

Станок для заточки пильных дисков своими руками
Заточной станок для дисковых пил: сборка своими руками, устройство и правила заточки
Время от времени нужно затачивать режущий элемент дисковой пилы. Заточка циркулярной пилы требует определенных знаний, специального оборудования. Существуют станки, предназначенные для этих целей.
Станки для заточки дисковых пил — группа устройств для возобновления остроты режущих элементов. В зависимости от функциональных особенностей они бывают:
- Автоматическими. Агрегаты устанавливаются на крупных предприятиях.
- Полуавтоматическими, механическими (инструменты для затачивания резцов вручную). Отличаются невысокой производительностью, в основном применяются в домашних мастерских.
При заточке цепей для продольного пиления используются другие устройства, способные заострять каждый зуб с помощью напильников.

Все оборудование, включающее в комплектацию электрический привод, схоже по принципу действия. Отличается только производительность. Так, маломощные бытовые образцы могут беспрерывно функционировать до 20 минут. После их необходимо отключать на это же время для охлаждения.
Профессиональные инструменты могут работать до 8 часов. Им требуется всего несколько коротких перерывов по 20–30 минут. У некоторых агрегатов есть абразивный круг для заточки, шлифовальная лента аналогичного действия.
В большинстве случаев пильный инструмент можно заточить на станках, основным элементом которых является точильный диск. Ленточные устройства больше подходят для промышленного использования с большими объемами чистовой шлифовки.
Заточные станки комплектуются кругами, отличающимися:
- толщиной — 16–40 мм;
- наружным диаметром — 12–250 мм;
- крепежным отверстием — 12,7,16, 20, 32 мм;
- материалом изготовления.
На то, из чего сделан абразив, нужно обращать особое внимание: от качества зависит результат работы. Кроме обычных резаков существуют круги, на которых есть усиливающая пайка — пластина из твердых сплавов. Чаще всего встречаются корундовые, алмазные круги. Они хорошо справляются с заточкой дисков с твердосплавными напайками, предназначенными для резки особо твердых материалов.

Круг для установки необходимо приобретать с учетом характеристик дисковых пил. Абразивная лента подбирается в соответствии с размерами станков. Также учитывается зернистость, влияющая на характер шлифовки.
Как выполнить заточку
Абразивный диск очищают от загрязнений, остатков снятого материала, выставляют угол наклона. Заточку начинают с передней части зуба. Максимально допустимый для снятия слой металла — до 0,20 мм.

Необходимо обеспечить правильную подачу режущего элемента к заточному диску. Затачиваемый круг должен всей плоскостью соприкасаться с абразивом. В процессе работ нужно следить за тем, чтобы лезвие не перегревалось. Избежать повышения температуры материала до критических отметок можно путем регулировки скорости вращения абразивного элемента, смачивания его небольшим количеством воды перед работой.
Круги с алмазным напылением, обрабатывающие победитовый режущий инструмент, обычно охлаждают специальной жидкостью (СОЖ). Процесс можно считать завершенным после появления равномерного заусенца по всей поверхности кромки лезвия. Окончательную шлифовку выполняют вручную.
Нужно помнить, что станок одновременно может обрабатывать заготовку только в одной плоскости.
Важно знать
Основной износ пилы приходится на верхнюю кромку зубьев. Она больше всего соприкасается с обрабатываемым материалом. Из-за постоянного контакта с твердыми поверхностями округление ее центральной грани может достигать 0,3 мм. Это критический показатель. Необходимо следить за тем, чтобы центральный выступ округлялся не более чем на 0,2 мм, иначе будет сложно хорошо заточить элемент, потребуется много времени.
Степень износа обычно определяют по состоянию зубьев, качеству реза. У каждого режущего диска существует ресурс. В большинстве случаев это 30–35 заточек.
Нельзя допускать образования на режущей кромке во время ее обработки с помощью станков зазубрин, сколов, других дефектов, нарушающих целостность металла.
Сборка самодельного точила
Для сборки потребуется:
- электропривод,
- суппорт,
- наклонный механизм,
- винтовые ограничители.

Круг необходимо зафиксировать на двигателе. Дисковое полотно устанавливается на суппорт, при этом винтовые ограничители обеспечивают движение резака по оси круга, создавая необходимый угол наклона. Правильная фиксация диска пилы относительно абразива — основное требование заточки. Чтобы углы были соблюдены, потребуется регулируемая подставка, закрепленная в одной плоскости с кругом на раме устройства. Устанавливая диск на подставку, нужно следить за тем, чтобы зубья размещались перпендикулярно плоскости станка.

