

Vrd сварка что это
Основные характеристики сварочного инвертора
На что следует обратить внимание при покупке сварочного аппарата ММА
Максимальный диаметр электрода
По своей сути – та же характеристика диапазона рабочего тока. Иногда по неграмотности или злонамеренно указывается диаметр электрода, которым заявленным максимальным током варить не получится. Иногда наоборот: указан максимальный диаметр электрода, явно не дотягивающий до значения заявленного сварочного тока.

Последний вариант изредка является проблеском совести поставщиков-обманщиков. В качестве максимального тока они указывают ток короткого замыкания. А максимальный рабочий диаметр электрода указывают все-таки честно.
Тип сварочного тока: постоянный (DC) или переменный (AC)
Варить постоянным (иначе прямым, по-английски – DC) током проще: легче удерживать дугу. Поэтому 99,9% современных инверторных аппаратов ММА выдают постоянный сварочный ток.
А вот среди трансформаторов раньше большинство составляли как раз аппараты переменного тока.
Переменный ток (по-английски – AC) используется для сварки цветных металлов. Но не аппаратами ММА, а аппаратами TIG. Поэтому сварочный инвертор ММА, выдающий переменный ток, — большая редкость.

Напряжение без нагрузки
После включения аппарата, до момента поджига дуги напряжение на кончике электрода существенно выше, чем во время работы. И чем оно выше, тем легче поджечь дугу. Но стандарты запрещают уровень напряжения холостого хода на аппаратах, выдающих прямой ток, свыше 100В.

Для еще большего сокращения рисков используют т.н. блоки VRD. Аппарат, снабженный VRD, имеет на кончике электрода до начала поджига дуги всего несколько вольт. И лишь при прикосновении к металлу напряжение холостого хода восстанавливается до уровня, необходимого для поджига дуги.

На всех электродах всегда указывается полярность подключения, тип сварочного тока (постоянный или переменный) и минимально требуемый для поджига уровень напряжения холостого хода. Для абсолютного большинства широко распространенных электродов он не превышает 60В.
Напряжение холостого хода, также как и сварочный ток, зависит от уровня входного напряжения. Чем ниже напряжение в источнике питания, тем ниже напряжение холостого хода. Поэтому по мере снижения напряжения питания поджиг электрода становится все сложнее.
Рабочий цикл, он же ПВ (период включения), он же ПН (полезная нагрузка)
ПВ указывается двумя цифрами. Первая – сила тока. Вторая – процент времени. Например, «130А-50%» означает, что данный аппарат током 130А может варить половину времени. А столько же будет простаивать в ожидании охлаждения до рабочей температуры. Если измерения проводятся на максимальном токе аппарата, первую цифру опускают, оставляя только показатель в процентах. Например, если аппарат с номиналом 160А имеет напротив «ПВ» запись «30%», это означает, что током 160 ампер он может работать 30% времени, а 70% будет остывать.

Все верно. Остается только добавить, что отечественный ГОСТ Р МЭК 60974-1-2004 не устанавливает единой обязательной методики измерения показателя ПН для аппаратов ММА. «Стандарт не распространяется на источники питания для ручной дуговой сварки с ограниченным режимом эксплуатации, которые проектируются преимущественно для эксплуатации непрофессионалами» .

Европейская методика, изложенная в стандарте EN60974-1, предлагает измерение на нагрузочном стенде при температуре окружающей среды 40С только до первого отключения ввиду перегрева. Полученный результат относят к 10-минутному промежутку. Получается, сработала термозащита через 3 минуты, цикл аппарата на данном токе – 30%.

Методика концерна TELWIN. К настоящему времени ее используют большинство китайских производителей (тех, которые вообще проводят такие испытания своих машин). Сам итальянский концерн при замерах ПВ своих аппаратов по собственной методике после показателя скромно указывает «TELWIN». Абсолютное большинство китайских производителей этого не делает.

Наконец, существует российская, она же советская, методика. По своей сути она ближе к методике TELWIN: суммируются все промежутки за контрольный период, когда аппарат работал. Но отрезок берется не 10, а 5 минут. И – самое главное – аппарат сначала вводится в режим срабатывания защиты от перегрева, после чего начинаются измерения.

