

Станок 1д63а технические характеристики
1Д63А Станок токарно-винторезный универсальный
схемы, описание, характеристики

Сведения о производителе токарно-винторезного станка 1Д63А
Производителем универсального токарно-винторезного станка 1Д63А является Тбилисский станкостроительный завод им. Кирова
Станки, выпускаемые Тбилисским станкостроительным заводом им. Кирова
1Д63А Станок токарно-винторезный универсальный. Назначение и область применения
Универсальный токарно-винторезный станок 1Д63А — один из первых станков серии ДИП-300 предназначен для выполнения самых разнообразных работ в центрах, цанговых или кулачковых патронах по черным и цветным металлам, включая точение конусов, а также для нарезания метрических, модульных, дюймовых резьб.
Токарный станок 1Д63А разработан Московским станкостроительным заводом Красный Пролетарий. Конструкторская документация на станок впоследствии была передана на Рязанский станкостроительный завод РСЗ, кде началось производство станков 163 серии и на Тбилисский станкостроительный завод им. Кирова, где с 1968 года стали производиться более совершенные станки 1М63.
Токарный станок 1Д63А способен обрабатывать относительно крупные заготовки диаметром до 615 мм и длиной 1500 или 3000 мм.
Передний конец шпинделя резьбовой М120 х 6, внутренний конус Морзе 5, отверстие в шпинделе 70 мм, диаметр обрабатываемого прутка 68 мм.
Шпиндель станка 1Д63А установлен на двухрядные роликовые подшипники спереди и в коническом роликовом подшипнике сзади. Осевая нагрузка на шпиндель воспринимается шариковым упорным подшипником.
Шпиндель получает 18 ступеней частот прямого и обратного вращения от шестиваловой коробки скоростей в передней бабке станка. Установка нужной скорости осуществляется тремя рукоятками на передней стенке передней бабки.
Пуск, останов и включение ускоренного обратного хода осуществляется фрикционной пластинчатой муфтой. Муфта управляется рукоятками на станине у передней бабки и на фартуке.
На входной вал коробки соростей движение поступает через ременную передачу от асинхронного электродвигателя мощностью 10 кВт.
Коробка подач типа Нортон даёт возможность нарезать (без звена увеличения шага) с помощью ходового винта 1/2″:
- метрические резьбы с шагом от 1 до 14 мм
- дюймовые резьбы от 2 до 28 ниток на один дюйм
- модульные резьбы с модулями от 0,25 до 3,5
без смены шестерён на гитаре.
Коробка подач получает движение от коробки скоростей через гитару — сменные шестерни с приклоном. В переднюю бабку включены механизмы, дающие возможность изменить направление движения суппорта и ускорить это движение (увеличить шаг резьбы) в 4 и в 16 раз.
Для изготовления резьбы повышенной точности ходовой винт может быть подключен через сменные шестерни гитары помимо механизма коробки подач.
По ходовому валику суппорт получает подачи: продольные от 0,15 до 2,65 мм и поперечные от 0,05 до 0,90 мм за один оборот шпинделя.
Фартук суппорта токарного станка 1Д63А снабжен механизмом падающего червяка, который дает возможность автоматического включения подачи от ходового винта при нарезании резьбы в обоих направлениях и одновременно предохраняет станок от поломок в случае перегрузки. Отключение осуществляется с точностью 0,02 мм от упора на станине.
Габаритные размеры рабочего пространства станка 1Д63А

Габаритные размеры рабочего пространства станка 1Д63А

Эскиз конца шпинделя станка 1Д63А
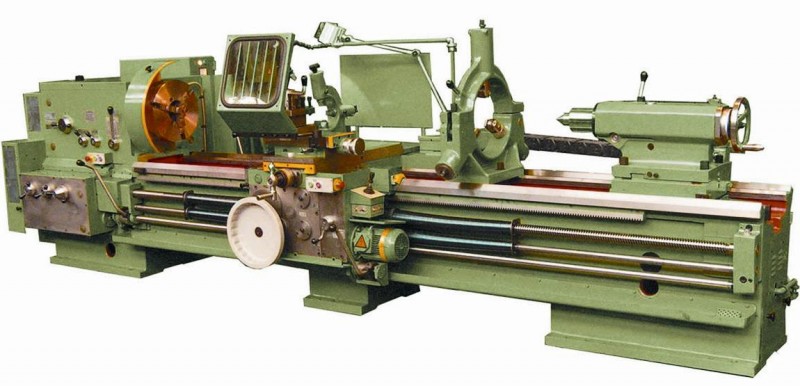
Общий вид токарно-винторезного станка 1Д63А
Фото токарно-винторезного станка 1Д63А

Фото передней бабки токарно-винторезного станка 1Д63А

Фото передней бабки токарно-винторезного станка 1Д63А

Фото передней бабки токарно-винторезного станка 1Д63А
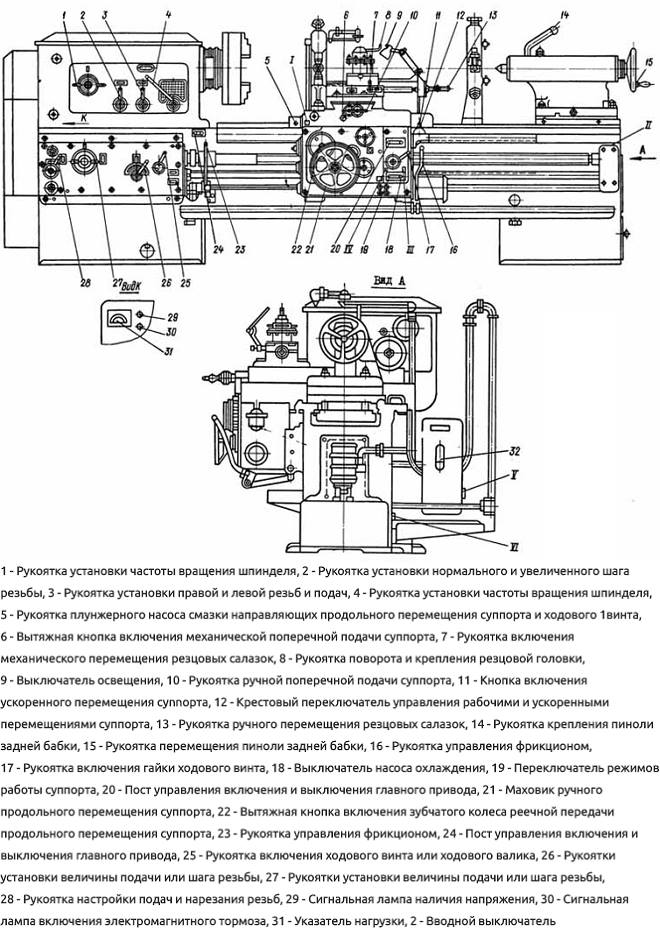
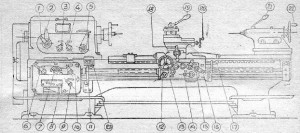
Расположение органов управления токарно-винторезным станком 1Д63А

