

Чем запаять алюминиевую трубку
Пруток для пайки алюминия в домашних условиях
Всем привет! Многие знают, что алюминий паяют в основном в аргоновой среде специальным сварочным аппаратом, но есть еще вариант для работы с газовой горелкой, да даже турбозажигалкой в небольших масштабах можно пользоваться.
Вообще это не первое мое знакомство с данной проволокой, но опыт покупок не очень хороший, так что поделюсь не только результатом тестирования, но и проверенными местами для покупки, чтобы не получить образец №2, но начнем по порядку.
Содержание
Характеристики
B-Zn98Al 381-400
Примерный состав (вес %): 2,4 Al – остальное Zn
Температура плавления ºС: 360
Прочность на разрыв (МПа): До 100 (Al)
Плотность (г/cм3): 7,0
Распаковка и внешний вид
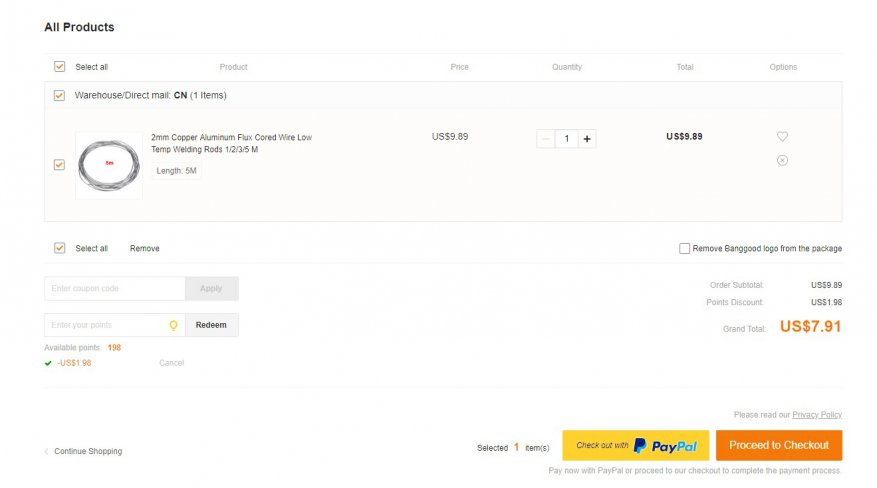
Последним и самым выгодным приобретением был образец №3 из banggood.
Пришел в небольшом сером пакете
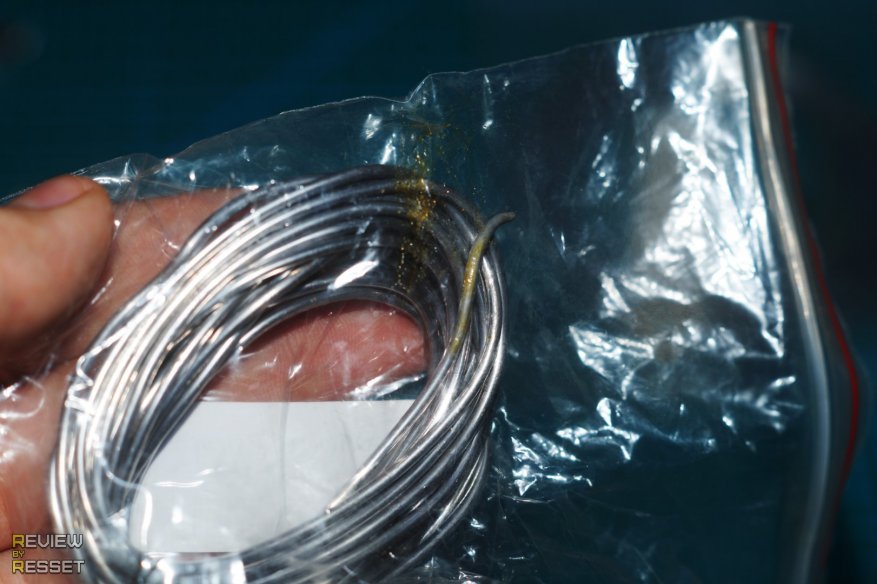
Пруток дополнительно упакован в прозрачный зип-пакет.

5 метров обошлись мне в $8 с поинтами, то есть $1.6 за метр — перейти в магазин
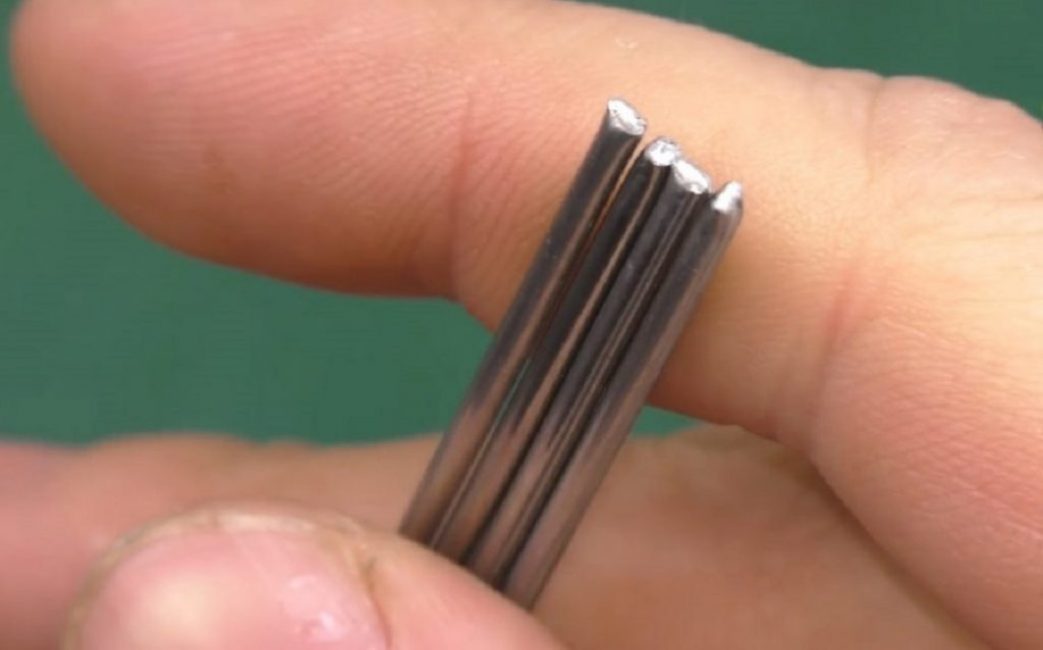
В центре виден белый порошковый флюс, пруток в меру жесткий, выглядит как алюминий без окисления

