

Зачем нужен рейсмусовый станок
Что такое рейсмус и для чего он нужен?
Если перед вами встал вопрос о том, что такое рейсмус, вы должны знать, что оборудование представляет собой деревообрабатывающий станок. Он является разновидностью строгального оборудования и предназначен для простругивания изделий в размер по толщине. Обрабатываются детали, которые простругиваются предварительно на фуговальном станке.
Описание
Довольно часто начинающие мастера не знают, что такое рейсмус. Если вы тоже оказались в их числе, то должны понять: описываемое устройство – это оборудование с режущим инструментом в виде ножевого вала. Заготовка подается по горизонтальному столу, который является рабочим в станке.

На сегодняшний день известны односторонние и двусторонние станки. Первые обладают одним ножевым валом, который предназначен для снятия материала с верхней части. Двусторонние устройства обладают дополнительным ножевым валом, располагающимся на рабочем столе. Элемент базируется на поверхности, а если необходима фиксация, она осуществляется планкой и боковыми роликами. Удерживание обеспечивается вальцами, которые способствуют подаче. Последняя может быть еще и ручной. Двусторонний рейсмусовый станок схож по конструктивным особенностям с фуговальным оборудованием, поэтому подобные агрегаты часто комбинируют, что позволяет получить фуговально-рейсмусовые устройства.
Назначение
Если вам тоже интересно, что такое рейсмус, мы напомним, что это массивный или переносной прибор, который обеспечивает калибровку заготовок по толщине. Предназначен агрегат для чистового строгания под определенную толщину. Доски пропускаются через рейсмус, верхняя пласть дерева при этом строгается широким валом с лезвиями.

Рейсмусы востребованы в столярном деле, так как с помощью них можно откалибровать изделия под стык заподлицо. Ровная поверхность получается методом соединения деталей одинаковой толщины. Довольно часто у потребителей, которые представляют для себя, что такое рейсмус, складывается ошибочное мнение о данном устройстве, которое выражено в том, что агрегат делает из кривых заготовок прямые. Основное назначение станка заключается в обеспечении нужного размера. Поэтому у детали изначально должна быть ровной хотя бы одна из сторон.
Конструктивные особенности
В основе рейсмусов лежит мощный двигатель. Он отвечает за вращение вала с ножами с помощью ременной передачи. Верхняя часть устройства является подвижной, она ходит по вертикальным направляющим. Механизм настройки с дюймовой и миллиметровой шкалами используется для того, чтобы задать определенную толщину.

Обычно рейсмусы по дереву имеют автоматическую подачу изделия. Вальцы двигают заготовку с определенной скоростью перед ножевым валом и за ним. За одну минуту можно обработать около 8 м материала. От пользователя требуется лишь положить заготовку на рабочую поверхность и подать ее внутрь, а после принять с обратной стороны. Данная функция является полезной, так как позволяет экономить силы.
У некоторых бытовых рейсмусов имеется две скорости автоматической подачи – высокая и низкая. Первая обеспечивает быстрое осуществление работ, тогда как вторая позволяет добиться максимального качества поверхности.
Технические характеристики
Основными характеристиками рейсмусов являются:
Последняя обычно достигает 1800 Вт. Максимальная толщина и ширина строгания – это калибр рейсмуса. Эти характеристики описывают допустимые размеры заготовки. Предельная ширина строгания обычно достигает 330 мм, тогда как толщина – 152 мм. По первому параметру видно, насколько широкую доску вы сможете обработать, если установите ее на ребро. Эти цифры не говорят о том, что рейсмус предназначен для строгания массивных и длинных досок. Их устройство попросту не сможет протащить. Оптимальным калибром являются сравнительно небольшие заготовки.

Рейсмус – станок, который характеризуется определенной глубиной строгания. Эта особенность показывает, какой слой древесины можно снять за один раз. У описываемого оборудования максимальная глубина достигает 3,2 мм. Широкие доски строгать с предельной глубиной не следует. С увеличением размеров изделий снижается глубина строгания за один проход. Частота вращения ножевого вала у рейсмусов достигает 10 000 оборотов в минуту. Чем выше скорость, тем более качественной получается строганная поверхность.
Необходимость использования стружкоотсоса
Деревообрабатывающие рейсмусы во время работы выбрасывают стружку в большом объеме. Ее лучше удалять с помощью строительного пылесоса. Если этого не делать, то отходы будут забиваться в оборудовании. Они проникают в подвижные механизмы и попадают в область строгания. Все это снижает качество обработки.

В итоге мастеру не удается получить гладкую поверхность заготовки. В подтверждение необходимости использования устройства для удаления отходов пиломатериалов можно отметить, что чистота на рабочем месте тоже важна.
Что собой представляет станок марки Metabo DH 330
Чтобы до конца понять, что такое рейсмус, можно рассмотреть подобное оборудование на примере конкретной модели. Metabo DH 330 стоит 37 400 руб. и является переносным удобным станком, предназначенным для строгания брусков определенной высоты и ширины. Литая станина обеспечивает надежную установку изделия на стол и высокую точность выполнения операций.

Опасные части агрегата надежно спрятаны в корпусе. Если вам понадобился рейсмус, деревообрабатывающий станок от Metabo вы можете рассмотреть для приобретения. Его потребляемая мощность достигает 1800 Вт. Максимальная ширина обработки и глубина строгания составляют 330 мм и 3 мм соответственно. Ножи обладают следующими размерами: 332 х 12 х 1,5 мм. Деталь в станке передвигается со скоростью 7 м в минуту.
Оборудование использует ременную передачу. Весит модель 35 кг. Габаритные размеры установки равны 579 х 857 х 574 мм. Вас может заинтересовать еще и диаметр строгального вала, он составляет 47 мм. Его вращение осуществляется со скоростью 9800 оборотов в минуту. При выборе рейсмуса потребители довольно часто обращают внимание еще и на диаметр аспирационного отверстия. Этот параметр эквивалентен 102 мм.
Положительные особенности станка
Для того чтобы решить, какую модель рейсмуса выбрать, вы должны рассмотреть ее положительные особенности, среди прочих у Metabo DH 330 следует выделить:
- точную регулировку;
- выбор толщины стружки;
- возможность установки на стол.

