

Токарный станок 1к62 ремонт коробки подач
Токарно-винторезный 1К62
Цель ремонта: капитальный ремонт, восстановление технических характеристик согласно паспортным данным завода изготовителя
Перечень проводимых работ при капитальном ремонте

-проверка станка на точность
-составление дефектной ведомости
-очистка от стружки и масла
-разборка на узлы, мойка узлов
-разборка узлов на детали
-разборка, промывка, дефектация
-установка нового патрона
-разборка, промывка, дефектация
-ремонт и замена комплектующих
-разборка, промывка, дефектация
-ремонт (замена) муфт и втулок
-разборка, промывка, дефектация
-ремонт продольных направляющих каретки
-шлифовка прижимных планок
-шабровка поперечных направляющих каретки
-шабровка направляющих верхнего суппорта
-шабровка направляющих верхних салазок
-ремонт винта и гайки поперечного суппорта
-ремонт винта и гайки верхнего суппорта
-сборка-наклейка на поверхности скольжения суппорта и каретки износостойкого пластикового покрытия «ZX»
-разборка, промывка, дефектация
-ремонт и замена изношенных деталей
-разборка, промывка, дефектация
-расточка и хонинговка направляющей пиноли задней бабки
-шлифовка пиноли задней бабки
-ремонт винта и гайки пиноли
Ремонт ходового винта и вала
-ремонт(замена)винта и вала
-изготовление новых гаек
-разборка, промывка, дефектация
-ремонт (замена) трубопроводов и насосов

-установка нового электрошкафа
-монтаж новой низковольтной аппаратуры в электрошкафу
-ремонт(замена) светосигнальных и осветительных устройств
-ремонт(замена) эл. двигателей
— новый электромонтаж по станку
Ремонт ограждений
Сборка, шпатлевка и окраска
Обкатка станка на холостом ходу на всех скоростях и подачах
Сдача станка заказчику
Результатом оказанных услуг является
- Полностью функционирующая и комплектная единица оборудования, с восстановленными техническими характеристиками согласно паспортным
данным завода изготовителя, принятая Заказчиком; - Полный комплект необходимой документации;
Общее описание
Предназначен для обтачивания и растачивания в центрах или патроне цилиндров, крутых и пологих конусов, обработки торцов, нарезания метрической , модульной, дюймовой,
и точной резьб (метрическая, дюймовая, модульная, питчевая и архимедова спираль с шагом 3/8″; 7/16″; 2; 5,5; 6; 6,5; 7; 8; 8,5; 10; 11; 12 и 14 мм.) Задняя бабка
токарного станка позволяет осуществлять поперечное ее смещение, благодаря чему на станке может
обработка пологих конусов. Возможно соединение задней бабки с нижней частью суппорта с помощью специального замка, что иногда требуется при сверлении задней балкой
и использовании механического перемещения балки от суппорта.
Табл. 1 Технические характеристики
Ремонт токарных станков — общие принципы
В процессе эксплуатации токарного станка рано или поздно вы столкнетесь с какой-либо неисправностью. Особенно высока вероятность поломки, если вы используете в работе агрегат с немалым «пробегом». В этом случае нужно быть готовым не только к мелким неисправностям, но и к возможной необходимости произвести капитальный ремонт токарного станка, а это весьма и весьма затратная затея.

