

Сварка трактором под флюсом
Сварочные тракторы для сварки под флюсом
Сварочные тракторы для сварки под флюсом
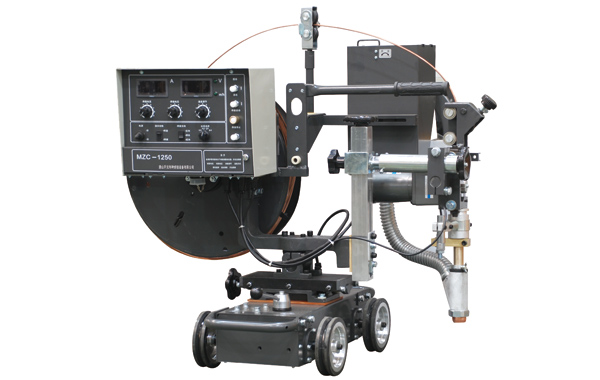
Сварочные трактора средней мощности
Трактора серии F специально разработаны для сварки крупных металлоконструкций .

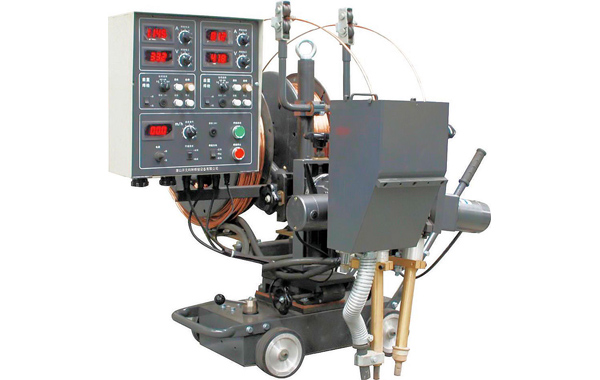
Сварочные трактора большой мощности
Сварочные трактора MZC-1000Н, MZC-1250Н и MZC-1600Н предназначены для сварки под флюсом больших толщин .

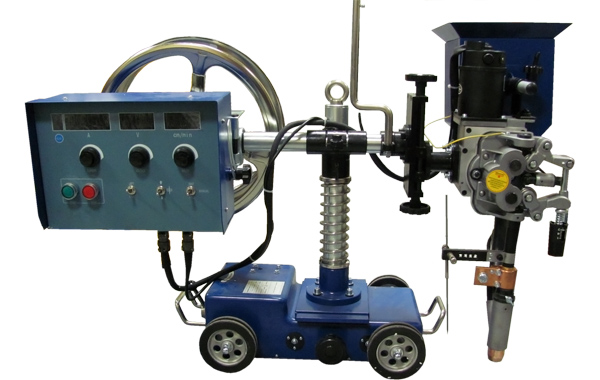
Сварочный трактор для сварки двойной проволокой
Сварка двойной проволокой (расщепленной дугой) позволяет, примерно, в 1,5 раза повысить производительность .
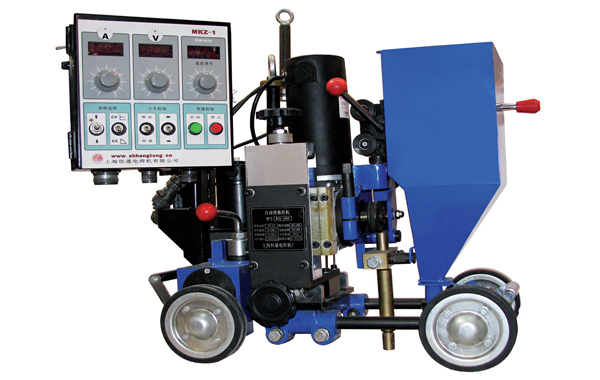
Тандемный сварочный трактор для дуговой сварки под флюсом
Широко используется в различных вариантах дуговой сварки под флюсом .

Специальный сварочный трактор для дуговой сварки под флюсом в нижнем положении
Главной конструктивной особенностью трактора является наличие специальных направляющих роликов .

Сварочный трактор серии MZC-1250L10
Малогабаритные трактора серии MZC-1250L10 отличаются универсальностью.

Легкие трактора для дуговой сварки под флюсом
Имеют функцию установки сварочных параметров — тока, напряжения и скорости .

Источники постоянного тока для сварки под флюсом
Универсальные сварочные выпрямители ZD5 с тиристорным управлением .

Источники переменного тока для сварки под флюсом
Тиристорное управление, удобная регулировка сварочного тока и напряжения .
PROFARC: cварочные тракторы и источники питания для сварки под флюсом
В установках для автоматической сварки под флюсом серии ASAW используются источники тока, изготовленные с использованием микропроцессорных технологий на базе IGBT транзисторов .
Малогабаритный сварочный трактор MZQ (Аналог сварочного автомата (трактора) ТС-16)
Предназначен для сварки и наплавки электродной проволокой под флюсом изделий из малоуглеродистых сталей .

