

Что такое притирка и доводка
Притирка и доводка – точная подгонка ответственных деталей
Наиболее эффективной технологической операцией, позволяющей довести поверхность деталей из металла до идеального состояния, является притирка. Детали, поверхность которых была подвергнута такой процедуре, могут образовывать герметичные или плотно движущиеся соединения. Необходимость в формировании подобных соединений и, соответственно, в технологической операции, выполняемой при помощи специального инструмента и материалов, имеется во многих сферах деятельности.

Доводка лезвия рубанка на притирочных брусках
Суть технологии
Притирка, благодаря которой можно получить поверхности с требуемой степенью шероховатости и с заданными отклонениями, предполагает снятие с обрабатываемой детали тонкого слоя металла, для чего в отличие от доводочной операции шабрения, используются не только инструменты, но и мелкодисперсные абразивные порошки или пасты. Абразивный материал, при помощи которого выполняется такая обработка, может наноситься как на поверхность детали, так и на специальное приспособление, которое называется притир.
Притирка, выполняемая с медленной скоростью и при помощи постоянно меняющих направление движений, позволяет не только уменьшить шероховатость поверхности до требуемой величины, но и значительно улучшить ее физико-механические характеристики.
Притирку, которую часто называют и доводка, можно выполнять различными способами. Так, детали сложной конфигурации, изготавливаемые в единичных экземплярах, обрабатывают полностью вручную, а для притирки изделий, выпускаемых мелкими сериями, используют полумеханический способ. При этом подача детали в зону обработки осуществляется вручную, а саму притирку выполняют при помощи механических устройств. При производстве деталей крупными сериями и в массовом порядке не обойтись без такого устройства, как притирочный станок, при помощи которого и выполняют доводочные операции.
Положение рук при притирке металлических поверхностей
Специальные приспособления и материалы
Как уже говорилось выше, чтобы осуществить притирку или доводку, необходим специальный инструмент, который называется притир. По форме рабочей поверхности, такие приспособления делятся на следующие типы:
- притирочный инструмент плоского типа;
- с внутренней поверхностью цилиндрического типа;
- с наружной цилиндрической поверхностью;
- инструмент конического типа.

Пневматическая притирочная машинка для доводки клапанов
Выбирая материал для изготовления притирочного инструмента, обращают внимание на то, чтобы его твердость была значительно ниже, чем твердость материала изготовления обрабатываемой детали. Обусловлено это требование тем, что абразивный порошок или паста, с использованием которых выполняют притирку, могли удерживаться материалом инструмента. Так, наиболее распространенным сырьем для изготовления такого приспособления является:
- серый чугун;
- медь;
- свинец;
- сталь мягких сортов;
- различные породы дерева;
- другие металлы и неметаллические материалы.

Специальные притиры для гильз оптических прицелов
Для выполнения предварительных и финишных притирочных операций используется инструмент как различной конструкции, так и изготовленный из всевозможных материалов. Например, для выполнения предварительных операций, когда используется абразивный материал более крупной фракции, применяется инструмент из более мягких материалов. На рабочей поверхности его предварительно нарезаются канавки для удерживания абразива, глубина которых составляет 1–2 мм. Окончательная обработка изделий, выполняемая при помощи мелкодисперсного абразива, осуществляется приспособлением, рабочая поверхность которого совершенно гладкая. Материалом изготовления инструмента для выполнения финишных операций, преимущественно служит чугун. При помощи притирочных инструментов, которые изготовлены из свинца и дерева, поверхностям обрабатываемых деталей придается блеск.

Комплект для ручной притирки, состоящий из чугунных притиров и алмазной пасты различной зернисности
Абразивный порошок является основным материалом, который обеспечивает эффективность и качество выполнения притирки. Такие порошки, в зависимости от материала изготовления, делятся на твердые (твердость материала выше, чем у закаленной стали) и мягкие (их твердость ниже, чем у закаленной стали). Для изготовления порошков первого типа используют корунд, карбокорунд и наждак, а второго — окись хрома, венская известь, крокус и др. По степени зернистости абразивные порошки также подразделяются на несколько категорий. Отличить порошки и пасты разных категорий друг от друга можно даже по их цвету. Так, пасты, основу которых составляет крупнозернистый порошок, имеют светло-зеленый цвет, средней зернистости — темно-зеленый, пасты с мелкодисперсным порошком — зеленовато-черный.
Наиболее известной разновидностью паст последнего типа, при помощи которых выполняют финишные притирочные операции, является паста ГОИ.
Многие домашние мастера, занимающиеся слесарным делом, самостоятельно изготавливают порошки и пасты для выполнения притирки. Сделать это достаточно несложно: для этого необходимо тщательно измельчить куски наждачного круга в массивной ступке, а после этого полученный порошок просеять через сито с очень мелкими ячейками.

Паста ГОИ используется для доводки металлических, стеклянных и пластиковых поверхностей
На эффективность и качество выполнения притирки, кроме используемого оборудования и абразивного материала, серьезное влияние оказывает применяемый смазочный материал. В качестве такого материала могут использоваться различные вещества:
- скипидар;
- минеральное масло;
- керосин;
- животные жиры;
- спирт или авиационный керосин.
Два последних вещества применяются в тех случаях, когда к качеству выполнения притирки предъявляются повышенные требования.

Распространенные дефекты притирки и способы их устранения
Инструменты и приспособления
Наиболее распространенным приспособлениям для выполнения доводочных операций является притирочная плита, которая, как уже говорилось выше, может быть изготовлена из различных материалов. На выбор типа и материала изготовления такой плиты, являющейся достаточно универсальным приспособлением, оказывают влияние как особенности обрабатываемых деталей, так и требования к качеству притираемой поверхности. Среди всех типов плит наибольшее распространение получили изделия, изготовленные из марок чугуна, твердость которого (по HB) находится в интервале 190–230 единиц.

Промышленный притирочный стол
На конструкцию и размеры плиты или притирочного инструмента другого вида оказывают влияние как конструктивные особенности обрабатываемых изделий, так и тип обработки: черновая или чистовая. Именно плиты как приспособление для выполнения притирки используются для обработки плоских поверхностей. При этом, как уже говорилось выше, на поверхность плит, применяемых для выполнения черновых операций, наносятся специальные канавки, которые могут иметь и спиралевидную конфигурацию. Такие канавки не только удерживают в зоне притирки абразивный материал, но и выводят из нее отходы.
Естественно, что выполнить при помощи плиты притирку цилиндрических поверхностей, отверстий и деталей со сложной конфигурацией, не представляется возможным. Поэтому для таких целей изготавливают приспособление, форма которого оптимально подходит для обработки детали определенной конфигурации. Так, это могут быть притирочные инструменты круглой, цилиндрической, кольцевой, конической, дисковой конфигурации и др. В частности, притирка отверстий выполняется приспособлением, которое изготавливается в виде втулок, фиксируемых на специальных оправках.
Инструмент, при помощи которого выполняются притирочные операции, также подразделяется на нерегулируемый и регулируемый. Приспособление второго типа является более универсальным, его конструкция, состоящая из разрезной рабочей части, конуса и раздвижного устройства, предусматривает возможность изменения его диаметра.
Для обработки деталей цилиндрической формы, совершенно не обязательно использовать специализированный притирочный станок, для этого вполне подойдет универсальное токарное или сверлильное оборудование. Обрабатываемая деталь в таких случаях может фиксироваться в центрах или патроне оборудования, в зависимости от того, какую часть ее поверхности необходимо притереть.