Расположение органов управления токарно-винторезным станком 1Д63А
Спецификация органов управления токарно-винторезным станком 1Д63А
- Рукоятка для установки числа оборотов шпинделя
- Рукоятка для установки числа оборотов шпинделя
- Рукоятка для реверсирования хода суппорта
- Рукоятка для увеличения шага резьбы
- Рукоятка для установки числа оборотов шпинделя
- Рукоятка для установки резьб Витворта и метрических
- Рукоятка для установки шага резьбы
- Рукоятка переключения подач (конуса Нортона)
- Рукоятка для установки резьб метрических и модульных
- Рукоятка для включения ходового винта или валика
- Рукоятка для включения и реверсирования станка
- Рукоятка для реверсирования хода суппорта при обточке
- Маховик для ручного продольного перемещения суппорта
- Рукоятка для выключения подачи и включения после автоматической установки
- Рукоятка для переключения продольной и поперечной подачи и блокировки маточной гайки ходового винта
- Рукоятка для включения маточной гайки ходового винта
- Рукоятка для включения и реверсирования станка
- Рукоятка для поперечной подачи суппорта вручную
- Рукоятка для закрепления резцовой головки
- Рукоятка для подачи резцовых салазок
- Рукоятка для закрепления пиноли задней бабки
- Кнопочная станция
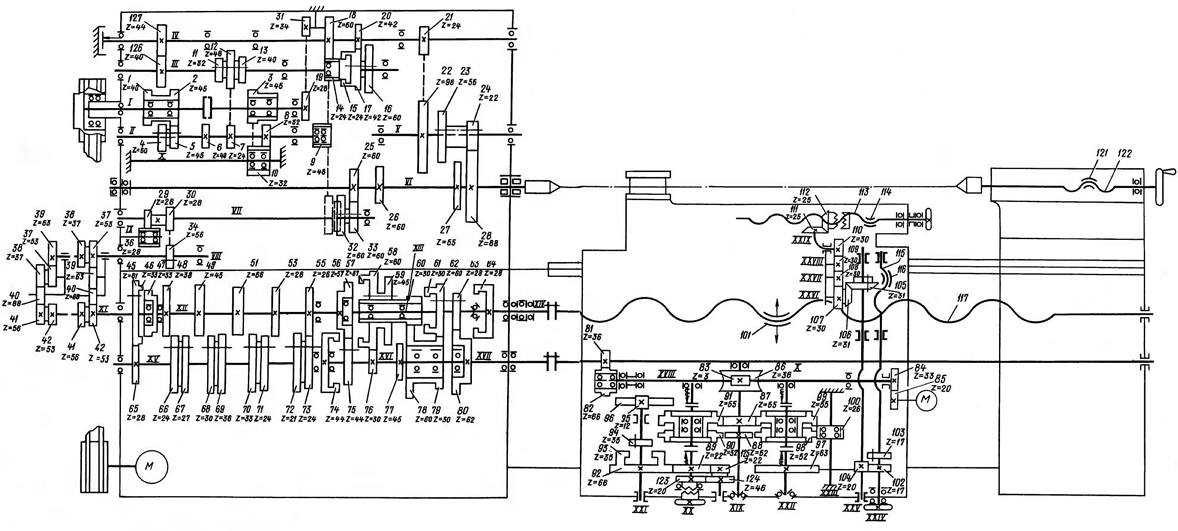
Схема кинематическая токарно-винторезного станка 1Д63А

Кинематическая схема токарно-винторезного станка 1Д63А
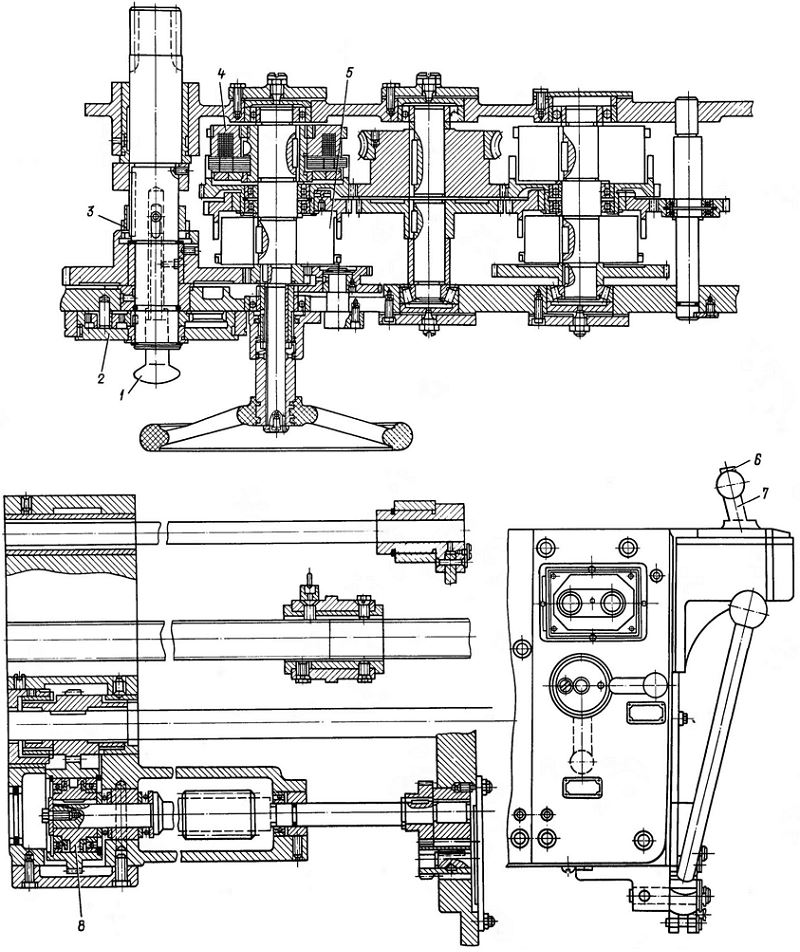
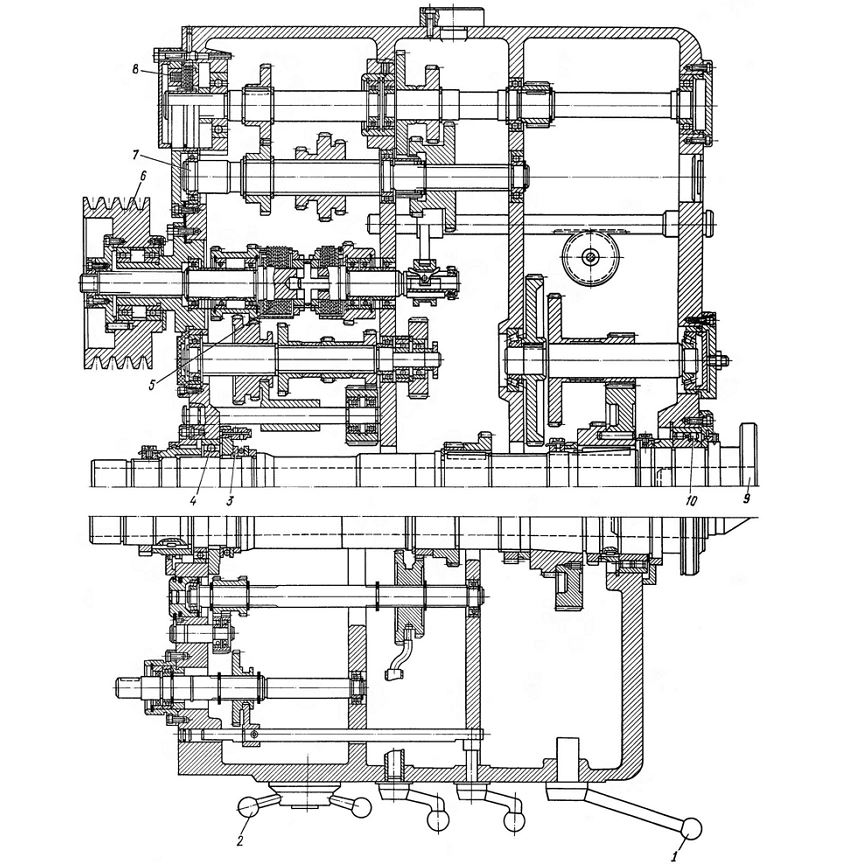
Схема расположения подшипников токарно-винторезного станка 1Д63А

Схема расположения подшипников токарно-винторезного станка 1Д63А
Регулировка подшипников шпинделя токарно-винторезного станка 1Д63А

Регулировка подшипников шпинделя станка 1Д63А
Регулировка подшипников шпинделя токарно-винторезного станка 1Д63А

Регулировка подшипников шпинделя станка 1Д63А
Регулировка поперечного перемещения задней бабки токарно-винторезного станка 1Д63А