В итоге один и тот же аппарат по всем 3 методикам выдает совершенно различный процент! Естественно, самые скромные «циферки» получаются по европейской методике, а самые впечатляющие – до 2 раз и более – по методике Telwin.
Исполнение: класс защиты IP

Класс защиты IP указывает на исполнение электротехнических приборов в отношении твердых объектов (первая цифра) и жидкостей (вторая цифра).
Определить степень защиты аппарата можно визуально. Если у аппарата с IP21 все вентиляционные щели полностью открыты, то у IP22 они уже прикрыты сверху выступающими козырьками. А у аппарата с IP23 эти козырьки почти полностью закрывают щели.
Степень защиты IP24 и выше технически затруднена и не имеет смысла.
Исполнение: класс изоляции (по нагревостойкости)
Многие материалы при нагреве выше определенной температуры утрачивают свои рабочие свойства. Для стандартизации материалов по данному признаку введена классификация изоляции по нагревостойкости. Почти все сварочные инверторы на транзисторах IGBT имеют класс изоляции H, что соответствует предельной температуре нагрева 180С. Предыдущая «ступенька» — класс F – означает предел нагрева 155С. Выше класса F – только класс С, указывающий на возможную температуру нагрева свыше 180С.
Температура эксплуатации

Как и внутренний нагрев, внешний нагрев и особенно охлаждение накладывают на эксплуатацию определенные ограничения. Большинство инверторных сварочных аппаратов пригодны для работы в диапазоне от 0С до +40С. Если аппарат пригоден для эксплуатации на морозе, обязательно указывается его предельное значение: минус 20С или минус 40С.
Что такое vrd на сварочном инверторе

сварочный инвертор профи arc 200
Когда производители сварочных инверторов говорят об их достоинствах, упоминая дополнительные функции ARC force, HOT start и т.д., в этом, конечно, больше рекламы, чем разговоров о реальных достоинствах. По большому счету, говорить о подобных дополнительных функциях сварочных аппаратов, это то же, как говорить, например, о выключателях, что они не только выключают, но и включают электрическое питание! Речь идет о том, что функции, преподносимые как дополнительные, являются на самом деле неотъемлемой частью инверторной технологии.
Тем не менее, все эти функции инверторной технологии упрощают сварочный процесс, делая его доступным и простым не только для профи, но и для неофитов. Вот основные:
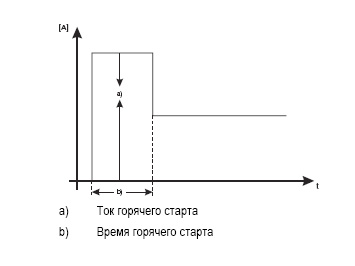
HOT start – простой поджиг дуги. Трудности с поджигом дуги возникают часто у новичков. В момент поджига сварочный ток повышается до необходимой величины, затем восстанавливаются рабочие параметры.
ANTI stick – предотвращает проблему залипания электрода в процессе поджига дуги. Сварочный ток понижается без участия сварщика, автоматически.
Arc force – обеспечивает легкость сварки и упрощает сварку вертикальных швов. По-русски, форсаж дуги.
VRD – понижение U холостого хода, пока оно не достигнет нормального (безопасного) уровня.
Добавить комментарий Отменить ответ
Для отправки комментария вам необходимо авторизоваться.
Cтоит ли ПОКУПАТЬ, отзывы сварщиков:
-
 Сварочный трансформатор PATRIOT 200AC 102,00 ₽
Сварочный трансформатор PATRIOT 200AC 102,00 ₽ -
 Зарядное устройство GreenWorks G24C 2490,00 ₽
Зарядное устройство GreenWorks G24C 2490,00 ₽ -
 Стабилизатор напряжения PRORAB DVR 1000 2597,22 ₽
Стабилизатор напряжения PRORAB DVR 1000 2597,22 ₽ -
 Стабилизатор Ресанта АСН-2000 Н/1-Ц Lux 3610,00 ₽
Стабилизатор Ресанта АСН-2000 Н/1-Ц Lux 3610,00 ₽ -
 Стабилизатор напряжения Ставр СН-2000 3920,00 ₽
Стабилизатор напряжения Ставр СН-2000 3920,00 ₽ -
 Сварочный аппарат BauMaster AW-79161 3990,00 ₽
Сварочный аппарат BauMaster AW-79161 3990,00 ₽ -
 Hitachi AB17 зарядное устройство 4076,87 ₽
Hitachi AB17 зарядное устройство 4076,87 ₽
ПОЛЕЗНЫЕ ФУНКЦИИ ИНВЕРТОРНЫХ СВАРОЧНЫХ АППАРАТОВ
ARC FORCE (Форсаж дуги) — когда напряжение электрической дуги из-за большой капли, образовавшейся на электроде, становится ниже определенного минимального значения, сила тока автоматически повышается. Это помогает капле оторваться от стержня электрода, тем самым позволяя электрической дуге освободиться и не погаснуть. Благодаря функции ARC FORCE процесс переноса капель через дуговой промежуток становится четким и равномерным.
HOT START (Горячий старт) — отвечает за надежное зажигание дуги и достаточный прогрев на еще холодном основном материале в начале сварки. Для этого в момент касания электрода с изделием происходит кратковременное повышение значения сварочного тока.
ANTI STICK (Анти залипание) — препятствует прокаливанию электрода, когда поджиг дуги заканчивается неудачей, и электрод «прилипает» к изделию. Разогрев электрода, вызванный сопротивлением, может повредить покрытие электрода вплоть до его отслаивания. Чтобы этого не произошло, если после короткого замыкания зажигания нарастания напряжения не происходит, ток немедленно снижается до нескольких ампер. После этого электрод можно легко отделить от изделия, и инвертор возобновляет установленные параметры сварки.
VRD (Voltage Reduction Device) — в переводе с английского означает «Устройство снижения напряжения». Суть работы данного устройства состоит в понижении напряжения холостого хода источника до безопасных для человека 9-12 вольт, т.е. снижается напряжение, когда аппарат включен, но сварка не производится. Как только начинается процесс сварки, устройство VRD восстанавливает рабочие параметры напряжения.