Использование ручного шлифовально-притирочного станка при ремонте плоскоседельной арматуры
Станки, которые изначально разработаны для осуществления притирки, подразделяются на оборудование общего назначения и специализированные модели. На станках общего назначения, которые могут быть оснащены одним или двумя притирочными инструментами, преимущественно обрабатываются детали с плоскими и цилиндрическими поверхностями. Более мелкие детали при обработке на таких станках в свободном состоянии помещаются в специальный сепаратор, где они проходят притирку, располагаясь между двумя вращающимися притирочными дисками. Крупные же детали фиксируются на станке при помощи специального приспособления и обрабатываются одним абразивным диском.

Плоскопритирочный профессиональный станок Lapmaster, предназначенный для обработки различных материалов, включая металлы и керамику
Более сложными по конструкции и менее универсальными являются специализированные станки, устройство которых специально разработано для выполнения притирки деталей определенной конфигурации: седел клапанов, кулачков распределительных валиков, шеек коленчатых валов, зубчатых колес и др.
Такие станки, обладающие высокой производительностью и обеспечивающие высокое качество притирки, используются в крупносерийном и массовом производстве, поэтому в их конструкциях часто реализованы инновационные технические решения: самоцентрирующиеся центробежные патроны, устройства для автоматической регулировки усилия поджатия и др.
Притирка. Доводка
Притиркой называется обработка деталей, работающих в паре, для обеспечения наилучшего контакта их рабочих поверхностей.
Доводка – это чистовая обработка деталей с целью получения точных размеров и малой шероховатости поверхностей.
Притирка и доводка осуществляются абразивными порошками или пастами, наносимыми на обрабатываемые поверхности, или специальный инструмент — притир.
Припуск на притирку составляет 0,01-0,02 мм, на доводку – 0,001-0,0025 мм.
Точность притирки – 0,001-0,002 мм. Доводка обеспечивает точность по 5-6 квалитетам и шероховатость до Rz 0,05.
Притирочные материалы:
Абразивные материалы (абразивы) – это мелкозернистые кристаллические порошкообразные или массивные твёрдые тела, применяемые для механической обработки материалов.
Абразивы делятсяна природные и искусственные, и различаемые по твёрдости.
Твёрдые естественные абразивные материалы – это минералы, содержащие оксид алюминия (наждак) и оксид кремния (кварц, кремень, алмаз).
Твёрдые искусственные абразивы – получают в электропечах, имеют высокую твёрдость и однородность состава. К ним относятся: электрокорунды — нормальный (1А); белый (2А); хромистый (3А); монокорунд (4А); карбиды кремния (карбокорунд) зелёный (6С); чёрный (5С); карбид бора (КБ); кубический нитрид бора (КБН); эльбор (Л); алмаз синтетический (АС). Применяют при обработке чугуна, хрупких и труднообрабатываемых материалов.
Мягкие абразивные материалы – микро порошки М28, М20, М14, М10, М7, М5 и пасты ГОИ. Применяются для окончательных доводочных работ.
Алмазные пасты — природные и синтетические имеют двенадцать зернистостей делящихся на четыре группы имеющих каждая свой цвет:
— крупной зернистости (АП100, АП80, АП60) красного цвета;
— средней зернистости (АП40, АП28, АП20) зелёного цвета;
— мелкой зернистости (АП14, АП10, АП7) голубого цвета;
— тонкой зернистости (АП5, АП3 и АП1) жёлтого цвета.
Алмазные пасты применяют доля притирки и доводки изделий из твёрдых сплавов, сталей, стекла, рубина, керамики.
По консистенции алмазные пасты делятся на твёрдые, мазеобразные и жидкие.
Смазывающие материалы для притирки и доводки способствуют ускорению этих процессов, уменьшают шероховатость, а также охлаждают поверхность детали. Для притирки (доводки) стали и чугуна чаще применяют керосин с добавкой 2,5% олеиновой кислоты и 7% канифоли, что значительно повышает производительность процесса.
Доводку выполняют специальным инструментом – притиром, форма которого должна соответствовать форме обрабатываемой поверхности.
Плоские притиры представляют собой чугунные плиты, на которых доводят плоскости. Плоский притир для предварительной обработки имеет канавки глубиной и шириной 1…2мм, расположенные на расстоянии 10-15 мм, в которых собираются остатки абразивного материала. Притиры для окончательной доводки делают гладкими.
Притирка плоских поверхностей: а – предварительная; б – окончательная.
Цилиндрические притиры применяют для доводки цилиндрических отверстий. Такие притиры бывают нерегулируемыми и регулируемыми. Регулирование диаметра притира осуществляют гайками.

Шаржирование притиров твёрдым абразивным материалом. Существует два способа – прямой и косвенный.
При прямом способе абразивный порошок вдавливают в притир до работы. Круглый притир диаметром более 10 мм шаржируют на твёрдой стальной плите, на которую насыпан тонким, ровным слоем абразивный порошок.
После шаржирования с притира удаляют остаток абразивного порошка волосяной щёткой, притир слегка смазывают и применяют для работы.
Косвенный способ заключается в покрытии притира слоем смазки, на которую затем посыпают абразивным порошком.
Прибавлять новый абразивный порошок во время работы не следует, так как это ведёт к снижению точности обработки.
Материалы притиров:
Притиры изготовляют из чугуна, бронзы, меди, свинца, стекла, фибры и твёрдой древесины, дуб, клён и т.п. Для доводки стальных деталей рекомендуется изготовлять притиры из чугуна средней твёрдости (НВ 100-200), для тонких и длинных притиров используют стали Ст2 и Ст3 (НВ 150-200). Стальные притиры изнашиваются быстрее, чем чугунные, поэтому смазываются пастами ГОИ с целью получения зеркальной поверхности.
Приёмы притирки и доводки:
Для производительной и точной притирки необходимо правильно выбирать и строго дозировать количество абразивных материалов, а также смазки. При притирке необходимо учитывать давление на притираемые детали. Обычно давление при притирке составляет 150-400кПа (1,5-4кгс/см ). При окончательной притирке давление надо уменьшать.
Доводка плоских поверхностей обычно производится на неподвижных чугунных доводочных плит. Доводка на плитах даёт очень хорошие результаты, поэтому на них обрабатывают детали, требующие высокую точность обработки (шаблоны, калибры, плитки и т.п.).
Предварительную доводку ведут на плите с канавками, а окончательную – на гладкой плите на одном месте, используя лишь остатки порошка, сохранившегося на детали от предыдущей операции.