Lincoln Electric: источники питания для автоматической сварки под флюсом
Современные универсальный источник сварочного тока, обеспечивающиу исключительную эффективность сварочного процесса .

Сварочные тракторы Lincoln Electric
Универсальные аппараты, разработанные для сварки под флюсом конструкций с протяженными сварными швами .

Сварочные трактора / сварочные автоматы
(установки для автоматической дуговой сварки под флюсом)
При сварке под флюсом электрическая дуга образуется между свариваемым изделием и электродной проволокой, непрерывно подаваемой в зону сварки, и горит под слоем защитного гранулированного флюса. Флюс служит для защиты зоны сварки и остывающего металла шва и одновременно раскисляет и легирует металл сварочной ванны.
Сварочная дуга горит в газовом пузыре, образующимся в результате плавления флюса и металла и заполненном парами металла, флюса и газами. По мере удаления дуги расплавленный флюс при остывании образует шлаковую корку, которая легко отделяется от поверхности шва.
Расплавленные электродный и основной металлы в сварочной ванне перемешиваются, образуя при кристаллизации сварной шов.
Наша компания предлагает широкую гамму сварочных тракторов для сварки под флюсом, различающихся по конструкции, мощности и назначению.
Помимо стандартного варианта сварки под флюсом одной электродной проволокой мы предлагаем сварочные тракторы с двухэлектродной сваркой под флюсом двумя электродными проволоками в одной головке, а также тандемные сварочные тракторы с использованием двух источников сварочного тока, каждый из которых раздельно питает свою однопроволочную сварочную головку.
В качестве источников сварочного тока для сварочных тракторов могут использоваться тиристорные или инверторные источники. Инверторные источники обладают более высокими сварочно-технологическими свойствами. Однако при этом они предъявляют повышенные, по сравнению с тиристорными источниками, требования к качеству электропитания.
В зависимости от конструкции сварочные тракторы могут осуществлять сварку стыковых и угловых швов в нижнем положении, осуществляя передвижение по рельсам. Вести сварку в нижнем положении «в лодочку». Сваривать, передвигаясь по двутавровой балке с опорой на боковые ролики.
Сварочные трактора, имеющие трехколесную конструкцию, имеют возможность автоматически отслеживать сварочный шов. Главной конструктивной особенностью таких тракторов является наличие специальных направляющих роликов, установленных на кронштейне в виде коромысла, используемых в качестве третьего колеса. При работе эти ролики катятся по разделке и обеспечивают точное автоматическое позиционирование трактора.
Все сварочные тракторы позволяют автоматически поддерживать заранее заданную величину напряжения или тока дуги путем изменения скорости подачи сварочной проволоки.
Сварочные тракторы имеют богатый набор настроек. В частности, помимо стандартных возможностей предустанавливать сварочный ток, напряжение, скорость и направление движения сварочного трактора, имеется возможность устанавливать диаметр сварочной проволоки, задавать напряжение, силу тока и время заварки кратера, определять режим зажигания дуги (касанием или чирканьем), переключать полярность сварки (Более точная информация по функциональным настройкам содержится в описаниях конкретных моделей сварочных тракторов).
Лабораторная работа №2. Изучение сварочного трактора для сварки под слоем флюса
Цель работы: изучить устройство и принцип работы сварочного трактора ТС-17 для сварки под слоем флюса.
Общие сведения
Автоматы для дуговой сварки и наплавки под флюсом плавящимся электродом широко применяются при сварке балок, резервуаров, листовых металлоконструкций и других изделий. При этом используются данные автоматы в основном в основном при сварке в нижнем положении прямолинейных и кольцевых стыковых швов, и, в некоторых случаях, для стыковых и угловых соединений, что требует применение сменных мундштуков и копирных устройств. Выполнение сварочных операций может производится подвесным или самоходным автоматом (трактором), перемещение вторых происходит по свариваемой детали или по направляющим уложенным на неё. Так как тракторы представляют собой мобильную аппаратуру для автоматической сварки, то к ним (особенно к перемещаемым по изделию) предъявляют требования компактности и минимальной массы.
Сварочный трактор ТС-17 (АДФ-1002) (рис. 2.1) предназначен для однодуговой сварки сплошной проволокой под слоем флюса низкоуглеродистых и легированных сталей на постоянном токе с независимыми от параметров дуги скоростями сварки и подачи электродной проволоки.
Автомат (трактор) обеспечивает сварку встык прямолинейных и кольцевых швов с разделкой и без разделки кромок, сварку угловых швов вертикальным и наклонным электродом, а также нахлесточных швов.
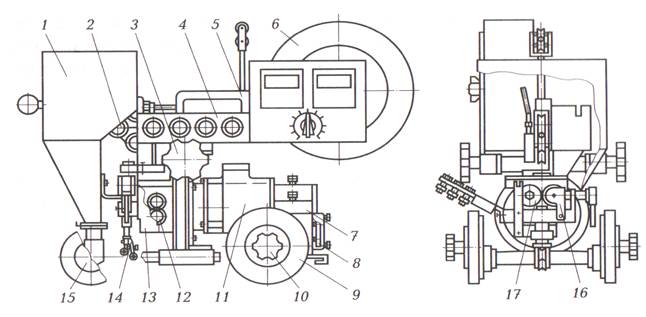
Сварочный трактор имеет в своем составе двигатель 11 (рис. 2.1), сварочную головку 13, ходовой механизм 7, флюсобункер 1, кассету 6 и панель управления 4. В установку входят также сварочный трансформатор марки КИУ-1201 или ТДФЖ-1002.
Трехфазный асинхронный двигатель 11 является основой, на которой собираются все остальные узлы трактора, имеет два выхода вала и таким образом обеспечивает подачу проволоки и перемещение трактора. Сварочная головка 12 служит для подачи проволоки и представляет собой двухступенчатый червячный редуктор с наружными сменными шестернями 14. Сварочная проволока из кассеты 6 протягивается через трехроликовое правильное устройство 2 с помощью подающего ролика 17 и прижимного устройства 16 и далее через мундштук 14 подается к месту сварки. При сварке скорость подачи остается постоянной, и, таким образом, непрерывное горение дуги обеспечивается саморегулированием. Точное направление и наклон электродной проволоки к поверхности свариваемой детали осуществляются корректирующим механизмом 3, который представляет собой червячный привод, вращаемый вручную с помощью маховичка.
Настройка сварочного тока выполняется изменением скорости подачи проволоки с помощью сменных шестерен 12. При сварке проволокой диаметром 3. 5 мм применяется показанный на рис. 2.1, а роликовый токоподводящий мундштук, при сварке тонкой проволокой его заменяют на трубчатый Ходовой механизм 9 представляет собой трехступенчатый червячный редуктор с парой сменных шестерен 8, фрикционной сцепной муфтой 10 и двумя обрезиненными колесами 9. При повороте маховичка муфты влево колеса расцепляются от ходового механизма, что используется для ручного перекатывания трактора по детали. Ступенчатое регулирование скорости сварки выполняется сменными шестернями 10. Передние колеса 15, закрепленные на съемных штангах, — неприводные. Ручная переноска трактора выполняется с помощью кронштейна 5.
Флюсобункер 1 при открытой заслонке обеспечивает подачу флюса самотеком через воронку, установленную впереди мундштука. На бункере может быть установлен флюсоаппарат всасывающего типа для уборки неиспользованного флюса. Панель управления 4 имеет (слева направо) кнопки «Пуск» SB1, «Стоп» SB2, «Вверх» SB3 и «Вниз» SB4, вольтметр PV, амперметр РА, а также потенциометр R5 для дистанционной настройки сварочного напряжения.
Основные параметры сварочного трактора ТС-17 приведены в табл. 2.1.
Таблица 2.1 — Технические характеристики сварочного трактора ТС-17
Сварочный трактор. Автоматизация сварочного процесса

