

Как делают сверла на заводе видео
Как делают сверла на заводе видео
Плотность металла настолько велика, что для его обработки необходимо использовать специальные инструменты и механизмы. Для того чтобы сделать отверстие в этом материале применяются дрели и сверлильные станки, в которых основным режущим элементом являются сверла.
Какие свёрла по металлу лучше? Непросто определить, ведь универсальных изделий которые бы подходили для обработки всех типов металлических изделий, не существует. Опытный мастер сможет «на глаз» определить вид металла и быстро подобрать для обработки подходящий режущий инструмент.
Новичку в этом деле необходимо начинать с азов. Вначале изучить классификацию свёрл и сферу их применения, потому что лучшие модели — это изделия, которые идеально подходят для обработки конкретного вида металла.

Какие бывают сверла, как по маркировке и внешнему виду подобрать подходящее для работы изделие, узнайте в статье.
Виды свёрл по металлу
Чтобы выбрать лучшие модели, необходимо разобраться в видах свёрл.
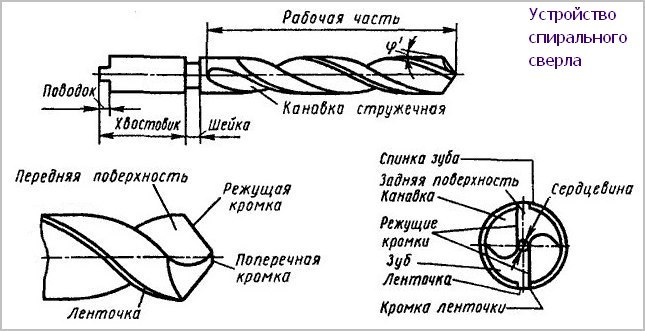
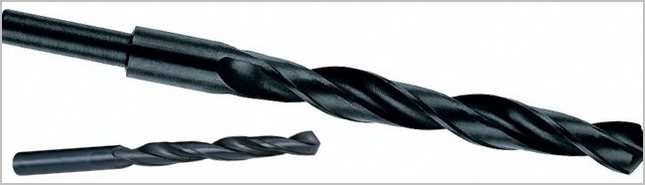
Спиральные
Классические, цилиндрической формы свёрла, которые наиболее часто используются для сверления металлов. Обычно спиральные изделия изготавливаются из стали HSS.
Материал представляет собой высококачественный режущий тип стали, поэтому изготовленные из неё буравчики отличаются высокой прочностью и долговечностью.
Конические (ступенчатые)
Режущая поверхность имеет форму конуса, за что данный вид свёрл и получил своё название. Конические буравчики применяются для изготовления отверстий в тонком металле, а также для исправления дефектов от других режущих инструментов.

Какие лучше ступенчатые сверла выбрать? Зависит от типа обрабатываемого металла. Если плотность заготовки слишком высока, то лучше приобрести более дорогие, золотистой окраски изделия.
В быту этот вид свёрл применяется редко. Если необходимо часто производить сверление тонких металлических листов или обрабатывать мягкие материалы, то несмотря на относительно высокую стоимость, его следует приобрести для домашней мастерской.
Корончатые (кольцевые фрезы)
Режущий инструмент представляет собой цилиндр с режущим краем, которым и осуществляется разрезание металла.

Затраты энергии на изготовление отверстия таким способом в несколько раз ниже, за счёт небольшой площади соприкосновения инструмента с обрабатываемой поверхностью.
Преимуществом использования этого вида свёрл перед другими, заключается в изготовлении отверстий большого диаметра. При этом удаётся получить более качественные края, чем при работе со спиральными моделями.
Перовые
Особая разновидность плоских буравчиков со сменными рабочими кромками применяется для сверления металла. Такие изделия позволяют выполнять качественные, идеально ровные отверстия.

Отсутствие перекоса в процессе сверления и возможность сделать отверстие большого диаметра в различных металлических конструкциях, позволяет многим мастерам отказаться от использования спиральных изделий.
Низкая стоимость перовых свёрл позволяет во многих случаях обработки металла назвать их лучшими для сверления отверстий.
Это основные типы свёрл применяемых для изготовления отверстий в металлических конструкциях.
Классификация свёрл по материалу изготовления
Какие сверла по металлу самые лучшие при сверлении особо прочных сплавов, ответить довольно просто:
- Для обработки такого материала следует выбирать изделия, у которых на режущей кромке располагается пластина повышенной твёрдости. Такие буравчики являются лучшими для обработки твёрдых сплавов.
- Цена таких изделий невысокая за счёт того, что основное тело режущего инструмента изготавливается из обычной инструментальной стали.
Хорошими характеристиками обладают свёрла изготовленные из металла легированного кобальтом.

