

Хром в домашних условиях видео
Хромирование своими руками в домашних условиях: технология, видео
Элементы, покрытые слоем хрома, как правило, используются для улучшения дизайна автомобилей и мотоциклов. Стоимость таких деталей, изготовленных в производственных условиях, достаточно высока, а между тем вполне возможно хромирование в домашних условиях. Нанося хром на поверхность различных изделий своими руками, можно сэкономить значительные финансовые средства.

Соблюдение технологии позволят получать хромированные поверхности хорошего качества и в домашних условиях
Интерес к выполнению хромирования различных деталей своими руками в домашних условиях проявляют многие мастера, которым не безразличен внешний вид их транспортного средства. В технологии хромирования в домашних условиях можно выделить много нюансов. Кроме того, она требует строгого соблюдения последовательности всех своих этапов.
Подготовка к процедуре
Чтобы выполнить хромирование в домашних условиях, необходимо провести определенную подготовку. В первую очередь следует правильно выбрать помещение (желательно нежилое). Кроме того, перед выполнением хромирования надо обязательно:
- обеспечить вентиляцию помещения, в котором будет выполняться технологическая операция (при этом желательно, чтобы такая вентиляция была не естественной, а принудительной);
- найти средства, обеспечивающие личную безопасность (респиратор, защитные очки, плотные резиновые перчатки и фартук);
- решить вопрос о том, как будут утилизироваться отходы технологического процесса.

Самодельную ванну для хромирования можно сделать из толстого винпласта
Конструкция установки для хромирования
Для хромирования в домашних условиях можно изготовить устройство, состоящее из следующих элементов:
- контейнера, в котором будет устанавливаться емкость для выполнения хромирования;
- самой емкости, в качестве которой можно использовать стеклянную банку объемом 3 литра;
- деревянного ящика с утепленными стенками, способствующего качественному протеканию процесса электролиза (в качестве утеплительных элементов стенок такого ящика, который должен обладать эффектом термоса, можно использовать стеклоткань, песок, минеральную вату или стекловату);
- нагревательного элемента, в роли которого может выступить обычный ТЭН соответствующей мощности;
- устройства, при помощи которого можно измерять температуру (лучше всего использовать контактный термометр, позволяющий автоматизировать технологический процесс);
- герметизирующей крышки, которую лучше изготовить из древесной плиты или влагоустойчивой фанеры;
- проводов, при помощи которых обрабатываемое изделие подключается к минусовому контакту источника электрического тока, а анод, также погружаемый в электролитический раствор, – к плюсовому (провод, подсоединяемый к обрабатываемому изделию, лучше всего оснастить зажимом типа «крокодил»: подключать его в таком случае будет значительно удобнее).
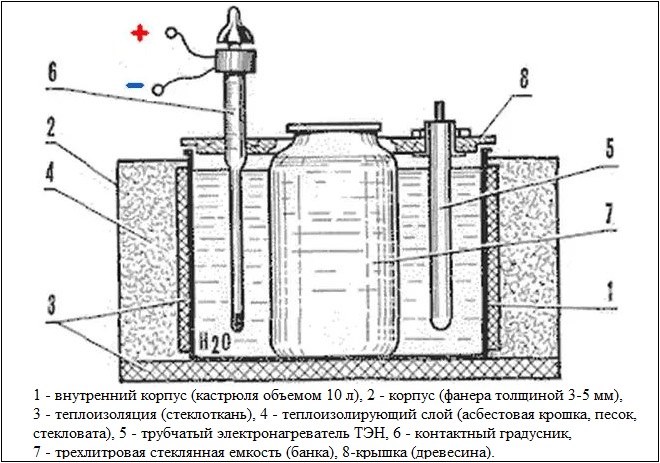
Схема установки для хромирования
В комплект своего набора для хромирования необходимо включить и специальный кронштейн для подвешивания обрабатываемой детали в электролите. Использовать такой кронштейн необходимо для того, чтобы поверхность изделия покрывалась слоем хрома равномерно со всех сторон.
Требования к источнику питания
Покрытие поверхности изделий слоем хрома, в том числе и хромирование деталей в домашних условиях, предполагает использование источника постоянного тока. Электрическая схема самодельного устройства для хромирования должна удовлетворять нижеперечисленным требованиям.
- Источник тока, которым оснащается набор для хромирования, должен иметь возможность регулировки выходного напряжения. В простейшем исполнении в качестве такого регулировочного устройства может быть использован обычный реостат.
- Сечение проводов, при помощи которых анод и катод соединяются с источником тока, подбирается по максимальной силе тока. Так, оборудование, используемое для хромирования изделий небольшого размера, должно оснащаться проводами, сечение которых составляет не менее 2,5 мм 2 .
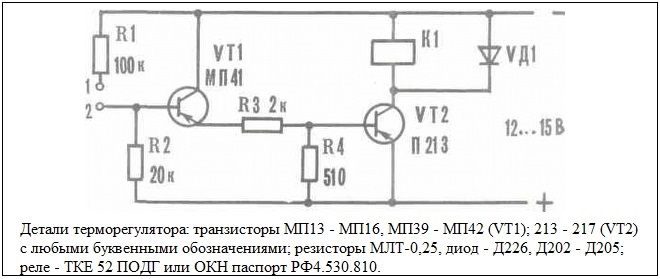
- Если бытовой аппарат для хромирования предполагает использование не обычного термометра, а терморегулятора, то для корректного использования такого измерительного устройства необходимо собрать соответствующую электронную схему.
Состав электролита и правила его приготовления
В том случае, если вы решили нанести на поверхность изделия слой хрома своими руками, важно не только собрать соответствующее оборудование, но и правильно приготовить электролитический раствор. В состав такого раствора для хромирования металла входят следующие компоненты:
Эти компоненты смешиваются с водой.
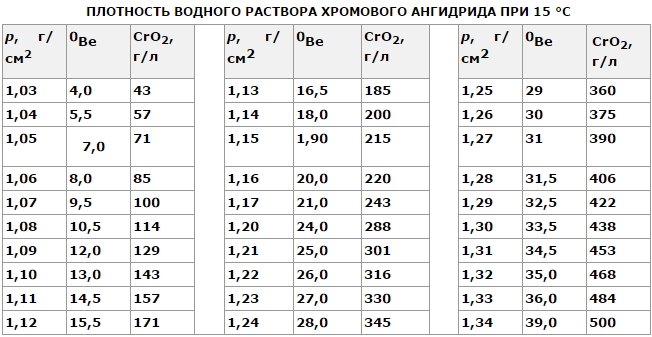
После смешивания ареометром проверяют плотность раствора, по которой можно судить о содержании хромового ангидрида
Существуют определенные правила приготовления электролитического раствора, которые заключаются в следующем.
- Емкость, в которой готовится электролит, наполовину наполняется водой. В том случае, если используется не дистиллированная, а обычная вода, ее следует прокипятить и дать ей отстояться. Температура воды, в которую добавляются остальные компоненты, должна составлять порядка 60°.
- После того как вода подготовлена и подогрета до требуемой температуры, в нее засыпают хромовый ангидрид и размешивают полученную смесь до полного его растворения.