Регулировка поперечного перемещения задней бабки станка 1Д63А
Устранение слабины в направляющих суппорта токарно-винторезного станка 1Д63А

Устранение слабины в направляющих суппорта станка 1Д63А
Регулировка зазора в задней направляющей каретки суппорта токарно-винторезного станка 1Д63А

Регулировка зазора в направляющей каретки суппорта станка 1Д63А
Устранение мертвого хода винта поперечного перемещения суппорта токарно-винторезного станка 1Д63А

Устранение мертвого хода винта поперечного перемещения суппорта станка 1Д63А
Регулировка натяжения пружины падающего червяка фартука токарно-винторезного станка 1Д63А

Устранение слабины в направляющих суппорта токарно-винторезного станка 1Д63А
Регулировка зазора направляющей верхней и нижней половин маточной гайки ходового винта токарно-винторезного станка 1Д63А

Регулировка зазора маточной гайки ходового винта станка 1Д63А
Ограничение сближения верхней и нижней половин маточной гайки ходового винта токарно-винторезного станка 1Д63А

Ограничение сближения маточной гайки ходового винта станка 1Д63А
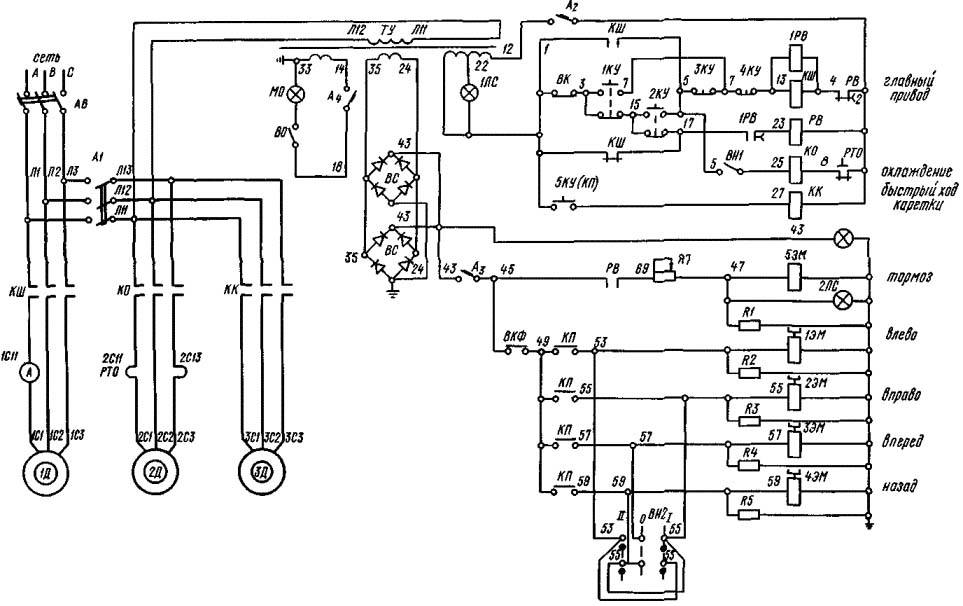
Схема электрическая принципиальная токарно-винторезного станка 1Д63А

Электрическая схема токарно-винторезного станка 1Д63А
На станке установлены 2-а электродвигателя:
- Электродвигатель главного привода 1М, трехфазный асинхронный, с короткозамкнутым ротором мощность 10 кВт, 1450 об/мин, тип А61-4
- Электродвигатель насоса охлаждения 2М, мощность 0,125 кВт, 2800 об/мин, насос П-22
Токарный станок 1М63 — технические характеристики и устройство
Станок 1М63, относящийся к категории оборудования токарной группы, начал выпускаться в середине 50-х годов прошлого века на станкостроительном заводе в г. Рязани. Появление такого оборудования позволило выполнять обработку заготовок из различных металлов на новом качественном уровне.

