

Сварка газом видео уроки
Сварка газом видео уроки
Газовые трубы есть почти в каждом населенном пункте, поэтому их монтаж выполняется регулярно. Любые манипуляции с этими изделиями не допускается выполнять своими руками, это касается и соединения. Поэтому опишем процесс и особенности сварки газовых труб, как это делают профессионалы. Дополнительно можно посмотреть видео.
Особенности процесса
Зачастую такие трубы выполнены из стали, поэтому и сварочные работы проводятся соответствующе. Процесс может выполняться устройствами электродуговой и газовой сварки, а также аппаратами TIG (ручная сварка не плавящимися электродами) и MIG-MAG (полуавтоматическая сварка в среде защитного газа (инертного или активного). И тут большое значение имеет квалификация сварщика.
Подготовка
Традиционно сначала подготавливаются кромки. Их нужно очистить от загрязнений, дабы получить качественный шов. Далее необходимо сделать скос. Это необходимо для полного заполнения площади расплавленным металлом. Это позволяет получить герметичный и прочный шов.
Газовая сварка
Если для сварки таких труб используется газовая горелка, зачастую хватает и одного прохода. При этом толщина стенок не должна превышать 4 мм. Иначе прочного шва не получится, будет наблюдаться перегрев зоны шва. Особенность этого процесса в том, что окончание шва происходит с некоторым наложением. Это позволяет избежать непровара.
Естественно, материал присадки должен соотноситься с сортом стали газовых труб.
Ручная элекродуговая сварка, полуавтомат
Тем не менее, самый распространенный способ другой – ручная электродуговая. Также часто применяется полуавтоматическая. При этом используются электроды диаметром от 3 до 4 мм. При этом толщина стенок газовых труб не должна превышать 5 мм.
И тут без подготовки кромок не обойтись. Их нужно очистить на ширину более 1 см. Дополнительно выполняются скосы.
Далее происходит центровка и прихватка (до 4 мест, равномерно). Высота прихватки не должна превышать 2/3 высоты скоса, а длина – 1 см.
Когда центровка будет выполнена качественно, выполняют сварку. Первый слой необходимо делать электродами малого диаметра. Например, 3 мм. Фаска должна заполниться материалом на 2/3 своей высоты.
Второй слой накладывается поверх первого после удаления шлака. При этом применяется электрод большего диаметра. Обычно это 4 мм. Таким электродом можно выполнять окончательный шов. Это делается с захватом прилежащих зон изделий. Только так можно получить герметичное соединение.
Когда процесс окончен, необходимо снять шлак, а затем проверить качество выполненного шва. Это значит, что он не должен иметь не проплавленных зон, прерываний. Шов должен быть сплошным.
Если рассматривать сварку полуавтоматическую, то особых отличий от ручной сварки нет. Здесь также нужно правильно подобрать диаметр проволоки. Так, если нужно сварить газовые трубы с толщиной стенки до 5 мм, можно использовать сварочную проволоку диаметром 1-1,2 мм. Чтобы получить качественный шов, применяется дополнительно смесь защитных газов.
Подведем итоги
И в завершении информации, следует еще раз отметить, что все эти процессы, относительно соединения газовых труб, не стоит выполнять своими руками. Это запрещено, потому что очень опасно. Поэтому, если вам нужно выполнить соединение газовых труб, лучше обратиться по этому поводу в компетентную компанию. Только специалист способен выполнить все действия не только качественно, но и безопасно. Что в работе с газовым оборудованием играет очень важную роль.
Темы : Газовая сварка, Сварка видео.
1. Видео газовая сварка своими руками
2. Газовая сварка, часть 1.
3. Газовая сварка, видео, часть 2.
4. Видео «Универсальный сварочный газ МАФ».

Другие страницы сайта, относящиеся к теме «
Газовая сварка видео
- Разместите своё видео на форуме для просмотра всеми участниками. Как это сдeлать смотритe здесь.
- Газовый редуктор — видео
- Раздел форума СВАРКА — технологии, материалы, оборудование и принадлежности для обсуждения вопросов газовой сварки.
 Для человека, который никогда в жизни не занимался сваркой металла, бывает трудно понять, как правильно начать, что делать на разных этапах, чтобы в итоге научиться создавать ровное и надёжное соединение. Рассмотрим, какие шаги нужно осуществить, как происходит сварка полуавтоматом, для начинающих — видео, в котором наглядно демонстрируются некоторые моменты.
Для человека, который никогда в жизни не занимался сваркой металла, бывает трудно понять, как правильно начать, что делать на разных этапах, чтобы в итоге научиться создавать ровное и надёжное соединение. Рассмотрим, какие шаги нужно осуществить, как происходит сварка полуавтоматом, для начинающих — видео, в котором наглядно демонстрируются некоторые моменты.
Почему именно полуавтомат?
Полуавтоматическая сварка в среде защитного газа для начинающего или неопытного сварщика имеет свои достоинства:
- Проволока-электрод подаётся самим аппаратом, не нужно следить за длиной электрода, легче выдерживать оптимальное расстояние для ровной дуги. Кроме того, скорость подачи регулируется, что даёт возможность любому настроить её удобным для себя образом.
- Полуавтомат позволяет относительно просто работать с тонким металлом, что для мастерских по кузовному ремонту авто, тем более при невысокой квалификации сварщика, делает его практически незаменимым.
- Можно производить достаточно длинные швы без остановки процесса для замены электрода. Начинающему это позволит не прерывать удачный шов до его завершения.
- Простота обучения процессу сварки.
Список преимуществ полуавтоматов для каждого свой, он может состоять из нескольких десятков позиций. Начинающему будет достаточно перечисленных выше моментов, для того чтобы начинать учёбу именно на этом виде сварочного аппарата.
Подготовка сварочного аппарата — проволока и газ
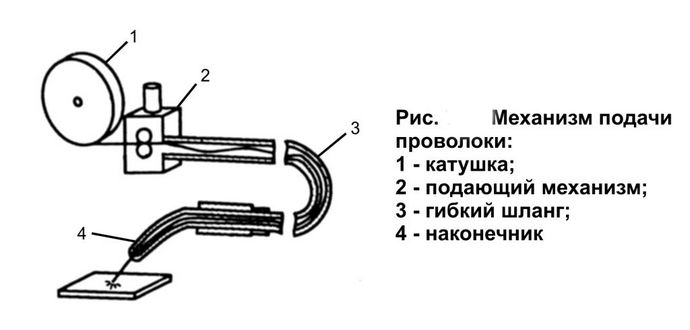
Полуавтоматом в качестве электрода используется специальная сварочная проволока. Её диаметр может составлять от 0,6 мм до 1,2 мм. Наиболее распространена проволока 0,8 мм. Понятно, что перед работой нужно зарядить катушку с проволокой в аппарат, протянуть её до выхода из горелки, отрегулировать прижатие проволоки роликом механизма протяжки. Материал проволоки должен максимально соответствовать по своим характеристикам материалу соединяемых деталей.
