

Токарный станок 1а616 технические характеристики паспорт
Токарно-винторезный станок 1А616.

Токарно-винторезный станок модели 1А616, изготовляемый Средне-волжским станкостроительным заводом, является универсальным станком и предназначен для разнообразных токарных работ в условиях индивидуального и мелкосерийного производства, выполняемых в центрах или в патроне, в том числе для нарезания резьб: метрической, дюймовой, модульной и питчевой.
Без дополнительных сменных колес на станке модели 1А616 можно нарезать резьбы повышенной точности: метрические с шагом от 0,5 до 24 мм; дюймовые с числом ниток на 1 дюйм от 56 до 1; модульные с шагом в модулях от 0,25 до 5,5 мм и питчевые с шагом в питчах от 128 до 2.
Предусмотрена возможность нарезания особо точных резьб путем исключения из кинематической цепи зубчатых передач коробки подач и применения специальных прецизионных сменных зубчатых колес.
Технические характеристики токарно-винторезного станка 1А616.
Паспорт токарно-винторезного станка 1А616
Данное руководство «Станок токарно—винторезный 1А616» содержит сведения необходимые как обслуживающему персоналу этого станка, так и работнику непосредственно связанному работой на этом станке. Это руководство представляет из себя электронную версию в PDF формате, оригинального бумажного варианта. В этой документации содержится Паспорт и Руководство (инструкция) по эксплуатации универсального токарно-винторезного станка 1А616. Содержание данной документации:
- Назначение и область применения
- Распакока и транспортировка
- Фундамент станка, монтаж и установка
- Подготовка станка к первоначальному пуску
- Паспорт станка
- Описание основных узлов
- Смазка станка
- Первоначальный пуск
- Указания по технике безопастности
- Настройка
- Регулирование
- Ведомость комплектации
Скачать паспорт токарно-винторезного станка 1А616 (35 страниц) в хорошем качестве можно по ссылке расположенной ниже:
 Паспорт токарно-винторезного станка 1А616. Скачать бесплатно.
Паспорт токарно-винторезного станка 1А616. Скачать бесплатно.
Скачать второй вариант паспорта токарно-винторезного станка 1А616 (21 страница) в хорошем качестве можно по ссылке расположенной ниже:
Паспорт токарно-винторезного станка 1А616. Вариант 2. Скачать бесплатно.
Устройство токарно-винторезного станка 1А616
Это руководство представляет из себя электронную версию в PDF формате, оригинального бумажного варианта. В этой документации содержится подробное описание устройства универсального токарно-винторезного станка 1А616.
Содержание данной документации:
- Общая характеристика станка
- Устройство станка
- Кинематика станка
- Движение резания
- Движения подач
- Движение образования винтовой поверхности
- Вспомогательные движения
- Компоновка станка
- Коробка скоростей
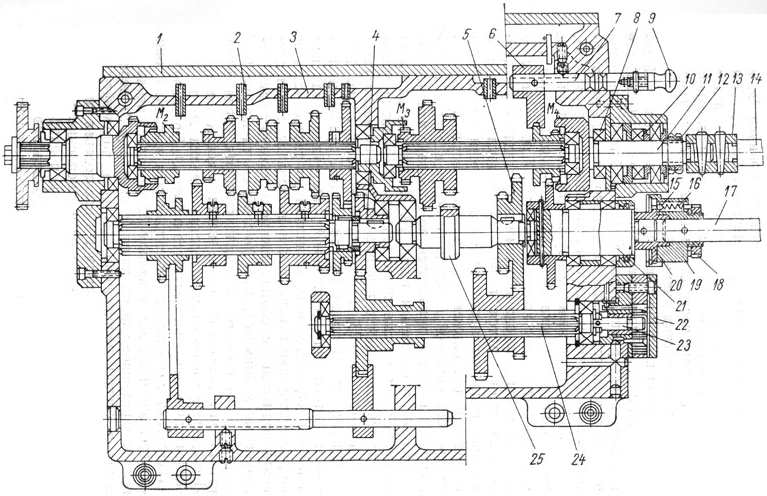
- Передняя бабка
- Коробка подач
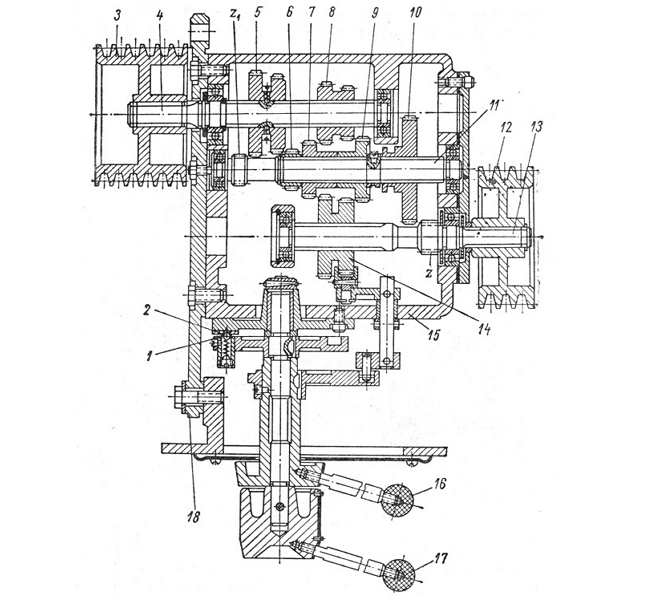
- Фартук
- Суппорт
- Задняя бабка
Скачать Устройство токарно-винторезного станка 1А616 (11 страниц) в отличном качестве можно по ссылке расположенной ниже:
Устройство токарно-винторезного станка 1А616. Скачать бесплатно.
Схема электрическая принципиальная токарно-винторезного станка 1А616.
Схема электрическая принципиальная универсального токарно винторезного станка 1А616 приведена на следующем рисунке:
Скачать бесплатно схему электрическую принципиальную токарно-винторезного станка 1А616 со спецификацией и в отличном качестве можно по ссылке расположенной ниже:
«Cхема электрическая принципиальная токарно-винторезного станка 1А616». Скачать бесплатно.
Другой вариант схемы электрической принципиальной токарно винторезного станка 1А616 приведена на следующем рисунке:
Скачать бесплатно этот вариант схемы электрической принципиальной токарно-винторезного станка 1А616 со спецификацией и в отличном качестве можно по ссылке расположенной ниже:
«Cхема электрическая принципиальная токарно-винторезного станка 1А616». Вариант 2. Скачать бесплатно.
Схема кинематическая токарно-винторезного станка 1А616
Скачать кинематическую схему токарно-винторезного станка 1А616 с большим разрешением можно по ссылке расположенной ниже:
Кинематическая схема токарно винторезного станка 1А616. Скачать бесплатно.
Скачать кинематическую схему второго варианта токарно-винторезного станка 1А616 с большим разрешением можно по ссылке расположенной ниже:
Кинематическая схема токарно винторезного станка 1А616. Вариант2. Скачать бесплатно.
Посмотреть еще дополнительную информацию по «Станок 1А616» можно по ссылке расположенной ниже:
 Поиск по сайту по теме «Станок 1А616».
Поиск по сайту по теме «Станок 1А616».
Токарно-винторезный станок 1А616: характеристики, устройство, паспорт
Токарный станок 1А616 имеет давнюю историю: выпускать его начали еще в середине 50-х годов прошлого века. Выпуском данного станка, который многие специалисты узнают даже по фото, занимался Средневолжский станкостроительный завод. Эту модель и сегодня можно встретить на многих производственных предприятиях