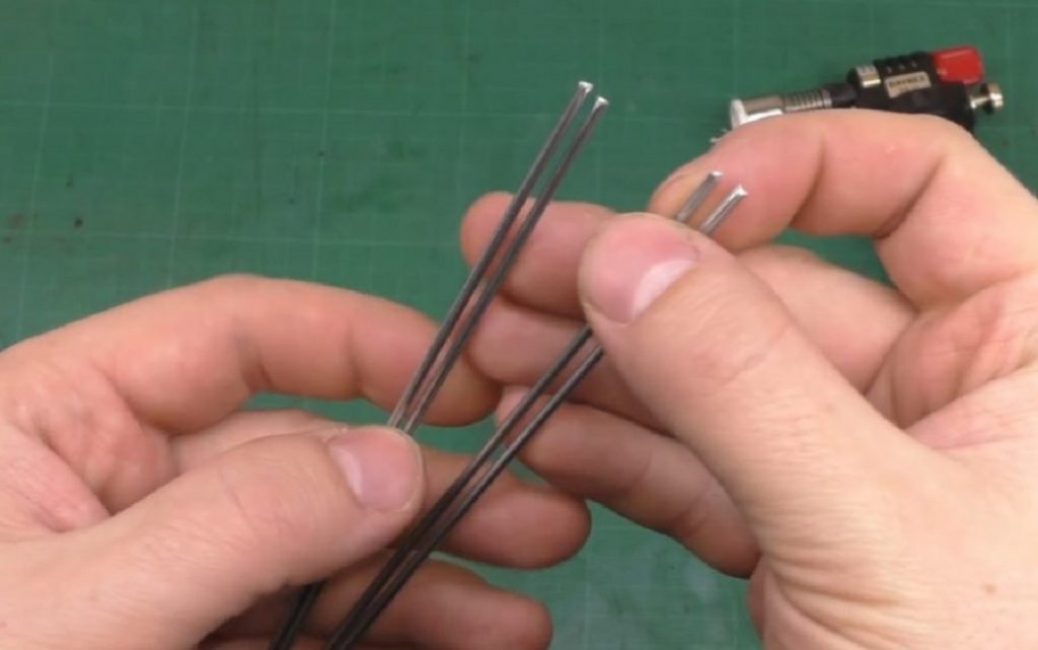
Сравнение
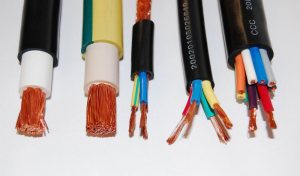
Первым был куплен крайний левый образец №1 в али. Он абсолютно идентичен по свойствам с образцом №3, но 3 метра обошлись мне в $12, то есть $4 за метр, что почти втрое дороже. проверить текущую цену
В центре образец №2. Он стоит $5 за 3 метра или $1.7 за метр, как и образец №3

Но как только берешь пакет в руку, понимаешь, что это ПОС с не очень густым флюсом внутри.
Еще два образца по $8 за 3 метра так и не были доставлены, вероятно их даже не отправили.
Тестирование
Алюминий со временем покрывается оксидной пленкой, из-за которой поверхность становится матовой, так вот, перед спаиванием поверхности обязательно нужно зачищать до блеска, иначе припой просто будет шариками скатываться по поверхности независимо от степени ее нагрева. Образец №1

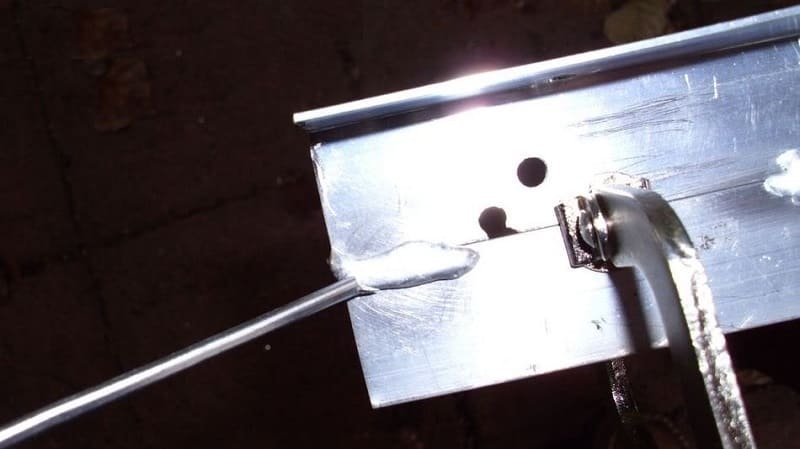
Вообще правильно нагреть деталь до температуры около 400 градусов, а затем просто водить прутком, который будет плавиться и заполнять собой щели, но у меня мало опыта, поэтому чтобы не перегреть поверхность, я периодически вношу пруток в пламя горелки. Если температура низкая, припой скатится по поверхности шариком, если достаточная — залудит ее.

Проверка на излом показывает хороший результат — разрыв происходит не по шву

Образец №2. Плавится очень хорошо, выделяет много дыма, воняет горелым «аспирином». К алюминию липнет, но если перегреть, довольно быстро выгорает.

Работать неудобно из-за вони и необходимости контролировать температуру.

Образец №3. Решил спаять трубки внешними стенками

Пробуем разорвать шов. После того как трубка выскочила из тисков, я зажал ее выше, выведя из фокуса и заметил это только на стадии создания гифок

Но есть фото результата на котором видно, что шов не пострадал.

Ну и напоследок срастим алюминиевую трубку с куском «дюральки»

Тест на разрыв так же прошел успешно

Итоги
Занятная проволока — алюминий паяет отлично, заполняя собой даже мелкие щели, главное чтобы стыки не были загрязнены. К меди тоже липнет хорошо, но опытные люди говорят, что для работы с ней лучше использовать другие сплавы, хотя для экстренного полевого ремонта вполне сгодится и этот пруток.
Температура плавления алюминия около 660ºС, казалось бы, можно использовать прутки и на 450-500 градусов, но можно столкнуться с двумя проблемами:
1. Массивную деталь до 500 градусов нужно еще чем-то прогреть
2. Можно перегреть место пайки и испортить деталь
Самым оптимальным мне показался образец №3. Соответствует заявленным характеристикам и стоит дешевле остальных минимум вдвое. Так же на выбор есть лоты разной длины:
1 метр — $2.89
2 метра — $4.39
3 метра — $6.39
5 метров — $9.89
Как паять алюминий в домашний условиях: припой для пайки, способы, особенности
Процедура пайки алюминиевых элементов в домашних условиях является весьма проблематичным процессом, который облегчается использованием специальных материалов. Работа осложняется моментальным появлением на месте зачистки тонкой оксидной пленки, мешающей спайке. Дополнительную трудность создает сам материал, имеющий низкий температурный порог плавления (+660 °С). Применяя припой для пайки алюминия, особые сильнодействующие флюсы и соблюдая технологию, можно самостоятельно паять практически любые предметы из алюминия.