При самостоятельной сборке приспособления для заточки дисковых пил рекомендуется пользоваться чертежами и схемами.
Заточка может выполняться и механическими приспособлениями. Но при применении специальных агрегатов сокращается время работы, заточенный резак будет иметь более острую кромку.
Заточка дисковых пил
Дисковые пилы используются повсеместно в строительстве. Многие работы требуют проведения изменения размеров используемых строительных материалов, создания надрезов и многое другое. Циркулярная пила позволяет быстро провести разрезание самых различных материалов, при этом скорость резания очень большая, а качество сделанного среза наилучшее. Постоянное использование рассматриваемого оборудования определяет то, что режущий инструмент начинает затупляться, это оказывает значительное влияние на эффективность проводимых работ и их качество. Именно поэтому многие задумываются о том, как выполняется заточка дисковых пил своими руками. Ведь умение качественно выполнять подобную работу позволит существенно сэкономить.

Необходимые инструменты
Своими руками диски для циркулярной плиты можно заточить только при наличии специальных инструментов. Также есть станок, который позволяет автоматизировать процесс, сделать его более эффективным.
Для проведения работы по заточке диска своими руками можно использовать нижеприведенные инструменты:
- монтажные тиски;
- напильник;
- брусок из дерева.
Также можно использовать заточной станок для дисковых пил, для которого не нужны вышеприведенные инструменты.
Когда нужно проводить работу по восстановлению дисковых пил?
Довольно важным вопросом можно назвать определение того, когда должна быть проведена заточка дисковых пил. Сильный износ может привести к отсутствию возможности проведения подобной работы. Можно выделить три четких сигнала, которые определяют необходимость проведения заточки диска циркулярной пилы:
- Появление дыма, нагревание защитного кожуха. Приспособление, как правило, имеет специальный защитный кожух, который может нагреваться, если диск затупился. Также следует отметить, что в особых случаях происходит появление дыма вследствие сильного нагрева зоны резания.
- Также при механической подаче, когда нажим регулируется своими руками, следует придавать большое усилие для получения необходимого результата.
- При обработке древесины или другого материала в зоне резания появляются следы нагара и соответствующий запах.
В вышеприведенных ситуациях рекомендуется проводить заточку диска циркулярной пилы.
Принципы и углы заточки дисковых пил
Пила имеет четыре главных угла заточки дисковой пилы по рабочей части. Рассматриваемые углы, как и сама форма зуба, можно назвать основными эксплуатационными характеристиками. Каждый зуб можно охарактеризовать следующим образом:
- передний и задний угол;
- углы среза передней и задней поверхности.
Значения вышеуказанных параметров зависят от назначения распиливающего приспособления, типа материала заготовки.

Поверхности зуба дисковой пилы
По вышеуказанным параметрам можно выделить несколько пил:
- для выполнения продольной резки. В данном случае передний угол должен иметь показатель от 15° до 25°.
- при выполнении поперечной резки рассматриваемый показатель должен быть от 5° до 10°.
- универсальный вариант рекомендуется затачивать под углом 15°.
Тип обрабатываемого материала также определяет то, какие показатели должен иметь зуб. Как правило, чем тверже материал, тем он более труднообрабатываемый. Именно поэтому рекомендуется в меньшей степени заострять режущие зубья.
При длительном использовании пилы из твердосплавного материала значительный износ происходит на самой верхней режущей кромке. При рассмотрении плоскости зуба стоит отметить, что больший износ касается передней поверхности.

Типы зубьев дисковых пил
Выполнение заточки дисковых пил в домашних условиях
Наточить пилу можно своими руками без использования специального точильного станка, который имеет большую стоимость и используется по предназначению достаточно редко по причине использования твердосплавного материала при создании режущей кромки. Однако просто держать круг в руках нельзя, так как нужно добиваться определенных параметров среза для обеспечения необходимого показателя эффективности работы.
Для фиксации зубчатого круга в строго заданном положении используется обыкновенная плоская подставка. Она имеет нижеприведенные особенности:
- Поверхность плоской подставки должна совпадать с уровнем оси заточного диска.
- Зубчатый круг располагаем на подставке так, чтобы плоскость затачивания находилась перпендикулярно к полотну пилы.
- Рассматриваемое приспособление для зубьев, расположенных под определенным углом, оснащают поворотным шарниром.
Рассматриваемое приспособление позволяет проводить фиксацию обрабатываемого элемента по отношению к используемому абразивному материалу. При помощи цветного маркера проводится нанесение разметочных линий, которые позволяют выбрать правильный угол. Также необходимы тиски, в которых крепится созданное приспособление для фиксации.
Заточка при помощи станка
Если есть возможность приобрести специальный станок, то рассматриваемый процесс можно провести с максимальным показателем эффективности. Подобное приспособление имеет компактные размеры, его можно использовать в домашних условиях.
Особое внимание уделяется выбору абразивного круга. В этом случае отметим нижеприведенные нюансы:
- Твердосплавный диск сложно заточить.
- При выборе следует обращать внимание на круги из эльбора, с алмазной крошкой или с зеленого карбида кремния.
Процесс заточки при использовании профессионального оборудования очень прост. Крепление диска происходит при помощи специального фиксатора. Он создан с расчетом конструктивных особенностей круга. Особое внимание уделим тому, что при применении специальных станков очень просто провести заточку дисковых пил с выдерживанием необходимых показателей. При этом погрешность минимальна. Это связано с тем, что конструкция имеет специальный измеритель показателя угла. Для того чтобы не ошибиться на момент проведения работы с тем, какие зубья были уже подверглись обработке, следует при помощи маркера пометить начальную точку.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Самодельный станок для заточки дисковых пил: технические характеристики и схемы
Применение дисковых элементов нашло распространение во многих областях промышленности, поэтому большое распространение приобрел станок для заточки дисковых пил. Главное требование, предъявляемое к такому инструменту — высокое качество резки материалов. Заточка — не такое простое занятие, как может показаться на первый взгляд. В этом деле не обойтись без специального оборудования. На то, насколько сложной будет операция, влияют следующие показатели:
— из какого материала сделан элемент;
— размер диаметра пилы;
— угол наклона и форма зуба.
Станок
Станок для заточки дисковых пил — это не одно какое-то устройство. Так можно назвать большую группу оборудования и инструментов специального назначения.