Что касается возможности регулировки, то она обеспечивается в отношении толщины строгания и осуществляется поворотом рукоятки. Взглянув на шкалу, вы сможете увидеть градуировку необходимой высоты. Конструкция предусматривает наличие панели, с помощью которой вы сможете выбрать толщину снимаемой стружки, которая достигает 3 мм. Станок хорош еще и тем, что можно осуществить его установку на стол. Это обеспечивает удобство работы.
Стоимость ножей
Дополнительно к оборудованию вам могут понадобиться ножи для рейсмуса. Их цена составляет 4100 руб. Это двусторонние режущие элементы для обработки строганием. Подходят для древесины всех пород. В основе лежит чистосортный твердый сплав с содержанием кобальта в объеме 18 %. Расходники можно подвергать перезаточке, что гарантирует длительный срок эксплуатации. Изготавливаются ножи из быстрорежущей стали марки HSS. Их толщина, ширина и длина равны 1,5 х 332 x 12 мм соответственно. В упаковке два режущих элемента.
В заключение
Рейсмус актуален во время масштабного строительства, ведь с помощью него можно обрабатывать огромное количество досок разной ширины. У современных станков смена ножа довольно проста, это говорит о том, что вы сможете снимать стружку нужных размеров. Дополнительно этому способствует наличие функции контроля глубины нарезки, но обычно за счет этой опции повышается стоимость.
Вы можете предварительно обработать древесину на фуговальном станке. Если же в работе вы планируете использовать пластик, теплоизоляцию или полимеры, то следует позаботиться о наличии рейсмуса, который снабжен подающими вальцами со слоем резины сверху.
Что такое рейсмус и для чего он нужен?
Содержание статьи

- Что такое рейсмус и для чего он нужен?
- Что такое бакпосев и зачем он нужен
- Для чего нужен кварцевый песок
Назначение рейсмуса
Для того чтобы понять важность наличия рейсмуса в мастерской, достаточно взглянуть на любое столярное изделие: стол, стул, шкаф, кровать … Все они состоят из досочек или брусков, имеющих по всей своей длине одинаковую толщину и грани, строго параллельные друг-другу. Параллельность граней и постоянная толщина придают изделию совершенный вид, который радует глаз, демонстрируя аккуратность и мастерство мастера. Такую работу невозможно сделать, не имея рейсмуса.
- Рейсмусом называют инструмент, служащий для нанесения на деталь линий на заданном расстоянии.
- Также рейсмусом в обиходе называют деревообрабатывающее оборудование, предназначенное для простругивания заготовок в размер по заданной толщине.
Если в разговоре есть опасение, что собеседник не поймет, о каком из типов рейсмусов идет речь, то инструмент для нанесения разметки называют разметочным рейсмусом, а деревообрабатывающее оборудование – рейсмусовым станком.
Слово «рейсмус» пришло в русский язык из южнонемецкого. В современном немецком языке этот инструмент называют «штрайхмас», то есть прибор для нанесения штрихов. Также немецкие столяры используют и слово «райсмас». В русском языке часто встречается «полунемецкое» произношение названия инструмента: «рейсмас».
Ручной столярный рейсмус
Простейший разметочный рейсмус представляет собой дощечку с уступом (скобу), в которую вставлена чертилка. Чертилкой может служить, например, гвоздь, вбитый так, чтобы его острый конец торчал и позволял отчерчивать линию.