Перед установкой токопроводящего наконечника нужно проверить его на соответствие используемой проволоке. То есть, для проволоки 0,8 мм должен использоваться наконечник, на котором указано номинальное значение 0,8.
Без газа варить полуавтоматом не рекомендуется. Исключением из этого правила можно считать аппараты, использующие специальную флюсовую проволоку. При горении дуги флюс, входящий в состав электродной проволоки, сгорая, создаёт облако газа, защищающего сварочную ванну от кислорода и, соответственно, от образования окислов.
В стандартных же полуавтоматах для защиты шва от окислов применяют инертный или активный газ в баллонах. Это может быть углекислый газ CO2 или смесь из углекислоты и аргона CO2+Ar. Первый отличается дешевизной и большей распространённостью, для сварки сталей — вполне рабочий вариант, однако разбрызгивание металла достаточно высоко. Смесь из аргона (82%) и углекислого газа (18%) обеспечивает более стабильную дугу и уменьшает разбрызгивание металла.
Перед работой подключаем газовый баллон к наконечнику аппарата, устанавливаем рабочее давление.
Предварительные регулировки и действия
У большинства недорогих полуавтоматических сварочников на панели всего две регулировки — величина рабочего напряжения и скорость подачи проволоки. Протяжка сварочной проволоки часто маркируется буквой А, как сила тока, поскольку скорость подачи и сила сварочного тока взаимосвязаны. Дополнительно полуавтоматы иногда оснащаются двухпозиционным переключателем скорости подачи проволоки — высокая и низкая скорость протяжки.
В аппаратах, которые можно считать более продвинутыми, есть ещё регулятор индуктивности. Настройкой этого параметра можно менять характер дуги. «Холодная» дуга (индуктивность меньше) — шов получается более узким, проплавление металла глубже. При «горячей» дуге (индуктивность выше) валик шва широкий, гладкий, металл проплавляется на меньшую глубину.
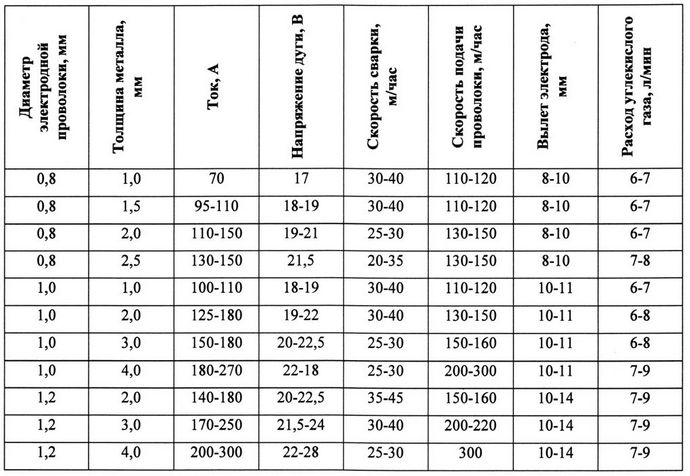
Для правильной регулировки параметров аппарата в соответствии с толщиной и свойствами материала, диаметром используемой проволоки и другими характеристиками нужно пользоваться таблицей, присутствующей в сопроводительной документации к сварочному полуавтомату.
Угол между соплом и заготовками желательно удерживать около 60°, расстояние между окончанием сопла и поверхностью 8–20 мм. Перед началом нового участка сварки нужно откусывать шарик, который образуется на конце проволоки (он плохо проводит ток, усложняет зажигание дуги).
Перед началом сварочных работ края поверхности заготовок зачищаются от грязи, следов коррозии, старой краски, дополнительно обрабатываются шлифмашинкой для того, чтобы расплав лучше «брался» за металл. На деталях значительной толщины снимаются специальные фаски.

Регулировки в процессе сварки
После начала работы регулировки меняются в зависимости от того, как ведёт себя дуга и какой получается пробный шов. При сварке слышны отчётливые щелчки — это означает слишком высокое напряжение и медленную подачу проволоки. Если проволока не успевает расплавляться, то подача слишком быстрая. При тренировке и изготовлении пробного шва параметры корректируются для получения высокого качества соединения и удобства работы. Как можно понять по видео, сварка полуавтоматом для начинающих не представляет большой сложности. При небольших технических навыках и внимательном отношении научиться варить полуавтоматом может каждый.
Если нужно сделать вертикальный шов, помните: с тонким металлом (до 3 мм) шов ведут сверху вниз, с металлом толще 3 мм — снизу вверх. Тонкий листовой металл сваривают точками для исключения коробления из-за перегрева. Это позволяет сохранить геометрию деталей и элементов.
Дефекты сварных швов, причины их возникновения
Начинающему сварщику практически невозможно избежать ошибок, которые приводят к следующим изъянам:
- подрез появляется при слишком быстром перемещении горелки, длинной дуге, высоком значении тока;
- при излишне медленном движении металл стекает вниз под действием силы тяжести, образуется наплыв;
- поры образуются при плохой газовой защите, некачественной предварительной обработке поверхности, слишком высокой скорости работ;
- невысокая скорость сварки при большом токе может вызвать сквозной прожог металла, к этому приводит также неправильный начальный зазор (слишком большой);
- непровар появляется из-за малого зазора, загрязнённого металла и недостаточного значение сварочного напряжения.
Появления дефектов в сварочных швах вполне можно избежать, достаточно знать причины их возникновения и постараться не допускать ошибок. С опытом количество изъянов будет всё меньше.

Сваривание заготовок значительной толщины
При соединении заготовок толщиной больше 4 мм к подготовке следует подходить более внимательно. Кроме зачистки поверхности от грязи, краски и ржавчины с кромок элементов, по которым будет проводиться сварочный шов, следует снять фаску. Как правильно снять фаску, под какими углами, регламентируют ГОСТы, информация также доступна в интернете.
Для обеспечения надёжного соединения толстых заготовок нужно не просто вести дугу вдоль свариваемых кромок, а совершать горелкой колебательные движения. Видов и способов этих движений множество, однако применяют чаще всего обычный зигзаг или возвратно-поступательные. Ширина захода расплавленного металла шва на поверхность детали должна быть равна толщине заготовки.
Перед началом работы нужно задать зазор между свариваемыми деталями. Без зазора металл не проварится на всю свою толщину, шов останется поверхностным и не обеспечится необходимая прочность. Для упрочнения тавровых соединений из толстого металла поверх готового шва накладывается ещё два — по верхней кромке шва с заходом на заготовку и таким же образом по нижней кромке. Это позволяет упрочнить шов, что может быть актуально при толщине деталей от 8 мм.
Несмотря на ошибки и некоторые тонкости при обучении широко применяется сварка полуавтоматом, видео для начинающих помогает визуально отличить особенности, узнать, из-за чего появляются те или иные погрешности и как их устранить. Значение наглядности сложно переоценить на начальных этапах пользования сварочным аппаратом, особенно при самостоятельном освоении оборудования.
