

Сварка аргоном черного металла видео
Сварка черного металла аргоном


Сваривание черного металла аргоном является несложным и весьма качественным процессом сваривания. В основном аргонно-дуговое сваривание применяют для непростых ситуаций, где приходится иметь дело со сложно свариваемыми металлами, которые сильно подвергаются появлению брака. Черный металл легко сваривается в различных условиях, а также дает очень хороший результат. Для сварки данного металла аргоном используется присадочная проволока требуемого диаметра, которая не имеет защищающего покрытия. Вместо нее, что бы обеспечить защищающую среду для сварной ванны от разных внешних факторов, таких как мусор, грязь, и просачивание атмосферного кислорода, применяется аргон.
Основа
Главной проблемой является кипение сварной ванны. Оно происходит потому, что металл становится слабо нагретым. Для решения этой проблемы нужно верно выбирать присадочный материал, а еще применять флюс, который помогает раскалить заготовку. Когда сваривают тонкий металл аргоном процесс идет быстрее, поскольку отсутствует риск прожечь деталь, а соединение образуется гораздо качественнее. Процесс технологии должен осуществляться по ГОСТу 14771-76.

Преимущества
- Несложный процесс сварки тонкого металла, а также уменьшается шанс в образовании брака;

- Применение полученных швов почти в любых сферах;
- Процесс сварки весьма легкий в реализации;

- Отсутствие неудач при попытках зажечь дугу;
- Могут осуществляться непрерывные швы благодаря длине проволоки;
- Можно осуществлять подогрев металла газом горелки;

- Минимальные подготовительные работы с металлом для сваривания.

- Сваривание стали аргоном является весьма дорогим процессом, в отличие других его разновидностей, стоимость превышает простую дуговою несколько раз;

- Увеличивается риск в работе из-за использования газа;
- Иногда происходит вскипание сварной ванны, и впоследствии разбрызгивание металла в разные стороны, что приводит к некачественному соединению и созданию опасных условий;
- Некоторые приспособления сложно доступные, в отличие от обычной сварки.

Выбор инструмента
Качественное соединение сильно зависит от верно выбранного материала для последующего сварочного процесса. Сваривать углеродистую сталь считается сложнее, чем высоколегированную, однако применяются одинаковые методы выбора. Поскольку сваривание стали аргоном только прибавляет дополнительную защиту, а свойства шва зависят от применяемых приспособлений. Чтобы осуществить наилучшее качество, требуется выявить точный состав предстоящего для сварки металла, где проволока должна идентично соответствовать ему. Но такое не часто удается осуществить, в связи с этим допускается использование распространенных — используемых марок проволоки для данного процесса.
По рекомендациям мастеров используется проволока Св-08Г2С. Также может применяться 12Х18Н10Т, СА20ХМА и 20ХГ, выбор зависит от состава металла.
Совершая выбор, обычно смотрят на свойства кипучести, если на проволоке значение КП, это означает, что металл подвергается кипению. Когда сваривают черный металл аргоном, это и является главной проблемой, поэтому эти материалы ненужно приобретать. Так же очень важен выбор, касающийся толщины диаметра проволоки, который подбирают в соответствии с толщиной металла для сваривания. Проволоку можно применять толще, если предстоит столкнуться с трудно плавящимся металлом. Если сваривают тонкий металл аргоном, допускается увеличение не больше 0.5 мм.
Что бы сваривание стало качественнее, требуется правильно соблюдать выставленные режимы, которые будут соответствовать данной толщине материала.
Технология сварки черного металла аргоном
Вначале следует произвести зачистку будущего соединения. Так же потребуется удалить пленку из масла, если она присутствует, с помощью растворителя или другого химического вещества. После требуется разложить флюс на поверхности металла, что бы избежать потери важных элементов состава, и поставить правильные для процесса параметры. Потом можно начинать процесс сваривания. При появлении сварной ванны, нужно двигать ее до конца, постепенно подавая проволоку. Для одинаковой консистенции соединения не стоит останавливать процесс.
В завершении результата, требуется осуществить осмотр, где можно заметить явные дефекты. Для более четкого обзора, применяют рентгена и магнитографические методы проверки. Еще используют ультразвук, который помогает увидеть различные микротрещины. Важный момент в том, что производить анализы рекомендуется через сутки после сваривания.
Техника безопасности
1.Требуется организовать рабочее место, осуществлять процесс запрещается вблизи легковоспламеняющихся смесей и материалов. Желательно убрать с рабочего места все лишнее, оставив только необходимое для проведения работ;
2.Рекомендуется установить обеспечить стабильную вентиляцию для рабочего места для небольшой защиты дыхательной системы, при необходимости подключить систему удаления продуктов сгорания;
3.Перед началом процесса следует убедиться в исправности оборудования, в основном в правильно выставленных параметрах баллона, и в том, что шланги, с которыми следует бережно обращаться, тоже целы во избежание утечки газа.
4.Не следует использовать различные тройники и редукторы для подключения сразу нескольких горелок;
5.Не стоит забывать и об личной безопасности, для которой понадобиться огнеупорная одежда, защитная маска для сваривания и другие различные предметы.
Как сварить черный металл аргоном