— Автоматические. Весть процесс заточки полностью механизирован и нет необходимости в участии человека. Такие аппараты применяются в производственных целях.
— Ручные. Это могут быть любые приспособления и инструменты для заточки ручным методом. Производительность такого оборудования гораздо ниже автоматов. Такой вид нашел применение в кустарных мастерских для бытовых нужд.
Оборудование такого рода в широком ассортименте представлено в продаже, отличаться аппараты могут функциями, мощностью и ценой. Ручной станок для заточки дисковых пил, цена которого будет значительно ниже (порядка 20 тысяч рублей), можно изготовить самостоятельно. Оборудование состоит из плотна и пластин из твердых сплавов, которые служат резцами.
Пластины для них изготавливают из сплавов различного состава.

Различия в зубьях пластин
Зуб твердых сплавов имеет основные четыре плоскости для работы: переднюю, заднюю и боковые (вспомогательные). Когда плоскости пересекаются между собой, образуются режущие кромки: главная и пара вспомогательных.
Форма зубьев бывает следующей:
— Прямая. Применение такой формы будет оправдано, когда требуется продольный распил быстрый по времени и не обязательный по качеству.
— Косая или скошенная. Угол наклона задней формы при этом может быть правым или левым, они чередуются между собой. Такая конфигурация больше всего распространена. Различные по размеру заточки служат для работы с разными материалами в любых направлениях.

— Трапециевидная. У этого зуба медленнее затупляются кромки, чем у скошенного. Чередуют его с прямым. При этом черновой распил происходил более длинным трапециевидным, а чистовой — коротким прямым.
— Коническая. Такая форма зубьев выполняет черновой распил нижнего края досок, при этом верхний уберегается от сколов. В основном передняя грань такого элемента плоская. Но если сделать ее вогнутой, то возможно применять данный аппарат для поперечного распила в чистовом варианте.
Углы заточки
Основными углами являются те, которые определены формой зубьев. Это передний и задний, а также скос по передней и задней плоскостям.
Для продольного распила переднего угла рекомендуют устанавливать градус в пределах от 15 до 25. Для поперечного – 5-10 градусов. Для универсальных пил обоих сечений правильнее выбрать усредненное значение, равное 15 градусам.
Размер угла определяется также твердостью материала распила.

Купить станок для заточки твердосплавных дисковых пил можно по стоимости от 15 000 рублей. Можно раскошелиться и на более дорогие устройства. Например, PP-480Z будет стоить своему владельцу 280 000 рублей. Цены варьируются и зависят от назначения устройства, его функций, мощности и производительности. Для небольшой мастерской или домашнего использования можно приобрести станок для заточки дисковых пил JMY8-70. Его стоимость — в пределах 18 000 рублей.
Правила заточки
Главный износ зубьев пилы происходит на верхней кромке, которая непосредственно участвует в резке. Ее округление может составлять 0,3 мм. Изменяется раньше остальных центральная грань.
— Нельзя допускать того, чтобы износ пилы был значительным. Кромка может быть скруглена не выше, чем на 0,2 мм. Точить пилу, затупленную больше этого значения, тяжелее. На это потребуется больше времени, чем для инструмента с нормальным износом. Степень износа определяется или по виду распила, или по зубьям.
— Нельзя забывать о том, какое количество производимых заточек максимально возможно. Это значение расположено в пределах 30-35 раз. Для достижения такого результата проводят обработку сразу обеих поверхностей.