Сварка полуавтоматом для начинающих
Какой начинающий сварщик не мечтает поработать с полуавтоматической горелкой MIG/MAG? Но такое оборудование выходит за пределы любительского ценника и становится боязно, что в итоге инвертор будет бесцельно пылиться. Спешим успокоить: технологию сварки полуавтоматом освоить довольно просто.
Суть сварки в среде защитного газа
Исконной проблемой при сваривании металлов считается поддержание температурного режима. Если нагрев будет недостаточным, то не произойдёт качественного расплавления кромок соединяемых деталей и их перемешивания между собой и присадочным материалом. Если же повысить температуру, металл начнёт кипеть и испаряться, активизируются химические реакции с атмосферными газами. Ситуация осложняется и тем фактом, что некоторые металлы и сплавы начинают бурно химически реагировать уже при температурах, недостаточных для образования качественного сварочного шва.
Эта проблема в разных типах сварки решается по-разному. Рассматриваемая нами сегодня полуавтоматическая сварка, также именуемая MIG/MAG, имеет два технологических отличия от прочих способов. Первое — подача защитного газа непосредственно в зону плавления, и второе — регулировка скорости подачи присадочного материала с соответствующей автоматической подстройкой силы сварочного тока. Подача сварочной проволоки осуществляется механически с помощью протяжного механизма, при этом правильное соотношение скорости и температуры плавления обеспечивает равномерное заполнение шва и высокую производительность сварочных работ.
В качестве защитной среды могут использоваться активные газы, такие как кислород, азот и водород, либо инертные — аргон или гелий. На практике большинство сварщиков используют смесь аргона и углекислоты в соотношении 4:1, чего достаточно для большинства типовых задач. Варьировать смеси приходится при сваривании специфичных материалов, таких как латунь, дюраль или инструментальные высоколегированные стали.
Несмотря на высокую стоимость расходных материалов (газа и проволоки), сварка в полуавтоматическом режиме наилучшим образом подходит для освоения новичками по двум причинам. Первая — простота выполнения сварочного шва, необходимо лишь обратиться к справочной документации, чтобы установить соответствующие параметры инвертора для определённого типа соединения. Второй плюс это эргономика: полный визуальный контроль за состоянием шва, отсутствие ограничений в пространственном положении и, что самое важное, возможность сваривания даже очень тонких деталей. Из минусов можно назвать разве что привязанность к рабочему месту, хотя при использовании газовых баллонов малой ёмкости мобильность можно существенно повысить.
Инвертор, мощность, род тока
Для полуавтоматической сварки используют инверторные и трансформаторные преобразователи электрического тока со встроенным механизмом подачи проволоки. Ввиду повышенной технической сложности даже простейшие аппараты этой категории сопоставимы по цене с полупрофессиональными агрегатами ММА для сварки покрытыми электродами.
Выбор между трансформаторным и инверторным сварочным аппаратом зависит в первую очередь от условий использования. Трансформаторные приборы обладают высокой надёжностью и устойчивостью к нагрузкам, что обусловлено простотой устройства. При этом существует внушительный перечень недостатков: невысокий КПД, чувствительность к напряжению питания, образование помех в питающей сети, низкая степень стабилизации сварочного тока.
Работа инверторов основана на многоступенчатом электронном преобразовании, основными элементами которого выступают малогабаритный импульсный трансформатор и силовые ключи, генерирующие требуемую для каждой ступени природу тока. За счёт этого инверторные аппараты в меньшей степени чувствительны к качеству питающего напряжения, их КПД выше из-за отсутствия потерь энергии на насыщение массивного магнитного сердечника. К плюсам можно добавить малый вес и габариты, возможность точной настройки и высокую степень стабилизации сварочного тока. Главные недостатки — чувствительность к условиям эксплуатации: попадание пыли и влаги внутрь категорически недопустимо, при этом колебания температуры в 20–30 °С приводят к изменению номиналов компонентов схемы, из-за чего наблюдаются существенные отклонения рабочих параметров.
Тем не менее, именно инверторные аппараты рекомендуются для использования новичками, осваивающими азы полуавтоматической сварки. Что касается стоимости, то принципиальной разницы в устройствах в диапазоне цен 15–25 тыс. руб. не наблюдается. Мощность следует выбирать исходя из предполагаемой толщины свариваемых деталей: до 160 А выходного тока при толщине до 4 мм и порядка 200 А при толщине 6–7 мм будет достаточно. Также важно наличие дополнительных функций, таких как протяжка сварочной проволоки без подачи напряжения на неё, смена полярности, выбор скоростного режима подачи проволоки и индикация параметров. Ну и, конечно, не стоит забывать о доверии к бренду.
Присадочная проволока
Существует два вида присадочной проволоки: обычная, требующая защитной газовой среды для сваривания, и порошковая, содержащая флюс. В последнем случае сварка может вестись без подачи газа, однако такой способ можно рекомендовать только для повышения мобильности в случае выполнения неответственных соединений. В целом же большинство преимуществ полуавтоматической сварки проявляются именно при работе с подачей защитного газа.
Сварочная проволока отличается по трём основным критериям: марке сплава, диаметру и массогабаритным показателям бухты. В последних двух отношениях выбор целиком зависит от возможностей инвертора и типоразмера токопроводящего наконечника горелки. С выбором марки сварочной проволоки всё сложнее, здесь придётся обращаться к справочной документации. Общее правило таково, что по составу, то есть по содержанию углерода и легирующих компонентов присадочный материал должен быть максимально приближен к материалу свариваемого изделия. При этом прочностные характеристики проволоки должны немного превосходить материал детали.
Диаметр проволоки также следует выбирать исходя из толщины свариваемого металла. Проволока толщиной 0,8 мм подходит как для работы с тонкостенными изделиями при минимальной скорости подачи, так и для сваривания односторонним швом деталей толщиной до 3 мм. Диаметр проволоки в 1 мм подходит для однопроходной сварки деталей толщиной до 7–8 мм, однако при этом сварочный ток увеличивается до 200 А. Для более массивных металлических изделий можно использовать проволоку до 1,6 мм, способную сваривать детали до 14–16 мм в зависимости от типа соединения, однако при этом качественный прогрев шва возможен только при токах в 300–350 А.
Наиболее распространённой в любительской сварке считается омеднённая сварочная проволока марки ER70S-3 и СВ08Г2С. Основное отличие между ними в содержании кремния и раскисляющих элементов. Вторая из указанных марка требует меньше внимания к подготовке деталей: очистке, удалению ржавчины и масляных загрязнений. Однако если требуется высококачественное соединение ответственных деталей, лучше выбирать проволоку с меньшим содержанием присадок, которая образует шов высокой однородности, поверхность которого в наибольшей степени пригодна к нанесению лакокрасочных покрытий.
