формами после отливки 80 кв.м и пост о том, как делал форму уже для другой плитки.
За качество фото не пинайте сильно.
Всем спасибо за внимание!

Как человек, который только что закончил заливать и класть гипсовую плитку, дам несколько советов и расчет экономии:
— Выгоднее покупать готовые формы, т.к. форма 0.1 квадрата стоит 1300 руб, но ее хватит на дофигищща заливок, а самопальные очень быстро портятся.
— Гипс нужно покупать Г-16 или Г-19, в этом случае нет необходимости в добавках пластификатора и т.д. и т.п. Получается дешевле чем фиговый гипс и куча примочек.
— Вибростол и миксер с малыми оборотами нужны по любому, иначе процент брака загубит всю экономию. Вибростол делается спокойно из куска фанеры, резиновых ножек для стиралки и дрели с согнутым саморезом. Миксер можно взять любой (хоть шуруповерт), но мешалка должна быть именно для гипса, т.е. два сваренных квадрата. Любая другая вобьет воздух в смесь — плитка в мусорку, даже вибростол не поможет.
— Перед тем как класть, поверхность обработать бетоноконтактом, и главное тыльную сторону плитки грунтовкой. Иначе гипс высосет влагу из клея быстрее чем он застынет и все будет держаться на соплях.
— Только окрашенная плитка выглядит гораздо темнее, после высыхания цвет сильно светлеет.
— Для окончательной обработки подходит либо матовый лак, либо глянцевый. Полуматовый (полуглянцевый) даст уродливый белый налет, испортите всю работу.
Плитка в Леруа — 300 руб. — 0,33 кв.м. (упаковка) т.е. 800 руб. 1 кв.м.
Заливка с учетом гипса Г-16, пигмента и 10% на брак — 180 руб. за 1 кв.м. Как бы существенно.
Изготовление силикона для форм своими руками в домашних условиях
Производство тротуарной плитки, сувенирного мыла, ювелирных изделий и бижутерии, кулинария и косметология, пищевая промышленность и строительство – и это неполный список возможного применения силиконовой резины. Прежде чем перейти к рецептам самостоятельного получения аналога выпускаемых производителями эластичных полимеров, вспомним их качества.
Формовочные полимеры
Универсальный материал получают путем растворения измельченного кварца азотной кислотой. При смешивании с одним из катализаторов он чем-то напоминает резину. Вещество не токсично, устойчиво к воздействию щелочей и кислот. В готовом виде обладает эластичностью, ударопрочностью, водостойкостью и неограниченным сроком службы. За изделиями из него очень легко ухаживать, их просто хранить.

По назначению двухкомпонентные компаунды, состоящие из пасты и отвердителя, разделяют на заливочные, обмазочные, а также силикон для изготовления форм. Своими руками можно сделать из этих смесей не только заготовки для сувенирного мыла, но и крепкие шаблоны для заливки тротуарной плитки, получения декоративных камней и гипсовой лепнины.
Для придания веществу твердого состояния его перед применением смешивают с оловянным или платиновым катализатором, который прилагается в комплекте. От вида затвердителя зависят некоторые качества эластичной резины:
- прозрачность или матовость;
- прочность на раздир или разрыв;
- сохранение размеров и термостойкость;
- твердость;
- время окончательного застывания;
- долговечность и тиражеустойчивость.
К примеру, смеси с оловянными катализаторами применяются в промышленности и строительстве. Для производства искусственного камня или крепких пластиковых изделий нужны самые прочные материалы. Пищевой силикон для изготовления форм, в которые заливают шоколад и карамель, выпускают на основе платиновых затвердителей. Мягкость и эластичность данных компаундов более подходит для «сладких» производств и выпечки.

Где применяют самодельный полимер
Несмотря на разнообразие компаундов в продаже, некоторые умельцы предпочитают делать все самостоятельно. Обычно это оправдано экономией денежных средств и творческим подходом к делу.
Изготовление силикона для форм своими руками возможно несколькими способами. Следует пояснить, что полученное вещество отличается по характеристикам от промышленных смесей. И не всегда эти различия положительны. Если фирменный жидкий силикон для изготовления форм используют для создания больших и маленьких изделий, то самодельную резину делают только для домашнего творчества.