Особенности и принципы пайки
Низкая температурная величина плавки металла затрудняет технологический процесс спаивания, а также ремонта изделий своими руками. Детали очень быстро теряют при нагреве прочность, а конструкции снижают устойчивость при достижении температурой 300 градусов. Легкоплавкие припои, состоящие из висмута, кадмия, индия, олова тяжело вступают в контакт с алюминием и не обеспечивают достаточную прочность. Отличная растворимость наблюдается у металла в сочетании с цинком, что придает спаянным местам высокую надежность.
Перед началом спаивания элементы из алюминия хорошо зачищаются от окислов, грязи. Для этого можно применять механическое воздействие при помощи щеток или же использовать специальные флюсы из сильнодействующего состава. Перед самой процедурой следует обязательно залудить обрабатываемые участки. Оловянное покрытие защитит деталь от возникновения окислов. Чтобы надежно припаять алюминиевые изделия необходимо правильно подобрать нагревательный инструмент, учитывая объем обрабатываемого металла. Помимо этого, надежность соединения зависит от того, какой выбран сплав, а также флюс для пайки алюминия.
Методы пайки
Спаивание алюминиевых изделий производится паяльником электрического типа, паяльной лампой или же газовой горелкой. Существую три способа спаивания разнообразных предметов из алюминия:
- с канифолью;
- с применением припоев;
- электрохимический метод.
С канифолью
Этот вариант пайки алюминиевых предметов, проводов, кабелей применяется для деталей небольшого размера. Для этого зачищенный участок электропровода покрывается канифолью и помещается на кусочек шлифовальной шкурки, имеющей среднюю зернистость. Сверху провод прижимается залуженным жалом нагретого паяльника. Это действие проводится несколько раз, после чего выполняется сама процедура спаивания электропроводов. Можно применять канифольный раствор в диэтиловом эфире.
В таком случае конец паяльника не отнимается от залуживаемого конца, а сверху добавляется канифоль. Для соединения скруткой тонких алюминиевых проводов подойдет электропаяльник с мощностью порядка 50 Вт. При толщине алюминия около 1 мм необходим паяльник 100 Вт, а детали более 2 мм требуют предварительного прогрева места соединения.
С применением припоев
Данный метод наиболее распространен и применяется в электротехнике, при ремонте автомобильных деталей, а также прочих изделий. Перед тем как паять алюминий, проводится предварительное покрытие запаиваемого места сплавом и последующее соединение облуженных элементов. Детали, предварительно залуженные, соединяются между собой, а также с прочими сплавами и металлами.
Паяние элементов можно проводить с помощью легкосплавных припоев, имеющих в составе олово, цинк, а также кадмий. Помимо этого, активно используются тугоплавкие материалы на основе алюминия. Почему применяются легкосплавные составы? Потому что они позволяют спаять алюминиевое изделие при температуре до 400 градусов. Это не производит качественных изменений свойств металла и сохраняет его прочность. Составы с кадмием и оловом не создают достаточную надежность контакта, подвержены коррозионным воздействиям. Этих недостатков лишены тугоплавкие материалы с цинком, медью, а также кремнием на основе алюминия.

Электрохимический метод
Эта процедура требует наличия установки для выполнения гальванического покрытия. С ее помощью проводится омеднение поверхности изделия или провода. При ее отсутствии используется самостоятельная обработка детали. Для этого, на зачищенное шлифовальной шкуркой место, наносится несколько капель насыщенного раствора медного купороса. После этого к обрабатываемому изделию подключается отрицательный полюс независимого источника электропитания.
Им может послужить батарейка, аккумулятор или же любой электрический выпрямитель. К положительному выводу подсоединяется очищенный медный провод диаметром порядка 1 мм, расположенный в изолированной подставке. В процессе электролиза на деталь будет постепенно оседать медь, после чего проводится лужение участка, сушка при помощи электропаяльника. После этого можно легко запаять залуженное место.
Припои, материалы, флюсы
Пайка алюминия оловом выполняется при условии применения высокоактивных флюсов, а также хорошей зачистки участков деталей. Такие оловянные соединения требуют дополнительного покрытия специальными составами, так как имеют невысокую прочность и слабую защиту от коррозионных процессов.
Чем паять алюминиевые элементы? Качественные паяные соединения получаются при использовании припоев с кремнием, алюминием, цинком, а также медью. Эти материалы выпускаются как отечественными, так и многими зарубежными фирмами-производителями. Отечественные марки прутков представлены наиболее использующимися припоями ЦОП40, которые по гост имеют в составе 60 % олова и 40 % цинка, а также 34А (алюминий – 66 %, кремний – 6 %, медь – 28 %). Используемый цинк придает высокую прочность месту контакта и обеспечивает хорошую коррозионную устойчивость. К импортным низкотемпературным сплавам с отличными характеристиками относится HTS-2000, который обеспечивает максимальное удобство в применении.

Эти сплавы применяются для работы с крупногабаритными деталями (радиаторы, трубы) с высоким теплоотводом при помощи грелки или же предметов из алюминиевых сплавов, имеющих довольно высокотемпературное плавление. Начинающие ремонтники могут ознакомиться с процессом спаивания, просмотрев обучающее видео. Это поможет избежать многих неприятных нюансов в процессе работы.
Помимо припоев, алюминиевая пайка требует применения специальных флюсов, имеющих в составе фторборат аммония, цинка, а также триэтаноламин и прочие элементы. К наиболее популярным относится отечественный Ф64, имеющий повышенную химическую активность. Его можно применять даже без предварительной зачистки изделий от оксидной пленки. Кроме него, используется 34А, содержащий хлориды лития, калия и цинка, а также фторид натрия.
Подготовка изделий
Надежность, а также отменное качество соединений обеспечивается не только использованием правильной технологии, но и от подготовительных работ. К ним относится обработка запаиваемых поверхностей. Она необходима для удаления загрязнений и тонкой оксидной пленки.
Механическую обработку выполняют с помощью шлифовальной шкурки, металлической щетки, проволочной нержавеющей сетки или шлифовальной машинки. Помимо этого, используются для очистки разнообразные кислотные растворы.
Обезжиривание поверхности выполняется с использованием растворителей, а также бензина или же ацетона. На зачищенном алюминиевом участке оксидная пленка появляется практически сразу, однако ее толщина значительно ниже первоначальной, что облегчает паяльный процесс.
Нагревательные инструменты
Чем паять алюминий в домашних условиях? Для припаивания алюминиевых изделий небольшого размера дома применяются электропаяльники. Они являются универсальным инструментом, вполне удобным для припаивания проводов, ремонта маленьких трубок и прочих элементов. Для них требуется минимум рабочего пространства, а также наличие электросети. Ремонт крупногабаритных изделий и сварка выполняется газовой горелкой, которая использует аргон, бутан, пропан. Для пайки алюминиевых предметов в домашних условиях можно применять стандартную паяльную лампу.
При использовании газовых горелок необходимо постоянно следить за их пламенем, которое характеризует сбалансированную подачу кислорода и газов. При правильной газовой смеси огненный язычок имеет ярко-синий цвет. Неяркий оттенок, а также небольшое пламя свидетельствуют о переизбытке кислорода.
Технологический процесс
Технология пайки алюминиевых предметов похожа на процесс соединения деталей их прочих металлических материалов. Первым делом проводится зачистка и обезжиривание мест будущей спайки. Затем соединяемые элементы устанавливаются в рабочее положение для удобства обработки. На подготовленный участок наносится флюс, и, изначально холодное, изделие начинает нагреваться при помощи электропаяльника или же горелки. При повышении температуры начинает плавиться пруток припоя, которым требуется постоянно касаться поверхности элементов, контролируя нагревательный процесс. Пайка алюминиевых элементов в домашних условиях электрическим паяльником выполняется в комнате с хорошим проветриванием, так как при работе выделяются опасные соединения.
Использование безфлюсового припоя требует соблюдения некоторых нюансов. Чтобы оксидная пленка не мешала попаданию сплава на детали, концом прутка выполняются царапающие движения по участку спаивания элементов. Этим нарушается оксидная целостность и припой входит в контакт с обрабатываемым металлом.
Разрушение оксидного слоя при пайке можно выполнять и другим методом. Для этого обрабатываемый участок процарапывается металлической щеткой или же прутком из стали нержавеющего типа.
Для обеспечения максимальной прочности алюминиевых деталей в спаиваемом месте, обрабатываемые участки подвергаются предварительному лужению. Соблюдение технологии пайки элементов из алюминия гарантирует отличное качество соединения, а также его защиту от коррозии.
Рекомендуем также к прочтению:
[Инструкция] Пайка алюминия в домашних условиях
Алюминий является достаточно распространённым металлом, широко используемым в народном хозяйстве. Преимущественно используются его сплавы, но иногда он применяется в практически чистом виде. Мы расскажем вам как можно паять алюминий в домашних условиях.
Содержание:
Почему возникают проблемы с пайкой?
Этот металл обладает множеством достоинств, в частности, лёгкостью и гибкостью. Кроме того, благодаря образуемой на его поверхности плёнке оксида, металл практически нейтрален и не вступает в реакцию с агрессивными средами или пищевыми продуктами.
Однако именно это свойство металла и является проблемой в тех случаях, когда необходимо произвести соединение нескольких алюминиевых деталей при помощи пайки.