Подготовка к работе
Прежде чем приступить к первым пробам, следует подготовить оборудование и детали. До включения аппарата в сеть производится установка горелки и кабеля массы. На баллон с защитным газом нужно установить редуктор и убедиться, что давление в баллоне выше остаточного. После этого на выходной штуцер баллона надевается и обжимается хомутом шланг, обратный конец которого подключается к аппарату. Открытием регулировочного вентиля нужно установить на расходном редукторе значение, рекомендованное производителем сварочного аппарата.
Перед протяжкой проволоки нужно убедиться, что в канале провода горелки отсутствует присадочный материал, оставшийся после предыдущего использования. Катушка устанавливается на размоточный шток так, чтобы совпадало позиционирование штифтов и посадочных отверстий. Проволока пропускается через прокатывающий ролик, размер канавки в котором соответствует диаметру присадки. После этого на место устанавливается прижимной ролик, затем с помощью регулировочного винта устанавливается такое усилие прижима, чтобы проволока не проскальзывала в канавке. Протяжка проволоки в канал шнура горелки должна осуществляться при снятом токопроводящем наконечнике. После этого на горелку нужно накрутить наконечник соответствующего диаметра и установить на место сопло. После включения в сеть аппарат готов к работе.
Осталось только подготовить детали. Полуавтоматическая сварка крайне чувствительна к качеству поверхности. Свариваемые детали должны быть зачищены до металлического блеска по всей ширине кромки, на которую будет уложен шов. Возникает вопрос: а для чего тогда нужна проволока с раскисляющими присадками? Дело в том, что такая проволока очень удобна для работы с металлопрокатом первичного использования, находившегося на консервационном хранении длительное время. В таком случае остатки прокатной смазки и небольшие вкрапления ржавчины не оказывают существенного влияния на качество шва. Разделка кромок и снятие фасок не требуются при сваривании деталей толщиной до 2–2,5 мм. Более толстые металлические части нужно подготавливать согласно ГОСТ 5264–80 или 8713–79.
Техника сварки полуавтоматом
При работе горелку нужно держать так, чтобы проволока ориентировалась к плоскости свариваемых деталей под углом 45–60°. Движение горелки осуществляется преимущественно от себя, то есть проволокой вперед, ориентируясь по положению свариваемых кромок. В некоторых ситуациях допускается вести горелку на себя, например, при укладке шва от глухого угла. Оптимальное расстояние от края сопла до детали должно быть от 10 до 20 мм в зависимости от режима сварки.
Техника сваривания крайне проста, однако требуется предварительная настройка аппарата на обрезках того же материала эквивалентной толщины. Проволока подводится к сварочному шву почти вплотную, после чего нужно нажать пусковую кнопку на ручке горелки. После зажигания дуги горелка плавно подаётся вперед, при этом совершаются небольшие поперечные колебания, общая ширина которых соответствует толщине свариваемых деталей. При завершении шва необходимо подать горелку в обратном направлении на 2–3 мм, выждать полсекунды для заполнения кратера и отпустить пусковую кнопку.
Настройка аппарата при пробном сваривании производится путём изменения на ходу сварочного напряжения и скорости подачи проволоки. В последнем случае соразмерно скорости подачи увеличивается и сварочный ток, это основное характерное отличие полуавтоматической сварки. Скорость подачи должна быть такой, чтобы сварщик мог осуществлять полный контроль над плавкой металла и заполнением сварочной ванны. При слишком медленной подаче проволоки дуга будет постоянно прерываться, при этом слышен отчётливый ритмичный треск. Если скорость подачи слишком высока, по краям шва цвета побежалости будут очень контрастными, что свидетельствует о перегреве металла.
Многие современные аппараты имеют настройку индуктивности сварочного тока. Суть регулировки заключается в сообщении электронам дополнительной энергии, чем обеспечивается более глубокий прогрев сварочного шва. Для сваривания тонких деталей в нижнем положении индуктивность должна быть нулевой, её повышение требуется только в тех местах, где необходим глубокий провар и нет возможности долго удерживать горелку на одном месте. В качестве примера можно привести вертикальный шов, выполняемый в направлении снизу вверх, а также общие случаи сваривания деталей толщиной 4 мм и более. В целом влияние индуктивной составляющей сварочного тока на удобство сварки трудно описать, лучше самостоятельно опробовать сварку в различных режимах.
Дополнительные рекомендации
Хотя полуавтоматическая сварка не требует специальных приспособлений и техники для работы в разных пространственных положениях, для каждого из них требуются разные настройки напряжения и скорости подачи проволоки. Так, для выполнения вертикальных и потолочных швов значения обоих параметров должны быть ниже, чем при сварке в нижнем положении. В инструкции по использованию сварочного полуавтомата производители указывают таблицу с опорными параметрами, которая подходит для большинства ситуаций. Небольшие коррективы могут вноситься в зависимости от марки стали и сварочной проволоки. В целом, чем выше напряжение — тем шире зона и выше скорость прогрева металла, а чем выше скорость подачи проволоки — тем менее глубоким выполняется провар и тем шире валик, образующийся по верху шва.
Также нельзя забывать, что сварка очень тонких и очень толстых деталей имеет существенные отличия в технике исполнения. Сварка металла толщиной менее 1 мм выполняется преимущественно точечно с интервалом в 4–7 мм, такой способ помогает избежать скручивания деталей от перегрева. Детали толщиной до 4 мм включительно сваривают непрерывным однопроходным швом, предварительно позиционируя их с оставлением зазора, равном примерно половине толщины металла. При этом чем массивнее детали, тем более выраженной будет температурная усадка шва. Чтобы компенсировать это явление, зазор делают расширяющимся к концу шва на 1–1,5 мм.
Детали толщиной свыше 4 мм требуют разделки кромок с образованием фасок. При этом заполнение шва выполняется многопроходным способом. Чтобы увеличить плотность заполнения за один проход необходимо правильно выбрать скорость подачи проволоки и при сварке совершать колебательные движения, направление которых соответствует типу соединения. Так, при плоском сваривании встык горелка колеблется в поперечном направлении, а при угловых соединениях — в продольном или круговом. Очень часто полуавтоматической сваркой заполняют только корень шва, после чего соединённые детали накрывают косметическим проходом с использованием покрытых электродов.
Суть газовой сварки

Сварка – это самый надежный и популярный метод скрепления двух металлических деталей в одно целое. Он может производиться несколькими видами, одним из которых является газовая сварка. Рассмотрим подробнее преимущества и недостатки такого метода, область применения данного вида соединения и материалы, которые нужны для пайки газовой сваркой.