- Если объем раствора уменьшился, в него необходимо долить воды.
- В полученный раствор заливают серную кислоту. При этом следует иметь в виду, что приведенные выше значения содержания H2SO4 в растворе актуальны для кислоты, обладающей удельной плотностью 1,84.
- После того как электролит готов, его необходимо «проработать». Через него в течение 3,5 часов пропускается электрический ток, сила которого рассчитывается по следующей формуле: 6,5 А на каждый литр раствора. Зная технические характеристики используемого источника тока, можно без проблем определить требуемый объем электролита. Если все действия по «проработке» электролитического раствора выполнены правильно, то его цвет изменится на темно-коричневый.
- Электролитическому раствору, при помощи которого будет выполняться хромирование деталей своими руками, необходимо дать отстояться в прохладном помещении в течение суток.
Как подготовить обрабатываемое изделие
От того, насколько правильно и тщательно подготовлена хромируемая поверхность, зависят качество и долговечность нанесенного на нее покрытия. Пока готовый электролитический раствор отстаивается, можно заняться подготовкой изделия, которая заключается в выполнении определенного перечня действий.
В процессе очистки с обрабатываемой перед хромированием детали удаляются не только следы грязи, но и остатки старой краски, ржавчина, а также любые другие инородные слои. Инструменты и приспособления, используемые для очистки, выбираются в зависимости от того, насколько сильно загрязнена поверхность. Для выполнения такой процедуры, в частности, может применяться как обычная наждачная бумага, так и шлифовальная машинка.
Технология хромирования в производственных или в домашних условиях предполагает обязательное обезжиривание обрабатываемой поверхности. От качества выполнения этой процедуры также зависят характеристики наносимого хромового покрытия.
Для обезжиривания, как правило, готовится специальный раствор, который и позволяет выполнить эту процедуру максимально качественно. Наиболее популярный из таких водных растворов включает следующие компоненты:
- гидроокись натрия – 150 г/л;
- силикатный клей – 5 г/л;
- кальцинированную соду – 50 г/л.
Раствор нагревают до температуры 80–90° и выдерживают в нем изделие в течение 20 минут. Если поверхность обрабатываемой детали отличается высокой сложностью или сильно загрязнена, то время выдержки в обезжиривающем растворе может быть увеличено до 1 часа.
Как проходит хромирование
После того как все подготовительные работы выполнены, возникает естественный вопрос: как хромировать деталь правильно? В первую очередь необходимо нагреть электролитический раствор до требуемой температуры (53±2°) и поддерживать ее на протяжении всего процесса обработки. После этого изделие помещают в электролит, в котором уже должен находиться анод. Спустя некоторое время, в течение которого температура изделия сравняется с температурой электролитического раствора, на анод и изделие подается электрическое напряжение.
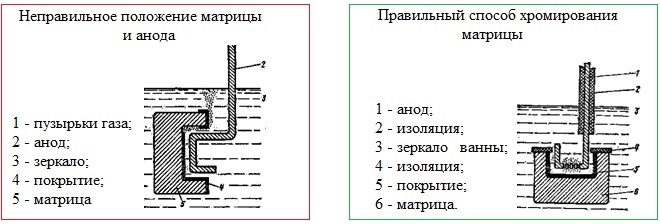
Для равномерного покрытия поверхности хромом необходимо правильно расположить обрабатываемую деталь и внутренний анод
После окончания хромирования изделие извлекают из электролита и помещают в нагревательную печь, где в течение 2,5 часов подвергают термической обработке. Это необходимо для того, чтобы не только улучшить сцепление слоя хрома с поверхностью основного металла, но и увеличить твердость покрытия.
Чтобы выполнить декоративное хромирование максимально качественно, важно изучить теоретический материал и узнать особенности проведения такого процесса (например, по видео), а также ответственно подойти ко всем этапам подготовки детали и электролитического раствора.
Лучше всего перед обработкой изделия выполнить хромирование опытного образца, чтобы отработать все нюансы технологического процесса.
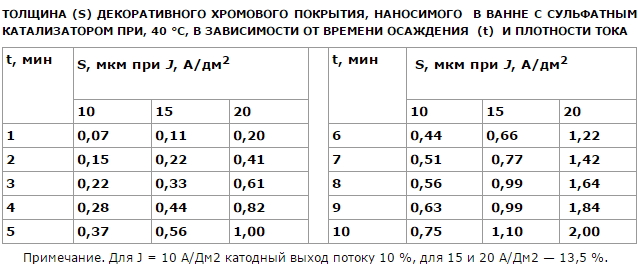
Длительность хромирования и плотность тока оказывают влияние на толщину готового покрытия
Дефекты хромового покрытия и причины их возникновения
Выполняя хромирование своими руками, многие домашние мастера сталкиваются с наиболее типичными дефектами нанесенного покрытия, которые могут возникать по различным причинам.
1. На покрытии есть блеск, но он неравномерный.
- Сила тока, подаваемого на изделие и анод, слишком велика.
- Температура электролитического раствора не доведена до требуемого значения.
2. Блеск на нанесенном покрытии вообще отсутствует.
- В электролитическом растворе слишком много или не хватает хромового ангидрида.
- Превышен номинал рабочего тока.
- Количество серной кислоты в растворе недостаточное.
3. На хромированной поверхности выступили коричневые пятна.
- В электролитическом растворе превышено количество хромового ангидрида.
- В растворе для хромирования не хватает серной кислоты.
4. На нанесенном покрытии заметны мелкие раковины.
- Обработанная поверхность была недостаточно качественно подготовлена.
- При обработке в растворе с поверхности не удаляется водород. Чтобы решить такую проблему, следует изменить схему размещения изделия в растворе и метод его последующей просушки.
5. Хромовое покрытие характеризуется неравномерностью.
- Сила рабочего тока превышена.
6. Нанесенное покрытие получилось слишком мягким.
- Сила рабочего тока занижена.
- Температура электролитического раствора выше требуемого значения.
7. Нанесенное покрытие отслаивается.
- Напряжение, подаваемое на анод и катод, нестабильно.
- Поверхность обрабатываемого изделия была недостаточно хорошо обезжирена.
- Температура электролита в процессе обработки снизилась.
Таким образом, чтобы наносить слой хрома на изделия своими руками, недостаточно просто собрать свой гальванический аппарат и изучить теоретическую базу, важно также учесть множество нюансов, напрямую влияющих на качество готового покрытия. Поэтому важно знать не только о том, как выполнять хромирование, но и о том, как сделать так, чтобы формируемое хромовое покрытие отличалось гарантированным качеством.
Нюансы технологии
Помещение для выполнения хромирования своими руками в домашних условиях должно быть не только нежилым, но и достаточно просторным.
При выполнении подготовительных мероприятий надо учитывать следующие нюансы.
- Полировка изделия, выполняемая перед его хромированием, должна быть максимально качественной.
- Все применяемые в процессе хромирования химические реагенты должны отмеряться в точных количествах.
- Для приготовления электролита необходимо использовать только химически чистую серную кислоту, а вот с нахождением и приобретением хромового ангидрида вопрос придется решать отдельно, так как в свободной продаже его не найти.