— Перед началом работы следует очистить рабочий диск от загрязнений, а также замерить углы наклона. Подготовка к заточке ведется с передней части зуба. Слой металла, который может быть снят, составляет 0,20 мм.
— Если при заточке используются абразивные алмазные круги, то их нужно охлаждать жидкостью специального состава (СОЖ). Для лучшего качества и снижения удельного веса лучше подобрать круг высокой зернистости.
— Нельзя допускать зазубрин и неровностей, даже если это самодельный станок для заточки дисковых пил. Они могут привести к несвоевременному выходу из работы и крошению металла.
Кустарный
Провести заточку самостоятельно большого труда не составит. Особенно если есть необходимо оборудование. А если нет, то можно смастерить его своими руками. Изготовить станок для заточки дисковых пил, цена которого только порадует, можно из несложных деталей. Для этого понадобятся следующие основные элементы:
Круг закрепляется на двигателе, дисковое полотно – на суппорте, винты при этом будут обеспечивать движение заготовки по оси круга, что обеспечит нужный угол.
Основной задачей для такого элемента, как станок для заточки дисковых пил, является их фиксация в требуемом положении относительно круга. Необходимо это для точного соблюдения углов, этого может обеспечить подставка, крепящаяся на раме станка в одной плоскости с кругом.
При расположении диска на подставке, зубья должны быть перпендикулярны плоскости пильного станка.
Трудности в работе
Применяя заточной станок для заточки дисковых пил, можно столкнуться с трудностью, связанной с образованием неверных углов. Для устранения такого дефекта нужно провести фиксацию центра пилы в необходимом положении относительно круга. Решить такую задачу сможет паз, изготовленный на подставке. Он поможет выровнять пилу. Есть и проще решение – изготовить упоры в рабочей поверхности, которые смогут зафиксировать аппарат в правильном положении.
Эксплуатация
Перед началом самостоятельного изготовления данного агрегата, нужно продумать чертежи станка для заточки дисковых пил. Их можно рассчитать своими силами, а можно обратиться к профессионалу. В любом случае, чтобы понять все тонкости будущего устройства, без предварительного бумажного варианта не обойтись. Если есть необходимые познания, то можно справиться, не обращаясь к мастеру.