Определение газовой сварки

Газовая сварка металлов – это такой способ соединения их, при котором используются газы для создания высокой температуры. Чаще всего используется кислород и ацетилен, хотя возможны и другие варианты. Ведущая роль здесь отводится пламени, ведь именно от него и зависит высота температуры и возможность расплавления разных типов металлов. Пламя состоит из трех зон: ядра (где распадается ацетилен), восстановительной зоны (в которой окисляется углерод и водород) и факела (область полного сгорания газов). Их бывает три вида (в зависимости от соотношения газов – ацетилена и кислорода):
- нормальное пламя, при котором осуществляется подача газов в равных пропорциях. Оно характеризуется синим цветом всех трех зон, при чем восстановительная имеет яркий синий цвет;
- науглероживающее пламя свидетельствует о недостатке кислорода и характеризуется ярко-желтым факелом;
- окислительное – это то, которое возникает при недостатке ацетилена, при котором пламя бледное и короткое.
Для работы газовой сваркой мастер регулирует подачу рабочих газов в зависимости от пламени, показателем которого является их цвет. От типа пламени зависит температура, которая воздействует на металл. Обычно это свыше 3000 градусов, что позволяет плавить и резать различные виды изделий.
Газовая сварка и резка металлов производится обычно на нормальном пламени, при котором ацетилен и кислород подаются в равных количествах. Если же цвет огня меняется, необходимо подкорректировать настройки.
Область применения газосварки
Газовая сварка металлов может реализовываться несколькими способами:
- газопламенная сварка происходит с помощью присадочной проволоки, которая плавится вместе с основными деталями и заполняет зазор между ними;
- газопрессовая сварка отличается отсутствием присадочной проволоки, а скрепление происходит с помощью плотного соединения расплавленных кромок.
Газопламенная сварка используется не для всех типов металла. Преимущественное применение она нашла на следующих:
- жесть и тонколистовая сталь, толщиной не более 5 мм;
- цветные металлы;
- чугун;
- инструментальная сталь.
Все эти металлы имеют одну общую черту – они требуют мягкого и плавного нагрева, который и обеспечивается газовой сваркой.
Газовая сварка и резка металлов нашла широкое применение во многих отраслях промышленного и бытового использования. Благодаря постепенному нагреву детали, она не деформируется и такой способ считается одним из лучших для тонких металлов. Главное – правильно отрегулировать подачу газа и наладить пламя. Это делается следующим образом: открываются полностью вентили кислорода и ацетилена и поджигается горелка (спичкой/зажигалкой). Регулировка происходит вентилем ацетилена на полностью открученном кислороде.
Сущность газовой сварки можно рассмотреть на рисунке ниже:

Применяемые газы и их особенности
Чаще всего для газопламенной сварки применяется специфический газ ацетилен (C2H2). Он характеризуется резковатым запахом и добывается при реакции карбида кальция с водой (в промышленных условиях). При температуре выше 335 градусов он загорается. В сочетании с кислородом, температура воспламенения ниже – 297 градусов минимум.
Основным газом для газопрессовой сварки является кислород, который смешивают с C2H2 в равных пропорциях. Он всегда реализуется в баллонах синего цвета. С помощью шланга к горелке подключается кислород и подается на маленьком давлении, не более 4 атм. В отверстие рядом подключается C2H2. в горелке есть специальный механизм для смешивания газов и через наконечник уже выходит концентрат для процесса сварки.
Газовая сварка и резка металлов может осуществляться не только с помощью ацетилена. Вместо него допустимо применение других газов в жидком и паровом виде. Самые популярные заменители ацетилена:
- Пары керосина (коэффициент замены ацетилена – 1:1)
- Пропан (коэффициент замены ацетилена – 1:0,6)
- Метан (коэффициент замены ацетилена – 1:1,6)
- Водород (коэффициент замены ацетилена – 1:5,2)
Важно: при газопламенной сварке стальных изделий метаном или пропаном нужно использовать проволоку с повышенным концентратом марганца и кремня.
Для качественного расплавления металла рекомендуется, чтобы температура воздействия была в два раза выше температуры плавления этого металла.
Преимущества и недостатки
Варить газовой методикой не сложно, но она, как и электродуговая, полуавтоматическая или аргонная сварка имеет свои преимущества и недостатки.
Преимущества газового соединения:
- это идеальный способ сваривания меди, латуни и чугуна;
- обработке поддаются материалы с разным уровнем плавления, за счет высокой температуры, образующейся в результате горения;
- варить можно в любом месте, так как не требуется специального оборудования или электрической розетки;
- при использовании качественной придаточной проволоки и правильно подобранному пламени, получаются качественные и красивые швы (широко используются для соединения комплектующих в трубопроводах);
- рабочее изделие греется медленно, что позволяет избежать деформации или пропала, как в случае с полуавтоматической сваркой или при использовании электрода).
Кроме положительных моментов, сущность газовой сварки имеет и несколько недостатков:
- зона прогрева достаточно широка, то есть нагревается не только зона шва, но и большая площадь вокруг нее. Это может нанести вред изделию;
- невозможность работы с деталями, толщина которых превышает 5 мм;
- крайне не рекомендуется производить газопламенную сварку «внахлест», это приведет к деформации места сплавления;
- высокая опасность работы, так как газы образуют химическую смесь, которая имеет свойство воспламеняться.
Техника и технология газовой сварки
Чтобы газопламенная сварка порадовала в результате качественным швом, необходимо придерживаться всех рекомендаций и четко блюсти технологию работы. Для начала необходимо подготовить кромки изделий в районе будущего шва, то есть очистить от различных примесей и загрязнений. Это можно сделать при помощи наждачной бумаги или механической железной щеткой. Технология газовой сварки и резки металла выбирается заранее, перед началом процесса.
Техника газовой сварки делится на два метода:
- правый способ сварки характеризуется движением горелки слева направо. При этом огненное пламя направляется на сваренный участок, а придаточный материал ведется следом за ним.
- левый способ сварки, соответственно, выполняется наоборот – справа налево. Проволока продвигается впереди пламени, которое направлено на еще не соединенные кромки деталей.
Правый способ сварки менее популярен, так как левый и видно лучше мастеру, и обеспечивает качественный прогрев. Хотя при правом, коэффициент полезного действия на 20% выше, а расход газа меньше.
 Способы газовой сварки
Способы газовой сварки
Особое внимание требуется уделить выбору присадочной проволоки. Она зависит от толщины металла, который нужно сварить. При левом способе, диаметр присадочной проволоки d=S/2+1 мм, а при правом d-S/2 мм, где S — толщина свариваемого изделия (в миллиметрах).
Техника и технология газовой сварки выбирается, отталкиваясь от нескольких факторов:
- толщина изделия;
- положение детали и ширина шва;
- предпочтения мастера;
- используемые газы.
Рекомендации
Изучая сущность процесса газовой сварки, необходимо понимать, что работа с горючими газами требует повышенной осторожности и внимательности. Новичку рекомендуется учесть советы опытных сварщиков и применять их на деле:
- для учебы и тренировки лучше использовать кислород и ацетилен;
- для сварки пропаном лучше применять горелку ГЗУ 3-02 и проволоку Св08г2с;
- перед тем, как варить изделие, его необходимо качественно очистить;
- для газопрессовой сварки лучше применять гидравлическое оборудование (пресс), для надежного скрепления;
- левый и правый способы имеют свои преимущества и недостатки, поэтому выбор делает мастер, смотря по ситуации.