У Вас остались вопросы? Спросите наших экспертов!
Добавьте свой вопрос с форму
или закажите обратный звонок:
Введите корректный номер телефона
Наши специалисты свяжутся с Вами
в течении 15 минут
Ответы экспертов
Введите Ваше имя
Введите Ваш Email
Навигация по информационным разделам


К сожалению, бренд
снял с производства данный продукт. На, Вы можете задать интересующий вопрос в форме ниже. Наши специалисты могут предоставить полную информацию о продукте и провести экспертное сравнение аналогов!
Мы уверены в том, что у нас самые низкие цены на продукцию бренда
! Но, Вы можете оспорить это заявление, если нашли в другом магазине цену ниже. В ответ мы сделаем еще более выгодное предложение! Ознакомьтесь с условиями.
Мы гарантируем, что на Ваши запросы по почте или в форме обратного звонка
мы ответим в течение 15 минут
. И чтобы продемонстрировать серьезность своих намерений, готовы выплатить
500 рублей на Ваш мобильный телефон
, если мы не уложимся в это время.
Зачастую существуют различные варианты оборудования/материалов, которые отличаются по цене, надежности, удобству работы и опциям. У нас экслюзивное предложение —
проведем экспертное сравнение
и подберем продукт, который
закроет Ваши потребности
Политика некоторых брендов запрещает размещать цены на свои продукты в интернете. Но, Вы всегда можете узнать актуальную информацию о цене и наличии товара у наших менеджеров.
Мы всегда готовы предоставить лучшее предложение на рынке! У Вас крупный заказ или требуется большое количество единиц данного товара — мы можем обсудить специальные условия и предоставить оптовые цены!
Аттестация НАКС является одним из требований Ростехнадзора. Осуществлять деятельность на объектах, которые находятся в ведомстве Ростехнадзора без аттестации НАКС проблематично и зачастую невозможно. Регулирует данное утверждение ФНП Ростехнадзора «Требования к производству сварочных работ на опасных производственных объектах» (утверждены Приказом Ростехнадзора от 14 марта 2014г. № 102, зарегистрированы Минюстом России 16 мая 2014г).
При заказе укажите к какой группе технических устройств Вам нужен сертификат НАКС.
Также наши менеджеры могут оказать Вам содействие в получении аттестата НАКС на уже имеющееся у Вас оборудование или оборудование, которое вы приобрели без сертификата.
Практика сварочного обмана. Как не проколоться при выборе аппарата. Часть 1
Приходя в магазин или заглядывая на интернет-порталы, покупатель в первую очередь смотрит на ценник представленного оборудования, естественно ищется вариант, который был бы оптимален по соотношению стоимости и качества.
В то же время, цена не всегда является объективным критерием выбора. Именно в низшей ценовой категории лежит огромный пласт некачественного товара. В этой статье мы поговорим о технологиях, которые применяются для обмана покупателя.
Начнём с самого простого:
Завышение токовых характеристик
Часто цифры, указанные на аппаратах, в инструкциях или на коробках оборудования не имеют к реальности никакого отношения. Бывает, что обещанные и реальные значения сварочного тока расходятся на 20 а то и 50%. К примеру, вместо заявленных 200А – аппарат выдаёт только 125.
Выбирая сварочный аппарат, покупатель смотрит на верхний предел сварочного тока и сравнивает цену с конкурентами, исходя из их технических характеристик. Как вы понимаете, стоимость аппаратов на 120 и 200А – значительно отличается в пользу первого, а заплатить за него вам предлагают, как за гораздо более мощное устройство.
Профессионал никогда не покупает сварочный аппарат с теми токовыми характеристиками, которые ему нужны, т.е. если специалисту в области сварки нужен 180А источник тока, то в магазине он остановит свой выбор на 200 — 250А инверторе. Такой выбор, с одной стороны защищает покупателя от занижения характеристик, с другой — позволяет иметь запас мощности.
Производитель, зная об этой особенности выбора, периодически завышает токовые характеристики. В итоге, запас мощности, который покупатель рассчитывает получить — оказывается нулевым, зато аппарат на якобы «200А» стоит чуть дороже 180А аналога.
Ещё одна уловка маркетологов – присвоение названия аппарату с цифровым кодом, который намекает на сварочный ток, однако отношения к нему не имеет. Возьмём, к примеру, воображаемый аппарат «Дуб 250», (надеюсь такого нет), или даже «Дуб 250А» — название как бы намекает нам, что аппарат должен обладать током в 250 А, в то время, как в инструкции к инвертору обозначены 160А, но кто же читает эти бумажки? Так что, меньше внимания надписям на корпусе – больше времени изучению аппаратов.
Устраивая чехарду с характеристиками продавцы рассчитывают на поверхностные знания покупателя. Рядовой любитель сварки не сможет проверить характеристики инструмента, который планирует приобрести.
К сожалению, наши люди больше доверяет рекламе или «цифровому табло», которое частенько не имеет ничего общего с реальным током. Вот наглядное доказательство: в одном из наших видео посвящённых сравнению сварочных аппаратов мы тестировали инвертор ELAND:

При подключении аппарата к стенду статической нагрузки выяснилось, что показания амперметра на нашем аппарате и цифрового табло ELAND — расходятся на 50А(!). Многие производители устанавливают на своё оборудование не измерительные приборы, а индикаторы, которые показывают значения в зависимости от положения ручки настройки. Т.е. цифры на табло не являются показаниями амперметра — это просто цифры.
Дополнительные функции
Поводом для обмана могут быть дополнительные функции аппарата. Antistick, Hot Start, Arc Force, функция снижения напряжения VRD – они стали джентельменским набором, который заявляется почти на всех современных инверторах. Продавцы опасаются, что отсутствие какой-либо из указанных функций, может оттолкнуть покупателя, и поэтому пишут, что инвертор оснащён всем набором опций вне зависимости от того присутствуют они на аппарате или их нет.
В свою очередь многие покупатели не очень представляют, что такое, например, Горячий старт, или что скрывается за аббревиатурой VRD. Наш небольшой ликбез по ссылкам. Жмите – не стесняйтесь:
Самый распространённый вариант обмана, как вы поняли – отсутствие заявленных функций на инверторе.
Проверить их наличие, кроме Антистика и VRD, можно только в условиях лаборатории. Антизалипание проверяется продолжительным контактом электрода и свариваемой детали. При наличии данной функции, электрод не должен раскаляться докрасна: после небольшого периода нагрева – аппарат, при наличии функции Антистик, должен сбросить значение сварочного тока до минимума, и сохранить электрод пригодным к дальнейшей работе.
Наличие VRD – проверяется вольтметром, подключенным к байонетам аппарата. Значение напряжения холостого хода при включенной VRD не должно превышать безопасные для сварщика параметры: 12-18-24 Вольт, в зависимости от значений, заявленных производителем. Наличие VRD проверяется вольтметром, подключенным к байонетам аппарата.
Есть ещё более простой способ проверки, предложенный одним из владельцев AURORA MINIONE 1600. Однако пользоваться им, если Вы не уверены в наличии данной функции на аппарате, мы не рекомендуем. https://youtu.be/O_8VjgKiiJ8?t=5m58s
Напряжение холостого хода
Раз уж мы заговорили о безопасности, нельзя обойти вниманием такой параметр сварочного оборудования как напряжение холостого хода. Это «палка о двух концах», с одной стороны, чем выше напряжение, тем надёжнее будет зажигание, выше эластичность дуги, а сам процесс сварки – стабильнее. С другой стороны – высокое напряжение холостого хода ограничено требованиями безопасности сварщика. В итоге, минимальным напряжением холостого хода для источников питания сварки покрытым электродом принято считать 40 В, а максимальное значение не должно превышать 100 В (среднее значение). Проверить напряжение, как и в случае с VRD, можно вольтметром подключенным к выходным зажимам сварочного источника.
Наиболее распространённый обман – завышение значения холостого хода. Вместо 80-90 В, аппарат выдаёт всего 40, что не может не отразиться на поджиге и стабильности горения дуги.
Вы можете посмотреть данную статью на видео:
СВАРКА
Вы здесь
Сварка WIKI
svarka-va@mail.ru