Радиатор из алюминия
Чаще всего алюминий применяется, как материал для изготовления различных радиаторов: систем отопления, охлаждения компонентов электроники, автомобильных жидкостей и пр. Подобное использование обусловлено низкой теплоёмкостью и высокой теплопроводностью металла.
Несмотря на достаточно низкую химическую активность время и температура делают своё дело и в корпусах алюминиевых радиаторов появляются трещины, заделать которые достаточно проблематично.
Микротрещины, возникающие в радиаторах, могут быть даже незаметны человеческому глазу, но из них может уходить достаточно большое количество жидкости, которую придётся регулярно подливать в систему охлаждения.

Ремонт системы охлаждения – достаточно дорогостоящее мероприятие. Зачастую сервисные центры или автомастерские, особо не напрягаясь, просто меняют радиатор целиком вместо того, чтобы исправить его при помощи запаивания отверстия.

Спайка нескольких элементов
Самостоятельно устранить отверстие можно двумя путями: при помощи пайки или с применением холодной сварки. При этом, в обоих случаях придётся столкнуться с одной серьёзной проблемой.

Алюминий на воздухе сразу же окисляется
При взаимодействии алюминия с воздухом, он сразу же окисляется, а его поверхность покрывается тонкой плёнкой оксида.
Оксид обладает изолирующими свойствами и традиционные материалы, используемые в качестве припоя, не способны не то чтобы соединить две алюминиевые поверхности, но даже просто хорошо «прилипнуть» к поверхности, которую покрывает оксид.
Именно поэтому паять алюминий очень и очень непросто.
Пайка при помощи обычного паяльника не даёт желаемых результатов. Можно даже сказать, что она не даёт никаких результатов, поскольку даже при использовании специальных флюсов для пайки регулярно получается вместо ровного паянного шва неравномерное нагромождение припоя, явно не имеющее хорошего контакта ни с одной из припаиваемых поверхностей.

Как осуществляется пайка
Для пайки алюминия используется специализированный припой, способный противостоять защитному действию оксидной плёнки на поверхности металла.
Специальный припой для пайки
В качестве такого припоя могут выступать несколько марок, например, HTS-2000 или Castolin-192. Конструктивно данные припои представляют собой трубку из легкоплавкого металла (используются соединения цинка), в центр которой залит специальный флюс для пайки алюминия.
Именно этот флюс и используется для того, чтобы растворить тонкую оксидную плёнку на поверхности алюминия. Для того, чтобы правильно провести пайку, необходимо обеспечить температуру спаиваемых поверхностей +480°С.
Припой бывает разных размеров
При меньших температурах металл припоя не будет способен вступить в реакцию с оксидом и разложить его на составляющие, дав таким образом возможность материалу припоя обеспечить хороший контакт с поверхностью.
Для того, чтобы придать элементам конструкции требуемую температуру, используется обычная газовая горелка. Для этой цели можно воспользоваться как переносной, так и стационарной газовой горелкой.
Достать припой, позволяющий спаивать алюминий можно в специализированных магазинах, которые изготавливают и продают различные изделия из медных трубок и радиаторов. Это может быть, например, сервисный центр по ремонту холодильников и пр.
Иногда поиск правильного припоя может занимать достаточно существенное время, поскольку проблема достаточно специфическая и не везде может находиться интересующая информация. В крайнем случае, можно воспользоваться услугами любой торговой площадки. Это может быть, например, та же сеть Авито.
Но лучше всего (если, конечно, есть возможность подождать) обратиться на Алиээкспресс. Там можно заказать любой интересующий припой для алюминия по привлекательной цене и довольно быстрых сроках доставки.
Например, покупку припоя для алюминиевых изделий можно произвести тут: Перейти на сайт
Желательно перед началом пайки, особенно ели она делается в первый раз, провести тренировочную пропайку отверстий. Для этого в любой ненужной трубке следует проделать несколько отверстий, которые нужно будет запаять.

Место спайки должно быть хорошо прогрето
Поэтому не нужно выбирать для нагрева спаиваемых частей горелки небольшой мощности или откровенно низкокачественный товар.
Пламя у таких горелок будет слишком узким, оно плохо прогреет края шва, и пайка будет длиться очень долго, поскольку припой будет постоянно пытаться стечь с места пайки, собираться в шарики, неохотно прилипать к металлу и т.д.

Делать спайку алюминиевых деталей при помощи маломощных горелок очень проблематично, поэтому лучше использовать горелку-насадку на баллон
Её широкое пламя позволяет прогревать за один проход не только спаиваемые места, но и металл на некотором расстоянии от них.

Последовательность пайки

Для того, чтобы спаять две алюминиевых детали, необходимо сделать следующее:
При помощи такого способа можно не только запаивать изделия из алюминия, но и спаивать вместе листовой алюминий.