Токарно-винторезный станок 1А616
Характеристики станка
Токарно-винторезный станок 1А616, конструкцию которого разработали более 60-ти лет назад, преимущественно используется для обработки заготовок, отличающихся небольшими габаритными размерами. Среди технических характеристик станка можно выделить следующие:
- максимальная длина выполняемого обтачивания — 660 мм;
- максимальная длина обрабатываемой заготовки — 710 мм;
- максимальный диаметр заготовки, располагаемой над суппортом — 180 мм, размещенной над станиной — 320 мм;
- масса оборудования — 1500 кг;
- диаметр сквозного отверстия, выполненного в шпинделе — 35 мм;
- резьбовой конец шпинделя выполнен в соответствии с ГОСТ 12593-72 и относится к типу 6К;
- прямое, а также обратное вращение шпинделя может осуществляться в интервале 9–1800 об/мин, регулировка данного параметра может выполняться по 21 ступеням;
- габаритные размеры оборудования — 2135х1225х1220 мм.
Более подробно все технические характеристики токарного станка 1А616 представлены ниже в формате таблиц:
В поперечном направлении суппорт токарного станка перемещается по винту вручную, предельная величина такого перемещения составляет 195 мм. Продольное перемещение суппорта обеспечивается винтом или валиком, его максимальное значение может составлять 670 мм. Характеристики рабочих подач 1А616 при этом одинаковы и могут выбираться в пределах от 0,065 до 0,91 об/мин.
Технические свойства 1А616 позволяют выполнять оперативную замену зубчатых передач в его коробке подач на сменные прецизионные элементы, что дает возможность осуществлять с его помощью нарезание резьбы, отличающейся повышенной точностью. При этом если на данном токарном станке необходимо нарезать обычные типы дюймовой, модульной и метрической резьбы, то выполнять такую замену не требуется. При нарезании резьбы повышенной точности следует ходовой винт оборудования включать напрямую, в обход коробки подач. Конструкция 1А616 допускает такую возможность.
Основные узлы станка 1А616
Даже без использования сменных зубчатых колес на токарно-винторезном станке данной модели допустимо нарезать высокоточную резьбу со следующими характеристиками:
- питчевую — с шагом 2–128 питч;
- модульную, шаг которой находится в пределах 0,25–5,5 мм;
- дюймовую — с шагом 1–56 ниток на дюйм;
- метрическую — с шагом 0,5–24 мм.
Обрабатываемые детали можно фиксировать в обычном патроне токарного станка или использовать для этого пневматические и гидравлические зажимные устройства.
Конструкция и принцип работы
В конструкции 1А616 можно выделить следующие основные узлы:
- тумбы — передняя и задняя;
- задняя бабка;
- передняя бабка, где находится несколько механизмов: реверсивное устройство, звено, отвечающее за повышение шага, переборный механизм;
- блок, состоящий из сменных колес;
- шкаф, в котором размещена электрическая система;
- фартук, в котором находится механизм подач;
- несущая станина;
- коробка подач;
- система, отвечающая за охлаждение режущего инструмента;
- коробка переключения скоростей;
- поддон, где собирается стружка и отработанная охлаждающая жидкость.
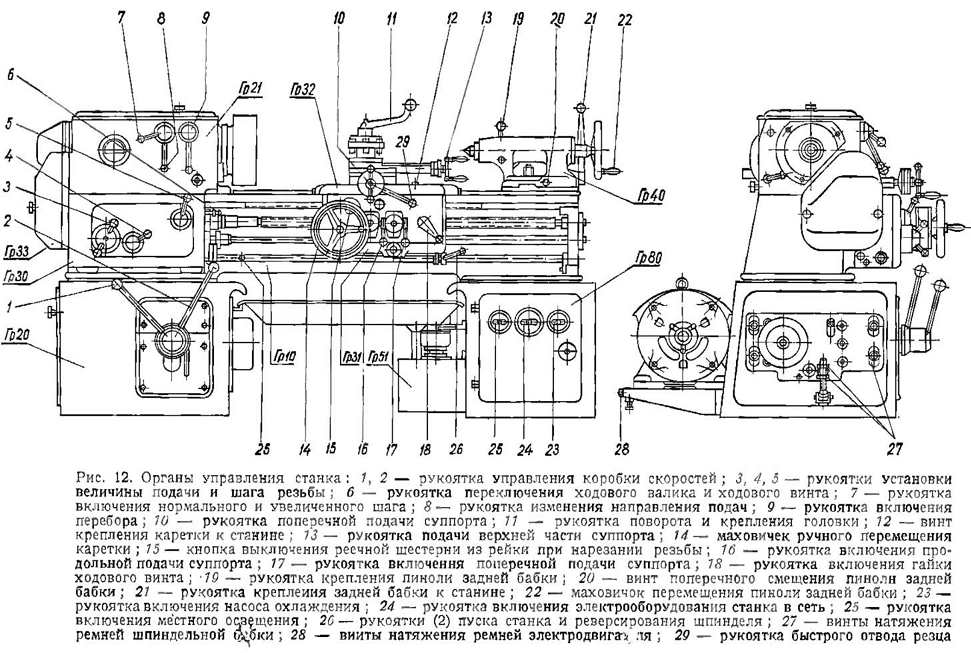
Органы управления станка 1А616 (нажмите, чтобы увеличить)
Принцип работы данной модели токарного станка можно представить в виде следующей схемы.
- Заготовку, которую необходимо обработать, фиксируют в патроне станка или между его центрами.
- Резцы закрепляются в резцедержателе, размещенном на суппорте агрегата. Одновременно в таком резцедержателе можно закрепить до 4 резцов.
- Если в заготовке необходимо выполнить сверление, расточку отверстий или нарезание внутренней резьбы, то соответствующий инструмент закрепляют в пиноли задней бабки.
- Обработка на 1А616, как и на токарно-винторезных станках других моделей, обеспечивается за счет комбинирования двух движений: поступательного перемещения режущего инструмента и вращения детали. Благодаря сочетанию таких движений на станке можно выполнять обработку деталей цилиндрической, конической и фасонной конфигурации, винтовых поверхностей, торцов заготовки.
Передача вращения на шпиндель устройства и, соответственно, на обрабатываемую заготовку осуществляется при помощи ременного шкива, установленного между его опорами. Можно менять приводной клиновой ремень, если в этом возникла необходимость, не снимая шпиндель, что обеспечивает специальное устройство его задней опоры. В конструкции токарного станка этой модели реализован принцип раздельной передачи движения на его суппорт, который может перемещаться за счет ходового винта или ходового валика. В обмотку двигателя оборудования подключен статор постоянного тока, что позволяет обеспечить эффективное торможение привода агрегата.
Передняя бабка 1А616
Задняя бабка 1А616
Электрическая система станка
Электросхема токарного станка данной модели включает в себя следующие элементы:
- три предохранителя плавкого типа;
- выключатель, устанавливаемый на вводе;
- лампу для освещения рабочей зоны;
- реле напряжения;
- выключатель для лампы освещения;
- контакторы, управляющие остановкой двигателя, включением его рабочего и обратного хода;
- выключатель, обеспечивающий поступление напряжения на насос, подающий охлаждающую жидкость;
- реле, отвечающее за контроль скорости вращения двигателя;
- реле, отвечающее за управление контактором остановки двигателя;
- понижающий трансформатор;
- переключатель управления станком;
- указатель уровня нагрузки;
- выпрямитель селенового типа.
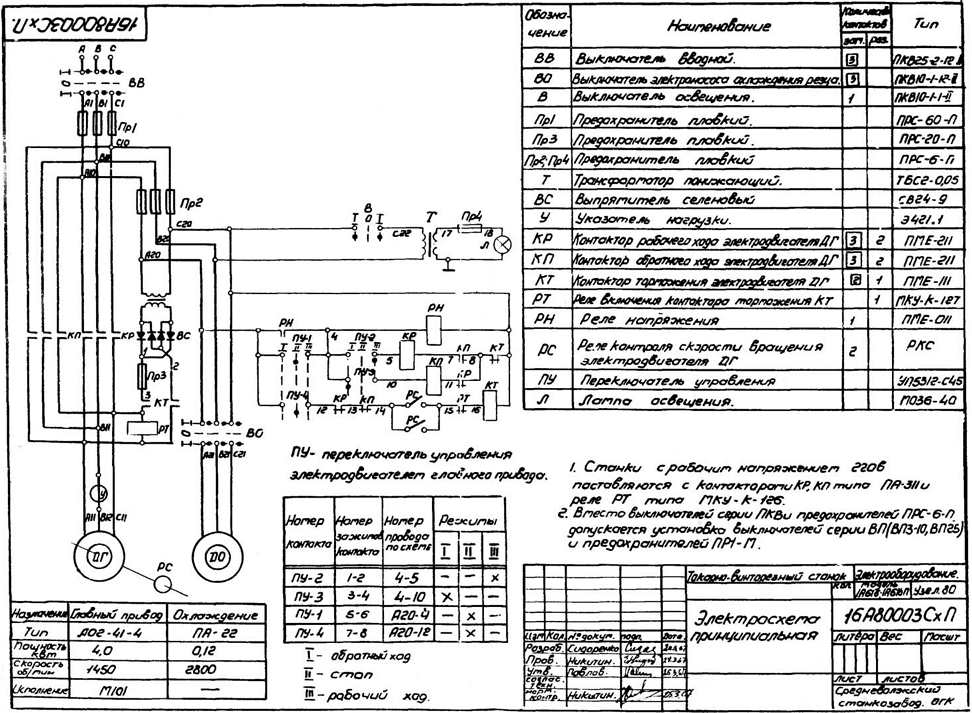
Электрическая принципиальная схема станка 1А616 (нажмите, чтобы увеличить)
На станке установлено два электродвигателя, каждый из которых решает свою задачу:
- трехфазный электродвигатель ПА22 мощностью 0,12 кВт, со скоростью вращения 2800 об/мин, работающий от напряжения 220/380 В, — приводит в действие насос, подающий охлаждающую жидкость в зону резания;
- трехфазный электродвигатель А02-41-4 мощностью 4 кВт, со скоростью вращения 1430 об/мин, работающий от напряжения 220/380 В, — используется в качестве главного привода станка.
Для оснащения промышленных предприятий используются токарные станки, работающие от напряжения 380 В, а для эксплуатации в домашней мастерской оптимальными являются модели, работающие от электрической сети с напряжением 220 В. Кроме того, по специальному заказу могут выпускаться модификации токарного станка, работающего от электрической сети с напряжением 500 В.
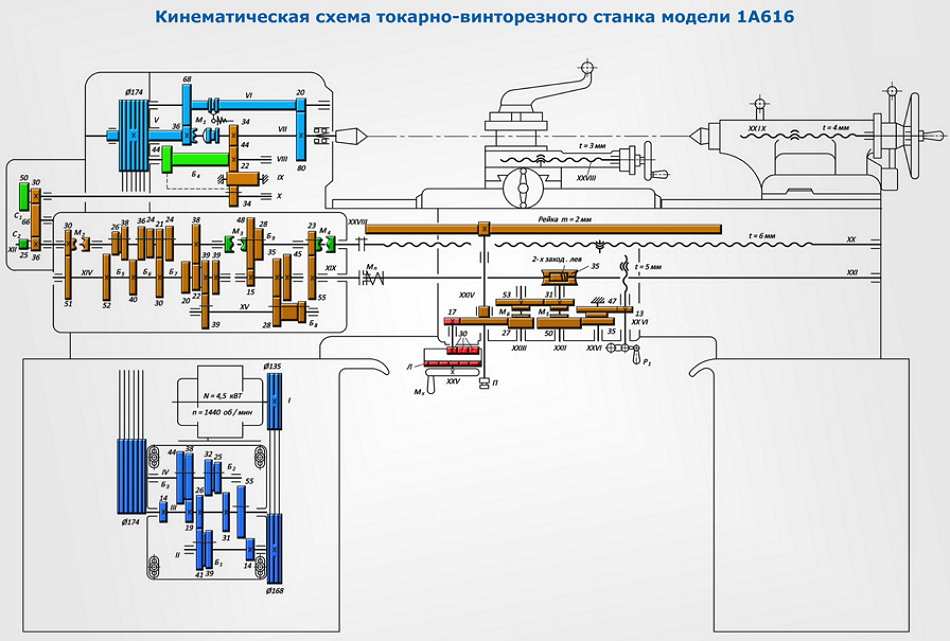
Кинематическая схема станка 1А616 (нажмите, чтобы увеличить)
Питание на лампу освещения, которая работает от напряжения 36В, поступает от понижающего трансформатора, присутствующего в электросхеме станка. Особенностью данного токарного станка является то, что в его конструкции нет двигателя, отвечающего за быстрый ход его суппорта. Быстрая и одновременно плавная остановка двигателя, при которой он не нагревается, обеспечивается за счет использования постоянного тока.
Обеспечение движения подачи и резания
Движение подачи, которое совершает суппорт токарного станка, сообщается ему от шпиндельного узла. Фактически коробка подач станка данной модели может обеспечить 48 скоростей, но по причине того, что некоторые из этих скоростей совпадают, в паспорте устройства их указано всего 22. Для того чтобы сообщить суппорту продольное перемещение, необходимо задействовать зубчатую муфту, а за поперечную подачу данного узла отвечает ходовой винт агрегата.
Коробка подач 1А616 (нажмите, чтобы увеличить)
В том случае, если на обрабатываемой детали необходимо нарезать резьбу, шаг которой не превышает 6 мм, суппорт связывается со шпинделем станка напрямую. Если необходимо нарезать резьбу с большим шагом, то для связи суппорта и шпинделя включается перебор, и используется промежуточное звено увеличения шага.
Главным движением в данном токарном станке, как и в устройствах других моделей, является движение резания, которое совершают шпиндель и закрепленная в нем заготовка из металла. От этого движения, как уже говорилось выше, приводится в действие и суппорт станка, который может перемещаться в продольном и поперечном направлениях. Основными элементами привода, отвечающего за движение резания, выступают:
- две клиноременные передачи;
- 12-ступенчатая коробка скоростей.
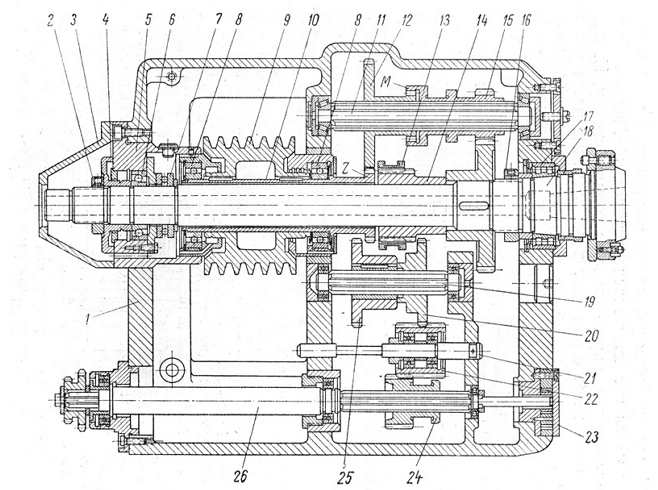
Коробка скоростей 1А616
Коробка скоростей токарного станка состоит из трех валов, установленных в узлы с подшипниками, трех подвижных блоков, каждый из которых состоит из двух шестерен, одиночной подвижной шестерни. За счет введения в зацепление шестерен с разными параметрами шпинделю станка сообщаются различные скорости вращения. Вращение от коробки скоростей передается полому валу, а далее, через ряд зубчатых передач — шпинделю станка. В том случае, если шпинделю необходимо придать большие скорости вращения, он напрямую соединяется с полым валом, для чего задействуется специальная кулачковая муфта.
Для управления токарным станком, которое, по отзывам даже начинающих специалистов, не представляет большой сложности, необходимо совершать и ряд ручных операций. К ним относятся:
- поворот резцедержателя и его установка в требуемое положение;
- передвижение задней бабки, в которой размещается пиноль станка;
- установка суппорта в требуемое положение.
Фартук 1А616 (нажмите, чтобы увеличить)
Паспорт 1А616 и руководство по электрооборудованию
Скачать бесплатно паспорт токарно-винторезного станка 1А616 в pdf-формате можно здесь: Паспорт 1А616
Скачать руководство по уходу и обслуживанию электрооборудования 1А616 можно здесь: Электрооборудование 1А616
Технические возможности станка данной модели позволяют использовать его как при производстве изделий крупными сериями, так и при изготовлении единичных деталей. Оснащаться такой токарно-винторезный станок может инструментом, изготовленным из быстрорежущих сталей, а также резцами с твердосплавными пластинами. На станке, оснащенном подобным инструментом, можно не только выполнять различные операции по токарной обработке, но и нарезать резьбу: метрическую, питчевую, дюймовую.
Токарный станок 1А616
Токарный станок по металлу модели 1А616 — изделие, широко известное в профессиональных кругах. Агрегат выпускался Средневолжским станкостроительным заводом с середины 50х годов. Сегодня производство модели прекращено, однако на вторичном рынке можно приобрести оборудование в хорошем состоянии. Популярность станка объясняется его высокой надежностью классом точности обработки заготовок, а также функциональностью.
Описание станка
Модель 1А616 имеет средний вес и габариты, рассчитана на работу в условиях крупносерийного производства. Станок рассчитан на работу с деталями небольших размеров. Он позволяет применять для обработки широкий набор инструментов — как быстрорежущей группы, так и изготовленных из твердосплавных материалов.
Агрегат может оперировать заготовками конической, цилиндрической, овальной формы. При работе (описание схемы взаимодействия) происходит вращение детали относительно резца или иного рабочего инструмента. Конструкция шпинделя и зажимного патрона — позволяет станку обрабатывать заготовки малого, среднего веса.
Наибольшая функциональность модели 1А616 наблюдается в области создания резьбы. Станок позволяет делать:
- питчевую;
- дюймовую;
- модульную;
- метрическую резьбу.
Шаг резьб может меняться в широких пределах. Доступны также следующие группы операций:
- обточка цилиндрических и конических поверхностей;
- обработка торцов заготовок;
- сверление;
- резка канавок, пазов;
- развертка отверстий, как конической, так и цилиндрической формы;
- накатка рифлений с сетчатым рисунком.
Резка резьбы в отверстиях может производиться как резцами, так и метчиком. Благодаря такому широкому набору функций — станок 1А616 пользуется большой популярностью и получает положительные отзывы профессиональных токарей.
Технические характеристики
Полная характеристика станка приведена в документации. Подробные данные о параметрах шпинделя, коробки подач, резцов, салазок, задней бабки — содержит технический паспорт на устройство. Краткий список, содержащий особенности, параметры 616 токарного станка, можно сформулировать следующим образом:
- масса оборудования 1500 кг;
- габариты станка 2135х1225х1220 для длины, ширины, высоты соответственно;
- высота центров над уровнем станины 165 мм;
- максимальный диаметр зажимаемого в патроне бруска 34 мм;
- максимальный габарит детали, обрабатываемой над блоком суппорта — 180 мм;
- максимум диаметра заготовки для обработки в зоне станины — 320 мм;
- эффективный ход суппорта — 660 мм (протяженность зоны обтачивания);
- шаги резьбы от 0,5 до 24 мм для метрической, от 56 до 1 нитки на дюйм для дюймовой, от 0.25 до 22 модулей для модульной, от 128 до 2 в питчах.
Станок скомпонован по классической схеме, которая используется и на современных аналогах данного оборудования. Суппорт агрегата может перемещаться поперек приводного винта, данная механика движения реализуется только вручную, поворотом колеса. Максимум движения поперек винта — 195 мм.
Устройство привода суппорт для продольной подачи обеспечивает передачу мощности от двух источников. Блок может приводить в движение как винт, так и валик. Суппорт двигается в продольном направлении на максимум 670 мм (660 мм эффективного хода).
Характеристики узла передней шпиндельной бабки следующие:
- частоты вращения от 9 до 1800 об/мин;
- доступно вращение в прямом и обратном направлении;
- количество степеней в обоих направлениях вращения — 21;
- стандарт внутреннего конуса — Морзе 5.
Характеристики резцового блока:
- резец располагается на уровне 25 мм от центров агрегата;
- расстояние от межцентровой оси до кромки держателя — 170 мм;
- расстояние от межцентровой оси до плоских направляющих — 165 мм;
Для уменьшения времени технологических простоев, повышения производительности, безопасности — шпиндельный блок оснащен тормозом. Также, предусмотрен механизм блокировки рукояти, что позволяет быстро снимать заготовки и устанавливать новые детали для работы.
Конструкция и принцип работы
Принцип работы станка 1А616 — классический, применена схема воздействия неподвижной кромки резца на вращающуюся заготовку. Особенности работ также привычны для квалифицированного токаря.
- Заготовка или деталь для изменения характеристик — зажимается в патроне. При некоторых типах обработки — элемент фиксируется в центрах.
- В резцедержатели блока резцов устанавливаются режущие инструменты. Их количество может достигать четырех.
- Для модификации характеристик существующих в детали проемов — в пиноли задней бабки фиксируется соответствующее задаче инструментальное оснащение.
- При работе надлежащее воздействие резца на поверхность обрабатываемой заготовки производится тремя типами движения: поступательного (инструмента, в продольном и поперечном направлении), вращения детали.
Для достижения высокой производительности предусмотрена быстрая замена приводного ремня шпинделя. Для этого не нужно снимать патрон. Клиновые ремни располагаются между опорами шпинделя, для их легкой замены в случае износа или возникновения нештатной ситуации непосредственно в процессе работы — предусмотрена специальная конструкция обратной опоры.
Конструктивно станок 1А616 состоит из нескольких функциональных блоков:
- задней бабки с перемещаемой пинолью и рукояткой фиксации ее положения;
- колеса коробки скоростей;
- встроенного электрошкафа, в котором располагается основная 1А616к электросхема;
- фартук с зоной блока шестерен передачи момента;
- две тумбы опоры (задняя и передняя);
- передняя бабка шпиндельного типа, с блоком повышения шага и переборным устройством;
- коробка подач;
- станина;
- система охлаждения;
- коробка переключения скоростей.
В комплектацию станка входит поддон, где при работе скапливается стружка и куда производится дренаж жидкости из контура охлаждения.
Электрическая система станка
Монтаж электрооборудования станка производится на заводе изготовителе, параметры предлагаются в зависимости от сферы применения оборудования.
Для предприятий и крупных мастерских — предлагается питание от трехфазной сети 380В. Для индивидуальных предпринимателей и малых мастерских — интересен станок, запитываемый от линии переменного тока 220В. Есть варианты агрегата с подводимым напряжением в 500В. От схемы питания зависят некоторые характеристики электросистемы в целом.
В конструкции 1А616 используется два электродвигателя.
- Первый: главного привода станка, мощностью в 4кВт, с номинальными оборотами ходового вала 1430 в минуту. В зависимости от питания системы, устанавливается модель на 380 или 220В.
- Второй: системы охлаждения, подающий состав в зону резания. Его мощность 0,12 кВт при оборотах в 2800 в минуту.
Общая электрическая схема токарного станка 1А616 включает следующие элементы:
- группу контакторов (пуска двигателя, рабочего хода, обратного вращения);
- плавких предохранителей защиты;
- реле напряжения;
- основного выключателя силового ввода;
- выключателя насоса системы охлаждения;
- реле изменения скорости вращения вала двигателя;
- реле главного контактора (отвечает за включение и выключение станка);
- трансформатора понижающего типа;
- переключателей управления;
- указателя нагрузки;
- выпрямителя селенового типа.
Вся электросистема монтируется в общем корпусе встроенного электрошкафа, с выводом соответствующих элементов управления на переднюю панель. Руководство к оборудованию содержит подробные инструкции, описывающее базовое управление станком, а также порядок работ при первичной проверке, замене предохранителей, другим операциям обслуживания.
Отдельно рассматривается блок освещения рабочей зоны, запитываемый от понижающего трансформатора основной электросистемы. Он состоит из выключателя и лампы. Ее корпус может перемещаться на гибком подводе, изменяя положение для удобного направления светового потока.
Особенности ремонта
Особенности разборки и замены элементов есть практически у всех узлов станка 1А616. Чтобы не ошибиться — следует проводить работы, внимательно изучив чертежи, которые содержит инструкция по эксплуатации оборудования. Также, много информации по проведению отдельных операций ремонта можно найти на специальных ресурсах.
Для производства сложных работ, например, замены кулачковой муфты — следует четко следовать инструкции, приведенной в документации к оборудованию. Здесь есть все данные, касающиеся ремонта, позволяющие отрегулировать подшипник или настроить работу целого функционального узла станка.
Как снять патрон
Некоторые работы достаточно просты. В частности, снятие патрона. Он конусного типа, фиксируется четырьмя гайками планшайбы на болтах. Чтобы снять данный элемент узла — достаточно их открутить. Стоит отдельно отметить: в некоторых модификациях станка съемная планшайба не используется, вместо нее на шпинделе расположена несъемная посадка под патрон.
Как снять планшайбу
Снять планшайбу сложно. Она очень плотно накручивается на шестеренчатый вал передней бабки, масса детали достаточно велика, поэтому вручную провернуть соединение — практически невозможно. Опыт разборки без применения специальных приспособлений показал эффективность следующих вариантов, которые потребуют задействования шестерней коробки передач.
- Развести кулачки патрона, поместить между ними лом или более тонкий пруток металла. Провернуть шпиндель так, чтобы рычаг расположился в удобном для опускания с силой положении чуть выше головы. Включить коробку шестерен передачи на минимальные обороты и включить перебор. При начале вращения — резко потянуть пруток вниз. Данная операция потенциально опасна, как получением травмы, так и повреждением элементов коробки.
- Зажать в патроне шестигранник с надетым на него накидным ключом или металлический пруток поперек оси. Провернуть шпиндель так, чтобы конец рычага опирался на заднюю направляющую станины. Переключить КПП на малые обороты, обратное вращение и включить привод. Чтобы не повредить поверхность направляющей — рекомендуется подложить под рычаг доску или другой демпфер.
Данные способы применяются при ручной разборке. Однако для проведения ремонтов такого рода — рекомендуется пригласить профессионалов со специальным оборудованием.
Ремонт коробки скоростей
В случае корректировки натяжения приводных ремней производится ремонт коробки скоростей. Для этого отвинчиваются крепежные винты, делается регулировка соответствующей гайкой для каждого шкива, после чего — крепежные элементы устанавливаются на место.
Не представляет сложности и замена клиновидных ремней двенадцатиступенчатой КПП. Для этого частично демонтируется система смазки. Снимают колпак, фланец, винты и трубки подачи. После — закручивают винты М12 в предусмотренные для этого отверстия, до выхода буксы из передней бабки. Производят вставку ремней на шов и производят все проделанные операции в обратном порядке.
Инструкция по эксплуатации
К работе со станком 1А616 не должен допускаться персонал без соответствующей квалификации. Выполнение операций разрешается работникам, получившим первичный инструктаж, о чем должна быть сделана отметка в журнале техники безопасности.
Правила эксплуатации учитывают как постоянно проводимые операции, так и пусконаладочные работы. Последние выполняются после доставки оборудования с завода или от покупателя, по окончании установки на жестком фундаменте.
- С открытых поверхностей и корпусов узлов — очищается коррозионный налет и загрязнения.
- Согласно документации к оборудованию, проверяется уровень масла и при необходимости производится долив.
- В случае проведения постоянных работ с охлаждением, в бак системы заливается соответствующий состав. Проверяется установка накопительного поддона.
- Осматриваются силовые кабеля, проверяется соединение с источником питания.
Если станок приобретен на вторичном рынке — рекомендуется проверить все параметры зазоров, натяжений, другие показатели настройки системы. По окончании наладочных работ — производится тестовый пуск агрегата на малых оборотах.
Перед производством постоянных операций — проводится проверка состояния питающей линии, визуальный осмотр узлов станка. После этого станок обесточивается, устанавливаются резцы, другое нужное оснащение, настраиваются обороты шпинделя, осуществляется крепление детали в патроне или центрах. Только после этого на оборудование подается напряжение и осуществляется пуск главного привода.
Станок токарно-винторезный 1А616
В середине прошлого века отмечается всплеск разработок моделей металлорежущего оборудования отечественного производства. Эта тенденция направлена на импорт замещение данной категории продукции. Дефицит составляла категория токарных станков. На это сделали упор конструкторские бюро, и появился токарно винторезный станок 1А616.

