

Wig сварка что это
Расшифровка методов сварки – MMA, TIG, MIG, MAG
Неспециалисту порой бывает трудно разобраться в терминах и определениях, применяемых в сварке. Сложность дополнительно вызвана тем, что не существует жестко регламентированных и классифицированных методов и приемов. Однако производители сварочного оборудования и материалов придерживаются общепринятых английских аббревиатур, речь о которых и пойдет в данной статье.
Расшифровка аббревиатур
ММА (РДС)
MMA (Manual Metal Arc)-ручная дуговая сварка штучными (покрытыми) электродами с помощью инвертора или трансформатора. Техническая литература советских времен оперировала обозначением РДС.
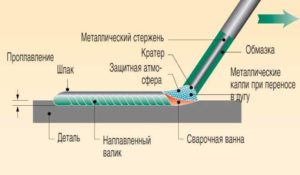
Процесс сварки происходит за счет плавления металлического стержня – электрода, покрытого специальной обмазкой, которые имеют свою классификацию. Основное ее предназначение заключается в защите сварочной ванны от воздуха, предотвращая окисление металла. Расплавленный стержень образует сварочный шов, а использованное покрытие остается в виде шлака.
РДС возможна как на постоянном, так и на переменном токе. При постоянном токе возможны два варианта подключения зажима массы и держателя электрода, поэтому существует сварка на прямой и обратной полярности. Переменный ток такой особенностью не обладает – как подключать электрод в данном случае не имеет значения. Приведенный рейтинг надежности сварочных инверторов поможет подобрать аппарат, который прослужит долгие годы.
Поскольку метод ММА самый популярный ввиду его простоты и относительно недорого применяемого оборудования, с вопросом как научиться варить электросваркой самостоятельно стоит ознакомиться непременно.
TIG(WIG) или РАДС
TIG (Tungsten Inert Gas) – технология дуговой сварки в среде инертного газа неплавящимся электродом. Вольфрам – (англ.Tungsten) очень тугоплавкий металл с температурой плавления около 3500 С, поэтому он является основой для производства подобного рода электродов. Иногда можно встретить иные вариации этого способа:
- WIG(Wolfram Inert Gas) – название образовано от немецкого написания;
- GTA (Gas Tungsten Arc) – в данной аббревиатуре опущено химическое взаимодействие защитного газа.
Выбор материалов осуществляется согласно цветовой маркировке вольфрамовых электродов, обозначающей типы свариваемых металлов , а также сварочные режимы.
Т.к. электрод является неплавящимся, процесс аргонной сварки происходит по другому сценарию:
- электрическая дуга возбуждается между концом электрода и свариваемым металлом;
- заполнение сварочного шва происходит путем подачи в сварочную зону специального присадочного материала – прутка;
- сварочная ванна защищается газовым облаком.
Защитным инертным газом, т.е. газом, молекулы которого химически не взаимодействуют в процессе сварки с основным и присадочным материалом, в данном случае выступает аргон. Именно поэтому за ним закрепилось название “ручная аргонно-дуговая сварка” или РАДС.
Стоит отметить, что данное название не совсем правильно, т.к. в роли защитного газа могут применяться другие газы – азот, гелий, а также газовые смеси.
Аргон может использоваться при сварке плавящимся электродов – MIG метод, речь о котором пойдет ниже.
В технических характеристиках сварочного оборудования помимо обозначения TIG всегда дополняется упоминанием рода сварочного тока DC (Direct Current) – постоянный ток или AC/DC (Alternating Current/Direct Current) – переменный/постоянный ток. В данном случае это очень важно. К примеру, сварка алюминия аргоном производится на переменном токе.
MIG / MAG
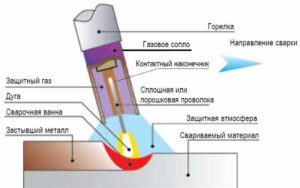
MIG/MAG (Metal Inert/Active Gas) – метод дуговой сварки в защитной среде инертного/активного газа с помощью плавящегося электрода в виде стальной или иной проволоки в зависимости от типа соединяемого металла.
Под МИГ или МАГ сваркой обычно подразумевают полуавтоматическую. Основной задачей данного способа была идея создания “бесконечного электрода”, чтобы тем самым добиться значительной производительности сварочных работ. Ведь при РДС методе приходится часто менять электрод по мере его расходования, что в некоторых случаях является крайне не удобным. Как и при ТИГ сварке здесь применяются защитные газы.
В роли инертного обычно выступает аргон и его смеси, который подходит, к примеру, для сварки алюминия и его сплавов полуавтоматом. Активным газом, т. е. взаимодействующим в процессе со свариваемым металлом, как правило является углекислый газ( углекислота). Вы можете услышать от сварщика словосочетание “сварка полуавтоматом в среде углекислого газа“, подразумевающий способ MAG(МАГ).
Данный способ наиболее распространен ввиду повышенной производительности по сравнению с MMA, и дающий лучший результат в качестве сварного шва.Определиться с выбором сварочного аппарата поможет рейтинг бытовых полуавтоматов на основе отзывов опытных сварщиков.
Надеемся, что данная статья поможет разобраться в классификации основных методов сварки, а также будет полезной при выборе оборудования и материалов с английскими аббревиатурами.
Аргонодуговая TIG/WIG сварка вольфрамовыми электродами
Tungsten Inert Gas (TIG) — это способ ручной или автоматической дуговой сварки. Он возможен при использовании неплавящегося электрода в углекислом газе или защитном инертном, с образованием результативной действующей смеси. Этот способ закладывается вместе с другими функциями практически во всех современных сварочных аппаратах. Лучшим неплавящимся материалом, применяемый при этом методе, является вольфрам, поэтому часто можно встретить аббревиатуру не TIG, а WIG.