Работает рейсмус очень просто: столяр ведет уступом скобы по ровной поверхности, а острым концом отчерчивает разметочную линию. Естественно, таким инструментом можно наносить разметку только на одном, неизменяемом расстоянии от уступа. Для того чтобы можно было наносить линию на разных расстояниях от уступа, рейсмус составляют из двух частей; разметочной рейки и основания, которые могут передвигаться друг относительно друга. Также в таком инструменте необходим механизм фиксации его частей после выставления нужного расстояния. Этим механизмом может быть клинышек из твердой древесины или винт. Для удобства выставления разметки на рейку можно наклеить линейку с делениями.
Существует много разновидностей разметочных реймусов, отличающихся как материалом, для которого они предназначены, так и возможностями нанесения более сложной разметки, чем одна прямая линия. Например, рейсмусы для нанесения разметки шипов и пазов позволяют быстро и точно разметить на нескольких деталях столярные соединения.
Слесарный рейсмус
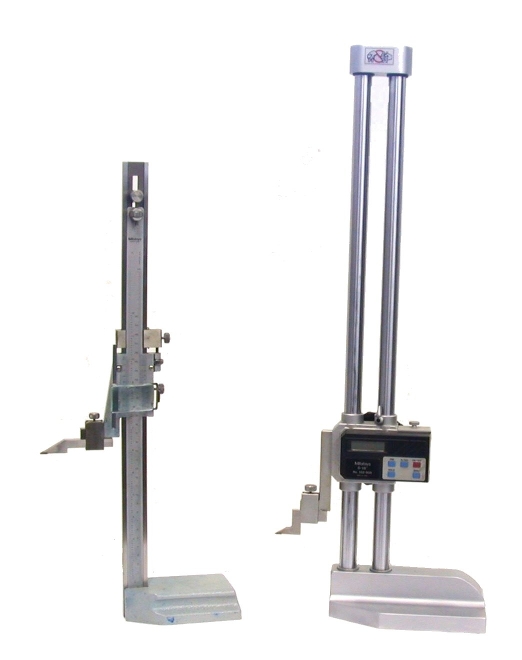
В слесарных работах используется специальная разновидность рейсмуса. Слесарный рейсмус представляет собой вертикальную стойку на горизонтальной платформе, к которой крепится наклонная чертилка. Передвигая чертилку по вертикальной стойке и выдвигая или задвигая ее, можно получить любое расстояние от базовой стороны платформы. Выбранное положение фиксируется винтами и инструментом обводится шаблон или базовая плоскость так, чтобы чертилка оставляла риски на заготовке.
Также в слесарном деле используется штангенрейсмус (штангенрейсмас), представляющий собой аналог штангенциркуля с базовой шкалой, закрепленной на стойке. Этим инструментом можно измерять высоту и чертить отметки на заданной высоте.
Рейсмусовый станок
Рейсмусовый станок позволяет получить доску с заданной толщиной. Заготовка в нем плотно прижимается к столу вращающимися валиками и протягивается через рабочее пространство. В рабочем пространстве рейсмуса крутится один или несколько ножей, которые и обеспечивают снятие стружки. Из-за того, что заготовка своей нижней пластью плотно прижата в столу, толщина доски после обработки получается постоянной. При этом в станке обязательно присутствует механизм регулировки высоты ножей над столом.
Важно понимать, что рейсмусовый станок не заменяет собой фуганок или фуговальный станок. Доска, имеющая перед подачей в рейсмус изгиб, прижмется валиками при проходе через станок и выгнется обратно как только освободится от давления. Перед рейсмусованием хотя бы одна пласть доски или бруска должна обязательно быть ровной и плоской. Начинать обработку на рейсмусе нужно, положив заготовку плоской (отфугованной) пластью вниз.
Наиболее важные характеристики рейсмусового станка:
- Мощность двигателя. От мощности напрямую зависит способность станка обрабатывать древесину твердых пород. Кроме того, слабый двигатель может стать причиной неровной обработки даже досок из мягкой древесины.
- Максимальная ширина строгания. Чем она больше, тем лучше, конечно, но нужно помнить о мощности – обработка широкой доски сильно нагружает двигатель. Станку с большой шириной строгания должен соответствовать двигатель большей мощности.
- Максимальная высота заготовки. Выбор этого параметра нужно производить, исходя из того, для чего предполагается использовать станок.
- Максимальная глубина строгания за проход. Влияет на производительность работы. Чем меньше этот показатель, тем большее количество проходов потребуется в среднем, а значит – уйдет больше времени на обработку.
- Количество ножей и их расположение. Существуют рейсмусовые станки, позволяющие обрабатывать сразу две противоположные грани или даже все четыре стороны заготовки. Конечно, такое оборудование дороже, сложнее в настройке и наладке, более требовательно как к мощности двигателя, так и к весу самого станка.

На что обращать внимание при выборе рейсмусового станка?
Во время работы рейсмусовый станок подвергается значительным нагрузкам. Это может приводить к его вибрации и, как следствие, к сбою настроек и к износу всех механизмов. Вследствие износа точность настроек рейсмуса может сильно снизиться. В итоге, несколько досок, отрейсмусованных в один размер, в реальности окажутся разной толщины. Особенно это будет заметно, если калиброванные рейсмусом досочки или бруски предназначены для склейки мебельного щита.
Промышленный рейсмусовый станок, используемый в столярных цехах, представляет собой тяжелое устройство с массивной станиной, что уменьшает вибрацию. Механизмы подъема/опускания ножей в нем обычно сконструированы с большим запасом прочности. Все это приводит к тому, что надежные промышленные рейсмусовые станки имеют массу сотни килограмм и больше. Такой агрегат непросто или даже невозможно установить в домашней мастерской или на даче.
Бытовые рейсмусовые станки делаются на подставке из металлических профилей. В дешевых моделях могут использоваться некачественные подшипники и упрощенные конструкции лифта ножей. В результате процесс рейсмусования может превратиться в «танцы с бубнами», а качество полученных заготовок будет очень сильно зависеть от изобретательности мастера. Поэтому при выборе рейсмусового станка для домашней мастерской очень важно изучить отзывы пользователей, которые можно найти в интернете или узнать у знакомых. В этих отзывах стоит обращать внимание на то, как ведет себя оборудование после продолжительного времени эксплуатации. Также полезным будет изучение опыта пользователей по доработке конкретных моделей станков.
Тем не менее, для любителя постолярничать рейсмусовый станок – один из самых важных элементов оборудования мастерской. С его помощью работа по изготовлению столярных изделий станет намного приятнее и эффективнее.
Портативный рейсмус в домашней мастерской и всё, на что он способен
Для чего нужен рейсмусовый станок?

Основная функция этого станка — простругивание досок в размер по толщине. Пропуская доску через рейсмус и поочередно обрабатывая каждую ее пласть, вы получаете начисто обработанную заготовку с параллельными сторонами и одинаковой толщиной по всей длине.
Калибровка по толщине — это главная, но не единственная функция рейсмуса. Забегая вперед, отметим, что возможности рейсмуса можно использовать и для других операций: фугования кромок, калибровки досок по ширине и даже устранения некоторых видов коробления.
Чем рейсмусовый станок отличается от фуговального?
Это еще один вопрос, который нередко озадачивает начинающих мастеров. Несмотря на кажущуюся функциональную схожесть фуговального и рейсмусового станков, речь идет о двух разных инструментах, которые выполняют совершенно разные операции.

Фуговально-строгальный станок предназначен для того, чтобы убрать с доски все неровности — следы грубого раскроя или кривизну, вызванную короблением. Обработав заготовку на фуговальном станке, вы получаете доску пригодную для дальнейшей работы — идеально ровную, со строго параллельными пастями и кромками.
Таким образом, в деревообрабатывающем цикле фуганок используют первым. После него заготовку отправляют на рейсмус, с помощью которого уже выровненную доску доводят до нужной толщины. Обе машины работают в паре и взаимно дополняют друг друга.
Для дома, как правило, достаточно возможностей одного рейсмусового станка. Если мастер работает с более-менее подготовленными досками, функционала портативного рейсмуса хватит чтобы выполнять задачи фуганка — сглаживать умеренные неровности или небольшие покоробленности. Приобретать фуговальный станок целесообразно, когда работают в более серьезных масштабах и имеют дело с большим объемом необработанной древесины.
Закрывая тему, отметим, что отдельно существуют комбинированные варианты станков — рейсмусно-фуговальные, способные выполнять полный цикл обработки доски.
Как работает рейсмус?
Из всех видов рейсмусов именно портативные модели снискали наибольшую популярность как оснащение для домашних мастерских.

