

Токарный станок по металлу из чего состоит
Изучаем токарный станок по металлу: строение механизмов, основные детали, части и узлы
Первый в истории человечества механический токарный станок был изобретен в XVIII веке отечественным умельцем А.К.Нартовым. Уникальность его состояла в наличии суппорта — революционного устройства, освобождающего руки рабочего. Сегодня на токарных станках обрабатывается до 70% всех металлических деталей. Это один из самых востребованных видов промышленного оборудования. Постепенно обычные станки вытесняются оборудованием с числовым программным управлением, более эффективным и точным.
Устройство токарного станка
Чтобы лучше понять принцип работы оборудования изучим строение его главных механизмов:
- передняя шпиндельная бабка;
- станина;
- гитара сменных колес;
- фартук;
- коробка подач;
- суппорт;
- задняя бабка;
- коробка с электрооборудованием.
Передняя бабка металлообрабатывающего станка представляет собой металлическую деталь, обычно из чугуна, в которой располагается переключатель скоростей и главная рабочая часть — шпиндель. На бабке крепится болванка будущей детали. Коробка скоростей принуждает деталь вращаться. Основной компонент передней бабки — это вал в виде металлической трубки — шпиндель. Вал оканчивается резьбой особого размера для крепления патрона (используются поводковые, а также кулачковые типы) либо планшайбы, которая удерживает деталь. Здесь же находится прорезь в виде конуса для установки переднего центра. В шпинделе есть сквозное отверстие, сюда вставляют прут при необходимости его обработки. Для вращения шпинделя в передней бабке установлены подшипники, движение передается заготовке. В обычных станках используются подшипники скольжения, а в скоростных — роликовые или шариковые (качения). Именно от правильного движения шпинделя зависит точность обработки детали на станке.
Подшипники не должны иметь люфта, работать легко и равномерно, удерживать шпиндель крепко и устойчиво. Два подшипника обеспечивают надежное крепление и вращение: задний и передний.

На внешней стороне стойки находится переключатель скоростей и информационная таблица. В таблице разъясняется, в какое положение устанавливать переключатель, чтобы получить требуемую скорость (число оборотов за минуту) вращения шпинделя.
Переключение скоростей производится после полной или частичной остановки инструмента, иначе зубчатые колеса передачи быстро выйдут из строя.
Гитара сменных колес это устройство, контролирующее характер шагового движения при нарезке резьбы. Каждый тип нарезки соответствует определенному набору зубчатых сменных колес. Такой механизм можно обнаружить на токарно-винторезном оборудовании старого образца. Он управляет движением резцедержателя.
Коробка подач — одна из основных частей механизма передачи, которая от шпинделя подает движение на суппорт. На этом участке скорость кручения движущихся элементов меняется, благодаря чему суппорт передвигается с необходимой скоростью в поперечном или продольном направлении.
Фартук — преобразовывает вращение вала хода в движение суппорта в обоих направлениях.
Станина (подставка) — основание машины, обычно выполняется из тяжелого металла (чугуна). Крепится на пару толстых столбов. Верхние части подставки — пара гладких рельс и пара направляющих в виде призмы, по ним перемещаются задняя бабка и суппорт.
Суппорт — это устройство токарного станка по металлу , передвигающее резцедержатель вместе с вставленным инструментом в любом направлении по отношению к оси токарного механизма: продольном, наклонном или поперечном. Наличие суппорта освобождает токаря от необходимости удерживать инструмент в руках. Движение в нужную сторону инструменту можно придать вручную или механически. Части суппорта:
- устройство поперечных салазок;
- каретка, двигающаяся по рельсам подставки;
- фартук с устройством преобразования кручения валов хода и винта в перемещение суппорта;
- устройство резцовых салазок;
- устройство резцедержателя.
Задняя бабка нужна чтобы закрепить свободный конец крупной детали из металла во время работы. На нее крепятся и дополнительные инструменты, например, сверла.
Задняя бабка может быть с обычной или крутящейся встроенной серединой. Встроенную крутящуюся середину используют в механизмах для ускоренного резания.
Короб с электрическими частями содержит кнопки, рукоятки и тумблеры для пуска и остановки металлообрабатывающего станка, электромотора, управления устройствами подач и оборотов, надзора над устройством фартука.
Кроме перечисленных частей в механизме токарного станка могут применяться хомуты, цанги, планшайбы, оправки, люнеты. Не в каждом станке присутствуют описанные выше части. Так, в станках для нарезки резьбы на детали нет коробки подач, вместо нее работает гитара и зубчатые колеса. У других устройств узел подач состоит из пары механизмов.
Технические характеристики и принцип работы
Независимо от устройства, станок характеризуется несколькими показателями:
- максимальная толщина (диаметр) болванки из металла для обработки;
- максимальное расстояние между серединами бабок;
- наибольшая толщина заготовки, которая устанавливается над суппортом.
В крепления на задней бабке устанавливается инструмент, которым будет производиться обработка детали. Бабка перемещается по рельсам станины на расстояние, определяемое длиной обрабатываемой заготовки. Суппорт располагается между передней и задней бабками, во время работы каретка двигается по рельсам и перемещает резак вдоль заготовки. Устройство резцедержателя зависит от металла детали и степени нагрузки на инструмент. Если работа не слишком сложна, достаточно будет одиночного держателя. На токарных станках современных моделей обычно устанавливают головки резцов. Это достаточно устойчивое устройство, способное удержать до четырех инструментов одновременно.
В качестве двигателя используется электрический мотор с ременной передачей. Ремень идет от двигателя к шкиву токарного станка, основное внимание следует уделять его натяжке, обеспечивающей хороший ход. Ремень изготавливается из брезентовой ленты, прорезиненной ткани или другого прочного материала.
Видео о том, как правильно выбрать токарный станок по металлу:
Как устроен токарный станок по металлу — схема, конструкция и принцип работы
Появление большого станочного парка, состоящего из механизмов различных типов и модификаций, позволило в той или иной степени автоматизировать процесс обработки металлоизделий. Токарные станки являются одними из самых распространенных не только на производстве.
В продаже есть и настольные токарные станки, которые не имеют таких возможностей, как их «взрослые» аналоги, но, тем не менее, успешно эксплуатируются в быту или небольших специализированных мастерских. О том, как устроены станки для производства токарных работ, и поговорим.
Согласно классификации металлорежущего оборудования, токарные станки относятся к 1-й группе. Все они отличаются спецификой выполнения технологических операций, точностью и рядом других параметров. Отсюда и некоторые различия в конструкции отдельных элементов, а также в комплектации. Поэтому далее – лишь общая информация по устройству токарных станков, предназначенных для обработки металлоизделий.