Ручная сварка длинных поверхностей утомительна, поэтому для повышения производительности операции, условия проведения которой в ходе сварки неизменны, пользуются механизированными приспособлениями — сварочными тракторами. Особенно хорош сварочный трактор при выполнении сварки под флюсом или в среде защитных газов.
Устройство и функционал
Появившись как альтернатива подвесному оборудованию, сварочные трактора сразу показали ряд своих технологических превосходств: лёгкость работы, универсальность, возможность получения качественного шва при неидеально ровной оси стыка и т. д.
Типовая конструкция агрегата включает в себя следующие узлы:
- Ходовую тележку (она может быть рельсового или безрельсового исполнения).
- Сменную катушку со сварочной проволокой.
- Механизм подачи.
- Систему направителей.
- Сварочную головку.
- Пульт управления.
Функциональность сварочного трактора увеличивается, если на его базе возможна установка дополнительных приспособлений и узлов. Это могут быть дозирующие устройства, направитель для второй катушки со сварочной проволокой, отсос излишков флюса и т. д. Непрерывно совершенствуются и системы управления: в современных конструкциях регулировка режимов сварки производится при помощи лазерной считывающей головки. Это позволяет полностью исключить человеческий фактор при мониторинге режима сварки, и обеспечить стабильность всех параметров сварного шва.

Для контроля направления движения в некоторых конструкциях предусматривают вынесенный на консоль передний ролик, который перемещается по поверхности готового сварного шва.
Последовательность работы сварочного трактора заключается в следующем. Устройство выставляют вдоль оси будущего сварного соединения (для массивных деталей с этой целью может быть использована свободная площадь на самих изделиях). Сварочный трактор подключается к ближайшему сварочному посту, после чего при помощи направителя устанавливается требуемая траектория движения сварочной проволоки от катушки к сварочному мундштуку. Одновременно регулируется интенсивность подачи сварочного флюса. Все исходные параметры работы агрегата должны соответствовать требованиям ГОСТ 8713-79.
При необходимости более сложных перемещений (например, по кругу) применяют сварочные трактора с рельсовыми путями. Конструктивно в подобном оборудовании изменяется лишь форма колёс, которые должны иметь направляющие реборды.

Технологические режимы сварки с применением тракторов
Кроме стандартного режима автоматической сварки рассматриваемая техника может выполнять также сварку одновременно двумя электродами с подачей сварочной проволоки от общей катушки, а также так называемую тандемную сварку, когда на одной тележке устанавливаются две автономных сварочных головки, питание каждой из которых производится от своего источника.
Источники питания для сварочных тракторов могут быть двух типов: тиристорные или инверторные. Последние отличаются компактностью, однако не рассчитаны для выполнения длинных сварных швов, и более требовательны к стабильности тока и напряжению в сети. Тиристорные приводы имеют повышенную мощность, поэтому их применяют при сварке габаритных и толстостенных изделий.

В зависимости от конструкции передвижной рамы сварочные трактора могут выполнять следующие виды сварки:
- Стыковую;
- Внахлёст;
- Обычную угловую;
- «В лодочку», когда стыки располагаются под углом меньше 45°;
- Боковую (в этом случае оборудование оснащается боковыми роликами, а перемещение сварочного трактора выполняется по двутавровым балкам).
Независимо от способа сварки, трактора оснащается механизмом управления режимами сварки, которое действует по принципу обратной связи: скорость перемещения тележки согласовывается с интенсивностью расхода флюса и сварочной проволоки. Критериями служат диаметр сварочной проволоки, энергетические характеристики разряда, глубина шва, способ поджига дуги и полярность процесса.
Применение тракторов позволяет:
- Обеспечивать стабильность механических характеристик сварного шва независимо от его сложности, состояния торца сварочной проволоки и иных факторов.
- Стабилизировать условия поджига сварочной дуги.
- Свести к минимуму все подготовительные работы по настройке сварочной проволоки и режима подачи флюса.
- Производить перепрограммирование параметров процесса сварки при изменении толщины свариваемых изделий, направления сварного шва и т. д.

Применение сварочных тракторов оправдано в условиях массового выполнения сварочных операций, поскольку такое оборудование – габаритное, и отличается соответственно более высокой ценой.
Выбор типоразмера сварочного трактора выполняется с учётом желаемой производительности (одномоторные агрегаты более лёгкие и компактные, но имеют меньшую мощность, чем двухмоторные). Кроме того, стоит помнить, что каждая конструкция оптимизирована производителем под определённые условия сварки (количество одновременно работающих дуг может быть от одной до трёх).

Наиболее распространённые модели сварочных тракторов
Сварочные трактора конструкции Института электросварки им. Патона (Украина) ТС-16 и ТС-17 выпускаются одномоторного исполнения, когда общий двигатель питает и механизм подачи проволоки, и самоходную тележку. Компактность устройства обеспечивается применением для несущих элементов лёгких сплавов. Имеется возможность для присоединения дополнительных узлов. Оборудование может работать с дугой как переменного, так и постоянного тока. Предельная сила тока (для ТС-17) составляет 1200 А, скорость сварки 16…126 м/ч, диаметр используемой проволоки 1,6…5,0 мм.

Сварочный трактор АДФ-1000 конструкции НПФ ИТС (Россия) отличается несколько меньшей мощностью (реализуемый ток – только постоянный, силой до 1000 А), но зато позволяет производить также и многослойную наплавку поверхности. Агрегат оснащён системой управления перемещением сменных колёс, а также цифровым регулирующим блоком. При диаметре используемой проволоки 2,0…5,0 мм обеспечивает скорость сварки в пределах 12…120 м/ч. Модификация АДФ-1002 позволяет работать в различных климатических условиях.

Сконструированный ЦНИИТМАШ сварочный трактор УТ-1250-3 работает по двухмоторной схеме. Агрегат рассчитан на токи до 1250 А, имеет возможность регулирования скорости подачи электродной проволоки. При диаметре проволоки 1,6…6,0 мм обеспечивает скорость сварки 10…80 м/ч.
Сварочные трактора модельного ряда ESАB (США) оснащаются различным количеством сварочных головок. В линейке такого оборудования имеются и типоразмеры с аккумуляторным питанием, что повышает мобильность техники. Реализуемые сварочные токи 600…800 А, при диаметре электродов 1,6…4,0 мм, и скорости сварки 60…100 м/ч. Работают только в паре с фирменными блоками питания.
Что такое сварочный трактор?
Время чтения: 4 минуты
Автомат сварочный — это давно известный тип сварочного оборудования, который широко применяется на производстве. Автоматические сварочные аппараты позволяют выполнять сварку без непосредственного участия сварщика. Необходим лишь оператор, который будет задавать автомату необходимые параметры, а тут в свою очередь будет выполнять работу без дальнейшего участия человека.

Существует множество разновидностей автоматического сварочного оборудования. Об одном из них мы расскажем сегодня. Речь пойдет о сварочных тракторах. Мы подробно расскажем, что из себя представляет трактор для сварки и какие у него есть достоинства.
Сварочный трактор: что это?
Сварочный трактор — это разновидность сварочного автомата. Он предназначен для электродуговой сварки, выполняет работу по заданным настройкам и оснащен колесами для удобного перемещения. Сварочный трактор — это самоходный автомат. Он двигается по заданной заранее траектории, либо по специальным рельсам. Вектор движения задается в соответствии со швом, который необходимо выполнить.
Зачастую тракторы не очень громоздки. Их можно перевезти из одного цеха в другой. Рельсы так же очень компактны и весят немного, их можно переносить вместе с аппаратом в нужное место. Сварочный трактор очень функционален. Он оснащен специальной сварочной головкой, через которую может подаваться защитный флюс, газ и сварочная проволока. Комплект оборудования состоит из самого трактора и тележки с пультом управления, механизмом подачи проволоки и прочим. Либо все управление может находиться прямо на корпусе трактора. Типичный пример — трактор сварочный АДФ модели 1002.

На данный момент тракторный агрегат сварочный на колесах — это самый простой, экономичный и при этом довольно эффективный тип автоматического оборудования. Он стоит не так дорого, как более технологичные установки, но отлично справляется с работой. Существует сварочный трактор для сварки под флюсом, трактор для сварки в среде защитного газа. Но зачастую стандартный трактор оснащен несколькими функциями одновременно.
Сварочные тракторы широко применяются на различных предприятиях и на заводах. Их можно встроить в действующее производство или использовать отдельно. Более дорогие модели могут обладать дополнительным функционалом, вроде регулировки количества флюса при сварке или специальной лазерной системой слежения для правильной геометрии шва. Производительность у тракторов не очень высокая (по сравнению с другими типами автоматов), но можно выполнять сварку под флюсом с помощью двух проволок и тогда производительность увеличится.
Достоинства сварочного трактора
У сварочного трактора множество достоинств по сравнению с другими автоматическими аппаратами. Первое, и одно из основных — это его простота и функциональность. Трактор стоит недорого, сконструирован из простых деталей и легко ремонтируется даже в условиях экстренной ситуации. Отсюда вытекает следующий плюс — это его надежность и простота технического обслуживания.
Однако, при всей своей простоте сварочный трактор способен сформировать швы с идеальной геометрией, что очень важно. При этом он все же считается портативным. Его можно перевезти или перенести без особых трудностей. Чего не скажешь о других автоматических аппаратах, которые зачастую стационарны и весят несколько сотен килограмм.

Еще один плюс — это простота освоения. На тракторе всегда есть дисплей либо ряд кнопок, которые интуитивно понятны. Чтобы настроить трактор не нужно иметь особую квалификацию или обладать специфическими знаниями в этой области. Все просто и понятно. А благодаря тому, что трактор движется с заданной скоростью, удается существенно экономить расходные материалы.
Неоспоримое достоинство трактора — это возможность сварки толстого металла. При этом не важно, какое именно будет соединение: встык, угловое или внахлест. Качество швов в любом случае будет отличным, если аппарат настроен правильно. Поскольку человеческий фактор практически исключен.
И последнее, что вам нужно знать — трактор способен производить качественную сварку без предварительной подготовки металла и разделки кромок. Вы экономите время и получаете большую производительность.
Вместо заключения
Сварочный трактор — это простой, но в то же время функциональный сварочный аппарат, который способен выполнять дуговую сварку в автоматическом режиме. Он движется по заданной траектории либо по специальным рельсам, и позволяет выполнять сварку без непосредственного участия человека. Все, что необходимо сделать мастера — это задать на панели управления все необходимые настройки. Остальную работу трактор сделает сам.
Трактор может выполнять множество типов сварки, быть большим и громоздким или компактным и недорогим. Он незаменим на производстве, где важно качество швов и их геометрия. Словом, сварочный трактор — это современный помощник для многим промышленных предприятий. Приходилось ли вам сталкиваться на практике с таким сварочным оборудованием? Расскажите о своем опыте в комментариях. Желаем удачи в работе!
Сварочный трактор для сварки под флюсом
В промышленной сфере использование самоходных подвесных аппаратов оказывается достаточно востребованным делом. Ведь сварочный трактор для сварки под флюсом, который передвигается на колесном ходу, существенно помогает в выполнении сложных процедур по свариванию швов большой протяженности. Такая техника передвигается непосредственно по самой заготовке, а в роли направляющих выступают бегунки самого изделия. Это существенно снижает размеры используемого трактора и помогает проводить работы в сложных местах. В большинстве случаев это одномоторная техника, которая может универсально применяться для многих видов сварки, которые требуют дополнительно наличие флюса. Он может работать не только с прямолинейными, но и с круговыми швами. Не имеет большого значения, подвергались ли кромки дополнительной разделке или нет, так как техника одинаково хорошо работает с обоими вариантами. Сварочные трактора под флюсом могут выполнять свою работу в любых условиях. Техника обеспечивает высокопроизводительную сварку и автоматическую подачу электрода в любом месте, где она находится. Все параметры автоматической работы задаются заранее. Сама процедура должна выполняться согласно ГОСТ 8713-79.

Преимущества 
Использование данного приспособления обеспечивает процесс следующими преимуществами:
- Точная поддержка заданных параметров на протяжении всего выполнения процедуры;
- Современные модели имеют цифровую индикацию;
- Вне зависимости от состояния наконечника присадочной проволоки, трактор для сварки под флюсом обеспечивает надежный поджиг дуги;
- Нет необходимости в подготовительных работах с электродной проволоки;
- Цикл сварочного процесса легко программируется по нужным параметрам;
- Обеспечивается мягкий старт процесса;
- Имеется возможность качественной результативной сварки даже в сложных местах;
- С его помощью легко проходит сварка тонкого металла.
Недостатки
В работе также могут возникать и негативные свойства:
- Требуется точная настройка оборудования, иначе весь процесс пойдет не так;
- Техника может сломаться, что сделает невозможным проведение срочных работ;
- Здесь имеются свои ограничения на минимальный и максимальный диаметр кольцевых швов;
- Техника хоть и имеет относительно небольшой вес, но дополнительная нагрузка из-за этого может затруднить ее применение в определенных случаях;
- Сложность эксплуатации делает его доступным только для промышленной сферы;
- Дороговизна оборудования.
Классификация
Существует несколько видов изделий, которые можно классифицировать по различным параметрам. Сварочный агрегат трактор может классифицироваться по количеству двигателей, которые стоят на нем. Существуют:
- Одномоторные, когда стоит только один двигатель (как правило, они более легкие, но при этом обладают более слабыми характеристиками);
- Двухмоторные, когда установлено два двигателя (в таком случае трактор становится более массивным, но повышается его надежность и тонкость регулировки параметров).
Помимо этого можно классифицировать все по методу используемой защиты:
- Сварка открытой другой – здесь не используется ни какая защита для дуги, что подвергает шов многим опасностям, но при этом делает сам процесс более дешевым;
- Газовая защита – здесь используется среда защитных газов, которые являются активными или инертными, что противостоят попаданию в шов кислорода и прочих негативных факторов;
- Под флюсом – данный вид сварки использует дополнительный флюс, который не только защищает дугу от негативных факторов, но и улучшает качества свариваемости металла;
- Сварка неплавящимся электродом – в процессе не принимает участие присадочный материал.
Сварочный автомат трактор может иметь различное количество одновременно поддерживаемых дуг:
- Однодуговой – является самым простым и используется во многих стандартных процедурах (для него, как правило, и хватает одномоторных вариантов);
- Двухдуговой – может параллельно вести две дуги при одновременном сваривании, что помогает ускорить многие промышленные процедуры, особенно, в серийном производстве;
- Трехдуговой – самая сложна техника, которая поддерживает сварку одновременно тремя дугами, которые идут параллельно (здесь, по причине более высокой массы, как раз и нужны двухмоторные варианты).
Устройство сварочного трактора

- Телега трактора;
- Механизм для проведения поперечной корректировки;
- Стойка устройства;
- Ручка управления муфтой;
- Зажим стойки;
- Пульт управления;
- Кассета;
- Зажим на коромысле;
- Коромысло;
- Бункер;
- Ручка;
- Механизм для проведения вертикальной корректировки;
- Головка для сварки.
Принцип действия
Двигатель трактора задействует механизм подачи проволоки и ходовую часть. Все механизмы смонтированы на одном корпусе. В устройстве подачи проволоки имеется замедленный редуктор, у которого сменяются шестерни, что регулируют скорость вращения. Также в конструкции имеется два ролика. Первый ролик приводной с поперечной насечкой, а второй – прижимной и задействуется от пружины. На технике имеется два мундштука, которые рассчитаны под проволоку различного диаметра. Также у них различные параметры по току, так что выбор здесь зависит уже от режима сваривания. Схема сварочного трактора содержит два пульта управления. Первый служит для контроля работы сварочной установки и трактора, а второй используется тогда, когда техника входит в состав установки, которая оборудована роликами или другими передвижными устройствами, которые нуждаются в дистанционном контроле. В ходовом механизме имеется замедленный редуктор, скорость которого регулируется сменными шестернями. Непосредственное передвижение осуществляется за счет вращения колес с резиновыми шинами. За свободное маршевое перекатывание в ручном режиме отвечает фрикционная муфта. С помощью ее маховиков бегунки легко отключаются от электропривода.
Сварочные тракторы
Многофункциональный инверторный источник тока MZ1000 (M308) предназначен для полностью автоматической SAW-сварки под слоем флюса. При этом доступно использование как стальной сплошной проволоки, так и порошковой проволоки с самозащитным покрытием.
Флагманская модель SAW-инвертора компании «Сварог» с названием MZ1250 (М310) позволяет в полностью автоматическом режиме выполнять разные типы сварочных соединений с идеальным качеством шва и минимальными затратами. Передвижная надежная каретка оснащена панелью управления, бункером для флюса и современным роликовым приводом для непрерывной подачи проволоки.
Мощный инверторный источник питания Fubag SW 1250 для автоматической сварки под слоем флюса. Имеет широкий диапазон настройки сварочной дуги и длительный цикл продолжительности включения, что обеспечивает непрерывность процесса сварки металла любой толщины.
Самоходные автоматы тракторного типа для сварки стыковых, нахлёсточных и тавровых швов внутри колеи и вне колеи
Сварочные тракторы TW являются составной частью аппарата и предназначены для сварки под флюсом изделий плоских пространственных типов с разделкой или без разделки кромок.
Мощный источник питания КЕДР MZ -1250 предназначен для автоматической сварки под слоем флюса.
Самоходные автоматы тракторного типа для сварки стыковых, нахлёсточных и тавровых швов внутри колеи и вне колеи
ASAW 1000 II – относятся к последнему поколению высокоэффективного, энергосберегающего инверторного оборудования, с микропроцессорной системой управления и контроля сварочных параметров производства компании AOTAI.
Сварочный трактор KEMPPI MagTrac F 61 — это быстрый и простой способ перехода от ручной сварки MIG/MAG к эффективной механизации.
ASAW 1250 II – относятся к последнему поколению высокоэффективного, энергосберегающего инверторного оборудования, с микропроцессорной системой управления и контроля сварочных параметров производства компании AOTAI.
В комплектацию входит: сварочный аппарат, сварочный трактор, 2 сварочных кабеля (10 метра), 2 кабеля с клеммой заземления на 600 Ампер (6 метров), кабель управления (10 метра), паспорт и руководство пользователя.
ASAW 630 II – относится к последнему поколению высокоэффективного, энергосберегающего инверторного оборудования, с микропроцессорной системой управления и контроля сварочных параметров производства компании AOTAI.
Аппарат обеспечивает автоматическую сварку под флюсом, ручную дуговую сварку и воздушную дуговую строжку угольным электродом.
Выпрямитель сварочный ВДУ-1250 предназначен для комплектации автоматов для сварки и наплавки под слоем флюса и в среде защитного газа.
Аппарат обеспечивает автоматическую сварку под флюсом, ручную дуговую сварку и воздушную дуговую строжку угольным электродом.
Аппарат обеспечивает автоматическую сварку под флюсом, ручную дуговую сварку и воздушную дуговую строжку угольным электродом.
Сварочный трактор АДФ-1000 предназначен для автоматической однослойной и многослойной сварки и наплавки электродной проволокой под флюсом на постоянном токе.