Суть и способы сварки
 Сварка методом TIG применяется для соединения нержавеющих, конструкционных и углеродистых сталей, никеля, титана, алюминия, меди, кремнистых бронз, латуни, разнородных сплавов и прочих металлов. Он используется в теплоэнергетической, химической, пищевой, нефтеперерабатывающей и других отраслях промышленности.
Сварка методом TIG применяется для соединения нержавеющих, конструкционных и углеродистых сталей, никеля, титана, алюминия, меди, кремнистых бронз, латуни, разнородных сплавов и прочих металлов. Он используется в теплоэнергетической, химической, пищевой, нефтеперерабатывающей и других отраслях промышленности.
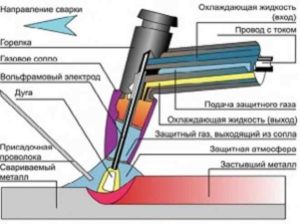
Между изделием и неплавящимся электродом образуется электрическая дуга, которая расплавляет кромки присадочного металла и свариваемого изделия. Горелкой в зону сварки подаётся газ, который защищает сварочную ванну, торец присадочной проволоки, электрическую дугу и кристаллизующийся шов от воздействия воздуха.

Классификацию ручной сварки можно представить:
- По способу зажигания дуги. Дуга зажигается касанием поверхности свариваемого изделия электродом или формирование дуги осуществляется при помощи выводных планок. Практичнее и проще сформировать дугу особым блоком — осциллятором.
- По виду потока защищённого газа. Газ должен равномерно распространяться по всему сечению сопла. Это достигается при ламинарном потоке или в газовой камере.
- По виду защитного газа. В качестве защитного газа может применяться аргон, гелий, азот или смесь газов.
- По виду дугового разряда. Возможна сварка непрерывно горящей дугой или сжатой дугой. Применяется импульсно-дуговая сварка, когда в процессе работы дуга пульсирует с заданным соотношением паузы и импульса.
- По техническим признакам. Сварка осуществляется погруженной или проникающей дугой, спаренными электродами и пучком электродов.
- По видам тока. Сварка бывает на постоянном или на переменном токе.
ТИГ-сварка является универсальным видом соединения самых различных металлов при любом положении в пространстве.
Характеристика электрода
Вольфрамовые электроды применяются для сварки неплавящимся электродом. Они отличаются высокой температурой плавления и тем, что не участвуют в формировании сварочного шва. Широкое применение получили такие марки (ГОСТ 23949−80):
- чистый вольфрам;
- с окисью лантана;
- с окисью иттрия;
- с окисью тория.
 Эти легирующие элементы улучшают качество вольфрама и добавляют стойкости к плавлению. Для различия стержней принята буквенная и цветовая маркировка. Буквенная говорит о химическом составе и примесях, а цветовая говорит о видах окиси, которые содержит электрод.
Эти легирующие элементы улучшают качество вольфрама и добавляют стойкости к плавлению. Для различия стержней принята буквенная и цветовая маркировка. Буквенная говорит о химическом составе и примесях, а цветовая говорит о видах окиси, которые содержит электрод.
Выбор диаметра электрода зависит от марки вольфрама, рода и величины сварочного тока. Если правильно подобрать режим сварки, то за каждый час сгорания расход стержня не будет превышать двух сантиметров. Температура рабочей среды может достигать 6 тыс. градусов тепла.
При нагреве неплавящиеся электроды могут в атмосфере окисляться, поэтому рабочая среда вольфрама защищается газом. За счёт использования аргона и гелия достигается качество сварки. Наиболее комфортной будет сварка с прямой полярностью при постоянном токе. В этом случае горелка комфортная и облегчённая, поэтому процесс сваривания проходит легко.
 Особенностью электродов для TIG-сварки является необходимость контролировать и подготавливать состояние их кончика. От этого зависит давление дуги на поверхность и распределение энергии, что влияет на глубину и ширину проварки изделия, а также размеры и форма шва. Правила заточки зависят от марки самого расходника и условий работы аргонодуговой сварки. Затачивать кончик электрода можно с применением болгарки или точильного круга.
Особенностью электродов для TIG-сварки является необходимость контролировать и подготавливать состояние их кончика. От этого зависит давление дуги на поверхность и распределение энергии, что влияет на глубину и ширину проварки изделия, а также размеры и форма шва. Правила заточки зависят от марки самого расходника и условий работы аргонодуговой сварки. Затачивать кончик электрода можно с применением болгарки или точильного круга.
Особенности аргонодуговой сварки
 Аргонодуговая сварка ввиду высокой универсальности получила широкое применение. В качестве защитного газа при сварке применяют аргон. Сварка делится на ручную сварку и автоматическую. С её помощь можно получить швы с ровной структурой, аккуратным видом и высокой прочностью.
Аргонодуговая сварка ввиду высокой универсальности получила широкое применение. В качестве защитного газа при сварке применяют аргон. Сварка делится на ручную сварку и автоматическую. С её помощь можно получить швы с ровной структурой, аккуратным видом и высокой прочностью.
Основным инструментом выступает аргоновая горелка: с её помощью выполняется соединение металлов. Ввиду специального исполнения вольфрамовый электрод фиксируется с таким расчётом, чтобы конец его стержня выступал над керамическим соплом на несколько миллиметров.
Короткая дуга обеспечивает максимальную глубину проплавления изделия. От техники подачи присадочного материала зависит, насколько аккуратным будет сварочный шов и какую ширину будет иметь. Присадка должна постоянно находиться в зоне защиты и поступать спереди сварочной горелки.
Аргонодуговая сварка TIG будет успешной при соблюдении определённых правил:
- Изделия должны быть подготовлены для сваривания — обезжирены и очищены.
- Чтобы создать защитную среду до выполнения работ, аргонный газ подаётся за 10 секунд.
- Длина дуги должна быть минимально возможной.
- Варить нужно только в продольном направлении, без отклонений в поперечное направление.