Конструкция токарного станка
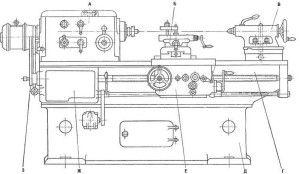
Рассмотрим на примере револьверной модели как наиболее распространенной. На рисунках все хорошо видно, поэтому будет достаточно отдельных пояснений.

Шпиндельная (передняя) бабка , в зависимости от модели и производителя, бывает из чугуна или листового (но толстого) железа. На ней, кроме самого шпинделя, расположен переключатель скоростей.
Для большего понимания устройства следует разобраться, за счет чего и как это происходит. Практика эксплуатации токарных станков показывает, что это одно из наиболее слабых мест любого агрегата. По своей конструкции эта часть станка мало чем отличается от механической коробки передач автомобиля. Внутри – набор шестерен, закрепленных на осях, расположенных на различных уровнях.
Комбинация, по которой они соединяются друг с другом, определяет скорость вращения шпинделя. В станках наполовину или полностью автоматизированных, этот параметр задается переключателем. В зависимости от положения его ламелей напряжение +24 В поступает на управляющий элемент – эл/магнитную муфту, срабатывание которой и позволяет перейти с одного режима на другой.

Суппорт
На нем установлен резцедержатель. Его перемещение вправо-влево может осуществляться механически или вручную.
Составные части токарного станка
- Каретка.
- Салазки поперечные.
- Держатель резца.
- Фартук. Исполнение этой конструктивной части у разных моделей может сильно отличаться.
- Салазки резцовые.
Задняя бабка
Она выполняет двойную функцию. Если в шпинделе закрепить металлический образец, а в задней бабке – сверло, то можно производить операцию сверления, перемещая каретку влево. Зафиксировав в данной части станка конец габаритной металлозаготовки, получится вести соответствующие токарные работы. В этом случае обрабатывающим инструментом является резец, который токарь «ведет» в нужном ему направлении.

Короб с элементами автоматики (на станках с ручным приводом он отсутствует)
В нем находятся двигатель, трансформатор и ряд органов управления (кнопка «пуск/стоп», сигнальные лампы и так далее). Более современные модели, относящиеся к категории тяжелые, оснащены эл/шкафом.
Все схемы токарных станков рассчитаны на пониженные напряжения (от 12 до 36 В). Это связано с тем, что вероятный пробой изоляции цепи 220 В (а все части оборудования металлические) приведет к самым печальным последствиям.
Типы токарных станков
Классификация довольно сложная, так как она производится по нескольким параметрам (виду работ, степени автоматизации, весу и тому подобное). Поэтому лишь общий обзор наиболее известных разновидностей.

- Полу- и автоматы.
- Одно- или многошпиндельные.
- Револьверные.
- Винторезные.
Многорезцовые

Карусельные

Затыловочные

Маркировка токарных станков
Она буквенно-цифровая. Расшифровка позиций (слева направо) в обозначении изделий следующая.
- 1-я (цифра). Для токарных станков – всегда «1».
- 2-я (цифра или буква). Тип оборудования. К примеру, для карусельного станка это «5», лобового – «6», винторезного – «И».
- 3-я (число). Главный параметр (в дм). За него обычно принимается высота центров.
- 4-я (буква). Проставляется не всегда. Указывает на особенности токарного станка. К примеру, литера «Т» свидетельствует о том, что он модифицирован; «П» – повышенной точности, и так далее.

Основные характеристики
У каждого токарного станка – свои возможности. На что в первую очередь обратить внимание?
- Максимальное сечение металлозаготовки, которую можно зажать в шпинделе.
- Расстояние между центрами бабок при их крайнем положении. От этого зависит максимальная длина образца, который получится обработать.
- Предельная толщина металлической детали. Определяется расстоянием от оси шпиндель – задняя бабка до суппорта.
Модификаций токарных станков довольно много, но если вникнуть в их конструкцию, то принципиальных отличий нет. Основная разница – в компоновке станков, местоположении некоторых узлов и их исполнении (форма, размеры и тому подобное). К каждому изделию производитель обязательно прилагает комплект документации, по которой, имея общее понятие об устройстве токарного станка, с нюансами разобраться труда не составит.
Устройство токарного станка по металлу
Статистика утверждает, что 60% всех металлических изделий, деталей и автономных приспособлений, неминуемо проходят стадию обработки на токарных станках. Самый простой токарный станок способен выполнять массу операций на наружных и внутренних поверхностях металлических заготовок, превращая их в готовую деталь с высокой степенью точность. С основами устройства токарных станков по металлу мы сегодня вкратце познакомимся.
Содержание:
Устройство токарного станка, 6 класс

Основы обработки металлов резанием при помощи механических станков, механическую обработку металлов, каждый изучал еще в школе, правда на минимальном уровне, но все же знаний хватало для того, чтобы производить элементарные операции на простейших токарно-винторезных станках. Устройство токарного станка по металлу — не география, технологические аспекты постоянно совершенствуются, год от года растут требования к станкам и возможности агрегатов.