Притирка: а — плоский притир с канавками; б- плоский притир без канавок.
Контроль качества доводки:
После доводки поверхности проверяют на краску (на хорошо доведённой поверхности). Плоскость при доводке контролируют лекальной линейкой с точностью 0,001мм. Следует иметь в виду, что во избежание ошибок при контроле все измерения надо проводить при 20 С.
Самым популярным средством для полировки, пожалуй, можно назвать пасту «ГОИ», поскольку применять ее можно на самых разных поверхностях, начиная от грубых металлов и заканчивая стеклом и мягким пластиком дисплеев мобильных телефонов.
Паста «ГОИ» классифицируется:
Полировка пастой «ГОИ» может осуществляться с помощью 3 сортов пасты: грубой, средней и тонкой.
Грубая паста в составе своем имеет около 81 части окиси хрома, 5 – жира, 10 – стеарина, 2- керосина и 2 – силикагеля. Она имеет светло-зеленый оттенок, она наиболее эффективна по объемам снимаемого материала, придавая матовую поверхность. Таким видом пасты удаляют мелкие царапинки, оставшиеся на поверхностях после обработки их разными абразивными материалами (например, после шлифования).
Средняя паста состоит из 76 частей окиси хрома, 2 – силикагеля, 10 – жира, 10 – стеарина, 2- керосина; имеет чисто-зеленый цвет и дает возможность добиться чистой поверхности и ровного блеска.
Тонкая паста изготавливается из расчета 74 частей окиси хрома, 2 – керосина, 1,8 – силикагеля, 10 – стеарина, 0,2 – питьевой соды (двууглекислой), она имеет темно-зеленый и черно-зеленый оттенки и используется для доводки (тонкой притирки), придавая зеркальный блеск.
Помимо данной классификации, пасту «ГОИ» делят и по номерам, в зависимости от размеров абразивных частиц: №4 – грубая, для удаления царапин и придания матовой поверхности, №3 – средняя, для чистой поверхности без штрихов; №№ 1и 2 – тонкая, для чистой полировки, правки, зеркального блеска и доводки разного инструмента.
Механизированный инструмент:

В процессе ручной и механизированной притирки, как и при выполнении других слесарных операций, необходимо строго соблюдать правила техники безопасности:
— Так, при ручной притирке не следует слишком быстро перемещать деталь, так как она может упасть и травмировать работающего. Притираемую деталь в закрепленном в тисках притире нельзя ударять о губки тисков, в противном случае возможны ущемления пальцев и порча детали.
— Не разрешается держать руки вблизи вращающегося притира. Нажим на притираемую поверхность нужно осуществлять плавным последовательным усилием. При работе притиром, укрепленным в механизированном инструменте, нужно следить за тем, чтобы не было биения притира. Кроме того, он не должен иметь трещин, неравномерных выработок и других неисправностей.
— Обрабатываемые детали или притиры необходимо крепить в механизированном инструменте правильно и устойчиво, чтобы исключалось их смещение во время работы. Нельзя очищать притираемую поверхность голыми руками; для этого нужно пользоваться чистыми тряпками и ветошью.
— Следует помнить, что сухая обработка деталей притирами сопряжена с образованием большого количества пыли, поэтому рекомендуется работать в предохранительных очках, пользоваться защитными устройствами для отсасывания пыли и т. д.
188.64.169.166 © studopedia.ru Не является автором материалов, которые размещены. Но предоставляет возможность бесплатного использования. Есть нарушение авторского права? Напишите нам | Обратная связь.
Отключите adBlock!
и обновите страницу (F5)
очень нужно
Доводка и притирка в слесарном деле
После механической обработки на деталях остаются следы режущих инструментов. Качество поверхности металла недостаточное для установки в ответственные узлы и механизмы. Необходима доводка и притирка — операции, которые устраняют нежелательную шероховатость, повышают класс чистоты поверхности изделия, приводят геометрические размеры к нужным значениям. Используют для этого специальные инструменты и технологии. Процесс может делаться вручную, при визуальном контроле или с помощью механических приспособлений. В отличии от обработки на станках слесарное дело требует от исполнителя специфических навыков, опыта и умения контролировать собственные усилия.

Суть технологии
Целью операции является доведение поверхностей деталей до оптимальных характеристик, необходимых для совместной работы с другими элементами конструкции. Часто узлы механизма при эксплуатации работают при взаимном трении, например, поршень и цилиндр. Допуск в этом случае около 0,001 мм, что обеспечивает необходимую герметичность и свободный ход без заклинивания. Добиться такой точности позволяет операция по доводке и притирке. Но во время ее проведения слой металла частично удаляется, поэтому при производстве заготовок оставляют припуск 0,01-0,02 мм, чтобы в конечном результате получить деталь с точностью 0,001-0,002 мм.
Не следует считать термины синонимами, притирка отличается от доводки согласно действующим нормам ГОСТ 23505-79. В рабочей документации следует точно указывать название операции.
Так притирка осуществляется с помощью специальных приспособлений — притиров. Целью является обеспечение герметичного или подвижного соединения с жестко регламентируемым зазором и чистотой поверхности.
Главной задачей при доводке является получение гладкой поверхности и соблюдение геометрической точности детали согласно чертежу. При этом характеристики по чистоте обработки, допуски могут полностью совпадать в обоих видах работ. Поэтому в реестре рабочих специальностей утвержден профессиональный стандарт специальности — «доводчик-притирщик». Обе операции финишные и если технология изготовления детали требует термической обработки детали то делают ее до слесарной работы.
Скачать ГОСТ 23505-79
Технология доводки и притирки заключается в нанесении абразивных смесей в виде паст, гелей, жидкостей на поверхность детали из стали, алюминия и других металлов и последующей механической обработкой специальными приспособлениями. Необходимый для работы инструмент и использующиеся расходные материалы указаны в инженерной документации. Доводкой сглаживают поверхность до нужных значений, удаляя излишки металла абразивными частицами, находящимися на поверхности обрабатывающего инструмента. Различают прямое и косвенное покрытие притирочной смеси. В первом случае абразив до начала операции вдавливается в поверхность приспособления, а во втором равномерно размещается по всей площади детали.