Внешний вид токарного станка 1М63
Технические характеристики и паспорт станка 1М63
Конструкцию станка 1М63 разработали специалисты Рязанского станкостроительного завода, которым удалось создать надежное и производительное оборудование. Этот токарный станок быстро завоевал популярность и стал использоваться многими производственными предприятиями.
Основные технические характеристики токарно-винторезного станка 1М63 представлены ниже в формате таблиц:
Станок 1М63 на момент его создания отличался рядом конструктивных особенностей, которые выделяли его среди другого оборудования данной категории.
- Эта модель дает возможность использования инструментов из быстрорежущих сталей и специальных сплавов.
- Шаг резьбы на заготовке при нарезании регулируется благодаря сменным колесам гитары станка, а также зубчатым колесам настраиваемой коробки подач.
- Повышенная жесткость нижней части суппорта, станины и шпиндельного узла агрегата позволяет выполнять обработку на высоких скоростях.
- В конструкции 1М63 предусмотрен специальный двигатель, обеспечивающий ускоренное движение суппорта в продольном и поперечном направлениях.
- Верхняя часть станка также имеет возможность перемещаться, что позволяет выполнять обработку длинных и коротких деталей, имеющих коническую форму.
В соответствии с требованиями стандарта, утвержденного в 1982 году, данный токарный станок причислен к устройствам с классом точности «Н». Максимальный диаметр обрабатываемых на нем заготовок составляет 35 см над суппортом и 63 см – над станиной.
Высота центров у станка данной модели – 31,5 см, на нем можно работать с заготовками, длина которых не превышает 140 см. При обработке длинных и нежестких деталей необходимо использовать люнет неподвижный 1М63. В комплекте со станком люнет неподвижный 1М63 не поставляется, его необходимо приобретать дополнительно.
В соответствии с характеристиками, указанными в паспорте, шпиндель станка 1М63 может вращаться с частотой в интервале 10–1250 об/мин на прямом ходе и 18–1800 об/мин – на обратном. При помощи устройств управления на станке выставляют 22 прямых и 11 обратных скоростей вращения шпинделя, оснащенного системой торможения. В этом конструктивном элементе токарного станка 1М63 имеется сквозное отверстие, диаметр которого составляет 7 см.
Органы управления станка
Чтобы иметь представление о технических возможностях рассматриваемого станка, необходимо описать характеристики, которым обладает его суппорт.
- Величины максимальных перемещений составляют 126 см в продольном направлении и 40 см – в поперечном.
- Одновременно в резцовую головку может быть установлено 4 токарных инструмента.
- Расстояние между осью центров оборудования и кромкой резцедержателя – 32 см.
- Суппорт может совершать ускоренные продольные движения по направляющим станины (4,5 м/мин) и поперечные – по направляющим каретки (1,6 м/мин).
- Одно деление на лимбе соответствует передвижению суппорта на 1 мм в продольном и на 0,05 мм – в поперечном направлении.
- Когда лимб совершает полный оборот, суппорт перемещается на 300 мм в продольном направлении и на 5 мм – в поперечном.
Конструкция суппорта станка
Сам суппорт и его верхняя часть передвигаются благодаря ручному и механическому приводу, но его ускоренное перемещение обеспечивает только используемый в качестве привода специальный электродвигатель. Основные усилия, которые воспринимают продольный и поперечный ходовой винт при перемещении суппорта и его верхних салазок, принимают на себя шарикоподшипники упорного типа. Чтобы компенсировать люфт, возникающий при поперечном перемещении суппорта, на его винте установлена специальная гайка.
Электрооборудование и кинематическая схема станка
Электрическая схема станка 1М63 состоит из четырех электродвигателей, которые обладают следующими характеристиками.
- А02-61-4 СПУ 3 – основной электродвигатель: может запитываться электрическим током с частотой 50 Гц (частота вращения – 1460 об/мин) и 60 Гц (частота вращения – 1750 об/мин), мощность двигателя – 13 кВт.
- Х14-22М – электродвигатель, приводящий в движение насос охлаждения: мощность – 0,12 кВт, частота вращения – 2800 об/мин (ток 50 Гц) и 3350 об/мин (60Гц), производительность – 22 литра охлаждающей жидкости в минуту.
- А02-21-4 – двигатель, отвечающий за ускоренные перемещения нижней плиты суппорта: мощность – 1,1 кВт, частота вращения – 1400 об/мин (50 Гц) и 1690 об/мин (60 Гц).
- С12-54 – электродвигатель, отвечающий за работу шиберного насоса смазочной системы токарного станка: производительность подачи смазочного состава – 8,2 литра в минуту.
Принципиальная электрическая схема 1М63 (нажмите, чтобы увеличить)
Чтобы смазочный состав доходил до узлов оборудования без примесей, в чистом виде, в подающем его насосе установлен фильтр, обеспечивающий тонкость фильтрации 120 мкм.
Запуск главного двигателя станка 1М63, производимый при помощи кнопок «Пуск», одна из которых находится на пульте управления кареткой, а вторая – рядом с коробкой подач, происходит при выключенном фрикционе. Вращение от данного электродвигателя посредством клиноременной передачи передается на фрикционный вал коробки скоростей, при помощи которого регулируется частота вращения шпиндельного узла. Управляют этим фрикционным валом с помощью специальной рукоятки. В соответствии с величиной напряжения, подаваемого на главный двигатель, меняется и сила тока в его обмотке: 380В – 29А, 400В – 27А, 415В – 26,5А, 440В – 25А, 500В – 22А.
Основной электродвигатель станка 1М63, кроме всего прочего, отвечает и за выполнение рабочих подач, а ускоренное перемещение суппорта и каретки обеспечивается за счет отдельного двигателя. Для того чтобы суппорт или каретка начали двигаться, необходимо подключить фрикционные муфты электромагнитного типа, которые расположены во внутренней части фартука оборудования.
Всего в кинематической схеме станка 1М63 имеются четыре таких муфты, две из них отвечают за продольное перемещение каретки, а две остальных – за движение суппорта в поперечном направлении. Управлять данными муфтами можно при помощи находящегося на фартуке станка специального переключателя, который устанавливается в одну из 5 позиций:
- вертикальную (это положение является нейтральным);
- четыре наклонных, соответствующих направлению перемещения суппорта или каретки.
Кроме того, на головке такого переключателя смонтирована пусковая толчковая кнопка, которая может быть включена при любом его положении. Данная кнопка отвечает за включение двигателя ускоренного хода суппорта и каретки.
Кинематическая схема 1М63 (нажмите, чтобы увеличить)
Помимо указанного переключателя на фартуке станка 1М63 имеется еще один, при помощи которого выбирается требуемый тип работ:
- обработка наружной поверхности заготовки, имеющей конусную конфигурацию;
- обработка внутренних конусных поверхностей;
- токарные операции.
Для предотвращения одновременного включения электромагнитных муфт и маточной гайки в фартуке токарного станка 1М63 устанавливается блокировочный выключатель концевого типа. При включении маточной гайки такой выключатель просто обрывает электрическую цепь, от которой запитаны электромагнитные муфты.
Фартук станка (нажмите, чтобы увеличить)
Коробки скоростей и подач станка
Коробка скоростей станка 1М63 располагается в передней части левой стороны станины. С главным электродвигателем коробка скоростей связана при помощи клиноременной передачи, передающей вращение на ее приводной шкив. Регулировка скоростей, реализованная в станке данной модели по ступенчатой схеме, осуществляется за счет того, что в зацепление вводятся различные шестерни, составляющие внутреннюю конструкцию коробки.
По очереди переключая такие шестерни, можно выбрать одну из 22 скоростей вращения шпиндельного узла. В паспорте станка указано 24 скорости, но две из них перекрываются. Значительно увеличить КПД станка и снизить шум при его работе можно, если проводить обработку на одной из шести самых высоких скоростей.
Коробка скоростей станка (нажмите, чтобы увеличить)
Для изготовления зубчатых колес, составляющих коробку скоростей данного токарно-винторезного станка, используется высококачественная инструментальная сталь, подвергаемая специальной термообработке. Устанавливают данные колеса на шлицевых валах, в опорах которых используются шариковые и роликовые подшипники. Устройство и технические возможности коробки скоростей станка 1М63 позволяют менять движение суппорта на обратное и увеличивать шаг нарезаемой резьбы в четыре раза или в шестнадцать раз. Для этого в конструкции коробки скоростей предусмотрены специальные механизмы.
Коробка подач 1М63 (нажмите, чтобы увеличить)
Коробка подач токарно-винторезного станка 1М63 выполнена по двухосной схеме и в закрытой компоновке. Так же, как и коробка скоростей, данный узел станка работает за счет введения в зацепление разных по своим параметрам зубчатых колес, что осуществляется посредством специальных рукояток управления.
В паспорте токарно-винторезного станка 1М63 сказано, что на нем нарезают как специальную резьбу, так и резьбу, отличающуюся высокой точностью параметров. Для выполнения таких технологических операций необходимо использовать специальный комплект зубчатых колес и подключать ходовой винт напрямую.
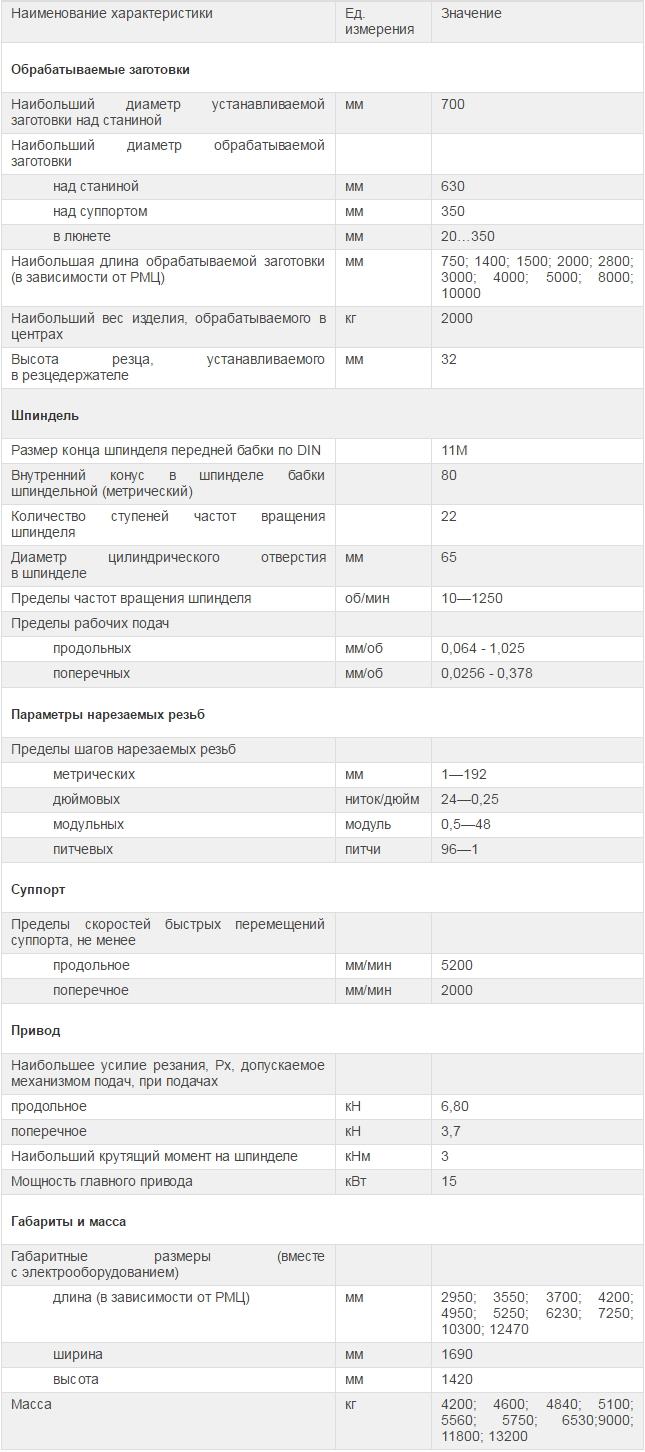
Станок 1д63а технические характеристики