Поэтому эти знания очень быстро устаревают. К примеру, токарно-револьверный станок с ЧПУ еще лет 20-30 назад был неизведанным механизмом, пришедшим из секретных лабораторий. Сегодня же практически каждый желающий может установит у себя дома любой токарно-винторезный станок самых разных размеров и самых разных конфигураций. Тем не менее, основные узлы и агрегаты остались неизменными, в чем мы сегодня убедимся.
Архитектура токарно-винторезного станка по металлу

Несмотря на то, что первые токарные станки, которые появились в конце 18 века, это были вполне самодостаточные устройства, которые позволяли и обрабатывать металлы на довольно высоком технологическом уровне, нарезать резьбу и выполнять более сложную работу. Первый из них появился в 1794 году и это уже было устройство, практически идентичное тем простым токарно-винторезным станкам, которыми мы пользуемся сегодня.
Основными узлами и элементами токарного станка металлу были и остаются:
-
Станина. Основа любого металлорежущего и деревообрабатывающего оборудования. От того, насколько прочная и насколько точно изготовлена станина, зависит качество детали и функциональность устройства. Станина токарного станка должна быть максимально тяжелой, чтобы предотвращать вибрации, смещения, искривления траектории движения режущего инструмента. Масса станины должна быть такой, чтобы поглотить любые вибрации, возникающие по ходу работы на устройстве, а ее конструкция — максимально жесткой, прочной и долговечной.

- Шпиндельная бабка передняя. Основное предназначения шпиндельной бабки — фиксация и обеспечение вращения обрабатываемой детали. Тем не менее, многие станки сконструированы таким образом, что шпиндельная бабка может соединять в себе и коробку передач токарного станка, и устройство подачи обрабатывающей головки или суппорта. Как правило, передняя бабка выполнена в мощном корпусе, который жестко крепится к станине.
-
Задняя бабка. Это устройство обеспечивает крепление вращающейся детали соосно шпинделю и должно удерживать деталь в заданных координатах, а при необходимости осуществлять подачу дополнительного оборудования, в зависимости от модификации и типа станка.

-
Суппорт. Это один из самых главных узлов токарного станка, независимо от его предназначения и характеристик. Суппорт выполняет важнейшую функцию — он прочно удерживает и подает режущий инструмент в направлении обрабатываемой детали. Суппорт может быть полностью управляемый автоматикой, а может быть ручным. В зависимости от технического решения суппорта, функции токарного станка могут быть совершенно разными. Суппорт может подавать режущий инструмент в нескольких плоскостях сразу, что делает его незаменимым в изготовлении самых сложных деталей.

Вкратце, так выглядит архитектурная схема токарно-винторезного станка по металлу.
Характеристики токарного станка

Основные характеристики токарного станка по металлу должны обеспечить максимально возможное количество функций по обработке металла, при этом станок должен обрабатывать деталь самых разных размеров. В основном, станок по обработке металлов характеризуют такие показатели:
- диаметр обрабатываемой детали;
- длина обрабатываемой детали, обозначающаяся расстоянием между центрами задней и передней бабки;
- максимально возможный диаметр обработки детали, а этот показатель зависит от конструкции суппорта.

Как выбрать токарный станок по металлу

Функциональность металлорежущего оборудования практически ничем не ограничена. При необходимости можно купить и токарно-фрезерный станок, и токарно-револьверный с устройством копировальным и программным управлением. Все зависит от потребности а конкретных деталях и и классе их точности.

Как правило, для домашнего использования покупают или собирают своими руками несложные токарные станки, позволяющие выполнять простейшие, но необходимые операции — проточку валов, изготовление шкивов и конусов, изготовление фасонных деталей, сверление и элементарные фрезеровочные работы. Каждый станок подбирается максимально под потребности, тогда он будет работать в оптимальном нагрузочном режиме и прослужит долго и надежно.
Устройство токарного станка по металлу – конструкция, схема, основные узлы
По сути, устройство токарного станка, вне зависимости от его модели и уровня функциональности, включает в себя типовые конструктивные элементы, которые и определяют технические возможности такого оборудования. Конструкция любого станка, относящегося к категории оборудования токарной группы, состоит из таких основных элементов, как передняя и задняя бабка, суппорт, фартук устройства, коробка для изменения скоростей, коробка подач, шпиндель оборудования и приводной электродвигатель.

Основные части токарного станка по металлу
Как устроены станина и передняя бабка станка
Станина является несущим элементом, на котором устанавливаются и фиксируются все остальные конструктивные элементы агрегата. Конструктивно станина представляет собой две стенки, соединенные между собой поперечными элементами, придающими ей требуемый уровень жесткости. Отдельные части станка должны перемещаться по станине, для этого на ней предусмотрены специальные направляющие, три из которых имеют призматическое сечение, а одна – плоское. Задняя бабка станка располагается с правой части станины, по которой перемещается благодаря внутренним направляющим.