Они отлично переносят повышенные механические нагрузки и чрезмерный нагрев рабочей поверхности во время работы. Стоимость изделий высокая, но если необходимо сделать отверстия в твёрдом сплаве, то кобальтовые аналоги являются лучшими для выполнения такой работы.
Титановые свёрла не уступают по прочности кобальтовым, а при сверлении легированных сталей и цветных сплавов показывают даже лучшие результаты.

При правильном использовании, титановые модели долгое время сохраняют заводскую заточку, что позволит выполнить значительно больший объём работ.
Недорогие свёрла по металлу изготавливаются из обычной быстрорежущей стали Р9 и Р18. Режущий инструмент отлично справляется со своей функцией, но рабочая поверхность быстро затупляется, особенно при превышении определённого температурного порога.
Маркировка режущих изделий
Маркировка сверл по металлу необходима для определения типа стали, из которого изготовлен режущий инструмент. На изделии также указывается его диаметр, класс точности и производитель (страна). Не маркируются только спиральные буравчики, диаметр которых менее 2 мм.
В остальных случаях маркировка свёрл может иметь следующие значения:
- Р9 — изготовлено из быстрорежущей стали с процентным содержанием вольфрама 9%.
- Р9К15 — указывает на наличие в быстрорежущей стали кобальта в количестве 15%.
- Р6М5К5 — обозначает наличие сложного состава режущей стали содержащей вольфрам, кобальт и молибден.

Импортные изделия имеют обозначение HSS, по которому можно определить состав материала, из которого был изготовлен бурав. Сверло HSS — расшифровка которого будет приведена ниже, используется с дополнительной буквой, по которой и определяется наличие легирующего металла.
- HSS-Е — содержит кобальт. Используется при обработке металлов повышенной вязкости.
- HSS-Tin — имеет титановое напыление, который значительно увеличивает твёрдость рабочей поверхности, а температурная устойчивость материала повышается до +600 градусов.
- HSS-Е VAP — режущий инструмент используется для обработки нержавеющих материалов.
- HSS-4241 — предназначены для сверления алюминия.
- HSS-R — обладают максимальной прочностью.


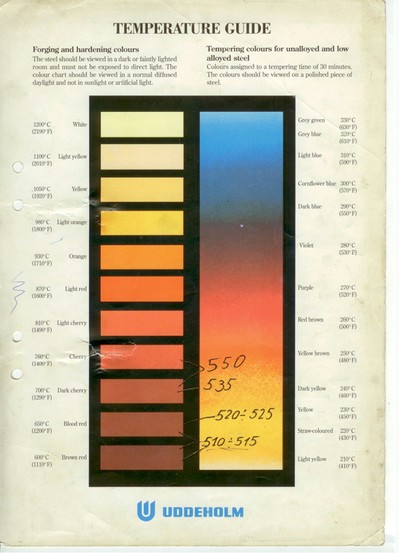
По маркировке режущего инструмента можно определить для какого металла и в каком режиме можно использовать сверло. Если маркировка не видна, то можно по цвету изделия определить предназначение сверла.
Визуальное определение типа сверла
По внешнему виду режущего буравчика можно определить тип материала из которого изготовлены изделия и тем самым узнать механическую прочность образца. По цвету можно определить состав и качество изготовления.
Серый
Свёрла серого цвета изготавливаются из металла, который не подвергался какой-либо дополнительной обработке.

Качество инструмента, в данном случае, оставляет желать лучшего, но для одноразового применения такие изделия вполне сгодятся.
Чёрный
Такой цвет свидетельствует о том, что инструмент подвергался обработке перегретым паром. В процессе обработки изделие приобретает большую прочность.
Отлично переносит многочисленные циклы нагрева и остывания металла, а также сохраняет заточку рабочей поверхности в течение длительного времени.
Цена чёрных свёрл по металлу не намного выше серых изделий, поэтому при наличии выбора, при покупке следует отдать предпочтения инструментам этого типа.
Тёмно-золотистый
Данный цвет говорит, что режущий инструмент был подвергнут процедуре отпуска. Такой вид обработки значительно повышает механическую прочность изделия в результате снижения внутренних напряжений.