Хромовый ангидрид – реактив в виде красно-фиолетовых кристаллов. Расплывается на воздухе, гигроскопичен, очень сильный окислитель
Для хромирования надо подобрать источник постоянного тока, мощности которого будет достаточно для того, чтобы обрабатывать изделия различного размера. Естественно, емкость для электролита должна быть достаточного объема.
Чтобы слой хрома, нанесенный на изделие своими руками, был качественным, необходимо строго придерживаться технологических рекомендаций и внимательно следить за всеми рабочими параметрами процесса.
Хромирование деталей своими руками

Хромирование деталей является одним из наиболее привлекательных видов покрытий, применяемых при проведении тюнинга автомобилей. Оно придает изделиям блестящий серебристый вид, а также защищает металл от коррозии. Выполнить качественное хромирование в домашних условиях удастся лишь аккуратным и скрупулезным людям.
В этой статье вы найдете подробную инструкцию по хромированию деталей в домашних условиях своими руками.
В конце статьи, как обычно, смотрите видео с технологией процесса гальванического хромирования.
Прежде чем приступить к подготовительным работам по хромированию деталей в домашних условиях, следует сопоставить выгоду данной затеи:
- Если поблизости имеется металлообрабатывающее предприятие, вероятно на нем есть участок гальванических покрытий. Оформить заказ удастся за небольшие деньги, а готовые изделия можно будет получить через пару часов или дней (в зависимости от загрузки линии хромирования).
- Если же в окрестностях такого производства нет, придется вспомнить некоторые разделы химии и физики, запастись химикатами и специальным оборудованием, и провести хромирование деталей самостоятельно.
Оборудование и материалы для хромирования деталей своими руками
Для нанесения на металлические детали хромового слоя потребуется следующее оборудование:
- ванна из пластмассы или полипропилена;
- выпрямитель, способный выдать напряжение до 12 вольт и силу тока до 50 ампер;
- кислотостойкий калорифер для подогрева электролита;
- термометр с пределом измерений 0-100 градусов.

Параметры и размеры отдельных видов оборудования, применяемого для хромирования в домашних условиях, определяется величиной и количеством обрабатываемых изделий.
В целях экономии следует подбирать минимальные размеры ванны, в которую будут погружаться детали. Ванну можно сделать из пластмассового ведра или другой прямоугольной емкости. Чтобы раствор не испарялся при длительном хранении, необходимо предусмотреть герметичную крышку или емкость для слива.
В качестве выпрямителя может быть использовано зарядное устройство для автомобильного аккумулятора (оно подойдет при хромировании мелких деталей).
Хромирование деталей будет происходить в электролите, который состоит из:
- дистиллированной воды (подойдет атмосферная вода или водопроводная с малым содержанием солей);
- хромового ангидрида (CrO3) концентрацией 220-250 г/л;
- серной кислоты (H2SO4) концентрацией 2,2-2,5 г/л.
Кроме этих компонентов потребуются и такие материалы, как: соляная кислота (HCl), ацетон или растворитель 646, и чистый листовой свинец.
Порядок хромирования деталей своими руками
Нанести защитно-декоративное хромовое покрытие можно непосредственно только на такие металлы как медь, латунь или никель.

Чтобы самостоятельно выполнить хромирование стальных деталей, на них предварительно наносят медный, латунный или никелевый подслой. Для этого требуется соответствующий электролит и технология:
- Изделия, подлежащие хромированию, предварительно полируют и обезжиривают ацетоном.
- После высыхания производится активация поверхности в растворе соляной кислоты (100 г/л). Время обработки зависит от состояния поверхности (5-20 минут).
- Детали промываются в чистой воде и погружаются в ванну хромирования. Для этого делается подвеска из медной проволоки или прутка. К подвеске с деталями подается «минусовой» провод от выпрямителя. Рядом на медной штанге крепится свинцовый анод, к которому подается «плюс».
- Через 20-40 мин детали извлекаются из ванны и промываются в чистой воде. После высыхания допускается полировка хромового слоя с целью придания поверхности зеркального блеска.
Приготовить электролит не составит особого труда: сначала в воде растворяется хромовый ангидрид, а затем тонкой струйкой добавляется серная кислота.
- Перед загрузкой первой партии деталей, необходимо завесить любую чистую металлическую пластину и проработать электролит в течение 0,5-1 часа. Когда цвет раствора превратится из ярко-красного в бордовый, можно приступать к хромированию деталей.
- Раствор хромирования должен быть разогрет до 45 градусов.
- Сила тока устанавливается в зависимости от площади поверхности покрываемых деталей. Для обработки 1 кв. дм. требуется сила тока 15-25 ампер.
Основные дефекты и удаление некачественного хромового покрытия
Получение бракованного покрытия не должно пугать начинающего гальваника. Некачественный слой хрома можно снять в растворе соляной кислоты (100-200 г/л). После этого детали промываются в воде, а процесс хромирования можно повторить.
Чаще всего встречается несколько основных дефектов:
- Отслаивание хромовой пленки. Главной причиной является плохая адгезия (сцепляемость) из-за недостаточного обезжиривания. После снятия покрытия поверхность заново очищается и активируется.
- Наросты (дендриты) хрома на острых краях и углах. Этот дефект свидетельствует о высокой плотности тока на острых гранях. Если можно, края лучше закруглить или установить экраны в проблемных зонах.
- Матовое покрытие. Чтобы добиться блеска, необходимо повысить температуру раствора, снизить силу тока или добавить хромовый ангидрид.
Видео: технология гальванического хромирования
Как провести хромирование в домашних условиях? 3 технологии покрытия деталей хромом
Хромирование в домашних условиях производится с целью покрытия уязвимых металлических поверхностей и придания им эстетического вида. Хромирование — это насыщение хромом металлических поверхностей. Этот процесс также можно рассматривать как образование хромированного осадка.
![]()
Зачем нужно хромирование
Чаще всего к хромированию прибегают автолюбители. Однако им интересуются и в целях украшения домашнего интерьера. Декоративное хромирование представляет собой прибыльный бизнес. Автолюбители наносят покрытие из хрома на металлические детали корпуса транспортного средства и достигают таким образом оригинального дизайна. При помощи химической металлизации достигаются и другие цели: напыление металла на деревянные составляющие авторской мебели, создание оформления под металл пластиковых деталей, изготовление оригинальных сувениров из бытовых предметов и т.д.
Дополнительно рекомендуем прочитать статью нашего специалиста, в которой подробно описывается технология флокирования своими руками.
Также советуем прочитать статью нашего эксперта, из которой вы сможете узнать, как сделать аквапринт своими руками.
![]()
Хромирование влияет не только на внешний вид поверхности. Оно также улучшает эксплуатационные свойства. Функции хромирования перечислены ниже.
- Защитная функция. Слой из хрома обладает хорошей устойчивостью к резким перепадам температуры и улучшает физико-химические свойства покрываемой поверхности. Этот слой защищает поверхность от окисления, добавляя деталям автомобиля и бытовым предметам прочности.
- Декоративная функция. В результате хромирования получается красивый и оригинальный внешний вид автомобиля (или сувенирного изделия). Детали домашнего интерьера (ручки дверей и потолочные карнизы) также выглядят гораздо более эстетично после хромирования.