- Если подача аргона нарушена, то работу необходимо остановить, так как электрод и присадка должны быть под его защитой.
- Чтобы металл не разбрызгивался, пруток (присадочная проволока) додаётся плавно.
- Качество шва считается хорошим, если сварочная ванна удлинена.
- Завершаются сварочные работы принижением силы тока и отключением через 10 секунд подачи газа.
У каждого вида аргонодуговой сварки свои особенности, определяются они применяемым оборудованием.
Оборудование для сваривания
 Все работы в защитной среде газов осуществляются с помощью специальных устройств, предназначенных для аргонно-дуговой сварки TIG или модифицированным под такие работы оборудованием. Комплектация установок состоит из следующих элементов:
Все работы в защитной среде газов осуществляются с помощью специальных устройств, предназначенных для аргонно-дуговой сварки TIG или модифицированным под такие работы оборудованием. Комплектация установок состоит из следующих элементов:
- Сопло. Оно предназначено обеспечивать работу горелки. Изготавливают его из термоустойчивого материала, так как температура сварочной ванны при нагреве может достигать 2000 °C. В зависимости от типа металла диаметр сопла разный.
- Горелка. Её конструкция зависит от метода проведения работ. Если горелка будет с водяным охлаждением, это позволит контролировать перегрев электрода и температуру сварочной ванны.
- Осциллятор. С помощью этого приспособления обеспечивается поджигание дуги бесконтактным методом. Он не только поддерживает стабильность электрической дуги, но и генерирует разряд для пробивания дугового промежутка.
- Источник напряжения. Выпускаются как сварочные инверторы, так и трансформаторные установки. Предпочтительнее инверторные устройства, они создают равномерное напряжение, что положительно сказывается на качестве сварочного шва.
- Балластный реостат. С его помощью регулируется сила тока, которая подаётся на дугу. Он поможет подобрать оптимальные варианты для работы с разными металлами.
- Дополнительные аксессуары. Таким элементом может выступать сварочный пост. Он облегчает полный процесс выполнения сварочных работ.
Инверторные аппараты получили широкое применение в быту, они простые в применении и обладают небольшими габаритами.
Рейтинг инверторных аппаратов
Современные сварочные инверторы значительно облегчили работу сварщикам и осуществили скачок в электросварке. К трём лучшим моделям, по отзывам пользователей можно отнести:
- Сварог TECH ARC 205 B (Z 203);
- Ресанта САИПА-190МФ;
- FUBAG IN 176.
Модель Сварог TECH ARC 205 B (Z 203) — это один из самых выносливых и надёжных аппаратов с аргонодуговой сваркой, который выпускает российская производственная компания. Его основные характеристики:
- напряжение на входе — 187−253 В;
- сварочный ток TIG — 10−200 А;
- тип выходного тока — постоянный;
- мощность — 9 кВ * А.
 КПД этого аппарата составляет 85%, он имеет форсаж дуги с типом поджига прикосновением. Модель обладает небольшими габаритами и весом 8 кг, поэтому незаменима при частых передвижениях. Производитель предоставляет гарантийный срок — 5 лет. Аппарат не перегревается, потребление электрической энергии незначительное.
КПД этого аппарата составляет 85%, он имеет форсаж дуги с типом поджига прикосновением. Модель обладает небольшими габаритами и весом 8 кг, поэтому незаменима при частых передвижениях. Производитель предоставляет гарантийный срок — 5 лет. Аппарат не перегревается, потребление электрической энергии незначительное.
Прибор Ресанта САИПА-190МФ предназначен для профессиональных сварщиков. Производятся эти приборы в Китае, а реализуются латвийской компанией «Ресанта». Это устройство позволяет варить практически всеми типами сварки. Сварочный ток в режиме TIG — от 10 А до 190 А, а продолжительность включения 70% при максимальном токе. Он обладает качественным проваром и берёт металл до 10 мм.
Основным недостатком этой модели являются её габариты и вес — более 18 кг.
Аппарат FUBAG IN 176 производится немецкой компанией профессионального электрического оборудования. Модель отличается своей функциональностью, микропроцессорным управлением, небольшими габаритами и весом — 4,5 кг. Этим устройством можно варить в любом положении, регулируя в процессе работы сварочный ток.
Модель имеет запатентованный дизайн. С ней легко перемещаться от объекта к объекту и без усилий работать в труднодоступных местах.
Преимущества и недостатки
Сварка в среде аргона имеет ряд преимуществ по сравнению с другими видами сварки. Благодаря им, этот вид сваривания металлов получил довольно большое распространение. К преимуществам можно отнести:
- применение малых токов, что оказывает положительное влияние на работы, требующие высокой точности;
- работы выполняются без электродных покрытий и флюсов;
- эстетичность и высокая прочность сварочных швов;
- путём наплавки можно восстановить изношенную часть изделия;
- можно работать с металлами, плохо поддающимися сварке;
- возможность работать с массивными конструкциями и мелкими деталями;
- малое количество выделяемых аэрозолей;
- отсутствие искр во время работы, что говорит о пожаробезопасности;
- качественная резка металлов с отсутствием отходов.
Несмотря на простоту техники сваривания и возможности курировать весь процесс, сварка в среде аргона имеет свои недостатки:
- довольно дорогостоящее оборудование для выполнения работ;
- сварщик должен иметь высокую профессиональную квалификацию;
- возникновение в процессе работы ультрафиолетового излучения;
- низкая производительность труда, особенно это характерно для ручных аппаратов;
- применение высокоамперной сварки требует дополнительного охлаждения;
- рабочее место должно быть защищено от сквозняков при работе на открытом пространстве.
Наличие недостатков не сказывается на востребованности этого современного метода сваривания.