Особенности сварки аргоном
Главная сложность, которая возникает в процессе работы – кипение сварочной ванны. Это происходит по причине того, что металл недостаточно разогревается. Для того, чтобы избежать этого негативного явления, нужно верно выбрать присадочный материал, а также использовать флюс, благодаря которому заготовленная деталь лучше будет плавиться. Выполнив все эти требования, вы значительно упростите себе работу и в итоге получите хороший шов.
На заметку! Весь производственный процесс должен выполняться в соответствии с ГОСТом 14771-76.

Достоинства
Если сваривать заготовки из черного металла при помощи аргона в соответствии со всеми рекомендациями, то в результате можно получить максимально качественное соединение. Отметим основные плюсы:
- процесс несложный и недлительный по времени,
- образовавшиеся в итоге сварки электродом швы, могут быть пригодны практически в каждой сфере,
- дуга зажигается быстро и легко,
- за счет применения длинной проволоки, любой шов может выполняться непрерывно,
- сами металлические изделия можно подогреть газом горелки.

Недостатки
Несмотря на большое количество достоинств, выделяется и ряд минусов:
- tig сварка – достаточно затратный процесс, если сравнивать с обычной дуговой, то стоимость первой будет больше в 10 раз,
- поскольку применяется газ, работа – небезопасна,
- возникает риск того, что сварочная ванна может вскипеть и в результате металл будет разбрызгиваться в разные стороны, что чревато попаданием на незащищенные участки тела и качество соединения будет значительно хуже,
- могут возникнуть трудности с поиском некоторых материалов, необходимых для таково вида сварки.
Однако все описанные недостатки станут незначительными по сравнению с тем, какого качества соединение может получиться у вас в итоге. К тому же, если подойди к процессу ответственно, то подобных недочетов и вовсе можно избежать.

Критерии выбора инструмента
Во многом успешное выполнение шва зависит от правильно выбранного инструмента и материалов, которыми вы будете пользоваться. Присадочный материал должен быть как можно более подходящим для металлического изделия, подвергающегося сварке. Поэтому, очень важно знать все составляющие металла. Однако, это не всегда удается выполнить, в связи с этим, основным ориентиром выступают популярные марки проволоки, которые наиболее часто используются. Большинство профессионалов советуют применять Св-08Г2С.

Выбирая проволоку, обращайте внимание на такой критерий как кипучесть. Многие пользователи, не зная как варить черный металл сталкиваются с этой проблемой. Чтобы избежать этого надо смотреть на маркировку. Если на проволоке указано значение КП, то это говорит о подверженности металла кипению, поэтому такие детали покупать не стоит. Еще один важный показатель – толщина диаметра присадочного материала. Выбирать нужно исходя из толщины изделий, подвергающихся сварке. Старайтесь подобрать материал максимально идентичный плотности металла.
Режимы сварки листового черного металла аргоном
Даже если вы не имеете никакого опыта, не переживайте, соблюдая все требования можно получить хорошее соединение. Для того, чтобы в конечном итоге шов был как можно более прочным и надежным, надо верно подобрать режим, который будет максимально подходить заданной толщине заготовки и другим показателям.
Толщина заготовки, мм
Скорость подачи, см/мин
Прежде чем приступить непосредственно к сварочным работам подготовить металл. Для этого надо хорошо зачистить окончания, которые будут подвергаться соединению. Также если на поверхности присутствует масляная пленка, то ее нужно убрать.Технология сварки металла аргоном