- Восстанавливающая функция. Хромирование позволяет продлить срок службы покрываемой поверхности (например, валов и втулок в случае, если глубина износа менее 1 миллиметра). Срок эксплуатации благодаря этому также увеличивается.
- Повышение износоустойчивости. Двигатель внутреннего сгорания после хромирования становится более устойчивым к износу, как и различные мелкие детали (штампы, матрицы, мерильные инструменты).
- Улучшение отражательных свойств. Хромирование отражателей зеркал и других элементов повысит различимость транспортного средства в тёмное время суток, а декоративным элементам позволит отсвечивать, отражая солнечные лучи и свет лампы.
Технологии хромирования
Хромирование деталей в домашних условиях может осуществляться с помощью использования технологий, описанных ниже.
- Гальванический или электролитический метод. При таком методе атомы хрома из раствора электролита осаждаются на поверхность заготовки при воздействии электрического тока. Этот способ наиболее популярен. Его сфера применения весьма обширна и включает создание изделий с высокими отражающими свойствами. Гальваническое осаждение хрома способствует созданию качественного покрытия, которое обладает высокой устойчивостью к механическим и даже химическим повреждениям.
- Химический или каталитический метод. Он основывается на взаимодействии реагентов и восстановлении хрома из собственных солей. Электрический ток при этом методе не нужен. Слой изначально обладает характерным серым оттенком и нуждается в полировке. Химическое хромирование благодаря присутствию реагентов фосфора позволяет наносить качественный твёрдый слой на изделия сложной формы с полостями. Химическое хромирование в домашних условиях подразумевает соблюдение техники безопасности при работе с токсичными веществами.
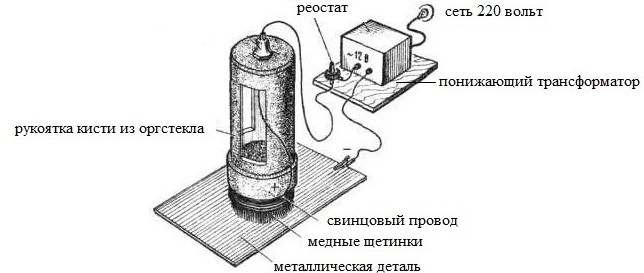
- Диффузионный метод. Напыление хрома в данном случае происходит с помощью гальванической кисти. Этот способ самый компактный и наиболее доступный для самостоятельного хромирования. Контроль толщины и качества покрытия осуществляется только во время самого хромирования.
Хромирование своими руками
Подготовка к хромированию
Выполняя хромирование своими руками в домашних условиях, вы можете столкнуться с выделением токсичных и канцерогенных веществ. Эти вещества могут нанести вред здоровью, поэтому необходимо соблюдать технику безопасности. Перед началом работ выполните действия, перечисленные ниже.
- Обеспечьте надёжную вентиляцию помещения, в котором будут выполняться работы по хромированию. В качестве полигона для работ неплохо подойдёт даже обычный гараж. Желательно при возможности организовать принудительную вентиляцию.
- Найдите средства обеспечения личной безопасности (защитные очки и респираторы, а также резиновые перчатки и фартук).
- Заранее подумайте об утилизации отходов, возникших во время процесса. Эти отходы могут быть довольно токсичны.
Помните, что хромовый электролит способен выделять летучие соединения, которые хорошо контактируют с органикой. При этом органика в результате подобного контакта может подвергаться разрушению.
![]()
Какое оборудование понадобится?
Для проведения хромирования в домашних условиях потребуется следующий инструментарий:
- Гальваническая ванна. Она представляет собой пластиковый, полиэтиленовый или стеклянный сосуд, обладающий устойчивостью к агрессивной среде. Для повышения качества электролиза необходимо повысить теплоизоляцию ванны. Для этого достаточно поместить её в ящик, обитый изнутри материалом с дополнительным утеплением.
- Источник питания, имеющий следующие характеристики: возможность регулировки входного напряжения, наличие сечения проводов, при котором катод и анод соединяются с источником тока (должно составлять не менее 2,5 квадратных миллиметра), сила тока 50 Ампер, допустимое напряжение 12 Вольт, и общая мощность не более 1 киловатт.
- Нагревающее устройство для электролита. Для этого подойдёт внешний подогреватель, который также должен быть устойчив к агрессивной среде.
- Термометр, предварительно откалиброванный до ста градусов по Цельсию.
- Герметично прикреплённая к сосуду с электролитом крышка. Она не должна быть металлической.
- Свинцовая пластина, которая погружается в ёмкость, а катод присоединяется к хромированному образцу. Деталь при этом размещена в электролите таким образом, чтобы не касаться стенок, дна и анода.
![]()
Состав, технология и правила приготовления электролитического раствора
Данная смесь содержит: дистиллированную или прокипячённую водопроводную и фильтрованную воду, хромовый ангидрид (CrO3) в количестве 250 г на 1 л воды и серную кислоту (H2SO4) в количестве 2 — 2.5 грамма на литр.
Приготовление осуществляется следующим образом: сосуд наполовину заполняется нагретой до 60 градусов по Цельсию водой, затем высыпается хромовый ангидрид, который необходимо полностью растворить. После этого доливается оставшаяся вода и аккуратно добавляется кислота. Весь раствор перемешивается.
Подготовка изделия (детали) к хромированию
Качество и долговечность покрытия из хрома зависят от правильной подготовки поверхности. Хромируемая поверхность должна быть очищена. Во время очистки с поверхности удаляется в первую очередь грязь, а также любые инородные тела. Для очистки можно воспользоваться как обычной наждачной бумагой, так и шлифовальной машинкой (в зависимости от степени загрязнения).
Кроме того, поверхность должна быть подвергнута обезжириванию. Для этого отлично подойдёт специальный раствор. Он включает: гидроокись натрия (150 грамм на литр), силикатный клей (5 грамм на литр) и кальцинированную воду (50 грамм на литр). Раствор нагревается до температуры 90 градусов по Цельсию. Изделие выдерживается в растворе в течение 20 минут.
![]()
Процесс хромирования
Химическая металлизация своими руками в домашних условиях проходит следующим образом:
- Электролит необходимо нагреть до температуры 52 градуса по Цельсию и далее поддерживать такой температурный режим.
- В сосуд с предварительно закреплённым анодом необходимо поместить деталь с прикреплённым катодом и прогреть всё до уравнивания температур.
- Необходимо подать напряжение. Время осаждения может варьироваться от 20 минут до часа. Всё зависит от формы поверхности.
- Необходимо вынуть деталь и промыть её в дистиллированной воде, а затем высушить в течение 3 часов. Во время сушки поверхность не должна контактировать с грязью (в том числе её нельзя трогать руками даже в перчатках). Таким образом хромируются поверхности из стали, латуни и бронзы.