Чаще всего в роли притира используется брусок из чугуна, который хорошо удерживает абразив на поверхности. Уступая часто по прочности он эффективно обрабатывает закаленный металл. На практике используются свинцовые и деревянные притиры. Для холодной притирки сложных поверхностей применяются дополнительные устройства, например, стягивающая гайка при доводке резьбы. Возможны по технологии и предварительные операции. В станкостроении, к примеру, часто поверхности перед обработкой абразивными смесями шабрят. Это улучшает геометрию поверхности и ускоряет процесс.
Сферы применения технологии
Процесс доводки и притирки очень трудоемок, поэтому прибегают к нему в тех случаях, когда необходима высокая точность сопрягаемых деталей. Во многих габаритных изделиях высокой сложности по этой технологии может быть сделать всего один или несколько узлов. Остальные при сборке монтируются без точной доработки. Доводка, притирка поверхностей, отверстий, резьбы нужна в следующих областях производства:
- при изготовлении насосов;
- при сборке двигателей;
- при доводке сопрягаемых, скользящих поверхностей в машиностроении (станки, оборудование);
- при изготовлении измерительных инструментов и высокоточных приборов.
В отдельных случаях монтаж обработанных деталей не является окончательной операцией. После установки механизм, прибор приводят в рабочее состояние и в среде мелкодисперсного абразива детали доводятся до нужных характеристик уже по месту. После чего устройство промывается, и в случае необходимости смазывается.
Инструменты, приспособления и материалы
Выбор технологии обработки и необходимого оборудования зависит от количества изделий в серии. Различают следующие виды притирочных операций:
- Ручная притирка. Технология обработки единичных деталей, когда нецелесообразно настраивать сложное оборудование, либо оно отсутствует.
- Полумеханическая (механизированная) притирка. Используется специальный инструмент. Например, притирочный станок. Активно применяется при мелкосерийном производстве. Часть процесса выполняется вручную (подача абразивного состава, обработка сложных частей детали).
- Механическая. Полностью автоматизированный процесс. Оборудование высокой точности и системой контроля качества. Сложные, дорогие станки, поэтому применяются на крупных предприятиях при выпуске серийных изделий.

Качество механической притирки очень высокое. Современные системы контроля позволяют получать крупносерийные партии с гарантированной точностью 0,001 мм. При выполнении автоматизированной притирки многократно сокращается время операции в сравнении с ручной обработкой. Один оператор может работать на нескольких станках, что повышает экономические показатели и производительность. Кроме того, добиться такого же качества шлифовки поверхностей вручную может только слесарь высокой квалификации.
Основная деталь притирочного станка — плита. Несмотря на название, она может быть не плоской, а иметь сложную форму. Современное оборудование для доводки деталей программируемое, с точно указанными режимами работы и алгоритмом движений. Датчики положения сигнализируют об ориентации заготовки, контролируют размеры изделия и шероховатость поверхности. Конфигурация станка зависит от формы детали. Есть оборудование для обработки наружных поверхностей, отверстий, внутренних полостей. Станок стандартной конфигурации может быть вертикальным и горизонтальным. Инновационные автоматизированные системы универсальны. Роботизированные модули могут работать как в вертикальной, так и в горизонтальной плоскости. Используется такое оборудование в автомобилестроении.
Смазывающие вещества
Рабочий состав, в котором происходят притирочные операции и доводка состоит из абразива и связующих веществ, обеспечивающих качественное шлифование. Продукция делится на три категории:
- Твердые абразивы. Минералы натурального происхождения. Содержат оксиды алюминия, кремния. К этой категории относят натуральные и искусственные корунды (наждак), эльбор, синтетические алмазы.
- Мягкие абразивы. Мелкодисперсные порошки в смазочных материалах. Хорошо известная паста ГОИ (Государственный оптический институт) из этой категории. Сюда же относятся порошки серии «М» (первая буква в названии абразива, например, М20, М7, М28 и другие).
- Алмазные пасты. 4 вида по размеру абразивного зерна. Маркируются аббревиатурой АП и цветами: красный (крупнозернистая АП60/80/100), зеленый (среднезернистая АП20/28/40), голубой (мелкозернистая АП7/10/14),желтый (тонкозернистая АП1/3/5)


Для повышения эффективности работы можно пользоваться несколькими составами. Сначала обработать поверхность твердыми абразивами, а затем мягкими. Алмазные пасты дороги, поэтому применяют их только для доводки деталей из твердых сплавов, стекла, керамики. Мягкими абразивами обрабатывают черные и цветные металлы. Ими же делают полировку, например, паста ГОИ изначально разрабатывалась для производства оптики различного назначения.
В качестве смачивающей и смазывающей основы применяются технические масла, животный жир, нефтепродукты (керосин, парафин). Абразив может поставляться в готовом пастообразном виде, в порошке, в твердом состоянии. В зависимости от основы меняются характеристики состава, его плотность, вязкость. Иногда целесообразно использовать суспензии. Такие, как смесь воды, керосина и олеинового масла. В составе рабочей смеси может быть от 50 до 85% смазочных материалов. После того, как шероховатость поверхности доведена до необходимых значений поверхность промывают. Абразив не должен оставаться на деталях. Делают это керосином, чистой водой или с добавлением поверхностно-активных веществ.
Притиры
Форма инструмента зависит от обрабатываемой детали, технологии операции. В работе используются вспомогательные слесарные приспособления и оснастка. Иногда для эффективности обрабатывают поверхность на станках: токарном, сверлильном, фрезерном. По форме притиры могут быть следующими:
- плоскими;
- цилиндрическими (с наружной и внутренней рабочей поверхностью);
- фасонными (угловые, по форме детали);
- специальными (стягивающие, разборные, раздвижные).
Домашние мастера часто дорабатывают и настраивают автомобильные цилиндры и поршни. Используется для этой цели притир для внутреннего диаметра. Готовый инструмент можно купить или сделать своим руками ни наличие навыков и измерительного инструмента высокого класса. Народные умельцы делают притиры из различных материалов. От традиционного чугуна специальных марок до изделий из керамики, стекла, дерева.

Приемы доводки и притирки
Механические виды притирки на оборудовании жестко регламентированы режимами и программами. Определены направления движения, сила прижима, подача абразива, смазочных веществ. Когда используется ручной метод притирки, то все этапы работы контролирует мастер, ориентируясь по собственным ощущениям и показаниям измерительных инструментов. Имея в руках деталь с достаточным припуском, можно ее обработать, применив следующие операции:
Операция шабрения относится исключительно к ручному методу слесарной обработки. Делается она с помощью специального инструмента. Изготовить шабер можно самостоятельно из углеродистых сталей. Делают его с идеально ровной рабочей поверхностью и режущей кромкой. Поверять процесс изготовления инструмента и непосредственно шабрение нужно линейкой или по угольнику по 3 классу точности. Метод контроля визуальный. Для удобств пользуются контрастной краской. Ее наносят на поверхность и после прохождения шабером виден результат — какие участки были обработаны, а какие нет. Операция трудоемкая и занимает много времени. Но при выполнении требований получают поверхность правильной геометрии и высокого качества по шероховатости.
При шлифовании воздействие на материал оказывает не режущая кромка, а абразивные частицы. Класс поверхности зависит от выбора пасты или порошка. Приемы притирки просты. Движения делают возвратно-поступательные и вращательные. При засорении состава частицами удаляемого металла его заменяют. Шлифованием можно добиться точности до 1 микрона. Этим методом обрабатывают прямые, криволинейные поверхности, резьбы. Используя набор притиров и качественный измерительный инструмент опытный слесарь способен изготовить высокоточную деталь.