Мы рассмотрели основные понятия и материалы для пламенной и газопрессовой сварки. Для них преимущественно используется стандартная смесь кислорода и ацетилена. В некоторых случаях, для замены применяется сварка пропаном. Этот процесс не легкий и имеет множество нюансов, которые новичку будет сложно учесть. В связи с этим, начинающим сварщикам не рекомендуется выполнять сварку пропаном. На качество шва и легкость работы влияет предварительная подготовка.
Технология сварки полуавтоматом для новичков: первый опыт
Для сварки металлов может применяться лазерный луч, пламя горелки или плазма, но одним из самых простых и компактных вариантов устройств для выполнения такого вида работ является полуавтоматический аппарат.
Чтобы шов металла получился максимально ровным и защищённым от окисления, сваривание металлов таким способом лучше всего осуществлять с использованием защитного газа.
Сварка полуавтоматом для начинающих сложна только в первые минуты освоения. Чтобы максимально ускорить процесс обучения следует заранее изучить основные правила обращения с таким устройством.
Сварочный полуавтомат: принцип работы
Для того чтобы при использовании сварочного полуавтомата не «убить» устройство. А также не получить травму самому следует знать о правилах техники безопасности и принципе работы аппарата.
Сварочный полуавтомат состоит из:
- корпуса, в котором находится мощный трансформатор;
- шланга для подачи тока и газа к горелке;
- кабелей для подключения к «массе» и электрической сети;
- механизма подачи проволоки.
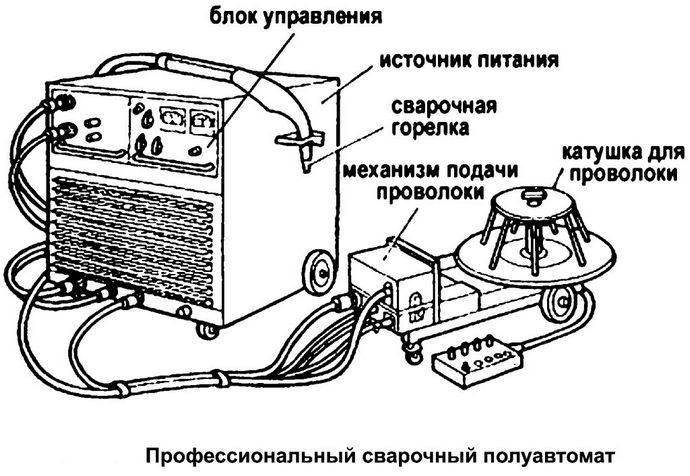
Также для сварки полуавтоматом потребуется приобрести бобину со специальной сварочной проволокой и баллон с углекислым газом.
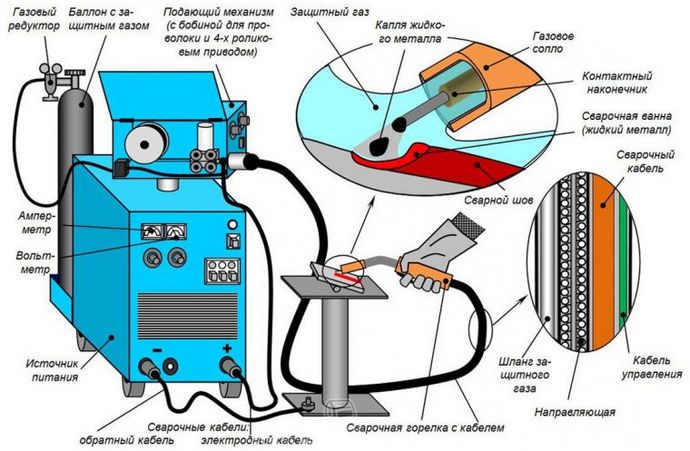
Принцип работы полуавтоматического аппарата следующий:
- Сварочный ток подаётся на горелку одновременно с защитным газом.
- В качестве электрода в горелке используется сварочная проволока, которая подаётся в автоматическом режиме с помощью специального механизма.
- Между свариваемым изделием и проволокой образуется электрическая дуга, которая расплавляет металл в среде защитного газа, что позволяет получить качественный шов без окислов.

Основные правила техники безопасности при работе со сварочным полуавтоматом следующие:
- корпус сварочного аппарата должен заземлён;
- запрещается использовать устройство даже при незначительных механических повреждениях или любых других неисправностях;
- при значительных перерывах в работе следует обязательно отключать устройство от электрической сети и выключать подачу защитного газа;
- не проводить работы рядом со легковоспламеняющимися и взрывоопасными веществами;
- во время работы использовать защитную маску и перчатки.
Как только основные принципы работы с полуавтоматом будут усвоены можно приступать к практическим работам.
Сварка полуавтоматом: первый опыт
Для получения практического опыта рекомендуется вначале потренироваться на ненужных металлических обрезках, прежде чем приступать к выполнению сложных работ требующих от сварщика высокой квалификации.
Для практической работы необходимо подготовить:
- сварочный аппарат;
- перчатки;
- защитную маску;
- баллон с газом.
Первое что необходимо сделать, это настроить сварочный аппарат. Правильно отрегулированная сила подаваемого тока позволит выполнить сварочный шов идеально ровно и без обрывов.

Этот параметр напрямую зависит от толщины свариваемого металла, поэтому прежде чем приступить к работе необходимо ознакомиться с инструкцией к электрическому прибору. В которой должна быть указана рекомендуемая заводом-изготовителем сила тока для определённой толщины свариваемых деталей.
Выбор режимов сварки
Также следует сделать правильный выбор скорости подачи сварочной проволоки, которая регулируется специальным механизмом.
Оптимальный диаметр проволоки для сваривания равен 0,8 мм, но при работе с очень тонким металлом можно установить электрод 0,6 мм, чтобы при сниженной силе тока осуществлялось расплавление металла без затухания дуги.
Если есть возможность, то лучше приобрести итальянскую проволоку для сварки полуавтоматом. Импортные аналоги более качественные, но и стоимость таких изделий будет в несколько раз выше.
Несмотря на более высокую стоимость, такой электрод более подходит новичкам, по причине более лёгкого получения желаемого результата, даже при недостаточном опыте обращения с электросварочным аппаратом.
Баллон с редуктором
Для того чтобы защитить место сварки от воздействия кислорода, подаётся защитный газ. Самым дешёвым вариантом использования защитного газа является приобретение углекислотного баллона с редуктором.
Редуктор с манометром обязательно должны быть установлен для контроля давления подаваемого газа. Для осуществления качественной сварки металлов в среде защитного газа достаточно установить рабочее давление около 0,2 атмосфер.

Защитная маска
Для предохранения зрения варить полуавтоматом следует только с использованием защитной маски, например, Хамелеон. Современные изделия имеют в своей конструкции специальную регулировку, которая позволяет настроить защитный механизм таким образом, чтобы обеспечивалась качественная защита только во время горения дуги.
