

Что такое химико термическая обработка
Химико-термическая обработка
Методы химико-термической обработки металлов являются одними из важнейших направлений изменения свойств поверхности, обеспечивая поверхностное упрочнение металлов и сплавов (повышение поверхностной твердости, износостойкости, усталостной прочности, теплостойкости и т.д.), а также повышение стойкости металлов и сплавов против воздействия внешних агрессивных сред при нормальных и повышенных температурах (коррозионной стойкости в атмосферных условиях, стойкости к кавитационной эрозии, кислотостойкости, жаростойкости, окалиностойкости и т.д.).
Методы химико-термической обработки включают две крупные группы диффузионных покрытий. Первая группа включает насыщение поверхности металлических изделий неметаллами, а также удаление неметаллов из поверхности. Такими неметаллами являются: углерод, азот, бор, водород, сера. В этой связи способы химико-термической обработки металлов и сплавов получили названия: науглероживание (цементация), азотирование, борирование, сульфидирование. Удаление неметаллов происходит при обезуглероживании, обезводороживании, деазотировании.
Насыщение может проводиться одним неметаллом, комплексно двумя или тремя неметаллами. Такими процессами являются: углеродоазотирование (низкотемпературное цианирование, низкотемпературная нитроцементация); азотонауглероживание (цианирование, нитроцементация); сульфоцианирование.
Вторая группа процессов включает насыщение металлами и удаление металлов из поверхности.
Такими процессами являются: алитирование (насыщение алюминием), хромирование (диффузионное насыщение хромом), силицирование (насыщение поверхности кремнием). Насыщение возможно любых металлических материалов любыми другими металлическими веществами, в том числе, например, его можно проводить титаном, ванадием, цинком, молибденом и другими элементами. Применяют покрытия двумя или тремя металлами, а также комплексно металлами и неметаллами одновременно или последовательно. В качестве примеров можно привести хромосилицирование, хромованадирование, карбохромирование и т.д. Примером удаления металлов можно назвать обесцинкование.
Насыщение проводят путем нагрева обрабатываемых изделий в химически активной среде, содержащей насыщающий компонент. При этом нагрев ведут до температур, обеспечивающих развитие:
образование во внешней среде насыщающего вещества в виде легкоразлагающегося соединения или его атомарной формы;
адсорбирование поверхностью активного насыщающего вещества;
образование устойчивых межатомных связей между атомами насыщающего вещества и материала изделия с образованием твердых растворов, химических соединений, диффузии атомов в слое и развитие в нем фазовых и структурных преобразований, обеспечивающих достижение требуемого эффекта от насыщаемого изделия.
Технологические параметры конкретных процессов определяются на основе анализа соответствующих диаграмм фазового равновесия между взаимодействующими компонентами.
Цементации обычно подвергают углеродистые и легированные стали с малым содержанием углерода (как правило, не более 0,20 — 0,25%). Примерами цементуемых сталей являются: 10, 15, 20, Ст.3, 20Х, 20ХН, 12ХН3А, 20Х2Н4А и др. Отдельную группу мелкозернистых легированных сталей для цементации составляют стали типа 18ХГТ, 25ХНТЦ и др. После цементации и окончательной термической обработки, заключающейся в закалке и низком отпуске, обеспечивается получение поверхностной твердости 56 – 64 НRС при сохранении вязкой сердцевины, что определяет высокую конструктивную прочность изделий, благоприятное сочетание износостойкости поверхности с высокой сопротивляемостью динамическим разрушениям.
Температурой цементации является 900 – 950 °С, хотя интенсивность насыщения непрерывно растет и при более высоких температурах до1147 °С. Однако такие температуры не применяются в связи с опасностью сильного роста зерна стали и нетехнологичностью процесса (низкая стойкость печного оборудования, нагревателей и технологической оснастки).
Цементацию проводят в твердом карбюризаторе, в газовых средах и иногда в расплавах солей (жидкостная цементация). Твердый карбюризатор для цементации — это гранулированный древесный уголь или полукокс, пропитанные углекислыми солями бария или натрия. Детали упаковывают в стальные ящики с карбюризатором, закрывают крышкой и для герметизации обмазывают огнеупорной глиной. Цементация в твердом карбюризаторе идет за счет неполного горения угля в герметически закрытом ящике, в котором, кроме угля и насыщаемых деталей, имеется некоторое количество кислорода из атмосферного воздуха. Неполное горение угля проходит по реакции:
2С + О = 2СО
Образовавшиеся молекулы окиси углерода являются неустойчивыми химическими соединениями, которые на металлической поверхности (железа) разлагаются, как на катализаторе, с выделением атомарного углерода:
2СО ® С + СО2
Углекислые соли бария и натрия являются своеобразными катализаторами процесса цементации в твердом карбюризаторе, поскольку они обеспечивают образование дополнительного количества окислителя при своем разложении при нагреве.
При газовой цементации в качестве карбюризаторов используют углеводородные газы, которые разлагаются в печи с образованием атомарного углерода и водорода:
Атомарный углерод адсорбируется поверхностью сначала по механизму физической адсорбции, а затем — химической, в результате чего атомы углерода входят в кристаллическую решетку железа с образованием твердого раствора (аустенита). Слой нарастает во времени: при цементации в твердом карбюризаторе по 0,1 мм/час, при газовой 0,12- 0,15 мм/час.
Концентрация углерода в поверхностном слое возрастает до предельно возможной при температуре насыщения, что определяется диаграммой фазового равновесия (см. диаграммы железо-углерод, рис.4.2, 4.3). При медленном охлаждении с температуры цементации в поверхностном слое образуется структура, соответствующая высокоуглеродистой (заэвтектоидной, эвтектоидной и доэвтектоидной) стали с плавным переходом к сердцевине. Слой с такой структурой еще не обладает высокой твердостью и износостойкостью. Для создания этих качеств требуется окончательная термическая обработка, заключающаяся в закалке с низкотемпературным отпуском.
Существует несколько вариантов технологии окончательной термической обработки после цементации. Стали, склонные к росту зерна после цементации подвергают промежуточной закалке или нормализации с нагревом до температур 850 — 880 ˚С для измельчения зерна сердцевины деталей, с последующим нагревом под окончательную закалку до температуры 760 — 780 ˚С. Среда охлаждения при закалке определяется маркой стали. Углеродистые стали охлаждают в воде, легированные — в масле. Стали, не склонные к росту зерна при цементации (18ХГТ, 25ХГТ и др.) подвергают непосредственной ступенчатой закалке с подстуживанием. После окончательной закалки отпуск проводят при температуре 160 — 200 ˚С.
Азотирование — поверхностное насыщение стали азотом, применяется, как и цементация, преимущественно для повышения поверхностной твердости, износостойкости деталей машин и механизмов.
Кроме того, азотирование обеспечивает повышение коррозионной стойкости материала, а также обеспечивает теплостойкость упрочненного поверхностного слоя, не разупрочняющегося при нагревах до температур 500 – 600 °С. Характер упрочнения в результате азотирования принципиально иной по сравнению с цементацией. Высокая твердость и износостойкость слоя достигается в результате образования сплошной нитридной зоны слоя на внешней поверхности изделия, а частичное упрочнение в переходной зоне за счет образования большого количества высокодисперсных очень твердых нитридов легирующих элементов, содержащихся в составе стали.
Для повышения коррозионной стойкости азотированию подвергают углеродистые стали. Для повышения поверхностной твердости и износостойкости используют комплексно легированные стали, содержащие хром, молибден, алюминий и другие компоненты. Примерами таких сталей являются: 38ХМЮА, 38ХЮА, 34ХН1М и др. Азотированию подвергают наиболее ответственные детали: гильзы цилиндров двигателей внутреннего сгорания, шестерни, детали топливной аппаратуры. Азотированию также подвергают нержавеющие стали ферритного или аустенитного класса: 30Х13, 40Х13, 40Х14Н14В2М и др.