Иногда необходимо добиться зеркального блеска поверхности. В этом случае деталь полируют. Применяют мелкодисперсные мягкие абразивы или алмазные притирочные пасты, например, АП1 или АП 5. Традиционно в качестве смазки применяли керосин, животный жир. Сегодня можно использовать синтетические масла для этой операции. У них хороший показатель смачиваемости поверхности. Создаются благоприятные условия для работы абразивных частиц. Это снижает трудоемкость операции и делает ее более качественной. Сегодня полировку некоторых поверхностей можно делать химическим или электролитическим способом, но для этого нужно специальное оборудование.
Притир достаточно точный инструмент. При его подготовке и эксплуатации необходимо выполнить ряд требований, чтобы получить поверхность желаемого качества. Так для обработки твердых сплавов берется приспособление в два разя мягче. Абразив принудительно вдавливается механически в его поверхность до начала операции. По мере его расхода восстанавливают плотность частиц повторным нанесением. Если же притир существенно прочнее обрабатываемой поверхности , то можно воспользоваться косвенным методом нанесения абразива. Его равномерно распределяют по всей площади, и плотно прижав приспособление к поверхности начинают движения.
Профессиональные притиры имеют канавки. Расположены они могут быть параллельно друг другу, в виде ромбов, прямоугольников, концентрических овалов. Такая форма делает процесс более производительным. В пазах собираются частицы срезанного материала, которые затем удаляются. Притир можно сделать оригинальный. Точно по форме профиля или конфигурации детали. Это существенно упростит доводку сложных участков, позволит контролировать равномерность давления.
Притирку резьбы неудовлетворительного качества можно сделать самостоятельно. Для этого гайку нужного диаметра и шага разрезают пополам.
Поместив обе части на наружную резьбу болта охватывают их хомутом. После нанесения абразивного состава приспособление прокручивают несколько раз. Подтягивают хомут и снова повторяют операцию до получения нужного результата. Работа пойдет быстрее, если использовать токарный станок или дрель с реверсом. Подобную процедуру можно провести, когда резьба слишком тугая. Иногда достаточно убрать по всей поверхности 0,005 мм металла, либо отдельные заусенцы и дефекты, чтобы винт или болт привести в нормальное состояние.