Спаянные между собой два элемента
Аналогично ранее рассмотренному случаю, вначале осуществляется всесторонний прогрев спаиваемых поверхностей, а затем внесение припойно-флюсовой трубочки в пламя горелки в месте контакта двух деталей.
В итоге должно получиться примерно так:
- Прочность пайки таким способом получается очень высокой, а соединение надёжным
- Сломать шов очень и очень трудно
Рассмотрим на примере, как необходимо спаять две трубки. В начале их располагают друг напротив дуга и выравнивают.

Важно чтобы трубки были правильно выставлены и закреплены
Далее всё происходит по классической схеме: у обеих трубок нагревают концы на глубину не менее 3 см. Далее концентрируют огонь на шве и просто подносят припой к месту шва.
Припой быстро растекается и трубки сразу же спаиваются.

Припой полностью заполняет шов по кругу. При этом благодаря флюсу, который растекается исключительно по шву, припой не попадает внутрь трубки и не забивает её. При этом шов получается очень прочный. Трубка изгибается достаточно легко, но шов при этом остаётся целым.

Проверка на прочность готовой пайки
Цинковый припой обладает очень высокой текучестью; он заполняет паз полностью, делая соединение герметичным. Аналогичным образом можно запаивать любые алюминиевые конструкции любого диаметра.
В таких случаях может потребоваться полная замена элемента элемента. Но это уже совсем другая история.
Вывод
Сам же метод пайки с использованием цинкового припоя в виде трубочки с флюсом внутри является рабочим вариантом, кроме того, его можно отнести к бюджетным.
Стоимость 50 см трубки с флюсом составляет порядка 90 руб. Это более, чем удачное решение, на фоне таких операций, как аргонная сварка. Её стоимость может составлять несколько сотен, а то и тысяч рублей.
Подобный способ пайки часто используется в автомобильных мастерских для ремонта радиаторов.

ВИДЕО: ПАЙКА АЛЮМИНИЯ. АРГОН НЕ НУЖЕН!

ПАЙКА АЛЮМИНИЯ. АРГОН НЕ НУЖЕН!
[Инструкция] Пайка алюминия в домашних условиях
Для нас очень важна обратная связь с нашими читателями. Если Вы не согласны с данными оценками, оставьте свой рейтинг в комментариях с аргументацией Вашего выбора. Ваше мнение будет полезно другим пользователям.
Как спаять алюминий в домашних условиях, особенности пайки алюминия
Пайка алюминия – трудновыполнимый в домашних условиях процесс. Сложность объясняется свойствами металла, которые затрудняют соединение отдельных частей из алюминия с другими веществами. Соединять алюминий нужно с соблюдением специально разработанных технологий, обеспечивающих качество пайки. Значение имеет опыт мастера, соединяющего пайкой детали из алюминия.
Почему алюминий плохо паяется
Многие пробовали паять алюминий в домашних условиях и хорошо поняли: припой не хочет прилипать к поверхности деталей. Это происходит по причине образования на металле устойчивой оксидной пленки, которая имеет низкую адгезию к материалу припоя. Методы пайки алюминия в домашних условиях сводятся к борьбе с защитной пленкой.
В минералогии оксид алюминия называют корундом. Он состоит из прозрачных кристаллов, являющихся драгоценными камнями. Корунд имеет различную окраску, зависящую от примесей: хром придает красноватый оттенок, сапфир – синеватый. Окисная пленка обладает высокой прочностью и не поддается пайке. Ее необходимо удалить с поверхности и после этого начинать паять детали.

Как удалить оксидную пленку
Пленку с поверхности металла удаляют несколькими способами, наиболее эффективными являются химический и механический. Оба метода для работы требуют безвоздушной среды, в которой нет кислорода.
Химический метод основан на осаждении на поверхности заготовки цинка или меди путем электролиза. На место, подготовленное к пайке, наносят медный купорос в виде концентрированного раствора. К чистому участку металла прикрепляют минусовую клемму аккумулятора или другого источника питания. Один конец медной проволоки подключают к плюсовой клемме, другой опускают в раствор на поверхности алюминия. В результате электролиза медь или цинк тонким слоем оседает на алюминии и крепко к нему прилипает. Теперь можно производить пайку алюминия оловом.
Для удаления оксида используют масляную пленку. Для этого способа лучше брать масло синтетическое или трансформаторное с малым содержанием воды. Другие виды масел нужно подержать при температуре +150…+200°С, вода испарится. При более высокой температуре содержимое начнет разбрызгиваться. Обезвоженное масло наносится на поверхность алюминиевой детали. Наждачной бумагой нужно под нанесенным слоем потереть алюминий для удаления оксида.
Наждачную шкурку заменяют скальпелем, зазубренным жалом паяльника или железной стружкой, полученной из натертого напильником гвоздя. Стружку насыпают на масло и жалом паяльника трут по поверхности, сдирая оксидный слой. Массивную деталь желательно подогреть горячей воздушной струей. Припой паяльником погружается в масляную капельку и растирается по месту пайки. Для лучшего прохождения процесса пайки добавляется канифоль или другой флюс.
Для пайки алюминиевых проводов созданы флюсы на основе ацетилсалициловой или ортофосфорной кислоты, солей борной или натриевой кислоты. Канифоль применяется редко, она малоэффективна в случае с алюминием. Флюсы применяются при пайке проводов, кастрюль и других вещей.
Флюсы для пайки алюминия
Флюсы имеют высокую активность, поэтому после пайки их нужно смывать раствором воды с щелочью. Роль щелочи хорошо выполняет пищевая сода. После щелочи место соединения промывается чистой водой. Следует беречь органы дыхания от попадания в них паров флюса. Они способны раздражать слизистые и попадать в кровь. Наиболее распространенные из них требуется рассмотреть каждый в отдельности.
Канифоль
Канифоль – наиболее востребованный из всех флюсов. Он используется при соединении различных металлов. На алюминии работает только при отсутствии воздуха, поэтому применяется редко. Времени при работе с канифолью тратится больше, эффективности меньше. Этот флюс не для профессионалов, выполнять пайку может, но качество соединения не отличается прочностью.
Порошковый флюс
Алюминий паяют газовой горелкой с применением порошковых флюсов. Не рекомендуется к пламени добавлять кислород, он снижает эффективность работы флюса. Наиболее распространенные флюсы:
- Ф-34А;
- бура;
- ацетилсалициловая кислота;
- паяльный жир.