На следующем этапе поверхность покрывается флюсом и задаются нужные параметры сварочного аппарата. После выполнения этого порядка действий можно переходить к сварочным работам. Источник энергии и присадочный материал подводятся к участку соединения и зажигается дуга. Когда возникнет сварочная ванна, дуга должна непрерывно вестись до самого конца, осуществляя медленную подачу проволоки.
Обратите внимание! Избавляться от шлака нужно только после того, как шов окончательно остынет, иначе можно попросту его повредить.
После выполнения процесса не забудьте проверить полученный результат. Изначально осмотрите соединение на наличие внешних дефектов. Для того, чтобы провести более детальный осмотр внутреннего состояния изделия можно прибегнуть к рентгено- и магнитографическому анализу. Помимо этого часто используется и контроль качества ультразвуком, благодаря которому можно убедиться в отсутствии скрытых микротрещин.
Техника безопасности
Неважно новичок ли вы или вы знаете, как варить черный металл и имеете в этом деле большой опыт, правила техники безопасности нужно соблюдать всем.
- Важно, чтобы ваше рабочее место, где осуществляется процесс сварки, не находилось рядом с легковоспламеняющимися материалами, т.к. велика возможность возникновения нечаянного возгорания. Также постарайтесь убрать все лишнее с рабочей поверхности.
- Оборудуйте помещение качественной вентиляцией и в случае необходимости подсоедините систему удаления продуктов сгорания.
- Прежде чем приступить к сварке, проверьте аппарат на исправность, проконтролируйте верно ли выставлены все нужные параметры баллона, а также для того чтобы не произошла утечка газа, надо проверить в хорошем ли состоянии находятся шланги.
- Не рекомендуется применять тройники и редукторы, которые нужны для одновременного подключения нескольких горелок.
- Несомненно весь процесс должен производиться в специальной защитной одежде. По возможности постарайтесь укрыть свое тело, чтобы раскаленный металл случайно не попал на кожу, ведь это чревато серьезным ожогом. На руки обязательно наденьте перчатки, а на лицо защитную маску и очки.
Подводя итог вышеизложенного, можно сделать некоторые выводы. В первую очередь стоит отметить, что сваривать черный металл и тонкую сталь не сложно. Для этого достаточно выполнять все правила, предъявляемые к такому способу создания шва. Несмотря на то, что такой вид сварки не из дешевых, при точном соблюдении технологии в конечном итоге вы получите надежный и прочный шов. Как и любой другой вид сварки, электродуговая сопровождается рядом нюансов, на которые следует обращать внимание. Если вы новичок, то для достижения более лучшего результата, потренируйтесь выполнять шов на каких-нибудь ненужных деталях. Так, вы наберетесь опыт и у вас будет больше шансов сварить нужные заготовки правильно. В любом случае, преимущества сварки изделий из черного металла аргоном очевидны, именно поэтому данный способ соединения так популярен у пользователей.
Сварка черного металла аргоном
Сварка аргоном черного металла является относительно простым и достаточно качественным процессом соединения. Аргонно-дуговая сварка зачастую используется для сложных ситуаций, когда необходимо соединять трудно свариваемую сталь или материалы, которые сильно подвержены образованию брака. При работе с черным металлом, который нормально сваривается и при обыкновенных условиях, этот способ способен дать достаточно высокий результат. Сварка металла аргоном предполагает использование обыкновенной присадочной проволоки заданного диаметра, у которой нет защитного покрытия. Вместо него сварочную ванну от воздействия кислорода и прочих негативных факторов защищает аргон.

Основной проблемой здесь выступает кипение сварочной ванны. Оно случается из-за того, что металл получается недостаточно раскаленным. Для того, чтобы избежать данной проблемы, следует правильно подбирать присадочный материал и использовать флюсы, которые улучшают раскаливание. При этом сварка тонкой стали аргоном происходит значительно проще, так что шов получается достаточно качественным, а вероятность прожигания заготовки становится намного меньше. Вся технология процесса, исходя из производственной технологии, должна соответствовать ГОСТ 14771-76.

Преимущества 
- Сварка черных металлов аргоном предоставляет намного более качественный шов, вне зависимости от его положения, чем другие виды и способы сварки металла;

- Здесь легко проходит сваривание тонких листов, а также уменьшается вероятность появления бракованных изделий;
- Полученные швы могут применяться практически в любой сфере;
- Сам процесс сваривания более простой в осуществлении;
- Практически отсутствуют проблемы с зажиганием дуги;
- Благодаря использованию длинной проволоки, любой шов может получиться непрерывным;
- Возможность подогревать металл газом горелки;
- Требуется не столь тщательная подготовка металла под сварку.
Недостатки
- Сварка стали аргоном получается более дорогостоящим процессом, чем остальные его разновидности, так как себестоимость является в 10 раз выше, чем у простой дуговой;
- Повышается опасность работы из-за применения газа;
- Появляется опасность вскипания сварочной ванны, и как следствие, разбрызгивание металла в различные стороны, что приводит к ухудшению качества и создает небезопасную ситуацию;
- Некоторые расходные материалы являются более труднодоступными, чем для обыкновенной сварки.
Выбор инструмента
Правильный подбор инструмента для сваривания во многом определяет последующий успех применения данного процесса. Сварка углеродистой стали аргоном оказывается более сложной, чем высоколегированной, но здесь действуют практически одни и те же принципы подбора. Ведь сварка стали в среде аргона только способствует дополнительной защите, а свойства соединения зависят от используемых материалов. для достижения лучшего результата, следует знать точный состав свариваемого металла. Присадочный материал должен максимально соответствовать ему. Но это далеко не всегда осуществимо, поэтому, можно ориентироваться на распространенные марки проволоки, которые применяются для этого процесса. Одним из самых распространенных вариантов является Св-08Г2С, который рекомендуют многие специалисты.