Классификация оборудования
Для облегчения ориентации в большом количестве агрегатов разного предназначения разработана десятичная система. Она позволяет по аббревиатуре названия определять выполняемые устройством операции. Если оборудование стандартное расшифровать название не составит труда.
Выполняемые операций и использующиеся режущие инструменты, определяют девять групп станков. Первая цифра в названии определяет группу, в нашем случае (1) говорит о принадлежности к токарной. Вторая цифра говорит о типе механизма, если (6), то токарные и лобовые. Последние цифры, указывает технические характеристики, высоту центров в см, (а) говорит о том, что в станке улучшены параметры, по сравнению с первым выпуском. У токарно винторезного станка 1А616 технические характеристики претерпели изменения на основании эксплуатационных данных.
Агрегаты данной группы делятся:
- легкие, используются в приборостроении и инструментальном производстве;
- средние, основа группы, использование приспособлений, автоматизация процессов;
- тяжелые, обработка крупногабаритных деталей.
Среди них выделяются:
- универсальные, способные выполнять большое количество процессов;
- специализированные, предназначены для узкого круга операций.
Все узлы выше рассмотренных механизмов имеют одинаковое назначение и название. Их устройство можно понять, изучив паспорт изделия. В нем вы получите обзор необходимой информации.
Скачать паспорт (инструкцию по эксплуатации) токарно-винторезного станка 1А616
Не изучив инструкции и руководства, которые прилагаются к оборудованию, токарь не допускается к работе.
Описание 1А616
Токарный станок 1А616 1952 г технический паспорт, которого мог порадовать любого производственника. На тот момент технические характеристики винторезного механизма были одними из лучших. Производителем модели на тот момент являлся Станкостроительный завод в городе Самаре. Несмотря на то, что эта модель выпускается на протяжении нескольких десятилетий, токарный станок 1А616 пользуется популярностью.
Проводимые на нем операции по металлу отличаются высокой точностью. В механизме происходит движение резания, деталь, подвергаемая обработке, вращается со шпинделем. Суппорт перемещается с резцом, который определяет движение подач, а его движение с резьбовым резцом образуют винтовую поверхность. Кроме того осуществляются движения, выполняемые вручную. Это поворот резцедержателя, перемещение пиноли, корпуса, суппорта.
Возможны два варианта расположения детали, которая обрабатывается:
Резцедержатель, по своей конструкции, позволяет устанавливать четыре инструмента. Режущие инструменты, обрабатывающие отверстия, располагаются в пиноли. Допускается обработка поверхностей, имеющих разную форму. Это происходит благодаря движению вращения детали, и перемещению резца. Полное представление об операциях, которые выполняет токарный станок 1А616, дает инструкция по эксплуатации.
Назначение и применение
Разработан агрегат шестьдесят лет назад, и изначально предназначался для обработки небольших деталей. Этот момент определяет отверстие в шпинделе, и необходимая длина обработки, ограниченная расположением задней бабки. К основным параметрам относятся нижеприведенные моменты:
- Станок модели 1А616 имеет показатель длины протачивания 660 мм. Ходовой винт передвигает режущий инструмент без перебазирования заготовки для прохода по указанной длине. Рассматриваемое устройство разрешает устанавливать заготовки, длина которых 710 мм, и обтачивать их.
- Диаметр заготовки может составлять 180 мм, вылет над станиной 320 мм.
- В паспорте указан вес агрегата 1500 кг.
- Вращения шпинделя допускается в диапазоне начиная от 9 об/мин, и заканчивая 1 800. Скорость резания устанавливаться в зависимости от разработанного проекта.
- Устройство токарного станка 1А616 включает коробку скоростей, способную осуществлять регулировку вращения шпинделя по 21 передаче. Коробка скоростей механизма собрана из зубчатых колес. Гитара сменных шестерен, позволяет делать переналадку оборудования. Зубчатые колеса изготавливают из высококачественных металлов, способных противостоять большим нагрузкам. Регулировку скорости происходит посредством рычагов, все они расположены с правой стороны. Работоспособность обеспечивается надежной системой смазки.
За длительный срок выпуска технический потенциал токарного станка не изменился, конструкция имеет всю туже кинематическую схему и электрическую схему, хотя недочеты постоянно учитывались.
Нарезание резьбы
Это основная операция выполняемая данным механизмом. Кинематическая схема коробки скоростей определяет возможность проведения работы по смене зубчатых колес. Это делается в случае резьбы с повышенной точностью. На место зубчатой передачи вставляют прецизионные элементы, они поставляются в дополнительном комплекте. Нарезая резьбу повышенной точности, используют ходовой винт, при этом агрегат работает с отключенной коробкой.
Инструкция по эксплуатации предусматривает нарезание резьбы без переналадки кинематики:
- Дюймовую.
- Модульную.
- Питчевую.
- Метрическую.
Назначение токарно винторезного станка 1А616 стандартное: обработка тел вращения с центральным расположением оси, с возможностью фиксации длинных заготовок при помощи бабки и последующее выполнение нарезания резьбы. Описание к станку указывает на то, что он похож на модели из токарной группы.
Конструктивные особенности
У токарного станка 1А616 имеется раздельный привод движения резания. Кроме того, шкив привода расположен между опорами, и благодаря их конструкции, можно менять ремни, не разбирая шпиндель.
Чтобы выполнять торможение привода, к статорной обмотке подводится ток постоянного напряжения.
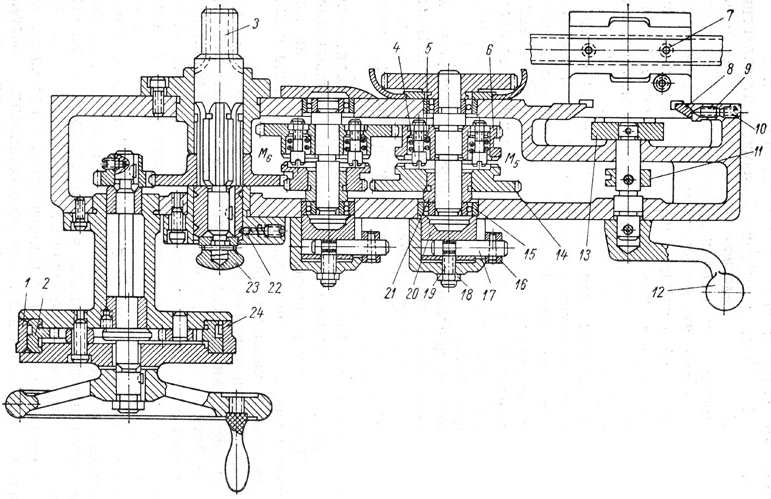
Ниже приводится схема станка:

Схема станка 1А616
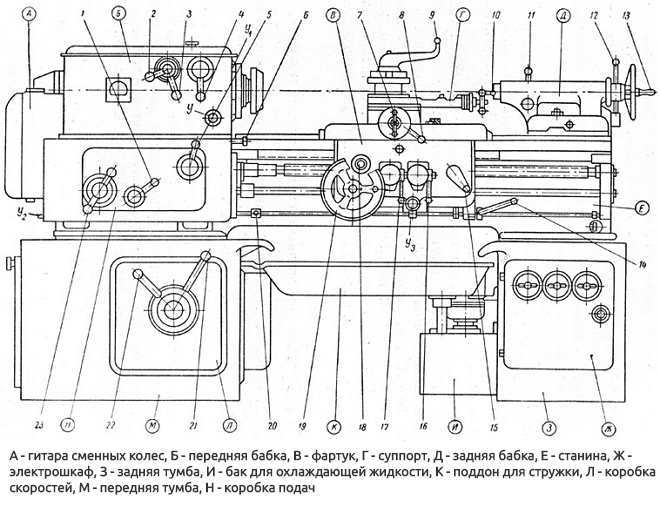
Делая обзор токарно винторезного станка 1А616, отметим следующие части:
- Опоры, представляющие собой тумбы заднюю (З) и переднюю (М).
- Задний конец длинной заготовки фиксирует бабка задняя (Д), которая снижает вибрации и повышает точность обработки. Установить в ней можно различные центра, которые должны соответствовать принятым стандартам.
- Передняя бабка 1А616(Б) представлена несколькими узлами: кинематический механизм, переборный, звено, которое отвечает за изменение шага. Отсек передней бабки имеет отделение, при открытии которого можно провести ремонт, изменить кинематический механизм и провести другие работы. Для перенастройки кинематического механизма, расположенного в передней бабке, изучается чертеж. Схемы, подробные чертежи и характеристики кинематического устройства указаны в паспорте.
- Несущая станина (Е) агрегата, которая объединяет переднюю бабку и задний механизм крепления заготовки. Она поглощает вибрацию, исходящую от коробок скоростей и суппорта.
- Электрический шкаф (Ж). Электрическая схема сложная, изучить ее можно по технической документации.
- Резцедержатель фиксирует резец, и устанавливается на суппорте (Г). Продольный или поперечный, внутренний механический прямой проход требует прочного крепления режущего инструмента. Обрабатываются цилиндрические и конические поверхности.
- Фартук (В) – устройство с подающим механизмом режущего инструмента агрегата.
- Электросхема дает возможность установки нескольких электрических двигателей.
- Коробка скоростей токарного станка 1А616 (Л). Рассматривая характеристики современных коробок скоростей отметим, что они работают намного тише и без толчков. При производстве современных коробок используется износостойкий металл.
- Коробка (Н) подач также представлена сложным механизмом, от надежности работы которого зависит качество обработки. От точности, с которой работает коробка, зависит и качество точения.
- Система смазки и жидкости охлаждения (И). Эксплуатация токарного станка по металлу 1А616 предусматривает возникновение трения в различных механизмах, что становится причиной износа. Система смазки увеличивает срок эксплуатации коробок скоростей. Кинематический чертеж определяет наличие большого количества подшипников, работа которых без смазки не возможна. Охлаждающая жидкость позволяет проводить обработку с более высокими показателями. Смазка в системе представлена специальным маслом, которое не может попадать в зону резания.
- Все части механизма объединены поддоном (К), на нем собирается стружка с обрабатываемой детали и жидкость охлаждающая резец.
Система смазки токарного станка 1А616 должна постоянно контролироваться обслуживающим персоналом. Отсутствие в системе необходимого количества масла приведет к поломке механизма.
Руководство по эксплуатации дает полное представление об устройстве системы смазки, и как ее правильно проводить.
Большую роль в надежности и работоспособности агрегата играет коробка скоростей. Удачная инженерная разработка отдельного узла позволила механизму в целом длительное время занимать ведущие позиции.
В ней использовалась трехвальная схема, позволяющая делать 12 переключений. Промежуточный и приводной валы изготовлены цельными с шестернями. Управление переключением передач выполняется ручками, вынесенными на панель управления. Смазка коробки происходит при запуске двигателя. Шестерни вращаются, и разбрызгивают масло по всей внутренней поверхности коробки.