Литая станина токарного станка усилена ребрами жесткости и имеет отшлифованные и закаленные направляющие
Передняя бабка одновременно выполняет две функции: придает заготовке вращение и поддерживает ее в процессе обработки. На лицевой части данной детали токарного станка (она также носит название «шпиндельная бабка») располагаются рукоятки управления коробкой скоростей. При помощи таких рукояток шпинделю станка придается требуемая частота вращения.
Для того чтобы упростить управление коробкой скоростей, рядом с рукояткой переключения располагается табличка со схемой, на которой указано, как необходимо расположить рукоятку, чтобы шпиндель вращался с требуемой частотой.
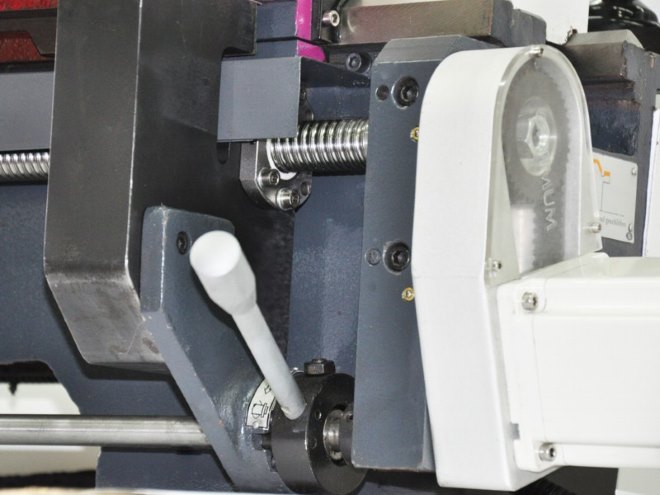
Рычаг выбора скоростей станка BF20 Yario
Кроме коробки скоростей, в передней бабке станка размещен и узел вращения шпинделя, в котором могут быть использованы подшипники качения или скольжения. Патрон устройства (кулачкового или поводкового типа) фиксируется на конце шпинделя при помощи резьбового соединения. Именно данный узел токарного станка отвечает за передачу вращения заготовке в процессе ее обработки.
Направляющие станины, по которым перемещается каретка станка (нижняя часть суппорта), имеют призматическое сечение. К ним предъявляются высокие требования по параллельности и прямолинейности. Если пренебречь этими требованиями, то обеспечить высокое качество обработки будет невозможно.
Назначение задней бабки токарного оборудования
Задняя бабка токарного станка, конструкция которой может предусматривать несколько вариантов исполнения, необходима не только для фиксации деталей, имеющих значительную длину, но и для крепления различных инструментов: сверл, метчиков, разверток и др. Дополнительный центр станка, который устанавливается на задней бабке, может быть вращающимся или неподвижным.
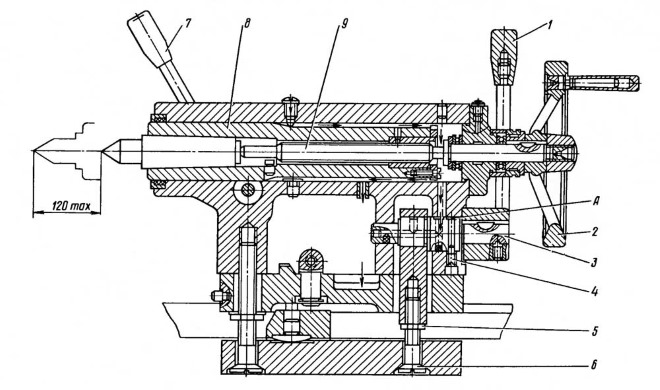
Устройство задней бабки: 1, 7 – рукоятки; 2 – маховичок; 3 – эксцентрик; 4, 6, 9 – винты; 5 – тяга; 8 – пиноль; А – цековка
Схема с вращающимся задним центром используется в том случае, если на оборудовании выполняется скоростная обработка деталей, а также при снятии стружки, имеющей значительное сечение. При реализации этой схемы задняя бабка выполняется с такой конструкцией: в отверстие пиноли устанавливаются два подшипника – передний упорный (с коническими роликами) и задний радиальный, – а также втулка, внутренняя часть которой расточена под конус.
Осевые нагрузки, возникающие при обработке детали, воспринимаются упорным шарикоподшипником. Установка и фиксация заднего центра оборудования обеспечиваются за счет конусного отверстия втулки. Если необходимо установить в такой центр сверло или другой осевой инструмент, втулка может быть жестко зафиксирована при помощи стопора, что предотвратит ее вращение вместе с инструментом.