Отпущенным сверлом можно успешно обрабатывать металлы повышенной прочности, поэтому если предстоит сверление слишком твёрдых сплавов рекомендуется приобрести подобную модель.
Ярко-золотистый
Ярко-золотистая окраска говорит, что при производстве использовался металл изготовленный с добавлением титана.

Несмотря на высокую стоимость таких моделей, гораздо практичнее приобрести качественное сверло, чем использовать дешёвые режущие инструменты, которые при сложных работах понадобится использовать в больших количествах.
Таким образом, несложно по внешнему виду определить качество изделий и принять решение, какие сверла по металлу лучше покупать.
Классификация по размеру
Чтобы выбрать самое лучшее сверло и при этом не переплачивать, достаточно знать на какие размеры по длине принято разделять данные изделия. Если при сверлении металла не требуется изготовление глубоких отверстий, то приобретение слишком длинных моделей приведёт к перерасходу денежных средств.

Классифицировать свёрла по длине принято следующим образом:
- Короткие, длиной 20-131 мм. Диаметры инструмента находятся в пределах 0,3-20 мм.
- Удлинённые, длина составляет 19-205 мм, а диаметр — 0,3-20 мм.
- Длинная серия диаметром 1-20 мм и длиной 56-254 мм.
При выполнении сверлильных работ различной глубины следует подбирать инструмент максимально подходящий для выполнения конкретной задачи.
Лучшие производители
Чтобы приобрести сверла и быть уверенным, что заявленные характеристики полностью соответствуют действительности, необходимо правильно выбрать производителя.
Фирмы, которые дорожат своей репутацией, не реализуют продукцию ненадлежащего качества. Поэтому при выборе свёрл по металлу следует отдавать предпочтения производителям, которые находятся на рынке длительное время.
Среди новичков, также могут быть достойные производители. Но чтобы узнать, что в продаже находится товар надлежащего качества необходимо совершить покупку, которая часто представляет собой «лотерею».
1. Bosch — изделия немецкой фирмы давно зарекомендовали себя только с положительной стороны. Несмотря на довольно высокую цену продукции, приобретая свёрла Bosch, можно не сомневаться в отменном качестве. Удобно и выгодно приобретать инструменты этой фирмы в комплекте.

Какой набор сверл не взять, в любом будет находиться только высочайшего качества изделия, которые прослужат многие годы, при условии правильного хранения и использования.
2. «Зубр» — отечественный производитель, продукция которого в соотношении цена-качество максимально оптимизирована. Приобрести продукцию этой фирмы можно как в единичном экземпляре, так и в виде набора. Последний вариант позволит существенно сэкономить денежные средства, несмотря на значительную стоимость комплекта.
3. Свёрла советского производства — эту категорию режущих инструментов, можно отнести к «вымирающему виду». При должном старании можно приобрести раритет, который отличается непревзойдёнными техническими характеристиками.
Заключение
Какие свёрла по металлу лучше покупать зависит от многих обстоятельств:
- Если необходимо просверлить несколько отверстий в очень тонком и мягком металле, то достаточно приобрести дешёвый бурав, который справиться с работой.
- При профессиональном использовании, совершенно не выгодно приобретать дешёвые свёрла. Низкого качества продукция может привести к браку и к значительным временным затратам на частую замену некачественного режущего инструмента.
Вообще сверла делают в инструментальных производствах предназначенных для изготовления инструмента. Есть несколько способов, как сделать сверла. В общем случае отрезают две заготовки из прутков быстрорежущей стали и простой стали. Затем их сваривают встык. Проводят центровку торцов. Далее могут использовать токарный станок, где протачивают канавки с припуском под шлифовку. Далее ставят клеймо и закаливают в термопечи. Затем шлифуют канавки и затачивают на оптических заточных станках. Но если нужны сверла малого диаметра, то могут использовать заготовки целиком из быстрорежущей стали. Т.к. другие операции уже становятся более трудоемкими.
Возможны и другие варианты изготовления сверла. Так например, канавки могут фрезероваться и шлифоваться до термообработки. Или возможен вариант когда заготовка из прутка расплющивается и затем сворачивается в спираль, после чего обрабатывается поверхность сверла. Но такой способ используется не часто. Потому как не достаточно точен.
Автор: dgin, 13 октября 2013 в Общий
Рекомендованные сообщения
Создайте аккаунт или войдите в него для комментирования
Вы должны быть пользователем, чтобы оставить комментарий
Создать аккаунт
Зарегистрируйтесь для получения аккаунта. Это просто!
Войти
Уже зарегистрированы? Войдите здесь.
Сейчас на странице 0 пользователей
Нет пользователей, просматривающих эту страницу.
Так делают свёрла.
это те сверла, которые раскручиваются, когда сверлить начинаешь?
знаем, проходили
Щас бы цвет по камере определять, всем известно что на камере температуру металла по цвету не определить, сильно искажается
вот вы хотя бы до пятницы не могли подождать с комментарием?
где среди недели найти теперь костер?
Ну как бы в цеху поджигаешь стул от чтения комментариев.
Так кто мешает вам сделать костер, например на работе?)
Пробовал. Нихера не меняется.