Описание
Токарно-винторезный 1Д63А (аналог 1М63), диам. над станиной 615, расстояние между центрами 1500
Универсальный токарно-винторезный станок предназначен для выполнения разнообразных токарных и винторезных работ по черным и цветным металлам, включая точение конусов, нарезание метрической, модульной, дюймовой и питчевых резьб.
· Наибольший диаметр обрабатываемого изделия над станиной, мм — 615
· Наибольший диаметр обрабатываемого изделия над суппортом, мм — 345
· Наибольшая длина обрабатываемого изделия, мм — 1310
· Диаметр прутка, проходящего в отверстие в шпинделе, мм — 68
· Пределы шагов нарезаемых метрических резьб, мм — 1 — 224
· Пределы шагов нарезаемых дюймовых резьб число ниток на 1′ — 2 — 28
· Пределы шагов нарезаемых модульных резьб модуль — 0,25 — 56
Общие сведения об оборудовании.
Станок токарно-винторезный 1Д63А предназначен для фрезерования всевозможных деталей цилиндрическими, дисковыми, угловыми, фасонными, торцевыми и концевыми фрезами.
Паспорт (руководство по эксплуатации) на Станок токарно-винторезный 1Д63А скачать бесплатно в формате pdf:

Рязанским станковым заводом в конце 60-х годов прошедшего столетия начал производиться токарный станок 1м63. Установка предназначается для промышленного и индивидуального производства и позволяет обрабатывать небольшие заготовки из цветных и черных сплавов и металлов.
Предназначается для работы с поверхностями сложных форм – внутренними и внешними, и для нарезки резьбы различных шагов. Буквенно-цифровой индекс агрегата имеет следующие значения: 1 – станок токарный; 6 – токарно-винторезный станок; М – поколение; 3 – радиус обработки болванки в максимальном значении.
Данный станок имеет 14 модификаций, среди которых: 163 – первая модель; выпускаемые заводом им. Кирова – 1Д63А, 1М63ДФ101; улучшенной мощности – 1М63Д, 1М63МФ101.
Токарный станок 1М63: технические характеристики
В паспорте устройства имеются описания всех его технических характеристик, среди которых, в качестве основных, выделяются следующие:
- Габариты – 353х168х129 см;
- Вес – 4400 кг;
- Присвоенная точность – «Н»;
- Ширина обрабатываемой болванки в максимальном значении – 63 см над основанием, 35 см над суппортом;
- Высота центров – 31,5 см;
- Длина обрабатываемой болванки в наибольшем значении – 140 см;
- Вес обрабатываемой болванки в наибольшем значении – 2000 кг.
- Характеристики главного вала станка:
- Мощность электрического двигателя – 13 кВт;
- Прямая скорость вращения – 10-1250 об/мин;
- Обратная скорость вращения – 18-1800 об/мин;
- Диаметр отверстия – 7 см;
- Скорости прямого вращения – 22;
- Скорости обратного вращения – 11.
Суппорт
Только при механическом передвижении суппорта возможен его ускоренный ход, но обычное передвижение осуществляется вручную или механически. Упорные шарикоподшипники принимают усилия поперечного и верхнего винтов.