В качестве аналогов также применяют 12Х18Н10Т, 20ХМА и 20ХГСА, что уже зависит от особенностей состава заготовки.
При выборе стоит обращать внимание на свойства кипучести, если на проволоке стоит аббревиатура «КП», то это значит, что ее металл подвержен кипению. Когда идет аргоновая сварка черных металлов, то именно это и является одной из главных проблем, поэтому, такие варианты не стоит использовать. Очень важным параметром является толщина диаметра присадочного материала. Здесь подбор осуществляется согласно толщине свариваемых деталей. Эти параметры должны быть, примерно, одинаковыми. Допускается увеличение диаметра сварочной проволоки, если состав металла тугоплавкий. Если же идет сварка тонкого металла аргоном, то превышение размеров должно быть не более 0,5 мм.
Режимы сварки листового черного металла аргоном
Чтобы качество соединения было максимально качественным, даже если вы занимаетесь таким видом сварки в первый раз. Следует подобрать правильный режим, который бы соответствовал заданной толщине заготовки и другим параметрам.
Сварка черного металла аргоном
Сваркой называют процедуру создания прочного неразъемного соединения деталей из металлов и пластиков. С момента её первого использования прошло уже немало времени. За этот период провелось огромное количество исследований, благодаря которым технология постепенно совершенствовалась. Таким образом появилось много видов сварки, каждый из которых применяется в каком-то конкретном случае.

Самой лучшей на сегодня считается аргонодуговая сварка. Она также позволяет соединить металлические детали, только при помощи неплавящегося электрода, с использованием среды защитных газов и присадочного материала. Аргонодуговая сварка дает возможность создавать практически идеальные швы, как с практичной, так и с эстетичной стороны. Для работы не нужно использовать флюсы и защитные покрытия электродов, а после проведения работ место соединения не требует дополнительной обработки.
Стоит отметить большое количество положительных характеристик аргонодуговой сварки . Так, в процессе создания соединения отсутствуют искры и разбрызгивание металла. Сварочные аэрозоли выделяются в значительно меньшем количестве, чем при любом другом виде сварки.

Аргонодуговая сварка нашла свое применение в самых различных отраслях, где требуется создание прочных неразъёмных соединений с отличными декоративными качествами. Также ее используют при сваривании нержавейки, цветных и высоколегированных металлов, для которых требуются специальные электроды с особым покрытием.
Для соединения черных металлов аргонодуговая сварка используется довольно редко. Её применяют лишь в случаях, когда к внешнему виду и качеству шва предъявляются очень высокие требования. При этом, если сварка черного металла аргоном произвелась правильно, гарантирована полная однородность, отсутствие пор, центров повышенного напряжения, оксидов и прочих соединений, которые способны разрушить место соединения изнутри.
Правила и особенности аргонодуговой сварки черных металлов
Черный металл, в отличие от обычной сварки плавящимся электродом, при соединении аргонодуговым методом ведет себя очень «капризно». Здесь очень важна подготовка, которая заключается в следующих шагах:
1. Изначально в местах, где будет создаваться соединение нужно обязательно снять всю ржавчину и грязь. Это делается при помощи шлифовального круга или наждачки с мелким абразивом.
2. После снятия ржавчины все следует обезжирить ацетоном. При этом нужно выходить на 20 мм снаружи и 10 мм вовнутрь шва.
3. Для создания соединения аргонодуговой сваркой требуется применять присадочную проволоку. В некоторых случаях возможно использование и нержавеющей проволоки (особенно когда завариваются появившиеся от несоблюдения технологии поры).

4. После подготовки металлов нужно приступить к настройке и проверке газового оборудования. Здесь требуется проверить не только нормальную работоспособность редуктора, но и целостность шлангов, по которым будет подаваться аргон в место сварки. Помещение не должно иметь сквозняков, так как недостаток концентрации защитной среды сразу проявится в виде появления пористой структуры шва.
5. Если все готово, то можно приступать к сварке . При этом нужно помнить, что вести электрод нужно от себя под углом 450. Также нельзя более трех раз проходить одно и то же место, так как это чревато выгоранием металла с места соединения.

Обязательно при проведении сварки аргоном нужно следить за сварочным током. Если используются большие значения, то угол среза вольфрамового электрода должен увеличиваться пропорционально. Вылет его не должен превышать 6 мм. Труднодоступные места предусматривают и большее значение, но при этом также нужно увеличивать давление подачи аргона в зону сварки.
Если не соблюсти хоть один из вышеперечисленных пунктов, то появится огромная угроза образования пор, что ведет к значительному ослаблению шва и потери его эстетичных показателей.
Сварка аргоном – технология и видео уроки для начинающих
Сварка аргоном пользуется большой популярностью как у специалистов, так и у любителей, которым помогают ее осваивать видео уроки для начинающих. Используют данную технологию для сварки сложных в соединении металлов: нержавеющей и других видов легированной стали, титана, меди, алюминия, их сплавов и др. Что характерно, аргонодуговая сварка является одним из немногих способов, позволяющих получать качественные и надежные соединения деталей, изготовленных из перечисленных выше металлов.