При затухании процесса плазменного горения окошко маски будет достаточно прозрачным, чтобы можно было продолжать работу без снятия защитного приспособления. Такие сварочные маски особенно будут удобны начинающим сварщикам, в устаревших моделях слишком сильно затенялось защитное стекло, что делало процесс сварки очень неудобным, по причине плохой видимости сварочного шва после затухания дуги.

Технология сварки
Когда все подготовительные работы будут осуществлены, необходимо подключить «массу» к свариваемой металлу. Если работать приходится с небольшими деталями, то сваривание производится на металлическом столе, к которому и подключается соответствующий проводник.
Если нет стола, то работу можно осуществить на горизонтально расположенном металлическом листе толщиной не менее 2 мм, к которому и осуществляется подсоединение «массы» сварочного аппарата.
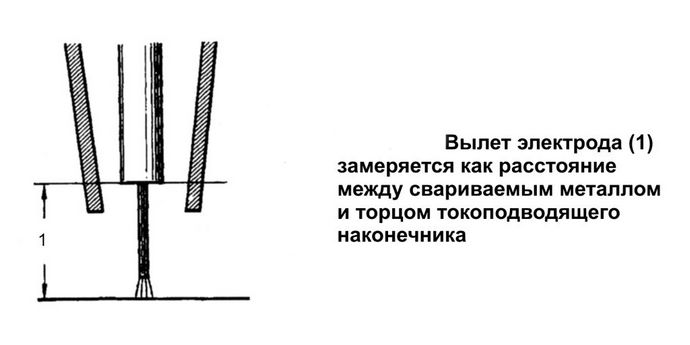
Перед началом сварочного процесса необходимо также отрегулировать величину выступания сварочной проволоки из сопла. Рекомендуется установить такой выступ в размере не более 5 мм. Если проволока перед началом выполнения сварочных работ выступает более значительно её необходимо укоротить с помощью кусачек.
Прежде чем выполнить сплошной сварочный шов рекомендуется максимально близко расположить свариваемые детали и не менее чем в двух местах осуществить точечное сваривание чиркнув электродом по металлу в месте соединения. Это необходимо для того чтобы обеспечить неподвижность свариваемых деталей.
Если необходимо наварить один лист металла на другой, то в этом случае можно воспользоваться струбцинами для надёжного закрепления привариваемых деталей. После того как будет обеспечена неподвижность деталей любым из перечисленных способов, можно приступать к выполнению сварочного шва.
Для сварки деталей делается запал дуги и производится расплавление металла в месте соединения металлов с формированием шва. Если при первых попытках сварить детали дуга не будет стабильно зажигаться необходимо увеличить силу тока подаваемую сварочным аппаратом.
Для правильного образования дуги необходимо на короткое время коснуться проволокой металлических деталей, к которым подключена «масса». Затем оторвать проволоку на минимально возможное расстояние для образования стабильного горения электрической дуги. Таким образом проваривается шов от одного края к другому, постепенно перемещая дугу над поверхностью свариваемых деталей.
Видео: соединение тонкого метала.
Видео: сварка толстого металла для начинающих.
Сварка алюминия
Применение защитных газов в полуавтоматической сварке позволяет выполнять качественное соединение алюминиевых деталей таким способом. Сварка алюминия является довольно сложным процессом даже для опытного специалиста, тем более непросто будет выполнить такую работу начинающим сварщикам.

Как варить полуавтоматом алюминиевые детали:
- зачищается поверхность свариваемых деталей от оксидной плёнки;
- нагреваются заготовки в печи или с использованием газовой горелки;
- включается сварочный аппарат в режим переменного тока высокой частоты;
- подключается баллон с аргоном или аргоногелиевой смесью;
- производится запал дуги и поддерживается её длина в диапазоне 12-15 мм.
Таким образом происходит сваривание деталей из этого легкоплавкого металла. В качестве присадочной проволоки, для выполнения работы, потребуется приобрести изделия из алюминия. А для обеспечения стабильной подачи проволоки аппарат должен быть оборудован соплом большего диаметра.
Заключение
Как правильно варить полуавтоматом с углекислотой начинающим сварщикам вы узнали из данной статьи. Для закрепления полученных сведений рекомендуется сразу же приступить к практическим занятиям и осуществить пробное соединение деталей таким методом. Видео уроки позволят быстрее освоить полуавтомат в домашних условиях.
К свариванию алюминия и других цветных металлов рекомендуется приступать только после того, как хорошо будет освоена сварка чёрных металлов. В этой статье рассказывается, как варить нержавейку полуавтоматом.
Уроки электросварки инвертором для начинающих
Владение электросваркой является навыком, который всегда пригодится в строительстве и быту. В настоящий момент нет другого способа соединения металлических элементов как сварка. Научиться этому ремеслу можно самостоятельно, освоив начальные навыки сварщика и производя несложные сварочные работы. Рассмотрим, с чего стоит начать обучение электросварке для начинающих и что для этого понадобится.
Подготовка к сварочным работам
Обучение электросварке представляет практический процесс, который требует определенной подготовки. В первую очередь необходимо позаботиться о безопасности. Работа сварщика достаточно опасна:
- Возможность ожогов брызгами расплавленного металла;
- Отравление токсическими выделениями при высоких температурах;
- Возможность поражения электрическим током;
- Травмирование глаз при несоблюдении требования надевать защитные очки.

Правильный выбор экипировки и оборудования для электросварки является залогом безопасности процесса. Для проведения сварочных работ потребуется:
- Костюм из плотной ткани, полностью закрывающий тело, руки и ноги;
- Для защиты глаз могут применяться специальные очки, но рекомендуем обратить внимание на маски. Они также защитят лицо и более безопасны при сварочном процессе;
- Качественное оборудование для сварки;
- Электроды;
- Ведро воды для устранения возможных возгораний;
- Правильно выбранное место для сварки. Предпочтительно разместиться на открытом воздухе и убрать все близлежащие возгораемые предметы.
Современный рынок представляет широкий выбор электросварочных аппаратов, разнообразие которых сводится к трем основным видам:
- Трансформатор, который преобразует переменный ток для сварочных работ. Данный вид сварочных аппаратов часто не дает стабильную электрическую дугу, но съедает много напряжения;
- Выпрямитель преобразует в постоянный ток из потребительской сети. Данные аппараты позволяют получить электрическую дугу высокой стабильности;
- Инвертор позволяет преобразовать ток из бытовой сети в постоянный для сварки. Данные агрегаты характеризуются легкостью при зажигании дуги и высокой производительностью.
Cварка для начинающих: видео уроки — смотрите и изучайте нюансы.
Новичкам рекомендуется выбирать электроды типа твердых стержней, которые покрыты плавящимся составом. Такими электродами начинающему сварщику будет проще сделать ровный шов. Размер стержней для новичка составляет 3 мм.