Как создать матрицу для отливки: несколько советов
Начиная изготовление силикона для форм своими руками, ставят контейнер, коробку или ящик для основной работы. Его делают из картона (если образец мелкий), дерева или пластика. Он может быть разборным или цельным. Из первого легче высвобождать застывшую заготовку. Между деталями контейнера не должно быть щелей, так как все виды эластиков имеют текучесть.
Прежде чем положить «модель» в контейнер, ее покрывают разделителем. Эта смазка должна быть восковой, жировой или мыльной. Чтобы получить матрицу для вертикального сувенира, его крепят за подставку ко дну контейнера на кусочек пластилина, чтобы не всплывал. Затем тонкой струйкой наливают вокруг модели заранее замешанный компаунд. Заполнение емкости начинают с углов, полностью покрывая установленную внутрь фигурку.

Рецепт №1: предварительная подготовка
Если необходимо небольшое количество эластичной резины для какого-то маленького изделия, можно воспользоваться одним из приведенных ниже вариантов. Изготовление силикона для форм в домашних условиях начинают с подготовки посудины, лопаточки для помешивания, составляющих компонентов, основной емкости для заливки и небольшого сувенира, так называемой мастер-фигурки, слепок которой планируется получить для «клонирования».
Для первого способа берут в равных количествах глицерин и желатин и помещают в небольшую емкость. Состав плавят на водяной бане при постоянном помешивании, не допуская закипания. Нагревание длится 10–12 минут.
Подробности рецепта №1
Дно подготовленного лотка из картона или дерева равномерно покрывают полученной смесью. Затем сувенир окунают в самодельный силикон и быстренько помещают в эту коробочку. Приклеившуюся фигурку сразу же заливают горячим составом, наполняя лоток до краев.
Жидкий силикон для изготовления форм, полученный таким незатейливым способом, твердеет за несколько минут, практически на глазах. После полного остывания массы полученный брусок извлекают из коробки, делают разрез с нижней стороны и аккуратно достают сувенир.
Образовавшуюся фигурную полость можно заливать только эпоксидной смолой. Изготовление силикона для форм своими руками по данному рецепту имеет несколько минусов:
- готовое мастер-изделие впитывает воду, поэтому нельзя использовать его для получения гипсовых отливок;
- масса плавится при попытке заполнения горячим веществом, поэтому не подходит для создания дизайнерского мыла.
- после нескольких использований внутренняя поверхность формы портится, теряет лоск и качество.
Плюсом считается способность к многократной переплавке отслуживших свое штампов.

Рецепт №2: подготовка
Изготовление силикона для форм своими руками требует определенных усилий. Мастера, работающие с пластичной глиной, делают таким способом шаблоны и молды, чтобы воплотить свои идеи. Итак, потребуется один из видов устойчивого к высоким температурам строительного герметика и обычный пищевой крахмал или тальк. Желательно работать в резиновых перчатках. Так как схватывание герметика происходит в течение 10 минут, необходимо заранее положить рядом предмет, с которого будет готовиться слепок: ракушку, плоскую с одной стороны фигурку, что-то другое. Формочка получится твердой, с вогнутым углублением, поэтому подходит для производства только односторонних сувениров.
Рецепт №2: подробности
- На поверхность стола насыпают немного талька или крахмала (чтобы не прилипло).
- В центр посыпки выдавливают из тубы кучку герметика.
- Сверху добавляют крахмал и все перемешивают.
- Полученное «тесто» должно взять столько крахмала, чтобы не липло к рукам и к столу.
- Из массы делают толстую лепешку, соответствующую размерам будущего сувенира.
- Быстро и аккуратно, с силой вдавливают в эту заготовку выбранный образец.
- Силикон для изготовления форм оставляют сушиться на сутки.
- После извлечения фигурки полость шаблона смазывают тальком при помощи кисточки и плотно набивают пластичной глиной.
- Такую основу можно поместить в духовку для просушки вместе с заполнителем, она не боится высокой температуры.

Что хорошего в таком способе
Первым из плюсов можно назвать многоразовость использования полученного шаблона. Материал сохраняет все свои качества. В молды, сделанные из крахмала и строительного герметика, можно заливать горячую мыльную основу, предварительно сбрызнув спиртом из распылителя. Силикон для изготовления форм, своими руками произведенный, выдерживает температурные нагрузки наравне с промышленными составами.
Среди минусов называют резкий уксусный запах герметиков и быстрое застывание «теста». Зато мастер может приготовить такое количество вещества, которое необходимо именно в данный момент времени для конкретной работы.