Сварщик проводит сварочные работы в защитной среде аргона
Знание технологии сварки аргоном позволит сэкономить приличные деньги, которые в ином случае пришлось бы заплатить квалифицированным специалистам. Целью статьи, которая предлагается вашему вниманию, является предоставление всей необходимой информации, относящейся к сварке с аргоновой защитой (выбор сварочного аппарата, давления газа, расходных материалов, подготовка деталей различной формы и из разных материалов к работе, а также многое другое). Усвоив полученную информацию и пройдя несложное видео обучение, вы сможете начать варить детали из разных металлов по данной технологии.
В чем заключаются особенности аргонной сварки
Аргоннная сварка имеет много схожего с электродуговой и газовой технологиями (принцип нагрева кромок соединяемых деталей при помощи электрической дуги, использование газа и техника выполнения работ). Есть у данных методов и существенные различия, о которых должен знать как специалист, так и начинающий сварщик.
Расплавление кромок соединяемых заготовок и присадочного материала при выполнении сварки с использованием аргона, как уже говорилось выше, обеспечивает высокая температура, выделяемая в процессе горения электрической дуги. Необходимость использования аргона, выполняющего роль защитного газа, объясняется свойствами металлов, которые варят по данной технологии.
Легированные стали и большинство цветных металлов (а также сплавов на их основе) в процессе нагрева и расплавления начинают активно взаимодействовать с газами, содержащимися в окружающем воздухе – кислородом, азотом, водородом и др. В результате такого взаимодействия на поверхности обрабатываемого металла формируется тугоплавкая оксидная пленка (а расплавленный алюминий, контактируя с кислородом, может даже воспламениться).
Аргон, подаваемый в зону выполнения сварочных работ, обеспечивает ее надежную защиту, так как является инертным газом, который за счет своей большей массы выдавливает из области сварочной ванны все остальные газообразные соединения.
Аргон, который обеспечивает надежную защиту зоны сварки от окружающего воздуха и практически не взаимодействует с металлом деталей и присадочного прутка, позволяет получать качественные сварные швы, отличающиеся однородностью структуры и высокой надежностью. Важным является и то, что при использовании данного метода сварки, по сравнению с другими технологиями, сокращается расход присадочного материала.

Пример шва, выполненного аргоновой сваркой человеком, не имеющим большого профессионального опыта
Кроме того, аргон позволяет создавать в зоне сварки поток токопроводящей плазмы, которая облегчает прогрев и расплавление кромок соединяемых заготовок. Это также обеспечивает высокое качество формируемого шва.
Начинающим специалистам будет полезно узнать, что аргон следует подавать в зону сварки за 15–20 секунд до ее начала, а прекращать подачу через 10 секунд после ее окончания.
Варить по данной технологии можно плавящимися и неплавящимися электродами, в качестве которых используются стержни из вольфрама – самого тугоплавкого металла. На размер вольфрамового электрода оказывает влияние как состав материала, из которого изготовлены соединяемые детали, так и их толщина. Естественно, что от диаметра электрода зависит расход энергии, которую необходимо затратить на получение сварного соединения.
На сегодняшний день разработано три технологии выполнения сварки с применением защитного газа аргона:
- РАД – ручная сварка, для выполнения которой используется неплавящийся электрод;
- ААД – автоматическая аргонодуговая сварка, выполняемая с использованием неплавящегося электрода;
- ААДП – автоматическая сварка с использованием аргона и электрода плавящегося типа.

Сравнительная таблица различных методов сварки (нажмите для увеличения)
Если вы начинающий специалист и не знаете, какой аппарат для сварки аргоном приобрести, выбирайте оборудование, на котором присутствует обозначение TIG. Эта аббревиатура означает, что перед вами аппарат, специально предназначенный для выполнения сварки вольфрамовым электродом в среде защитного газа инертного типа.
Как выполняется сварка в среде аргона
Основным рабочим органом при выполнении аргонодуговой сварки является специальная горелка, внутри которой в цанговом держателе размещается вольфрамовый электрод. Держатель данного типа позволяет закреплять в нем электроды разного диаметра, которые подбираются в зависимости от характеристик соединяемых заготовок. Электрод, зафиксированный в горелке, должен выступать над ее торцом на 2–5 мм.