Особо стоит выделить хромирование пластика своими руками в домашних условиях. Хром на пластик необходимо наносить в хорошо проветриваемом помещении, так как подобный процесс запрещён жилым законодательством. Пластик в результате хромирования будет выглядеть более утончённо, и повысится его устойчивость к повреждениям. Для такого вида хромирования применяется гальваническая кисть. Щетина диаметром около 25 миллиметров должна быть плотно обмотана свинцовым проводом. Она закрепляется с торца сосуда, имеющего цилиндрическую форму, заправленного электролитом. С другого конца прикрепляется диод. В электрической цепи используется понижающий трансформатор. Его минус прикрепляется на хромируемую поверхность. Плюс направлен на анод диода, а катод диода должен быть подсоединён к щетиновой обмотке. Далее на обрабатываемую поверхность равномерными движениями наносится жидкость. Каждый её участок необходимо обработать кистью не менее 20 раз. В конце элемент подвергается обработке и сушке, а грязь удаляется с помощью компрессора.
Особенности технологии
При выполнении подготовки необходимо учитывать, что полировка изделия перед хромированием должна выполняться качественно. Химические реагенты должны отмеряться в точных пропорциях. При приготовлении электролита допускается использовать химически чистую серную кислоту.
Некоторые дефекты, с которыми можно столкнуться после хромирования
- Блеск на покрытии неравномерный. Причиной может служить слишком высокая сила тока, подаваемого на анод и поверхность. Другая причина — некорректная температура электролита.
- Блеск отсутствует. Это обуславливается недостатком или избытком хромового ангидрида. Также причина может крыться в недостаточном количестве серной кислоты или в превышенном номинале рабочего тока.
- Появление коричневых пятен на поверхности. Вы однозначно превысили содержание хромового ангидрида в растворе. Также может сказаться нехватка серной кислоты.
- Появление мелких раковинок. Поверхность была некачественно отполирована, а также с неё не был удалён водород.
- Хромовое покрытие неравномерно. Такое возникает, если сила рабочего тока была превышена.
- Нанесённое покрытие слишком мягкое. В этом случает сила тока, наоборот, была занижена, а температура электролита не достигла нужных значений.
- Отслоение хромового покрытия. В этом случае имело место быть нестабильное напряжение, а поверхность была обезжирена не полностью. Температура электролита могла снизиться в процессе.
![]()
Итоги
Чтобы избежать вышеперечисленных дефектов, чётко следуйте инструкции по хромированию поверхностей в домашних условиях.
Хромирование деталей (химическая металлизация) в домашних условиях
Освоив методику хромирования своими руками в домашних условиях можно не только придать эффектный вид мотоциклу или автомобилю. Но и сделать стильные современные вещи – ручки для шкафов или дверей, подставки, крепежные элементы карнизов, бра, кашпо, которые своим благородным блеском украсят интерьер.
Способы хромирования
Технология гальванизации заключается в нанесении поверхностного металлического слоя на деталь с определенной целью – декоративной или защитной посредством использования электролита.

Следовательно, гальваника — хромирование в домашних условиях предполагает, что на обрабатываемую поверхность при воздействии электрического тока будет осаждаться слой хрома из электролита определенного состава. Проводиться этот процесс может разными способами.
- Проведение хромирования с использованием ванны, наполненной раствором. Технология является доступной для самостоятельного выполнения, но чаще используется при работе с небольшими деталями.
- Напыление покрытия посредством применения гальванической кисти. Эта методика не ограничивает габариты обрабатываемой детали, также она оптимально подходит для несъемных элементов. В процессе работы мастер имеет возможность контролировать толщину наносимого слоя и визуально оценивать качество напыления. Но этот процесс более трудоемкий, так как может потребоваться выполнение до 20 движений по одному месту.
Помещение, приспособления, инструменты, средства защиты
Проводить операции по хромированию необходимо в нежилом помещении с хорошей вытяжной вентиляцией. Это может быть гараж.
В летнее время удобнее работать на улице под навесом или на открытой веранде с крышей. В крайнем случае, используется балкон. Эти меры безопасности соблюдать нужно обязательно, чтобы не получить вреда здоровью из-за опасных испарений.
Потребуются средства индивидуальной защиты – прорезиненные перчатки из плотного материала и респиратор. Одежду целесообразно прикрыть прорезиненным фартуком.
Если планируется проводить хромирование деталей в домашних условиях методом погружения деталей в ванну, то готовится следующее оборудование:
- стеклянная емкость нужного размера (чаще всего берут обычную трехлитровую банку);
- неметаллическая ванна с водой, в которую будет помещаться банка;
- ящик с термоизоляцией;
- нагревательный элемент (ТЭН);
- пластинчатый или стержневой анод, материалом которого чаще всего служит сплав свинца (≈ 93%) и сурьмы (≈ 7%), хотя в отдельных случаях используют менее устойчивый к кислой среде чистый свинец;
- катод, имеющий форму зажима для удобной фиксации его на обрабатываемой детали;
- термометр, устойчивый к кислоте;
- кронштейн, позволяющий держать деталь в подвешенном состоянии;
- крышка для емкости из дерева или влагоустойчивой фанеры;
- источник питания постоянного тока с реостатом. Для трехлитровой банки сила тока должна составлять не меньше 18 А.
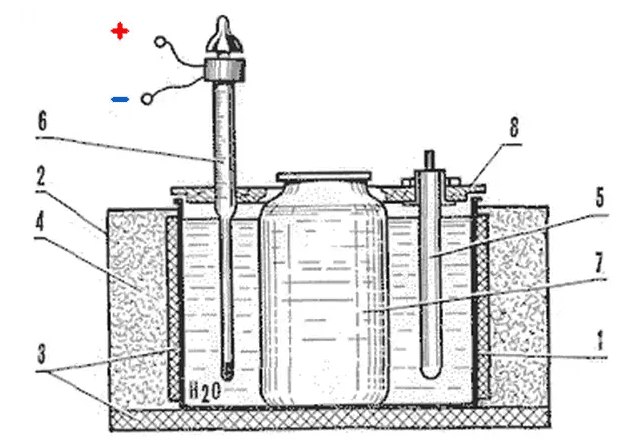
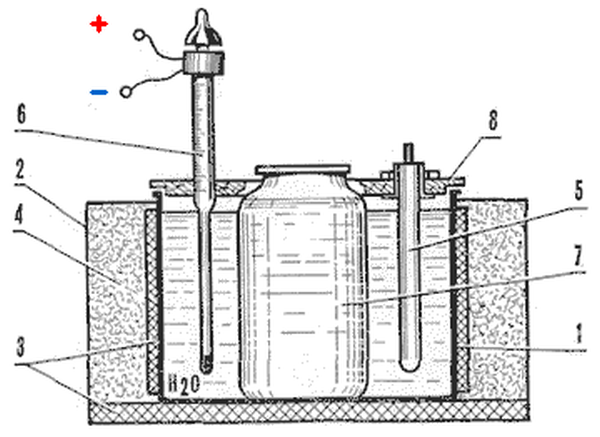
Схема электролитической ванны: 1 — внутренний корпус; 2 — внешний корпус; 3 — стеклоткань для теплоизоляции; 4 — слой теплоизоляции; 5 — ТЭН; 6 — градусник; 7 — банка трехлитровая; 8 — крышка.
Чтобы покрывать изделия при помощи гальванической кисти, можно изготовить ее самостоятельно по следующему алгоритму.