У меня, к сожалению, уже не осталось того фото, но отлично помню как друг купил зеркалку и мы пошли на пикник, он пытался снимать угли на камеру на автомате, но угли получались фиолетовыми
Возьмите любой пульт ДУ и посмотрите на излучатель через камеру. Пульты работают как раз в ИК диапазоне, диод будет иметь фиолетовый оттенок. Только что перепроверил нсо своим телефоном и брелком от машины, фото загрузить не могу, если только после работы. А уж почему он фиолетовым светится, это второстепенный вопрос, который я не поднимал.

мейзу м6, куплен полгода назад — лампочку отлично видит
Взял у коллеги хонор какой-то свежий чтоб проверить. Не видно. На моём ZenFone 2 видно отлично.
Я не знаю, где вы взяли те странные фото, а у меня моя фотография с моей беззеркалки.
У меня они вообще синие получились однажды ))) Так красиво. Фотку, правда, не нашел ((
Апелляция к очевидности, ложная авторитетность
Аргументация демагога начинается с выражений типа «каждому известно, что…», «очевидно…», «наука давно доказала…», «все успешные бизнесмены знают, что…» и так далее. При этом эксплуатируется ложная гордость слушателя (если что-то подаётся как «общеизвестное», то ему бывает сложно признаться даже себе, что он об этом никогда не слышал) либо приводятся мнимые авторитеты, согласные с высказыванием, что действует на людей, склонных доверять авторитетам.
это сталь HSS 4241 или 4341, там мало вольфрама и молибдена, она более пластичная при высокой температуре
сталь скорей всего китайский аналог Р6М5

это дешевый его аналог — марка 4241
Или отпустилось при работе.
Быстрорез не отпускается.
Т. Е. Можно самому закалить?
нет. Настоящие сверла делают фрезерованием из прочных и твердых сплавов, которые как на видео таким образом не обработаешь. Только фрезер.
вы правы, твердые сплавы и быстрорежующие стали высокого класса не получается изготавливать методом роликовой прокатки (который на гифке).
кратко можно и расписать:
цилиндрические заготовки из быстрореза низкого уровня делают как обычно, а заготовки твердосплавные делают из порошка
потом фрезеруют канавку кругами из кубического нитрида бора
Ну так, на видео же по китайский базарят. Понятно всё.
И рожа распухшая — китайцу рядом делать нечего)))
там в соседнем цеху делают обалденные сверла на современных ЧПУ станках, всё там супер
просто это для низкого сегмента
Так вроде все заводы, где производят свёрла, находятся в Китае.
Тогда в каких ещё странах их производят? Все свёрла, что мне доводилось покупать производились в Китае. От дорогих до дешёвых.
Сколько я их сделал в свое время. Работал в инструментальном цехе, на участке режущего инструмента. Токарь универсал. Делал любой инструмент, от стандартного, до специнструмента. Сверла делали довольно часто, обычно большого диаметра. Заготовка вытачивалась из цельного куска быстрореза с припусками под шлифовку. Потом фрезеровка канавок на фрезерном ну и далее по ТП, вплоть до заточки.
Один момент, было это в 93-95 годах, раньше это не делали по причине экономической нецелесообразности ( готовое закупалось) и позднее не делали, насколько я знаю, так как свалил с завода, по причине отсутствия денег и материалов (закончились запасы).
Там где я проходил производственную практику (1987 г.) — хвостовик делали 40х, а быстрорез трением приваривали.
Мужской сайт
Настоящий мужик должен быть хозяином в доме!
Как делают сверла
Как делают сверла
Как правильно заточить сверло по металлу — видео
Любой инструмент со временем приходит в негодность, ломается, выкрашивается, колется, трескается и тупится. Некоторые последствия использования ликвидировать не удается, тогда приходится покупать новый инструмент, а некоторые вполне возможно восстановить и дать инструменту вторую жизнь. Это в полной мере касается сверл, которые имеют обыкновение ломаться или тупиться.
Видео мастер класс по заточке сверла
Для начала давайте посмотрим, как правильно заточить сверло по металлу Видео продемонстрирует основнее моменты, которые необходимо знать, а в тонкостях будем разбираться вместе.