Режущим инструментом рейсмуса выступает подвесной ножевой вал со сменными лезвиями. В отличие от фуганка при рейсмусовании не нужно управлять доской. Ее подают в рейсмус, где она прижимается двумя подающими валами; вращаясь, они протягивают деревянную заготовку через станок, в котором она обрабатывается режущими элементами. Рукояткой регулировки высоты строгания опускают ножевой вал, устанавливая толщину съема материала с доски за один проход. Передний (подающий) и задний (принимающий) столы обеспечивают нужное базирование заготовки, и поддерживают ее на входе и выходе из станка.

Подающие вальцы прижимают доску с большой силой. Проходя через рейсмус, заготовка даже с самым сильным короблением становится ровной. Ножевой вал обрабатывает плоскую поверхность, но на выходе материал принимает свою прежнюю форму. Доска становится тоньше, но изначальная покоробленность остается.
Именно поэтому перед рейсмусованием минимум одну пласть заготовки простругивают на фуговальном станке. Нижняя поверхность доски должна быть максимально ровной и не иметь зазоров со столом рейсмуса. В этом случае ножевой вал остругает верхнюю пласть строго параллельно нижней. Забегая вперед, отметим, что существуют приемы, которые позволяют выравнивать рейсмусом покоробленные доски. Об этих профессиональных хитростях мы поговорим ниже.
Сколько материала снимать за один проход и какая скорость предпочтительней?
Вне зависимости от того какая работа выполняется на рейсмусе возьмите за правило не устанавливать глубину съема материала более 1,5 мм. Это поможет избежать вырванных волокон и задиров, которые доставляют немало головной боли и часто делают непригодной заготовку для запланированных целей.
Оптимальная регулировка рейсмуса — когда за один проход с доски снимается не более 0,8 мм. С нормальными ножами риск вырывов при такой глубине минимален. Перед последним «чистовым» прогоном заготовки рекомендовано устанавливать глубину реза не более 0,4 мм.
Перед тем как подавать заготовку, подождите пока рейсмус наберет максимальное число оборотов. Если станок имеет регулировку скорости подачи, первые проходы уместно делать на больших скоростях. Последние «чистовые» прогоны лучше производить на низких оборотах — это обеспечит более качественную обработку поверхности.
И, наконец, даже если одна сторона доски имеет идеально отфугованную пласть, рейсмусование детали производят попеременно с обеих сторон — обрабатывают сначала одну пласть, затем переворачивают доску и прогоняют через станок другой стороной. Неравномерное удаление материала с разных сторон доски может увеличить дисбаланс внутренних напряжений и привести к ее короблению.
Как избежать дефектов поверхности: вырванных волокон, задиров, вмятин?
Одна из главных задач рейсмуса — создание гладкой поверхности. Но так получается далеко не всегда. Вырванные волокна, задиры, вмятины и другие дефекты поверхности, которые невозможно устранить шлифованием, — это проблемы, доставляющие немало головной боли. Чтобы свети к минимуму или же вовсе избежать подобных неприятностей, рекомендуем придерживаться нескольких простых правил.
Контролируйте скорость подачи и толщину съема материала. Это то, о чем мы говорили выше. Шаг съема материала — не более 0,8 мм; на последних проходах — не более 0,4 мм. Чистовые проходы лучше делать на небольших скоростях.

Подавайте заготовку с правильной ориентацией волокон. Самый надежный способ избежать вырывов — это внимательно изучать направление волокон на заготовке и правильно подавать ее в рейсмусовый станок. Волокна на торце должны быть ориентированы вниз, как бы спускаться в станок так, как это показано на фото.
Подавайте доски под небольшим углом. Загружая доску, ориентируйте ее под небольшим углом — это уменьшает риск вырванных волокон на ее торце.
Подключайте систему стружкоудаления. Попадание стружки под вальцы приводит к образованию вмятин на поверхности доски. Избежать такого дефекта помогает исправно работающая система пылеудаления. Инвестиция в хороший промышленный пылесос даст не только хорошо обработанную поверхность, но и защитит от перегрева двигатель, предотвратит пробуксовку досок внутри станка, увеличит срок службы ножей.
Следите за остротой ножей. Вырванные волокна и полосы на оструганной поверхности могут объясняться затупившимися ножами. При появлении подобных симптомов следует переставить лезвия (если речь идет о двусторонних ножах), заточить их (если предусмотрена возможность переточки) или установить новый комплект.
Как убрать ступеньку на рейсмусе?

Ступенька — это небольшое углубление длиной в несколько сантиметров, образующееся в начале и в конце доски, пропущенной через рейсмус. Этот дефект возникает из-за того, что на входе и выходе один конец заготовки какое-то время не поддерживается вторым подающим роликом — когда на доске располагается только один валец, ножевой вал снимает немного больше материала, образуя ступеньку. Эта проблема присуща всем портативным рейсмусам. Но глубину ступеньки легко уменьшить или же вовсе свести на нет при помощи несложных приемов.

Подавайте заготовку под острым углом (фото 1). Это не только обезопасит от вырывов на торце доски, но и сведет к минимуму размеры ступеньки. Последующие доски подавайте одну за другой, плотно стыкуя их торцы (фото 2).