Станок для заточки дисковых пил, своими руками созданный, имеет большое преимущество в отношении цены перед заводским агрегатом. Также он не требует владения специальными навыками для работы.
Заточка без станка
Наточить пилу можно дома без помощи станка. Но не стоит при этом держать ее вручную, проводя заточку на шлифовальном круге. Для правильности работы усилия рук будет недостаточно, и глазомер не сможет выверить нужный угол. Для упрощения задачи можно воспользоваться каким-либо устройством фиксации, для такой цели пригодится обычная плоская поставка. Ось заточного диска при этом должна совпадать с поверхностью подставки. А круг, в свою очередь, должен размещаться перпендикулярно пиле. При необходимости сделать углы конструкцию делают подвижной с помощью шарниров. Но тут возникает трудность в соблюдении одинаковой величины угла передней и задней заточки. Избежать этого поможет жесткая фиксация пильного круга в отношении абразивного диска. Это можно сделать при помощи оправочного паза или крепления упоров в подставке, которые позволят закрепить угол.
Заключение
Как и любой инструмент, дисковая пила нуждается в правильной эксплуатации и уходе. Соблюдение технологии позволит увеличить срок службы изделия.
Итак, мы выяснили, как сделать станок для заточки твердосплавных дисковых пил. Для этого понадобится совсем немного материалов, а также некоторые навыки и желание собственноручно смастерить полезную вещь.
Станок для заточки дисков циркулярной пилы своими руками
Острый инструмент всегда является залогом качества работы и, как не странно, более безопасен. Однако даже самый качественный и дорогой пильный диск со временем теряет свою остроту. И чаще всего это замечаешь в самый неподходящий момент.
Первое время я отдавал точить диски «профессионалам», но от результата их работы был в ужасе. Так как хороших мастеров в городе не нашел, а профессиональный станок для домашней мастерской приобретать не было смысла я несколько лет назад собрал простенькое заточное приспособление на базе микродрели.
Качество от его работы было среднее, но не хуже чем у местных «профи». У этого приспособления было ряд недостатков: во-первых двигатель очень шумный и слабый по мощности, во-вторых тонкий алмазный диск мог изгибаться при сильном давлении и сбивался угол заточки, в третьих, при изменении угла наклона диска сбивалась центровка, так как ось вращения была сдвинута в бок от кромки зуба. Однако это решение было лучше, чем ничего и на несколько лет мне его хватило.
Идея сделать более мощный и жесткий станок возникла с приобретением специального заточного диска. У меня валялся небольшой асинхронный двигатель от центрифуги старой стиральной машины и наконец, ему нашлось применение.
На двигателе был установлен длинный вал для крепления центрифуги. В свое время я его не снял, и это было большой удачей. При тестовой проверке даже на конце вала отсутствовало биение, а мне было нужно вынести крепление диска как можно дальше от корпуса двигателя. Если такого удлинителя нет, то можно придумать ременную передачу, но это увеличит размеры конструкции.
Первым делом я закрепил двигатель и пусковые конденсаторы на фанерной угловой платформе. Угловое соединение делал с помощью ящичного шипа на своем приспособлении . Это соединение очень жесткое и прочное, но для надежности я добавил крепежные уголки с задней части двигателя.
Из фанерных шайб набрал крепление диска. Чтобы убрать биения, посадочное место диска выточил прямо на этом двигателе. Со стороны фиксирующей гайки добавил дополнительную фанерную шайбу большого диаметра для плотной и ровной фиксации.
Контроль биения я делал с помощью стрелочного индикатора, вращая диск руками.
На этом работа по установке диска была завершена, правда позже я развернул его другой стороной – так получилось удобнее и компактнее.
Теперь нужно собрать подвижный стол для крепления диска. В прошлой конструкции была проблема с установкой угла наклона диска. Дело в том, что у меня много разных по диаметру и назначению пильных дисков и они все имеют разные углы заточки и расположение напаек. Под каждый диск нужно подстраиваться, а если центр вращения регулировки наклона стола не попадает на точку, где заточной диск касается зуба, то любой наклон приводит к смещению в сторону. Эта проблема есть и на циркулярных пилах и я решил сделать наклон стола по аналогии с циркулярным станком.
Для этого использовал радиусные направляющие, которые изготовил на своем самодельном фрезерном станке с ЧПУ . Это было проще и точнее сделать. При расчете радиусных направляющих нужно учитывать толщину стола и все зазоры.
Между собой направляющие соединяются квадратными палочками. К направляющим я также прикрепил металлический стержень, по которому будет двигаться с одной стороны стол.
На стержень также добавил фиксатор, который не даст двигаться столу слишком далеко в сторону заточного диска. С другой стороны стол скользит просто по рейке из дуба. Центр тяжести так расположен, что стол плотно придавливается к рейке своим весом. Установив пильный диск на стол я нашел точку крепления радиусных направляющих, которые одновременно являются и крепежными вертикальными стойками.
Осталось сделать регулятор наклона диска. Изменение наклона должно быть с минимумом люфтов, поэтому я придумал систему рычагов, которая управляется гайкой на шпильке.
Сначала изготовил крепеж подшипников, которые подходили для шпильки. Нужны маленькие подшипники, так как места было не много. После этого собрал ручку на шпильке.
Самостоятельная сборка станков для заточки дисковых пил
Дисковая пила по дереву – это распространенный на рынке инструмент, используемый не только на производстве, но и в домашнем хозяйстве. Но со временем качества агрегата ухудшаются, так как режущий элемент затупляется. Большинство организаций используют специальное оборудование, а в небольших масштабах предприниматель могут соорудить станок для заточки дисковых пил своими руками.
Для заточки пильных дисков требуются определенные навыки и знания, без которых мастера могут пострадать. Особенно это предостережение относится к тем специалистам, которые используют самодельный станок для заточки дисковых пил.
Виды аппаратов
Прежде чем приступать к изготовлению оборудования, необходимо выяснить, какие станки встречаются вообще. Классифицируются они по двум принципам.

Автоматические – такие станки способны выполнять основные функции без непосредственного вмешательства человека. Чаще всего применяются они на производствах, где нужно обрабатывать большое количество материалов каждый день.
Полуавтоматические агрегаты – для их работы человеческое вмешательство необходимо. Вся работа выполняется вручную. Именно такие устройства применяются в домашнем хозяйстве.
Подобная классификация мастерами названа условной, ведь основная разница между представленными аппаратами заключается лишь в производительности. Домашний станок в непрерывном режиме способен работать не более 20 минут. Что касается профессионального оборудования, то тут отрезок времени значительно больше.
Важно обратить внимание и на комплектацию устройств. В этом плане разделить оборудование можно на такие виды:
- с абразивными точильными кругами;
- станки, оснащенные шлифовальной лентой.
Первый тип применяется чаще, чем второй, все оборудование производится из твердосплавных пластин и полотна.
Профессиональные станки работают беспрерывно до 8 часов, но они имеют значительные габариты и мощность. Процедура заточки зависит от параметров устройства:
- толщины диска (16–40 мм);
- наружного диаметра (1,2–25 см);
- отверстия для крепежа;
- материала изготовления.
Последний параметр важный: существуют алмазные, корундовые круги, элементы с усиливающей пластиной из твердых сплавов.