Особенности и преимущества TIG сварки
Аргонодуговая TIG сварка (или просто сварка тиг) очень популярна у профессиональных сварщиков. Ее широко используют не только на крупных производствах, но и в небольших мастерских, например, автосервисах. Все дело в универсальности такой технологии: вы сможете без труда сварить как тонкий эстетичный шов, так и полностью проплавить толстые стыки деталей. Вам также не страшна сварка меди, алюминия или нержавеющей стали. Но не все так просто. Эта технология имеет ряд нюансов, которые нужно учесть перед сваркой.

В этой статье мы подробно расскажем, что такое аргонодуговая tig сварка, какие достоинства и недостатки есть у этой технологии, как правильно варить тиг сваркой и какое оборудование необходимо для работы.
Общая информация
Что такое автоматическая аргонодуговая сварка или ручная аргонодуговая сварка TIG? Давайте начнем с самой аббревиатуры. TIG означает «tungsten –Inertgasschweißen» (адаптивный перевод «вольфрам-защитный инертный газ»). В этой аббревиатуре заложена вся суть данного метода сварки: в работе применяется вольфрамовый электрод и защитные газы.

Вольфрамовый электрод — ключевой компонент TIG сварки. Он обладает уникальными свойствами: плавится при относительно небольшой температуре (около 3500 градусов по Цельсию), так что его можно без проблем использовать со всеми видами алюминия и стали. При этом «плавление» номинальное. Сам электрод считают неплавящимся, а это значит, что его необходимо периодически затачивать, чтобы дуга была стабильной и ее было легче вести. Сам стержень фиксируется в горелке, при этом нет нужды беспокоиться о длине электрода, поскольку неиспользуемая длина находится в специальном колпачке.
На конце горелки расположено сопло, в котором держится электрод, и вокруг горелки осуществляется подача защитного газа с помощью специальной кнопки. В большинстве случаев в качестве защиты используют газ аргон. Если не использовать аргон, то в сварочную ванну попадет кислород и качество шва будет неудовлетворительным. Соединение будет пористым и непрочным, не исключено образование трещин. Все эти проблемы и предотвращает газ.
Необходимо зажечь дугу. Она будет плавить предварительно разделанные кромки. Если есть возможность расположить детали как можно ближе друг к другу, то это хорошо. Шов получится очень надежным и герметичным. Если имеет место работа с зазорами или нужно сварить крайне прочный шов, способный переносить существенные механические нагрузки, то сварщики используют присадочную проволоку.
В качестве присадочного материала нужно использовать проволоку, изготовленную из того же металла, который требуется сварить. С помощью такой технологии можно легко сварить алюминий, с которым у новичков обычно много проблем. При высокой температуре на поверхности алюминия образуется окисная пленка, которая препятствует формированию качественного шва. В худших случаях пленка просто не дает сделать сварочную ванну и вести шов. С помощью тиг сварки можно решить эту проблему, поскольку защитный газ не дает пленке формировать на поверхности металла.
Применение
TIG сварка с поддувом получила свое распространение еще и потому, что температура горения дуги достаточно высокая. Благодаря такой особенности сварщик может соединить и углеродистую сталь, и цветной металл. При этом качество шва будет на достойном уровне. Можно работать с чугуном, алюминием и его сплавами, титаном и другими металлами. Особенно эстетичными получаются швы при тиг сварке нержавейки. Шов сразу получается чистым, его не нужно очищать от шлака или брызг.

Все эти достоинства TIG сварки позволяют данной технологии находить себе применение на заводах крупных автоконцернов, в пищевом бизнесе, в химической и нефтеперерабатывающей отрасли, многих частных автосервисах и станций технического обслуживания автомобилей.
Преимущества
Помимо всех перечисленных выше плюсов есть еще ряд достоинств, которые нельзя не упомянуть. Все они связаны, конечно, с использованием вольфрамовых стержней и инертных газов. Итак, плюсы:
- Не смотря на высокую температуру минимальная деформация металла при сварке за счет узкой зоны прогрева.
- Газ аргон тяжелее кислорода, поэтому воздух беспрепятственно вытесняется из сварочной зоны.
- Работа проводится быстро, обучиться не сложно, сваркой может заниматься даже мастер без высокой квалификации.
- Сварное соединение получается очень аккуратным и ровным, не требуется никакая механическая обработка шва.
- Можно сварить множество металлов, в том числе проблемных (вроде алюминия).
- Значительно меньше негативного влияния на экологию.
Недостатки
Аргоновая сварка всем хороша, но наша статья объективна, так что расскажем и о минусах:
- Сварка на открытом воздухе при ветреной погоде затруднительна, поскольку газ буквально выдувается из сварочной зоны (проблема решается установкой ветрозащитных щитов, но при этом расход газа существенно увеличиться).
- В отличие от других видов сварки, тиг сварка требует тщательной подготовки металла. Кромки нужно зачистить, не должно быть никаких следов масла и грязи, поверхности должны быть обезжирены. Если проигнорировать этот этап, то шов получится пористым и некачественным.
- Горелка устроена таким образом, что работа в труднодоступном месте может превратиться в настоящую проблему. Мастера предлагают увеличивать вылет стержня или обрезать электрод, но все это приводит к перегреву или другим неприятностям.
- Если вы используете в своем аппарате функцию «TIG lift», при этом разжигаете дугу вне сварочной зоны, то на поверхности металла могут образоваться следы, которые нужно потом зачищать. Но это скорее минус, связанный с неопытностью сварщика.
Как варить TIG сваркой
Запомните самое главное: 50% успеха — это правильный режим TIG. От этого зависит, насколько оправдаются ваши старания по подбору электрода. Но об этих особенностях мы поговорим позднее. Для начала расскажем о подготовке металла.
Очистите кромки от грязи, краски, масла и коррозии (если имеется). Даже если вам кажется, что кромки не нуждаются в очистке, все равно не игнорируйте этот этап. Затем нужно выбрать силу тока. От этого будет зависеть то, насколько хорошо проплавится металл. Ниже таблица с рекомендациями по установке силы тока.