Убрать ступеньку на рейсмусе можно при помощи еще одного приема: нужно немного приподнять один конец доски на входе (фото 3), и аналогичным образом поступить, принимая заготовку на выходе (фото 4).
Что важно знать о рейсмусовых ножах?
Самостоятельная заточка ножей рейсмуса — процесс непростой, от которого большинство мастеров предпочитает отказываться после первых неудачных экспериментов. Угол заточки на всех ножах — обычно ножевой вал имеет два или три лезвия — должен быть строго одинаковым, в противном случае это может привести к тому, что на доске будут образовываться полосы и другие дефекты. Более того, заточке могут подвергаться только специальные лезвия, которые изначально рассчитаны на это.

Срок полезного использования ножей зависит от множества факторов: интенсивности эксплуатации станка, ширины обрабатываемых досок, их твердости и, конечно, качества самого ножа. Наиболее долговечны лезвия из чистосортных твердых сплавов с добавлением кобальта или вольфрама.
Чтобы продлить жизнь строгальных ножей задействуйте всю ширину рабочей зоны станка. Приучите себя подавать заготовки не только по центру стола, но и смещая ее к краям. В этом случае лезвия будут изнашиваться равномерно по всей длине вала, а не только посередине, и прослужат намного дольше. Перед подачей пиломатериала в станок внимательно изучайте заготовку на предмет гвоздей, металлических скоб и других инородных предметов, которые испортят ножи.
Доска плохо идет через станок. С чем это связано?
В правильно настроенном и исправно работающем рейсмусе доска равномерно протягивается через станок, имея на выходе чистую и гладкую поверхность. Но на деле так бывает не всегда. В процессе обработки доска может двигаться с неодинаковой скоростью, делать рывки или останавливаться, продолжая движение вперед только после подталкивания; а на выходе на ее поверхности нередко образовываются выхваты волокон или прижоги. Такие симптомы не являются нормальными, и могут объясняться несколькими причинами.
Скорее всего пришло время сменить ножи. Тупые лезвия способны значительно замедлять подачу, а при сильном износе вызывать прижоги.
Проблемы с проходом доски также могут объясняться тем, что под вальцы попадает стружка, из-за которой ослабевает сцепление с доской и возникают пробуксовки. Наиболее эффективно проблему отходов может решить только внешняя система стружкоудаления.
Наличие поверхностных загрязнений — еще одна причина проскальзывания прижимных вальцов по заготовке. Если вы заметили, что ролики сильно запачканы грязью или смолой, протрите их чистой ветошью, смоченной в уайт-спирите или керосине. Аналогичным образом можно поступить и с металлическим столом станка.
Как выровнять покоробленную доску? Фугование рейсмусом

Сразу отметим, рейсмус способен справиться далеко не со всеми видами коробления. Исправление крыловатости и других видов сложной деформации — это компетенция фуганка. Но когда речь идет о простом продольном или поперечном короблении, проблему можно решить и обычным портативным рейсмусом.
Мы уже рассказывали почему рейсмус не может исправить деформации. Когда в станок подается кривая доска, она с большим усилием прижимается вальцами и временно выравнивается, но на выходе принимает исходную форму. Таким образом, пройдя через рейсмус, заготовка становится тоньше, но сохраняет кривизну.
Чтобы не дать вальцам выпрямить доску, нужно заполнить зазор между покоробленной доской и столом рейсмуса. Для этого удобно использовать приклеенную полоску шпона; если нужно исправить сильное коробление — лучше подложить ламель из фанеры нужной толщины. В несколько проходов через рейсмус покоробленная доска приобретает идеально ровную пласть, по отношению к которой уже без подкладки выравнивается обратная сторона.
Почему рейсмусование фанеры — не лучшая идея?
Есть несколько веских причин этого не делать. Клей и смолы, используемые для скрепления фанерных слоев, быстро затупляют ножи станка. При этом, пропустив фанеру через рейсмус, вы вряд ли добьетесь желаемого результата, и вместо ровной поверхности получите длинные вырванные волокна из тонкого слоя шпона, которые ко всему прочему сильно забьют стружкоотвод.
Фанеру нецелесообразно простругивать в размер, поскольку всегда проще выбрать материал нужной толщины. Если же вам нужна заготовка с безупречно гладкой поверхностью, используйте фанеру соответствующих сортов или решайте эту задачу при помощи шпонирования.
Техника безопасности. Чего не напишут в инструкции по эксплуатации
Мы не будем останавливаться на общих правилах техники безопасности, бесспорно, важных и обязательных к соблюдению при работе с любым деревообрабатывающим станком — их вы всегда найдете в инструкции по эксплуатации станка. Здесь мы предупредим о тех потенциальных рисках, которые не всегда проговариваются «сухим» языком техдокументации.
Будьте внимательны при подаче заготовки. Она быстро заходит в станок с довольно большим прижимным усилием. Попадание рук под доску во время ее затягивания в рейсмус может закончиться тяжелыми травмами.

Правильно обрабатывайте короткие заготовки. Строгать небольшие доски небезопасно. Такие детали могут «выстрелить» из станка нанеся травмы или повредить имущество мастерской. Безопасно обработать короткие заготовки можно с помощью несущих брусков, подобранных вровень по толщине.
Становитесь сбоку от станка. Даже при работе с длинными досками, которые протягиваются более послушно, заведите привычку становиться сбоку от станка. Если заготовка слишком длинная и ее неудобно принимать в этом положении, используйте удлиняющий стол или роликовые опоры.
Не пытайтесь снять кожух. Несмотря на очевидную опасность такого поступка, некоторые предпочитают решать проблему стружкоудаления именно таким образом. В отличие от промышленного пылесоса, снятый кожух полностью не решит проблему отходов, зато в разы увеличит риск получения травмы.