После азотирования не требуется проведения какой-либо термической и механической обработки. Изделия после азотирования сразу подаются на сборку. Размеры изделий при азотировании не изменяются, поэтому азотированию подвергаются готовые детали без припусков на окончательную механическую обработку. В этой же связи, свойства, которыми должна обладать сердцевина изделия, должны быть сформированы до азотирования. Поэтому заготовки для изготовления азотируемых деталей подвергают предварительной термической обработке (улучшению), включающей закалку и высокотемпературный отпуск.
Газовой средой для азотирования является аммиак, который при нагреве диссоциирует на составные части по реакции: 2 NH3 ® 2 N + 3 H2
Образующийся атомарный азот адсорбируется поверхностью, диффундирует вглубь изделия, и взаимодействует с компонентами стали (железом, хромом, молибденом, алюминием и др.) с образованием нитридов.
Азотирование для повышения износостойкости легированных сталей проводят при температуре 500 – 560 °С с выдержками от 25 до 60 часов из расчета, что 0,01 мм слоя прирастает за 1 ч выдержки. Для сталей аустенитного класса длительность выдержки удваивается.
Структура слоя содержит 2 структурные зоны: внешняя нитридная (e и g¢) и подслой (переходная зона), представляющая собой зону азотистого феррита с выделением по границам зерен прожилок третичных нитридов. Упрочнение поверхности обеспечивает только нитридная зона слоя.
Методы совместного насыщения азотом и углеродом
Совместное насыщение поверхности деталей азотом и углеродом предусматривает возможность реализации двух принципиально различающихся способов в зависимости от того, какой из этих элементов является основным, а какой дополнительным.
Высокотемпературные процессы совместного насыщения напоминают по развивающимся процессам цементацию. В них насыщение идет преимущественно углеродом и в меньшей степени – азотом. Такие процессы по действующей классификации называют азотонауглероживанием.
Однако этот термин на практике не прижился. Технологии этого типа называют чаще высокотемпературным цианированием (если процесс ведется в расплавах солей, содержащих до 20 – 25 % цианистого натрия), или нитроцементацией (если проводится насыщение в газовых средах аналогично газовой цементации с дополнительной подачей в печь некоторого количества аммиака). Цианирование и нитроцементация обеспечивают получение слоя, аналогичного получаемому при цементации. Азот увеличивает прочностные свойства слоя, его износостойкость. Режимы обработки после насыщения практически совпадают с аналогичными режимами обработки после цементации.
Температура нитроцементации или цианирования составляет 870 – 900 °С, т.е. на 30 °С ниже, чем цементации. Совместное насыщение углеродом и азотом происходит несколько быстрее, чем только углеродом, в связи с чем, длительность нитроцементации оказывается меньше, чем газовой цементации. Скорость роста слоя составляет 0,20 — 0,25 мм/ч.
Низкотемпературные процессы совместного насыщения азотом и углеродом имеют механизм, соответствующий насыщению азотом. Температура углеродоазотирования (низкотемпературного цианирования) такая же, как и при азотировании. В этом случае и природа формирующегося слоя также аналогична азотированному слою, однако дополнительная диффузия углерода в слой приводит к образованию карбонитридов вместо нитридов, что повышает прочность слоя и несколько уменьшает его хрупкость.
Основное применение низкотемпературного цианирования – дополнительное упрочнение режущего и штампового инструмента, изготовленного из быстрорежущих и других теплостойких сталей. Инструменты после окончательной термической обработки на максимальную твердость и после шлифовки и заточки насыщают при температуре 540 – 560 °С в течение 2 – 4 ч. При этом формируется тонкий (0,04 — 0,09 мм) карбонитридный слой высокой твердости и износостойкости, увеличивающий режущую стойкость инструмента в 1,5 — 2,0 раза. Термообработки после насыщения, как и после азотирования, не требуется.
Комплексное насыщение тремя неметаллами одновременно: азотом, углеродом и серой получило название сульфоцианирование. Этот процесс используется для обеспечения особого комплекса свойств поверхностей, работающих в условиях сухого трения (без смазки) при высоких удельных давлениях. В этих условиях кроме высокой износостойкости, поверхности должны обладать хорошей прирабатываемостью друг к другу при трении, и не образовывать «задиры» на поверхности. Примерами деталей, подлежащих сульфоцианированию, являются диски тормозов, тяжело нагруженные подшипники скольжения и др. Процесс ведется в жидких (солевых) или твердых средах (карбюризаторах), в которые, кроме углеродсодержащих, азотсодержащих веществ вводят сульфид железа или небольшие добавки элементарной серы. Температура процесса от 500 до 680 °С, время выдержки 5–6ч.
Формируется слой, аналогичный нитроцементованному, общей глубиной 0,05 — 0,07 мм. Внешняя зона — сульфидная, хрупкая, глубиной 0,01 — 0,02 мм с содержанием серы до 2%.
Химико-термическая обработка стали
Существуют различные способы воздействия на сталь с целью придания ей требуемых свойств. Один из комбинированных методов — химико-термическая обработка стали.

Общие принципы
Суть данной технологии состоит в преобразовании внешнего слоя материала насыщением. Химико-термическая обработка металлов и сплавов осуществляется путем выдерживания при нагреве обрабатываемых материалов в средах конкретного состава различного фазового состояния. То есть, это совмещение пластической деформации и температурного воздействия.
Это ведет к изменению параметров стали, в чем состоит цель химико-термической обработки. Таким образом, назначение данной технологии — улучшение твердости, износостойкости, коррозионной устойчивости. В сравнении с прочими технологиями химико-термическая обработка выгодно отличается тем, что при значительном росте прочности пластичность снижается не так сильно.
Основные ее параметры — температура и длительность выдержки.
Рассматриваемый процесс включает три этапа:
Интенсивность диффузии увеличивается в случае формирования растворов внедрения и снижается, если вместо них формируются растворы замещения.
Количество насыщающего элемента определяется притоком его атомов и скоростью диффузии.
На размер диффузионного слоя влияют температура и длительность выдержки. Данные параметры связаны прямой зависимостью. То есть с ростом концентрации насыщающего элемента возрастает толщина слоя, а повышение интенсивности теплового воздействия приводит к ускорению диффузии, следовательно, за тот же промежуток времени она распространится на большую глубину.
Большое значение для протекания процесса диффузии имеет растворимость в материале обрабатываемой детали насыщающего элемента. В данном случае играют роль пограничные слои. Это объясняется тем, что ввиду наличия у границ зерен множества кристаллических дефектов диффузия происходит более интенсивно. Особенно это проявляется в случае малой растворимости насыщающего элемента в материале. При хорошей растворимости это менее заметно. Кроме того, диффузия ускоряется при фазовых превращениях.
Классификация
Химико-термическая обработка стали подразделяется на основе фазового состояния среды насыщения на жидкую, твердую, газовую.
В первом случае диффузия происходит на фрагментах контакта поверхности предмета со средой. Ввиду низкой эффективности данный способ мало распространен. Твердую фазу обычно используют с целью создания жидких или газовых сред.
Химико-термическая операция в жидкости предполагает помещение предмета в расплав соли либо металла.
При газовом методе элемент насыщения формируют реакции диссоциации, диспропорционирования, обмена, восстановления. Наиболее часто в промышленности для создания газовой и активной газовой сред используют нагрев твердых. Удобнее всего проводить работы в чисто газовой среде ввиду быстрого прогрева, легкого регулирования состава, отсутствия необходимости повторного нагрева, возможности автоматизации и механизации.