Характеристики пильных дисков
Прежде чем сделать станок для заточки пильных дисков своими руками, нужно выяснить, какими производятся круги. Они отличаются между собой размером и формой зубьев.
Прямые. Они применяются для продольного быстрого распила материала. При этом качество работы не имеет значения – оно не блещет.
Скошенные. Такие зубья на станках встречаются чаще всего. Тут заточка производится правой или левой. При использовании таких циркулярных пил практически не происходят сколы, которые часто появляются на краях обрабатываемого материала. Применяются подобные круги для работы с разными материалами: деревом, пластмассой, ДСП. Резать они могут вдоль и поперек.
Трапециевидные. Такие круги способны служить продолжительное время без заточки. Такие зубья применяются одновременно с прямыми. Это обеспечивает глубокое пиление, при этом распил получается качественным и ровным.
Конические. Благодаря им существует возможность нарезать нижний слой древесины (ламината).
Важен угол заточки. Он встречается передний и задний, а еще скос по задней и передней плоскости. Для продольного распила переднего угла необходимо значение 15–25 градусов. Поперечный составляет 5–10 градусов. Угол зависит от того, насколько твердым является материал изготовления пильного диска. Чем он прочнее, тем градусы меньше.
Особенности изготовления самодельного станка
Заточной станок для дисковых пил своими руками соорудить несложно, нужно только иметь схему и собрать соответствующие материалы. Состоит оборудование и таких частей:
- двигатель – на нем размещается и приводится в работу точильный круг;
- суппорт для фиксации полотна;
- устройство для размещения диска под нужным углом;
- винты, позволяющие перемещать заготовку вдоль оси точила.
Сначала специалистами производится установка круга на двигатель агрегата, а потом мастера фиксируют наждачное полотно на нем. Чтобы самодельный заточной станок для дисковых пил работал правильно, необходимо оснастить его специальной подставкой. Она проходит настройку и должна крепиться в одной плоскости с кругом на раме аппарата.
Подставку мастера могут сделать подвижной. Для этого одна сторона жестко крепится к раме, а вторая – при помощи шарнира. Это даст возможность менять расстояние и угол наклона пилы. Но на подставке должен присутствовать специальный паз, при помощи которого проводится оправка пилы.
Пильный диск следует устанавливать на круг так, чтобы зубцы располагались перпендикулярно плоскости станка. Перед сборкой необходимо разработать и нарисовать чертежи, которые существенно облегчат работу.
Правила заточки диска
Какие бы качественными ни были самодельные станки для заточки циркулярных пил, сама процедура должна проводиться правильно. Она предусматривает соблюдение таких правил:
- Процедуру нужно повторять до 35 раз. Это позволит добиться максимальной режущей способности круга.
- Если же обработка будет одновременно проводиться по передней и задней поверхности, то время заточки сократится в 2 раза.
- Перед обработкой следует тщательно очистить диск от загрязнений. После этого измеряются углы наклона зубьев.
- В первую очередь заточке подвергается передняя сторона, а только потом задняя.
- Слой, который будет сниматься, не должен превышать 0,2 мм. Если он будет меньше 0,03 мм, то толку от процедуры не будет.
- В случае применения абразивных кругов на основе алмазной крошки, то аппарат нужно будет периодически охлаждать.
- Охлаждение можно достичь при помощи специальной жидкости. Решается эта проблема и по-другому – необходимо применить крупнозернистое точило.
- Пильная часть должна иметь гладкую поверхность.
- Если о время процедуры на металле появились царапины или зазубрины, то он скоро раскрошиться.
- Нельзя допускать чрезмерного затупления зубьев. Ситуация не только ухудшит производительность циркулярной пилы, но и увеличит время заточки изделия.