К счастью, конструкция большинства агрегатов (особенно тех, что производились во времена СССР) достаточно проста для того, чтобы вы справились с ремонтом токарного станка без привлечения стороннего специалиста. Ниже на примере модели 1К62 мы рассмотрим самые распространенные поломки, причины их возникновения и методы устранения. Если на практике вы столкнетесь с описанными проблемами – скорее всего, вы сможете выполнить ремонт своими силами, следуя нижеприведенным рекомендациям.
Основные поломки, причины и методы их устранения
Первоначальная причина возникновения большинства неисправностей в работе токарного станка – неправильная эксплуатация и уход за оборудованием. Мастеру следует знать, как обслуживать агрегат. Это позволит в будущем сэкономить немалые суммы, так как капитальный ремонт токарных станков обходится недешево, даже если вы будете производить починку своими силами.
Специалисты рекомендуют перед тем, как впервые приступать к работе за станком, подробно изучить рекомендации по эксплуатации и другую документацию, которая поставляется в комплекте с оборудованием. Если вы приобретаете б/у станок без инструкции, то имеет смысл найти всю документацию, касающуюся агрегата 1К62 или любой другой модели, самостоятельно в сети.
Теперь, когда вы узнали о тонкостях эксплуатации вашего «помощника», настало время изучить самые распространенные поломки и способы их устранения. Для удобства восприятия приведем советы по ремонту токарного станка 1К62 в виде списка:
- Станок не включается. Самая распространенная и наиболее простая в решении проблема. Она, скорее всего, связана с отсутствием сетевого напряжения. Мастеру рекомендуется проконтролировать наличие и показатели напряжения.
- Не удается с помощью рукояти переключить блок шестерен, агрегат издает типичный звук проскальзывания. Такого рода проблема связана с тем, что блок не выводится из холостого положения. Рекомендуется запустить повторно электромотор и осуществить включение передачи «на выбеге».
- Электромотор самопроизвольно отключается в процессе работы. Скорее всего, это срабатывает реле, защищающее силовой агрегат от чрезмерной нагрузки. В этом случае мастеру стоит снизить интенсивность резания или подачи.
- Недостаточно высокий крутящий момент шпинделя, который не достигает предела, указанного в документации. Проблема может состоять в недостаточно сильном натяжении ремней. Увеличив его, вы повысите крутящий момент. Еще одной причиной проявления проблемы может быть плохо затянутая фрикционная муфта, увеличив натяжение которой, вам также удастся повысить крутящий момент.
- Медленное торможение шпинделя. В большинстве случаев причина этой неисправности – недостаточно сильное натяжение ленты торможения. Увеличив этот параметр, вы отметите, что торможение стало более динамичным.
- Усиление подачи суппорта не достигает показателей, указанных в документации. Чтобы справиться с проблемой, специалисты рекомендуют сильнее затянуть пружину перегрузочного устройства.
- Охлаждающий насос не функционирует. Обычно возникновение этой проблемы связывают с недостаточно высоким уровнем охлаждающей жидкости в системе. Долив ее, в большинстве случаев вам удастся устранить неисправность. Также причиной этой проблемы может оказаться выход из строя предохранителей. Обычная замена на новые решит внезапно возникшую перед вами задачу.
- Чрезмерная вибрация станка во время работы. Причин это этому может быть несколько. Первая – это некорректный монтаж агрегата по уровню. В этом случае нужно выверить станок. Вторая возможная причина – это износ стыка направляющих суппорта. Подтяните прижимные клинья и планки, и, скорее всего, ситуация исправиться. Также чрезмерные вибрации часто связывают с некорректным подбором режима резания или с неправильной заточкой режущего инструмента.
- Точность обработки заготовки неудовлетворительная. Есть четыре основные причины такой проблемы. Это – поперечное смещение задней бабки, чрезмерный вылет зафиксированной в патроне конструкции, недостаточно жесткая фиксация держателя резца или патрона. В первом случае вам необходимо настроить положение бабки, во втором – поджать конструкцию центром или поддержать люнетом. В третьем и четвертом случае вам следует подтянуть рукоять держателя резца или ремни крепления патрона.
Нередко ремонт токарного станка 1К62 нужно произвести по причине неисправности смазочной системы. Если в маслоуказателе отсутствует слабая струя смазки, то это говорит о том, что винт упора рычага насоса не настроен. Мастеру нужно отрегулировать положение плунжера.
Если же струя масла есть, но она очень слабая, то, скорее всего, причина – загрязнение фильтра. Проблема решается банальной промывкой фильтра.
Кроме того, неисправность пружины плунжерного насоса может привести к полному отсутствию струи смазки в маслоуказателе. Заменив пружину, вы устраните проблему. Если же смазочная жидкость не подается на направляющие станины, то причина, скорее всего, лежит в загрязнении одного из клапанов плунжерного насоса. Опять же, ремонт заключается в тщательной промывке.
Итоги
Как видно, ремонт токарных станков можно производить самому, если разбираться в способах устранения основных неисправностей. Надеемся, что представленная информация сэкономит вам деньги и массу времени.
Токарный станок 1к62 ремонт коробки подач

Станки токарно-винторезные моделей 1К62Д, 1К62ДГ, 1К625Д, 1К625ДГ предназначены для выполнения разнообразных токарных работ, в том числе для нарезания резьб: метрической, дюймовой, модульной, питчевой и архимедовой спирали с шагом 3/8″, 7/16″, 8, 10 и 12 мм. Класс точности Н по ГОСТ 8. Условия эксплуатации УХЛ4, ТС4, ТВ4 по ГОСТ 15150 в зависимости от заказ-наряда.
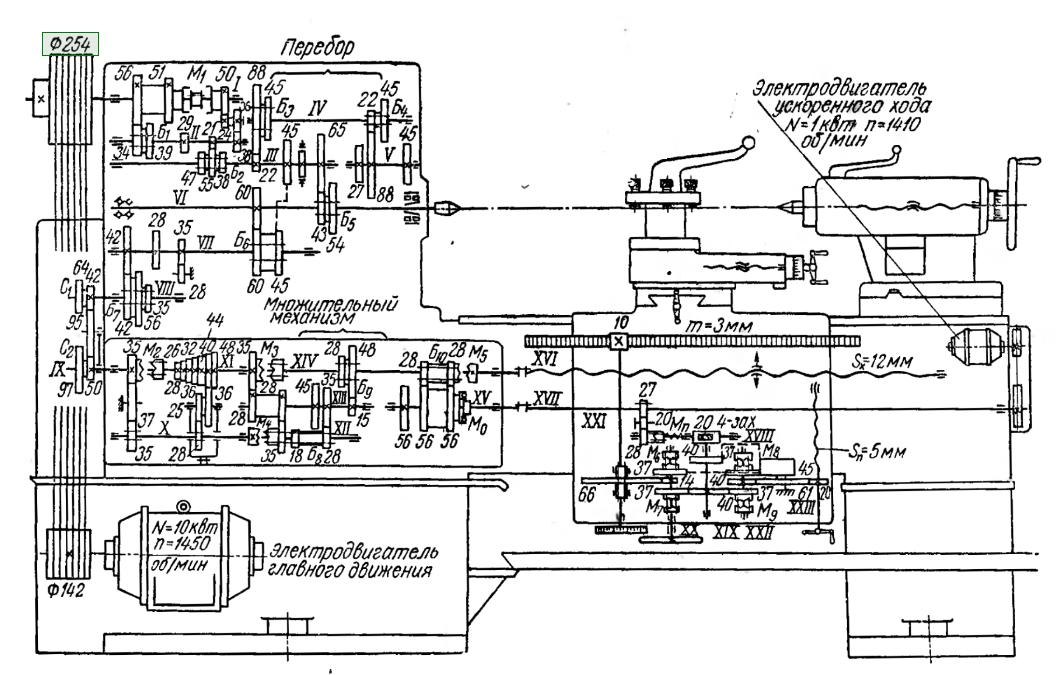
Кинематическая схема