- Щетину обматывают плотно проводом с содержанием свинца.
- Закрепляют ее в прозрачный цилиндр из оргстекла, который сверху закрывается крышкой с вклеенным в нее металлическим контактом и заливным отверстием. К контакту припаивают конец свинцовой обмотки.
- В мембране из пенопласта, которая находится выше щетины, необходимо сделать сквозные мелкие отверстия.
- Роль выпрямителя тока выполняет трансформатор с напряжением 12 В. Минус идет на обрабатываемую деталь, а плюс к контакту на крышке.
- Электролит, налитый в цилиндр, просачивается через отверстия в мембране на щетину, движениями которой наносится на обрабатываемую поверхность.
При любой методике потребуется пылесос или компрессор для сдувания пыли с детали в процессе хромирования.
Как готовить электролит
Для обработки наружных поверхностей деталей рассчитывают количество компонентов, входящих в электролит, ориентируясь на следующие соотношения (в граммах на литр воды):
- CrO3 (хромовый ангидрид) – 250;
- H2SO4 (серная кислота с удельной плотностью 1,84 г/см3) – 2,5.
Стеклянную емкость до половины (можно немного больше) наполняют дистиллированной или предварительно прокипяченной и отстоявшейся водой с температурой 60°С.

Засыпают CrO3 в нужном по расчетам количестве. Размешивают жидкость до полного растворения хромового ангидрида. Если необходимо, то еще доливают воду, а затем осторожно добавляют серную кислоту.
Теперь нужно около 3,5 часов выдержать электролит под током, сила которого примерно равна 6,5 А на каждый литр раствора. Если источник электропитания уже имеется в наличии, то исходя из его возможностей ведется расчет объема приготавливаемого электролита. При правильно проведенных расчетах цвет электролита становится темно-коричневым. Отключив ток, оставляют раствор на сутки в прохладном месте.
Если обрабатываемые детали не будут подвергаться внешним воздействиям, то электролит может иметь другой состав (г/л воды):
Подготовка детали
Подлежащие хромированию поверхности должны быть тщательно подготовлены. С них удаляют лак, краску, пятна ржавчины, загрязнения.
Некачественное проведение подготовки плоскостей деталей приводит к тому, что хромовое покрытие образуется с мелкими раковинами.
После зачистки детали подлежат обезжириванию.
Специалисты отмечают, что уайт-спирит или бензин для этой цели использовать не стоит, так как они не обеспечат нужного качества последующего хромирования. Целесообразно сделать специальный раствор, примером которого может служить следующий состав (компоненты отражены в г/л воды):
- едкий натр – 150;
- кальцинированная сода – 50;
- силикатный клей – 5.
Раствор подогревают примерно до 90°С и опускают на 20 минут деталь, подлежащую обезжириванию. Если присутствует сложный рельеф, то время выдержки допускается увеличить до 45 – 60 минут.
Этап хромирования
Начинается химическая металлизация своими руками в домашних условиях с подогрева электролита в банке до 52±2° с последующим помещением в него детали, к которой предварительно прикрепляется катод. Ток сразу не подают, так как нужно, чтобы декорируемый предмет прогрелся до температуры электролита.
После того, как напряжение подается в систему, деталь находится в электролите минимум 20 минут. Оптимальная плотность тока – 50 – 55 А/дм2. С приобретением опыта домашний мастер легко определяет, нужно ли увеличивать время в зависимости от особенностей детали, так как в отдельных случаях хромирование может продолжаться два — три часа.
После окончания процесса предмет достают, промывают и помещают на 3 часа в сушильный шкаф.
Проводя операции по хромированию необходимо учитывать, что подобное покрытие возможно нанести, если детали медные, никелевые или латунные. Если возникла необходимость выполнить подобное действие со стальными предметами, то потребуется предварительно защитить их слоями соответствующих металлов.
Доступны хромированию пластиковые изделия при условии обработки их на этапе подготовки графитным порошком или графитосодержащим лаком. Затем по методике выполнения гальваники при плотности тока ≈ 0,7 А/дм2 наносят тонкий медный слой, используя электролит из следующих компонентов (г/л воды):
- сульфат меди – 35;
- серная кислота концентрированная – 150;
- спирт этиловый – 10.
После промывания и просушивания деталь может подвергаться хромированию.
Причины появления дефектов
Достаточно сложный для самостоятельного исполнения процесс хромирования не всегда дает безупречный результат. Чтобы в дальнейшем избежать ошибок, необходимо знать причины, приведшие к появлению дефектов.
- Из-за недостаточной температуры электролита или превышающей норму силы тока на плоскостях образуется неравномерный блеск, снижающий эстетическое восприятие всего предмета. Причиной полного отсутствия блеска может являться неправильно рассчитанная концентрация CrO3 (меньше или больше нормы) или недостаток H2SO4.
- Если слой получился неравномерным, значит в процессе работы подавался ток со значениями, превышающими рекомендуемую норму. Чрезмерно мягкое покрытие означает, что было допущено превышение температуры нагрева электролита
- За появление на готовой хромировке коричневых пятен отвечает избыточное количество хрома или дефицит кислоты. Отслоение готового покрытия происходит из-за перебоев в подаче напряжения, использования остывшего электролита или некачественного обезжиривания.
Хромирование деталей своими руками
Хромирование деталей является одним из наиболее привлекательных видов покрытий, применяемых при проведении тюнинга автомобилей. Оно придает изделиям блестящий серебристый вид, а также защищает металл от коррозии. Выполнить качественное хромирование в домашних условиях удастся лишь аккуратным и скрупулезным людям.
В этой статье вы найдете подробную инструкцию по хромированию деталей в домашних условиях своими руками.
В конце статьи, как обычно, смотрите видео с технологией процесса гальванического хромирования.
Прежде чем приступить к подготовительным работам по хромированию деталей в домашних условиях, следует сопоставить выгоду данной затеи:
- Если поблизости имеется металлообрабатывающее предприятие, вероятно на нем есть участок гальванических покрытий. Оформить заказ удастся за небольшие деньги, а готовые изделия можно будет получить через пару часов или дней (в зависимости от загрузки линии хромирования).
- Если же в окрестностях такого производства нет, придется вспомнить некоторые разделы химии и физики, запастись химикатами и специальным оборудованием, и провести хромирование деталей самостоятельно.
Оборудование и материалы для хромирования деталей своими руками
Для нанесения на металлические детали хромового слоя потребуется следующее оборудование:
- ванна из пластмассы или полипропилена;
- выпрямитель, способный выдать напряжение до 12 вольт и силу тока до 50 ампер;
- кислотостойкий калорифер для подогрева электролита;
- термометр с пределом измерений 0-100 градусов.
Параметры и размеры отдельных видов оборудования, применяемого для хромирования в домашних условиях, определяется величиной и количеством обрабатываемых изделий.
В целях экономии следует подбирать минимальные размеры ванны, в которую будут погружаться детали. Ванну можно сделать из пластмассового ведра или другой прямоугольной емкости. Чтобы раствор не испарялся при длительном хранении, необходимо предусмотреть герметичную крышку или емкость для слива.