Вращающийся центр КМ-2 настольного токарного станка Turner-250
Задняя бабка, центр которой не вращается, закрепляется на плите, перемещающейся по направляющим станка. Пиноль, устанавливаемая в такую бабку, передвигается по отверстию в ней при помощи специальной гайки. В передней части самой пиноли, в которую устанавливают центр станка или хвостовик осевого инструмента, выполняют коническое отверстие. Перемещение гайки и, соответственно, пиноли обеспечивается за счет вращения специального маховика, соединенного с винтом. Что важно, пиноль может перемещаться и в поперечном направлении, без такого перемещения невозможно выполнять обработку деталей с пологим конусом.
Шпиндель как элемент токарного станка
Наиболее важным конструктивным узлом токарного станка является его шпиндель, представляющий собой пустотелый вал из металла, внутреннее отверстие которого имеет коническую форму. Что примечательно, за корректное функционирование данного узла отвечают сразу несколько конструктивных элементов станка. Именно во внутреннем коническом отверстии шпинделя фиксируются различные инструменты, оправки и другие приспособления.
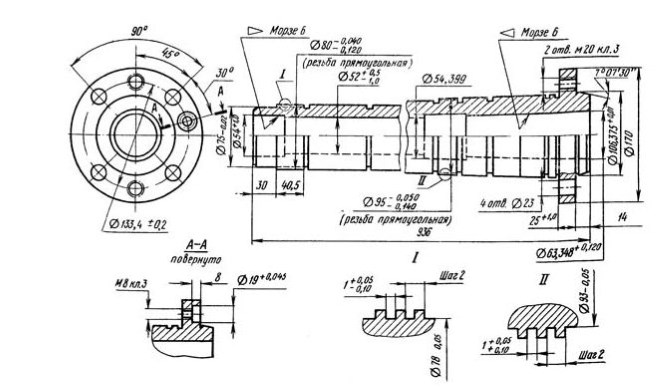
Чертеж шпинделя токарно-винторезного станка 16К20
Чтобы на шпинделе можно было установить планшайбу или токарный патрон, в его конструкции предусмотрена резьба, а для центрирования последнего еще и буртик на шейке. Кроме того, чтобы предотвратить самопроизвольное откручивание патрона при быстрой остановке шпинделя, на отдельных моделях токарных станков предусмотрена специальная канавка.
Именно от качества изготовления и сборки всех элементов шпиндельного узла в большой степени зависят результаты обработки на станке деталей из металла и других материалов. В элементах данного узла, в котором может фиксироваться как обрабатываемая деталь, так и инструмент, не должно быть даже малейшего люфта, вызывающего вибрацию в процессе вращательного движения. За этим необходимо тщательно следить как в процессе эксплуатации агрегата, так и при его приобретении.
В шпиндельных узлах, что можно сразу определить по их чертежу, могут устанавливаться подшипники скольжения или качения – с роликовыми или шариковыми элементами. Конечно, большую жесткость и точность обеспечивают подшипники качения, именно они устанавливаются на устройствах, выполняющих обработку заготовок на больших скоростях и со значительными нагрузками.
Строение суппорта
Суппорт токарного станка – это узел, благодаря которому обеспечивается фиксация режущего инструмента, а также его перемещение в наклонном, продольном и поперечном направлениях. Именно на суппорте располагается резцедержатель, перемещающийся вместе с ним за счет ручного или механического привода.

Суппорт с кареткой станка Optimum D140x250
Движение данного узла обеспечивается его строением, характерным для всех токарных станков.
- Продольное перемещение, за которое отвечает ходовой винт, совершает каретка суппорта, при этом она передвигается по продольным направляющим станины.
- Поперечное перемещение совершает верхняя – поворотная – часть суппорта, на которой устанавливается резцедержатель (такое перемещение, за счет которого можно регулировать глубину обработки, совершается по поперечным направляющим самого суппорта, имеющим форму ласточкиного хвоста).
Резцедержатель быстросменный MULTIFIX картриджного типа
Резцедержатель, который также называют резцовой головкой, устанавливается в верхней части суппорта. Последнюю при помощи специальных гаек можно фиксировать под различным углом. В зависимости от необходимости на токарных станках могут устанавливаться одно- или многоместные резцедержатели. Корпус типовой резцовой головки имеет цилиндрическую форму, а инструмент вставляется в специальную боковую прорезь в нем и фиксируется болтами. На нижней части резцовой головки имеется выступ, который вставляется в соответствующий паз на суппорте. Это наиболее типовая схема крепления резцедержателя, используемая преимущественно на станках, предназначенных для выполнения несложных токарных работ.
Электрическая часть токарного станка
Все современные токарные и токарно-винторезные станки по металлу, отличающиеся достаточно высокой сложностью своей конструкции, приводятся в действие при помощи привода, в качестве которого используются электродвигатели различной мощности. Электрические двигатели, устанавливаемые на такие агрегаты, могут быть асинхронными или работающими от постоянного тока. В зависимости от модели двигатель может выдавать одну или несколько скоростей вращения.
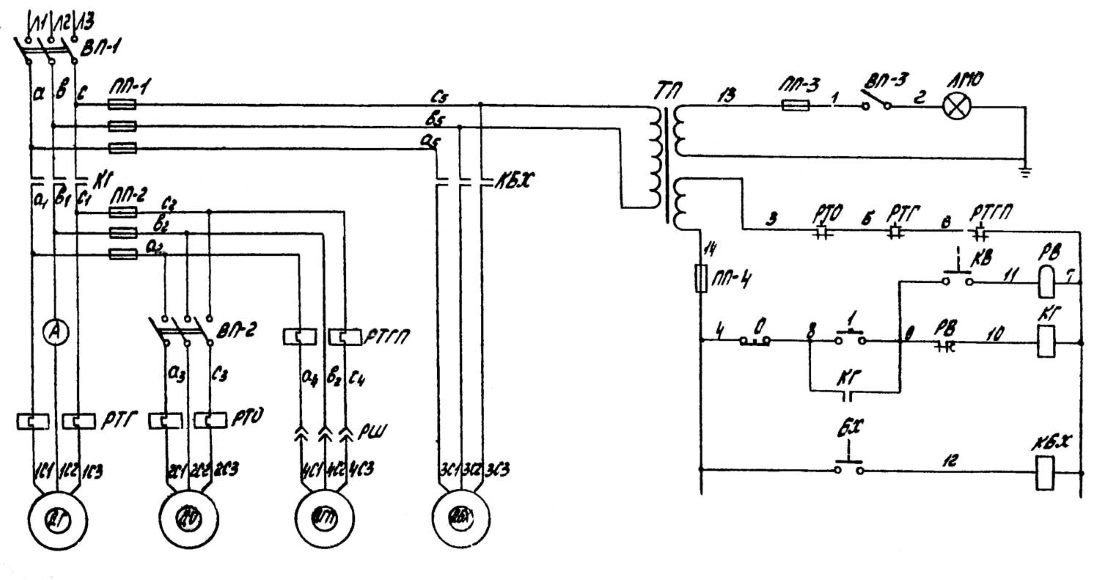
Электрическая схема токарного станка 1К62 (нажмите для увеличения)
На большинстве моделей современных токарных станков по металлу устанавливаются двигатели с короткозамкнутым ротором. Для передачи крутящего момента от двигателя элементам коробки передач станка может использоваться ременная передача или прямое соединение с его валом.
На современном рынке также представлены модели токарных станков, на которых скорость вращения шпинделя регулируется по бесступенчатой схеме, для чего используются электродвигатели с независимым возбуждением. Регулировка скорости вращения вала такого двигателя может осуществляться в интервале 10 к 1. Однако из-за больших габаритов и не слишком экономичного потребления электроэнергии применяются такие электродвигатели крайне редко.