СВАРКА
 Сварка является самым распространённым методом неразъёмного соединения металлических конструкций в промышленности. Разработано множество видов сварки, включая весьма экзотические, но основными видами, покрывающими 90-95% объёма производства конструкций, являются, четыре вида: ручная электросварка покрытым электродом (РДС или ММА), полуавтоматическая сварка плавящимся электродом в среде защитного газа (MIG/MAG), сварка неплавящимся электродом в среде защитного газа (TIG) и автоматическая сварка под флюсом (SAW).
Сварка является самым распространённым методом неразъёмного соединения металлических конструкций в промышленности. Разработано множество видов сварки, включая весьма экзотические, но основными видами, покрывающими 90-95% объёма производства конструкций, являются, четыре вида: ручная электросварка покрытым электродом (РДС или ММА), полуавтоматическая сварка плавящимся электродом в среде защитного газа (MIG/MAG), сварка неплавящимся электродом в среде защитного газа (TIG) и автоматическая сварка под флюсом (SAW).
Некоторые особенности этих способов описаны в соответствующих разделах сайта. При разных способах используют различное сварочное оборудование, и они отличаются по производительности, качеству сварного шва, капиталовложениям в оборудование для сварки, и многим другим параметрам.
Основной конструкторской задачей при сварке является равнопрочность свариваемой конструкции и места сварки – собственно шва и околошовной зоны (ОШЗ). Поскольку велико разнообразие современных материалов из металлов и сплавов, а особенности конструкций предъявляют дополнительные требования к качеству, то и решения по применению вида сварки разнообразны. Сильно разнится и ответственность конструкций. Качество сварки достаточное для оградки газона или петель ворот гаража, совершенно недостаточно для лопаток турбины, корпуса ракеты или стенки химического резервуара. Сварка таких материалов как нержавеющие и специальные стали, алюминия и его сплавов, титана и ряда других нуждается в специальном оборудовании и особых технологических приёмах, повышающих качество и прежде всего прочность и стойкость к особым условиям эксплуатации.
Сварщики всегда были одной из наиболее уважаемых и высокооплачиваемых рабочих специальностей. И это не случайно. Наряду с романтикой трудностей больших строек и крупных проектов промышленности в отдалённых уголках нашей Родины, часто эта специальность требует от сварщика немалых практических и теоретических знаний, большого количества навыков, а иногда, и житейской смекалки. Не последнюю роль играет и качество оборудования для сварки и используемых сварочных материалов.
В последнее время на рынке произошёл качественный скачок. Продажа сварочного оборудования в России и, особенно в Москве, возросла с появлением нового типа источника — инвертора. Процент производства инверторов мировых производителей неуклонно растёт. Цена комплекта сварочного оборудования ныне столь демократична, что его вполне может купить рядовой потребитель в целях использования в быту. БЛАГОДАРЯ ИНВЕРТОРНЫМ ТЕХНОЛОГИЯМ СВАРКА СТАЛА ДОСТУПНОЙ ШИРОКОМУ КРУГУ ПОЛЬЗОВАТЕЛЕЙ. ИНВЕРТОР – ЛОГИЧНЫЙ ВЫБОР, КАК НАЧИНАЮЩЕГО, ТАК И ПРОФЕССИОНАЛЬНОГО СВАРЩИКА.
Далее на этой странице представлены наиболее часто встречающиеся  технические аббревиатуры и термины связанные со сваркой.
технические аббревиатуры и термины связанные со сваркой.
AC — Alternating Current — переменный сварочный ток.
DC — Direct Current — постоянный сварочный ток.
ACDC — Наличие в аппарате одновременно возможности сварки постояныим или переменным сварочным током, что повышает его универсальность при сварке различных материалов, например алюминия и его сплавов в аргоновых аппаратах.
ARC FORCE — форсаж дуги — режим форсирования тока короткого замыкания в пределах от 0 до 200% от установленного значения. В зависимости от типа покрытия электрода и пространственного положения сварного шва, эта настройка обеспечивает с одной стороны, малое разбрызгивание, а с другой — энергичный перенос капли без прилипания электрода к ванне, что особенно важно при сварке вертикальных и потолочных швов.