В домашних условиях можно сделать доводку слишком тугих вентилей у запорной арматуры. Однако ослаблять трущиеся и герметизирующие детали нельзя. Зазор в несколько микрон может быт критическим.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Тема 13 Притирка и доводка;
знать:
— назначение, виды притирки, применяемое оборудование, инструмент.
уметь:
— выполнять притирку различных поверхностей деталей;
— подбирать инструмент для притирки деталей по классу шероховатости.
Оснащение рабочего места: верстак; тиски слесарные; плита притирочная; валик стальной (скалка); кубики и призмы притирочные; струбцины слесарные; порошки шлифовальные разных размеров зернистости; пасты доводочные разные; масло машинное; керосин; ветошь; тампоны; заготовки угольников плоских 900 и поверочных линеек; краны пробковые; вентили запорные и другие детали, требующие притирки.
Притиркой называется обработка поверхностей с помощью мелкозернистых шлифовальных порошков или паст, нанесенных на твердую поверхность инструмента – притира, или на сопрягаемую поверхность. Припуск, оставляемый на притирку, составляет 0,02. 0,05 мм, а шероховатость поверхности после притирки достигает Rа 0,008. Поверхность притирают после окончательной механической обработки – шлифования, точного точения, фрезерования, развертывания, шабрения. Детали могут быть закаленные и термически не обрабатываемые. Детали, подвергающиеся притирке, могут иметь плоскую, цилиндрическую и фасонную поверхности. В машиностроении притирке подвергают поверхности арматуры, пробки и корпуса кранов, клапаны и седла двигателей и т.п. Особенно широко распространена притирка, а также более точная обработка – доводка, в инструментальном производстве.
Существуют два технологических способа выполнения притирки. Первый способ состоит в том, что сопрягаемые детали притирают одну по другой. Между притираемыми деталями помещают абразивные материалы в виде порошков или паст. Таким образом притирают, например, клапаны к седлам, пробки к корпусам кранов и др. Второй способ состоит в притирке каждой из двух сопрягаемых деталей по специальной третьей детали – притиру. Так притирают плиты, крышки и фланцы в плотных соединениях, рабочие поверхности линеек, шаблонов, калибров и т.п.
Притирочные материалы подразделяются на две группы: твердые и мягкие. К твердым относятся материалы, твердость которых выше твердости закаленной стали. Это шлифпорошки и микропорошки из наждака, корунда, электрокорунда нормального (12А. 16А), электрокорунда белого (22А. 25А), электрокорунда легированного (33А. 37А), карбида кремния зеленого (63С и 64С), карбида бора (ЛМ) и синтетических алмазов (АСМ и АСН). К мягким относятся материалы, твердость которых ниже твердости закаленной стали. Это абразивные порошки из окиси хрома, окиси железа (крокуса), венской извести и др. Особенностью некоторых мягких абразивных материалов, главным образом окиси хрома, является их способность оказывать на обрабатываемую поверхность помимо механического еще и химическое воздействие.
Входящие в состав многих паст компоненты типа олеиновой и стеариновой кислот энергично разрушают пленки окислов, непрерывно образующихся на поверхности детали, ускоряя процесс притирки. Происходит химико-механический процесс удаления металла. Из мягких абразивных материалов наиболее широко применяют пасты ГОИ (Государственный оптический институт), изготовляемые из окиси хрома (65. 80%). Различают пасты ГОИ трех составов: грубую, среднюю и тонкую.
Смазывающие вещества – керосин, машинное масло, скипидар, животные жиры (сало), бензин и т.п. — способствуют ускорению обработки, сохранению остроты зерен, повышению точности и меньшей шероховатости обработанной поверхности.
Притиры – инструменты, которыми производят притирку деталей. В зависимости от формы и размеров обрабатываемых поверхностей притиры могут быть плоскими (плиты, бруски, диски), цилиндрическими для притирки наружных и внутренних поверхностей; коническими и специальными.
Материал притира должен быть мягче материала обрабатываемой детали, чтобы зерна абразивного порошка вдавливались (шаржировались) в поверхность притира. Притиры изготовляют из чугуна, бронзы, красной меди, свинца, стекла, фибры и твердых пород дерева. Для твердых абразивно-притирочных материалов чаще применяют чугунные притиры, реже – медные. Для паст ГОИ применяют стеклянные притиры.
Существуют два способа покрытия (шаржирования) притиров абразивным материалом: прямой способ, когда абразивный порошок вдавливают в притир до работы с помощью стального закаленного валика (рис.13.1, а). После шаржирования с притира удаляют остаток абразивного порошка и притир слегка смазывают. Косвенный способ заключается в покрытии притира слоем смазки и посыпании его абразивным порошком. В процессе доводки зерна абразива вдавливаются в притир обрабатываемой деталью.
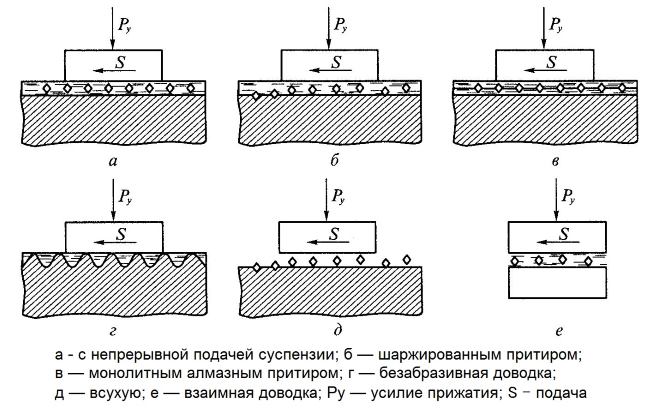
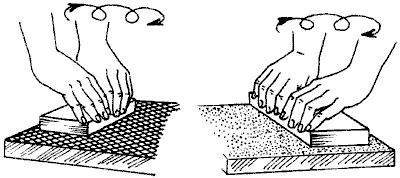
Притирка подразделяется на предварительную (черновую) и окончательную (чистовую). Предварительную притирку ведут по плите с канавками (рис. 13.1, б), а окончательную – на гладкой плите (рис.13.1, в). Притираемую заготовку передвигают по плите круговыми движениями. Чтобы плита изнашивалась равномерно, притирку ведут по всей поверхности. Узкие стороны заготовок можно притирать пакетом, когда несколько одинаковых заготовок, соединенных винтами, струбциной (рис. 13.1, г) или заклепками (рис. 13.1, д) в пакет, обрабатывают аналогично широким плоскостям.
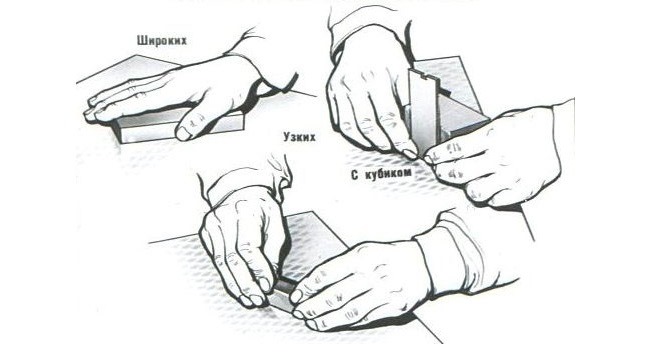
Притирку тонких и узких заготовок, например шаблонов, угольников, лекальных линеек, можно производить также с помощью чугунных или стальных направляющих кубиков, брусков, призм. Притираемую заготовку прижимают к бруску и вместе перемещают по притирочной плите (рис.13.1, е). Для притирки широких плоскостей тонких заготовок (шаблонов, угольников) их закрепляют на деревянном бруске мелкими гвоздями (или иным способом) и вместе с деревянным бруском перемещают по притирочной плите (рис.13.1, ж).
Блог про Уаз
Доводка-притирка является одним из самых точных методов обработки поверхности. Она выполняется свободными абразивными зернами, которые в смеси со связующей жидкостью наносятся на рабочую поверхность притира, производящего обработку поверхности.
Доводка-притирка поверхности детали, абразивная и химико-механическая, составы притирочных паст и суспензий для доводки-притирки поверхностей деталей.
Доводка-притирка наиболее трудоемкая технологическая отделочная операция и позволяет получить шероховатость обработанной поверхности Ra 0,01-0,05 мкм. Точность по 5-му квалитету и точнее. Отклонение формы 0,05-0,30 мкм.
Припуски, снимаемые при доводке-притирке незначительны. Поэтому поверхность детали должна быть предварительно обработана по 6-му квалитету точности, с шероховатостью не грубее Ra 1,25-0,32 мкм. Притирке свойственна высокая исправляющая способность погрешностей предшествующей обработки, а при соответствующем подборе абразивных зерен она снижает шероховатость поверхности на 2—4 класса.
Доводкой-притиркой можно обрабатывать цилиндрические, конические, плоские и фасонные поверхности. Различают два основных вида доводки — ручную и полумеханическую. Во втором случае для выполнения операции используются токарные универсальные станки, электрические пневматические доводочные приспособления. При этом главное движение (вращение детали) совершается станком или приспособлением, а движение подачи сообщается от руки. Точность и качество обработки во многом зависят от квалификации рабочего.
В зависимости от величины снимаемого припуска доводка-притирка выполняется за одну, две или три операции. При предварительной притирке снимают припуск в пределах 0,020-0,005 мм на две стороны. При окончательной — припуск менее 0,005 мм. Для повышения производительности предварительная обработка выполняется абразивом с более крупным зерном, окончательная обработка — более тонким. Это обеспечивает качество и точность поверхности.