Трехкнопочная аргоновая горелка в комплекте со шлейфом, цангами и керамическими соплами
Вокруг электрода (по наружной окружности горелки) размещается сопло, представляющее собой трубку из керамики или кварцевого стекла. Данный конструктивный элемент горелки выполняет одновременно две важных функции: через него подается защитный газ в зону сварки, а также он предохраняет вольфрамовый электрод от соприкосновения с поверхностями соединяемых деталей.
Для того чтобы варить металл с помощью аргона, необходимо использовать присадочную проволоку, за счет которой и происходит формирование сварного шва. Состав такой проволоки, подаваемой в зону выполнения сварки вручную, необходимо подбирать таким образом, чтобы он максимально соответствовал составу металла, из которого изготовлены соединяемые детали. Перед началом сварки надо правильно подобрать и диаметр присадочной проволоки, для чего используют специальные справочные таблицы. Данный параметр зависит от размеров заготовок, которые предстоит варить.
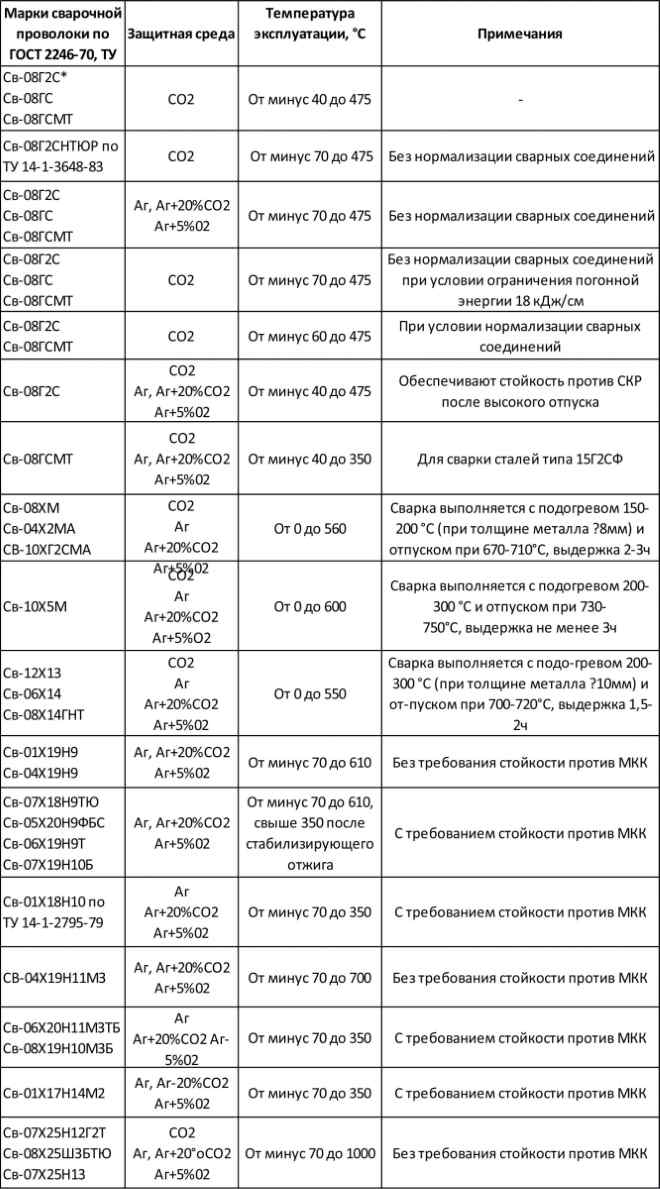
Таблица параметров некоторых разновидностей присадочной проволоки
Самым доступным методом выполнения сварки в среде аргона является именно ручной. Данный метод, обучение которому обычно не занимает много времени, предполагает, что и горелка, и присадочная проволока удерживаются в руках сварщика. Суть данного способа состоит в следующем. При помощи горелки, удерживаемой в одной руке, зажигается сварочная дуга. В зону сварки подается аргон, для чего используется специальная кнопка на держателе. При этом в другой руке сварщика находится присадочная проволока, которая и вводится в зону действия электрической дуги.
Очень важным условием формирования качественного и надежного сварного шва, формируемого с использованием сварки в среде аргона, является тщательная подготовка соединяемых заготовок.
Заключается такая подготовка в очистке и обезжиривании их поверхностей, а также в удалении тугоплавкой окисной пленки. Для выполнения таких процедур, о которых обязательно должны знать и начинающие, и опытные сварщики, можно использовать механические устройства (шлифовальная машинка) или химические средства.