Anti-Stick — функция, предотвращающая прилипание электрода, ограничивая длительность и ток короткого замыкания при зажигании, благодаря чему снижается прочность прилипания электрода к детали, предупреждается отслоение покрытия электрода и облегчается повторное зажигание.
DOWN SLOPE — плавный спад тока. 
GEN — аппарат рассчитан на работу от генератора.
HOT START — динамический режим, при котором происходит увеличение начального тока в течение первых 0,1-3 секунд, что обеспечивает практически безупречное зажигание, а также высокое качество начального участка шва.
HF — высокочастотный поджиг дуги с помощью осциллятора.
IGBT — Биполярный транзистор с изолированным затвором (БТИЗ, англ. Insulated-gate bipolar transistor, IGBT) — трёхэлектродный силовой полупроводниковый прибор, сочетающий два транзистора в одной полупроводниковой структуре: биполярный (образующий силовой канал) и полевой (образующий канал управления)[1]. Используется, в основном, как мощный электронный ключ в импульсных источниках питания, инверторах, в системах управления электрическими приводами
Liftarc — дуга зажигается касанием с последующим подъёмом горелки
MIG/MAG — Metal Inert/Active Gas-дуговая сварка плавящимся электродом (проволокой) в среде инертного/активного защитного газа с автоматической подачей присадочной проволоки. Другое название — полуавтоматическая сварка в среде защитного газа.
ММА — Manual Metal Arc — ручная дуговая сварка штучными (покрытыми) электродами. В советской технической литературе обычно использовалось сокращение РДС.
POST-GAZ — подача защитного газа в горелку ещё некоторое время после гашения дуги, для улучшения защиты шва и заварки кратера;
PULSE — наличие в аппарате импульсных сварочных режимов.
SYN — означает что в аппарате имеются синергетические режимы.
TIG — Tungsten Inert Gas — ручная дуговая сварка не плавящимся электродом в среде инертного защитного газа. Так как наиболее распространено применение в качестве защитного газа аргона, за этим методом в России закрепилось название «аргонодуговая сварка».
плавящимся электродом в среде инертного защитного газа. Так как наиболее распространено применение в качестве защитного газа аргона, за этим методом в России закрепилось название «аргонодуговая сварка».
VRD — снижение холостого хода аппарата при прикосновении сварщика до безопасного значения (обычно 6-12В), что повышает безопасность при сварке в сырых помещениях и стеснённых условиях.
Vrd сварка что это
Сварочный аппарат (инвертор) давно стал популярным инструментом сварщика при производстве сварочных работ.
Разнообразие моделей на рынке часто ставит начинающих сварщиков в тупик с выбором аппарата, а профессионалы все больше обращают внимание на наличие современных функций, которые позволяют быстрее и качественнее выполнить сварочные работы.
Не редко встречаются вопросы, связанные с тем, что обозначает та или иная функция сварочного аппарата. Именно этому посвящена информация ниже.
Итак, расшифровка (обозначение) функций сварочного аппарата или инвертора:
ANTI STICK – «антизалипание». Решает распространённую проблему залипания электрода во время поджига дуги. Обеспечивает автоматическое понижение сварочного тока, после чего электрод легко отделяется от объекта сварки, а сварочный аппарат затем восстанавливает начальные параметры сварки.
ARC FORCE – «форсаж дуги». Данная функция дает возможность увеличения тока на короткий период в момент отрыва капли металла от электрода. Благодаря этому процесс переноса капель через дуговой промежуток становится равномерным и четким. Сама сварка становится более легкой для исполнения, тем самым упрощая создание, например, вертикальных швов.
ARC POWER – «мощность дуги». Поддерживает горение дуги, и предотвращает разбрызгивание металла по рабочей поверхности.
AC WAVE – «настройка формы волны». Функция предоставляет возможность регулировать скорость и глубину провара с помощью формы волны (например, синусоидальной или прямоугольной).
BALANCE – Позволяет настроить баланс полярности переменного тока, предоставляя сварщику возможность регулировать длительность баланса и, как следствие, форму и ширину сварочного шва.
BURN BACK – «отжиг проволоки». Автоматическая функция растяжки дуги. Дает максимально правильное отсоединение проволоки от сварочного шва, обеспечивая точное завершение процесса сварки и оставляя нужную длину конца проволоки для следующего этапа.