Как видно, классификация по фазе среды не всегда отражает сущность процесса, поэтому была создана классификация на основе фазы источника насыщения. В соответствии с ней химико-термическая обработка стали подразделена на насыщение из твердой, паровой, жидкой, газовой сред.
Кроме того, химико-термическая технология подразделена по типу изменения состава стали на насыщение неметаллами, металлами, удаление элементов.
По температурному режиму ее классифицируют на высоко- и низкотемпературную. Во втором случае производят нагрев до аустенитного состояния, а в первом — выше и оканчивают отпуском.
Наконец, химико-термическая обработка деталей включает следующие методы, выделяемые на основе технологии выполнения: цементацию, азотирование, металлизацию, нитроцементацию.
Диффузионная металлизация
Это поверхностное насыщение стали металлами.
Возможно проведение в жидкой, твердой, газовой средах. Твердый метод предполагает использование порошков из ферросплавов. Жидкой средой служит расплав металла (алюминий, цинк и т. д.). Газовый метод предполагает использование хлористых металлических соединений.

Металлизация дает тонкий слой. Это объясняется малой интенсивностью диффузии металлов в сравнении с азотом и углеродом, так как вместо растворов внедрения они формируют растворы замещения.
Такая химико-термическая операция производится при 900 — 1200°С. Это дорогостоящий и длительный процесс.
Основное положительное качество — жаростойкость продуктов. Ввиду этого металлизацию применяют для производства предметов для эксплуатационных температур 1000 — 1200°С из углеродистых сталей.
По насыщающим элементам металлизацию подразделяют на алитирование (алюминием), хромирование, борирование, сицилирование (кремнием).
Первая химико-термическая технология придает материалу стойкость к окалине коррозии, однако на поверхности после нее остается алюминий. Алитирование возможно в порошковых смесях либо в расплаве при меньшей температуре. Второй способ быстрее, дешевле и проще.
Хромирование тоже увеличивает стойкость к коррозии и окалине, а также к воздействию кислот и т. д. У высоко- и среднеуглеродистых сталей оно также улучшает износостойкость и твердость. Данная химико-термическая операция в основном производится в порошковых смесях, иногда в вакууме.
Основное назначение борирования состоит в улучшении стойкости к абразивному износу. Распространена электролизная технология с применением расплавов боросодержащих солей. Существует и безэлектролизный метод, предполагающий использование хлористых солей с ферробором или карбидом бора.
Сицилирование увеличивает стойкость к коррозии в соленой воде и кислотах, к износу и окалине некоторых металлов.
Науглероживание (цементация)
Это насыщение поверхности стальных предметов углеродом. Данная операция улучшает твердость, износостойкость, а также выносливость поверхности материала. Нижележащие слои остаются вязкими.
Данная химико-термическая технология подходит для предметов из низкоуглеродистых сталей (0,25%), подверженных контактному износу и переменным нагрузкам.
Предварительно необходима механическая обработка. Не цементируемые участки покрывают слоем меди либо обмазками.
Температурный режим определяется содержанием углерода в стали. Чем оно ниже, тем больше температура. Для адсорбирования углерода и диффузии в любом случае она должна составлять 900 — 950°С и выше.

Таким образом, путем насыщения поверхности стальных деталей углеродом достигают концентрации данного элемента в верхнем слое 0,8 — 1%. Большие значения ведут к повышению хрупкости.
Цементацию осуществляют в среде, называемой карбюризатором. На основе ее фазы технологию подразделяют на газовую, вакуумную, пастами, в твердой среде, ионную.
При первом способе применяют каменноугольный полукокс, древесный уголь, торфяной кокс. С целью ускорения используют активизаторы и повышают температуру. По завершении материал нормализуют. Ввиду длительности и малой производительности данная химико-термическая технология используется в мелкосерийном выпуске.
Вторая технология предполагает использование суспензий, обмазок либо шликеров.
Газовую среду наиболее часто применяют при цементации ввиду скорости, простоты, возможности автоматизации, механизации и достижения конкретной концентрации углерода. В таком случае используют метан, бензол или керосин.
Более совершенный способ — вакуумная цементация. Это двухступенчатый процесс при пониженном давлении. От прочих методов отличается скоростью, равномерностью и светлой поверхностью слоя, отсутствием внутреннего окисления, лучшими условиями производства, мобильностью оборудования.
Ионный метод подразумевает катодное распыление.
Цементация — промежуточная химико-термическая операция. Далее осуществляют закалку и отпуск, определяющие свойства материала, такие как износостойкость, выносливость при контакте и изгибе, твердость. Главный недостаток — длительность.
Азотирование
Данным термином называют насыщение материала азотом. Этот процесс производят в аммиаке при 480 — 650°С.
С легирующими данный элемент формирует нитриды, характеризующиеся дисперсностью, температурной устойчивостью и твердостью.
Такая технология химико-термической обработки увеличивает твердость, стойкость к коррозии и износу.
Необходима предварительная механическая и термическая обработка для придания окончательных размеров. Не азотируемые фрагменты покрывают оловом либо жидким стеклом.
Обычно используют температурный интервал от 500 до 520°С. Это дает за 24 — 90 ч. 0,5 мм слой. Толщина определяется длительностью, составом материала, температурой.

Азотирование приводит к увеличению обрабатываемых деталей вследствие возрастания объема верхнего слоя. Величина роста напрямую определяется его толщиной и температурным режимом.
При жидком способе применяют цианосодержащие, реже бесцианитные и нейтральные соли. Ионная химико-термическая операция отличается повышенной скоростью.
Азотирование подразделяют по целевым свойствам: им достигается или улучшение устойчивости к коррозии, либо повышение стойкости к износу и твердости.
Цианирование, нитроцементация
Это технология насыщения стали азотом и углеродом. Таким способом обрабатывают стали с количеством углерода 0,3 — 0,4%.
Соотношение между углеродом и азотом определяется температурным режимом. С его ростом возрастает доля углерода. В случае пересыщения обоими элементами слой обретает хрупкость.
На размер слоя влияет длительность выдержки и температура.
Цианирование проводится в жидкой и газовой средах. Первый способ называют также нитроцементацией. Кроме того, по температурному режиму оба типа подразделяют на высоко- и низкотемпературные.
При жидком способе используют соли с цианистым натрием. Основной недостаток — их токсичность. Высокотемпературный вариант отличается от цементации быстротой, большими износостойкостью и твердостью, меньшей деформацией материала. Нитроцементация дешевле и безопаснее.

Предварительно производят окончательную механическую обработку, а не подлежащие цианированию фрагменты покрывают слоем меди в 18 — 25 мкм толщиной.
Сульфидирование, сульфоцианирование
Это новая химико-термическая технология, направленная на улучшение износостойкости.
Первый метод состоит в насыщении материала серой и азотом путем нагрева в серноазотистых слоях.
Сульфоцианирование подразумевает насыщение углеродом, помимо названных элементов.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Химико-термическая обработка металлов
Химико-термическая обработка (ХТО) — нагрев и выдержка металлических (а в ряде случаев и неметаллических) материалов при высоких температурах в химически активных средах (твердых, жидких, газообразных).
В подавляющем большинстве случаев химико-термическую обработку проводят с целью обогащения поверхностных слоев изделий определенными элементами. Их называют, насыщающими элементами или компонентами насыщения.
В результате ХТО формируется диффузионный слой, т.е. изменяется химический состав, фазовый состав, структура и свойства поверхностных слоев. Изменение химического состава обуславливает изменения структуры и свойств диффузионного слоя.