В качестве выпрямителя может быть использовано зарядное устройство для автомобильного аккумулятора (оно подойдет при хромировании мелких деталей).
Хромирование деталей будет происходить в электролите, который состоит из:
- дистиллированной воды (подойдет атмосферная вода или водопроводная с малым содержанием солей);
- хромового ангидрида (CrO3) концентрацией 220-250 г/л;
- серной кислоты (H2SO4) концентрацией 2,2-2,5 г/л.
Кроме этих компонентов потребуются и такие материалы, как: соляная кислота (HCl), ацетон или растворитель 646, и чистый листовой свинец.
Порядок хромирования деталей своими руками
Нанести защитно-декоративное хромовое покрытие можно непосредственно только на такие металлы как медь, латунь или никель.
Чтобы самостоятельно выполнить хромирование стальных деталей, на них предварительно наносят медный, латунный или никелевый подслой. Для этого требуется соответствующий электролит и технология:
- Изделия, подлежащие хромированию, предварительно полируют и обезжиривают ацетоном.
- После высыхания производится активация поверхности в растворе соляной кислоты (100 г/л). Время обработки зависит от состояния поверхности (5-20 минут).
- Детали промываются в чистой воде и погружаются в ванну хромирования. Для этого делается подвеска из медной проволоки или прутка. К подвеске с деталями подается «минусовой» провод от выпрямителя. Рядом на медной штанге крепится свинцовый анод, к которому подается «плюс».
- Через 20-40 мин детали извлекаются из ванны и промываются в чистой воде. После высыхания допускается полировка хромового слоя с целью придания поверхности зеркального блеска.
Приготовить электролит не составит особого труда: сначала в воде растворяется хромовый ангидрид, а затем тонкой струйкой добавляется серная кислота.
- Перед загрузкой первой партии деталей, необходимо завесить любую чистую металлическую пластину и проработать электролит в течение 0,5-1 часа. Когда цвет раствора превратится из ярко-красного в бордовый, можно приступать к хромированию деталей.
- Раствор хромирования должен быть разогрет до 45 градусов.
- Сила тока устанавливается в зависимости от площади поверхности покрываемых деталей. Для обработки 1 кв. дм. требуется сила тока 15-25 ампер.
Основные дефекты и удаление некачественного хромового покрытия
Получение бракованного покрытия не должно пугать начинающего гальваника. Некачественный слой хрома можно снять в растворе соляной кислоты (100-200 г/л). После этого детали промываются в воде, а процесс хромирования можно повторить.
Чаще всего встречается несколько основных дефектов:
- Отслаивание хромовой пленки. Главной причиной является плохая адгезия (сцепляемость) из-за недостаточного обезжиривания. После снятия покрытия поверхность заново очищается и активируется.
- Наросты (дендриты) хрома на острых краях и углах. Этот дефект свидетельствует о высокой плотности тока на острых гранях. Если можно, края лучше закруглить или установить экраны в проблемных зонах.
- Матовое покрытие. Чтобы добиться блеска, необходимо повысить температуру раствора, снизить силу тока или добавить хромовый ангидрид.
Видео: технология гальванического хромирования
Хромирование деталей в домашних условиях — подробная инструкция и советы
 Любое изделие из металла, покрытое слоем хрома, смотрится намного эффектнее. В частности, этим «болеет» подавляющее большинство автолюбителей, байкеров, многие из которых расценивают равнодушие (вместо ожидаемого восхищения) окружающих к их чудо-технике как личное оскорбление. Но где взять такие «навороченные» комплектующие, если стоимость деталей с качественной хромировкой порой просто «зашкаливает», а по приемлемой цене можно приобрести или пластик с «оболочкой», или металлическую подделку, с которой хром облетит через пару недель?
Любое изделие из металла, покрытое слоем хрома, смотрится намного эффектнее. В частности, этим «болеет» подавляющее большинство автолюбителей, байкеров, многие из которых расценивают равнодушие (вместо ожидаемого восхищения) окружающих к их чудо-технике как личное оскорбление. Но где взять такие «навороченные» комплектующие, если стоимость деталей с качественной хромировкой порой просто «зашкаливает», а по приемлемой цене можно приобрести или пластик с «оболочкой», или металлическую подделку, с которой хром облетит через пару недель?
Интерес к самостоятельному хромированию проявляют многие. Можно ли это сделать без проблем в домашних условиях? В принципе – да. В этой статье мы предметно поговорим о методике такой работы, и не только о ней. Честно расскажем, с чем придется столкнуться «домашнему» мастеру.
Подготовительные мероприятия
В первую очередь – выбор помещения. Тех, кто считает, что все работы по хромировке мелких деталей он сможет выполнить на кухне или в коридоре, придется огорчить. Этот процесс связан с вредными испарениями, поэтому и к помещению, и к мерам по обеспечению безопасности человека предъявляется особые требования. Как правило, местом работ выбирается подсобное помещение (гараж, пристройка и тому подобное). Как исключение – балкон.
Что предусмотреть
- Во-первых , эффективная вентиляция. Причем она должна быть не естественной, а принудительной (вытяжной).
- Во-вторых , респиратор, специальные очки, прорезиненные перчатки и фартук – обязательно.
- В-третьих , как утилизировать «отходы производства»?
В чем производить хромирование
Понадобятся материалы и приспособления. Они на рисунке обозначены соответствующими позициями:
- для небольших деталей вполне подойдет банка стеклянная на 3 л (7);
- емкость (1), в которую она будет ставиться (бидон, например);
- для качественного электролиза резервуар утепляется (теплоизолируется). Как пример – деревянный ящик (2), стеклоткань (3), материал дополнительного утепления (4). Для этого можно взять песок, минеральную или стекловату – разница небольшая. Главное – добиться эффекта «термоса»;
- нагревательный элемент (5). Можно использовать имеющиеся в продаже ТЭН соответствующей мощности;
- измеритель температуры (6). Желательно контактный, тогда процесс отчасти будет «автоматизирован»;
- герметизирующая крышка (8), но не металлическая. Обычно используются плиты из древесины или слоеная влагоустойчивая фанера;
- электроды. Катод присоединяется к образцу (–), а анод погружается в банку (+). Он может быть стержневым или пластинчатым. Для удобства в качестве «минусового» электрода можно использовать зажим типа «крокодил», который и будет удерживать деталь.
И последнее. Если она будет просто лежать на дне банки, то одна ее сторона останется без покрытия. Следовательно, ее нужно держать во время обработки в подвешенном положении. Тип кронштейна, его крепление «изобрести» несложно.
Источник питания
- На выходе должно быть напряжение постоянного тока, причем с возможностью регулирования номинала. Если делать все вручную, то понадобится хотя бы обыкновенный реостат.
- Сечение соединительных проводов подбирается по максимальной силе тока. Для хромирования мелких образцов – не менее 2,5 «квадратов».