Коробка скоростей станка 1А616
Электрическая схема токарного станка 1А616 дает возможность функционирования всех цепей с напряжением 380 В, однако при домашнем использовании оборудование сможет работать с 220 В. Специализированный заказ оговаривал выпуск агрегатов, работающих с 500 В.
На станке устанавливают два трехфазных двигателя. Один из них, мощностью 4 кВт, используется для работы главного привода, а второй подает охлаждающую жидкость. С помощью специального устройства запитывается 36 вольтовая лампа, используемая для освещения рабочего места.

Электрическая схема станка 1А616
Всю выше перечисленную информацию содержит руководство по эксплуатации токарного станка 1А616. Также отметим размещение основной информации о токарном станке модели 1А616 на его передней части.
Хотя модель давно не выпускается, качественная сборка и удачная компоновка, позволяет использовать ее в настоящее время. Однако при покупке б/у станка нужно обращать внимание на его состояние, потому что приобретение запчастей проблематично.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Станок 1А616 – универсальный токарный агрегат
Токарно-винторезный станок 1А616, характеристики и конструкцию которого мы рассмотрим в данной статье, начал выпускаться на Средневолжском комбинате в середине 1950-х годов.
1 Токарный станок 1А616 – технические характеристики, паспорт
Рассматриваемый нами агрегат используется для токарной обработки изделий с относительно небольшими размерами.
Предназначен станок для серийной и индивидуальной эксплуатации, оснащается он твердосплавными резцами, которыми допускается нарезать любые виды резьб, включая питчевые и дюймовые.
Также установка способна работать с инструментами, изготовленными из быстрорежущих инструментальных сталей.