DOWN SLOPE/ Crater Arc – «режим заварки кратера». Плавный спад тока в конце сварки для получения качественного шва с оптимальным заполнением «кратера». Особенно актуально для нержавейки и алюминия.
FCAW (Flux Cored Arc Welding) – «сварка порошковой проволокой». Дает возможность осуществлять сварку с помощью порошковой проволоки без подачи защитного газа. Особенно актуально на открытом воздухе и высоте.
FLOW CONTROL – «датчик потока». Регулирует систему потока жидкости. В случае, если в аппарате закончилась вода, он перестает работать, тем самым предотвращая перегревание/плавление горелки и сопутствующих кабелей.
FOCUS ARC – «сфокусированная дуга». При нажатии кнопки активации функции выбирается наиболее «короткая» дуга с максимальной стабильностью, обеспечивая глубокий провар и меньшее количество брызг.
HOT START – «горячий старт». Особенно актуально для новичков, которые еще не освоили оптимальный алгоритм поджига дуги. Данная функция обеспечивает кратковременное увеличение сварочного тока в момент касания электрода с объектом сварки, что обеспечивает легкое и комфортное начало сварки.
PFC (Power Factor Correction) – «коррекция фактора мощности». Функция позволяет повысить уровень напряжения на инверторный модуль в случае необходимости, тем самым повышая мощность и производительность аппарата от существующей сети.
PRE GAS и POST GAS – Функция осуществляет начальную и конечную продувку рабочей поверхности газом. Это позволяет избежать трещин, пустот и окисления в сварочном шве.
PWS – Регулировка (переключение) полярности прямо на панели сварочного аппарата (инвертора) или с помощью пульта дистанционного управления в любой необходимый момент времени.
SOFT SWITCH – «мягкая коммутация». Значительно уменьшает скачки сварочного тока, что повышает качество шва, стабильность поджига и всего сварочного процесса.
SWITCHABLE – «переключаемый». Дает возможность работы сварочного аппарата с разным сетевым напряжением.
VRD (Voltage Reduction Device) – «устройство снижения напряжения». Автоматически снижает напряжение до безопасного уровня во время холостого хода инвертора, т.е. когда аппарат включен, но сварка в этот момент не производится.
2 and 4 STEP WELDING – «2 и 4-х тактный режим сварки». Контроль над короткими и длинными сварочными швами соответственно.
При 2-х тактном режиме сварщик самостоятельно регулирует процесс нажатием в нужный момент кнопки на горелке. Отлично подойдет для сварки в труднодоступных местах, точечной сварки и «прихвата» металла.
При 4-х тактном режиме, наоборот, не требуется длительного удержания кнопки на горелке, что существенно облегчает сварку длинных швов.
Основные характеристики сварочного инвертора
На что следует обратить внимание при покупке сварочного аппарата ММА
Максимальный диаметр электрода
По своей сути – та же характеристика диапазона рабочего тока. Иногда по неграмотности или злонамеренно указывается диаметр электрода, которым заявленным максимальным током варить не получится. Иногда наоборот: указан максимальный диаметр электрода, явно не дотягивающий до значения заявленного сварочного тока.
Последний вариант изредка является проблеском совести поставщиков-обманщиков. В качестве максимального тока они указывают ток короткого замыкания. А максимальный рабочий диаметр электрода указывают все-таки честно.
Тип сварочного тока: постоянный (DC) или переменный (AC)
Варить постоянным (иначе прямым, по-английски – DC) током проще: легче удерживать дугу. Поэтому 99,9% современных инверторных аппаратов ММА выдают постоянный сварочный ток.
А вот среди трансформаторов раньше большинство составляли как раз аппараты переменного тока.
Переменный ток (по-английски – AC) используется для сварки цветных металлов. Но не аппаратами ММА, а аппаратами TIG. Поэтому сварочный инвертор ММА, выдающий переменный ток, — большая редкость.
Напряжение без нагрузки
После включения аппарата, до момента поджига дуги напряжение на кончике электрода существенно выше, чем во время работы. И чем оно выше, тем легче поджечь дугу. Но стандарты запрещают уровень напряжения холостого хода на аппаратах, выдающих прямой ток, свыше 100В.