Доводка-притирка выполняется на малых скоростях:
— При ручной притирке 2,6 м/мин.
— Полумеханической — 10-30 м/мин.
При высоких требованиях к обработке необходимо снижать скорость. Давление также оказывает значительное влияние на эффективность обработки. При увеличении давления от 0,25 МПа и выше производительность снижается. Наиболее рациональное давление в пределах 0,1-0,2 МПа при предварительной обработке, 0,05-0,10 МПа и ниже при окончательной. Доводка-притирка может быть абразивной и химико-механической.
Абразивная доводка-притирка поверхности детали.
Абразивная доводка-притирка выполняется с использованием абразивных паст и суспензий на основе абразивного материала, твердость которого значительно выше твердости обрабатываемого материала. При взаимном перемещении детали и притира абразивные зерна, закрепившись в поверхностном слое притира, снимают тончайшую стружку с поверхности детали.
Химико-механическая доводка-притирка поверхности детали.
Сущность химико-механической доводки-притирки заключается в том, что химическое воздействие кислой среды пасты сочетается с механическим воздействием.
Схема доводки-притирки и притирка наружной, и внутренней цилиндрической поверхности.
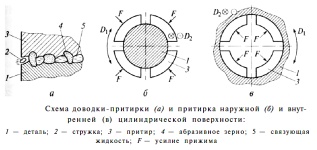
Абразивные зерна 4, находящиеся в составе связующей жидкости 5 между обрабатываемой поверхностью детали 1 и притиром 3, вдавливаются в поверхность притира, выполненного из более мягкого материала, чем деталь, и шаржируются в нем. Под воздействием кислот, входящих в состав паст, на поверхности детали образуется пленка из химических соединений, которая удаляется абразивными зернами при перемещении притира.
Одновременно эти зерна снимают тончайшую стружку 2. Вначале микронеровности соприкасаются с притиром по малой контактной площади. Срезаются окисные пленки с выступов микронеровностей. Этот этап характеризуется большими удельными давлениями и пластическим деформированием выступов микронеровностей.
С увеличением контактной площади давление уменьшается, снижается толщина, снимается более тонкий слой. При этом снимаются только окисные пленки. Значительную роль в этом случае играет вязкость жидкости. Толщина слоя жидкости между притиром и деталью должна быть меньше величины выступающих из притира режущих зерен.
В качестве связующей жидкости используют машинное масло, керосин, стеарин, вазелин. Как абразив — порошки, микропорошки или субпорошки электрокорунда, карбида кремния, карбида бора, оксида хрома, оксида железа и других. В состав притирочных паст входят химически активные вещества: олеиновая или стеариновая кислота.
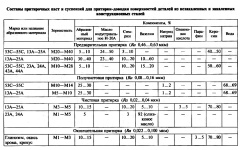
Составы притирочных паст и суспензий для доводки-притирки поверхностей деталей из не закаленных и закаленных конструкционных сталей.
Различают следующие разновидности доводки-притирки:
— Доводка-притирка твердыми абразивными зернами, шаржирующимися в поверхность притира.
— Доводка-притирка мягкими нешаржирующимися абразивными зернами.
— А также доводка-притирка с помощью химически активных паст.
При использовании твердых абразивных зерен (электрокорунд, наждак, карбид кремния и др.) материал притира должен быть мягче материала обрабатываемой детали, чтобы обеспечить внедрение зерен в притир. Доводка-притирка мягкими абразивными зернами (крокус, трепел, окись хрома и др.) осуществляется за счет истирания обрабатываемой поверхности этими зернами. В этом случае материал притира должен быть тверже материала детали.
Притиры как обрабатывающий инструмент оказывают существенное влияние на результаты доводочных операций. При обработке твердыми абразивными зернами применяются притиры (из чугуна, бронзы, красной меди, мягкой стали, свинца, сурьмы и других материалов), на поверхности которых могут шаржироваться абразивные зерна. При обработке мягкими абразивными зернами применяются притиры из закаленной стали и других твердых материалов.
Изготовляются также составные притиры, набранные из материалов разной твердости. Различают притиры для черновой и чистовой обработки. Первые имеют углубления для размещения пасты и снятия материала, вторые их не имеют.
Доводка-притирка наружной цилиндрической поверхности.
Доводка-притирка наружной цилиндрической поверхности детали 1 осуществляется притиром 3 в виде кольца с прорезями. Притиру сообщается возвратно-вращательное движение Dj и возвратно-поступательное движение D2. Возможно равномерное дополнительное вращение детали. Доводка-притирка осуществляется вручную или на токарном универсальном станке. Аналогичные схема и движения применяются при притирке внутренних цилиндрических поверхностей.
Регулируемые и нерегулируемые притиры.
В производстве применяются регулируемые и нерегулируемые притиры. Нерегулируемые притиры с постоянным наружным диаметром, применяются для доводки отверстий малых диаметров, конических и резьбовых поверхностей. Регулируемые притиры для ручной доводки имеют втулку (собственно притир) или притирочные планки 5 с конической частью и разжимное устройство, которое при осевом перемещении увеличивает или уменьшает диаметр притира.
На токарных станках обрабатываемая деталь 3 обычно закрепляется в цанге или патроне 4 станка, а возвратно-поступательное движение втулке 1 сообщается вручную. Для создания необходимого натяга между обрабатываемой поверхностью детали и рабочей поверхностью втулки имеется обойма 2, перемещаемая по наружной конической поверхности втулки. Для лучшего удержания втулки в руке на поверхности обоймы имеется накатка.
Притиры для ручной доводки наружных поверхностей, отверстий и притирочные плиты.
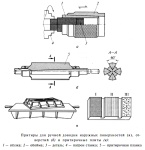
В процессе обработки втулку плавно перемещают вдоль вращающейся детали. При этом между ними создается небольшой натяг. При таком способе обработки обеспечивается точность поверхности детали в пределах 0,5-2,0 мкм с шероховатостью Ra 0,02-0,04 мкм. Плоские поверхности притираются вручную с использованием притирочных плит из серого перлитного чугуна твердостью 170-230 НВ.
Размеры плит выбираются в зависимости от габаритных размеров детали. Их рабочая поверхность выполняется с высокой геометрической точностью. Например, допуск неплоскостности плит размером 250х250×400 мм составляет 1-4 мкм.
Рабочая поверхность плиты разбита на три участка:
I — для предварительной доводки.
II — для чистовой доводки.
III — для окончательной доводки.
С целью обеспечения равномерного износа рабочих поверхностей плит в процессе работы плита должна перемещаться круговыми движениями.
По материалам книги «Технологические процессы ремонта автомобилей».
Виноградов В. М.
Что такое притирка и доводка металла
В обиходе термины «притирка» и «доводка» уже давно используются как синонимы, хотя их значение точно регламентируется ГОСТ 23505-79. Согласно данному нормативному документу доводка — это одна из разновидностей шлифования абразивным инструментом, при котором он одновременно совершает вращательные и возвратно-поступательные движения. А притирка — это доводка с применением конкретного типа технологического инструмента, называемого притиром. В ГОСТ также указывается, что замена этих терминов в технической литературе недопустима.
Притиркой производят окончательную (финишную) обработку деталей, поверхность которых должна соответствовать классам шероховатостей от 8 до 14, т. е. иметь среднее арифметическое значений поверхностных впадин и выступов (Ra) от 0.8 до 0.01 мкм. При такой шероховатости их сопряжение непроницаемо для жидкостей и газов. Поэтому притирку деталей используют для обработки плунжеров пневмо— и гидроцилиндров, затворов пробковых кранов, клапанов двигателей внутреннего сгорания, плоскостей измерительного инструмента и пр. В профессионально-технических учебных заведениях основы притирочной технологии преподают в составе курса «Слесарное дело», поэтому раньше эта рабочая специальность называлась «слесарь-притирщик». Не так давно Минтруда был утвержден новый профессиональный стандарт, и теперь она носит название «доводчик-притирщик».