Паспорт станка описывает следующие его основные технические возможности:
- длина обтачивания (максимальная) – 660 мм;
- длина заготовки (максимальная) – 710 мм;
- диаметр заготовки (наибольший): 180 мм – над суппортом, 320 мм – над станиной;
- масса станка – 1500 кг;
- сечение шпинделя (сквозного отверстия) – 35 мм;
- конец шпинделя – 6К по ГОСТ 12593–72;
- частота вращения (прямого и обратного) шпинделя – от 9 до 1800 об/мин, количество ступеней – 21;
- размеры – 2135х1225х1220 мм.
Станок обеспечивает перемещение суппорта (максимальное) до 195 мм (по винту от руки в поперечном направлении) и до 670 мм (по винту, по валику в продольном направлении). При этом пределы рабочих подач агрегата одинаковы – от 0,065 до 0,91 оборотов в минуту.
В описываемом токарном оборудовании из кинематической схемы коробки подач изымаются зубчатые передачи, а на их место устанавливаются сменные прецизионные элементы, что позволяет нарезать резьбы повышенной точности. Отметим, что коробка подач не нуждается в сменных шестернях для нарезания модульной, дюймовой и метрической резьбы. Кроме того, конструкция агрегата допускает напрямую включать ходовой винт (в обход коробки подач), когда требуется выполнять резьбы особой точности.

Без сменных добавочных колес на установке можно выполнять высокоточные резьбы:
- питчевые с шагом 128–2 питч;
- модульные с шагом 0,25–5,5 мм;
- дюймовые с количеством ниток 56–1 на один дюйм;
- метрические с шагом 0,5–24 мм.
Конструкция станка позволяет монтировать на него гидравлический пневмоцилиндр и гидравлическое копировальное приспособление для зажима в цанге или патроне обрабатываемых изделий.
2 Основные узлы и принцип функционирования агрегата
К главным рабочим узлам станка относят:
- заднюю бабку;
- блок сменных колес;
- шкаф встроенного типа с электрическим оборудованием;
- фартук с устройством подач;
- станину;
- переднюю бабку с реверсивным устройством, звеном повышения шага и переборным механизмом;
- коробку подач;
- заднюю и переднюю тумбу;
- систему охлаждения;
- коробку скоростей;
- поддон для сбора стружки и жидкости для охлаждения.

Работает станок по следующему принципу:
- заготовку, которую необходимо обработать, крепят в патроне либо монтируют в центры;
- до четырех резцов закрепляют в резцедержателе суппорта;
- в пиноль, расположенную в задней бабке, вставляют приспособления, предназначенные для нарезания отверстий;
- комбинация перемещения (поступательного) резца и движения (вращательного) заготовки дает возможность обрабатывать поверхности винтовой, цилиндрической, торцовой и конической конфигурации.

Между опорами шпинделя монтируется приводной шкив. При этом задняя его опора имеет особую конструкцию, позволяющую при необходимости осуществлять замену ремней (клиновых) без снятия шпинделя. Это упрощает и ускоряет работу оператора. Еще одной особенностью агрегата является то, что в нем реализован привод движения резки раздельного типа. А торможение привода установки становится возможным благодаря подключению в обмотку статора постоянного тока.
3 Электрооборудование и электросхема 1А616
Электрическая схема станка состоит из:
- трех плавких предохранителей;
- вводного выключателя;
- лампы освещения;
- реле напряжения;
- выключателя освещения;
- трех контакторов (остановки двигателя, его обратного и рабочего хода);
- выключателя электрического насоса, подающего жидкость для охлаждения резца;
- реле регулировки скорости движения двигателя;
- реле контактора напряжения (предназначено для включения и отключения устройства);
- понижающего трансформатора;
- переключателя управления;
- указателя нагрузки;
- селенового выпрямителя.

Агрегат располагает двумя электродвигателями (трехфазными):
- Электронасосом, направляющим к резцу охлаждающий состав: напряжение – 220/380 В, скорость – 2800 об/мин, мощность – 0,12 кВт, тип двигателя – ПА22.
- Двигателем главного привода: напряжение – 220/380 В, скорость – 1430 об/мин, мощность – 4 кВт, тип – А02-41-4.
Промышленные предприятия обычно заказывают оборудование, функционирующее при напряжении 380 В (и цепи управления, и силовые цепи). Агрегаты для индивидуального использования могут работать при 220 В, по специальному заказу выпускались и станки, работающие при напряжении 500 В.

Локальное освещение установки обеспечивается лампой в 36 В, питание на которую подается от понижающего трансформатора. Конструкцией 1А616 не предусматривается наличие электродвигателя для быстрого хода станка. Быстрое и при этом плавное торможение шпинделя обеспечивается тем, что для данной операции используется постоянный ток. Причем при торможении электрический двигатель не нагревается.
4 Движение подач и резания в токарном универсальном агрегате
От шпинделя суппорт получает движение подач – поступательное прямолинейное перемещение резьбового резца на суппорте. Согласно расчетам коробка подач агрегата, интересующего нас, способна обеспечить целых 48 скоростей. На практике их число ограничивается 22, что обусловлено совпадением ряда скоростей. Подача суппорта в продольном направлении включается при помощи мелкозубой муфты, а получающий движение от вала ходовой винт подает поперечную подачу.
В тех случаях, когда выполняются резьбы с шагом не более шести миллиметров, формирование винтовой поверхности осуществляется при вращении, поступающем от шпинделя. Если требуется сделать резьбу с большим шагом, следует активировать перебор и применить звено повышения шага. Происходит это таким образом: в правую сторону смещается блок шестерен до тех пор, пока не произойдет зацепление шестерни полого вала и левой шестерни блока.

Под движением резания понимают одновременное вращение обрабатываемой заготовки и шпинделя. Суппорт с резцом при таком движении перемещается по отношению к ходовому валику в поперечном и продольном направлении. Привод описываемого перемещения выполнен раздельным, он состоит из:
- резцедержателя с четырьмя позициями;
- коробки скоростей с двенадцатью ступенями;
- клиноременных передач (их предусмотрено две).
Коробка скоростей является трехваловой, она располагает подвижной одиночной шестерней и подвижными двойными блоками в количестве трех штук. Блоки дают возможность увеличивать на выходном валу число скоростей. Добавим, что верхние обороты на шпиндель приходят от полого вала, но при условии, что кулачковая муфта находится во включенном состоянии.

Кроме того, на станке можно выполнять и дополнительные ручные движения:
- поворот резцедержателя;
- передвижение пиноли корпуса бабки (задней);
- установка суппорта.
Возможности, технические характеристики и схемы токарного станка 1А616
Применение токарного станка 1А616, технические характеристики. Подробные схемы, функциональные возможносты. Правила эксплуатации и техника безопасности.
Широко применяемый в промышленном производстве токарный станок 1А616 выпускается со времен СССР и до сих пор пользуется определенным спросом у специалистов. Большинство известных моделей токарных станков типа 1А616 предназначаются для обработки небольших заготовок.
Функциональные возможности станка 1А616
Функционал данного оборудования представлен перечисленными ниже операциями:
- обтачивание поверхностей деталей произвольной формы (включая их торцевание);
- точечное сверление;
- вырезка канавок различной глубины;
- развертывание стандартных отверстий;
- подготовка резьбы посредством резца или метчика;
- формирование сетчатых рифлений.
Наличие большого числа всевозможных функций превращает токарно-револьверные станки в универсальные механизмы, к числу достоинств которых относят и их низкую стоимость.

Основная комплектация и технические характеристики оборудования
В комплект станков марки 1А616 входят образцы резцов твердосплавных, по необходимости применяемых для нарезки резьбы. Помимо этого в нем имеется специальный набор быстрорежущего инструмента.
Станок располагает следующими рабочими характеристиками:
- Предельная длина заготовок, подлежащих обработке – 71 см.
- Диапазон выполняемого на станке обтачивания – 66 см.
- Предельный размер устанавливаемых болванок, закрепляемых сверху суппорта – 18 см, а непосредственно над станиной – 32 см.
- Диаметр рабочего вала под шпиндель – 3,5 см.
- Масса станины с навесным оборудованием – 1,5 тонны.Резьбовой конец вала шпинделя имеет тип «6К».
И, наконец, габариты станочного корпуса в классическом исполнении составляют 2,1х1,22х1,2 метра.
Органы управления
Смещение суппорта станка осуществляется по винтовой оси в ручном режиме (его максимальная величина достигает 195-ти мм). Для продольного перемещения используется специальный вал, обеспечивающий максимальный сдвиг в 670 миллиметров. Параметры подач практически одинаковы; они выбираются оператором в границах от 0,065 до 0,91 об/мин.

Допускается заменять входящие в механизм шестерни на их прецизионные аналоги, что гарантирует получение сверхточной резьбы. Для подготовки стандартной нарезки менять скорость подача нет необходимости. При работе в прецизионном режиме ходовой винт включается напрямую.
Коробка скоростей станка
Специфика устройства 1А616 допускает переключение оборотов рабочего вала в большом диапазоне вращающих моментов. С этой целью в его составе предусмотрена 12-ти скоростная коробка передач (КП), благодаря которой точность нарезания резьбы заметно повышается.
Этот узел устанавливается во внутренней полости оборудования и закрепляется таким образом, чтобы его можно было смещать по вертикали.
Обратите внимание: Подвижное крепление коробки позволяет регулировать натяжение передаточных ремней.
Для управления КП на станине имеются две рукоятки, перемещаемые влево и вправо. Одна из них рассчитана на 4 положения, а другая – на три.

Передняя бабка
Этот узел располагается спереди станины и приводится во вращение от 12-ти скоростной коробки передач посредством ременного привода. Особенности устройства передающей момент вращения муфты позволяют увеличить число режимов обработки с 12-ти до 24-х. А так как 3 позиции уже предусмотрены в переборном устройстве – всего главный узел может работать с 21-ой вращательной скоростью.
Дополнительная информация: Переключение с механизма перебора на муфту и обратно осуществляется посредством специальной рукояти.
Передняя часть конусообразной шейки вала фиксируется в двурядном подшипнике качения, местоположение которого можно регулировать. Другой ее конец закрепляется в неподвижном однорядном подшипнике скольжения. Помимо этого, в узел встраивается шариковая опора, принимающая продольную нагрузку от вала.

Фартук
В изделии модели 1А616 закрытая конструкция фартука предельно упрощена. В его состав входят механизмы, обеспечивающие движение суппорта в двух направлениях. Оно осуществляется посредством 2-х рукояток, каждая из которых ответственна за свое направление. Их запуск осуществляется круговым движением на себя, а остановка – таким же смещением, но только от себя.

Суппорт токарно-винторезного станка
Движение подачи суппорта передается ему от приводного шпиндельного узла. Его конструкция предусматривает не только продольное, но и поперечное смещение.
При этом за движение продольного резания ответственны ременные передачи, а также уже рассмотренная ранее 12-ступенчатая коробка передач.

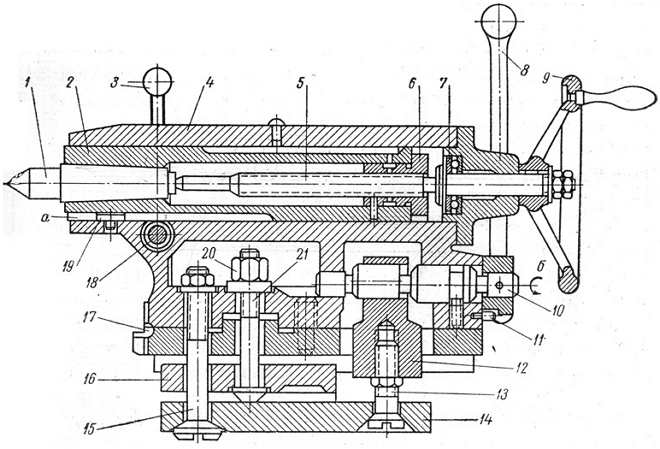
Задняя бабка токарного станка
Основное назначение заднего узла – надежно поддерживать при обработке негабаритные заготовки, обеспечивая их статическую и динамическую центровку. Кроме того, с его помощью осуществляется фиксация режущего инструмента. Сам узел крепится к направляющим станины посредством болтового сочленения, управляемого специальной рукояткой.

Кинематическая схема
Рассматриваемая схема позволяет представить расположение всех рабочих узлов агрегата и входящих в их состав механизмов. Для ознакомления с ней достаточно заглянуть в паспорт изделия.
Изучив кинематику станка 1А616 (рисунок ниже), любой оператор станка без труда разберется со всеми тонкостями его функционирования. Кроме того, благодаря этим знаниям удается использовать все возможности механизма и при необходимости совершенствовать свое мастерство.

Электрическая система станка
Электрическая схема содержит такие обязательные элементы, как:
- вставки предохранительные (три штуки);
- выключатели различного назначения;
- коммутирующие элементы (реле и контакторы);
- осветительные приборы;
- выпрямители и понижающие преобразователи.
Помимо этого в нее входят электродвигатель основного привода (380 Вольт, 4 кВт), а также движок насоса, обеспечивающего охлаждающей жидкостью зону резки. Более подробно ознакомиться с ней можно на рисунке ниже.

Правила эксплуатации 1А616
Для освоения техники эксплуатации станка потребуется разобраться с такими категориями как его первый пуск, а также приемы обработки металлов, обслуживание и уход.
Первый пуск токарного агрегата 1А616
Особое внимание запуску агрегата в работу объясняется невозможностью предусмотреть осложнения в его функционировании после поступления со сборочного конвейера или длительной консервации. Указанная процедура включает в себя следующие обязательные операции:
- расконсервирование станка;
- заливка охлаждающего реагента и масла;
- визуальный осмотр элементов конструкции и электропроводки на предмет их целостности.
По завершении подготовительных действий можно будет запускать станок в работу.

Ход впуска и металлорезание
Приводимый в движение от электродвигателя шпиндель станка выполняет функцию держателя лишь в ситуации, когда требуется нарезать резьбу длиной не более 6-ти мм. При необходимости большего резьбового смещения придется воспользоваться функцией перебора и повышенного сдвига. С этой целью потребуется организовать одновременное смещение ведущего вала и обрабатываемого изделия.
Этого удается добиться за счет раздельных двигательных приводов, опосредованных следующими передаточными узлами:
- Суппортом с4-мя рабочими позициями.
- 12-ти ступенчатой КП.
- Уже рассмотренной ранее ременной передачей.
Все вместе взятое, действуя одновременно, обеспечивает достижение требуемой синхронизации движений.
Обслуживание и уход
Обслуживание и уход за станком предполагают регулярное выполнение следующих обязательных операций:
- контроль рабочего уровня масла в агрегате и доливка его при необходимости;
- периодическая протирка открытых металлических частей от масляных подтеков и налета ржавчины;
- проведение профилактических мероприятий согласно утвержденным графикам обслуживания.
Лишь при условии выполнения этих пунктов удастся обеспечить бесперебойную работу оборудования.

Техника безопасности при работе со станком
Соблюдение техники безопасности при работе с агрегатом 1А616 сводится к выполнению следующих требований:
- Во время работы станка не допускается касаться рукоятей, располагающихся на КП и задней бабке.
- В процессе обработки деталей обязательно применение экранной (защитной) сетки.
- При работе с центрированными изделиями с хомутами необходимо использовать специальный патрон, оснащенный защитным ободом.
И, наконец, согласно инструкции по эксплуатации, дверцы станка должны быть плотно прикрыты во время процесса обработки заготовок.