Содержание
Классификация процессов химико-термической обработки
В зависимости от насыщающего элемента различают следующие процессы химико-термической обработки:
- однокомпонентные: цементация — насыщение углеродом; азотирование — насыщение азотом; алитирование — насыщение алюминием; хромирование — насыщение хромом; борирование — насыщение бором; силицирование — насыщение кремнием;
- многокомпонентные: нитроцементация (цианирование, карбонитрация) — насыщение азотом и углеродом; боро- и хромоалитирование — насыщение, бором или хромом и алюминием, соответственно; хромосилицирование – насыщение хромом и кремнием и т.д.
Широкое промышленное применение получили только традиционные процессы насыщения: азотирование, цементация, нитроцементация, цианирование. Цинкование, алитирование, борирование, хромирование, силицирование применяют значительно в меньшей мере.
На практике в подавляющем большинстве случаев ХТО подвергают сплавы на основе железа (стали и чугуны), реже — сплавы на основе тугоплавких металлов, твердые сплавы и еще реже сплавы цветных металлов, хотя практически все металлы могут образовывать диффузионные слои с подавляющим большинством химических элементов Периодической системы элементов Д.И. Менделеева.
При реализации любого процесса ХТО изделия выдерживают определенное время при температуре насыщения в окружении насыщающей среды. Насыщающие среды могут быть твердыми, жидкими или газообразными.
Существующие методы химико-термической обработки можно разделить на три основные группы: насыщение из твердой фазы (в основном, из порошковых засыпок), насыщение из жидкой фазы и насыщение из газовой (или паровой) фазы. Особо выделяют метод ХТО в ионизированных газах (ХТО в плазме тлеющего разряда). Насыщение из паст (обмазок) занимает особое положение (в зависимости от состава, консистенции обмазки и температурно-временных условий химико-термической обработки тяготеет к одному из указанных выше методов насыщения)
В настоящее время активно изучают способы ХТО, реализующиеся при воздействии на поверхность концентрированными потоками энергии.
Массоперенос при химико-термической обработке
При любом процессе ХТО в реакционной системе протекают определенные процессы и реакции. Условно весь процесс массопереноса (насыщения) при ХТО может быть представлен в виде пяти последовательно реализующихся стадий:
- реакции в реакционной среде (образование компоненты, осуществляющей массоперенос диффундирующего элемента);
- диффузия в реакционной среде (подвод насыщающего элемента к поверхности насыщаемого сплава;
- процессы и реакции на границе раздела фаз (на насыщаемой поверхности); в ряде случаев — удаление продуктов реакций, протекающих на границе раздела фаз, в реакционную среду;
- диффузия в насыщаемом сплаве;
- реакции в насыщаемом сплаве (образование фаз диффузионного слоя: твердых растворов, химических соединений и т.д.).
Но даже эта, довольно общая схема процесса диффузионного насыщения не описывает в полной мере всей сложности явлений, имеющих место при ХТО.
Важнейшим условием образования диффузионного слоя (необходимым, но не достаточным) является существование растворимости диффундирующего элемента в насыщаемом металле при температуре химико-термической обработки. Диффузионные слои могут также образовывать элементы, имеющие при температуре процесса малую растворимость в насыщаемом металле, но образующие с ним химические соединения.
Толщина диффузионного слоя, а следовательно и толщина упрочненного слоя поверхности изделия, является наиболее важной характеристикой химико-термической обработки. Толщина слоя определяется рядом таких факторов, как температура насыщения, продолжительность процесса насыщения, состав стали, то есть содержание в ней тех или иных легирующих элементов, градиент концентраций насыщаемого элемента между поверхностью изделия и в глубине насыщаемого слоя.
Применение
ХТО применяют с целью:
- поверхностного упрочнения металлов и сплавов (повышения твердости, износостойкости, усталостной и коррозионно-усталостной прочности, сопротивления кавитации и т.д.);
- сопротивления химической и электрохимической коррозии в различных агрессивных средах при комнатной и повышенных температурах;
- придания изделиям требуемых физических свойств (электрических, магнитных, тепловых и т.д.);
- придания изделиям соответствующего декоративного вида (преимущественно с целью окрашивания изделий в различные цвета);
- облегчения технологических операций обработки металлов (давлением, резанием и др.).
Требуемые свойства диффузионных (поверхностных) слоев могут формироваться как в процессе химико-термической обработки (азотирование, хромирование, борирование и др.), так и при последующей термообработке (цементация, нитроцементация).
Характеристика основных видов химико-термической обработки
С целью повышения стойкости деталей машин применяются различные виды химико-термической обработки (ХТО). ХТО называется термическая обработка, заключающаяся в сочетании термического и химического воздействия с целью изменения состава, структуры и свойств поверхностного слоя стали. При ХТО происходит поверхностное насыщение стали соответствующим элементом (С, N, Al, Cr, Si и др.) путём его диффузии в атомарном состоянии из внешней среды (твёрдой, газовой, паровой, жидкой) при высокой температуре.
ХТО включает три последовательные стадии:
- образование активных атомов в насыщающей среде вблизи поверхности или непосредственно на поверхности металла;
- адсорбцию образовавшихся активных атомов поверхностью насыщения;
- диффузию-перемещение адсорбированных атомов в решётке обрабатываемого металла.
Для повышения долговечности наиболее ответственных деталей машин широко используются процессы цементации (науглероживания), нитроцементации и азотирования. Несколько в меньшей степени применяется поверхностное насыщение бором, кремнием и алюминием.
Основные методы насыщения, применяемые при ХТО
- Порошковый метод. Этот процесс нашёл применение в мелкосерийном и серийном производстве.
- Прямоточный циркуляционный метод диффузионного насыщения из газовых сред.
- Диффузионное насыщение из расплавов металлов или солей, содержащих диффундирующий элемент (с электролизом или без электролиза). Жидкий метод позволяет сократить длительность технологического процесса, однако не всегда обеспечивает высокое качество поверхности и стабильность толщины диффузионного слоя.
- Насыщение из паст и суспензий (шликерный способ). Не нашел особого применения, но им можно воспользоваться для местного упрочнения поверхности и при обработке крупногабаритных деталей.
- Диффузионное насыщение с использованием вакуума. Насыщение осуществляется из сублимированной фазы испарением диффундирующего элемента при высоких температурах в вакууме.
Развитие процесса диффузии приводит к образованию диффузионного слоя, под которым понимают слой материала детали у поверхности насыщения, отличающийся от исходного по химическому составу. Концентрация диффундирующего элемента уменьшается от поверхности в глубь металла. Материал детали под диффузионным слоем, не затронутый воздействием насыщающей активной среды, называют сердцевиной. Диффузионный слой и его качество характеризуют следующие параметры: фазовый состав и структура, толщина общая или эффективная, распределение по толщине слоя концентрации диффундирующего элемента, поверхностная твёрдость и распределение её по толщине слоя, поверхностная хрупкость, однородность, сплошность и равномерность распределения по конфигурации изделия диффузионного слоя, закаливаемость слоя.
Азотированием является ХТО, состоящая из диффузионного насыщения поверхностного слоя стали азотом и углеродом при нагревании в соответствующей среде. Азотирование чаще проводится при 500…600 °С (низкотемпературное азотирование) или при температурах 600…1100° (высокотемпературное азотирование) в зависимости от вида изделий и необходимой толщины азотированного слоя. Азотированию можно подвергать любые стали, а также чугуны. Средой, из которой диффундирует азот в сталь, является, как правило, аммиак, который диссоциирует по схеме:
Азотирование повышает твёрдость поверхностного слоя детали, его износостойкость, предел выносливости и сопротивление коррозии. Твёрдость азотированного слоя стали выше, чем цементированного и сохраняется при нагреве до высоких температур. Азотированный слой хорошо шлифуется и полируется.
Для азотирования используют печи периодического и непрерывного действия разных конструкций. К ним относятся шахтные, муфельные и безмуфельные печи, а также камерные печи. К печам, работающим по непрерывному циклу, относятся толкательные и конвейерные печи.