Ф-34А – активный флюс, имеющий в составе 50% хлорида калия, 32% хлорида лития, 10% фторида натрия и 8% хлорида цинка. Состав применяется с припоями, содержащими химические добавки. Он обладает гигроскопичностью и растворяется в воде.
Бура – порошок, плавящийся при 700°С, обладает растворимостью в воде, смывается водным раствором лимонной кислоты. Отличается низкой стоимостью.
Ацетилсалициловая кислота встречается в виде таблеток аспирина. При нагреве паяльником выделяются вредные для здоровья человека пары, обжигающие нос, глаза и органы дыхания.
Паяльный жир состоит из парафина, хлорида аммония и цинка, деионизированной воды. Хорошо паяет предварительно прогретые места, прошедшие процедуру лужения. После спаивания алюминиевых деталей рекомендуется остатки флюса смывать, иначе он вызывает коррозию металла.
Жидкий флюс
Жидкий флюс наносится на место пайки тонким слоем. При работе паяльником быстро испаряется с выделением обжигающих паров. Флюс Ф-64 в своем составе содержит фториды, тетраэтиламмоний, ингибиторы коррозии и дионизированную воду. Хорошо разрушает оксидную пленку и помогает паять заготовки из алюминия больших размеров. Используется при паянии меди, алюминия, оцинкованного железа и других металлов.
Ф-61 состоит из триэтаноламина, фторбората аммония и фторбората цинка. Используется при лужении и пайке сплавов алюминия при температуре до 250°С. Castolin Alutin 51 L состоит из кадмия, свинца и 32%-ного олова. Наиболее эффективно работает при температурах выше 160°С.
Любой из перечисленных флюсов помогает запаять алюминиевую кастрюлю, алюминиевые заготовки разных размеров, соединять методом пайки дюралюминий, дюралевые (дюраль) заготовки.
Припой для пайки алюминия
Припой для пайки алюминия делается на основе цинка или алюминия. В него вносятся добавки для достижения различных характеристик: для понижения температуры плавления, увеличения прочности. Производят их в Америке, Германии, Франции, России. Рассмотрим некоторые из них.
Распространенный и широко разрекламированный припой для алюминия – HTS 2000. Его производит компания из США. Практика свидетельствует о его непрочности: спаянные детали пропускают воздух и влагу. Без флюса его применять невозможно.
Castolin 192FBK на основе цинка (97%) и алюминия (2%) производится во Франции. Компания Castolin выпускает припои 1827 и AluFlam-190, предназначенные для пайки меди и алюминия при 280°С.

Castolin 192FBK – трубчатый припой, содержащий в сердечнике флюс. Выпускается в виде прутков, 100 г которых стоит 100-150 руб. Хорошо паяет мелкие отверстия и трещинки.
Chemet Aluminium 13 – припой, используемый при сварке деталей при 640°С и выше. В его основе лежит алюминий (87%) и кремний (13%). Температура плавления припоя – около 600°С. Выпускается в виде прутков, которых на 100 г приходится 25 шт. 100 г стоят 500 руб. Разновидность под наименованием Chemet Aluminium 13-UF имеет полую структуру и содержит в сердечнике флюс. Его стоимость за 12 прутков, которые весят 100 г, 700 руб.
Алюминиевый припой производится и на отечественных предприятиях. Для пайки с помощью газовой горелки применяется состав марки 34А. Он плавится при температуре 525°С, хорошо паяет сплавы АМц, АМ3М, АМг2. 100 г стоят 700 руб.
Марка А состоит из 60% цинка, 36% олова и 2% меди. Плавится при 425°С. Выпускается прутьями весом 145 г. Стоимость одного прута – 400 руб.
SUPER A+ производится в Новосибирске и является аналогом HTS-2000. Применяется вместе с флюсом марки SUPER FA. Стоит 800 руб. за 100 г. В расплавленном состоянии становится тягучим, приходится применять стальные инструменты для его разравнивания.
Порошковая проволока
Проволока с флюсом используется при сварке алюминиевых деталей, для пайки она не годится. Сварка алюминия газовой горелкой с порошковой проволокой не осуществляется. Сваривать детали лучше электрическим аппаратом.
Какой паяльник подойдет
Чем паять, какой инструмент для этого нужен – все зависит от площади пайки. Алюминий с медью хорошо проводят тепло, поэтому паяльник нужен мощный. При площади детали в 1000 см² мощность паяльника нужна 50-60 Вт. Паяют часто две или больше частей, в таком случае мощность увеличивается до 100 Вт. При подогреве места соединения подойдет паяльник меньшей мощности. Жало выбирают широкое, на нем можно сделать зазубринки для снятия пленки оксида алюминия.
Требуется рассмотреть, как паять алюминий паяльником. Делается это хорошо разогретым инструментом после снятия оксидной пленки и лужения, к залуженному (залудить можно с применением специальных припоев) участку хорошо прилипает припой и годится любой паяльник
Горелки для пайки алюминия
Нужно знать, как паять газовой горелкой. Если площадь деталей большая и не хватает мощности паяльника, используют горелку. Лучше применять газовую, т. к. пайка алюминия газовой горелкой обладает большими возможностями. Горелка быстро разогревает место соединения деталей почти до температуры плавления алюминия. Флюс с припоем наносится на соединение, разравнивается жалом паяльника и отвердевает. Место соединения нужно обязательно промыть от остатков паяльной кислоты или другого флюса.