Правильно обрабатывайте кромки. Простругивая материал по ширине, следите за тем, чтобы в подаваемом наборе присутствовали доски приблизительно одинакового размера. Заготовка с сильно выступающей кромкой может быть вырвана из пакета вращающимся валом.
Что такое рейсмус и для чего он нужен? Станок деревообрабатывающий многофункциональный бытовой с рейсмусом
В наборе инструментов любого плотника или слесаря обязательно должен быть рейсмус. Его функция позволяет корректно фиксировать размерные показатели, прокладывать точные проекции и определять правильность положения тех или иных объектов или конструкций в строительстве и монтаже. Однако вопрос о том, что такое рейсмус, предполагает неоднозначный ответ. С одной стороны, это может быть незатейливый деревянный прибор с двумя-тремя компонентами, а с другой – полноценный обрабатывающий станок, в котором функция рейсмуса предусмотрена в качестве вспомогательной.

В чем заключается функция рейсмуса?
Обычно рейсмус приобретается для работы с древесиной. Как уже отмечалось, классическое устройство позволяет фиксировать геометрические параметры заготовки, производить замеры, переносить данные с чертежей на реальные материалы и т.д. Однако полноценный рейсмус по дереву в виде станка обладает более широкими возможностями. Если ручные модели применяются только для разметки, то настольное оборудование на месте реализует и обрабатывающие действия. Но и здесь есть своя специфика. Коррекция заготовок по форме и размерам производится по типу фуговальных машин или рубанков. То есть это именно корректирующая машина, по функционалу близкая к шлифовальным станкам. Такие агрегаты применяются и в профессиональных целях на мебельных фабриках, и в быту при строительстве небольших объектов или конструкций с применением древесного материала.
Конструкция обычного рейсмуса

Простейшая модель такого типа формируется тремя компонентами – базовой несущей стойкой с размерной шкалой, зажимом или ухватывающим приспособлением и небольшим устройством для нанесения разметки. Характерной чертой бюджетных домашних рейсмусов является материал изготовления – это модели, выполненные из той же древесины, но твердой породы. По конструкции готовый прибор представляет собой колодку, в которой имеется прямоугольное отверстие. Используя перемещение функциональных элементов в виде реек, пользователь может выполнять динамическую разметку. Для понимания, что такое рейсмус в традиционном исполнении, следует учитывать и значимость чертежных компонентов – штырей. Их может быть несколько. Например, двойная конфигурация разметки позволяет выполнять разметку, сформированную параллельно идущими линиями.
Особенности станков с рейсмусами

Кардинально отличаются от обычных рейсмусов станковые модели. Они предназначены для механической обработки древесного материала посредством ножей. Как правило, станок деревообрабатывающий многофункциональный бытовой с рейсмусом состоит из станины, рабочей площадки и упомянутых ножевых элементов. Роль оператора в процессе эксплуатации может быть разной. В бюджетных моделях, где не предусматриваются автоматические системы, он сам подает заготовку и ее же принимает с другой стороны рабочей поверхности. Но есть и автоматические модели, которые могут выполнять и серийную обработку без контроля со стороны оператора.
Важно учитывать отличия такого рода станков от фуговальных агрегатов. Здесь вновь стоит обратиться к вопросу о том, что такое рейсмус станкового типа. Это машина, которая за счет ножей выполняет шлифовальные или строгальные операции. В свою очередь, фуговальные станки могут иметь ту же конструкцию, но благодаря большему количеству ножей (минимум три) они реализуют глубокий съем лишней массы с поверхности заготовки.
Советы по эксплуатации прибора
Главное в процессе установки – обеспечить стабильное положение конструкции. При этом станок может быть напольным и настольным. В обоих случаях надежная фиксация машины на поверхности обеспечит получение точного результата. Желательно использовать специальные крепежи, которые обездвижат рейсмус. Инструкция к настольным моделям, к примеру, рекомендует фиксировать агрегат посредством 4 комплектных болтов к верстаку или устойчивой рабочей платформе. Работа начинается после того, как барабан, оснащенный лезвиями, наберет должную скорость. Далее можно устанавливать заготовку на поверхность стола заподлицо. В процессе строгания тяжелых и длинных объектов следует немного приподнимать крайние части заготовки с двух сторон резки. Это позволит исключить выдалбливание или отрезание лишних частей.
Производители рейсмусов
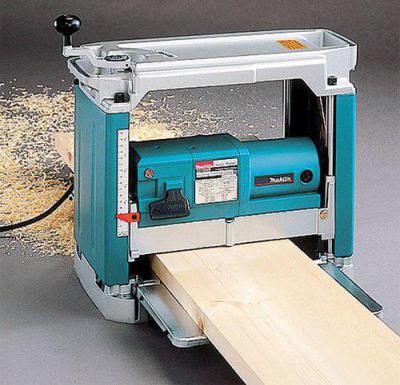
В той или иной модификации рейсмусы присутствуют в ассортименте практически всех крупных изготовителей строительного инструмента и оборудования. В частности настольный рейсмус для работы с небольшими объемами предлагают компании Makita и Dewalt. Это надежная техника, которая отличается долговечностью, эксплуатационной гибкостью и высокой эффективностью в плане обработки.

Интересные варианты предлагают и отечественные производители. Например, модель «Энкор Корвет-21» вполне подойдет для небольшой мастерской, занимающейся обработкой пиломатериала. Если требуется рейсмус универсальный для широкого спектра типовых операций, то можно обратиться к линейке «Калибр». Под этой маркой выпускаются также доступные по цене и выносливые в работе модели.
Как выбрать рейсмусовый станок?
Прежде всего, учитываются технико-эксплуатационные характеристики. Например, по глубине пропила можно понять, какой пласт с поверхности сможет снять станок за один проход. Эта величина варьируется в среднем от 1 до 3 мм. Не менее важна и ширина пропила, от которой в принципе зависит способность машины обслуживать заготовки того или иного формата. Бытовые модели обычно работают с шириной в диапазоне 300-330 мм. Зачастую важна и мощность. Она определит, какой производительностью располагает станок деревообрабатывающий многофункциональный бытовой с рейсмусом в конкретном исполнении. Данный показатель может составлять и 1,5 кВт, и 2 кВт. Модели, близкие к первому значению, подойдут для частных нужд, а станки мощностью более 2 кВт относятся к промышленному сегменту.
Заключение