Передняя бабка

Передняя бабка (рис. 6—9) служит для сообщения шпинделю различных частот вращения при резании, сверлении, нарезании резьб и приводит в движение сменные зубчатые колеса коробки передач. Механизм передней бабки позволяет:
— нарезать резьбы с увеличенным шагом в 4 и 16 раз, передаточное отношение между цепью подач и шпинделем увеличивается в 8 и 32 раза;
— нарезать правые и левые резьбы;
— нарезать многозаходные резьбы с делением на 2, 3, 4, 5, 6, 10, 12, 15, 20, 30 и 60 заходов.
Частота вращения шпинделя устанавливается рукоятками 108 и 133 (см. рис. 7) по таблице, помещенной на передней бабке.
В правой и левой частях таблицы даны ряды частот вращения шпинделя в минуту при прямом вращении и указаны положения рукояток для установки требуемых частот вращения.
Рукояткой 108 устанавливается один из четырех рядов частот вращения шпинделя в соответствии с обозначением положения рукоятки, нанесенным на таблице.
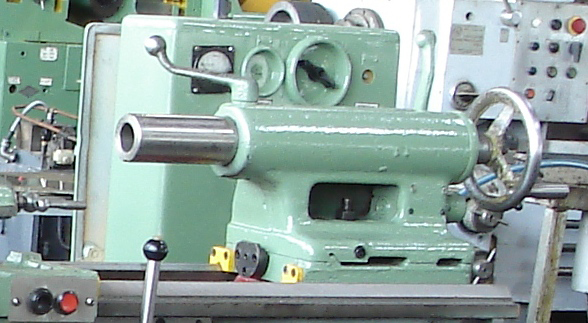
Задняя бабка

Задняя бабка (рис. 10, 11) перемещается по направляющим .станины и крепится к ней в нужном положении через систему рычагов и эксцентрик рукояткой 19 (см. рис. 10).
Перемещение пиноли осуществляется вращением маховика 12, а крепление пиноли рукояткой 48 (см. рис. 11).
При помощи поперечного смещения задней бабки, осуществляемого винтами 41, можно обрабатывать пологие конуса.
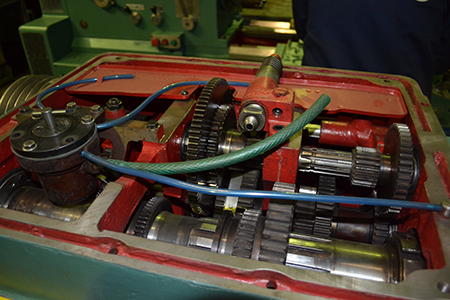
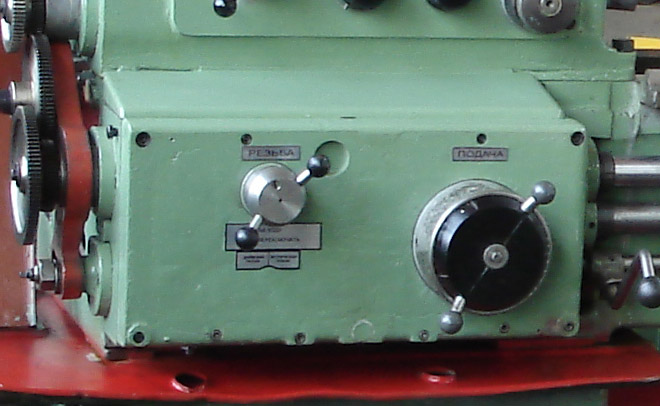
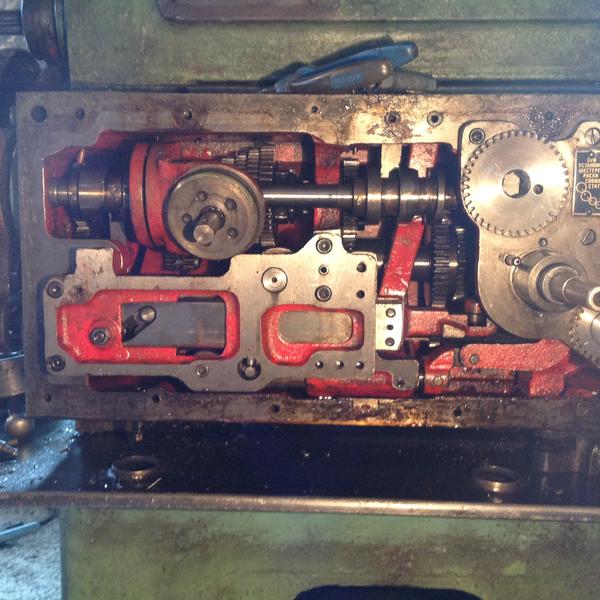
Коробка подач

Коробка подач (рис. 12—14). Механизм коробки подач позволяет, через ходовой винт с шагом 12 мм (без звена увеличения шага), получить следующие резьбы:
— метрические с шагом от 0,5 до 12 мм;
— дюймовые от 2 до 24 ниток на 1″;
— модульные от 0,5 до 3 модулей;
— питчевые от 1 до 96 питчей.
Посредством механизма увеличения шага при частоте вращения шпинделя от 12,5 до 40 можно получить резьбы с увеличенным шагом, превышающим нормальный в 32 раза, а при частоте вращения от 50 до 160 — в 8 раз в соответствии с данными таблицы на барабане 115 (рис. 14).
Через ходовой валик суппорт при любой частоте вращения шпинделя получает продольные подачи от 0,07 до 2,08 мм/об и поперечные от 0,035 до 1,04 мм/об, а при частоте вращения от 50 до 630 в минуту— продольные подачи от 2,28 до 4,16 мм/об и поперечные от 1,14 до 2,08 мм/об.
Для нарезания более точных резьб в коробке подач предусмотрено положение рукоятки 99, при котором ходовой винт включается напрямую, минуя механизм коробки подач. При этом нужный шаг подбирается сменными шестернями специального набора.
Поворотом рукоятки с барабаном определяется выбор ряда резьб или подач. Для получения требуемой величины и выбранного ряда резьбы или подачи рукоятку из барабана вытащить на себя, повернуть до совпадения риски рукоятки с соответствующей графой таблицы барабана, а затем подать рукоятку вперед в прежнее положение.
Для осуществления быстрых перемещений суппорта в коробке подач на выходном валу смонтирована обгонная муфта.
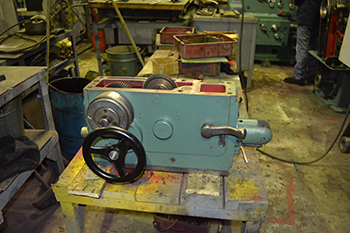
Фартук