Двухскоростной двигатель со шкивом под плоский ремень передачи
Как уже говорилось выше, в качестве привода токарных станков могут использоваться и электродвигатели, работающие на постоянном токе. Именно такие электродвигатели, отличающиеся большими габаритами, обеспечивают бесступенчатое изменение скорости вращения их выходного вала.
Электродвигатель является основной частью электрической системы любого токарного станка, но она также включает в себя массу дополнительных элементов. Все они, функционируя в комплексе, обеспечивают удобство управления станком, а также эффективность и качество технологических операций, которые на нем выполняются.
Устройство токарного станка по металлу
Токарные станки по металлу, в общей своей массе, имеют примерно схожую компоновку — схему расположения узлов. В этой статье мы перечислим и опишем основные узлы, принцип их работы и назначение.

Основными узлами являются:
- станина;
- передняя бабка;
- шпиндель;
- механизм подачи;
- суппорт;
- фартук;
- задняя бабка.

Основные узлы токарного станка по металлу
Видео-урок об устройстве токарных станков по металлу
Станина
Основной неподвижной частью станка является станина, состоящая из 2 вертикальных рёбер. Между ними находятся несколько поперечных перекладин, обеспечивающих жёсткость и неколебимость статора.

Станина располагается на ножках, их количество зависит от длины станины. Конструкция ножек-тумб такова, что в них могут храниться необходимые для работы станка инструменты.
Верхние поперечные рейки станины служат направляющими для передвижения по ним суппорта и задней бабки. Сравнивая схемы станков, легко заметить, что в некоторых конструкциях используются направляющие 2 видов:
- призматические для перемещения суппорта;
- плоская направляющая для хода задней бабки. В очень редких случаях её заменяет призматического типа.
Передняя бабка
Детали, расположенные в передней бабке служат для поддержки и вращения заготовки, во время её обработки. Здесь же находятся узлы, регулирующие скорость вращения детали. К ним относятся:
- шпиндель;
- 2 подшипника;
- шкив;
- коробка скоростей, отвечающая за регулировку скорости вращения.

Передняя бабка отдельно от станка
Основная деталь передней бабки в устройстве токарного станка – шпиндель. С правой его стороны, обращённой в сторону задней бабки, есть резьба. К ней крепится патроны, удерживающие обрабатываемую деталь. Сам шпиндель устанавливается на два подшипника. Точность работ, выполняемых на станке, зависит от состояния шпиндельного узла.

Коробка скоростей вид сверху
В передней бабке находится гитара сменных шестерен, которая предназначается для передачи вращения и крутящего момента с выходного вала коробки скоростей на вал коробки подач для нарезания различных резьб. Наладка подачи суппорта осуществляется путем подбора и перестановки различных зубчатых колес.
Шпиндель
Маловероятно, что ещё можно встретить устройство токарного станка по металлу с монолитным шпинделем. Современные станки имеют полые модели, но это не упрощает требований предъявляемых к ним. Корпус шпинделя должен выдерживать без прогибов:
- детали с большим весом;
- предельное натяжение ремня;
- нажим резца.
Особые требования предъявляются к шейкам, на которые устанавливаются в подшипники. Шлифовка их должна быть правильной и чистой, шероховатость поверхности не более Ra = 0,8.

В передней части отверстие имеет конусную форму.
Подшипники, шпиндель и ось должны при работе создавать единый механизм, не имеющий возможности создавать лишних биений, которые могут получаться при неправильной расточке отверстия в шпинделе или небрежной шлифовке шеек. Наличие люфта между подвижными частями станка приведут к неточности в обработке заготовки.
Устойчивость шпинделю придают подшипники и механизм регулировки натяга. К правому подшипнику он крепится посредством расточенной, по форме шейки, бронзовой втулки. Снаружи её расточка совпадает с гнездом на корпусе передней бабки. Втулка имеет одно сквозное отверстие и несколько надрезов. Крепится втулка, в гнезде передней бабки гайками, накрученными на её резьбовые концы. Гайки крепления втулки используются для регулировки натяга разрезного подшипника.
За изменение скорости вращения отвечает коробка скоростей. Справа к шкиву присоединяется зубчатая шестерня, справа от шкива шестерня насажена на шпиндель. За шпинделем имеется валик со свободно вращающейся втулкой с ещё 2 шестернями. Через шейку, закреплённому в кронштейнах валику, передаётся вращательное движение. Разный размер шестерней позволяет варьировать скорость вращения.
Перебор увеличивает количество рабочих скоростей токарного станка вдвое. Строение токарного станка по металлу с использованием перебора позволяет выбрать среднюю скорость между базовыми. Для этого достаточно перекинуть ремень с одной передачи на следующую или установить рычаг в соответствующее положение, в зависимости от конструкции станка.
Шпиндель получает вращение от электродвигателя через ременную передачу и коробку скоростей.
Механизм подачи
Механизм подачи сообщает суппорту необходимое направление движения. Задаётся направление трензелем. Сам трензель находится в корпусе передней бабки. Управление им происходит посредством наружных рукояток. Кроме направления можно изменять и амплитуду движения суппорта при помощи сменных шестерней разного количества зубьев или коробки подач.
В схеме станков с автоматической подачей имеются ходовые винт и валик. При проведении работ высокой точности исполнения используется ходовой винт. В остальных случаях – валик, что позволяет дольше сохранить винт в идеальном состоянии для выполнения сложных элементов.
Суппорт
Верхняя часть суппорта – место крепления резцов и другого токарного инструмента, необходимого для обработки различных деталей. Благодаря подвижности суппорта резец плавно перемещается в направлении, необходимом для обработки заготовки, от места, где суппорт с резцом и располагался в начале работы.