При соблюдении этих правил даже самодельный станок позволит произвести обработку правильно и максимально эффективно.
Особенности использования станка
Чтобы осуществить заточку, хозяину не нужны специальные навыки. Требуется только соблюдать осторожность и правила поведения у станка:
- Следует регулярно проводить чистку поверхности точильного круга от загрязнений и следить за его состоянием.
- Пильный диск во время работы должен располагаться правильно.
- При выполнении процедуры надо следить за нагревом обрабатываемого материала.
- Если на кромке пильного диска присутствует равномерный заусенец, то заточку необходимо считать выполненной.
- После обработки лезвий точилом, их нужно тщательно отшлифовать.
Любая дисковая пила при регулярном использовании теряет свои первичные характеристики. Восстановить режущую способность поможет заточка зубьев пильного круга. Чтобы сделать ее качественно и быстро, необходимо соорудить специальный станок. Он имеет простую конструкцию, но отличается высокой эффективностью.
Видео по теме: Самодельный станок для заточки дисковых пил
Самостоятельное изготовление станка для заточки дисковых пил
Во время эксплуатации большинство режущих инструментов притупляется. Это во многом относится и к дискам для пиления, которые нужно затачивать на регулярной основе. Именно это является гарантией действительно качественной распиловки деревянных изделий. Проще всего заточить притупившиеся зубья – это использовать стандартный напильник.
Но чтобы работа собственными руками была в полной мере плодотворной, необходимо обращаться за помощью к настоящему профессионалу. Только он способен заточить режущий инструмент так, чтобы им можно было квалифицированно пользоваться.
Намного легче и эффективней в такой ситуации использовать станок, выполненный своими руками, для качественной заточки острых поверхностей пил, а также агрегат для обработки дисковых ножей.
Самостоятельное изготовление станка для заточки пил
Когда в наличии имеется электрический агрегат для заточки острых поверхностей, значения не имеет заводского он производства или домашнего. Особенно данная тема актуальна, когда речь идет о том, чтобы качественно заточить зубья, которые сделаны с учетом разных геометрических форм и углов для точения. Таких механизмов несколько и они стали следствием оптимизации обработки режущей поверхности, которые имеют разные свойства.
Наиболее часто встречаемые формы зубчатой поверхности:
- В форме прямой, когда забота о качестве выполнения не обязательна.
- В форме скошенного зуба; Имеются два угла наклонной поверхности: правая и левая. Как правило, используется в дисковых пилах. Очень часто используется в подрезке изделий с ламинированием по двум сторонам, ибо не выдает сколовых трещин ни по одному краю.
- В форме продолговатой трапеции. Поверхность способна долгое время удерживать кромку в остром положении, возвышаясь над зубьями под прямым углом. В такой ситуации зубья могут быть распилены по-черному, а при прямых зубьях – по-чистому.
- В форме конического обтекателя. Наиболее часто встречается в работах на вспомогательных началах. Чаще всего, надрезают поверхностное сечение ламината, не допуская осколков при осевом распиливании.
С передней стороны все зубья состоят в форме плоской поверхности, но некоторые разновидности пилы имеют вогнутую поверхность. Сама дисковая пила имеет четыре главных угла, которые формируют определенную форму в пересекающей плоскости:
- угол, расположенный с передней стороны;
- угол, образующий заднюю поверхность;
- скашивающиеся углы в плоскости переднего и заднего входа.
В качестве дополнительного угла учитывают также вариант с заострением угла, который формирует совокупность углов переднего и заднего ряда. В действительности же угол заточки непосредственно зависит от того, для каких целей предназначается пила.
- Для пиления продольным способом используют пилы с размерными характеристиками при переднем угле в 15- 20 градусов.
- Поперечное пиление для дисковой пилы выполняется при соотношении 5-10 градусов.
- Универсальные характеристики дают возможность увеличить градус наклона до 15 градусов.