Подготовленный к сварке бензобак
Прежде чем приступать к сварке, к соединяемым деталям необходимо подключить массу. Если варить предстоит мелкие заготовки, то их можно просто расположить на металлическом столе или в рабочей ванне, а уже к ним подключить провод массы. Выбрать силу сварочного тока и давление газа, которые зависят от характеристик соединяемых деталей, можно, ориентируясь на справочную литературу или на свой опыт. Защитный газ, как уже говорилось выше, начинают подавать в зону выполнения сварки за 20 секунд до ее начала.
Расстояние от электрода до поверхности заготовок, между которыми горит сварочная дуга, должно быть небольшим – порядка 2 мм. Это позволит хорошо проплавить кромки соединяемых деталей и получить качественный сварной шов. Если увеличить это расстояние, будет не только сложно проплавить кромки деталей, но и сам сварной шов получится слишком широким и неаккуратным. Широкий сварной шов, кроме того, характеризуется невысокой надежностью, в нем возникают значительные внутренние напряжения.
Очень важно при выполнении сварки в среде аргона правильно подавать присадочную проволоку в рабочую зону. Делается это медленными и плавными движениями, чтобы не допустить разбрызгивания расплавленного металла.
При обучении данной технологии очень важно усвоить, что горелкой и присадочной проволокой движения совершаются только в продольном направлении – вдоль оси формируемого шва. Ни в коем случае нельзя делать поперечные движения, так как поток защитного газа окажется вне зоны формируемого сварного шва, что станет причиной значительного ухудшения качества соединения.
Горелку и присадочную проволоку необходимо располагать под углом к поверхности соединяемых деталей: это даст возможность сформировать качественный, надежный и аккуратный сварной шов. При этом присадочная проволока располагается и подается в зону формирования шва перед горелкой.
Технология выполнения аргонной сварки предполагает применение осциллятора, при помощи которого легко зажигается сварочная дуга. Кроме того, при использовании этого устройства ее горение отличается высокой стабильностью.

Осциллятор (стабилизатор сварочной дуги) ОСИ-264
Суть работы осциллятора заключается в том, что он вырабатывает импульсы высокочастотного тока, отличающегося большим значением напряжения. Типовой осциллятор способен преобразовывать электрический ток со стандартными параметрами (220 В, 50 Гц) в импульсы с частотой 500 кГц и напряжением до 6000 В.
При обучении рассматриваемой технологии начинающему специалисту необходимо усвоить еще одно важное правило: при зажигании сварочной дуги нельзя прикасаться вольфрамовым электродом к поверхности деталей, это приведет к оплавлению электрода и загрязнению свариваемых поверхностей.
За счет использования осциллятора дуга может зажигаться без такого соприкосновения. В большинстве случаев электрическую дугу при выполнении сварки в среде аргона и с использованием вольфрамового электрода зажигают на специальной угольной пластине. Только после этого дугу переводят на соединяемые детали.
Особенности этой процедуры хорошо демонстрируют видео уроки.
Требуемое оборудование и режимы сварки
Для выполнения сварки в среде аргона можно использовать как серийное оборудование, так и аппарат, который изготовлен путем модификации стандартного сварочного трансформатора. Перечень оборудования, которое потребуется для выполнения сварки по рассматриваемой технологии, выглядит следующим образом:
- сварочный трансформатор, значение напряжения холостого хода у которого должно быть не меньше 60 В;
- осциллятор, обеспечивающий быстрое зажигание сварочной дуги и ее стабильное горение;
- контактор, при помощи которого сварочный ток будет подаваться к горелке;
- таймер, отвечающий за время обдува зоны сварки защитным газом.
Кроме того, для сварки обязательно потребуются следующие устройства и материалы:
- горелка;
- баллон с аргоном, оснащенный редукторным устройством, при помощи которого будет регулироваться давление подачи газа;
- набор вольфрамовых электродов различного диаметра;
- шланг для подачи защитного газа;
- провода для подключения к сварочному аппарату горелки и массы;
- провод, по которому электрический ток будет поступать к самому сварочному аппарату;
- присадочная проволока соответствующего химического состава.
Весь набор оборудования, необходимого для осуществления сварки в среде аргона, можно приобрести в готовом виде или укомплектовать самостоятельно, изготовив некоторые элементы своими руками.
При самостоятельной комплектации можно сэкономить приличную сумму, так как серийные наборы для аргонной сварки стоят недешево. Более того, самостоятельная сборка при наличии необходимых знаний и соответствующего опыта даст возможность внести в оборудование улучшения, которые сделают его более надежным, удобным в работе и функциональным. С принципами, по которым комплектуются наборы для аргонодуговой сварки, также можно познакомиться по видео.
Для получения качественного сварного соединения очень важно правильно выбрать режимы технологического процесса. Сюда относятся сила сварочного тока и давление, с которым защитный газ будет подаваться из баллона. Кроме того, важен тип используемого тока и полярность его подключения.
Все вышеперечисленные параметры, зависящие от материала изготовления соединяемых деталей и их геометрических параметров, можно подбирать по справочным таблицам. Однако есть ряд несложных правил, которые помогут начинающему сварщику ориентироваться при таком выборе.
- Аргонодуговую сварку деталей из меди, ее сплавов и различных типов легированных сталей, чугуна и титана необходимо выполнять на постоянном токе обратной полярности.
- Алюминий и его сплавы, бериллий и магний следует варить на переменном токе обратной полярности, так как это позволяет эффективно разрушать оксидную пленку на поверхности данных металлов.
- На выбор давления подачи защитного газа серьезное влияние оказывает место выполнения сварочных работ. Так, если сварка выполняется на улице, где воздушные потоки могут двигаться со значительной скоростью, выбирают большее давление подачи, а в помещениях – меньшее.
Усвоив всю теоретическую информацию, посмотрев обучающее видео, демонстрирующее процесс выполнения аргонодуговой сварки, набив руку и набравшись опыта по сварке деталей из обычной стали, начинающий специалист сможет достаточно быстро освоить данную технологию и эффективно использовать ее в своей работе.
Сварка черного металла аргоном
Сварка аргоном черного металла относится к категории относительно невысокого уровня сложности работ. Для данного процесса свойственно присутствие качественности осуществления сварочной деятельности.
В большинстве случаев задействование сварки аргоном железа происходит для разрешения ситуаций сложного характера, когда имеет место осуществление работ с применением сложно свариваемых металлических элементов, для которых высок риск возникновения дефектов и брака.