- перемещение в осевом направлении – 126 см;
- перемещение в перпендикулярном направлении – 40 см;
- количество режущих инструментов – 4;
- одновременное использование режущих инструментов – 4;
- скорость осевого передвижения – 4,5 м/мин;
- скорость перпендикулярного перемещения – 1,6 м/мин;
- цена деления лимба – 1 и 0,05 мм;
- перемещение на оборот лимба в осевом направлении – 30 см;
- перемещение на оборот лимба в перпендикулярном направлении – 0,5 см.
- использование режущих инструментов из твердой стали и особых сплавов;
- гитарой сменных колес и регулировкой шестерен коробки подач осуществляется настройка шага нарезки резьб;
- повышенная жесткость элементов агрегата дает возможность выполнения высокоскоростных работ;
- отдельный электрический двигатель обеспечивает быстрые передвижения суппорта в двух направлениях;
- механическое перемещение верхней части устройства позволяет обтачивать длинные и короткие конусы.
Электрооборудование
Устройство имеет 4 двигателя, обладающих разными показателями:
- Основной двигатель с мощностью в 13 кВт и скоростью вращения при 60 Гц – 1750 об/мин; при 50 Гц – 1460 об/мин.
- Мотор охладительного насоса с мощностью в 0,12 кВт и скоростью вращения при 60 Гц – 3350 об/мин; при 50 Гц – 2800 об/мин. Скорость подачи охлаждающей жидкости – 22 л/мин.
- Двигатель быстрого хода каретки с мощностью в 13 кВт и скоростью вращения при 60 Гц – 1750 об/мин; при 50 Гц – 1460 об/мин.
- Насос смазочной системы с установленным фильтром с подачей смазочного состава – 8.2 л/мин; тонкостью фильтрации – 120 мкм.
На пульте управления кареткой и около коробки подач находятся два ключа «Пуск», нажатием одного из которых производится запуск основного двигателя. Рукоятью производится запуск фрикциона, регулирующего узел основного вала и частоту оборотов. Сила тока электродвигателя может варьироваться в зависимости от потенциала.
Рабочие подачи осуществляет главный двигатель, а за их ускоренное движение другой. В фартуке устройства установлены четыре фрикционные муфты, две из которых активируются при осевом перемещении резцедержателя, а две – при перпендикулярном. На фартуке находится переключатель, управляющий муфтами и имеющий пять позиций: четыре, совпадающих с направлением передвижений резцедержателя, наклонных позиции и нейтральную вертикальную.
На фартуке располагается еще один рычаг, осуществляющий установку режима работ:
- внешнее обтачивание конусов;
- внутреннее обтачивание поверхностей;
- токарные работы.
Для предотвращения одновременного запуска маточной гайки и муфт в фартук вмонтирован специальный блокировочный выключатель, отключающий цепь питания муфт при активации гайки.
В правой опоре установки расположен электронасос, подающий охлаждающий состав к резцам через трубопровод. Отработанная жидкость стекает в две специальные емкости, расположенные по разным сторонам установки, откуда возвращается к насосу. Запуск системы производится выключателем, расположенным на фартуке.
Коробки скоростей и подачи
Коробка скоростей находится в левой части основы устройства. На ее фрикционное колесо передается вращение от электрического двигателя, благодаря чему в коробке активируются шестерни. Всего 22 скорости, выбор которых осуществляется последовательным их переключением.
Частоты механизмов основного вала выбираются при помощи зубчатых колес, изготовленных из высококачественной стали, прошедшей термообработку. Шестерни установлены на специальных стальных валиках, вращающихся на роликовых и шариковых подшипниках. В коробке установлены два устройства, повышающие шаг резьбы и реверсирующие движение резцедержателя.
Коробка подач имеет двухосную компоновку, за счет чего повышается эффективность ее работы. Ее регулировка осуществляется при помощи рукояток-переключателей и шестерней. Только при включении шпинделя напрямую, с использованием отдельного комплекта шестерней, разрешается нарезать специальные, отличающиеся особой точностью, резьбы.
Подача вращения из коробки скоростей на вал подач осуществляется посредством гитары. Комбинируя сменные шестерни можно настраивать установку на нарезку разных резьб.
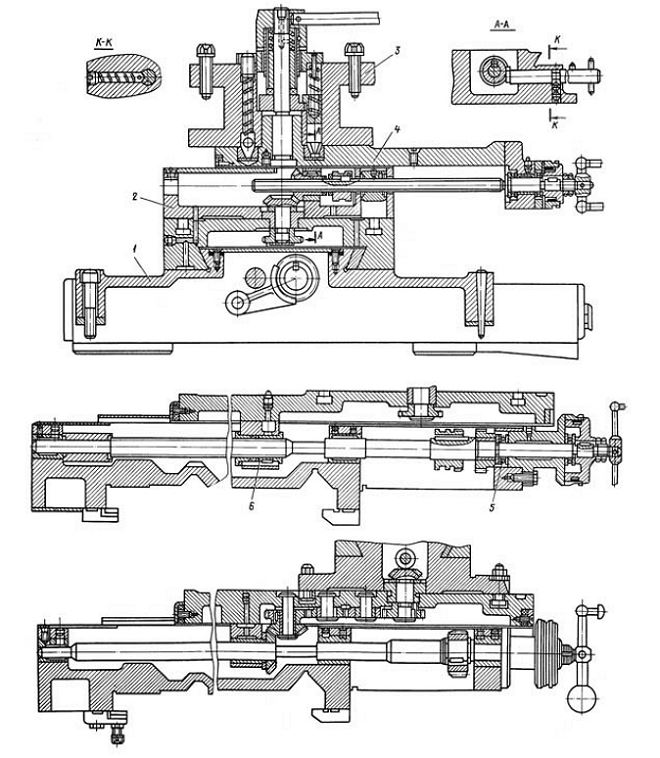
Устройство станка
- Передний узел
Установлен на левом конце рабочей основы устройства и представляет коробку скоростей. Главный рабочий вал расположен на двух опорах: передняя – подшипник с двумя рядами конических роликов; задняя – подшипник с одним рядом конических роликов и пружинами.
Крестовая конструкция, передвигающаяся в осевом и перпендикулярном направлении. Передвижение осуществляется механическим или ручным способом. Резцедержатель снабжен механизмом, обеспечивающим его ускоренное перемещение.
Установлен на направляющих рабочей основы устройства, передвигается на четырех подшипниках и фиксируется на направляющих двумя планками и четырьмя болтами. Перпендикулярное смещение узла осуществляется двумя винтами и одной гайки, встроенных в мостик.
Видео: токарная работа на станке 1М63
Токарный станок 1М63 — технические характеристики и устройство
Станок 1М63, относящийся к категории оборудования токарной группы, начал выпускаться в середине 50-х годов прошлого века на станкостроительном заводе в г. Рязани. Появление такого оборудования позволило выполнять обработку заготовок из различных металлов на новом качественном уровне.
Внешний вид токарного станка 1М63
Технические характеристики и паспорт станка 1М63
Конструкцию станка 1М63 разработали специалисты Рязанского станкостроительного завода, которым удалось создать надежное и производительное оборудование. Этот токарный станок быстро завоевал популярность и стал использоваться многими производственными предприятиями.
Основные технические характеристики токарно-винторезного станка 1М63 представлены ниже в формате таблиц:
Станок 1М63 на момент его создания отличался рядом конструктивных особенностей, которые выделяли его среди другого оборудования данной категории.
- Эта модель дает возможность использования инструментов из быстрорежущих сталей и специальных сплавов.
- Шаг резьбы на заготовке при нарезании регулируется благодаря сменным колесам гитары станка, а также зубчатым колесам настраиваемой коробки подач.
- Повышенная жесткость нижней части суппорта, станины и шпиндельного узла агрегата позволяет выполнять обработку на высоких скоростях.
- В конструкции 1М63 предусмотрен специальный двигатель, обеспечивающий ускоренное движение суппорта в продольном и поперечном направлениях.
- Верхняя часть станка также имеет возможность перемещаться, что позволяет выполнять обработку длинных и коротких деталей, имеющих коническую форму.
В соответствии с требованиями стандарта, утвержденного в 1982 году, данный токарный станок причислен к устройствам с классом точности «Н». Максимальный диаметр обрабатываемых на нем заготовок составляет 35 см над суппортом и 63 см – над станиной.
Высота центров у станка данной модели – 31,5 см, на нем можно работать с заготовками, длина которых не превышает 140 см. При обработке длинных и нежестких деталей необходимо использовать люнет неподвижный 1М63. В комплекте со станком люнет неподвижный 1М63 не поставляется, его необходимо приобретать дополнительно.
В соответствии с характеристиками, указанными в паспорте, шпиндель станка 1М63 может вращаться с частотой в интервале 10–1250 об/мин на прямом ходе и 18–1800 об/мин – на обратном. При помощи устройств управления на станке выставляют 22 прямых и 11 обратных скоростей вращения шпинделя, оснащенного системой торможения. В этом конструктивном элементе токарного станка 1М63 имеется сквозное отверстие, диаметр которого составляет 7 см.
Органы управления станка
Чтобы иметь представление о технических возможностях рассматриваемого станка, необходимо описать характеристики, которым обладает его суппорт.
- Величины максимальных перемещений составляют 126 см в продольном направлении и 40 см – в поперечном.
- Одновременно в резцовую головку может быть установлено 4 токарных инструмента.
- Расстояние между осью центров оборудования и кромкой резцедержателя – 32 см.
- Суппорт может совершать ускоренные продольные движения по направляющим станины (4,5 м/мин) и поперечные – по направляющим каретки (1,6 м/мин).
- Одно деление на лимбе соответствует передвижению суппорта на 1 мм в продольном и на 0,05 мм – в поперечном направлении.
- Когда лимб совершает полный оборот, суппорт перемещается на 300 мм в продольном направлении и на 5 мм – в поперечном.
Конструкция суппорта станка