Для еще большего сокращения рисков используют т.н. блоки VRD. Аппарат, снабженный VRD, имеет на кончике электрода до начала поджига дуги всего несколько вольт. И лишь при прикосновении к металлу напряжение холостого хода восстанавливается до уровня, необходимого для поджига дуги.
На всех электродах всегда указывается полярность подключения, тип сварочного тока (постоянный или переменный) и минимально требуемый для поджига уровень напряжения холостого хода. Для абсолютного большинства широко распространенных электродов он не превышает 60В.
Напряжение холостого хода, также как и сварочный ток, зависит от уровня входного напряжения. Чем ниже напряжение в источнике питания, тем ниже напряжение холостого хода. Поэтому по мере снижения напряжения питания поджиг электрода становится все сложнее.
Рабочий цикл, он же ПВ (период включения), он же ПН (полезная нагрузка)
ПВ указывается двумя цифрами. Первая – сила тока. Вторая – процент времени. Например, «130А-50%» означает, что данный аппарат током 130А может варить половину времени. А столько же будет простаивать в ожидании охлаждения до рабочей температуры. Если измерения проводятся на максимальном токе аппарата, первую цифру опускают, оставляя только показатель в процентах. Например, если аппарат с номиналом 160А имеет напротив «ПВ» запись «30%», это означает, что током 160 ампер он может работать 30% времени, а 70% будет остывать.
Все верно. Остается только добавить, что отечественный ГОСТ Р МЭК 60974-1-2004 не устанавливает единой обязательной методики измерения показателя ПН для аппаратов ММА. «Стандарт не распространяется на источники питания для ручной дуговой сварки с ограниченным режимом эксплуатации, которые проектируются преимущественно для эксплуатации непрофессионалами» .
Европейская методика, изложенная в стандарте EN60974-1, предлагает измерение на нагрузочном стенде при температуре окружающей среды 40С только до первого отключения ввиду перегрева. Полученный результат относят к 10-минутному промежутку. Получается, сработала термозащита через 3 минуты, цикл аппарата на данном токе – 30%.
Методика концерна TELWIN. К настоящему времени ее используют большинство китайских производителей (тех, которые вообще проводят такие испытания своих машин). Сам итальянский концерн при замерах ПВ своих аппаратов по собственной методике после показателя скромно указывает «TELWIN». Абсолютное большинство китайских производителей этого не делает.
Наконец, существует российская, она же советская, методика. По своей сути она ближе к методике TELWIN: суммируются все промежутки за контрольный период, когда аппарат работал. Но отрезок берется не 10, а 5 минут. И – самое главное – аппарат сначала вводится в режим срабатывания защиты от перегрева, после чего начинаются измерения.
В итоге один и тот же аппарат по всем 3 методикам выдает совершенно различный процент! Естественно, самые скромные «циферки» получаются по европейской методике, а самые впечатляющие – до 2 раз и более – по методике Telwin.
Исполнение: класс защиты IP
Класс защиты IP указывает на исполнение электротехнических приборов в отношении твердых объектов (первая цифра) и жидкостей (вторая цифра).
Определить степень защиты аппарата можно визуально. Если у аппарата с IP21 все вентиляционные щели полностью открыты, то у IP22 они уже прикрыты сверху выступающими козырьками. А у аппарата с IP23 эти козырьки почти полностью закрывают щели.
Степень защиты IP24 и выше технически затруднена и не имеет смысла.
Исполнение: класс изоляции (по нагревостойкости)
Многие материалы при нагреве выше определенной температуры утрачивают свои рабочие свойства. Для стандартизации материалов по данному признаку введена классификация изоляции по нагревостойкости. Почти все сварочные инверторы на транзисторах IGBT имеют класс изоляции H, что соответствует предельной температуре нагрева 180С. Предыдущая «ступенька» — класс F – означает предел нагрева 155С. Выше класса F – только класс С, указывающий на возможную температуру нагрева свыше 180С.
Температура эксплуатации
Как и внутренний нагрев, внешний нагрев и особенно охлаждение накладывают на эксплуатацию определенные ограничения. Большинство инверторных сварочных аппаратов пригодны для работы в диапазоне от 0С до +40С. Если аппарат пригоден для эксплуатации на морозе, обязательно указывается его предельное значение: минус 20С или минус 40С.