Фартук (рис. 15—19) имеет четыре кулачковые муфты, позволяющие осуществить прямой и обратный ходы каретки и суппорта. Управление перемещениями каретки и нижней части суппорта осуществляется мнемонической рукояткой 57.
Фартук имеет блокирующее устройство, препятствующее одновременному включению продольной и поперечной подач суппорта, одновременному включению ходового винта и ходового валика, а также предохранительную кулачковую муфту, которая срабатывает под действием усилий, возникающих при перегрузке фартука.
Зазор сцепления маточной гайки с ходовым винтом отрегулирован на заводе. При ремонте зазор устанавливается винтом, расположенным в торце корпуса маточной гайки снизу фартука.
Суппорт

Суппорт (рис. 20—23) крестовой конструкции перемещается в продольном направлении по направляющим станины и в поперечном по направляющим каретки. Эти перемещения могут быть осуществлены от механического привода на рабочей подаче, быстро, а также от руки. Кроме того, верхняя часть суппорта, несущая на себе четырехгранную резцовую головку, имеет независимое ручное продольное перемещение по направляющим поворотной части суппорта и может быть повернута на угол ±90°.
Для удобства определения величин перемещения резцовых и поперечных салазок при обработке деталей суппорт снабжен масштабными линейками.
На резцовых салазках 26 нанесена линейка с ценой деления 5 мм.
На каретке 34 установлена линейка с ценой деления 10 мм на Диаметр изделий, по которой контролируются величины перемещения поперечных салазок 31 при помощи закрепленного на них визира
Конструкция линейки, закрепленной на каретке, предусматривает установку жесткого упора поперечных перемещений, поставляемого по особому заказу. Жесткий микрометрический упор 57 устанавливается и закрепляется на передней полке станины двумя винтами 76,
При обработке торцов деталей на тяжелых режимах резания винтом 73 затянуть прижимную планку каретки. На нижней части суппорта может быть установлен дополнительно задний резцедержатель.
Для установки заднего резцедержателя на станке 1К62Д, полученного заказчиком по специальному заказу отдельно от станка, провести доработку нижней части суппорта по рис. 22.
Представленная на рис. 23 схема предназначена для правильной установки заглушек, пробок и прокладок системы смазки в каретку при ремонте станка.
Моторная установка приведена на рис. 24. Механизм управления фрикционной муфтой главного привода приведен на рис. 25.
Конструкция механизма исключает возможность включения фрикционной муфты при случайном нажатии на рукоятки 5, 9 (см. рис. 25), которые сблокированы между собой следующим образом.
При работе рукояткой 9 рукоятка 5 повторяет операции первой. Выключение возможно любой из рукояток. Если же муфта включена рукояткой 5, то выключение можно произвести и рукояткой 9, только при условии предварительного поворота этой рукоятки в соответствующее рабочее положение с последующим возвращением в нейтральное (среднее) положение для выключения.
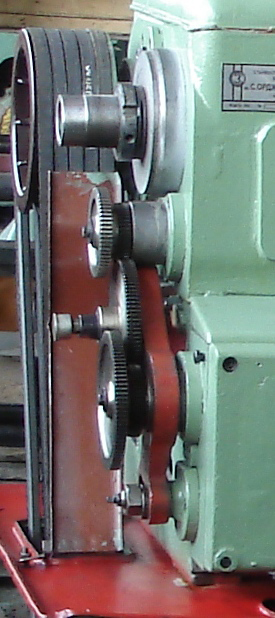
Коробка передач (сменные шестерни)

Коробка передач (сменные шестерни), рис. 26 служит для передачи движения от выходного вала передней бабки к приводному валу коробки подач, с помощью установки комбинаций сменных шестерен.
Сменные шестерни К и N монтируются на шлицевых валах и закрепляются болтами 5, 10 через шайбы 4, 11
Промежуточные шестерни L и М устанавливаются на шлицевой втулке 6 оси 9, закрепляемой при помощи ключа в требуемом месте паза кронштейна 12, который фиксируется гайкой 2.
На торцах сменных шестерен К, L, М, N нанесены число зубьев z и модуль m.
При закреплении кронштейна 12 и оси 9 установить сменные шестерни с минимальным радиальным зазором.
Нельзя забывать о регулярной смазке сменных шестерен и втулки 6, которая смазывается через колпачковую масленку 8.
Электрическая схема

Работа электросхемы. Схема электрическая принципиальная станка приведена на рис 33. В табл. 12 указан перечень элементов к схеме. Номинальные данные аппаратов, меняющиеся в зависимости от напряжения питающей сети, приведены в табл. 14.
Схема электрическая соединений станка приведена на рис. 34 и табл. 13. Схема соединений панели управления показана на рис. 35 и табл. 15.
Пуск электродвигателя главного привода M1 осуществляется нажатием кнопки SB3, которая замыкает цепь катушки пускателя КМ1, переводя его на само-питание. Остановка электродвигателя M1 осуществляется кнопкой SB2.
Электродвигатель быстрых перемещений каретки и суппорта М2 управляется нажатием толчковой кнопки, встроенной в рукоятку фартука, воздействующей на конечный выключатель SQ3.
Пуск и останов электронасоса охлаждения М3 осуществляется переключателем SA1 Работа электронасоса сблокирована с электродвигателем главного привода M1 и включение его возможно только после включения пускателя KM1
Для ограничения холостого хода электрод питателя главного привода в схеме имеется реле времени КТ1. В средних (нейтральных) положениях рукоятки включения фрикционной муфты главного привода замыкается контакт конечного выключателя SQ1 и включается реле времени KT1, которое через установленную выдержку времени отключит своими контактами пускатель КМ1 главного привода.
Аварийную остановку любого работающего электродвигателя с одновременным отключением станка от электросети производят нажатием на кнопку SB1, при этом вследствие изменения состояния контактов этой кнопки обесточиваются схемы управления реле и контакторов и срабатывает дистанционный расцепитель вводного выключателя QF1
Защита электродвигателей и трансформатора от тока короткого замыкания осуществляется автоматическими выключателями и плавкими предохранителями.
Электродвигатели M1 и М2 от длительных перегрузок защищены тепловыми реле КК1 и КК2.
Нулевая защита электросхемы станка, исключающая самопроизвольное включение электропривода при восстановлении напряжения сети после его отключения или недопустимого снижения, обеспечивается магнитным пускателем КМ1 и его нормально открытыми контактами.
Все про токарный станок 1к62, ремонт, оснастка, электрика и тд.
Все про токарный станок 1к62, ремонт, оснастка, электрика и тд. 















Кто в курсе маточную гайку как регулировать? Вымысле, фартук снят, затолкать вал и настраивать зацепление? Так можно сделать?
у меня 1 а 62. но буду следить за темой, так как мой ремонт пока закончился оттиранием табличек и сборкой в кучу. остался правда один болт крепления передней бабки была снята и какая-то пластина подозрительно ровно обработанная и блестящая чтобы считать её случайно оказавшейся в ящике с железом от станка  но найти ей место никак не получается, позднее скину фото может кто подскажет что это. чья-то шутка или деталь от станка
но найти ей место никак не получается, позднее скину фото может кто подскажет что это. чья-то шутка или деталь от станка
Настроил рычаг быстрой подачи,  или как он правельно называется, отрегулировал зацеп шестерён вправо влево вперёд назад, снял вал шестерню, этот вал не выходил из зацепления с зубчатой рейкой, на своём месте только с помощью молотка его можно было продвинуть, снял этот вал он оказался погнут! Даже не вооруженным глазом видно погнутость, снял зубчатую рейку, надо попытаться востоновить, хочу наварить сломаные зубы и отдать токарю чтоб профрезеровал.
или как он правельно называется, отрегулировал зацеп шестерён вправо влево вперёд назад, снял вал шестерню, этот вал не выходил из зацепления с зубчатой рейкой, на своём месте только с помощью молотка его можно было продвинуть, снял этот вал он оказался погнут! Даже не вооруженным глазом видно погнутость, снял зубчатую рейку, надо попытаться востоновить, хочу наварить сломаные зубы и отдать токарю чтоб профрезеровал. 



Привет Николай . Станок этот распостраненный , может рейку заказать в интернете.
Рожденный ползать,летать не сможет.
Привет Николай . Станок этот распостраненный , может рейку заказать в интернете.
Привет, Кто бы сылку дал на вал и зуб рейку!? ищу пока не нашёл, сегодня разобрал точнее снял крышку коробки подачь, осмотр показал что все в порядке, за исключением Блока шестерён немного зуб один отколот, как это повлияет на работу стонка, подскажите! Ещё заметил что шестерни над которыми написано, при сборке шестерни выставить по меткам, дак вот они стоят не по меткам, как так то? Как работали на нем? И что мне делать? Ставить шестерни по меткам или оставить так как есть?!


Шестерни по меткам совпадают! Это просто я лопух! Покрутил шестерни и они встали по меткам. 
Шестерни по меткам совпадают! Это просто я лопух! Покрутил шестерни и они встали по меткам.
Учи матчасть Литература есть по станку?
Рожденный ползать,летать не сможет.
Шестерни по меткам совпадают! Это просто я лопух! Покрутил шестерни и они встали по меткам.
Учи матчасть Литература есть по станку?
Летература есть, читаю по возможности, прочитанное не хрена не даёт, пока своими руками не разберёшь и не пощупаешь.
Почистил, ванну для масла, у коробки подачь, трубки все забиту быль грязью и стружкой, ели проковырял. Поставил трубки на масло насос. 

Ещё вопрос, прокладка должна быть на крышки коробки?
Николай у тебя сколько Рмц 1м .? Как станок перевозил на чем ,и вес сколько вышел ?
Рожденный ползать,летать не сможет.
Николай у тебя сколько Рмц 1м .? Как станок перевозил на чем ,и вес сколько вышел ?
Иван я тебе немного не понял! Р м ц 1м это что? Станок перевозил на варовайке с краном, грузоподъёмностью 5тон, напугали меня что станок весит 3 тонны, потом у Вадиму спросил, сколько примерно весит, он сказал что примерно 2500 может чуть больше, так что кран заказывал с запасом по грузоподьемности.
Станок 1к62 есть с рмц ,1 метр есть с 1,5метр.
Вроде длина заготовки .
Рожденный ползать,летать не сможет.
Станок 1к62 есть с рмц ,1 метр есть с 1,5метр.
Вроде длина заготовки .
Иван, ну ты и загнул, я же Ещё зелёный в токарном деле, а ты мне оббревиатурой озадачиваешь, сиди гадай что это за рмц так бы и написал расстояние между центрами, не знаю не придавал этому значение, дома буду смерю.
Установил шестерни по меткам, немного запутался, так как на центральной шестерне, которая крутится ручкой, на ней по мимо двух еще одна метка есть, выяснил опытным путём, что если ставить по этой третьей метки, то метки на других шестеренках не совпадают. Так что вот так! 


Привет Николай . Ремонт смотрю отложен всвязи с началом сенокоса. Слушай ты какие резцы брал , интересует размер сечения резца в резцедержателе? Ширина высота .?
Электродвигатель не думаешь ставить вместо 10 кватт 7,5 кватт .?
Рожденный ползать,летать не сможет.
Привет! С покосом проблемы, дожди все ещё идут! Сено кто косил все до щасных пор лежит под дождём! Не своё а все ровно жалко, столько сана сгноить, это просто опа! На счёт Резцов, пока набрал старых савецках, а вообще хочу заказать Китайские со сменными пластинами, примерно такие, 
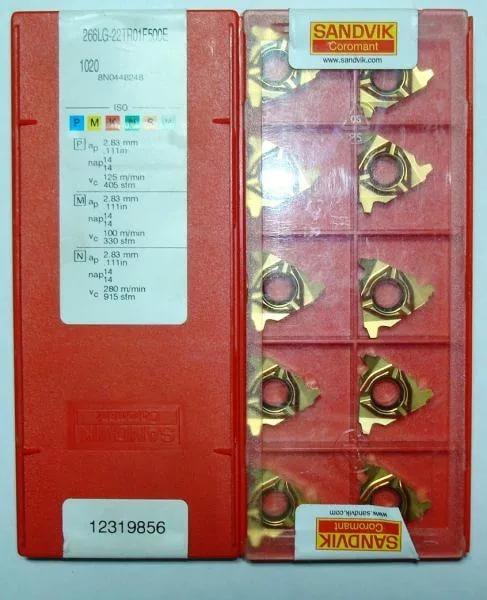
у меня до центра если не совру примерно 34-35 мм токие резцы Китайские дорого стоят, хочу взять по дешевле ( по тоньше ) с подкладками конечно прийдется точить, зато на много сыкономить удастся на покупках резцов. Электродвигатель хочу 5,5 кВт поставить, на чипмейкере мужики говорят что по заглаза такой мощности хватит!
Иван у тебя что станок есть? Или хочешь купить?
Может подскажешь как крепится лимб? Чтото не могу понять! 

Может подскажешь как крепится лимб? Чтото не могу понять! [изображение]
[изображение]
На счет этого ничем помоч не могу . Станка нет но вроде нарисовывается картина , что в сентебре приеду с вахты , возьму если в лесопунте не продадут там такой как у тебя 1к62 . Так что разбирайся , потом мне совет дашь . А ты брал проверял работу ,или так на свой страх и риск .? Как у тебя направляющие состояние ?
На счет резцов спрашиваю , что уже запасаюсь .
Но их чем больше тем лучше .
Да на счет сена ты прав.Может цена вырастет на него , в долларах будешь продавать :-):-)
Рожденный ползать,летать не сможет.
Может подскажешь как крепится лимб? Чтото не могу понять! [изображение]
[изображение]
На счет этого ничем помоч не могу . Станка нет но вроде нарисовывается картина , что в сентебре приеду с вахты , возьму если в лесопунте не продадут там такой как у тебя 1к62 . Так что разбирайся , потом мне совет дашь . А ты брал проверял работу ,или так на свой страх и риск .? Как у тебя направляющие состояние ?
На счет резцов спрашиваю , что уже запасаюсь .
Но их чем больше тем лучше .
Да на счет сена ты прав.Может цена вырастет на него , в долларах будешь продавать :-):-)
Станок брал на свой страх и риск! Станок стоял не подключён, весь ржавый, с крыши на него бежало, везде была вода, мужики говорят, что не зачем станок запускать, ты же не знаешь что там, можно только ещё хуже сделать, по крайней мере мне так советовали! На сегодняшний день моего не большого опыта, могу посоветовать, вскрой кружку коробки( передней бабки ) посмотри, покрути шестерни, чтоб зубы все целые были, скоростя попереключай, главное станина чтоб бала не сильно изношена, у меня станок после ремонта, я так понял, потому как наделки стоят! Бери станок! Вместе будем разбератся! Как говорится, одна голова хорошо, а 2 это мутант! на счёт сена, не и в евро не отказался бы прадовать, да с такой погодой себе бы накосить!
Ремонт фрикционного вала токарно-винторезного станка модели 1К62
Характеристика и назначение ремонтируемого оборудования. Основные виды фрикционной муфты, их описание. Ремонт и особенности эксплуатации Технического узла. Возникающие дефекты в работе детали. Техника безопасности при выполнении ремонтных работ.

Отправить свою хорошую работу в базу знаний просто. Используйте форму, расположенную ниже
Студенты, аспиранты, молодые ученые, использующие базу знаний в своей учебе и работе, будут вам очень благодарны.
Размещено на http://www.allbest.ru/
Ремонт фрикционного вала токарно-винторезного станка модели 1К62
1. Характеристика и назначение оборудования
2. Характеристика и основные виды фрикционной муфты
3. Ремонт Технического узла
4. Возникающие дефекты в работе детали
5. Техника безопасности при выполнений ремонтных работ
Тема данной работы «Ремонт Фрикционного вала токарно-винторезного станка модели 1К62» была выбрана на основе выполняемых работ по месту прохождения практики (на предприятий ООО «Жилкомсервис» в ремонтных мастерских.
Цель работы — изготовить демонстрационный стенд по теме «Ремонт Фрикционного вала токарно-винторезного станка модели 1К62» по специальности «Монтаж и технологическая эксплуатация промышленного оборудования (по отраслям)» который будет использоваться в учебном процессе.
При выполнений работы решались следующие задачи;
— анализ материала (по выбранной теме),
— демонстрация вида ремонта вала.
Ремонтируемое оборудование токарно-винторезный станок модели 1К62. Станок предназначен для выполнения чистовых и получистовых разнообразных токарных работ в мелкосерийном и индивидуальном производствах. Например нарезания резьбы: метрической, дюймовой, модульной, питчевой и архимедовой спирали. Вращение шпинделя осуществляется от электродвигателя переменного тока через коробку скоростей. Коробка подач закрытого типа. Числа оборотов шпинделя и подачи суппорта настраиваются переключением зубчатых колес коробки скоростей и коробки подач при помощи рукояток. Перемещение задней бабки по направляющим станины и выдвижение пиноли выполняются вручную от маховика.
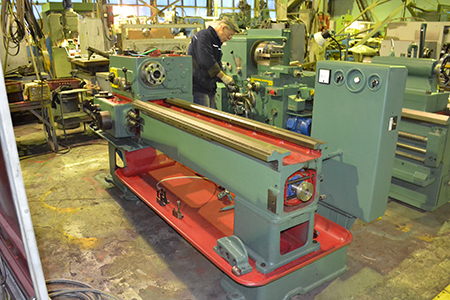
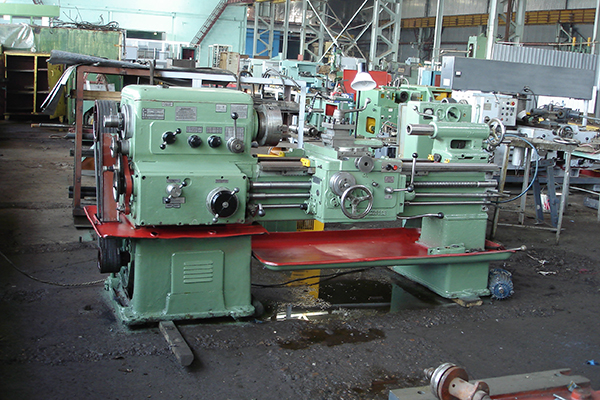
Рис. 1 Общий вид и основные узлы токарно-винторезного станка модели 1К62:
1 — кожух ограждения гитары сменных колес; 2 — передняя бабка; 3 — суппорт; 4 — задняя бабка; 5 — шкаф с электрооборудованием; 6 — привод быстрых перемещений суппорта; 7 — фартук; 8 — станина; 9 — коробка подач.
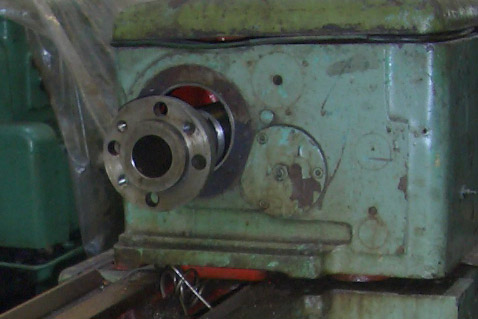
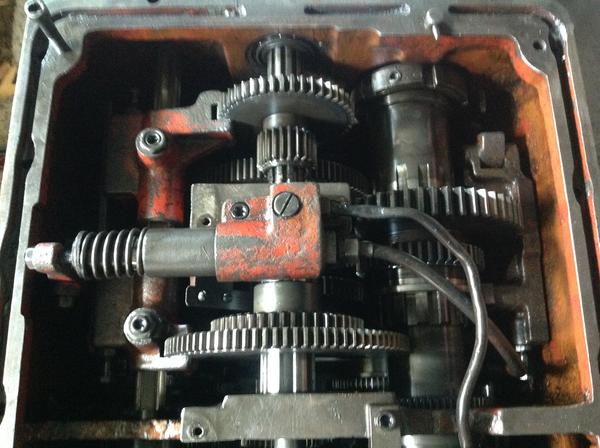
Ремонтируемая Деталь, фрикционный вал, является сборочной единицей станка 1К62 и расположен в коробке скоростей передней бабки станка. Вращение фрикционному валу передается от электродвигателя главного привода через клиноременную передачу. От вала 1 движение передается через фрикционную многодисковую муфту прямого и обратного вращения и шестеренный механизм главного привода к шпинделю и цепи подач.
Рисунок 2. Коробка скоростей станка 1К62
Фрикционная двусторонняя муфта установлена на первом валу коробки скоростей и осуществляет передачу вращения и усилий от этого вала через зубчатый механизм на шпиндель. Муфта работает за счет сил трения, возникающих между торцами стальных дисков при их сжатии. С течением времени диски изнашиваются, уменьшаются по толщине и муфта может пробуксовывать. Такое явление вызывает усиленный износ и нагревание деталей муфты. Работать на станке с не отрегулированной муфтой нельзя.
Назначение. Фрикционные муфты применяются для плавного соединения и разъединения валов под нагрузкой на ходу в широком диапазоне скоростей при частых пусках и остановках. Фрикционный вал ( фрикционная муфта, муфта перегруза, вал 1-ой оси ) — служит для сообщения шпинделю прямого и обратного хода. Диски фрикционные — являются составной частью фрикционного вала.
— Фрикционные передачи работают плавно и бесшумно,
— имеют простую конструкцию и достаточно точно передают движение.
— небольшие мощности передач (до 20 кВт);
— низкий КПД (0,85. 0,90);
— оказываемое ими значительное давление на опоры
2. Характеристика и основные виды фрикционной муфты
ремонтный фрикционный муфта деталь
Рисунок 1. Фрикционная муфта
— Зубчатое колесо прямого вращения 2 имеет ступицу с пазом. Такую же ступицу имеет и зубчатое колесо обратного хода 6. Внутри ступиц расположены стальные фрикционные диски 3, наружные выступы которых входят в пазы ступиц, и диски 8 со шлицевым отверстием, выступы этих шлицев входят в шлицы полого вала 1. Совокупность фрикционных дисков и составляет фрикцион. Работа фрикциона заключается в том, что при прижатии дисков 3 к дискам 8 между ними благодаря трению возникает сцепление и вращение от вала 1 через диски передается к зубчатым колесам 2 или 6. Включение фрикциона осуществляется муфтой 7. При включении муфты влево включается прямое вращение шпинделя, вправо- обратное вращение.
Диски фрикционной муфты постепенно изнашиваются и муфта начинает пробуксовывать, т. е. крутящий момент от электродвигателя не передается на шпиндель. Для устранения этого недостатка муфту регулируют с помощью нажимных гаек 4 и 5, навинчиванием которых на муфту сближают фрикционные диски.
В период эксплуатаций у фрикционных валов изнашиваются посадочные шейки, шпоночные и шлицевые пазы, резьбовые поверхности. Выбор способа ремонта зависит от величины износа и имеющейся ремонтной базы. В таблице 1 указаны дефекты Фрикционного вала и способы их устранения.
Таблица 1. Дефекты Фрикционного вала токарно-винторезного станка модели 1К62
Ремонт токарного станка 1К62
Капитальный ремонт и модернизация станков модели 1К62
Мы предлагаем следующий услуги:
- Ремонт и сервисное обслуживание токарного станка 1К62;
- Дефектация токарного станка 1К62;
- Пуско-наладочные работы токарного станка 1К62;
- Гарантийный ремонт токарного станка 1К62.
Перечень работ при среднем ремонте станка 1К62:
- частичная разборка станка
- промывка, протирка
- осмотр деталей разобранных сборочных единиц и очистка о грязи не разобранных
- замена непригодных или восстановление изношенных сборочных единиц и деталей
- проверка и зачистка не изношенных деталей, оставляемых в механизме станка, ремонт насосов и систем смазки, охлаждения и гидравлики
- контрольное шабрение или шлифование нуждающихся в ремонте направляющих поверхностей, если их износ превышает допустимый
- ремонт или замена оградительных устройств, для защиты отработанных поверхностей станка от стружки и абразивной пыли
- сборка отремонтированных сборочных единиц
- проверка правильности взаимодействия всех механизмов станка
- окраска наружных нерабочих поверхностей станка
- обкатка станка на всех скоростях и подачах
- проверка параметров станка на точность
- время и сроки ремонта определяются согласно укрупненных норм времени
- отгрузка станка производится без комплектации оснастки и инструмента
Перечень работ при капитальном ремонте и модернизацию станка модели 1К62:
1. Разборка станка
2. Очистка и мойка станка
3. Шлифовка станины
4. Обработка каретки
5. Ремонт суппортной группы
6. Ремонт салазок
7. Замена клиньев и прижимных планок с их подгонкой
8. Ремонт коробки скоростей
9. Ремонт коробки подач
10. Ремонт фартука
11. Замена изношенных винтовых пар привода салазок ,суппорта, ходового вала и задней бабки
12. Восстановление геометрии задней бабки с установкой гильзы, подгонка по осям шпинделя
13. Ремонт гитары
14. Замена системы смазки
15. Ремонт системы СОЖ с заменой насоса
16. Замена электрооборудования и проводки
17. Сборка станка (с геометрическими нормами точности согласно паспортным данным
18. Регулировка на точность и обкатка под нагрузкой
19. Подготовка и окраска станка
Ремонт токарного станка 1К62
Станок 1К62 — универсальное токарное оборудование винторезного типа. На сегодняшний день эта модель снята с производства. Однако она продолжает применяться на множестве предприятий, которые рано или поздно столкнутся с неисправностями оборудования. Профессиональный ремонт станка 1К62 предлагает ООО «РемСтан».
Почему выгодно ремонтировать станок?
Главное преимущество для предприятия, выбирающего ремонт, а не приобретение более современной аналогичной модели, является финансовая экономия. Покупка обходится куда дороже, а ремонт может себе позволить даже небольшая фирма или мастерская. Кроме того, выбирая ремонт, можно получить такие выгоды:
- снижение расхода ресурсов компании благодаря повышению энергоэффективности оборудования;
- большая прибыль от реализации продукции за счет увеличения производительности и возможности выполнять заказы большего объема;
- экономия времени — ремонт выполняется предельно быстро (средний срок — 1 месяц);
- отсутствует необходимость обучать персонал работе с новым оборудованием, что повышает безопасность и снижает издержки.
Какие услуги мы оказываем?
ООО «РемСтан» предлагает комплексные ремонтные услуги. Мы осуществляем:
- сервисное обслуживание;
- диагностику с последующей дефектацией;
- непосредственно ремонтные работы в необходимом объеме;
- демонтаж и монтаж станка (в случае необходимости);
- пуско-наладочные работы;
- гарантийный ремонт и послегарантийное обслуживание.
Ремонт токарного оборудования — главное направление деятельности компании «РемСтан». Наши специалисты осуществляют малый, средний и капитальный ремонт станка модель 1К62.
В случае среднего ремонта оборудование частично разбирается, промывается, осматривается. Изношенные детали меняются, неизношенные — зачищаются. Наружные нерабочие поверхности окрашиваются.
При капремонте станок 1К62 разбирается полностью. Это осуществляется на территории производственной базе нашей компании. Оборудование очищается, моется. Станина шлифуется. Ремонтируются салазки, суппорты, коробки скоростей и передач, фартук, меняются изношенные детали — клинья, винтовые пары, задняя бабка и т.д. Выполняется сборка, регулировка, проводятся пуско-наладочные работы.
Заказать ремонт токарного станка 1К62 в ООО «РемСтан» — значит получить безукоризненно работающее оборудование, которое будет эффективно решать поставленные производственные задачи.