Затем нужно установить полярность. Если вы работаете на постоянном токе, то используйте прямую полярность. Если вам предстоит тиг сварка переменным током, то соответственно обратную полярность.
Также нужно хорошо заточить электрод. Конец электрода следует отполировать. Если вам нужно сварить тонкий металл, то выбираются специальные электроды для тонкого металла, которые затем затачиваются до остроты. Если предстоит сварка тиг толстого металла, то можно изменять угол заточки.
Чтобы зажечь дугу можно провести электродом по поверхности металла (метод чирканья, по аналогии со спичками), можно включить функцию TIG lift, упрощающую поджиг дуги, или пользоваться методом бесконтактного поджига. Мы рекомендуем использовать именно третий метод, но он доступен только при работе с профессиональными дорогими аппаратами.
А теперь поговорим немного про оборудование, которое обязательно вам понадобиться, если вы решите заниматься этим видом сварки профессионально. Для начала приобретите или узнайте, если на вашем рабочем месте аппарат, в котором доступны разные режимы TIG сварки, кабель для крепления на массу, газовый баллон и редуктор. Это очень важно.
Также неплохо было бы узнать о том, какая горелка используется в вашем аппарате. Есть два типа: первый применяется при работе с тонкими металлами (до 3 миллиметров), второй соответственно для всех остальных металлов. Горелка для тонких металлов отличается малой мощностью, поэтому с ней удобнее работать, она быстро остывает. А вот горелка второго типа нуждается в дополнительной системе охлаждения. Например, система водяного охлаждения, когда в горелку встроена трубка с подачей холодной воды и спирта, чтобы вода не замерзла, когда система охлаждения долго не используется.
Вместо заключения
Сварка tig — технологичный и современный способ сварки, открывающий новые возможности даже для опытного мастера. Сварка аргоном с применением вольфрамового электрода или присадочной проволоки позволяет сварить различные типы металлов, от тонких до толстых. Вам доступна быстрая и качественная сварка меди, алюминия, чугуна и титана. Больше не нужно тратить уйму времени, пытаясь решить все проблемы, связанные с особенностями каждого металла.
TIG сварка — это выбор профессионалов своего дела. Эта технология востребована во многих сферах деятельности человека и постоянно требуются мастера со знанием этой технологии. Применяя в своей работе наши рекомендации вы сможете приступить к сварке и успешно завершить ее. Но не останавливайтесь на достигнутом, изучайте как можно больше теории, чтобы затем применить ее на практике. Желаем удачи в работе!
Особенности различных материалов при сварке ВИГ
Как уже говорилось, метод сварки ВИГ подходит для сваривания самых разных материалов. При этом одни материалы свариваются постоянным током, другие — переменным.
Далее описываются особенности различных материалов
Нелегированная и низколегированная сталь
Эти стали можно соединять всеми методами сварки плавлением. При выборе метода сварки чаще руководствуются экономическими соображениями, чем качеством. Поэтому сварка ВИГ, отличающаяся низкой мощностью, не часто применяется для сварки этих сталей. Исключением является сварка корня шва. При толщине стенки более 6 мм сваркой ВИГ заваривается только корень шва, а остальные операции выполняются методами сварки большей мощности. Вторым исключением является сварка трубопроводов малых диаметров. Для таких случаев нет ничего лучшего, чем сварка ВИГ.
Особенность состоит в том, что может начаться порообразование, например, в нелегированной трубной стали (например, P235), которая содержит мало кремния, а также при приваривании таких труб к основанию котла. Порообразование может начаться у сталей глубокой вытяжки, успокоенных только алюминием, если сварка выполняется с малым количеством присадочного материала. Из-за поглощения кислорода из атмосферы, чего нельзя полностью избежать даже при сварке в среде защитного газа, металл шва становится неспокойным, и из-за образования монооксида угля в металле шва могут образоваться поры. Для устранения порообразования вносят как можно больше кремний-магниевого присадочного материала, благодаря чему кислород соединяется без вреда для шва.
Аустенитные хромоникелевые стали
Этот материал особенно хорошо подходит для сварки ВИГ, поскольку благодаря хорошей вязкости металла шва образуются хорошо подогнанные гладкие верхние валики шва и плоская нижняя сторона корня шва.
В результате относительно небольшой скорости сварки ВИГ и низкой теплопроводимости хромоникелевых сталей при малой толщине стенки легко достигается перегрев. Из-за этого могут образоваться горячие трещины, которые снижают коррозионную стойкость. Перегрева при необходимости можно избежать, если использовать перерывы на охлаждение или охлаждение самого изделия. Охлаждение будет также способствовать уменьшению коробления, которое из-за высокого коэффициента расширения у хромоникелевых сталей больше, чем у нелегированных сталей.
У конструкций, подвергающихся впоследствии коррозионному воздействию, после сварки с поверхности шва и с обоих краeв основного материала необходимо при помощи щeтки, излучения, шлифовки или лeгкого травления удалить оставшуюся оксидную пленку и побежалость. Только после этого конструкции пригодны к дальнейшей эксплуатации. В противном случае оксидные плeнки приведут к сильному коррозионному разрушению. Это также относится к сварке труб, где необходимо очистить обе стороны корня шва. Поскольку механическую обработку произвести очень трудно, то рекомендуется предотвращать окисление при помощи формовки.