При обработке длинных деталей ход суппорта вдоль горизонтальной линии станка должен совпадать с длиной обрабатываемой заготовки. Такая потребность определяет возможности суппорта передвигаться в 4 направлениях относительно центральной точки станка.
Продольные движения механизма происходят по салазкам – горизонтальным направляющим станины. Поперечная подача резца осуществляется второй частью суппорта, передвигающейся по горизонтальным направляющим.
Поперечные (нижние) салазки служат основой поворотной части суппорта. С помощью поворотной части суппорта задаётся угол расположения заготовки относительно фартука станка.

Фартук
Фартук, как и передняя бабка, скрывает за своим корпусом необходимые для приведения в движение механизмов станка узлы, связывающие суппорт с зубчатой рейкой и ходовым винтом. Рукоятки управления механизмами фартука вынесены на корпус, что упрощает регулировку хода суппорта.
Задняя бабка
Задняя бабка подвижная, она используется для закрепления детали на шпинделе. Состоит из 2 частей: нижней – основной плиты и верхней, удерживающей шпиндель.

Задняя бабка в разрезе
Подвижная верхняя часть движется по нижней перпендикулярно горизонтальной оси станка. Это необходимо при точении конусообразных деталей. Через стенку бабки проходит вал, он может поворачиваться рычагом на задней панели станка. Крепление бабки к станине производится обычными болтами.

Индивидуален по своей компоновке каждый токарный станок, устройство и схема могут несколько отличаться в деталях, но в малых и средних станках такой вариант встречается наиболее часто. Компоновки и схемы тяжёлых больших токарных станков отличается в зависимости от их назначения, они узкоспециализированные.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Основные составные части металлообрабатывающих станков
Основные составные части металлообрабатывающих станков показаны на рис. 3.
Несущая система – совокупность корпусных узлов станка, через которые замыкаются силы, возникающие при резании между инструментом и заготовкой. К несущим системам относятся станины, стойки, направляющие. Основными требованиями, предъявляемыми к несущим системам являются: высокая жесткость и виброустойчивость, минимально возможный вес и длительное сохранение точности.
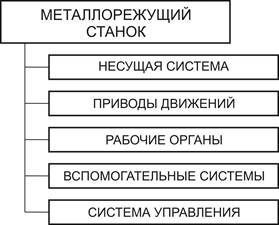
Рис. 3. Составные части металлообрабатывающих станков
Несущая система – совокупность корпусных узлов станка, через которые замыкаются силы, возникающие при резании между инструментом и заготовкой. К несущим системам относятся станины, стойки, направляющие. Основными требованиями, предъявляемыми к несущим системам являются: высокая жесткость и виброустойчивость, минимально возможный вес и длительное сохранение точности.
Для реализации процесса резания на станке необходимо наличие относительного движения между заготовкой и режущим инструментом. Такое движение осуществляется рабочими органами станка, которым сообщаются движения, определяемые назначением станка и характером выполняемых работ. Рабочими органами станка являются устройства, в которых закрепляют заготовку и режущий инструмент (например, шпиндель, суппорт, стол). Движения рабочих органов станка, имеющих непосредственное отношение к процессу резания, делят на главное движение и движение подачи.
Главное движение – движение, определяющее скорость деформирования и отделения стружки.
Движение подачи – движение, обеспечивающее врезание режущей кромки инструмента в материал заготовки.
В данной лабораторной работе рассматриваются ступенчатые приводы. Приводы со ступенчатым регулированием выполняют в виде зубчатых коробок передач, обеспечивающих получение определенного ряда значений частоты вращения или подач.
Приводы используют для обеспечения движений в станках.
Приводы – совокупность устройств, передающих движение от источника движения к рабочему органу станка. В состав привода входят: источник движения (как правило это электродвигатели различных типов), передающие движение механизмы (валы, зубчатые колеса, блоки зубчатых колес, шкивы, муфты и др.). По характеру регулирования скорости движения рабочих органов станка различают ступенчатые и бесступенчатые приводы. Конструктивно ступенчатые приводы позволяют получить ограниченное количество частот вращений выходного вала в определенном диапазоне. Ограниченность количества частот вращений объясняется наличием в таком приводе коробки передач, которая позволяет получить только конкретные значения частот. Бесступенчатые приводы, за счет использования в качестве источника движения электродвигателей постоянного тока, позволяют получить любую частоту вращения в заданном диапазоне.
В зависимости от элементов, составляющих приводы, их делят на:
По назначению приводы различают на:
― приводы главного движения (ПГД);
― привод рабочих подач (ПП);
― привод ускоренных подач (ускоренных перемещений);
― приводы вспомогательных движений.
У токарных станков ПГД – это привод осуществляющий вращение патрона в котором крепится заготовка, ПП – перемещение инструмента. У фрезерных и сверлильных станков ПГД – привод для вращения инструмента.
Основные элементы приводов главного движения показаны на рис. 4.
Привод подачи состоит из механизмов, служащих для:
― обеспечения непрерывной или прерывной подач инструмента или заготовки;
― изменения скорости и направления подачи;
― жесткой кинематической связи между главным движением резания и движением подачи (например, нарезание резьбы, зубьев зубчатых колес);
― включения и отключения подач.