При работе с использованием горелок нужно соблюдать правила пожарной безопасности. Рядом не должны находиться горючие жидкости и материалы.
Что лучше – сварка или пайка
Ответы на этот вопрос могут быть разными. Применение того или иного способа зависит от использования деталей после их соединения. Автомобильный радиатор лучше паять. Этот способ стоит дешево и отличается надежностью. Молочные фляги и другие емкости для хранения продуктов питания лучше сваривать. Сварной шов более прочный, особенно при больших размерах. Часто приходится сваривать детали из алюминиевых сплавов. Сварка силумина – практически единственный способ соединения, не считая использования клея.
На сварке и пайке при желании можно неплохо заработать. Вопросы о том, как запаять алюминиевые трубки в холодильнике или отремонтировать раму велосипеда, возникают часто. В мастерских работа стоит дорого: пайка трубок – 1000 руб. и более. При соединении электропроводов способом пайки берут 15 руб. за каждое. Ремонт рамы велосипеда из сплавов алюминия с применением припоев стоит 500 руб. Ремонт кастрюли обойдется в 100 руб. К этим суммам следует добавить расходы времени и денег на доставку изделий в мастерскую и обратно.
Чтобы сэкономить эти деньги, нужно научиться паять самому. Для этого необходимо приобрести газовую горелку в виде баллончика за 700-1000 руб. и припой. Научиться обработке поверхностей и наложению швов можно на старом автомобильном радиаторе.
Пайка алюминия паяльником и газовой горелкой
Существует распространенное убеждение, согласно которому невозможно паять или лудить алюминий (а также сплавы на его основе) не имея для этого спецоборудования.
В качестве аргумента приводится два фактора:
- при контакте с воздухом на поверхности алюминиевой детали образуется химически стойкая и тугоплавкая оксидная пленка (AL2O3), в результате чего создается препятствие для процесса лужения;
- процесс пайки существенно осложняется тем, что алюминий расплавляется при температуре 660°С (для сплавов это диапазон в пределах от 500 до 640°С). Помимо этого металл теряет прочность, когда в процессе нагрева его температура поднимается до 300°С (у сплавов до 250°С), что может вызвать нарушение устойчивости алюминиевых конструкций.
Учитывая приведенные выше факторы, осуществить пайку алюминия обычными средствами действительно невозможно. Решить проблему поможет применение сильнодействующих флюсов, в сочетании с использованием специальных припоев. Рассмотрим подробно эти материалы.
Припой
Обычно в качестве основы легкоплавкого припоя используются: олово (Sn), свинец (Pb), кадмий (Cd), висмут (Bi) и цинк (Zn). Проблема в том, что алюминий в этих металлах практически не растворяется (за исключением цинка), что делает соединение ненадежным.
Применив флюс с высокой активностью и проведя должным образом обработку мест соединения, можно использовать припой на оловянно-свинцовой основе, но лучше отказаться о такого решения. Тем более, что паянное соединение на основе системы Sn-Pb обладает низкой устойчивостью к коррозии. Нанесение лакокрасочного покрытия на место пайки позволяет избавится от этого недостатка.
Для пайки алюминиевых деталей желательно использовать припой на основе кремния, меди, алюминия, серебра или цинка. Например 34A, который состоит из алюминия (66%), меди (28%) и кремния (6%), или более распространенный ЦОП-40 (Sn – 60%, Zn – 40%).
 Припой отечественного производства – ЦОП-40
Припой отечественного производства – ЦОП-40
Заметим, что чем больше процентное содержание цинка в составе припоя, тем прочнее будет соединение и выше его устойчивость к коррозии.
Высокотемпературным считается припой, состоящий из таких металлов, как медь, кремний и алюминий. Например, как упомянутый выше отечественный припой 34A, или его зарубежный аналог «Aluminium-13» , в котором содержится 87% алюминия и 13% кремния, что позволяет осуществлять пайку при температуре от 590 до 600°С.
 «Aluminium-13» производства компании Chemet
«Aluminium-13» производства компании Chemet
При выборе флюса необходимо учитывать, что не каждый из них может быть активным к алюминию. Мы можем порекомендовать использовать в таких целях продукцию отечественного производителя – Ф-59А, Ф-61А, Ф-64, они состоят из фторборатов аммония с добавлением триэтаноламина. Как правило, на пузырьке есть пометка – «для алюминия» или «для пайки алюминия».
 Флюс отечественного производства
Флюс отечественного производства
Для высокотемпературной пайки следует приобрести флюс, выпускаемы под маркой 34А. Он состоит из хлористого калия (50%), хлорида лития (32%), фторида натрия (10%) и хлористого цинка (8%). Такой состав наиболее оптимален, если производится высокотемпературная пайка.
 Рекомендуемый флюс для паки при высокой температуре
Рекомендуемый флюс для паки при высокой температуре
Подготовка поверхности
Прежде чем начинать лужение, необходимо выполнить следующие действия:
- обезжирить поверхность при помощи ацетона, бензина или любого другого растворителя;
- удалить оксидную пленку с места, где будет производится пайка. Для зачистки используется наждачная бумага, абразивный круг или щетка с щетиной из стальной проволоки. В качестве альтернативы можно применить травление, но эта процедура не так сильно распространена в силу своей специфичности.
Следует учитывать, что полностью оксидную пленку удалить не получится, поскольку на очищенном месте моментально появляется новое образование. Поэтому зачистка производится не с целью полного удаления пленки, а для уменьшения ее толщины, чтобы упростить флюсу задачу.
Нагрев места пайки
Для пайки небольших деталей можно воспользоваться паяльником мощностью не менее 100Вт. Массивные предметы потребуют более мощного нагревательного инструмента.
 Паяльник мощностью 300 Вт
Паяльник мощностью 300 Вт
Наиболее оптимальный вариант для нагрева — использование газовой горелки или паяльной лампы.
 Простая газовая горелка
Простая газовая горелка
При использования горелки в качестве нагревательного инструмента следует учесть следующие нюансы:
- нельзя перегревать основной металл, поскольку он может расплавиться. Поэтому в процессе необходимо регулярно контролировать температуру. Делать это можно, касаясь припоем нагреваемого элемента. Расплавление припоя даст знать, что достигнута необходимая температура;
- не следует использовать кислород для обогащения газовой смеси, поскольку он способствует сильному окислению металлической поверхности.
Инструкция по пайке
Процесс пайки алюминиевых деталей не имеет своих отличительных особенностей, он осуществляется также как со сталью или медью.
Алгоритм действий следующий:
- обезжиривается и зачищается место пайки;
- производится фиксация деталей в нужном положении;
- нагревается место соединения;
- прикасаются стержнем припоя (содержащим активный флюс) к месту соединения. Если используется безфлюсовый припой, то для разрушения пленки оксида наносится флюс, после чего трут твердым куском припоя по месту пайки.
Для разрушения пленки оксида алюминия также используется щетка со щетиной из стальной проволоки. При помощи этого простого инструмента производят растирание расплавленного припоя по алюминиевой поверхности.
Пайка алюминия — полная видео инструкция
https://www.youtube.com/watch?v=ESFInizLE9U
Что делать при отсутствии нужных материалов?
Когда нет возможности подготовить все необходимые для пайки материалы, можно использовать альтернативный способ, при котором применяется припой на оловянной или оловянно-свинцовой основе. Что касается флюса, то он заменяется канифолью. Чтобы не образовывалась новая пленка оксида алюминия на месте старой, зачистка производится под слоем расплавленной канифоли.
Паяльник, помимо своего прямого назначения, будет использоваться как инструмент, разрушающий оксидную пленку. Для этого на его жало надевается специальный скребок. Увеличить результативность процесса можно, добавив в канифоль металлических опилок.
Процесс производится следующим образом:
- нагретым луженым паяльником расплавляют канифоль в месте пайки;
- когда канифоль полностью покрывает поверхность, начинают тереть об нее жалом паяльника. В результате этого металлические опилки и жало разрушают пленку оксида алюминия. Поскольку слой расплавленной канифоли не позволяет проникать воздуху к алюминиевой поверхности, на ней не образовывается оксидная пленка. По мере того, как производится разрушение пленки, будет происходить лужение детали;