Алюминий и алюминиевые сплавы
Для сварки материалов из алюминия, за исключением случаев, описанных ниже, применяется переменный ток. Это необходимо для устранения на расплаве тугоплавкой оксидной плeнки. Точка плавления оксида алюминия (AI2O3) составляет около 2050 °C. При этом основной материал, например, чистый алюминий, плавится уже при температуре 650 °C. Алюминий имеет такое большое химическое сродство с кислородом, что, если поверхность основного материала перед сваркой очистить щeткой или скребком от окиси, то на поверхности расплава очень скоро вновь образуется оксидная плeнка. Эта плeнка из-за высокой точки плавления лишь частично расплавляется под электрической дугой Таким образом, если бы сварка осуществлялась постоянным током (отрицательный полюс), то большая часть поверхности покрывалась бы прочным слоем оксида алюминия. Это делает невозможным наблюдение за расплавом и затрудняет внесение присадочного материала. Конечно, оксидный слой можно было бы устранить путем использования флюсующих добавок, как это происходит при пайке, но это означало бы и дополнительные расходы.
При сварке переменным током открывается возможность разрушить и устранить оксидный слой при помощи носителей заряда в электрической дуге. Для этого подходят только ионы, поскольку электроны из-за своей малой массы не обладают достаточной для такого процесса кинетической энергией.
Когда отрицательный полюс находится на электроде, электроны перемещаются от электрода к изделию, а остаточные ионы от изделия к электроду. При такой полярности невозможен очищающий эффект. При обратной полярности более тяжeлые ионы попадают на поверхность изделия. За счeт своей кинетической энергии они могут разрушить и устранить оксидный слой.
Если бы сварка выполнялась на горячем положительном полюсе, то у электрода была бы очень низкая токонагрузочная способность. Поэтому данный вариант сварки ВИГ применим только для сварки очень тонких алюминиевых конструкций (с толщиной стенки до 2,5 мм). Компромиссное решение предлагает переменный ток. Когда на электроде находится позитивная полуволна, возникает очищающий эффект. Следующая за ней негативная полуволна снова охлаждает электрод. Поэтому говорят об очищающей и охлаждающей полуволнах. Токонагрузочная способность при сварке переменным током меньше, чем при сварке постоянным током на отрицательном полюсе. Но она значительно выше, чем при сварке на положительном полюсе. Это показывает, что для достаточного очищающего эффекта совсем не нужно целой позитивной полуволны, а достаточно 20 или 30% . Именно это используется в современных источниках тока для сварки ВИГ. Они производят искусственный прямоугольный переменный ток, в котором с помощью быстро реагирующих выключателей (транзисторов) на электрод попеременно переключается положительный и отрицательный полюс источника постоянного тока. При этом баланс отношения обоих полуволн может изменяться, например, от 20 % положительной/80 % отрицательной до 80 % положительной/20 % отрицательной.
Меньшая фаза положительного полюса обеспечивает более высокую токонагрузочную способность электрода, а при одинаковой установке тока – большую стойкость. В таких так называемых «прямоугольных источниках» может часто изменяться и частота искусственного переменного тока, например, от 50 до 300 Гц. Повышение частоты способствует сохранению электрода.
Прямоугольный искусственный переменный ток обладает и другими преимуществами. Поскольку ток при смене полярности имеет очень крутую характеристику, то время запаздывания дуги при прохождении через ноль значительно короче, чем при синусоидальной форме тока. Поэтому происходит более надeжное зажигание, даже без использования приспособления для зажигания, а электрическая дуга в целом стабильнее. При этом повторные зажигания дуги сопровождаются сильным гудением. Современные источники тока для сварки ВИГ позволяют выполнять сварку постоянным током, а также синусоидальным и прямоугольным переменным током.
В настоящее время также применяют вариант сварки ВИГ на отрицательном полюсе, при котором используется защитный газ с высоким содержанием гелия (например, 90 % He / 10 % Ar). При сварке на отрицательном полюсе, как уже было описано, оксидная плeнка на поверхности не разрушается. Однако она расплавляется при высокой температуре мощной гелиевой дуги. Поэтому она лишь немного повреждается. Сварка ВИГ постоянным током на отрицательном полюсе в среде гелия благодаря лучшему проварy применяется, в первую очередь, при ремонтных сварках литых деталей из алюминиево-кремниевых сплавов.
Следующей особенностью сварки такого материала, как алюминий, является его чувствительность к порообразованию при поглощении водорода. Тут ситуация намного критичнее, чем при сварке стали. Тогда как сталь при переходе из жидкого в твeрдое состояние ещe обладает способностью растворять в себе водород в объeме 8 см3 на 100 г металла шва, то алюминий в твeрдом состоянии практически не обладает такой способностью. Это значит, что весь водород, который поглощается при сварке, должен покинуть металл шва до того, как тот затвердеет. В противном случае в металле шва образуются поры.
Источниками водорода при сварке ВИГ алюминия, в первую очередь, могут быть оксидные плeнки на основном материале. Они связывают влагу, и поэтому их надо удалить перед сваркой щeткой или скребком. С другой стороны, дуга спокойнее, если на поверхности находится оксидная плeнка, так как она легче испускает электроны, чем чистый металл. Поэтому необходимо найти компромисс между стабильной электрической дугой и достаточной стойкостью против порообразования. Более эффективным показал себя способ, когда перед сваркой поверхность изделия основательно очищается от окисей, но сварка выполняется только через час или два, когда образуется новый тонкий оксидный слой. Порообразованию способствуют также оксидная плeнка на поверхности сварочного прутка. Поэтому присадочные материалы из алюминия необходимо хранить очень тщательно и не очень долго.
Медь и медные сплавы
Сварка меди усложняется, прежде всего, большой теплопроводностью меди. Поэтому при высокой толщине материала необходимо подогреть, как минимум, начало сварочного шва. Далее эффект подогрева развивается сварочным теплом, поэтому обширный прогрев необходим только при толщине стенки > 5 мм. Метод сварки ВИГ позволяет использовать для прогрева саму дугу, когда тепло вносится в начало сварочного шва вращательными движениями удлинeнной дугой.
Чистая медь, а также многие еe сплавы свариваются постоянным током и электродом на отрицательном полюсе. Переменным током свариваются только некоторые сорта бронзы, какие как латунь и алюминиевая бронза.