Инструмент для заточки сверла
В быту мы не используем крупные сверла, как правило, самыми ходовыми размерами являются малые и средние — от 0,5 мм до 18 мм. Их и будем затачивать. Только для начала соберем все необходимое для этого. В идеале работу по заточке сверла лучше проводить на заточном станке. Каждый уважающий себя хозяин просто обязан иметь в гараже небольшой наждак. Даже если его нет, не страшно. Обойдемся болгаркой или насадкой на электродрель. Только сначала нужно прочно закрепить электроинструмент на плоскости. Главное — получить вращающийся заточной диск или наждачный камень.

О технике безопасности забывать тоже не следует. Береженого бог бережет. Если вы еще не носите очки, тогда защититесь ими. Случиться может что угодно. Еще очень важно при заточке вовремя охлаждать сверло, поскольку если этого не делать, то сталь потеряет прочность. Во время заточки сверло сильно накаляется, а для охлаждения необходимо периодически макать его в холодную воду или в жидкое масло. Жидкость нужно налить в небольшую емкость и разместить в пределах досягаемости возле станка или закрепленного электроинструмента.
Как заточить спиральное сверло

О том, что сверло притупилось, мы узнаем сразу же при первых оборотах патрона дрели. Сверло перегревается, скрипит и напрочь отказывается резать даже мягкий металл. Чем больше сверло нагревается, тем быстрее оно тупится, поэтому при первых проявлениях признаков потери сверлом остроты, заточите его.

Точим вручную, поскольку специальных приспособления для заточки у нас нет, хотя они здорово упрощают процесс и делают его точнее. Заточить сверло по металлу можно несколькими способами. Рассмотрим два из них. Для заточки сверла до 3 мм, и более 3 мм.
Самый простой способ заточки — это когда мы затачиваем режущую кромку в одной плоскости. При этом задний угол должен составлять около 30˚. Пользуясь этим методом, самое главное — сохранять параллельность режущей кромки поверхности круга. И стабильность положения сверла относительно наждачного круга. Как только вы коснулись сверлом поверхности, ни горизонтально, ни вертикально его перемещать нельзя. С первого раза не получится точно. Зато со второго — обязательно выйдет. Стоит помнить, что если приложить чрезмерное усилие, а вы помните, что мы затачиваем сверло толщиной до 3 мм, то режущая кромка может выкрошиться.

Второй способ более наукоемкий, но тоже не сложный. Спецы называют его коническим методом заточки. Суть его в том, что во время заточки сверло прижимается режущей кромкой и поверхностью задней части, при этом нужно слегка покачивать сверлом так, чтобы на задней перьевой части образовалась конусная поверхность.

Нужно стараться не отрывать сверло от камня во время заточки, и двигать сверлом очень медленно и без рывков. После этого создаем такой же конус на оставшемся пере.
Заточка победитового сверла

С победитовыми сверлами происходит то же самое, что и с обычными. Они могут затупиться, но значительно позже.
сверло по металлу своими руками
Единственное ограничение по работе с победитовым сверлом — у нас не получится заточить его на обычном заточном абразивном круге при обычной скорости вращения круга. Дело в том,что чем выше скорость заточки, тем мягче материал сверла. Победитовое сверло очень твердое, и при обычных оборотах наждачного камня сверло можно запросто перегреть. Два варианта — или уменьшать обороты, или применять алмазный заточной круг.
Есть несколько основополагающих правил, а остальное приходит с опытом:
- Победитовое сверло затачивается кратковременными касаниями к кругу.
- Следите за тем, чтобы при заточке не сбить центр оси вращения сверла.
- Угол заточки не должен быть меньше 160-170˚.
- Не охлаждайте сверло моментально, разу после заточки, иначе может треснуть.
- Не перегревайте победитовое сверло.
Если следовать этим простым советам, победитовое сверло получит новую жизнь. Не с первого, так со второго раза, точно.
Как заточить ступенчатое сверло

Ступенчатое сверло — белая ворона в семье сверл. Оно позволяет очень точно высверлить отверстие разных диаметров. Причем с очень точной центровкой. Есть разные модели ступенчатых сверл, но принцип один — одним сверлом можно выполнить отверстие от 4 до 32 мм. Они очень просты в заточке. Чтобы восстановить режущую кромку, достаточно просто поправить ее вращающимся кругом с наждачной бумагой.