Успешность эксплуатации станков такого типа зависит от множества факторов. Для определения отдельных нюансов использования техники надо понять, что такое рейсмус станкового типа в плане обслуживания. Это в первую очередь сложное и многокомпонентное устройство, требующее тщательного ухода после каждого сеанса обработки. Пользователь должен регулярно проверять техническое состояние агрегата, производить смазку элементов рабочей группы и поддерживать режущие качества ножей. Только в условиях грамотного всестороннего поддержания работоспособности рейсмуса можно ожидать и высокого качества его функции.
Что такое рейсмус и для чего он нужен

В производстве строительных работах применяется древесина, предварительно обработанная в цехах или по месту использования. Материал поставляется в виде досок, бревен, брусьев, реек и т.д. Быстроту, удобство и качество распила обеспечивают с помощью различного оборудования и электроинструментов, в число которых входят как универсальные модели, так и специализированные станки. Кроме того, плотники и мебельщики в своей работе часто пользуются дополнительными измерительными, разметочными и контролирующими приспособлениями, имеющими необычные названия. Простому обывателю вряд ли нужно задумывается над тем, что такое рейсмус, а что такое фуганок. А вот домашний мастер, самостоятельно занимающийся ремонтом на приусадебном участке или в доме, должен обязательно разбираться в подобных вопросах. Конечно же, это касается и профессионалов. 
Для чего нужен рейсмус
Однозначно ответить на вопрос, что представляет собой рейсмус, сложно. С одной стороны, так называют незамысловатый вспомогательный инструмент, состоящий из пары-тройки деталей. С его помощью производят точную разметку линий, отверстий, месторасположения шипов, прорезей и т.д. на поверхности какой-либо заготовки. С другой стороны, рейсмусом является деревообрабатывающий станок, выполняющий корректировку толщины с одновременным выполнением чистовой обработки пиломатериала. Возможности оборудования позволяют сократить до минимума отходы производства, что важно и для предприятий, и для частных застройщиков.
С немецкого «рейсмус» трактуется как «чертить размер». Ручной инструмент в полной мере соответствует подобному толкованию, так как с помощью именно этого прибора линии с чертежа попадают на заготовку. А вот детализированная разметка пиломатериала на станке относится уже к дополнительным функциям. Само оборудование имеет намного бо́льшие возможности, основной из которых считается заключительное выстругивание деревянных изделий по толщине после обработки их лицевой стороны на фуговальном станке.
Ручной рейсмус
Инструмент имеет простейшую конструкцию, состоящую как минимум из трех основополагающих компонентов:
-рабочей планки со шкалой или без шкалы;
-так называемой чертилки.
Кроме того, рейсмус комплектуется регулировочными винтами. Для возможности одновременного проведения нескольких разметочных линий, инструмент оснащают двумя-тремя параллельными планками, расположенными в просверленных в колодке отверстиях. Для чертилки допускается использовать карандаши, заточенные сверла, прочные заостренные штыри и даже саморезы.
Для удобства вычерчивания криволинейных линий на рабочую планку нередко устанавливают ролик.
Инструмент делают из плотной древесины или металла На видео можно посмотреть, что такое рейсмус для разметки, а также быстрый способ его изготовления.
Рейсмусовый станок
Многофункциональное деревообрабатывающее оборудование располагается на станине. На горизонтально расположенную рабочую площадку укладывается заготовка, которая вручную или в автоматическом режиме продвигается к режущим элементам. Ножевой вал подравнивает обратную сторону пиломатериала, срезая ненужный слой до необходимой толщины. Чтобы заготовка при перемещении не болталась из стороны в сторону, по бокам ее удерживают вальцами, планками или роликами.
Рейсмусовый станок часто путают с фуговальным. Но в конструкцию последнего входит не менее трех ножей. Они выполняют более глубокий съем древесины с заготовки. На рейсмус изделие попадает лишь после предварительной обработки на фуговальном оборудовании, так как материал на рабочую площадку может быть уложен лишь плоской стороной.
Рейсмусовые станки бывают:
-одно- и двусторонними;
-напольными и настольными.
Односторонние модели относятся к бюджетному оборудованию. Ножевой вал в конструкции находится над рабочей площадкой, поэтому рейсмусование происходит лишь с одной стороны. Двусторонние станки имеют два ножа – над и на рабочей поверхности, что позволяет выполнять обработку сразу двух плоскостей. Такие агрегаты незаменимы при больших объемах работ.
При выборе рейсмусового станка обращают внимание на его мощность и производительность, на возможные габариты заготовок и количество ножевых валов. Немаловажным показателем является масса оборудования, так как она оказывает огромное влияние на степень вибрации станка во время работы. Еще пару факторов, которыми стоит заинтересоваться, – это наличие возможности регулировки толщины счищаемого слоя и глубина пропила за один проход. Именно эти характеристики помогут определить функциональность станка и удобство его эксплуатации.
При установке оборудования следует обеспечить его надежную фиксацию. Это касается как напольных, так и настольных моделей. Стабильность положения предотвратит опасные ситуации при работе рейсмусового станка, а также поспособствует получению более точных результатов в процессе обработки пиломатериалов и нанесении требуемых меток. В инструкции производителя даются указания по правильному креплению станины. Как правило, его производят при помощи болтов, входящих в комплект рейсмуса.
К работе разрешается приступать только после набора станком необходимой скорости вращения ножевых валов.
Важно понимать, что для разовой работы приобретать деревообрабатывающее оборудование будет экономически невыгодным решением. Гораздо рациональнее – арендовать станок, минимизировав время на его использование. Прежде чем обратиться в сервис проката строительных инструментов, рекомендуется разумно скомпоновать этапы работы с древесным материалом, временно отказавшись от сопутствующих процессов.
Что касается ручного рейсмуса, то его вполне можно изготовить собственными руками. Сложности в этом никакой нет, да и модель будет сделана под индивидуальные запросы. Вариации инструмента можно найти в большом количестве на просторах интернета.
Рейсмусовый станок

Среди столярных инструментов особо стоит выделить рейсмусовый станок, который заменяет рубанок. Он предназначен для комплексной обработки древесины, и функция рейсмуса (инструмента для разметки) является вспомогательной. Как работает рейсмусовый станок, из каких элементов состоит, и какие его виды бывают?
Для чего нужен рейсмусовый станок?