Другие материалы
Кроме уже описанных материалов, для которых применяется сварка ВИГ, необходимо также отметить никель и его сплавы. Наиболее важными являются хромоникелевые сплавы (например, инконель) и медноникелевые сплавы (например, монель-металл). Сварка ВИГ может также применяться для титана и его сплавов. Для этих материалов лучше всего подходит постоянный ток с отрицательно поляризованным электродом. При сварке титана необходимо, чтобы в среде защитного газа находилась не только область сварного шва, но и металл на значительном удалении от места сварки, а чтобы избежать цвета побежалости, необходимо подавать защитный газ и на обратную сторону шва. Иначе материал станет хрупким из-за поглощения атмосферных газов.
Wig сварка что это
Офицальный представитель
Made in Germany
Статьи о сварке
- Сварочные процессы
- Ручная дуговая сварка
- Аргонодуговая TIG сварка
- Полуавтоматическая MIG/MAG сварка
- 10 ошибок сварочного процесса и простые пути их решения
- Сварочное оборудование и материалы
- Подбор оптимального сварочного аппарата
- Как выбрать сварочный инвертор
- Как выбрать сварочный инвертор (продолжение)
- Цикл сварки, ПВ
- Сварочная горелка для полуавтомата
- Сварочные контактные наконечники и сопла для сварки
- Выбор сварочного защитного газа
- Правильный выбор сварочной проволоки
- Важное средство защиты — сварочная маска
- Сварка металлов
- Электродуговая сварка стали
- Сварка нержавеющей стали
- Сварка алюминия
- Сварка чугуна
- Сварка титана и его сплавов – технология и особенности
- Сварка меди и медных сплавов
- Автоматизация и роботизация
- Автоматизация сварки: гибкая или фиксированная система?
- Сварка балок
- 5 положений при выборе, эксплуатации и техническом обслуживании сварочного позиционера
- Задание реалистичных целей для проектов роботизированной сварки
- Роботизированная TIG сварка
- Технология тандем сварки
- Промышленные роботы. Сварочные роботы в автоматизации процессов
- Сварочные роботы и бережливое производство
- Разное о сварке
- Основные виды сварных соединений и швов
- Виды дефектов сварных швов и методы их устранения
- Электродуговая сварка труб
- Плазменная резка металла
- Индивидуальные средства защиты сварщика
- Сварочная дуга и ее характеристики
- Предназначение подающего механизма для полуавтоматической электросварки
- Контактная сварка
- Виды контактной сварки
- Устройства для ручной точечной сварки
Читайте также.
Рассылка новых материалов
ПОДПИСЫВАЙСЯ вКонтакте!
Аргонодуговая TIG сварка
- размер шрифта уменьшить размер шрифта
 увеличить размер шрифта
увеличить размер шрифта
Из всех процессов дуговой сварки TIG сварка (Tungsten Inert Gas) наиболее способствует достижению высокого качества сварочных швов и является наиболее универсальной. В плане того, какие различные материалы можно сваривать и в каких пространственных положениях.
 Аргонодуговая TIG сварка является чрезвычайно универсальным процессом и может использоваться практически при сварке любых металлов, в том числе и разнородных, толщиной от 0,3 мм.
Аргонодуговая TIG сварка является чрезвычайно универсальным процессом и может использоваться практически при сварке любых металлов, в том числе и разнородных, толщиной от 0,3 мм.
Иногда её называют сварка WIG сварка, сокращенно от Wolfram Inert Gas или аргонодуговая сварка переменного и постоянного тока AC/DC.
Высокое качество сварочного шва в обмен на скорость сварки
Однако высокое качество TIG сварки достигается за счет более длительного времени, затрачиваемого на этот процесс. TIG сварка, как правило, медленнее, чем другие процессы дуговой сварки (MIG или MMA), и применяется там, где качество имеет решающее значение.
TIG сварка используется для сварки легких металлов, таких как магний, алюминий на переменном токе AC. Тонкие листы из нержавеющей стали и сплавы из меди, как правило, также свариваются при помощи этого процесса, на постоянном токе DC.
Наиболее часто используемый газ для аргонодуговой TIG сварки — чистый аргон, для всех материалов. В отличие от MIG сварки, где определенный газ или газовая смесь должны быть использованы для соответствующего свариваемого материала.
TIG сварка в сочетании с высокой производительностью MIG/MAG сварки
В некоторых случаях, TIG сварку используют в сочетании с полуавтоматической MIG/MAG сваркой. Например, при соединении труб для морской промышленности, TIG применяется для корневой сварки, а MIG для последующего заполнения разделки шва. Это дает высокое качество корня шва, в сочетании со скоростью заполнения остальной части разделки.
При сварочном процессе TIG используется неплавящийся вольфрамовый электрод и инертный газ (обычно аргон). Вольфрам применяется в качестве материала для электродов и из-за его высокой температуры плавления и хороших электрических характеристик. Инертный газ используется в качестве защиты сварочной дуги, электрода и сварочной ванны от воздействия атмосферы. В сварочную ванну подается присадочная проволока, в ручном или автоматическом режиме.
Схема аппарата для аргонодуговой сварки

Для сварки процессом TIG требуется высокая квалификация сварщика. Сварщик должен держать сварочную горелку в одной руке, в то время как другой рукой должен обеспечивать подачу присадочного металла в ванну. Зажигание дуги является важным в процессе сварки. Оно бывает контактным и бесконтактным.
Контактное и бесконтактное зажигание дуги
Контактное зажигание дуги происходит при прикосновении вольфрамового электрода изделия, после чего, при подъеме горелки, возбуждается дуга. Данный способ зажигания является не оптимальным для аргонодуговой TIG сварки, так как при нем в основном металле остаются вольфрамовые включения, которые могут привести к дефектам сварного шва.