Именно по таким принципам определяется станок заточной для пиления дисковым способом. Станки такого типа имеют определенную конструкцию при выпиливании одинарным способом:
- Во время работы станка для заточки дисковых пил происходит перемещение только пилы (сам двигатель остается в исходном состоянии).
- Во время работы в движения приходят два элемента: пила для затачивания и мотор с двигательным круговым параметром.
- Перемещаются также два стандартных элемента: пила и мотор.
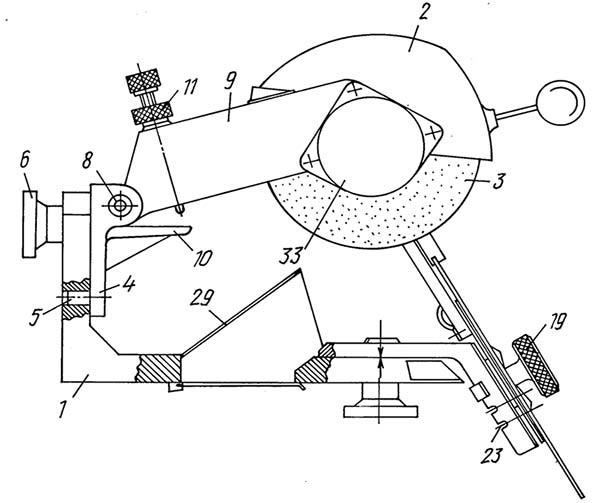
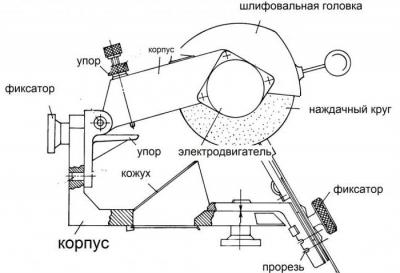
Типичным примером выступает стандартный самодельный станок для заточки дисковых пил, который может быть агрегатом, состоящим из двух взаимосвязанных элементов:
- Точильный двигатель со съемным валом.
- Суппортная площадка, которая крепится к дисковому основанию.
Чтобы обеспечить полноценный угол заточки элемента в агрегате всегда предусматривается наличие системы, которая дает возможность содействовать изменению наклонной поверхности на полотне с зубчатой поверхностью.
Станочный агрегат JMY8-70 – польза и отличительные особенности
Современные заточные станки для дисковых пил, таких как JMY8-70 имеют на сто процентов китайскую сборку и целиком и полностью представляет собой высококачественный агрегат, годный для долгосрочной эксплуатации. Многие специалисты по самостоятельной сборке агрегата берут данное устройство в пример, когда возникает необходимость сделать станок своими руками.
Преимущества данной системы:
- В основе лежит свой круг для обработки детали посредством алмазного нагревателя, минимальный размер радиуса – 65 мм.
- Пила оснащена наклонным суппортом, он и дает возможность осуществлять заточку изделия под необходимым углом пилой своими руками.
- Корпусная поверхность производится из специальной литой стали, главным образом используемой в авиастроении.
- Агрегат инсталлируют на резиновые прокладочные материалы. Они позволяют максимально снизить вибрационную составляющую при обработке материала и давать возможность пить либо подливать воду время от времени для недопущения остановки механизма.
- Механизм регулируется крайне легко и просто. Даже малоквалифицированный персонал способен управлять данным агрегатом, в том числе совсем не подготовленные специалисты.
При отгрузке товара заводом-производителем для эффективного управления агрегатом прилагают подробную инструкцию, которая в полной мере описывает все сильные стороны агрегата и методы работы с ними.
Основные технические характеристики, связанные с устройством JMY8-70:
- Размеры круга для шлифовальной обработки имеют трехгранные параметры: 117×9х7 мм;
- Затачиваемый круг способен поворачиваться на угол не менее 20 градусов.
- Диаметральная поверхность пилы для заточки составляет не менее 70-800 мм.
- Стандартный шлифовальный круг приводится в движение в считанные секунды, а его скорость вращательного момента достигает 2900 оборотов в минуту.
- Вес агрегата – 35 кг.
Многие люди, которые используют ручной труд, применяют дисковые пилы из сложных составляющих не на регулярной основе, а в зависимости от необходимости. Таким образом, покупка заводского оборудования может вылиться в ненужные финансовые затраты. Лучшим решением для домашней работы является использование самодельного заточного станка для дисковых пил. Именно поэтому обращение к сторонним компаниям не имеет смысла.
Обычный агрегат для самостоятельной выточки детали включает в себя:
- Электромотор с закрепленной насадкой для шлифовального диска.
- Подставная площадка, чаще всего на поверхности которой есть возможность располагать ось вращения заточного круга.
- Наклон подставки обеспечивается посредством петель с одной из сторон, а также благодаря вращающемуся моменту – с другой стороны. Это дает возможность выполнить заточку агрегата по передней и задней поверхности.
- Дисковая грань фиксируется за счет специальных держателей, на которых и крепятся пилы. По этой причине на поверхность устанавливают специальный паз, на котором и фиксируется пила. Строгое соблюдение правил инструкции дает возможность выдержать угол заточки зубьевых поверхностей.
- Устройства для обработки материала имеют разные диаметры.
- Обязательно должны быть качественные упоры для надежной фиксации агрегата.
Видео: самодельный заточной станок дисковых пил.
Процесс заточки дисковых пил своими руками
Основная последовательность для качественной работы включает в себя следующие моменты:
- Как правило, заточенную пилу размещают на оправке и зажимают конусным втулочным механизмом посредством вкручивания гайки.
- Посредством использования угломера, изделие становится четко горизонтальным, при этом угол скоса становится не более нуля. Фиксация происходит за счет использования маятникового угломера.
- Осуществляя перемещение оправки по горизонтальной поверхности с инсталлированным диском, устанавливают особый угол для заточки поверхности детали; передняя плоскость точильного элемента плотно соприкасается с несущей частью точащего кругового элемента.
- Для правильного определения, с какого зуба нужно начинать заточку, используют яркий маркер.
- Включая электромотор, применяют ряд распиливаний, прижимая деталь к поверхностной части с внутренней и с внешней стороны, подлежащей затачиванию.
- Насколько плотный слой металла будет снят, зависит только от усилия прижимом, а также количеством движений поступательного характера.
- После заточки первого зубца, пила выводится из круга для точильных операций и проворачивается на один зуб, он же становится следующим во время точения.
- Операция проходит необходимые стадии в зависимости от количества зубьев, которые нужно заточить.