Сам суппорт и его верхняя часть передвигаются благодаря ручному и механическому приводу, но его ускоренное перемещение обеспечивает только используемый в качестве привода специальный электродвигатель. Основные усилия, которые воспринимают продольный и поперечный ходовой винт при перемещении суппорта и его верхних салазок, принимают на себя шарикоподшипники упорного типа. Чтобы компенсировать люфт, возникающий при поперечном перемещении суппорта, на его винте установлена специальная гайка.
Электрооборудование и кинематическая схема станка
Электрическая схема станка 1М63 состоит из четырех электродвигателей, которые обладают следующими характеристиками.
- А02-61-4 СПУ 3 – основной электродвигатель: может запитываться электрическим током с частотой 50 Гц (частота вращения – 1460 об/мин) и 60 Гц (частота вращения – 1750 об/мин), мощность двигателя – 13 кВт.
- Х14-22М – электродвигатель, приводящий в движение насос охлаждения: мощность – 0,12 кВт, частота вращения – 2800 об/мин (ток 50 Гц) и 3350 об/мин (60Гц), производительность – 22 литра охлаждающей жидкости в минуту.
- А02-21-4 – двигатель, отвечающий за ускоренные перемещения нижней плиты суппорта: мощность – 1,1 кВт, частота вращения – 1400 об/мин (50 Гц) и 1690 об/мин (60 Гц).
- С12-54 – электродвигатель, отвечающий за работу шиберного насоса смазочной системы токарного станка: производительность подачи смазочного состава – 8,2 литра в минуту.
Принципиальная электрическая схема 1М63 (нажмите, чтобы увеличить)
Чтобы смазочный состав доходил до узлов оборудования без примесей, в чистом виде, в подающем его насосе установлен фильтр, обеспечивающий тонкость фильтрации 120 мкм.
Запуск главного двигателя станка 1М63, производимый при помощи кнопок «Пуск», одна из которых находится на пульте управления кареткой, а вторая – рядом с коробкой подач, происходит при выключенном фрикционе. Вращение от данного электродвигателя посредством клиноременной передачи передается на фрикционный вал коробки скоростей, при помощи которого регулируется частота вращения шпиндельного узла. Управляют этим фрикционным валом с помощью специальной рукоятки. В соответствии с величиной напряжения, подаваемого на главный двигатель, меняется и сила тока в его обмотке: 380В – 29А, 400В – 27А, 415В – 26,5А, 440В – 25А, 500В – 22А.
Основной электродвигатель станка 1М63, кроме всего прочего, отвечает и за выполнение рабочих подач, а ускоренное перемещение суппорта и каретки обеспечивается за счет отдельного двигателя. Для того чтобы суппорт или каретка начали двигаться, необходимо подключить фрикционные муфты электромагнитного типа, которые расположены во внутренней части фартука оборудования.
Всего в кинематической схеме станка 1М63 имеются четыре таких муфты, две из них отвечают за продольное перемещение каретки, а две остальных – за движение суппорта в поперечном направлении. Управлять данными муфтами можно при помощи находящегося на фартуке станка специального переключателя, который устанавливается в одну из 5 позиций:
- вертикальную (это положение является нейтральным);
- четыре наклонных, соответствующих направлению перемещения суппорта или каретки.
Кроме того, на головке такого переключателя смонтирована пусковая толчковая кнопка, которая может быть включена при любом его положении. Данная кнопка отвечает за включение двигателя ускоренного хода суппорта и каретки.
Кинематическая схема 1М63 (нажмите, чтобы увеличить)
Помимо указанного переключателя на фартуке станка 1М63 имеется еще один, при помощи которого выбирается требуемый тип работ:
- обработка наружной поверхности заготовки, имеющей конусную конфигурацию;
- обработка внутренних конусных поверхностей;
- токарные операции.
Для предотвращения одновременного включения электромагнитных муфт и маточной гайки в фартуке токарного станка 1М63 устанавливается блокировочный выключатель концевого типа. При включении маточной гайки такой выключатель просто обрывает электрическую цепь, от которой запитаны электромагнитные муфты.
Фартук станка (нажмите, чтобы увеличить)
Коробки скоростей и подач станка
Коробка скоростей станка 1М63 располагается в передней части левой стороны станины. С главным электродвигателем коробка скоростей связана при помощи клиноременной передачи, передающей вращение на ее приводной шкив. Регулировка скоростей, реализованная в станке данной модели по ступенчатой схеме, осуществляется за счет того, что в зацепление вводятся различные шестерни, составляющие внутреннюю конструкцию коробки.
По очереди переключая такие шестерни, можно выбрать одну из 22 скоростей вращения шпиндельного узла. В паспорте станка указано 24 скорости, но две из них перекрываются. Значительно увеличить КПД станка и снизить шум при его работе можно, если проводить обработку на одной из шести самых высоких скоростей.
Коробка скоростей станка (нажмите, чтобы увеличить)
Для изготовления зубчатых колес, составляющих коробку скоростей данного токарно-винторезного станка, используется высококачественная инструментальная сталь, подвергаемая специальной термообработке. Устанавливают данные колеса на шлицевых валах, в опорах которых используются шариковые и роликовые подшипники. Устройство и технические возможности коробки скоростей станка 1М63 позволяют менять движение суппорта на обратное и увеличивать шаг нарезаемой резьбы в четыре раза или в шестнадцать раз. Для этого в конструкции коробки скоростей предусмотрены специальные механизмы.
Коробка подач 1М63 (нажмите, чтобы увеличить)
Коробка подач токарно-винторезного станка 1М63 выполнена по двухосной схеме и в закрытой компоновке. Так же, как и коробка скоростей, данный узел станка работает за счет введения в зацепление разных по своим параметрам зубчатых колес, что осуществляется посредством специальных рукояток управления.
В паспорте токарно-винторезного станка 1М63 сказано, что на нем нарезают как специальную резьбу, так и резьбу, отличающуюся высокой точностью параметров. Для выполнения таких технологических операций необходимо использовать специальный комплект зубчатых колес и подключать ходовой винт напрямую.
Токарно-винторезный станок по металлу 1М63
Назначение токарного станка по металлу 1М63
Модификации токарного винторезного станка 1М63
- станок 163 – первая модель серии, начало выпуска 1956 год.
- станок 1Д63А –выпускался станкостроительным заводом им. Кирова (г. Тбилиси)
- станок 1М63 — токарный, заменивший модель 163
- станок 1М63Ф306 — токарный станок с ЧПУ, серийный выпуск с 1973 год
- станок 1М63Ф101 – токарно-винторезный с УЦИ, начало серийного выпуска 1976 год
- станки 1М63Б, 1М63БГ, 1М63БФ101 – токарные повышенной мощности
- станки 1М63Д, 1М63ДФ101 – выпускались станкостроительным заводом им. Кирова (г. Тбилиси)
- станок 1М63М, 1М63МФ101, 16Р30 — токарные станки повышенной мощности
- станок 1М63РФ3 — токарный с ЧПУ
Токарно-винторезный станок 1М63 снят с производства и в данное время заводом производителем не выпускается.
Так что купить станок по металлу 1М63 можно только б.у на специализированных досках объвлений по продаже оборудования бывшего в употреблении (бу), таких как ИЗ РУК В РУКИ, ЮЛА, АВИТО и других. Или у нас. —
Предлагаем купить токарный станок 1М63 после капитального ремонта или новый аналог со схожими характеристиками по доступной цене.
Технические характеристики токарно-винторезного станка 1М63
Комплект поставки (входит в цену) токарного станка 1М63
- подвижный люнет диаметром 20-150 мм;
- трехкулачковый токарный патрон диаметром 400 мм.
Комплектующие за отдельную плату к станку 1М63
- патрон четырехкулачковый диаметром 500 мм;
- люнет неподвижный (диаметром 20-350 мм);
- люнет неподвижный (диаметром 200- 410 мм, диаметром 40-215 мм, диаметром 20-160 мм);
- резьбоуказатель;
- конусная линейка;
- резцедержатель с быстросъемными блоками.
Станок 1М63 — где купить, оплата, доставка, гарантия
Цена на токарный станок по металлу 1М63 указана на нашем сайте с НДС для стандартного комплекта поставки;
купить станок 1М63 несложно — достаточно позвонить на указанные ниже телефоны в вашем городе.
Продажа токарно-винторезного станка модели 1М63 производится нашей компанией при 100% предоплате при наличии оборудования на складе и 50% предоплате при запуске станка в производство и оплате оставшихся 50% после сообщения о его готовности к отгрузке. Возможно другое процентное соотношение и другой порядок оплаты, согласованный со специалистом отдела продаж нашего предприятия и прописанный в Договоре поставки.
Доставка грузов весом менее 1 тонны производится транспортными компаниями ООО «Деловые Линии», ООО «ПЭК», «Байкал-Сервис», ООО «Желдорэкспедиция», и др.
Доставка грузов весом более 1 тонны производится автотранспортом Покупателя или Поставщика, а также ж/д транспортом.
Транспортные расходы по доставке груза оплачивает Покупатель, если иное не оговаривается и не указывается в Договоре поставки.