При бесконтактном способе зажигания, поджиг дуги обеспечивает высокочастотный генератор. Сварочная дуга возникает после нажатия на кнопку на сварочной горелке при расстоянии между электродом и изделием 1,5-3 мм.
При выборе сварочного аппарата TIG, вы должны знать, какая вам требуется мощность источника для проводимых работ. Необходимо оценить объем работ в настоящее время и с прогнозом на будущее. Следующий вопрос — нужен ли переменный ток или достаточно постоянного тока источника питания. Имейте в виду, что алюминий и магний свариваются переменным током (AC). А нержавеющие стали и обычная сталь — при помощи постоянного тока (DC). Если требуется варить и то и другое, используют аппараты с постоянным и переменным током AC/DC.
Аппараты для TIG сварки, как правило, доступны с диапазоном сварочного тока от 150А до 500А и способны работать при токах от 3A. TIG аппараты могут быть использованы для пайки и сварки штучными электродами.
Надеемся, эта статья поможет вам при выборе аппарата, с удовольствием поможем вам и в будущем.
© Смарт Техникс
Данная статья является авторским продуктом, любое её использование и копирование в Интернете разрешена с обязательным указанием гиперссылки на сайт www.smart2tech.ru
Видео по аргонодуговой TIG сварке:
Аппарат сварочный AC/DC/WIG TIG 200 Puls Plasma S
Профессиональный аппарат для ежедневного пользования
5 функции в одном комбинированном сварочном агрегате:
— Сварочный аппарат WIG (дуговая сварка вольфрамовым электродом в среде инертного газа) на 200 ампер
— Сварочный аппарат ручной дуговой сварки MMA на 200 ампер
— Функция переменного тока, что позволяет производить сварку деталей из алюминиевого литья и цветных металлов (латунь, бронза).
— функция пульсации повышает точность сварки
— Интегрированный плазменный резак на 50 Ампер
Сварочные аппараты WIG TIG AC/DC 200 PULS применяются во многих областях. В качестве хобби, при ремонте мотоциклов, автомобилей, грузовиков, балконных и лестничных перегородок, в моделировании, или в профессиональном и промышленном секторах, как например кораблестроении, авиастроении, металлоконструкциях и в школах сварщиков — со сварочными аппаратами STAHLWERK будут выполнены самые высокие требования.
Всегда чистый шов на любых заготовках!
Вновь разработанный инвертер WIG TIG и аппараты импульсной сварки позволяют высокоэффективно производить сварку постоянным током не только нержавеющей стали, но и нелегированных, низколегированных и высоколегированных сталей, сплавов на основе никеля, меди, специальных материалов и черных металлов. Для высокоточной сварки литых алюминиевых деталей и цветных металлов (латунь, бронза) сварочные аппараты серии AC DC WIG 200 Sоснащены функцией АС (переменный ток).
В наших сварочных аппаратах используется принцип высокопроизводительной технологии на базе системных чипов MOSFET фирмы TOSHIBA, который зарекомендовал себя на практике начиная с 1998 г. По сравнению с традиционными сварочными аппаратами, в данных сварочных аппаратах используется высокочастотный инвертер, что обеспечивает такие преимущества, как меньшие объем и масса аппарата, возможность бесступенчатого регулирования и экономия электроэнергии. Использования инвертерной технологии обеспечивает в течение длительного времени постоянную силу тока, что позволяет с большей точностью и надежностью производить настройку параметров сварки.
Тонкая дозировка посредством функции WIG Puls
Повышенная стабильность сварочной дуги обеспечивает более высокую точность сварки. Благодаря функции пульсации обеспечивается возможность более глубокого (10 мм) проваривания свариваемой детали без чрезмерного ее нагревания. Это исключает опасность сгорания свариваемой детали и обеспечивает получение более чистого и стабильного сварочного шва.
Функция пульсации в особой степени пригодна для сварки тонких пластин, материал которых не должен подвергаться чрезмерному нагреву. Функция пульсации позволяет также производить сварку листового материала без его сгорания. В зависимости от предварительной настройки в процессе сварки в течение определенного времени электрической дуге передается максимальная энергия, которая затем автоматически снижается.
Комфортабельная дистанционная регулировка
Для того, чтобы сделать процесс сварки максимально удобным, в аппаратах серии WIG TIG предусмотренна функция дистанционного регулирования тока с помощью педали. Педаль и другие аксессуары и запасные части WIG, MMA аппаратов и плазменных резаков CUT Вы найдёте в рубрике «Аксессуары и запчасти»
Консультация-Сервис-Поддержка
Вы не имеете достаточного опыта сварочных работ с WIG или MIG оборудованием? При необходимости каждый клиент имеет своего персонального консультанта, который поможет Вам оперативно и индивидуально определиться с выбором, оформить заказ и ответит на все интересующие вопросы. В качестве нашего сервиса и оборудования вы можете всегда убедиться, посетив наш сервисный центр. В случае неисправности оборудования, мы берём все заботы по сервисному обслуживанию на себя на протяжении всего гарантийного срока. Вы можете всегда обращаться к нам по любой проблеме, касающейся использования продукции STAHLWERK. Мы постараемся максимально быстро устранить любую неполадку или заменить приобретённый у нас товар в кратчайшие сроки. После окончания гарантийного срока наши клиенты по-прежнему получают от нас дальнейшую квалифицированную техническую поддержку. В случае возникновения проблемы, пожалуйста обращайтесь к нам. Наши специалисты помогут Вам найти положительное решение Вашего вопроса.
Каждый заказчик может посетить наше предприятие для получения более подробной информации,и при необходимости провести тестирование выбранного оборудования под руководством наших экспертов.
STAHLWERK
Знак качества для профессионалов
Все важнейшие параметры сварки задаются непосредственно на пульте управления:
Параметры сварки, устанавливаемые посредством поворотных регуляторов:
