

Сварка полуавтомат видео уроки
Сварка полуавтоматом для начинающих – видео уроки, изучаем азы
 Начинающим сварщикам, которые еще не освоили азы этого процесса, для начала нужно изучить основы, правила безопасности и инструкцию по использованию сварочного аппарата. Что такое сварка полуавтоматом, видео уроки на эту тематику можно без проблем найти в интернете. Уроки сварки полуавтоматом подскажут какие инструменты должны быть под рукой и как ими правильно и безопасно пользоваться.
Начинающим сварщикам, которые еще не освоили азы этого процесса, для начала нужно изучить основы, правила безопасности и инструкцию по использованию сварочного аппарата. Что такое сварка полуавтоматом, видео уроки на эту тематику можно без проблем найти в интернете. Уроки сварки полуавтоматом подскажут какие инструменты должны быть под рукой и как ими правильно и безопасно пользоваться.
С чего начать
Сам этот процесс можно назвать способом, с помощью которого металлические элементы можно соединить друг с другом. Этот процесс состоит из конкретных последовательных этапов. Рассмотрим основные из них:
- Очистка металла. Перед тем как приступить к процессу, обязательно нужно очистить металл от пыли, грязи, влаги или ржавчины.
- Разделяем кромки металла с помощью болгарки. Состыковываем заготовки между собой.
- Начинаем сам процесс с помощью сварочного аппарата. Способы сваривать металл мы рассмотрим ниже.
Очень большое значение имеет качество сварочного аппарата и электроды. Подбирать их нужно в зависимости от вида и метода сварки. В интернете существует множество роликов, которые разъяснят, что такое сварка полуавтоматом для начинающих, видео можно найти на многих сайтах.
Кроме того, узнать и посмотреть, что такое полуавтоматическая сварка, видео о ней, можно изучив так называемое пособие для чайников.

Сварка полуавтоматом – почему именно этот вид сварки
Для новичка оптимальным и правильным выбором будет именно сварочный полуавтомат. Это связано с тем, что варить на полуавтомате гораздо легче и проще чем с помощью ручной сварки. Принцип работы этого вида сварки основан на сварочной проволоке. Качество и результат сварки зависит от скорости подачи проволоки и газа.
Для людей, которые не имеют профессиональных навыков и опыта в сварочной сфере, правильным будет выбрать именно такой аппарат.
Сварка полуавтоматом для начинающих – видео онлайн уроков наглядно покажет, как проходит сам процесс и что нужно знать.
Техника безопасности – обязательное условие для сварки непрофессионалами
Подборку видеоматериалов по теме самостоятельной сварки можно без труда найти в интернете. Любой материал расскажет, как проходит сварка полуавтоматом, видео уроки помогут лучше разобраться в этом процессе. Но, главное, не забывать о правилах безопасности.
Техника безопасности очень важна и порой помогает сохранить здоровье человека, поэтому не стоит ей пренебрегать. Основные правила:
- иметь защитную маску, которая предотвращает попадание искр на участки кожи лица и в глаза;
- специальные перчатки, которые должны быть прорезинены и отличаться высоким качеством, иначе можно повредить руки;
- огненепроницаемая одежда и обувь. Обувь должна иметь резиновую подошву, а кроме того, в ходе работы под ноги кладется резиновый коврик.
Итак, теперь мы знаем, что такое безопасная сварка полуавтоматом для начинающих, видео уроки помогли изучить основы техники безопасности.

В чем разница между ручной и автоматической сваркой, что такое ручная дуговая сварка, сварочный аппарат, сварка полуавтоматом, видео уроки помогут ответить на все эти вопросы.
Любители работать дома, что-то мастерить и варить, обычно имеют в своем арсенале инструментов самый простой сварочный аппарат. Этого вполне достаточно для работы в домашних условиях. Не нужно запасаться профессиональными аппаратами и тратить на них огромные суммы.
Безусловно, такие приборы выполнят работу качественнее, но видео уроки сварки полуавтоматом, помогут разобраться и обойтись недорогим аппаратом.

Классификация сварочных аппаратов. Инструкция по использованию
Прежде, чем приступать к работе, нужно изучить виды сварочных аппаратов и принципы их действия. Правильный подход и хорошая подготовка помогут избежать травм и качественно выполнить работу.
По типу проволоки различают:
- универсальные аппараты;
- соединяющие стальную проволоку;
- соединяющие алюминиевую проволоку.

По уровню защиты, они классифицируются на:
- в газах защиты;
- защищены слоем флюса;
- защищены с помощью порошковой проволоки.
По характеру перемещения бывают:
Для того, чтобы качественно и правильно варить металл, чтобы результат был долговечен, нужно соблюдать правила, прописанные в инструкции: правильно подбирать режимы, настраивать скорость, нужные параметры и обязательно изучить технику безопасности.
Следуя инструкции, можно выбрать вид сварочного аппарата и метод самой сварки.
Как видим, техника достаточно проста и научиться этому процессу можно самостоятельно, просмотрев курс видео уроков.
Еще по этой теме на нашем сайте:
- Сварочные полуавтоматы инверторного типа — отзывы владельцев по надежности
Инверторный полуавтомат для сварки — это электромеханический агрегат, который осуществляет сварку разных металлов, используя различные аксессуары для сварки, необходимые для исполнения этого процесса. Изучая сварочные.
Аппарат Брима — сварочный инвертор с хорошими показателями сварки
Немецкий бренд Brima известен покупателям уже более 50 лет. Первые сварочные аппараты производились в Германии, сегодня выпуск ведется в Китае. Поставки продукции Брима осуществляются в.
Газосварочное оборудование для газовой сварки — сварка газом своими руками (видео)
Газовая сварка имеет некоторые особенности. Так, при ее использовании не требуется подключение к электросети. Вместо электрического источника питания применяется генератор ацетиленовый либо газ в баллонах.
Осциллятор сварочный — купить или собрать своими руками?
Практически у любого владельца частного дома в хозяйстве имеется сварочный аппарат. Но варить им можно обычно только детали из обычной толсто-черновой стали. Это не требует.
Видео для начинающих — как варить полуавтоматом?

Для человека, который никогда в жизни не занимался сваркой металла, бывает трудно понять, как правильно начать, что делать на разных этапах, чтобы в итоге научиться создавать ровное и надёжное соединение. Рассмотрим, какие шаги нужно осуществить, как происходит сварка полуавтоматом, для начинающих — видео, в котором наглядно демонстрируются некоторые моменты.
Почему именно полуавтомат?
Полуавтоматическая сварка в среде защитного газа для начинающего или неопытного сварщика имеет свои достоинства:
- Проволока-электрод подаётся самим аппаратом, не нужно следить за длиной электрода, легче выдерживать оптимальное расстояние для ровной дуги. Кроме того, скорость подачи регулируется, что даёт возможность любому настроить её удобным для себя образом.
- Полуавтомат позволяет относительно просто работать с тонким металлом, что для мастерских по кузовному ремонту авто, тем более при невысокой квалификации сварщика, делает его практически незаменимым.
- Можно производить достаточно длинные швы без остановки процесса для замены электрода. Начинающему это позволит не прерывать удачный шов до его завершения.
- Простота обучения процессу сварки.
Список преимуществ полуавтоматов для каждого свой, он может состоять из нескольких десятков позиций. Начинающему будет достаточно перечисленных выше моментов, для того чтобы начинать учёбу именно на этом виде сварочного аппарата.
Подготовка сварочного аппарата — проволока и газ
Полуавтоматом в качестве электрода используется специальная сварочная проволока. Её диаметр может составлять от 0,6 мм до 1,2 мм. Наиболее распространена проволока 0,8 мм. Понятно, что перед работой нужно зарядить катушку с проволокой в аппарат, протянуть её до выхода из горелки, отрегулировать прижатие проволоки роликом механизма протяжки. Материал проволоки должен максимально соответствовать по своим характеристикам материалу соединяемых деталей.
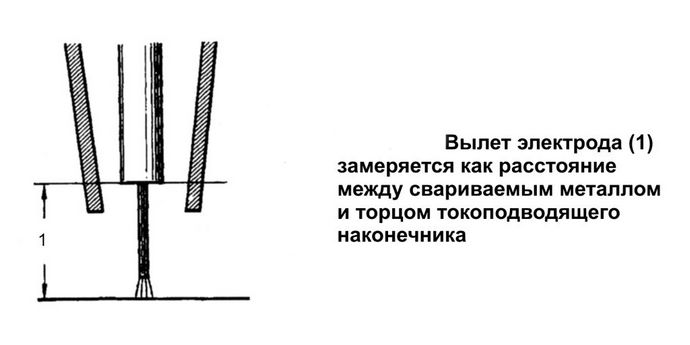
Перед установкой токопроводящего наконечника нужно проверить его на соответствие используемой проволоке. То есть, для проволоки 0,8 мм должен использоваться наконечник, на котором указано номинальное значение 0,8.
Без газа варить полуавтоматом не рекомендуется. Исключением из этого правила можно считать аппараты, использующие специальную флюсовую проволоку. При горении дуги флюс, входящий в состав электродной проволоки, сгорая, создаёт облако газа, защищающего сварочную ванну от кислорода и, соответственно, от образования окислов.
В стандартных же полуавтоматах для защиты шва от окислов применяют инертный или активный газ в баллонах. Это может быть углекислый газ CO2 или смесь из углекислоты и аргона CO2+Ar. Первый отличается дешевизной и большей распространённостью, для сварки сталей — вполне рабочий вариант, однако разбрызгивание металла достаточно высоко. Смесь из аргона (82%) и углекислого газа (18%) обеспечивает более стабильную дугу и уменьшает разбрызгивание металла.
Перед работой подключаем газовый баллон к наконечнику аппарата, устанавливаем рабочее давление.
Предварительные регулировки и действия
У большинства недорогих полуавтоматических сварочников на панели всего две регулировки — величина рабочего напряжения и скорость подачи проволоки. Протяжка сварочной проволоки часто маркируется буквой А, как сила тока, поскольку скорость подачи и сила сварочного тока взаимосвязаны. Дополнительно полуавтоматы иногда оснащаются двухпозиционным переключателем скорости подачи проволоки — высокая и низкая скорость протяжки.
В аппаратах, которые можно считать более продвинутыми, есть ещё регулятор индуктивности. Настройкой этого параметра можно менять характер дуги. «Холодная» дуга (индуктивность меньше) — шов получается более узким, проплавление металла глубже. При «горячей» дуге (индуктивность выше) валик шва широкий, гладкий, металл проплавляется на меньшую глубину.
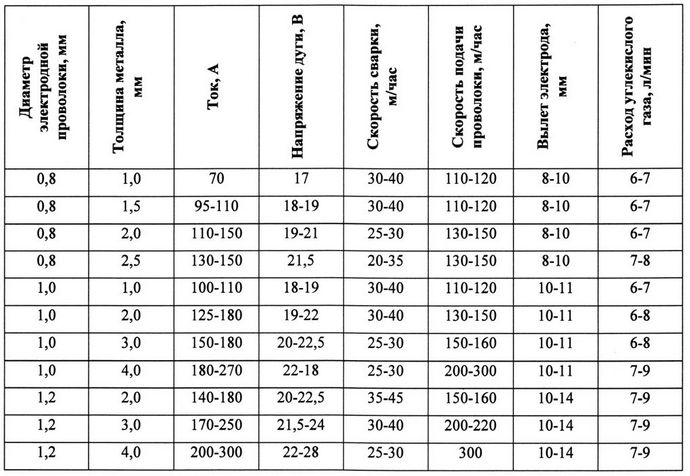
Для правильной регулировки параметров аппарата в соответствии с толщиной и свойствами материала, диаметром используемой проволоки и другими характеристиками нужно пользоваться таблицей, присутствующей в сопроводительной документации к сварочному полуавтомату.
Угол между соплом и заготовками желательно удерживать около 60°, расстояние между окончанием сопла и поверхностью 8–20 мм. Перед началом нового участка сварки нужно откусывать шарик, который образуется на конце проволоки (он плохо проводит ток, усложняет зажигание дуги).
Перед началом сварочных работ края поверхности заготовок зачищаются от грязи, следов коррозии, старой краски, дополнительно обрабатываются шлифмашинкой для того, чтобы расплав лучше «брался» за металл. На деталях значительной толщины снимаются специальные фаски.

Регулировки в процессе сварки
После начала работы регулировки меняются в зависимости от того, как ведёт себя дуга и какой получается пробный шов. При сварке слышны отчётливые щелчки — это означает слишком высокое напряжение и медленную подачу проволоки. Если проволока не успевает расплавляться, то подача слишком быстрая. При тренировке и изготовлении пробного шва параметры корректируются для получения высокого качества соединения и удобства работы. Как можно понять по видео, сварка полуавтоматом для начинающих не представляет большой сложности. При небольших технических навыках и внимательном отношении научиться варить полуавтоматом может каждый.
Если нужно сделать вертикальный шов, помните: с тонким металлом (до 3 мм) шов ведут сверху вниз, с металлом толще 3 мм — снизу вверх. Тонкий листовой металл сваривают точками для исключения коробления из-за перегрева. Это позволяет сохранить геометрию деталей и элементов.
Дефекты сварных швов, причины их возникновения
Начинающему сварщику практически невозможно избежать ошибок, которые приводят к следующим изъянам:
- подрез появляется при слишком быстром перемещении горелки, длинной дуге, высоком значении тока;
- при излишне медленном движении металл стекает вниз под действием силы тяжести, образуется наплыв;
- поры образуются при плохой газовой защите, некачественной предварительной обработке поверхности, слишком высокой скорости работ;
- невысокая скорость сварки при большом токе может вызвать сквозной прожог металла, к этому приводит также неправильный начальный зазор (слишком большой);
- непровар появляется из-за малого зазора, загрязнённого металла и недостаточного значение сварочного напряжения.
Появления дефектов в сварочных швах вполне можно избежать, достаточно знать причины их возникновения и постараться не допускать ошибок. С опытом количество изъянов будет всё меньше.

Сваривание заготовок значительной толщины
При соединении заготовок толщиной больше 4 мм к подготовке следует подходить более внимательно. Кроме зачистки поверхности от грязи, краски и ржавчины с кромок элементов, по которым будет проводиться сварочный шов, следует снять фаску. Как правильно снять фаску, под какими углами, регламентируют ГОСТы, информация также доступна в интернете.
Для обеспечения надёжного соединения толстых заготовок нужно не просто вести дугу вдоль свариваемых кромок, а совершать горелкой колебательные движения. Видов и способов этих движений множество, однако применяют чаще всего обычный зигзаг или возвратно-поступательные. Ширина захода расплавленного металла шва на поверхность детали должна быть равна толщине заготовки.
Перед началом работы нужно задать зазор между свариваемыми деталями. Без зазора металл не проварится на всю свою толщину, шов останется поверхностным и не обеспечится необходимая прочность. Для упрочнения тавровых соединений из толстого металла поверх готового шва накладывается ещё два — по верхней кромке шва с заходом на заготовку и таким же образом по нижней кромке. Это позволяет упрочнить шов, что может быть актуально при толщине деталей от 8 мм.
Несмотря на ошибки и некоторые тонкости при обучении широко применяется сварка полуавтоматом, видео для начинающих помогает визуально отличить особенности, узнать, из-за чего появляются те или иные погрешности и как их устранить. Значение наглядности сложно переоценить на начальных этапах пользования сварочным аппаратом, особенно при самостоятельном освоении оборудования.
Правильная настройка и сварка полуавтоматом
Сварка полуавтоматом позволяет повысить производительность труда и получить качественное соединение металлических частей конструкции или изделия. Научиться варить металлы на аппаратах не так сложно, если знать принцип работы конкретного полуавтомата, нюансы подбора расходных материалов, режимов и технологию ведения сварочного процесса. Источники питания полуавтоматического типа используют на предприятиях, в мастерских, СТО и дома при выполнении соединения своими руками. В процессе обучения сварщика в специализированных заведениях уроки получения необходимых навыков проводят опытные мастера, но можно и самостоятельно варить полуавтоматом с защитой зоны расплавленного металла и без углекислоты. Главное – правильно настроить величину сварочного тока и умело осуществлять манипулирование горелкой.

Основные правила при проведении сварки полуавтоматом
Как правильно варить полуавтоматом? Этот вопрос волнует новичков, особенно тех, кто решил технологию ведения процесса освоить самостоятельно. Вначале необходимо разобраться с видами полуавтоматов: какие они бывают и чем отличаются друг от друга. От этого зависят выбор расходных материалов и технология ведения процесса.
Различают аппараты по таким признакам:
- тип исполнения (переносной, передвижной, стационарный);
- назначение (бытовые, полу— и профессиональные);
- напряжение питания (220, 380 В);
- способ защиты дуги (без защиты, в защитных газах инертных и активных, под слоем флюса, комбинированного типа);
- способ охлаждения горелки (естественное, искусственное);
- тип проволоки (сплошная стальная, алюминиевая, включая проволоку из сплавов, порошковая, комбинация указанных видов);
- способ регулирования скорости подачи проволоки (ступенчатый, плавный, плавно-ступенчатый);
- способ подачи проволоки (толкающий, тянущий и комбинированный – сочетание указанных двух видов);
- место установки аппаратуры управления (отдельно стоящая, встроенная).
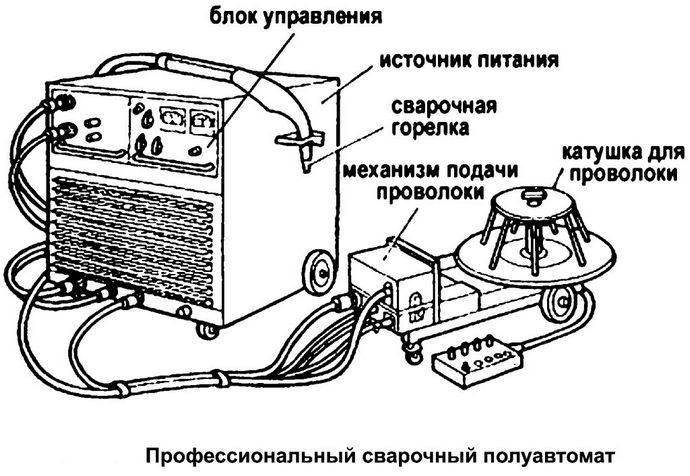
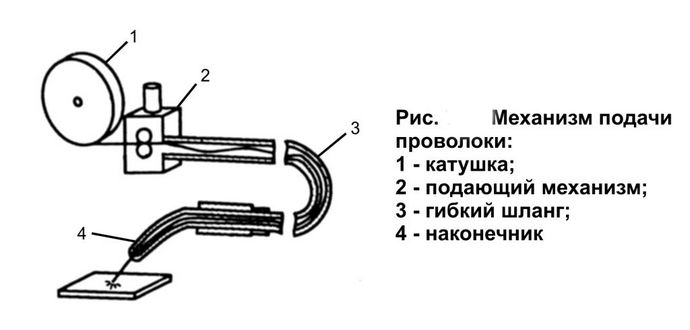
Основные аспекты ведения технологии сварки зависят от модели конкретного аппарата, которые производят компании в разных странах мира. Во всех моделях механизируется подача электродной проволоки, перемещение и манипулирование горелкой осуществляется самим сварщиком. Проволока Ø от 0,6 до 2,5 мм подается по специальному кабелю, который называют гибким шланговым. В конструкции аппаратов присутствуют такие узлы:
- механизм подающий;
- провод шланговый;
- горелка.
Механизм подающий состоит из электрического двигателя и редуктора. Его назначение – осуществлять вращение роликов, настраивать скорость подачи проволоки и проталкивать ее по кабелю. Он может быть с одной или двумя парами роликов. Скорость подачи может изменяться плавно или ступенчато в зависимости от конструктивных особенностей подающего механизма. Выпускают аппараты с механизмами закрытого или открытого типа, включая открытый на тележке. Различаются они весом устанавливаемой кассеты (1,5; 2; 3,5; 4; 5; 12,5; 15; 20,0 или 50 кг).
Провод шланговый подводит ток к держателю или горелке и проводу, идущему к цепи управления. Его длина может быть 1,5; 2,5 и 3,0 м. При сварке в защитных газах предусматривается канал или устройство для его подвода.
Горелка – рабочий инструмент сварщика. С ее помощью подводится и настраивается сварочный ток, а также флюс и защитный газ, если соединение ведется с такой защитой.
Производители полуавтоматов делают все, чтобы облегчить процесс соединения, сделать его более производительным и качественным, варить без особых усилий. Режим работы зависит от правильного подбора расходных материалов. Они напрямую связаны с маркой свариваемого металла и его толщиной. Ориентировочно параметры скорости подачи проволоки и зависимость величины тока от вида проволоки указаны в таблице.
Сварка полуавтоматом для начинающих
Какой начинающий сварщик не мечтает поработать с полуавтоматической горелкой MIG/MAG? Но такое оборудование выходит за пределы любительского ценника и становится боязно, что в итоге инвертор будет бесцельно пылиться. Спешим успокоить: технологию сварки полуавтоматом освоить довольно просто.
Суть сварки в среде защитного газа
Исконной проблемой при сваривании металлов считается поддержание температурного режима. Если нагрев будет недостаточным, то не произойдёт качественного расплавления кромок соединяемых деталей и их перемешивания между собой и присадочным материалом. Если же повысить температуру, металл начнёт кипеть и испаряться, активизируются химические реакции с атмосферными газами. Ситуация осложняется и тем фактом, что некоторые металлы и сплавы начинают бурно химически реагировать уже при температурах, недостаточных для образования качественного сварочного шва.
Эта проблема в разных типах сварки решается по-разному. Рассматриваемая нами сегодня полуавтоматическая сварка, также именуемая MIG/MAG, имеет два технологических отличия от прочих способов. Первое — подача защитного газа непосредственно в зону плавления, и второе — регулировка скорости подачи присадочного материала с соответствующей автоматической подстройкой силы сварочного тока. Подача сварочной проволоки осуществляется механически с помощью протяжного механизма, при этом правильное соотношение скорости и температуры плавления обеспечивает равномерное заполнение шва и высокую производительность сварочных работ.
В качестве защитной среды могут использоваться активные газы, такие как кислород, азот и водород, либо инертные — аргон или гелий. На практике большинство сварщиков используют смесь аргона и углекислоты в соотношении 4:1, чего достаточно для большинства типовых задач. Варьировать смеси приходится при сваривании специфичных материалов, таких как латунь, дюраль или инструментальные высоколегированные стали.
Несмотря на высокую стоимость расходных материалов (газа и проволоки), сварка в полуавтоматическом режиме наилучшим образом подходит для освоения новичками по двум причинам. Первая — простота выполнения сварочного шва, необходимо лишь обратиться к справочной документации, чтобы установить соответствующие параметры инвертора для определённого типа соединения. Второй плюс это эргономика: полный визуальный контроль за состоянием шва, отсутствие ограничений в пространственном положении и, что самое важное, возможность сваривания даже очень тонких деталей. Из минусов можно назвать разве что привязанность к рабочему месту, хотя при использовании газовых баллонов малой ёмкости мобильность можно существенно повысить.
Инвертор, мощность, род тока
Для полуавтоматической сварки используют инверторные и трансформаторные преобразователи электрического тока со встроенным механизмом подачи проволоки. Ввиду повышенной технической сложности даже простейшие аппараты этой категории сопоставимы по цене с полупрофессиональными агрегатами ММА для сварки покрытыми электродами.
Выбор между трансформаторным и инверторным сварочным аппаратом зависит в первую очередь от условий использования. Трансформаторные приборы обладают высокой надёжностью и устойчивостью к нагрузкам, что обусловлено простотой устройства. При этом существует внушительный перечень недостатков: невысокий КПД, чувствительность к напряжению питания, образование помех в питающей сети, низкая степень стабилизации сварочного тока.
Работа инверторов основана на многоступенчатом электронном преобразовании, основными элементами которого выступают малогабаритный импульсный трансформатор и силовые ключи, генерирующие требуемую для каждой ступени природу тока. За счёт этого инверторные аппараты в меньшей степени чувствительны к качеству питающего напряжения, их КПД выше из-за отсутствия потерь энергии на насыщение массивного магнитного сердечника. К плюсам можно добавить малый вес и габариты, возможность точной настройки и высокую степень стабилизации сварочного тока. Главные недостатки — чувствительность к условиям эксплуатации: попадание пыли и влаги внутрь категорически недопустимо, при этом колебания температуры в 20–30 °С приводят к изменению номиналов компонентов схемы, из-за чего наблюдаются существенные отклонения рабочих параметров.
Тем не менее, именно инверторные аппараты рекомендуются для использования новичками, осваивающими азы полуавтоматической сварки. Что касается стоимости, то принципиальной разницы в устройствах в диапазоне цен 15–25 тыс. руб. не наблюдается. Мощность следует выбирать исходя из предполагаемой толщины свариваемых деталей: до 160 А выходного тока при толщине до 4 мм и порядка 200 А при толщине 6–7 мм будет достаточно. Также важно наличие дополнительных функций, таких как протяжка сварочной проволоки без подачи напряжения на неё, смена полярности, выбор скоростного режима подачи проволоки и индикация параметров. Ну и, конечно, не стоит забывать о доверии к бренду.
Присадочная проволока
Существует два вида присадочной проволоки: обычная, требующая защитной газовой среды для сваривания, и порошковая, содержащая флюс. В последнем случае сварка может вестись без подачи газа, однако такой способ можно рекомендовать только для повышения мобильности в случае выполнения неответственных соединений. В целом же большинство преимуществ полуавтоматической сварки проявляются именно при работе с подачей защитного газа.
Сварочная проволока отличается по трём основным критериям: марке сплава, диаметру и массогабаритным показателям бухты. В последних двух отношениях выбор целиком зависит от возможностей инвертора и типоразмера токопроводящего наконечника горелки. С выбором марки сварочной проволоки всё сложнее, здесь придётся обращаться к справочной документации. Общее правило таково, что по составу, то есть по содержанию углерода и легирующих компонентов присадочный материал должен быть максимально приближен к материалу свариваемого изделия. При этом прочностные характеристики проволоки должны немного превосходить материал детали.
Диаметр проволоки также следует выбирать исходя из толщины свариваемого металла. Проволока толщиной 0,8 мм подходит как для работы с тонкостенными изделиями при минимальной скорости подачи, так и для сваривания односторонним швом деталей толщиной до 3 мм. Диаметр проволоки в 1 мм подходит для однопроходной сварки деталей толщиной до 7–8 мм, однако при этом сварочный ток увеличивается до 200 А. Для более массивных металлических изделий можно использовать проволоку до 1,6 мм, способную сваривать детали до 14–16 мм в зависимости от типа соединения, однако при этом качественный прогрев шва возможен только при токах в 300–350 А.
Наиболее распространённой в любительской сварке считается омеднённая сварочная проволока марки ER70S-3 и СВ08Г2С. Основное отличие между ними в содержании кремния и раскисляющих элементов. Вторая из указанных марка требует меньше внимания к подготовке деталей: очистке, удалению ржавчины и масляных загрязнений. Однако если требуется высококачественное соединение ответственных деталей, лучше выбирать проволоку с меньшим содержанием присадок, которая образует шов высокой однородности, поверхность которого в наибольшей степени пригодна к нанесению лакокрасочных покрытий.
Подготовка к работе
Прежде чем приступить к первым пробам, следует подготовить оборудование и детали. До включения аппарата в сеть производится установка горелки и кабеля массы. На баллон с защитным газом нужно установить редуктор и убедиться, что давление в баллоне выше остаточного. После этого на выходной штуцер баллона надевается и обжимается хомутом шланг, обратный конец которого подключается к аппарату. Открытием регулировочного вентиля нужно установить на расходном редукторе значение, рекомендованное производителем сварочного аппарата.
Перед протяжкой проволоки нужно убедиться, что в канале провода горелки отсутствует присадочный материал, оставшийся после предыдущего использования. Катушка устанавливается на размоточный шток так, чтобы совпадало позиционирование штифтов и посадочных отверстий. Проволока пропускается через прокатывающий ролик, размер канавки в котором соответствует диаметру присадки. После этого на место устанавливается прижимной ролик, затем с помощью регулировочного винта устанавливается такое усилие прижима, чтобы проволока не проскальзывала в канавке. Протяжка проволоки в канал шнура горелки должна осуществляться при снятом токопроводящем наконечнике. После этого на горелку нужно накрутить наконечник соответствующего диаметра и установить на место сопло. После включения в сеть аппарат готов к работе.
Осталось только подготовить детали. Полуавтоматическая сварка крайне чувствительна к качеству поверхности. Свариваемые детали должны быть зачищены до металлического блеска по всей ширине кромки, на которую будет уложен шов. Возникает вопрос: а для чего тогда нужна проволока с раскисляющими присадками? Дело в том, что такая проволока очень удобна для работы с металлопрокатом первичного использования, находившегося на консервационном хранении длительное время. В таком случае остатки прокатной смазки и небольшие вкрапления ржавчины не оказывают существенного влияния на качество шва. Разделка кромок и снятие фасок не требуются при сваривании деталей толщиной до 2–2,5 мм. Более толстые металлические части нужно подготавливать согласно ГОСТ 5264–80 или 8713–79.
Техника сварки полуавтоматом
При работе горелку нужно держать так, чтобы проволока ориентировалась к плоскости свариваемых деталей под углом 45–60°. Движение горелки осуществляется преимущественно от себя, то есть проволокой вперед, ориентируясь по положению свариваемых кромок. В некоторых ситуациях допускается вести горелку на себя, например, при укладке шва от глухого угла. Оптимальное расстояние от края сопла до детали должно быть от 10 до 20 мм в зависимости от режима сварки.
Техника сваривания крайне проста, однако требуется предварительная настройка аппарата на обрезках того же материала эквивалентной толщины. Проволока подводится к сварочному шву почти вплотную, после чего нужно нажать пусковую кнопку на ручке горелки. После зажигания дуги горелка плавно подаётся вперед, при этом совершаются небольшие поперечные колебания, общая ширина которых соответствует толщине свариваемых деталей. При завершении шва необходимо подать горелку в обратном направлении на 2–3 мм, выждать полсекунды для заполнения кратера и отпустить пусковую кнопку.
Настройка аппарата при пробном сваривании производится путём изменения на ходу сварочного напряжения и скорости подачи проволоки. В последнем случае соразмерно скорости подачи увеличивается и сварочный ток, это основное характерное отличие полуавтоматической сварки. Скорость подачи должна быть такой, чтобы сварщик мог осуществлять полный контроль над плавкой металла и заполнением сварочной ванны. При слишком медленной подаче проволоки дуга будет постоянно прерываться, при этом слышен отчётливый ритмичный треск. Если скорость подачи слишком высока, по краям шва цвета побежалости будут очень контрастными, что свидетельствует о перегреве металла.
Многие современные аппараты имеют настройку индуктивности сварочного тока. Суть регулировки заключается в сообщении электронам дополнительной энергии, чем обеспечивается более глубокий прогрев сварочного шва. Для сваривания тонких деталей в нижнем положении индуктивность должна быть нулевой, её повышение требуется только в тех местах, где необходим глубокий провар и нет возможности долго удерживать горелку на одном месте. В качестве примера можно привести вертикальный шов, выполняемый в направлении снизу вверх, а также общие случаи сваривания деталей толщиной 4 мм и более. В целом влияние индуктивной составляющей сварочного тока на удобство сварки трудно описать, лучше самостоятельно опробовать сварку в различных режимах.
Дополнительные рекомендации
Хотя полуавтоматическая сварка не требует специальных приспособлений и техники для работы в разных пространственных положениях, для каждого из них требуются разные настройки напряжения и скорости подачи проволоки. Так, для выполнения вертикальных и потолочных швов значения обоих параметров должны быть ниже, чем при сварке в нижнем положении. В инструкции по использованию сварочного полуавтомата производители указывают таблицу с опорными параметрами, которая подходит для большинства ситуаций. Небольшие коррективы могут вноситься в зависимости от марки стали и сварочной проволоки. В целом, чем выше напряжение — тем шире зона и выше скорость прогрева металла, а чем выше скорость подачи проволоки — тем менее глубоким выполняется провар и тем шире валик, образующийся по верху шва.
Также нельзя забывать, что сварка очень тонких и очень толстых деталей имеет существенные отличия в технике исполнения. Сварка металла толщиной менее 1 мм выполняется преимущественно точечно с интервалом в 4–7 мм, такой способ помогает избежать скручивания деталей от перегрева. Детали толщиной до 4 мм включительно сваривают непрерывным однопроходным швом, предварительно позиционируя их с оставлением зазора, равном примерно половине толщины металла. При этом чем массивнее детали, тем более выраженной будет температурная усадка шва. Чтобы компенсировать это явление, зазор делают расширяющимся к концу шва на 1–1,5 мм.
Детали толщиной свыше 4 мм требуют разделки кромок с образованием фасок. При этом заполнение шва выполняется многопроходным способом. Чтобы увеличить плотность заполнения за один проход необходимо правильно выбрать скорость подачи проволоки и при сварке совершать колебательные движения, направление которых соответствует типу соединения. Так, при плоском сваривании встык горелка колеблется в поперечном направлении, а при угловых соединениях — в продольном или круговом. Очень часто полуавтоматической сваркой заполняют только корень шва, после чего соединённые детали накрывают косметическим проходом с использованием покрытых электродов.
Технология сварки полуавтоматом для новичков: первый опыт
Для сварки металлов может применяться лазерный луч, пламя горелки или плазма, но одним из самых простых и компактных вариантов устройств для выполнения такого вида работ является полуавтоматический аппарат.
Чтобы шов металла получился максимально ровным и защищённым от окисления, сваривание металлов таким способом лучше всего осуществлять с использованием защитного газа.
Сварка полуавтоматом для начинающих сложна только в первые минуты освоения. Чтобы максимально ускорить процесс обучения следует заранее изучить основные правила обращения с таким устройством.
Сварочный полуавтомат: принцип работы
Для того чтобы при использовании сварочного полуавтомата не «убить» устройство. А также не получить травму самому следует знать о правилах техники безопасности и принципе работы аппарата.
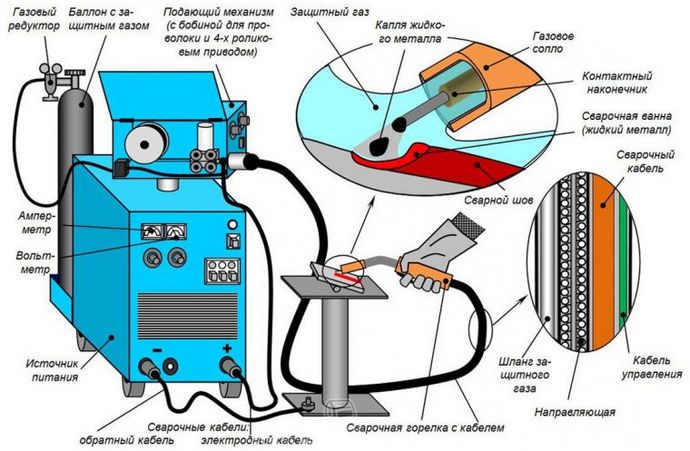
Сварочный полуавтомат состоит из:
- корпуса, в котором находится мощный трансформатор;
- шланга для подачи тока и газа к горелке;
- кабелей для подключения к «массе» и электрической сети;
- механизма подачи проволоки.
Также для сварки полуавтоматом потребуется приобрести бобину со специальной сварочной проволокой и баллон с углекислым газом.
Принцип работы полуавтоматического аппарата следующий:
- Сварочный ток подаётся на горелку одновременно с защитным газом.
- В качестве электрода в горелке используется сварочная проволока, которая подаётся в автоматическом режиме с помощью специального механизма.
- Между свариваемым изделием и проволокой образуется электрическая дуга, которая расплавляет металл в среде защитного газа, что позволяет получить качественный шов без окислов.

Основные правила техники безопасности при работе со сварочным полуавтоматом следующие:
- корпус сварочного аппарата должен заземлён;
- запрещается использовать устройство даже при незначительных механических повреждениях или любых других неисправностях;
- при значительных перерывах в работе следует обязательно отключать устройство от электрической сети и выключать подачу защитного газа;
- не проводить работы рядом со легковоспламеняющимися и взрывоопасными веществами;
- во время работы использовать защитную маску и перчатки.
Как только основные принципы работы с полуавтоматом будут усвоены можно приступать к практическим работам.
Сварка полуавтоматом: первый опыт
Для получения практического опыта рекомендуется вначале потренироваться на ненужных металлических обрезках, прежде чем приступать к выполнению сложных работ требующих от сварщика высокой квалификации.
Для практической работы необходимо подготовить:
- сварочный аппарат;
- перчатки;
- защитную маску;
- баллон с газом.
Первое что необходимо сделать, это настроить сварочный аппарат. Правильно отрегулированная сила подаваемого тока позволит выполнить сварочный шов идеально ровно и без обрывов.

Этот параметр напрямую зависит от толщины свариваемого металла, поэтому прежде чем приступить к работе необходимо ознакомиться с инструкцией к электрическому прибору. В которой должна быть указана рекомендуемая заводом-изготовителем сила тока для определённой толщины свариваемых деталей.
Выбор режимов сварки
Также следует сделать правильный выбор скорости подачи сварочной проволоки, которая регулируется специальным механизмом.
Оптимальный диаметр проволоки для сваривания равен 0,8 мм, но при работе с очень тонким металлом можно установить электрод 0,6 мм, чтобы при сниженной силе тока осуществлялось расплавление металла без затухания дуги.
Если есть возможность, то лучше приобрести итальянскую проволоку для сварки полуавтоматом. Импортные аналоги более качественные, но и стоимость таких изделий будет в несколько раз выше.
Несмотря на более высокую стоимость, такой электрод более подходит новичкам, по причине более лёгкого получения желаемого результата, даже при недостаточном опыте обращения с электросварочным аппаратом.
Баллон с редуктором
Для того чтобы защитить место сварки от воздействия кислорода, подаётся защитный газ. Самым дешёвым вариантом использования защитного газа является приобретение углекислотного баллона с редуктором.
Редуктор с манометром обязательно должны быть установлен для контроля давления подаваемого газа. Для осуществления качественной сварки металлов в среде защитного газа достаточно установить рабочее давление около 0,2 атмосфер.

Защитная маска
Для предохранения зрения варить полуавтоматом следует только с использованием защитной маски, например, Хамелеон. Современные изделия имеют в своей конструкции специальную регулировку, которая позволяет настроить защитный механизм таким образом, чтобы обеспечивалась качественная защита только во время горения дуги.
При затухании процесса плазменного горения окошко маски будет достаточно прозрачным, чтобы можно было продолжать работу без снятия защитного приспособления. Такие сварочные маски особенно будут удобны начинающим сварщикам, в устаревших моделях слишком сильно затенялось защитное стекло, что делало процесс сварки очень неудобным, по причине плохой видимости сварочного шва после затухания дуги.

Технология сварки
Когда все подготовительные работы будут осуществлены, необходимо подключить «массу» к свариваемой металлу. Если работать приходится с небольшими деталями, то сваривание производится на металлическом столе, к которому и подключается соответствующий проводник.
Если нет стола, то работу можно осуществить на горизонтально расположенном металлическом листе толщиной не менее 2 мм, к которому и осуществляется подсоединение «массы» сварочного аппарата.
Перед началом сварочного процесса необходимо также отрегулировать величину выступания сварочной проволоки из сопла. Рекомендуется установить такой выступ в размере не более 5 мм. Если проволока перед началом выполнения сварочных работ выступает более значительно её необходимо укоротить с помощью кусачек.
Прежде чем выполнить сплошной сварочный шов рекомендуется максимально близко расположить свариваемые детали и не менее чем в двух местах осуществить точечное сваривание чиркнув электродом по металлу в месте соединения. Это необходимо для того чтобы обеспечить неподвижность свариваемых деталей.
Если необходимо наварить один лист металла на другой, то в этом случае можно воспользоваться струбцинами для надёжного закрепления привариваемых деталей. После того как будет обеспечена неподвижность деталей любым из перечисленных способов, можно приступать к выполнению сварочного шва.
Для сварки деталей делается запал дуги и производится расплавление металла в месте соединения металлов с формированием шва. Если при первых попытках сварить детали дуга не будет стабильно зажигаться необходимо увеличить силу тока подаваемую сварочным аппаратом.
Для правильного образования дуги необходимо на короткое время коснуться проволокой металлических деталей, к которым подключена «масса». Затем оторвать проволоку на минимально возможное расстояние для образования стабильного горения электрической дуги. Таким образом проваривается шов от одного края к другому, постепенно перемещая дугу над поверхностью свариваемых деталей.
Видео: соединение тонкого метала.
Видео: сварка толстого металла для начинающих.
Сварка алюминия
Применение защитных газов в полуавтоматической сварке позволяет выполнять качественное соединение алюминиевых деталей таким способом. Сварка алюминия является довольно сложным процессом даже для опытного специалиста, тем более непросто будет выполнить такую работу начинающим сварщикам.

Как варить полуавтоматом алюминиевые детали:
- зачищается поверхность свариваемых деталей от оксидной плёнки;
- нагреваются заготовки в печи или с использованием газовой горелки;
- включается сварочный аппарат в режим переменного тока высокой частоты;
- подключается баллон с аргоном или аргоногелиевой смесью;
- производится запал дуги и поддерживается её длина в диапазоне 12-15 мм.
Таким образом происходит сваривание деталей из этого легкоплавкого металла. В качестве присадочной проволоки, для выполнения работы, потребуется приобрести изделия из алюминия. А для обеспечения стабильной подачи проволоки аппарат должен быть оборудован соплом большего диаметра.
Заключение
Как правильно варить полуавтоматом с углекислотой начинающим сварщикам вы узнали из данной статьи. Для закрепления полученных сведений рекомендуется сразу же приступить к практическим занятиям и осуществить пробное соединение деталей таким методом. Видео уроки позволят быстрее освоить полуавтомат в домашних условиях.
К свариванию алюминия и других цветных металлов рекомендуется приступать только после того, как хорошо будет освоена сварка чёрных металлов. В этой статье рассказывается, как варить нержавейку полуавтоматом.
Уроки по сварке полуавтоматом для начинающих
[Сварка полуавтоматом для начинающих] — это отличная возможность для домашних мастеров освоить азы рабочего процесса и научиться выполнять все возможные операции.
Вообще, полуавтомат можно отнести к наиболее удобному и доступному оборудованию, которое может быть успешно использовано в быту.
Одним из главных его достоинством является то, что он дает возможность работать как с цветными, так и с черными типами металлов.
Основной особенностью работы полуавтомата считается его способность производить быстрое соединение металлов без необходимости дополнительного усиления, при этом к процессу могут привлекаться некоторые другие элементы.