Сварочный автомат (трактор) ТС-16 в комплекте с источником сварочного тока предназначен для автоматической сварки под слоем флюса различных типов соединений (стыковых, нахлёсточных, угловых, «в лодочку») с подготовкой и без подготовки кромок прямым и наклонным электродом.
Выпрямитель сварочный ВДУ-1202 предназначен для комплектации автоматов для сварки под слоем флюса и в среде защитного газа изделий из стали.
Трансформаторы ТДФЖ-2002 являются источником переменного сварочного тока для автоматической сварки под слоем флюса малоуглеродистых и низколегированных сталей.
Выпрямитель ВДУ-1000 предназначен для комплектации сварочных автоматов.
Трансформаторы ТДФЖ-1250 являются источником переменного сварочного тока для автоматической сварки под слоем флюса малоуглеродистых и низколегированных сталей.
Мобильный и функциональный сварочный трактор FD12-200T предназначен для автоматической сварки под слоем флюса.
Выпрямитель для дуговой сварки Пионер — А 1000 с универсальными внешними характеристиками предназначен для различных видов сварки.
Выпрямители сварочные Пионер — А 1200 предназначены для комплектации автоматов для сварки и наплавки под слоем флюса и в среде защитного газа.
Сварочный трактор АДФ-630 в комплекте с источником сварочного тока предназначен для автоматической сварки под флюсом изделий из малоуглеродистых и низколегированных сталей.
Трактор сварочный ТСФ-101 с плавным регулированием скорости подачи электродной проволоки и скорости сварки, предназначен для автоматической электродуговой сварки однопроходных и многопроходных соединений внахлестку, угловых, тавровых, а также стыковых соединений с разделкой и без разделки кромок.
Сварочный автомат АДГ-630 предназначен для автоматической однослойной, многослойной сварки и наплавки электродной проволокой в среде защитных газов изделий из малоуглеродистых и низко-легированных сталей на постоянном токе.
Выпрямитель сварочный ВДУ-1001 предназначен для комплектации автоматов для сварки под слоем флюса и в среде защитного газа изделий из стали.
Компактный минитрактор АДГ-500 с электроприводом, предназначен для механизации процесса сварки плавящимся электродом в среде защитных газов (MIG/MAG) в горизонтальном, наклонном и вертикальном положениях.
Выпрямитель ВДУ-1204 в комплекте со сварочным автоматом предназначен для сварки под слоем флюса изделий из углеродистых и легированных сталей, а также может быть использован для воздушно-дуговой резки (строжки) угольным электродом в режиме падающей внешней характеристики.
Малогабаритный сварочный автомат для дуговой сварки и наплавки АДФГ-305 (исполнение для сварки и наплавки в среде защитных газов)
Трактор сварочный двухголовочный 2ТС-16 в комплекте с источниками сварочного тока предназначен для автоматической сварки под слоем флюса тавровых соединений, приварки трапециевидного профиля двумя наклонными электродами.
Автомат сварочный угловой АСУ-5 предназначен для электродуговой сварки плавящимся электродом угловых швов под флюсом прямолинейных, криволинейных и кольцевых ребер жесткости высотой более 170 мм.
Многопостовые сварочные выпрямители постоянного тока могут применяться для ручной, механизированной сварки, а также ручной дуговой строжки металла.
Сварочная головка СГФ-1000 в комплекте с источником сварочного тока предназначена для дуговой сварки кольцевых швов с разделкой кромок. Сварка осуществляется на постоянном токе плавящимся электродом под слоем флюса.
Выпрямитель сварочный ВДУ-1500 с универсальными внешними характеристиками предназначен для комплектации автоматов для сварки и наплавки под слоем флюса.
Профессиональный SAW-аппарат MZ 1000 (J58) – мощный инверторный источник тока, который предназначен для интенсивной и высококачественной сварки под слоем флюса с полностью автоматизированным циклом. Мощная система охлаждения и современная инверторная технология гарантируют высокий КПД и ПН.
Автоматический аппарат MZ 630 (J38) — мощный сварочный инвертор для полностью механизированной сварки под слоем флюса для быстрого и качественного соединения металлических изделий с протяженностью шва от нескольких метров и толщиной кромок до 30 мм.
Промышленный аппарат MZ 1250 (J40) для автоматической сварки под слоем флюса с питанием от сети 380 В позволяет сваривать большинство металлических изделий из разных марок сталей, цветных или черных металлов. Высокая мощность, полностью механизированный процесс сварки обеспечивают идеальный шов с оптимальной глубиной проплавления и без необходимости доработки кромок.
Сварочный трактор используется для высокопроизводительной сварки под флюсом.
Трансформаторы ТДФЖ-1002 являются источником переменного сварочного тока для автоматической сварки под слоем флюса малоуглеродистых и низколегированных сталей.