Цементацией называется химико-термическая обработка, заключающаяся в диффузионном насыщении поверхностного слоя стали углеродом при нагреве до 900…950 °С в углеродосодержащей среде (карбюризаторе). Окончательные свойства цементированные изделия приобретают после закалки и низкого отпуска. Назначение цементации – придать поверхностному слою высокую твёрдость и износостойкость, повысить предел выносливости на изгиб при сохранении вязкой сердцевины. Цементация широко применяется для упрочнения зубчатых колёс, валов коробки передач автомобилей и т. д. Для цементации детали поступают после механической обработки с припуском на грубое и окончательное шлифование. Во многих случаях цементации подвергается только часть детали, тогда участки, не подлежащие упрочнению, защищают тонким слоем меди, которую наносят электролитическим способом или изолируют специальными обмазками. Применяются следующие основные виды цементации:
- в твёрдом карбюризаторе;
- в газовом карбюризаторе (газовая цементация);
- в расплавленных солях (жидкая цементация).
Газовая цементация широко применяется для изделий массового производства. Для её осуществления используют обычно разбавленный природный газ, контролируемые атмосферы, получаемые в специальных генераторах, а также пары жидких углеводородов. Основной реакцией, обеспечивающей выделение свободного углерода, является диссоциация метана и оксида углерода по схеме:
В зависимости от состава газовой смеси в печи она может иметь различную науглероживающую способность (способность обеспечивать заданное содержание углерода в поверхностном слое). Достоинством газовой цементации является возможность регулирования этого фактора в заданных пределах. Скорость газовой цементации при температуре 930…950 °С составляет 0,12…0,15 мм/ч при толщине цементированного слоя до 1,7 мм.
В серийном производстве газовую цементацию обычно проводят в шахтных печах. Необходимая атмосфера создаётся при подаче в камеру печи жидкостей, богатых углеродом. В крупносерийном и массовом производствах цементацию проводят в безмуфельных печах непрерывного действия. В этих установках весь цикл ХТО полностью автоматизирован.
Нитроцементация – процесс диффузионного насыщения стали углеродом и азотом из газовой фазы (обычно газовой среды, применяемой при цементации, с незначительным добавлением аммиака). Температура нитроцементации примерно на 100 °С ниже, чем обычной цементации (840…860 °С), продолжительность процесса значительно меньше (4…10 ч), так как диффузия углерода существенно ускоряется в присутствии азота. Толщина нитроцементированного слоя составляет, как правило, 0,2…0,8 мм. После нитроцементации осуществляют закалку и низкий отпуск (160…180 °С). Конечная структура нитроцементированного слоя состоит из мелкокристаллического мартенсита, остаточного аустенита и небольшого количества дисперсных включений карбонитридов. Твёрдость слоя достигает 58…64 HRC при содержании азота до 0,4 % и углерода до 1,65 %. Нитроцементацию используют для тех же целей, что и обычную цементацию, при обработке стальных деталей сложной конфигурации, которые подвержены при обычной цементации короблению.
Диффузионная металлизация включает группу методов, при осуществлении которых поверхностный слой детали насыщается одним или несколькими металлами. Такое насыщение проводится из расплава основного диффундирующего металла или его солей, из газовой фазы, а также путём металлизации в вакууме. Наибольшее распространение получили методы алитирования и хромирования, а также комплексные методы насыщения титаном, ванадием, медью, вольфрамом, цирконием и другими металлами в сочетании с алюминием, хромом или неметаллами.
Алитирование (диффузионное насыщение алюминием) применяют для повышения жаростойкости и коррозионной стойкости деталей топливно-энергетического оборудования из углеродистых сталей. Процесс осуществляется в основном в порошковых смесях (порошок металлического алюминия с его оксидом и хлористым аммонием), расплаве алюминия или при отжиге стального изделия с алюминиевым покрытием. Температура процесса – от 720 °C (в расплаве) до 1050 °C (в порошковой смеси), длительность – от 15 мин до 12 ч в зависимости от требуемой толщины алитированного слоя. Структура слоя – твёрдый раствор алюминия в α-железе.
Диффузионное хромирование обеспечивает повышение коррозионной стойкости, окалиностойкости изделий, а при содержании углерода в стали 0,3…0,4 % – их твердости и износостойкости. Хромирование используют для изделий из сталей любых марок. Процесс осуществляется в основном из порошковой фазы (смесь феррохрома, оксида алюминия и хлористого алюминия) при температуре 950…1100 °С и продолжительности выдержки 6…12 ч. Структура диффузионного слоя – тонкий слой карбидов хрома (0,025…0,03 мм) и переходной слой, обогащённый углеродом. Твёрдость поверхностного слоя изделий достигает 1200…1300 HV при толщине до 0,3 мм. Хромирование назначают при обработке деталей пароводяной арматуры, работающих в условиях интенсивного изнашивания в агрессивных средах, а также инструмента.
Некоторые металлы и неметаллы вводят в поверхностный слой стальных изделий комплексно. К таким методам их диффузионного насыщения относят хромотитанирование (применяется для упрочнения твёрдосплавного инструмента), хромосилицирование (для деталей подвижных сопряжений машин), хромоалитирование (для пресс-форм), борохромирование и боросульфидирование (для штампов), карбованадийтитанирование (для упрочнения инструмента на глубину до 3 мм), цирконотитанирование и цирконосилицирование (для инструмента и деталей химического оборудования). Указанные методы обработки позволяют достигать более эффективного повышения свойств поверхностного слоя деталей в сравнении с насыщением только одним элементом. Однако технология комплексного диффузионного насыщения вследствие сложности применяется пока в машиностроении ограниченно.
Высокоэнергетические методы химического модифицирования поверхностных слоев стальных изделий
Наиболее перспективными методами модифицирования поверхностных слоев машиностроительных деталей являются ионно-диффузионное модифицирование в тлеющем разряде, ионная имплантация (ионное легирование), а также комбинации ионно-плазменных методов с лазерной или электронно-лучевой обработкой.
Ионное азотирование реализуется в тлеющем разряде постоянного напряжения в среде азота или аммиака. Ионы азота, ударяясь об обрабатываемую стальную деталь, являющуюся катодом, осаждаются на ней, а затем диффундируют вглубь, так как поверхность катода разогревается при бомбардировке ионами с энергией в несколько сот электронвольт до 500…600 °С. При соударении ионов с поверхностью детали происходит ее очистка от адсорбированных и оксидных пленок, препятствующих проведению обычного азотирования некоторых сталей, например коррозионно-стойких. Длительность ионного азотирования сокращается по сравнению с обычным азотированием, температура процесса снижается, а механические свойства поверхностного слоя повышаются.
Кроме азотирования ионно-диффузионными методами, могут быть осуществлены цементация, силицирование, борирование и комплексное насыщение (карбонитрирование и т. д.) поверхностных слоев стальных изделий модифицирующими элементами.
Ионная имплантация основана на том, что при повышении энергии бомбардирующих ионов последние проникают внутрь кристаллической решетки металла, легируя поверхностный слой и упрочняя его за счёт искажения решётки. Энергия ионов при имплантации составляет 10…200 кэВ, а плотность ионных пучков – 1015…1018 частиц на 1 см2. С помощью ионной имплантации можно осуществить азотирование, борирование, оксидирование поверхностного слоя изделий и легирование его различными металлами. При ионной имплантации износои коррозионная стойкость поверхностных слоёв стальных деталей повышаются без изменения размеров последних.
При реализации данного метода можно получить в поверхностном слое такие фазы, которые невозможны в равновесном состоянии, например из-за ограниченной взаимной растворимости компонентов. Основными недостатками метода являются относительно высокая стоимость оборудования, невозможность обработки изделий сложной формы, а также малая толщина имплантированного слоя.