Основная функция этого станка — простругивание досок в размер по толщине. Пропуская доску через рейсмус и поочередно обрабатывая каждую ее пласть, вы получаете начисто обработанную заготовку с параллельными сторонами и одинаковой толщиной по всей длине.
Калибровка по толщине — это главная, но не единственная функция рейсмуса. Забегая вперед, отметим, что возможности рейсмуса можно использовать и для других операций: фугования кромок, калибровки досок по ширине и даже устранения некоторых видов коробления.
В русскоязычном лексиконе деревообработчиков название «рейсмус» используют для двух разных инструментов. У тех, кто только начинает знакомство с миром столярного ремесла, этот момент может вызывать путаницу. Поэтому не лишним будет напомнить, что «рейсмус» в контексте станка — это тот механизм, о котором мы сегодня говорим; а разметочный рейсмус — это ручной инструмент для нанесения разметки, параллельной прямым кромкам доски.
Конструкция рейсмусового станка
 Конструкция рейсмуса состоит из двигателя с прикреплённым к нему ножевым валом, также есть прилегающая рабочая поверхность и специальные вальцы.
Конструкция рейсмуса состоит из двигателя с прикреплённым к нему ножевым валом, также есть прилегающая рабочая поверхность и специальные вальцы.
Рейсмусовые станки применяются для обработки деревянных элементов и изготовления изделий в промышленном масштабе. Некоторые разновидности такого оборудования могут быть использованы и в бытовых целях.
Разные станки имеют определённые конструктивные особенности, отличаются мощностью функционирующего оборудования и спецификой выполняемых работ. Максимальная скорость валового вращения также может отличаться у разных моделей рейсмусов. Габариты станка, глубина производимого с его помощью пропила, ширина разреза также отличается у станков разного вида и размера в зависимости от их функциональных возможностей.
Эквивалент стоимости станков того или другого типа также отличается между собой: более мощные модели, имеющие самый широкий спектр решаемых задач и способов обработки деталей, как и более габаритные станки, стоят намного дороже, чем небольшие более дешёвые по цене бюджетные механизмы для обработки дерева.
Функционирование
 Обычно обработка материалов с использованием рейсмуса подразумевает проведение строгания деревянных заготовок и деталей, имеющих длину слегка большего размера чем длина установленного между вальцами расстояния.
Обычно обработка материалов с использованием рейсмуса подразумевает проведение строгания деревянных заготовок и деталей, имеющих длину слегка большего размера чем длина установленного между вальцами расстояния.
Рейсмус работает с использованием способа плоского строгания, подвергающегося обработке материала. При этом обработка деревянной заготовки осуществляется за счёт работы таких элементов:
- Ножевой вал. Входящий в конструкцию рейсмуса ножевой вал осуществляет основную функцию при обработке заготовки.
- Вальцы. Подача деталей на поверхность рабочего стола производится под действием установленных вальцов.
На рабочей поверхности деталь фиксируется при помощи специального механизма, что обеспечивает наиболее точную её обработку. После этого деталь подвергается строганию с помощью воздействующих на неё сверху ножевых лезвий.
Так происходит калибровка нужного размера деталей, что позволяет выполнить их абсолютно идентично по размеру, придать им такую же форму. Если у рейсмуса присутствует механизм автоматической подачи, то может быть настроена скорость, необходимая для протягивания деталей.
При использовании во время обработки специальных накладных деталей с помощью такого станка можно подвергать строганию материалы, имеющие расположенные противоположным образом грани непараллельного вида. При этом необходимо установить детали, задав им определённый угол наклона.
Выполнение работ по обработке деталей с использованием такого оборудования обеспечивает возможность получить наивысочайшее качество. Кроме того, обрабатывая пиломатериалы на рейсмусовом агрегате, можно выполнять работу наиболее точным образом, независимо от общего количества используемых деталей.
Рейсмусы являются весьма экономичной в отношении его обслуживания деревообрабатывающей техникой, которая отличается высоким уровнем производительности.
Используемый механизм работы позволяет осуществлять обработку пиломатериалов шириной до одного метра и чуть больше. При этом наибольшая глубина производимого пропила обычно равняется 145—155 мм и даже больше в зависимости от используемой модели.
Не упустите принципиальную разницу между схожими процессами
Несколько проходов штучного пиломатериала с нарушенной геометрией по фуговальному столу, позволяют получить прямой угол смежных поверхностей заготовки. А полученные плоскости будут использованы в качестве основания при дальнейшей калибровке. То есть, пропуская профугованные пиломатериалы через рейсмусовый станок, вы получаете идеально ровные параллельные поверхности и прямой угол, по всей длине доски или бруса.
Взаимозаменяемость этих этапов обработки исключена:
- Рейсмус не исправляет общей геометрии детали (отсутствует перпендикулярный рабочему столу упор, доска удерживается прижимными вальцами);
- Потенциал фуганка позволяет только исправить всевозможные «пропеллеры», «сабли», «лыжи» и прочие варианты деформации погонажа. Убирая только выступающие части смежных плоскостей искривленной доски, вы получаете приемлемую заготовку для последующей калибровки на рейсмусе. Предварительное фугование искривленной доски (бруса) со всех сторон, позволяет впоследствии снизить нагрузку на прижимные вальцы рейсмуса. Увеличивая тем самым эксплуатационный потенциал дорогостоящего оборудования.