Гарантия на универсальный токарный станок 1М63 после капитального ремонта — 6 мес., на новые аналоги 1М63 -12 мес..
Предприятие-производитель оставляет за собой право на изменение стандартной комплектации и места производства оборудования без уведомления!
Обращаем Ваше внимание на то, что цены на нашем сайте не являются публичной офертой, а стоимость оборудования уточняйте у специалистов отдела продаж!
Если Вам необходимо купить Токарно-винторезный станок по металлу 1М63 звоните по телефонам:
в Москве +7 (499) 372-31-73
в Санкт-Петербурге +7 (812) 245-28-87
в Минске +375 (17) 246-40-09
в Екатеринбурге +7 (343) 289-16-76
в Новосибирске +7 (383) 284-08-84
в Челябинске +7 (351) 951-00-26
в Тюмени +7 (3452) 514-886
в Нижнем Новгороде +7 (831) 218-06-78
в Самаре +7 (846) 201-07-64
в Перми +7 (342) 207-43-05
в Ростове-на-Дону +7 (863) 310-03-86
в Воронеже +7 (473) 202-33-64
в Красноярске +7 (391) 216-42-04
в Нур-Султане +7 (7172) 69-62-30;
в Абакане, Альметьевске, Архангельске, Астрахани, Барнауле, Белгороде, Благовещенске, Брянске, Владивостоке, Владимире, Волгограде, Вологде, Иваново, Ижевске, Иркутске, Йошкар-Оле, Казани, Калуге, Кемерово, Кирове, Краснодаре, Красноярске, Кургане, Курске, Кызыле, Липецке, Магадане, Магнитогорске, Майкопе, Мурманске, Набережных Челнах, Нижнекамске, Великом Новгороде, Новокузнецке, Новороссийске, Новом Уренгое, Норильске, Омске, Орле, Оренбурге, Пензе, Перми, Петрозаводске, Пскове, Рязани, Саранске, Саратове, Севастополе, Симферополе, Смоленске, Сыктывкаре, Тамбове, Твери, Томске, Туле, Улан-Удэ, Ульяновске, Уфе, Хабаровске, Чебоксарах, Чите, Элисте, Якутске, Ярославле и в других городах
По всей России бесплатный номер 8 (800) 775-16-64.
В странах СНГ — Беларуси, Казахстане, Туркменистане, Узбекистане, Украине, Таджикистане, Молдове, Азербайджане, Кыргызстане, Армении в городах Нур-Султан, Бишкек, Баку, Ереван, Минск, Ашхабад, Кишинев, Душанбе, Ташкент, Киев и других для покупки оборудования типа Токарно-винторезный станок по металлу 1М63 звоните на любой удобный номер, указанный на нашем сайте, или оставьте свои контакты под кнопкой ЗАКАЗАТЬ ЗВОНОК вверху сайта — мы сами Вам перезвоним.
Токарно-винторезный станок 1М63
Токарно-винторезный станок 1М63 является одним из самых распространенных в своей группе. Используется для разнообразных токарных работ, таких как, точение прямолинейных и конусных поверхностей, сверление, растачивание, нарезание метрической, дюймовой, питчевой, модульной резьбы. В основном, токарно-винторезные станки1М63 применяются в единичном и мелкосерийном производстве, а так же ремонтных мастерских.
Шероховатость обработанной поверхности не более Ra 2,5 мкм.
Из истории производства
Первый станок ДИП 300 с диаметром обработки до 630 мм был освоен в 1934 году на заводе Красный пролетарий в Москве. В дальнейшем, производство было передано на Рязанский станкостроительный завод, а модель получила обозначение 163, которая стала выпускаться с длинной обработки 1400 мм и 2800 мм. Эта серия выпускалась еще в г. Тбилиси под маркой 1Д63А, 1М63Д.
В 1968 г. с конвейера сошла первая партия марки 1М63 и 1М63Б, а в последующие годы были разработаны новые модели 16К30, 16М30Ф3.
Современное поколение станков данной серии с обозначением 1М63Н началось с 1992 года.
Технологические свойства
- Высокая приводная мощность и жесткость основных узлов, широкий диапазон оборотов шпинделя и подач позволяют использовать большой спектр режущего инструмента, в качестве которых применяют резцы из быстрорежущей стали и со сменными твердосплавными пластинами.
- Зажим небольших заготовок по длине допускается в патроне, а длинных валов в центрах, с применением задней бабки.
- При комплектации дополнительными устройствами функциональные возможности увеличиваются.
- Направляющие скольжения станины закалены и отшлифованы, тем самым обеспечиваются точные движения суппорта и задней бабки.
- Точение небольших конических деталей производится за счет поворота каретки на требуемый угол.
- При изготовлении длинных конусов включается совместная подача суппорта и каретки.
- Для проточки деталей большой длины применяют люнеты (подвижные и неподвижные).
- Устройство цифровой индикации (УЦИ) позволяет оператору контролировать величину подач рабочих органов, при этом значения положений высвечиваются на цветном дисплее.
- При обработке отверстий используют различный осевой инструмент: сверла, метчики, развертки и т.д.
- Защитные ограждения в зоне резания обеспечивают безопасную работу оператора, предотвращая вылет стружки и охлаждающей жидкости.
- По исполнению бывает нормальной и повышенной точности.
Технические характеристики
Основные принадлежности
- Патрон токарный Ø 400 мм
- Люнет неподвижный (20-350 мм)
- Люнет подвижный(20-150 мм)
- Защита рабочего пространства
- Освещение зоны резания
- Система охлаждения
- Резцовая головка ,4 позиции
- Руководство и паспорт
- Повышенный класс точности
- УЦИ (1 и 2 оси)
- Устройство точения конусов
- Клиновые домкраты
- Подвижный центр
Исполнение станка токарно-винторезного 1М63:
- 1М63Н — токарно-винторезный станок нормальной точности.
- 1М63П — повышенной точности.
- 1М63Ф1 — станок с устройством цифровой индикации.
- 1М63Б, 1М63БГ — быстроходные станки повышенной мощности.
- 1М63М, 1М63МФ101 — повышенной мощности.
Основные узлы и механизмы
Станина станка коробчатой формы из чугуна обладает достаточной жесткостью и прочностью. Она является основанием станка, на котором монтируются остальные узлы и детали. На станине расположены две направляющие, по которым перемещаются суппорт и задняя бабка. Для придания износостойкости, направляющие подвергают закалке с последующей шлифовкой. В нижней части станины располагается лоток для сбора стружки и емкость для охлаждающей жидкости.
Шпиндель устанавливается на двух подшипниках:
- передний — специальный 2-х рядный роликовый с регулируемым радиальным зазором
- задний — шариковый радиально-упорный совместно с упорным шарикоподшипником.
Шпиндель передает вращение обрабатываемой заготовке, которая устанавливается в зажимной патрон. Допускается установка токарных патронов 250, 315, 400, 500 мм.
Задняя бабка служит для обработки заготовок большой длины и поджима их с торца при помощи подвижного или неподвижного центра. Кроме этого, в пиноль устанавливаются различные осевые инструменты: сверла, метчики, развертки др. Перемещение пиноли осуществляется с помощью маховика и фиксируется в нужном положении рукояткой.
Суппорт крестовой конструкции способен производить точение длинных конических валов. В верхней части расположен резцедержатель, в котором устанавливается режущий инструмент. Суппорт имеет ускоренное продольное и поперечное перемещение, которое осуществляется отдельным двигателем.
Фартук закрытого типа служит для преобразования вращения ходового винта в поступательные движения суппорта. Благодаря обгонной муфте допускается включение быстрого хода при включенной подаче. На фартуке имеется система блокирующих устройств, обеспечивающих безаварийную работу.
Люнет используется для предотвращения прогиба длинных не жестких валов во время обработки. Они бывают подвижными и неподвижными, и каждый тип применяется в зависимости от поставленных задач.
Токарный патрон фиксирует обрабатываемую заготовку зажимными кулачками. По своему назначению, исполнению и конструкции бывают трех кулачковыми и четырех кулачковыми. Кроме этого, на данные станки допускается установка план шайбы.
Сменные зубчатые колеса используются для нарезания различной резьбы: метрической, модульной, дюймовой, питчевой. Они располагаются с левой стороны коробки скоростей и закрыты защитным ограждением.
Система охлаждения предотвращает перегрев рабочего инструмента во время обработки. Охлаждающая жидкость от насоса, расположенного в правой тумбе, через трубопровод поступает в зону резания. И после этого, через в нижние лотки стекает обратно в бак к электронасосу.
Электрооборудование включает в себя четыре электродвигателя: главного привода, ускоренного движения каретки, насоса охлаждения, системы смазки, а так же, электрошкаф, при помощи которого происходит управление работой узлов станка.
Система оплаты
Чтобы узнать дополнительную информацию и купить токарно-винторезный станок 1М63, Вы можете обратиться по телефону +7(4852) 66-40-25, через форму заказа на сайте или по электронной почте Этот адрес электронной почты защищён от спам-ботов. У вас должен быть включен JavaScript для просмотра. . Гарантия составляет 12 месяцев. По отдельному соглашению, проведем пусконаладочные работы на площадях заказчика с обучением обслуживающего персонала и изготовлением тестовых деталей.