Обучение электросварке
Подключение электрода и зажигание дуги
Процесс электросварки для начинающих и опытных сварщиков начинается с подключения электрода и зажигания дуги. Начинать уроки сварки удобнее на универсальных электродах диаметра 3,2 мм. Такие электроды обладают более высокой ценой, но они значительно облегчают работу сварщика.
На одном из кабелей сварочного аппарата размещен фиксатор, как правило, они бывают двух типов:
- Винтовой. Ручка держателя вращается и позволяет вставить в образовавшееся гнездо электрод;
- Пружинный. Чтобы вставить электрод необходимо нажать на кнопку на ручке.
После подключения электрода наступает черед подключения кабелей аппарата. Сварочный агрегат имеет два выхода: отрицательный и положительный и два кабеля:
- Первый оканчивается зажимом для электрода;
- Второй имеет фиксатор для подсоединения к детали.
Схема подключения зависит от работы. В инверторных устройствах плюс подключается к детали, а минус к электроду. Такая полярность дает лучший разогрев металла и, следовательно, большую прочность сварным соединениям. Для сварки нержавейки аргоном выполняют обратное подключение.
После подключения электрода и кабелей необходимо научиться зажигать дугу. Ее зажигание происходит при соприкосновении детали и электрода. Возможны два метода:
- Постукивание. Необходимо несколько раз легко ударить концом электрода по детали;
- Проведение. Вдоль будущего шва делается быстрое проводящее движение электрода.
Новый электрод разжигается быстро. Немного сложнее разжечь уже использованный – для этого необходимо освободить его от нагара путем постукивания об деталь.
Прежде чем приступить к следующему этапу обучения необходимо научиться стабильно и быстро разжигать дугу.
Отработка наклона и движения электрода
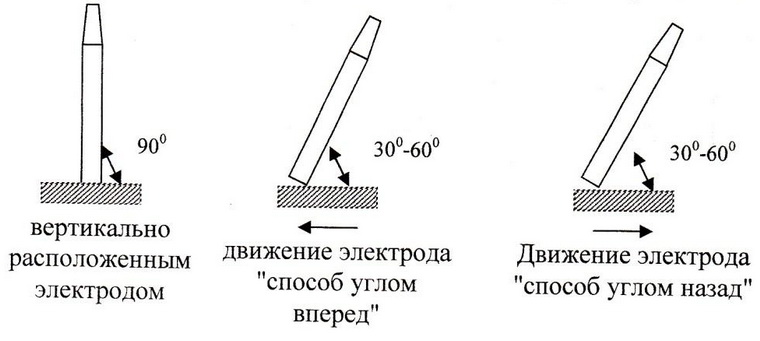
Наиболее удобное положение электрода характеризуется как наклоненное к сварщику под углом 30-60°. Варьирование в данных пропорциях ведется по ходу сварки по состоянию сварной ванны.
Возможны два варианта наклона электрода:
- Угол назад. По данной схеме расплавленный шлак идет за электродом, который движется с такой скоростью, чтобы шлак успевал закрывать сварную ванну. При таком положении электрода металл прогревается на значительную глубину;
- Угол вперед. В данном случае разогрев металла будет несильный, сварной шов будет идти за электродом.
При проведении сварки мастер должен оценивать несколько параметров:
- Движение электрода должно производиться по спланированной схеме для получения ровного и красивого шва;
- По мере расплавления металла электрод опускается ниже, но не более чем на 2-3 мм от края металла;
- Состояние и размер сварной ванны регулируются посредством скорости движения электрода;
- Важно контролировать направление шва.
Первый этап обучения: валики
Свое обучение азам электросварки необходимо начинать с валиков – сварочных швов на толстых кусках металла, где отрабатываются навыки владения электрической дугой и заваривания швов.
Последовательность создания валиков следующая:
- Для отработки берется толстый лист металла, очищенный от ржавчины и грязи;
- Все манипуляции со сварочным аппаратом и дугой производятся в костюме и с очками для глаз!
- После розжига дуга подносится к металлу на расстояние в диапазоне 3-5 мм. Важно следить, чтобы расстояние между заготовкой и дугой было одинаковым, это является залогом ровного и равномерного шва. Электрод держится под углом;
- Важно понимать, достаточен ли ток, подаваемый сварочным аппаратом. Если дуга гаснет, то напряжение необходимо добавить. При слишком высоком напряжении дуга будет не плавить, а резать металл;
- Рассмотрим структуру металла при контакте с дугой. Важно понимать, где при сварке образуется сварная ванна и следить за ней. Эта область расплавленного металла будет иметь беловатый цвет с характерной рябью жидкого металла на поверхности;
- Когда под зажженной дугой появилась сварная ванна можно начинать делать шов путем перемещения электрода. Ванна будет идти за дугой, при этом давление дуги будет заставлять ванну также перемещаться в противоположном направлении, в результате чего возникнет валик;
- При создании валиков необходимо придерживаться определенных схем движений электрода – это могут быть поступательные движения с небольшой и всегда равной амплитудой для создания ровного и красивого шва.
Сварные соединения
Электросварка своими руками подразумевает создание сварных соединений. К их практике можно переходить после освоения валиков. Здесь требуется практический навык владения сварочным аппаратом, поэтому так важно перед переходом к сварке элементов отработать свои движения на заготовках.
Начинать сварочное соединение металлических элементов рекомендуется на небольших заготовках. Последовательность работ следующая:
- Перед сваркой детали скрепляются в необходимом положении при помощи подсобных инструментов;
- В первую очередь выполняются прихваты – точечные швы с шагом в 8-10 см, которые скрепляют металлические элементы в определенных местах. Это необходимо для того, чтобы дать заготовке определенную прочность и металл не перекосило при выполнении длинного шва. Выполнение подобных прихватов также значительно облегчается создание основного длинного шва. Как правило, прихваты выполняются с обеих сторон детали;
- После выполнения прихватов создается общий шов, который заваривает края двух металлических элементов. Здесь важно двигать электрическую дугу с достаточной амплитудой, загребая расплавленный металл в сварную ванну с обеих свариваемых плоскостей.
После остывания шов отбивается молотком от шлака и проверяется на качество. Если есть недочеты или непроваренные места, то их необходимо заварить снова.
Подведем итоги
Электросварка является полезным навыком в быту и строительстве. Овладеть ей возможно самостоятельно. Подобное обучение будет строиться на:
- понимании теории сварочного процесса, необходимой для верной настройки сварочного аппарата и проведения работ по сварке металла;
- соблюдении правил безопасности при сварке, сводящейся к использованию защитного костюма, очков или маски, проведению сварки вдали от легковоспламеняющихся предметов;
- практическом опыте, который начинается с умения зажигать дугу и наваривать валики.
Не стоит отчаиваться, если первые опыты электросварки не порадуют вас красивыми швами. Поверьте, подобные сварочные скелеты есть у каждого опытного сварщика. Умение создавать не только качественные, но и внешне привлекательные швы придет вместе с опытом и частой практикой сварки.