Принцип работы полуавтомата заключается в том, что используемая в качестве электрода проволока подается непосредственно в рабочую зону исключительно механическим методом.
В качестве материала для такой проволоки выступает сплав, который имеет специфический состав.
Все используемое для сварки полуавтоматическим аппаратом оборудование при желании и правильном подходе к делу с легкостью и за короткое время сможет без проблем освоить каждый домашний мастер.
Используемое оборудование
Для полуавтоматов существует своя определенная классификация применяемого оборудования, которая условно подразделяет все устройства на три основных типа.
Так, разные агрегаты могут работать на разных типах проволоки, кроме этого, существуют и разные способы, обеспечивающие защиты сварному шву.
Следует отметить и то, что горелки полуавтоматов имеют и разный характер перемещения.
Если рассматривать полуавтоматы со стороны используемой проволоки, то она может быть изготовлена из стали и поставляться в цельном виде, намотанной на бухту.
Также в некоторых случаях полуавтоматы используют алюминиевую проволоку, а также проволоку, которая имеет универсальный состав.
Следует отметить и то, что есть несколько раздельных принципов, обеспечивающих защиту шва в момент выполнения сварки.
Здесь защита может быть обеспечена за счет определенной реакции флюса, при помощи образующейся среды газа, а также путем использования порошковой проволоки.
Сами полуавтоматы для сварки могут быть в стационарном исполнении и использоваться для выполнения серийной работы, а также передвижного типа.
Для домашнего использования, как правило, используют компактные переносные полуавтоматы.
Используя для сварки различных видов металлов полуавтоматическое оборудование, домашний мастер получает ряд очень важных преимуществ.
В первую очередь, появляется возможность в домашних условиях работать с металлами, которые имеют небольшую толщину, что практически невозможно при использовании других типов сварки.
Следует отметить и то, что при работе с полуавтоматом свариваемая поверхность может содержать как ржавчину, так и всевозможные окислы, нет необходимости проводить предварительную обработку от жировых скоплений.
За счет большого выбора используемых в полуавтоматах расходников, уменьшаются финансовые затраты.
Полуавтомат можно использовать и при необходимости выполнить соединение оцинкованных материалов без повреждения поверхности.
Для этих целей применяется медная проволока. Ознакомиться с процессом выполнения сварного соединения полуавтоматом можно на видео, которое размещено выше.
Особенности работы
Обязательным условием работы на полуавтомате является наличие специального инертного газа, который выполняет своеобразную функцию защиты.
Без газа при выполнении работ раскаленный металл будет достаточно сильно разбрызгиваться, что не только снизит качество соединения, но и может нанести травму мастеру.
Следует отметить тот факт, что образующаяся дуга при работе с полуавтоматом имеет более высокие показатели яркости, чем у других типов сварок.
Полуавтомат имеет свои особенности работы и это делает данный аппарат незаменимым при выполнении определенных технологических работ.
Наиболее часто данный вид сварки используется в различных автомастерских, где она успешно используется при выполнении кузовных работ.
Одним из главных достоинств полуавтоматической сварки является то, что у домашнего мастера появляется возможность производить качественное соединение, как обыкновенной стали, так и всевозможных нержавеющих сплавов и даже алюминия.
Конечно, использование газа несколько усложняет процесс, однако простота использования и качество выполнения соответствующих работ с лихвой перекрывают этот недостаток.
Необходимая инертная среда при работе с полуавтоматом создается за счет использования определенного газа. В качестве рабочего газа может выступать углекислый, гелий, а также аргон.
При необходимости можно использовать смеси, и в этом случае для каждого газа определяются свои пропорции.
Так, например, для инверторного способа сварки рекомендуется использовать либо аргон, либо углекислый газ.
Основным питающим источником в полуавтомате выступает постоянный ток обратного типа и в этом случае отрицательный заряд следует подавать исключительно на изделие.
Любой полуавтоматический аппарат состоит из некоторых обязательных элементов.
Так, его работу обеспечивают преобразующий электрическое напряжение блок, горелка для выполнения сварки, механизм механического типа, использующийся для подачи проволоки.
Кроме этого, в состав полуавтомата входит специальная система, отвечающая за обязательную подачу инертного газа. Как правильно работать с полуавтоматом, подробно показано на видео уроках в нашей статье.
Основные режимы
Любой начинающий домашний мастер перед началом самостоятельной работы на полуавтомате должен для себя уяснить все возможные режимы сварки, которые ему будут доступны.
Следует помнить, что режим, главным образом, подбирается исходя из толщины рабочего металла.
Так, для выполнения тонких сварных соединений рекомендуется использовать проволоку, которая выступает в качестве электрода, с толщиной в пределах шести миллиметров.
В свою очередь, при необходимости выполнить сварное соединение материала, толщина которого превышает пять миллиметров, проводить работу придется в два отдельных этапа.
В этом случае каждый следующий накладываемый шов должен идти строго по поверхности предыдущего.
Расход газа при выполнении сварки тонкого металла составляет в среднем до семи литров в минуту.
Такой объем газа позволяет выполнить необходимую работу без деформации рабочего материала, за счет того, что зона теплового воздействия значительно сужается.
Любой начинающий мастер должен иметь представление о каждом доступном ему режиме при работе на полуавтомате.
Сварка при помощи полуавтомата дает возможность проводить необходимые работы, как с тонким материалом, так и с тем, который имеет большую толщину.
Исходя из этого предусмотрено несколько различных вариантов выполнения данного вида работы.
Так, сварка полуавтоматом может быть стыковой, и в этом случае практически полностью исключаются зазоры между соединяемыми деталями.
Такой тип сварки особенно популярен у автолюбителей. Также полуавтомат позволяет выполнить качественное соединение внахлест.
Данный способ считается наиболее простым, и освоить его не составит труда. Более сложный и при этом более прочный тип сварки полуавтоматом носит название — по готовым отверстиям.
Следует отметить, что скорость работы, а также высоту шва мастер выбирает самостоятельно.
Кроме этого, домашний мастер обязательно должен научиться правильно выбирать режимы работы и настраивать все используемое оборудование.
При выполнении сварки следует контролировать поступление газа. Он должен негромко шипеть и обдувать рабочую поверхность, а не дуть на нее.
На видео выше подробно показано, как правильно работать полуавтоматом.
Советы и рекомендации
При выполнении данного вида сварки главным условием является правильная настройка аппарата.
Если все выполнено правильно, то рабочий процесс будет происходить без каких-либо разрывов, а дуга всегда будет ровно гореть.
Проволоку, которая выступает в качестве электрода, следует выставлять направлением вперед. В этом случае дуга не оборвется, даже если движение будет не плавным.
Следует отметить, что при данном типе сварки поджиг дуги происходит практически мгновенно.
Выполняя необходимую работу на полуавтомате, отпадает необходимость постоянно менять электроды, а готовый шов не нужно будет обрабатывать и затирать от скопившегося шлака.
Начинающие мастера ознакомиться с процессом сварки на полуавтомате могут с помощью видео, которое размещено ниже.
Тот домашний мастер, который освоит данный вид сварки, сможет самостоятельно выполнять самые разные виды работ.
Конечно, данная работа имеет свои тонкости и нюансы, однако разобраться в них при желании не составит большого труда.
Подробно о выполнении сварки полуавтоматом, рассказывает видео в нашей статье.