К перспективным методам поверхностного модифицирования конструкционных материалов относят лазерное поверхностное и электронно-лучевое легирование.
Лазерное поверхностное легирование характеризуется, как и лазерная закалка, интенсивным кратковременным тепловым воздействием на поверхностный слой изделия, которое зависит от плотности энергии лазерного излучения, подводимой к поверхности, и длительности облучения. При лазерном легировании тепловое воздействие сочетается с подведением к поверхности изделия легирующих элементов. Для этого на обрабатываемую лазером поверхность предварительно наносят тонкое покрытие из легирующего элемента (например, методом плазменного напыления или электролитическим) или осуществляют ионную имплантацию легирующего элемента в поверхностный слой перед лазерной обработкой. Возможна и одновременная подача легирующего элемента в зону обработки в момент лазерного облучения. Лазерная обработка вызывает проплавление поверхностного слоя и смешивание легирующего элемента с материалом основного слоя. Последующая скоростная кристаллизация в металле завершается образованием метастабильных фаз, состав которых может резко отличаться от равновесного.
Лазерное легирование углеродистых сталей позволяет получать поверхностные слои изделий с требуемыми структурой и комплексом свойств. Хорошие результаты достигнуты при обработке сканирующим лазерным лучом стальных изделий, покрытых порошками хрома и никеля; при этом существенно повышаются износостойкость и коррозионная стойкость изделий.
Электронно-лучевое поверхностное легирование сталей осуществляется в вакууме при облучении изделия потоком электронов. Оно даёт результаты, сходные с результатами лазерного легирования. Возможно как предварительное, так и одновременное подведение легирующих элементов в зону обработки.
Применение электронно-лучевого и лазерного легирования, а также ионно-плазменных методов упрочнения сталей ограничено из-за высокой стоимости и сложности технологического оборудования. Однако потенциальные возможности высокоэнергетических методов модифицирования поверхностных слоёв металлических изделий очень высоки, что обусловливает их достаточно широкое внедрение в машиностроении.
Применение химико-термической обработки стали
Химико-термическая обработка стали – это процесс, при котором происходит изменение не только поверхностных слоев, но и химического состава и структуры металла. Применяют данный вид обработки в ситуациях, когда возникает необходимость получения твердой детали, износоустойчивой и при этом сохраняющей вязкость сердцевины. Отличительные признаки такого металла – стойкость к коррозии, повышенная степень сопротивления.
Характеристика химико-термической обработки
Сущность данного вида обработки стали заключается в том, что химический состав поверхностного слоя меняется искусственным путем. Цель процедуры – увеличение степени прочности поверхности и износостойкости детали.
Состав поверхности изменяется благодаря тому, что в него проникают разные элементы. Это приводит к изменению свойств металла. Осуществляется химико-термическая обработка посредством помещения детали в среду, которая содержит в себе атомы вещества, необходимые для покрытия стального листа. Складывается термическая обработка из трех этапов:

- диссоциация;
- адсорбция;
- диффузия.
Первый этап – диссоциация – осуществляется посредством создания газовой среды и включает такие процессы, как разложение молекул определенного соединения и образование атомов, проявляющих активность в отношении стальной детали. В процессе адсорбции сталь поглощает свободные активные атомы, находящиеся в газовой смеси или растворе.
Третий этап, получивший название диффузионной металлизации стали, заключается в проникновении атомов, подвергшихся адсорбции, вглубь металла. Воздействия внешних сил на этом этапе нет. Процесс осуществляется за счет теплового движения атомов вещества. Если три этапа химико-термической обработки выполнены без ошибок, то полученный слой покрытия будет прочным.
Виды химико-термической обработки
Самые распространенные виды обработки стали:
- цементация (насыщение углеродом);
- азотирование (обогащение азотом);
- цианирование (насыщение азотом и углеродом);
- борирование (обогащение бором);
- силицирование (насыщение кремнием).
Насыщая сталь указанными элементами, можно добиться повышения прочности и поверхности с увеличением срока службы элемента.
Цементация стали
Цементацией называют процесс, позволяющий насытить стальную конструкцию углеродом. Сердцевина остается мягкой, однако, благодаря слою покрытия прочность поверхности повышается. В процессе использования такие детали не подвергаются воздействию извне, не деформируются от ударов и не стираются.

Цементации подвергают элементы, выполненные из углеродистой либо легированной стали, содержание углерода в которой не менее 0,08% и не более 0,35%. Для цементации используют составы, богатые углеродом. Их называют карбюризаторами. Такие составы могут быть жидкими, твердыми и даже газообразными.
Цементация сталей происходит через нагрев деталей, предварительно упакованных в изготовленные из железа ящики, туда же помещается карбюризатор. Твердое вещество состоит из 70% древесного угля, 20–25% углекислого бария, а оставшаяся часть – углекислый кальций (3–5%).
Цементация осуществляется при температуре в 920–930 О С, этот показатель позволяет сделать процесс максимально быстрым. Обогащение слоя стали происходит, когда частицы угля соприкасаются с поверхностью элемента. Передатчик углерода в данной ситуации – газовая среда. Правильно организованная цементация поверхностного слоя стальной детали продолжается от 5 до 14–15 часов.
Цементации в жидкой среде принято подвергать изделия небольшого размера, выполненные из углеродистой или легированной стали. Их на некоторое время опускают в соляные ванны, которые содержат расплавленные вещества:

Газовая цементация
 Суть газовой цементации в том, что деталь из легированной стали сначала необходимо нагреть, а затем прокалить в печи, температура в которой составляет от 920 до 950 О С. В камеру печи на протяжении всего периода цементации подают газ с содержанием метана.
Суть газовой цементации в том, что деталь из легированной стали сначала необходимо нагреть, а затем прокалить в печи, температура в которой составляет от 920 до 950 О С. В камеру печи на протяжении всего периода цементации подают газ с содержанием метана.
При использовании данного метода продолжительность цементации стальной детали уменьшается в несколько раз. Так, глубина слоя цементирования в 1,2 м может быть зафиксирована уже после 4–5 часов нахождения детали в газовой камере.
Газовая цементация сталей обладает явными преимуществами по сравнению с первыми двумя способами:
- возможность регулировки процесса посредством изменения количественного и качественного состава газа;
- отсутствие габаритного оборудования;
- относительная чистота процесса, отсутствие угольной пыли;
- возможность проводить закалку стали непосредственно в камере печи.
Газовая цементация достаточно экономична в сравнении с использованием твердых и жидких карбюризаторов.
Азотирование стали
При азотировании поверхностный слой стальной детали насыщают кислородом. Промышленное применение данный способ получил практически 100 лет назад, в 20-е годы XX века. Азотирование детали – это отличный способ повысить не только твердость изделия, но и его коррозионную стойкость.
Азотирование стали осуществляется посредством погружения детали в печи, которые герметично закрывают. Туда подают аммиак, который при нагреве распадается на азот и водород. В процессе данной реакции атомы азота поглощаются слоем поверхности стали и проникают внутрь детали.

Важно, что если для азотирования использовать углеродистую сталь, то получающийся слой, как правило, достаточно хрупок. Для лучшего результата рекомендовано использовать такую сталь, в составе которой есть алюминий, хром, молибден или титан.
Насколько глубоким и прочным окажется слой, подверженный азотированию, сказать сложно. Этот фактор зависит от многих деталей:
- температура, при которой осуществлялось азотирование;
- продолжительность обработки детали;
- состав стали, которую подвергли азотированию.

Описываемая процедура не позволяет достигать нескольких целей одновременно, в отличие от цементации. Выделяют два вида азотирования.