Рис. 4. Основные элементы приводов главного движения станков с вращательным движением: 1 – электродвигатель; 2 – ременная передача;
3 – устройство для включения и отключения вращения шпинделя при работающем электродвигателе; 4 – реверсивное устройство;
5 – устройство для изменения частот вращения привода (множительный механизм, коробка скоростей); 6 – тормоз; 7 – рабочий орган (шпиндель)
Различают зависимый и независимый приводы подач. Зависимый привод подач – это привод получающий движение от шпинделя или от вала, связанного со шпинделем, неизменным передаточным отношением. Независимый привод подач имеет индивидуальный источник движения или вал, не связанный со шпинделем неизменным передаточным отношением (в этом случае подача измеряется в мм/мин). Основные элементы привода подачи токарно-винторезного станка показаны на рис. 5.
Передачей называют механизм, передающий движение от одного элемента к другому (с вала на вал) или преобразующий одно движение в другое (вращательное в поступательное). В передаче элемент, передающий движение называют ведущим, а элемент, получающий движение — ведомым.
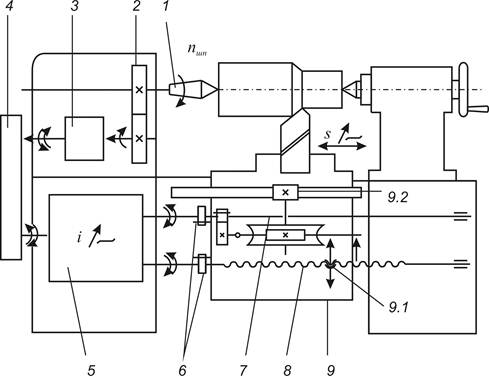
Рис. 5. Основные элементы привода подачи токарно-винторезного станка:
1 – шпиндель (источник движения – шпиндельный вал); 2 – передача с постоянным передаточным отношением; 3 — реверсивное устройство;
4 – гитара сменных зубчатых колес; 5 – коробка подач;
6 – предохранительная муфта; 7 – ходовой вал; 8 – ходовой винт;
9 – фартук суппорта (служит для размещения механизмов преобразующих вращательное движение ходового вала и винта в поступательное перемещение суппорта); 9.1 – механизм поперечной подачи;
9.2 – механизм продольной подачи)
Каждая передача характеризуется передаточным отношением i. Передаточным отношением называют число, показывающее, во сколько раз частота вращение ведомого элемента (nВМ) отличается от частоты вращения ведущего элемента (nВД)
 ,
,
Ременная передача рис.6 осуществляется плоскими, клиновыми или круглыми ремнями через шкивы d, закрепляемые на ведомом II и ведущем I валах. Передаточное отношение ременной передачи определяется по формуле
 ,
,
где d1 ‑ диаметр ведущего шкива;
d2 ‑ диаметр ведомого шкива;
 ‑ коэффициент проскальзывания (η = 0,96 … 0,99).
‑ коэффициент проскальзывания (η = 0,96 … 0,99).
На рис. 6 показаны два основных вида ременных передач. В первом случае ременная передача состоит из двух шкивов, каждый из которых закреплен на отдельном валу. Во втором случае на валах расположены блоки, состоящие из трех шкивов каждый. Такая конструкция ременной передачи позволяет получить при передаче вращения с первого на второй вал три различные частоты вращения. Разные значения частот на втором валу достигаются перемещением ремня по парам шкивов d4 –d1, d5 –d2, d6 –d3.
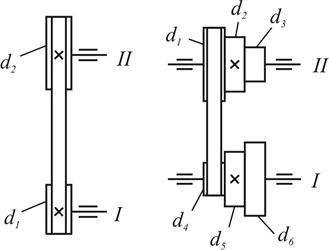
Рис. 6. Ременные передачи
Цепная передача осуществляется роликовой или бесшумной цепью, соединяющей звездочки, закрепленные на ведомом и ведущем валах. Передаточное отношение цепной передачи определяется
 ,
,
где  ‑ число зубьев на ведущей звездочке;
‑ число зубьев на ведущей звездочке;
 ‑ число зубьев на ведомой звездочке.
‑ число зубьев на ведомой звездочке.
Чаще всего зубчатая передача состоит из цилиндрических или конических зубчатых колес. Передаточное отношение зубчатой передачи определяется по формуле
 ,
,
где, ‑ число зубьев на ведущем зубчатом колесе;
‑ число зубьев на ведомом зубчатом колесе.
Червячная передача состоит из червяка (винта) и червячного зубчатого колеса и предназначена для резкого снижения частоты вращения ведомого вала. Передаточное отношение червячной передачи
 ,
,
где K ‑ число заходов резьбы червяка;
Z ‑ число зубьев червячного колеса.
Реечная передача преобразует вращательное движение реечного зубчатого колеса в поступательное движение рейки. Если реечное колесо имеет Z зубьев, а модуль реечного колеса равен m, мм, то за n оборотов реечного колеса рейка переместится на величину S, мм
 .
.
Винтовая передача состоит из винта и гайки и служит для преобразования вращательного движения винта в поступательное движение гайки. Если шаг резьбы винта равен t, мм, число заходов резьбы равно k, то за n оборотов ходового винта гайка переместится в осевом направлении на величину S, мм
 .
.
188.64.169.166 © studopedia.ru Не является автором материалов, которые размещены. Но предоставляет возможность бесплатного использования. Есть нарушение авторского права? Напишите нам | Обратная связь.
Отключите adBlock!
и обновите страницу (F5)
очень нужно