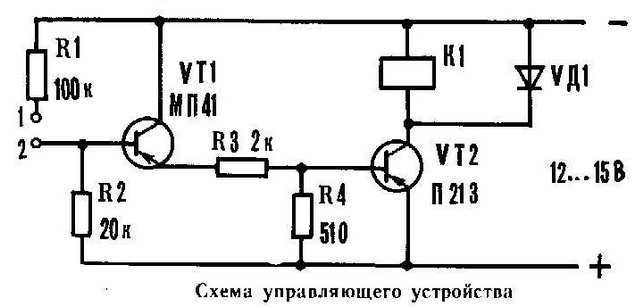
- Если вместо обычного термометра используется терморегулятор, то придется собрать соответствующую электронную схему.
Как готовить электролит
Состав
Долевое соотношение компонентов рекомендуется следующее (в г/л воды): ангидрид хромовый CrO3 – 250, кислота серная H2SO4 – 2,5.
Методика приготовления
-
 Емкость более чем на половину наполнить водой. Лучше всего, если она будет дистиллированной. В случае если используется вода обычная (из водопровода, колодца и так далее), то предварительно ее следует прокипятить и дать отстояться. Для качественного приготовления электролита вода должна быть подогрета не менее чем до 60 ºС.
Емкость более чем на половину наполнить водой. Лучше всего, если она будет дистиллированной. В случае если используется вода обычная (из водопровода, колодца и так далее), то предварительно ее следует прокипятить и дать отстояться. Для качественного приготовления электролита вода должна быть подогрета не менее чем до 60 ºС. - Засыпать расчетное количество CrO3, после чего тщательное размешать до полного растворения.
- Долить воды до необходимого объема.
- Добавить H2SO4 и снова все перемешать. Нужно учесть, что кислота бывает разной концентрации, поэтому данные приведены для удельной плотности 1,84.
- После этого электролит порядка 3,5 часов «прорабатывается», то есть по нему пропускается ток. Его силу рассчитывают так – на каждый литр примерно 6,5 А. Исходя из этого, определяя объем приготовляемого раствора, нужно ориентироваться на возможности имеющегося источника эл/питания. Если все сделано верно, то электролит приобретет темно-коричневый цвет.
- Приготовленному раствору нужно дать отстояться (в прохладном помещении, не менее суток).
Подготовка детали
Нет смысла говорить, что от этой работы зависит и качество хромировки, и ее долговечность. Но прежде следует привести в «рабочее» состояние электролит. Он подогревается (достаточно до 50 – 60 ºС). Использовать его можно часа через 3. Этого времени вполне хватит, чтобы произвести подготовительную обработку образцов.
Очистка
С поверхности удаляется все – грязь, краска, ржавчина. Необходимые приспособления и методика определяются исходя из специфики детали и степени ее «загрязнения», так как иногда одной только «наждачки» бывает недостаточно. Главное – убрать все имеющиеся инородные слои, до самой «основы».
Обезжиривание
Ограничиться только лишь обработкой поверхности бензином, уайт-спиритом или чем-то подобным – значит, получить плохое качество хромировки. Для эффективного обезжиривания приготовляется специальный раствор. Рецептов более чем достаточно, поэтому для примера приведем один.

Все весовые показатели ингредиентов – в «граммах», из расчета на 1 л воды.
- Едкий натр – 150.
- Клей (силикатный) – 5.
- Сода кальцинированная – 50.
Деталь выдерживается в нагретом растворе (80 – 90 ºС) не менее 20 минут. Это время может быть увеличено и до 1 часа, в зависимости от сложности «рельефа» поверхности, степени ее очистки и так далее.
Хромирование
Специалисты советуют в процессе работы поддерживать температуру электролита на уровне 53±2 ºС. Деталь помещается в раствор, и с некоторой задержкой подается напряжение. Это нужно для того, чтобы температуры образца и электролита выровнялись.
После этого деталь вынимается и подвергается термообработке (например, в сушильном шкафу) не менее 2,5 часов.
Прежде чем начать «массовую» хромировку деталей, нужно убедиться в том, что на всех этапах «производства» все сделано правильно. С этой целью сначала проводится обработка опытного, заранее подготовленного образца, а потом определяется качество покрытия. Признаков плохого хромирования более чем достаточно, поэтому остановимся на наиболее типичных.
Возможные дефекты и их причины
Неравномерный блеск поверхности
- Большая величина силы тока.
- Температура электролита ниже рекомендованной.
«Блеск» отсутствует
- Недостаток или избыток в растворе CrO3.
- Номинал тока завышен.
- Доля кислоты меньше требуемой.
Коричневые пятна на хромировке
- Избыток хрома.
- Недостаток кислоты.
На покрытии мелкие раковины
- Некачественная механическая обработка заготовки.
- В процессе реакции с поверхности не удаляется водород. В этом случае следует изменить способ «подвешивания» образца и методику просушки.

Неравномерность слоя
- Избыточный ток.
Покрытие «размягченное»
- Повышенная температура электролита.
- Пониженный ток.
Отслоение хромировки
- Нестабильность питающего напряжения.
- Плохое обезжиривание.
- Во время слишком длительной обработки электролит остыл.
Если кому-то показалось, что хромирование, в общем-то, штука несложная, то придется несколько огорчить. Даже если речь идет о мелкой «вещице», то нюансов достаточно. Но особенно стоит предупредить о «подводных» камнях тех, кто думает поставить в домашних условиях это дело «на поток».
Что нужно учесть
Помещение
Если захочется произвести хромировку бампера, дисков колес, то балкона явно не хватит. Понадобится отдельное, просторное помещение.
Подготовительные мероприятия
 Во-первых , чтобы качественно отполировать металл, нужно иметь определенные навыки.
Во-первых , чтобы качественно отполировать металл, нужно иметь определенные навыки.
Во-вторых , многие ли могут похвастать знанием химии, в частности, специфики процесса электролиза? Кто сможет правильно подобрать долевое соотношение всех ингредиентов? А ведь точность – залог качества.
В-третьих , где взять необходимые материалы? Кислоту еще купить можно, а как быть с ангидридом? Это вещество продается только юрлицам, а зайти купить его «просто так», как «зеленку» или батон хлеба – не получится. Следовательно, придется искать по знакомым. Хорошо, если такие найдутся. Кстати, и H2SO4 должна быть ЧИСТОЙ, а не той, что продается для АКБ.
В-четвертых , сможет ли «самодеятельный» мастер выдержать необходимый «токовый» режим во время приготовления раствора?
Если хотя бы один из пунктов подготовки не будет выполнен с надлежащей точностью, все остальное – «мартышкин» труд.
Оборудование
- В первую очередь – источник питания. Нетрудно подсчитать, что на емкость в 3 л понадобится ток 18 А. А сколько нужно будет для обработки, к примеру, колесного диска? Не менее 30. Ясно, что «зарядник» для АКБ не подходит – с ним получится хромировать только мелкие «детальки».
- Емкость. Вряд ли на 3, даже 5 л будет достаточно. Причем их понадобится несколько.
Технология
Главная трудность при хромировании – непостоянство концентрации всех ингредиентов. Как осуществлять контроль? Здесь нужна профессиональная подготовка.
И это еще не все проблемы, с которыми придется столкнуться. Например, утилизация больших объемов «отработки», правильный подбор электродов (форма, размеры) и ряд других.
Уважаемые Читатели! Информация более чем исчерпывающая. А заняться или нет самостоятельной хромировкой, решайте сами.