Повышение прочности слоя поверхности стальной детали. Температура процесса – до 560 О С, средняя толщина слоя – 0,5 мм. Продолжительность операции может достигать одних суток.
Повышение степени устойчивости к коррозии. Оптимальная температура – от 650 до 700 О С. Продолжаться антикоррозийное азотирование может до 10 часов. Толщина слоя, образующегося в процессе – 0,3 мм.
Процесс азотирования стали могут проходить только полностью готовые изделия, которые прошли через этапы термической и механической обработки. Структура сорбита внутри изделия сохранена полностью, что обеспечивает повышение прочности и вязкости детали.
Цианирование стали
Данный процесс несколько отличается от цементации и заключается в том, что поверхностный слой стальной элемента насыщается не только углеродом, но еще и азотом. В промышленности используют высоко- и низкотемпературное цианирование, в то время как цементация не позволяет производить несколько видов операций.
Высокотемпературное цианирование
 Основная задача данного процесса – сделать деталь более твердой, износостойкой. Осуществляется манипуляция в ваннах, которые наполняют нейтральными солями: BaCl2, NaCl, Na2CO3 и некоторыми другими. Роль карбюризаторов выполняют соли KCN и NaCN, действующее вещество которых – циан. Он способствует тому, что стальная деталь насыщается азотом и углеродом. Процесс осуществляется при температуре до 900 О С.
Основная задача данного процесса – сделать деталь более твердой, износостойкой. Осуществляется манипуляция в ваннах, которые наполняют нейтральными солями: BaCl2, NaCl, Na2CO3 и некоторыми другими. Роль карбюризаторов выполняют соли KCN и NaCN, действующее вещество которых – циан. Он способствует тому, что стальная деталь насыщается азотом и углеродом. Процесс осуществляется при температуре до 900 О С.
Чтобы слой, подвергнутый цианированию, стал максимально прочным, детали закаливают или в масле, или в воде, в течение полутора часов. Чтобы количество циана не уменьшалось (он постепенно выгорает), в ванну добавляют маленькие порции цианистых солей.
Низкотемпературное цианирование
 Данный процесс уместен в том случае, если деталь должна соответствовать критериям повышенной прочности, износостойкости. Температура, необходимая для достижения поставленных целей, находится в диапазоне от 550 до 570 О С (быстрорежущая сталь) и 510–520 О С (высокохромистая сталь).
Данный процесс уместен в том случае, если деталь должна соответствовать критериям повышенной прочности, износостойкости. Температура, необходимая для достижения поставленных целей, находится в диапазоне от 550 до 570 О С (быстрорежущая сталь) и 510–520 О С (высокохромистая сталь).
Осуществляется процедура в соляной ванне, содержимое которой представляет собой равные доли NaCN и KCN. Глубина полученного слоя – от 0,01 мм (при продолжительности цианирования в 10 мин) до 0,06 мм (при длительности процесса до 60 минут).
Важно, что соли циана – это яд, поэтому ванны, наполненные подобными веществами, всегда изолированы и закрыты защитными колпаками. Обязательно использование отсасывающей вентиляционной системы.
Борирование стали
 Обработка стальной детали бором осуществляется при температуре в 900–950 О С. Цель процедуры – повышение стойкости к износу и прочности детали. Толщина слоя может составлять от 0,05 до 0,15 мм. Он обладает отличными показателями стойкости к воздействию различных абразивных веществ, не поддается коррозии. Чаще всего борирование уместно в том случае, если необходимо придать прочность штамповому оборудованию или буровому инструменту.
Обработка стальной детали бором осуществляется при температуре в 900–950 О С. Цель процедуры – повышение стойкости к износу и прочности детали. Толщина слоя может составлять от 0,05 до 0,15 мм. Он обладает отличными показателями стойкости к воздействию различных абразивных веществ, не поддается коррозии. Чаще всего борирование уместно в том случае, если необходимо придать прочность штамповому оборудованию или буровому инструменту.
Насыщение поверхностного слоя атомами такого металла, как бор, происходит при нагревании. Слой покрытия может быть как одинарным, так и двойным. Борирование бывает газовым, электролизным или жидким.
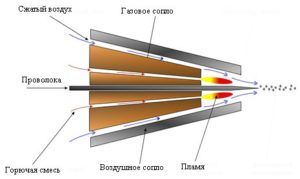
Газовое борирование. Процедура имеет много общего с цементацией или азотированием. Осуществляется она в камере печи. В качестве среды используется диборан, треххлористый бор, триметил. Данные вещества разбавляют:
Температура, при которой происходит насыщение – 900 О С, время воздействия – 2–6 ч. Толщина полученного боридного слоя составляет 0,1 или 0,2 миллиметра.
Электролизное борирование. Данная технология в большинстве ситуаций применяется при электролизе расплавленной буры. Температура в ванне достигает 950 О С, длительность выдержки – до 6 часов. Детали, поверхностный слой которых подвергли борированию, служат катодами, монтируемыми на подвески.
Жидкостное борирование. Сталь насыщается бором посредством расплавленных солей NaCl, BCl2, возможно использование добавок – карбида брома или ферроброма.
Технология борирования обладает явно выраженным преимуществом перед цементацией и другими видами химико-термической обработки стали, у нее самые высокие показатели прочности поверхности.
Газовое силицирование
 В процессе такого вида цементации, как силицирование, верхний слой стали насыщают кремнием, который делает деталь стойкой к воздействию кислот, износостойкой, жаростойкой. Силицирование может быть выполнено в одном из трех цементаторов.
В процессе такого вида цементации, как силицирование, верхний слой стали насыщают кремнием, который делает деталь стойкой к воздействию кислот, износостойкой, жаростойкой. Силицирование может быть выполнено в одном из трех цементаторов.
Твердое силицирование. В качестве среды принято брать ферросицилий и шамот. Для сокращения количества времени можно добавить хлористый алюминий. Температуры такой цементации достаточно высоки – до 1200 О С. Если выдержать деталь в течение 10 часов, то толщина слоя составит 0,7 миллиметра.
Жидкое силицирование. Для данного вида цементации используют хлористую соль, в которую добавлен ферросилиций. Температура выдержки – 1000 О С.
Газовое силицирование. Обладает самым важным значением в промышленности. Процесс проходит весьма интенсивно. Температура выдержки может достигать 1050 О С, время – от 2 до 6 часов, толщина слоя – до 1 миллиметра.
Важная особенность поверхностного слоя, который насыщен кремнием – пористая структура. Масло может немного изменить ситуацию, для этого деталь необходимо проварить в нем при температуре 200 О С. Полученный материал будет довольно жаростойким и прочным.
Видео по теме: Термическая обработка металла закалка и отпуск
Химико-термическая обработка сталей
Применяют химико-термическую обработку для повышения износостойкости деталей, работающих в условиях трения. Из многих видов химико-термической обработки в кузницах не машиностроительных предприятий обычно применяют цементацию и цианирование.

Для стали 55С2 закалочной средой может быть и вода.
Цементация состоит в диффузионном насыщении углеродом поверхностных слоев деталей, изготовленных из мягкой и вязкой углеродистой или легированной стали с содержанием углерода меньше 0,25%, которые по характеру использования должны иметь твердые наружные слои и вязкую сердцевину. Например, зубчатые колеса, червяки червячных передач, поршневые пальцы, ролики подшипников качения, трущиеся о землю детали сельскохозяйственных машин и др.
В основном цементации подвергают следующие марки стали: 10, 15, 20, 25, 15Г, 20Г, 15Х, 20X3, 15ХГ, 18ХГМ, 12ХМ, 15НМ, 20НМ, 20ХН, 12Х2Н4, 20Х2Н4.