Суть технологии и описание процесса
В основе притирочной технологии лежит процесс механического или химико-механического удаления микровыступов с поверхности обрабатываемой детали посредством применения твердых, порошковых и пастообразных абразивных материалов. При обработке плоских и криволинейных поверхностей притиранием должны обеспечиваться не только параметры шероховатости, но и заданные показатели по линейным размерам. Поэтому точность результирующей поверхности во многом зависит от точности и жесткости применяемого притира, а также вида и размера абразивных зерен.
Самый распространенный вид притиров — это изготовленная с высокой точностью чугунная притирочная плита с пазами, которые служат для отвода излишков абразива и срезанных частиц металла. Перед началом притирки на нее наносят абразивный порошок, смешанный со смазочно-охлаждающей жидкостью. Твердость притирочной плиты всегда выше, чем у обрабатываемого металла. Поэтому тонкий слой абразива, которым деталь и плита отделены друг от друга, при определенном давлении на деталь во время ее возвратно-поступательного движения будет срезать микровыступы более мягкого металла (см. рис. ниже).

По технологической классификации такие способы доводки делятся на два вида притирок: непосредственно с использованием притира и взаимная притирка двух сопрягаемых деталей между собой. Первый вид также делят на подвиды по типу обрабатываемой поверхности: наружная, внутренняя, круглая, плоская. В отдельный подвид обычно выделяют взаимную притирку боковых поверхностей зубьев шестерен.
От траектории движения детали в процессе притирки зависит равномерность распределения по ее поверхности заданной шероховатости. В зависимости от технологических особенностей такие перемещения могут быть круговыми, спиральными, по восьмерке и т. п. Соответственно, чугунные плиты, на которых предполагается доводить разнообразные по своим характеристикам детали, выпускаются с различными конфигурациями пазов. Чаще всего это сетка из прямоугольников или многоугольников, но также популярны и другие (иногда весьма замысловатые) варианты (см. фото ниже).

Используемые материалы
Все притирочные материалы вне зависимости от их консистенции состоят из двух компонентов: абразивные зерна и связующие вещества. Основные характеристики первых:
- зернистость (размер зерна в микронах);
- форма (многогранные, округлые, иглообразные, пластинчатые и пр.);
- минеральный состав (основные компоненты, добавки, примеси);
- абразивная способность.
По своей твердости абразивные материалы делятся на три группы:
- Сверхтвердые. Сюда относят алмазы природные и искусственные, эльбор, а также электрокорунд белый и нормальный. Они предназначены для притирочных работ по сверхтвердым материалам, металлокерамике, особым видам стали и сплавов цветных металлов.
- Твердые. В эту группу входят карбид бора и карбид кремния. Их применяют при притирке деталей из закаленной стали, твердых сталей, чугуна и сплавов цветных металлов.
- Мягкие. К ним относятся электрокорунд титанистый, окиси хрома, алюминия и железа, а также известь венская. Эти абразивы подходят для обработки отдельных металлов, а также пластика, стекла и мягких керамических материалов.
Среди мягких абразивных материалов, пожалуй, самым известным является зеленая паста ГОИ, которая есть, наверное, у каждого домашнего мастера. Она изготовлена на базе оксида хрома, а ее название — это аббревиатура места, где она была разработана: Государственный оптический институт.

Состав связующих смесей (связок) выбирается в соответствии с физическими свойствами материала обрабатываемой поверхности и классом необходимой шероховатости. Выделяют три основные группы связок: твердые, пасты и суспензии. На основе твердых связующих и сверхтвердых абразивов производятся монолитные притиры-бруски. К этой группе относят металло-силикатные, бакелитовые, электролитические и бронзовые связки. При выборе притира на основе таких связующих необходимо учитывать их твердость. Если притирочный брусок чересчур мягкий, то он подвержен быстрому износу. Если же слишком твердый — не будет происходить самозаточки абразива, и он будет быстро забиваться. К примеру, при притирке стали рекомендуют применять бруски, твердость которых в полтора-два раза ниже обрабатываемого материала.
В состав паст и суспензий входит довольно ограниченное количество видов связующих материалов. В первую очередь сюда относятся стеарин, силикагель, технический жир, парафин, керосин, а также технические масла (веретенное, вазелиновое). Жидкая составляющая в притирочных суспензиях — это, как правило, вода и керосин (иногда в смеси с олеиновой кислотой). Состав абразива в этих видах материалов в зависимости от их назначения может составлять от 15 до 50%. Промывку изделий после притирки обычно производят керосином или водой.
Оборудование и инструменты для притирки и доводки металла
В зависимости от конфигурации и размеров обрабатываемых поверхностей, а также задач производства, притирочные операции выполняют вручную или с использованием станочного оборудования. При этом, кроме самих притиров, могут использоваться различные приспособления и оснастка. Конструкция притирочного инструмента зависит от формы обрабатываемой поверхности и технологических особенностей конкретного вида притирки. Как правило, выделяют следующие типы притиров:
- плоские (плиты, бруски, диски);
- цилиндрические с наружной рабочей поверхностью (гладкие и с канавками);
- цилиндрические охватывающие (в т. ч. регулируемые);
- фасонные (угловые, с пазами, с направляющими и т. п.);
- специальные (раздвижные, двусторонние и другие).
Машинная притирка используется в качестве операции доводки при серийном производстве. Ее выполняют на специализированных станках или же на сверлильном, токарном и фрезерном оборудовании, оснащенном специальным притирочном инструментом и оснасткой, которые чаще всего предназначены только для определенных видов притирок. Притирочный станок, как правило, передает вращательное или возвратно-поступательное движение одному или нескольким притирам, а деталь крепится в специальной оснастке. При массовом производстве большое количество одинаковых деталей (клапана, втулки и прочих) фиксируются в специальных приспособлениях, которые называются сепараторами, и притир обрабатывает их все одновременно.

Ручную притирку, в основном, применяют при единичном изготовлении деталей и ремонте различного оборудования (запорной арматуры, блоков двигателей, измерительного инструмента и пр.), когда к шероховатостям обрабатываемых поверхностей предъявляются не слишком высокие требования. В этих случаях также используют ручные притирочные машинки и специальные насадки на пневмо— и электроинструмент. Если судить по видеороликам на YouTube, то самая распространенная операция с использованием таких насадок — это притирка клапанов автомобильного двигателя.
В технической литературе встречается такой термин, как «притирочный молоток». Несмотря на созвучие, к финишной обработке поверхностей по высшим классам шероховатости этот инструмент не имеет никакого отношения — он применяется только при работе с деревянным шпоном.
По результатам поиска в Интернете создается впечатление, что домашние мастера используют притирку исключительно при ремонте автомобильных двигателей (клапанов, головки, блока цилиндров). Если кто-то знает о других случаях применения притирочных технологий при самостоятельном выполнении ремонта оборудования, поделитесь, пожалуйста, информацией в комментариях к данной статье.