Так можно продлить жизнь сверлам, и заодно научиться их затачивать. Работать тупым инструментом — не солидно для хорошего мастера.
Для изготовления отверстий в толще материала применяются такие режущие инструменты, как сверла. Компания ВолгаТулз занимается изготовлением сверл и их реализацией. Наши изделия изготавливаются из материалов высокого качества и пользуются неизменным успехом у покупателей, которых устраивают и наши цены на сверла.
Виды сверл
 Изделия можно разделить на сверла по бетону, металлу, дереву, стеклу и плитке. В зависимости от того для каких работ они предназначены и формируются цены на сверла. По конструкции сверла, представляют из себя стержень, имеющий хвостовик для закрепления, рабочую часть, режущую часть и бороздки для отвода стружки. Процесс сверления происходит за счёт вращения, подачи по продольной оси инструмента. При этом сверло врезается в материал, а стружка выходит наружу.
Изделия можно разделить на сверла по бетону, металлу, дереву, стеклу и плитке. В зависимости от того для каких работ они предназначены и формируются цены на сверла. По конструкции сверла, представляют из себя стержень, имеющий хвостовик для закрепления, рабочую часть, режущую часть и бороздки для отвода стружки. Процесс сверления происходит за счёт вращения, подачи по продольной оси инструмента. При этом сверло врезается в материал, а стружка выходит наружу.
В промышленности применяются следующие основные типы сверл: спиральные, перьевые, кольцевые, центровочные, специальные.
Для ручного, механизированного инструмента и пудля сверления отверстий на стационарных станках большим спросом пользуются спиральные сверла с цилиндрическим хвостовиком.
Для работы по металлу сверла изготавливаются винтовой формы, с заострённым концом.
Как делают сверла, нарезание винтовой канавки
Обычно угол заострения бывает 120 градусов.
Спиральные сверла
Спиральные сверла обладают двумя режущими кромками. Они образуются пересечением винтовых поверхностей канавок с задними, которые обращены к поверхности резания. У сверла есть и поперечная режущая кромка, которая образуется пересечением задних поверхностей, а передние поверхности образуют две вспомогательные режущие кромки. По канавкам сверла происходит продвижение стружки.
Плоские сверла
Перовые сверла или их ещё называют плоские сверла, просты по конструкции и цена их не высока. Они изготавливаются как односторонние, так и двухсторонние по форме заточки режущей кромки. У них есть плоская режущая часть и две режущие кромки, которые расположены симметрично к центральной оси. Перовые сверла имеют недостатки. У них нет канавок для отвода стружки во время сверления, а это приводит к порчи режущих кромок, и во время работы часто приходится вынимать сверло, чтобы освободиться от мусора и перовые сверла при работе теряют направление. Они применяются при обработке твердых поковок.
Наши технологии изготовления сверл
Изготовление сверл компанией ВолгаТулз проводится на современном оборудовании с применением качественных материалов.
 Спиральные сверла могут быть изготовлены с цилиндрическим, шестигранным и коническим хвостовиком. Сверла с хвостовиком цилиндрической формы производятся диаметром до 20мм. Изготовление сверл происходит в соответствии с принятыми стандартами. Основной размер сверла – это его диаметр. Размер рабочей части зависит от диаметра сверла. Если у него цилиндрический хвостовик, то к диаметру прибавляется 50мм, с коническим концом 2D+120мм. Для работы по металлу с использованием ручного или электро-, а так же пневмо-инструмента изготовление сверл производится из быстрорежущих сталей (Р6М5, Р18 и др.).
Спиральные сверла могут быть изготовлены с цилиндрическим, шестигранным и коническим хвостовиком. Сверла с хвостовиком цилиндрической формы производятся диаметром до 20мм. Изготовление сверл происходит в соответствии с принятыми стандартами. Основной размер сверла – это его диаметр. Размер рабочей части зависит от диаметра сверла. Если у него цилиндрический хвостовик, то к диаметру прибавляется 50мм, с коническим концом 2D+120мм. Для работы по металлу с использованием ручного или электро-, а так же пневмо-инструмента изготовление сверл производится из быстрорежущих сталей (Р6М5, Р18 и др.).
Мы заботимся о быстром продвижении нашей продукции и интересах потребителей, а потому цена, за которую Вы можете приобрести сверла, минимальная. В зависимости от того, какой заказ вы оформляете на крупную или мелкую партию, зависит цена заказа.