Науглероживание наружного слоя происходит при иагреве готовых деталей в материалах, легко отдающих
Ш
Составы заводских карбюризаторов
/>углерод, которые называют карбюризаторами. При этом сталь нужно нагревать до температуры выше линии SG (см. рис. 8.2). Карбюризаторы могут быть твердыми, жидкими и газообразными. В кузницах не машиностроительных предприятий возможно применение цементации в твердых карбюризаторах, как наиболее простом способе.
Цементация твердым карбюризатором состоит в размещении детали в этом карбюризаторе, нагреве до температуры 920. 950 °С, выдержке при этой температуре и охлаждении с карбюризатором без доступа воздуха. В результате наружные слои детали насыщаются углеродом до 0,8. 1,0% на глубину 0,5. 2,4 мм.
Твердые заводские карбюризаторы представляют собой твердую смесь, содержащую от двух до шести элементов (табл. 8.4). В кузницах же можно приготовить заменители карбюризаторов, при использовании которых получают качество цементации не хуже, чем заводскими карбюризаторами. Составы заменителей карбюризаторов могут быть следующими.
Первый — торф с влажностью не более 10%, измельченный й просеянный через сито.
Второй — опилки различных древесных пород (лучше березовые или дубовые).
Т р е т и й — опилки твердых пород дерева 92. 95% и кальцинированная сода 5. 8%.
Четвертый — подсолнечная шелуха 95% и кальцинированная сода 5%.
Опилки и шелуху следует хорошо просушить. Карбюризаторы можно применять повторно с добавлением к ним .30% свежего карбюризатора.
Процесс цементации в твердом карбюризаторе выполняется следующим образом. Детали, подлежащие цементации, промывают в керосине, бензине или 5%-ном растворе каустической соды и укладывают рядами в стальной цементационный ящик (рис. 8.4, а). Одновременно с деталями в этот ящик укладывают два прутка диаметром .20 мм из одинаковой с деталями стали, так чтобы концы их выходили наружу, а один пруток кладут ниже деталей на 10. 15 мм. Эти прутки называют «свидетелями» и применяют их для контроля процесса цементации. Между рядами деталей и «свидетелями» насыпают карбюризатор и утрамбовывают. Ящик закрывают стальной крышкой и щели замазывают замазкой, состоящей из двух частей огнеупорной глины и одной части речного песка, разведенных водой до тестообразного состояния.
Подготовленный таким образом ящик устанавливают в [печь или горн, засыпают коксом (углем) и разводят огонь. Температура нагрева ящика и деталей должна быть не менее 900. 950 °С, потому что при 880 °С цементирующая способность опилок уменьшается, а при 820 °С происходит обратный процесс — выделение углерода из стали. Продолжительность выдержки при температуре 900. . 950 °С зависит от желаемой глубины цементационного слоя и может быть следующей:



Глубина слоя, мм 0,4 . 0,7 0,6 . 0,9 0,8. 1,2
4,0 . 5,0 5,5 . 6,5 6,2 . 10
Время нагрева ящика и деталей до температуры цементации (2. 4 ч) не учитывается. Отсчет времени выдержки начинают с момента нагрева ящика и деталей до температуры 900 С. Глубину цементации определяют по пруткам — «свидетелям». Ко времени предполагаемого конца цементации прутки по очереди вынимают из ящика и вакаливают в воде. На прутке по излому определяют глубину цементационного слоя, отличающегося от сердцевины более светлой окраской и более мелким зерном. По Прутку, уложенному ниже деталей, определяют окончательную ширину цементированного слоя в деталях.
 После достаточной выдержки ящик с деталями и карбюризатором охлаждают на воздухе, не нарушая замазки. Затем детали вынимают из ящика, закаливают и подвергают низкому отпуску. Температура закалки — 800. . 830 С, отпуска— 160. 200°С. Поверхность правильно цементированной детали должна иметь матово-серебристый цвет. Наличие цветов побежалости или окалины указывает на некачественность цементации.
После достаточной выдержки ящик с деталями и карбюризатором охлаждают на воздухе, не нарушая замазки. Затем детали вынимают из ящика, закаливают и подвергают низкому отпуску. Температура закалки — 800. . 830 С, отпуска— 160. 200°С. Поверхность правильно цементированной детали должна иметь матово-серебристый цвет. Наличие цветов побежалости или окалины указывает на некачественность цементации.
Чтобы не замазывать глиной соединение ящика с крышкой, для цементации можно применять ящик с песочным затвором (рис. 8.4, б). Детали в него укладывают так же, как показано на рис. 8.4, а.
Места деталей, которые не требуется цементировать, омедняют или покрывают слоем огнеупорной смеси, например, состоящей из следующих компонентов; первая смесь — огнеупорная глина с 5. 10%-ной примесью извести или асбеста; вторая смесь —30% огнеупорной глины, 20% песка и 50% измельченной до порошка окалины.
— Цианирование состоит в одновременном насыщении поверхностных слоев деталей углеродом и азотом. При этом стойкость деталей против истирания увеличивается еще в большей степени, чем после цементации.
Наиболее простой способ цианирования мелких деталей (болтов, гаек, губок ключей и плоскогубцев, измерительного инструмента, напильников и др.) состоит в следующем. Деталь нагревают в печи или горне до температуры 780. 850 °С. После некоторой выдержки при этой температуре деталь вынимают из печи или горна и места, подлежащие цианированию, равномерно со всех сторон посыпают порошком синькали [гексацианоферрат (II) калия 3-вод- 174
ный I или кровяной соли. Деталь снова нагревают, до температуры 800. 850°С для расплавления порошки. Повторение этой операции несколько раз обеспечивает насыщение поверхности стали азотом и углеродом на глубину до 0,2 мм. После этого детали закаливают и подвергают низкому отпуску. Твердость поверхности детали после цианирования получается такой, что иапильиик по ней будет скользить.
Для более глубокого цианирования используют пасту следующего состава: 40% голландской сажи или торфяного кокса (малосернистого), 15% углекислого бария, 20% углекислого натрия, 20% синькали и 5% песка. Все компоненты разводят в 15%-ном водном растворе технической патоки или канцелярского клея до густоты, какую имеют краски. Пасту наносят на детали слоем 3. 4 мм для получения глубины цианированного слоя 1. 1,5 мм. Детали загружают в пустые цементационные ящики с песочным затвором (рис. 8.4, б), нагревают их до температуры- 920. 930°С, выдерживают 1. 1 ,б ч, охлаждают, закаливают и подвергают низкому отпуску.
Для цианирования инструментальной и быстрорежущей сталей применяют пасту, состоящую из 50% порошйа древесного угля, 25% соды и 25% синькали, которые разводят в 15%-ном водном растворе патоки. Пасту намазывают, на инструмент слоем 6. 8 мм. После просушки слоя пасты инструмент укладывают в цементационный ящик (рис. 8.4, б), пересыпая детали чугунной стружкой, нагревают до температуры 780. 820°С, выдерживают при этой температуре 2. 3 ч, охлаждают, закаливают и подвергают низкому отпуску.
Инструменты из быстрорежущей стали могут быть подвергнуты низкотемпературному цианированию в газовой, жидкой или твердой стредах. Твердая среда состоит из 60. 80% древесного угля с зерном 3. 6 мм и 40. 20% желтой кровяной соли 1гексацианоферрат (11) калия], измельченной в порошок. Инструменты укладывают в ящик, пересыпая их цианирующей смесью, нагревают до температуры 550. 560 °С, выдерживают 1. 3ч в завис* мости от толщины инструмента и охлаждают ящик вместе с инструментом до температуры 200. 100 С. ОднаКо применение жидкой и газообразной сред требует специального оборудования и в кузницах применять ик сложно.
Режим химико-термической обработки некоторых ста-
лей и твердость их после такой обработки приведены в табл. 8.5. 1