- когда процесс лужения завершен, детали соединяют и прогревают, пока не будет достигнута температура плавления припоя.
Необходимо предупредить, что процесс пайки алюминия без специальных материалов — довольно хлопотный процесс без гарантии успешного завершения. Поэтому лучше не тратить на такую работу свои силы и время, тем более, что качество и надежность такого соединения будут сомнительными.
Гораздо проще купить активный флюс и высокотемпературный припой, при помощи которых пайка алюминия даже в домашних условиях не вызовет затруднений.
Как и чем паять алюминий
Пайка алюминия — сложный процесс, поскольку на поверхности образуется оксидная плёнка, которая мешает проведению работ. Поэтому нужно использовать специальные методики, позволяющие упростить рабочий процесс. Специальные флюсы позволят избавиться от негативных факторов оксидного слоя.
Особенности процесса
Поверхность алюминиевых деталей покрыта оксидной плёнкой, которая обладает высокой химической стойкостью, а также температурой плавления выше в 2 раза, чем чистого металла. В интервале от +250° С до +300° С алюминий становится неустойчивым и подплавляется. Минимальная температур плавления оксидной плёнки составляет +500° С.
При пайке соединяемые детали под наружным слоем начинают плавится. Поэтому пайщику нужно устранить негативное влияние оксидного слоя. Принцип всех способов основан на удалении плёнки, а также повышении адгезионных свойств.
Методы удаления оксидного слоя:
- механический — использование абразивных инструментов для зачистки;
- химический — применение флюсов со специальными составами;
- электрохимический — основан на процессах электролиза.
Оба способа проводятся только в среде с отсутствием доступа кислорода.
Используемые материалы
Для выполнения работ потребуется подготовить следующие материалы:
- флюс;
- припой.
Для получения качественных швов нужно использовать флюс для пайки алюминия на основе цинка, кремния, меди. Стыки получаются прочными, долговечными, стойкими к коррозии, статическим и динамическим нагрузкам.
Для пайки алюминия подходят припои со следующими маркировками:
- ЦОП-40 — тугоплавкий оловянно-цинковый состав;
- ПОС — легкосплавный припой;
- 34А — сплав на основе меди и кремния;
- «Aluminium-13» — зарубежный аналог 34А.
Применение флюса позволяет улучшить адгезию металла с припоем, за счёт чего получить прочное соединение. От его выбора зависит долговечность шва, прочностные характеристики изделия, стойкость материала к негативным воздействиям внешней среды. В составе флюсов содержатся активные элементы: фторборат цинка или аммония, триэтаноламин.
Паяльный жир бывает следующих видов:
- нейтральный на основе канифоли и стеарина — отличается густотой, способен удалять небольшие загрязнения, хорошо держится на поверхности свариваемых металлов;
- активный со сложным химическим составом — эффективно удаляет окислы, следы коррозии, повышает паяльные свойства.
В составе жира содержится хлорид цинка и аммония, парафин, вспомогательные вещества.
Паяльный жир имеет следующие преимущества:
- лёгкое лужение за счёт растекания тонким слоем;
- доступность;
- точность дозировки;
- отсутствие следов после его использования.
Рекомендуется использовать флюсы следующих марок: Ф-64, Ф-61А, Ф-59А, 34А, Ф-5, Ф-124.
Сфера применения процесса
Паяные изделия из алюминия применяются в следующих сферах:
- автомобилестроении;
- радиоэлектронике;
- изготовлении оконных рам;
- производстве деталей для велосипедов;
- создании каркасов теплиц, корпусов техники.
Методы пайки
Существуют такие методы пайки:
- с канифолью;
- с припоем;
- электрохимический.
С канифолью
Пошаговая реализация метода:
- Прогревается паяльник.
- Залуживается жало для удаления грязи или нагара.
- Наносится канифоль на стыковочный шов, расплавляется паяльником.
- После расплавления жалом нужно тереть поверхность до тех пор, пока не будет удалена оксидная плёнка. Одновременно происходит лужение.
- После завершения процесса элементы стыкуют, нагревают до температуры плавления, затем оставляют остывать.
С применением припоев
Метод с использованием припоя для пайки алюминия реализуется следующим образом:
- Стыкуемые поверхности очищаются механическим способом.
- Детали надёжно фиксируются.
- Выполняется локальный прогрев конструкции.
- Стержень с припоем ведут вдоль стыковочного шва, одновременно прогревая его горелкой до расплавления.
Если применяется припой без содержания флюса, то потребуется его использовать отдельно. Он предварительно наносится равномерным слоем на алюминий.
Электрохимический метод
Пошаговая электрохимическая пайка алюминия:
- Поверхность очищается от грязи, частично от оксидной плёнки механическим способом.
- Наносится тонким слоем медный купорос.
- К детали подключается отрицательный электрод источника тока.
- Положительный электрод соединяется с проводом из меди высокой чистоты (диаметр более 1 мм). Располагается над конструкцией на специальной подставке, обеспечивается контакт только с обработанной площадкой.
- Включается источник питания. Начинает протекать процесс электролиза.
- После удаления оксидной плёнки провод убирается, а детали прогреваются паяльником до температуры плавления или используется припой.
Чтобы обеспечить высокое качество пайки, нужно наносить гальванические покрытия специальными инструментами. Они позволят выполнить равномерное омеднение.
Подготовка деталей
В ходе подготовки к проведению работ необходимо использовать следующие способы обработки поверхностей:
- при помощи растворителя выполняется обезжиривание, применяется ацетон, уайт-спирит, бензин;
- удаляется оксидная плёнка при помощи абразивных инструментов либо применяется паяльник или газовая горелка для нанесения флюса.
Общие принципы пайки алюминия в домашних условиях
Основные принципы пайки алюминия в домашних условиях:
- необходимо выполнить качественную очистку поверхности металла от загрязнений, покрытий, оксидной плёнки;
- временной интервал между очисткой и пайкой должен быть минимальным;
- для удаления оксидной плёнки лучше использовать щётки по металлу или паяльники со специальными насадками;
- выбор нагревательного инструмента выполняется в зависимости от площади пайки, так как из-за высокой теплопроводности алюминий быстро остывает;
- если нет подходящего припоя, то допускается использование любого, в составе которого есть олово, свинец;
- при прогреве деталей для нанесения припоя важно не перегреть алюминий, так как он отличается меньшей температурой плавления, по сравнению с оксидной плёнкой;
- залуживание поверхности алюминия сплошным слоем позволит избавиться от появления окислов, что упростит его паяние;
- при использовании горелки важно соблюдать правила противопожарной безопасности, особенно при нанесении растворителей для обезжиривания;
- пайка может выполняться в несколько слоёв, перед нанесением каждого нужно выжидать пока застынет предыдущий;
- использование флюса потребует применения защитных средств, так как в его составе могут содержаться едкие вещества;
- пламя горелки всегда должно быть направлено в противоположную от себя сторону;
- для пайки рекомендуется использовать паяльники мощностью более 100 Вт;
- флюс применяется в основном для элементов с толщиной от 4 мм или поверхностей со сложными формами;
- состав припоя выбирается на основе вида пайки, но температура плавления всегда ниже, чем у алюминия;
- чтобы паять заготовки с толщиной более 4 мм, по краю стыковочного шва нужно срезать кромку под углом 45° для увеличения поверхности контакта;
- после проведения работ необходимо обязательно убедиться в целостности, прочности, равномерности шва.
При выборе припоя необходимо учитывать тип инструмента, используемого для расплавления. Для паяльника подойдут сплавы с низкой температурой плавления: оловянные сплавы с медью, цинком, висмутом. Чтобы создать тугоплавкое соединение, потребуется сложный сплав алюминия, меди , кремния.
Поддержите канал, просто читайте наши статьи, а мы будем размещать для Вас полезную информацию о металлах! Так же заходите на наш сайт , там Вы найдете множество информации о металлах, сплава и их обработке.