Черный металл отмечается высоким уровнем сварки при наличии различного рода условий с получением положительного результата.
С целью проведения сварки черного металла используется специальный элемент в виде присадочной проволоки без покрытия защитного характера. Для того, чтобы создать защитную среду в области сварной ванны от действия таких факторов внешнего характера, как грязь, мусор, поступление кислорода из атмосферы, задействуется аргон.
Суть процесса сварки черного металла
Основополагающим нюансом, способным создать дискомфорт в ходе выполнения сварочных работ, является присутствие кипения в области сварной ванны. Данный процесс возникает в результате недостаточности нагрева обрабатываемого металла. С целью нивелирования вероятности возникновения подобного развития событий рекомендуется осуществлять верный выбор присадочного материала с одномоментным задействованием флюса, способствующего необходимому раскаливанию заготовки.
В течение сварки железа с особой тонкостью обрабатываемого металла посредством присутствия аргоновой составляющей достигается ускоренное проведение сварочных работ ввиду отсутствия вероятности прожигания используемой детали. Как результат, формируется сварочное соединение повышенного качества, что сказывается на прочности и долговечности изделия.
Преимущества сварочного процесса
В ходе осуществления сварочных работ считается возможным выделение конкретных положительных аспектов, среди которых присутствуют такие моменты, как:
- несложность осуществления процесса сварки металла повышенной тонкости;
- снижение вероятности получения дефектов и брака в обрабатываемой детали;
- возможность задействования сварочных швов подобного характера повсеместно в многочисленных сферах;
- относительная легкость реализации сварочного процесса на практике;
- исключение возможности неудачи в момент зажигания дуги;
- создание непрерывных сварочных швов за счет задействования проволоки необходимой длины;
- возможность осуществления подогрева обрабатываемого металла посредством применения газа горелки;
- минимальная необходимость в осуществлении подготовительных работ по отношению к свариваемому металлу.
Недостатки процесса сварки
Как и для любого процесса и вида деятельности, для сварки железа аргоном присуще наличие недостатков. К числу подобных дискомфортных аспектов принято относить:
- присутствие повышенной стоимости осуществления процесса по сравнению с иными видами сварочных работ;
- высокая вероятность перехода категории выполняемой работы в группу рисковой деятельности ввиду присутствия и непосредственного использования газовой составляющей;
- присутствие ситуаций вскипания в области сварной ванны, что сопровождается явлениями разбрызгивания металлической составляющей в различные стороны от места проведения сварочных работы, что имеет результатом соединение низкого качества с одномоментным формированием условий, опасных для жизни;
- недостаточная представленность и доступность определенных приспособлений, необходимых для организации сварочного процесса.
Инструмент для сварочных работ

Степень получаемого качества в результате сварочных работ значительно зависит от применяемых материалов, а также инструмента, которым непосредственно будет осуществляться процесс. Для того, чтобы найти ответ на вопрос, как качественно варить железо сваркой, важно понимать значимость изучения технологии проведения работ, но и зависимость результата сварки от состава металла, задействованного в ходе сварочного процесса.
Временами довольно трудно определить точную структуру свариваемого материла, в результате чего допустимым принято считать применение распространенных марок составляющих элементов сварочного процесса.
Следует помнить, что основа успеха работ зависит от того, как специалист будет сваривать железо сварочным аппаратом с учетом соблюдения выставленных режимов, которые будут учитывать толщину используемого материала.
Технологический аспект сварочного процесса
Перед тем, как сварить тонкое железо электродом, важно провести подготовительные работы, а именно зачистить будущее соединительное место. Предполагается устранение масляной пленки за счет растворителя или иного вещества химической природы. Затем следует поместить флюс на поверхность обрабатываемого металла и выставить необходимые параметры.
В течение проведения сварочных работ следует соблюдать правила безопасности. В завершении процесса рекомендуется оценить качество проведенной сварки.
